
C-N Bond Formation by Consecutive Continuous-Flow Reductions towards A Medicinally Relevant Piperazine Derivative


Abstract
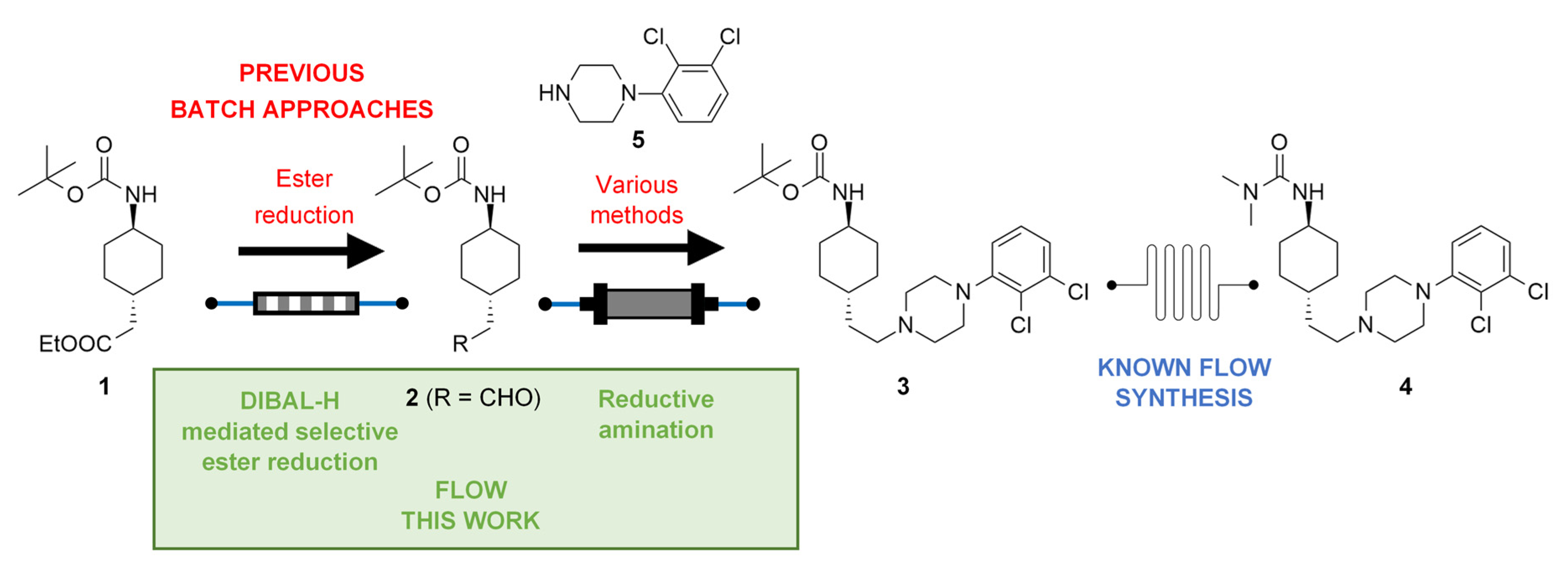
:1. Introduction
2. Results and Discussion
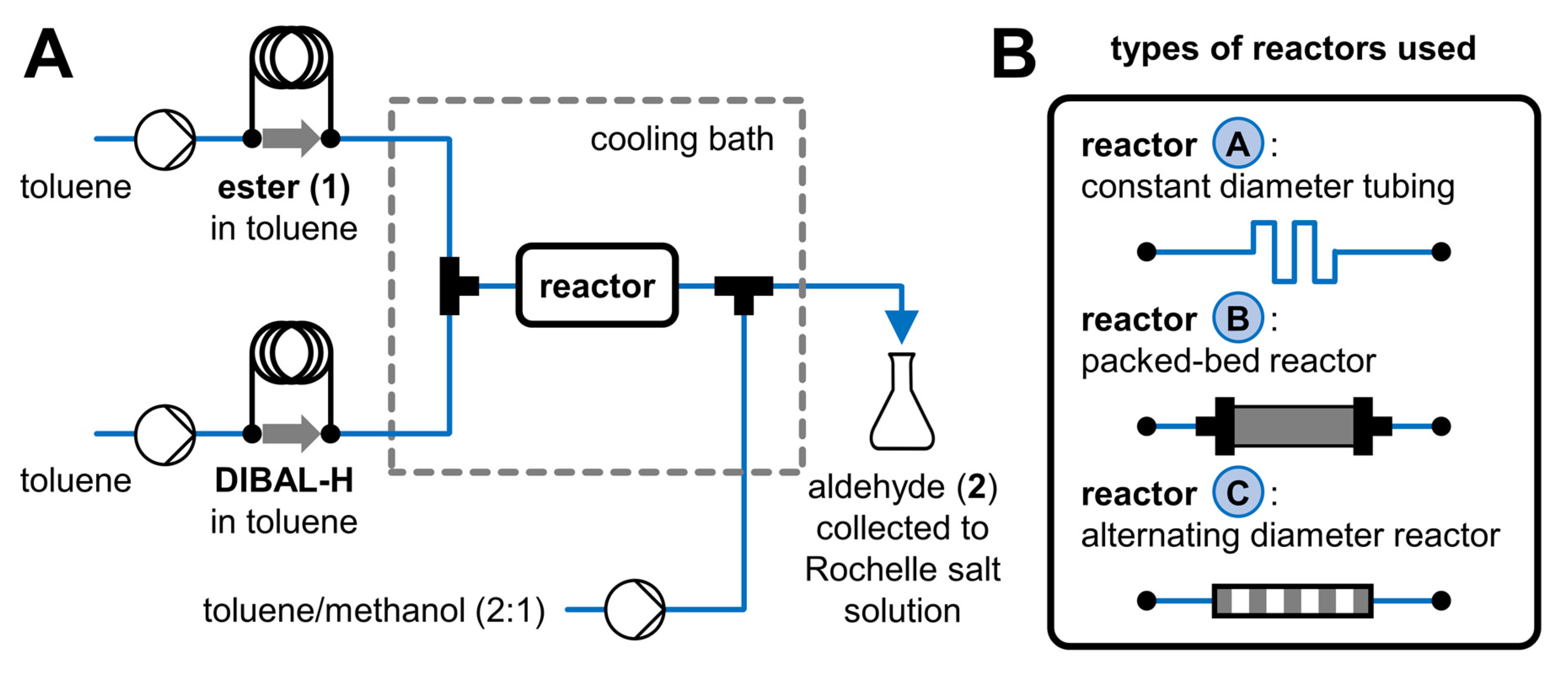
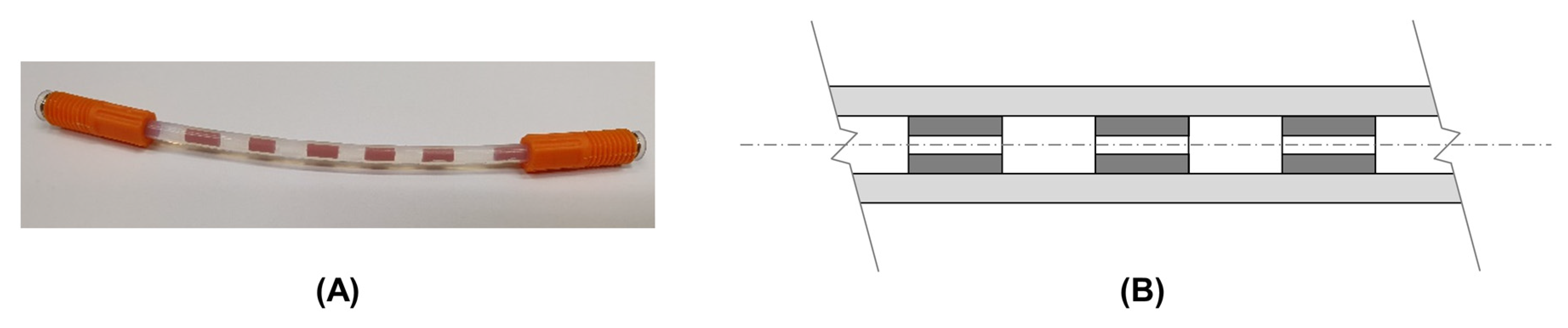
2.1. Ester Reduction Using DIBAL-H
2.2. Reductive Amination
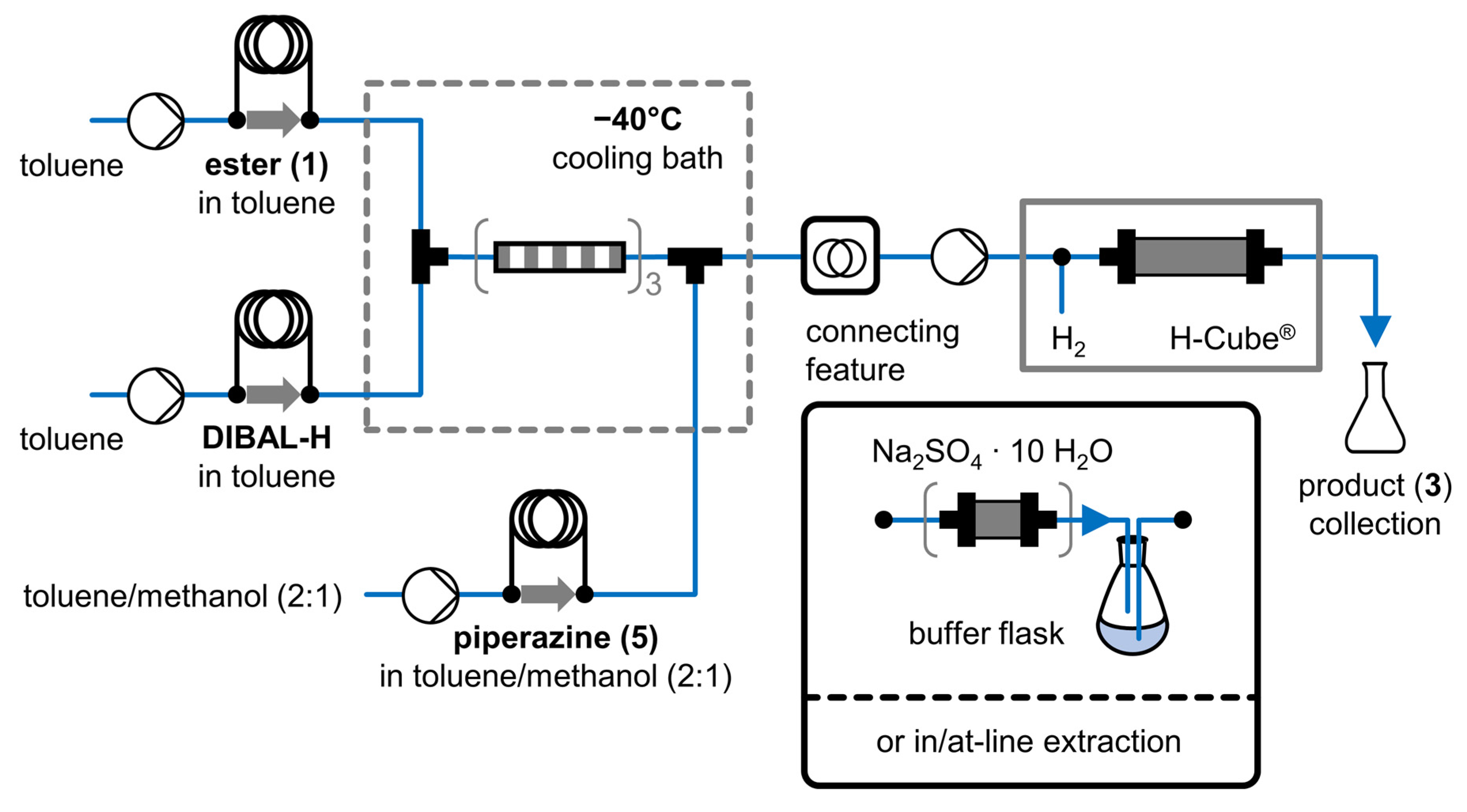
2.3. Two-Step Consecutive System
3. Materials and Methods
3.1. General
3.2. Procedure for the Two-Step Continuous-Flow Synthesis of Tert-butyl (trans-4-(2-(4-(2,3-dichlorophenyl)piperazin-1-yl)ethyl)cyclohexyl)carbamate (3)
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Sample Availability
References
- Trobe, M.; Burke, M.D. The Molecular Industrial Revolution: Automated Synthesis of Small Molecules. Angew. Chemie Int. Ed. 2018, 57, 4192–4214. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Darvas, F.; Hessel, V.; Dormán, G. Flow Chemistry: Volume 1 Fundamentals; de Gruyter: Berlin, Germany, 2014; ISBN 9783110289169. [Google Scholar]
- Plutschack, M.B.; Pieber, B.; Gilmore, K.; Seeberger, P.H. The Hitchhiker’s Guide to Flow Chemistry. Chem. Rev. 2017, 117, 11796–11893. [Google Scholar] [CrossRef] [PubMed]
- Britton, J.; Jamison, T.F. The assembly and use of continuous flow systems for chemical synthesis. Nat. Protoc. 2017, 12, 2423–2446. [Google Scholar] [CrossRef] [PubMed]
- Akwi, F.M.; Watts, P. Continuous flow chemistry: Where are we now? Recent applications, challenges and limitations. Chem. Commun. 2018, 54, 13894–13928. [Google Scholar] [CrossRef] [PubMed]
- Pieber, B.; Gilmore, K.; Seeberger, P.H. Integrated flow processing–challenges in continuous multistep synthesis. J. Flow Chem. 2017, 7, 129–136. [Google Scholar] [CrossRef]
- Gioiello, A.; Piccinno, A.; Lozza, A.M.; Cerra, B. The Medicinal Chemistry in the Era of Machines and Automation: Recent Advances in Continuous Flow Technology. J. Med. Chem. 2020, 63, 6624–6647. [Google Scholar] [CrossRef] [PubMed]
- Collins, N.; Stout, D.; Lim, J.-P.; Malerich, J.P.; White, J.D.; Madrid, P.B.; Latendresse, M.; Krieger, D.; Szeto, J.; Vu, V.-A.; et al. Fully Automated Chemical Synthesis: Toward the Universal Synthesizer. Org. Process. Res. Dev. 2020, 24, 2064–2077. [Google Scholar] [CrossRef]
- Mascia, S.; Heider, P.L.; Zhang, H.; Lakerveld, R.; Benyahia, B.; Barton, P.I.; Braatz, R.D.; Cooney, C.L.; Evans, J.M.B.; Jamison, T.F.; et al. End-to-End Continuous Manufacturing of Pharmaceuticals: Integrated Synthesis, Purification, and Final Dosage Formation. Angew. Chemie Int. Ed. 2013, 52, 12359–12363. [Google Scholar] [CrossRef]
- Adamo, A.; Beingessner, R.L.; Behnam, M.; Chen, J.; Jamison, T.F.; Jensen, K.F.; Monbaliu, J.C.M.; Myerson, A.S.; Revalor, E.M.; Snead, D.R.; et al. On-demand continuous-flow production of pharmaceuticals in a compact, reconfigurable system. Science 2016, 352, 61–67. [Google Scholar] [CrossRef] [Green Version]
- Balogh, A.; Domokos, A.; Farkas, B.; Farkas, A.; Rapi, Z.; Kiss, D.; Nyiri, Z.; Eke, Z.; Szarka, G.; Örkényi, R.; et al. Continuous end-to-end production of solid drug dosage forms: Coupling flow synthesis and formulation by electrospinning. Chem. Eng. J. 2018, 350, 290–299. [Google Scholar] [CrossRef]
- Gutmann, B.; Cantillo, D.; Kappe, C.O. Continuous-Flow Technology-A Tool for the Safe Manufacturing of Active Pharmaceutical Ingredients. Angew. Chemie Int. Ed. 2015, 54, 6688–6728. [Google Scholar] [CrossRef]
- Baumann, M.; Baxendale, I.R. The synthesis of active pharmaceutical ingredients (APIs) using continuous flow chemistry. Beilstein J. Org. Chem. 2015, 11, 1194–1219. [Google Scholar] [CrossRef] [Green Version]
- Kobayashi, S. Flow “Fine” Synthesis: High Yielding and Selective Organic Synthesis by Flow Methods. Chem. Asian J. 2016, 11, 425–436. [Google Scholar] [CrossRef]
- Porta, R.; Benaglia, M.; Puglisi, A. Flow Chemistry: Recent Developments in the Synthesis of Pharmaceutical Products. Org. Process. Res. Dev. 2016, 20, 2–25. [Google Scholar] [CrossRef] [Green Version]
- Britton, J.; Raston, C.L. Multi-step continuous-flow synthesis. Chem. Soc. Rev. 2017, 46, 1250–1271. [Google Scholar] [CrossRef] [Green Version]
- Gérardy, R.; Emmanuel, N.; Toupy, T.; Kassin, V.-E.; Tshibalonza, N.N.; Schmitz, M.; Monbaliu, J.-C.M. Continuous Flow Organic Chemistry: Successes and Pitfalls at the Interface with Current Societal Challenges. Eur. J. Org. Chem. 2018, 2018, 2301–2351. [Google Scholar] [CrossRef]
- Bogdan, A.R.; Dombrowski, A.W. Emerging Trends in Flow Chemistry and Applications to the Pharmaceutical Industry. J. Med. Chem. 2019, 62, 6422–6468. [Google Scholar] [CrossRef]
- Bloemendal, V.R.L.J.; Janssen, M.A.C.H.; van Hest, J.C.M.; Rutjes, F.P.J.T. Continuous one-flow multi-step synthesis of active pharmaceutical ingredients. React. Chem. Eng. 2020, 5, 1186–1197. [Google Scholar] [CrossRef]
- Bana, P.; Örkényi, R.; Lövei, K.; Lakó, Á.; Túrós, G.I.; Éles, J.; Faigl, F.; Greiner, I. The route from problem to solution in multistep continuous flow synthesis of pharmaceutical compounds. Bioorg. Med. Chem. 2017, 25, 6180–6189. [Google Scholar] [CrossRef] [Green Version]
- Fülöp, Z.; Szemesi, P.; Bana, P.; Éles, J.; Greiner, I. Evolution of flow-oriented design strategies in the continuous preparation of pharmaceuticals. React. Chem. Eng. 2020, 5, 1527–1555. [Google Scholar] [CrossRef]
- Bana, P.; Szigetvári, Á.; Kóti, J.; Éles, J.; Greiner, I. Flow-oriented synthetic design in the continuous preparation of the aryl piperazine drug flibanserin. React. Chem. Eng. 2019, 4, 652–657. [Google Scholar] [CrossRef]
- Kassin, V.-E.H.; Gérardy, R.; Toupy, T.; Collin, D.; Salvadeo, E.; Toussaint, F.; Van Hecke, K.; Monbaliu, J.-C.M. Expedient preparation of active pharmaceutical ingredient ketamine under sustainable continuous flow conditions. Green Chem. 2019, 21, 2952–2966. [Google Scholar] [CrossRef]
- Ötvös, S.B.; Pericàs, M.A.; Kappe, C.O. Multigram-scale flow synthesis of the chiral key intermediate of (−)-paroxetine enabled by solvent-free heterogeneous organocatalysis. Chem. Sci. 2019, 10, 11141–11146. [Google Scholar] [CrossRef] [Green Version]
- Monos, T.M.; Jaworski, J.N.; Stephens, J.C.; Jamison, T.F. Continuous-Flow Synthesis of Tramadol from Cyclohexanone. Synlett 2020, 31, 1888–1893. [Google Scholar]
- Ötvös, S.B.; Llanes, P.; Pericàs, M.A.; Kappe, C.O. Telescoped Continuous Flow Synthesis of Optically Active γ-Nitrobutyric Acids as Key Intermediates of Baclofen, Phenibut, and Fluorophenibut. Org. Lett. 2020, 22, 8122–8126. [Google Scholar] [CrossRef] [PubMed]
- Lopez-Rodriguez, M.; Ayala, D.; Benhamu, B.; Morcillo, M.; Viso, A. Arylpiperazine Derivatives Acting at 5-HT1A Receptors. Curr. Med. Chem. 2002, 9, 443–469. [Google Scholar] [CrossRef] [PubMed]
- Ágai-Csongor, É.; Domány, G.; Nógrádi, K.; Galambos, J.; Vágó, I.; Keserű, G.M.; Greiner, I.; Laszlovszky, I.; Gere, A.; Schmidt, É.; et al. Discovery of cariprazine (RGH-188): A novel antipsychotic acting on dopamine D3/D2 receptors. Bioorg. Med. Chem. Lett. 2012, 22, 3437–3440. [Google Scholar] [CrossRef]
- McCormack, P.L. Cariprazine: First Global Approval. Drugs 2015, 75, 2035–2043. [Google Scholar] [CrossRef] [PubMed]
- Bana, P.; Lakó, Á.; Kiss, N.Z.; Béni, Z.; Szigetvári, Á.; Kóti, J.; Túrós, G.I.; Éles, J.; Greiner, I. Synthesis of Urea Derivatives in Two Sequential Continuous-Flow Reactors. Org. Process. Res. Dev. 2017, 21, 611–622. [Google Scholar] [CrossRef]
- Czibula, L.; Ágainé Csongor, É.; Nógrádi, K.; Juhász, B.; Sebők, F.; Galambos, J.; Vágó, I. Piperazine Salt and a Process for the Preparation Thereof. WO2010/070369A1, 24 June 2010. [Google Scholar]
- Chen, X.; Ni, F.; Liu, Y.; Fu, L.; Li, J. A New and Practical Synthesis of Cariprazine through the Facile Construction of 2-[trans-4-(3,3-Dimethylureido)cyclohexyl]acetic Acid. Synthesis 2016, 48, 3120–3126. [Google Scholar]
- Shonberg, J.; Herenbrink, C.K.; López, L.; Christopoulos, A.; Scammells, P.J.; Capuano, B.; Lane, J.R. A Structure–Activity Analysis of Biased Agonism at the Dopamine D2 Receptor. J. Med. Chem. 2013, 56, 9199–9221. [Google Scholar] [CrossRef] [PubMed]
- Ducry, L.; Roberge, D.M. Dibal-H Reduction of Methyl Butyrate into Butyraldehyde using Microreactors. Org. Process. Res. Dev. 2008, 12, 163–167. [Google Scholar] [CrossRef]
- Webb, D.; Jamison, T.F. Diisobutylaluminum Hydride Reductions Revitalized: A Fast, Robust, and Selective Continuous Flow System for Aldehyde Synthesis. Org. Lett. 2012, 14, 568–571. [Google Scholar] [CrossRef] [PubMed]
- Yoshida, M.; Otaka, H.; Doi, T. An Efficient Partial Reduction of α,β-Unsaturated Esters Using DIBAL-H in Flow. Eur. J. Org. Chem. 2014, 2014, 6010–6016. [Google Scholar] [CrossRef]
- Fukuyama, T.; Chiba, H.; Kuroda, H.; Takigawa, T.; Kayano, A.; Tagami, K. Application of Continuous Flow for DIBAL-H Reduction and n-BuLi Mediated Coupling Reaction in the Synthesis of Eribulin Mesylate. Org. Process. Res. Dev. 2016, 20, 503–509. [Google Scholar] [CrossRef]
- Muñoz, J.d.M.; Alcázar, J.; de la Hoz, A.; Díaz-Ortiz, A. Application of Flow Chemistry to the Selective Reduction of Esters to Aldehydes. Eur. J. Org. Chem. 2012, 2012, 260–263. [Google Scholar]
- Riley, D.; Neyt, N. Approaches for Performing Reductions under Continuous-Flow Conditions. Synthesis 2018, 50, 2707–2720. [Google Scholar] [CrossRef]
- Irfan, M.; Glasnov, T.N.; Kappe, C.O. Heterogeneous Catalytic Hydrogenation Reactions in Continuous-Flow Reactors. ChemSusChem 2011, 4, 300–316. [Google Scholar] [CrossRef]
- Cossar, P.J.; Hizartzidis, L.; Simone, M.I.; McCluskey, A.; Gordon, C.P. The expanding utility of continuous flow hydrogenation. Org. Biomol. Chem. 2015, 13, 7119–7130. [Google Scholar] [CrossRef]
- Suveges, N.S.; de Souza, R.O.M.A.; Gutmann, B.; Kappe, C.O. Synthesis of Mepivacaine and Its Analogues by a Continuous-Flow Tandem Hydrogenation/Reductive Amination Strategy. Eur. J. Org. Chem. 2017, 2017, 6511–6517. [Google Scholar] [CrossRef] [Green Version]
- Yang, J.C.; Niu, D.; Karsten, B.P.; Lima, F.; Buchwald, S.L. Use of a “Catalytic” Cosolvent, N,N-Dimethyl Octanamide, Allows the Flow Synthesis of Imatinib with no Solvent Switch. Angew. Chemie Int. Ed. 2016, 55, 2531–2535. [Google Scholar] [CrossRef]
- Carter, C.F.; Lange, H.; Sakai, D.; Baxendale, I.R.; Ley, S.V. Diastereoselective Chain-Elongation Reactions Using Microreactors for Applications in Complex Molecule Assembly. Chem. Eur. J. 2011, 17, 3398–3405. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Entry a | Temperature [°C] | Reactor Volume [µL] | Residence Time [s] | Conversion b [%] | Selectivity c [%] |
|---|---|---|---|---|---|
| 1 | 0 | 20 | 1.2 | 7 | 32 |
| 2 | 0 | 20 | 2.3 | 6 | 23 |
| 3 | 0 | 20 | 4.6 | 2 | 10 |
| 4 | 0 | 20 | 9.2 | 3 | 9 |
| 5 | −40 | 20 | 1.2 | 9 | 75 |
| 6 | −40 | 20 | 2.3 | 14 | 68 |
| 7 | −40 | 20 | 4.6 | 24 | 82 |
| 8 | −40 | 20 | 9.2 | 23 | 79 |
| 9 | −40 | 200 | 11.4 | 29 | 90 |
| 10 | −40 | 200 | 22.9 | 26 | 86 |
| 11 | −40 | 200 | 45.7 | 30 | 88 |
| Entry a | Temperature [°C] | Reactor Volume b [µL] | Residence Time [s] | Conversion c [%] | Selectivity d [%] |
|---|---|---|---|---|---|
| 1 e | −40 | ~250 | 13.8 | 16 | 56 |
| 2 e | −40 | ~250 | 27.7 | 40 | 73 |
| 3 e | −40 | ~250 | 55.3 | 44 | 73 |
| 4 f | −40 | ~250 | 14.4 | 40 | 74 |
| 5 f | −40 | ~250 | 28.8 | 80 | 64 |
| 6 f | −40 | ~250 | 57.6 | 79 | 52 |
| 7 f | −70 | ~250 | 14.4 | 50 | 72 |
| Entry a | Temperature [°C] | Reactor Volume [µL] | Residence Time [s] | Conversion b [%] | Selectivity c [%] |
|---|---|---|---|---|---|
| 1 | −40 | 200 | 11.4 | 52 | 86 |
| 2 | −40 | 200 | 22.9 | 42 | 79 |
| 3 | −40 | 200 | 45.7 | 38 | 80 |
| Entry a | DIBAL-H eq | Temperature [°C] | Reactor Volume [µL] | Residence Time [s] | Conversion b [%] | Selectivity c [%] |
|---|---|---|---|---|---|---|
| 1 | 2 | −40 | 397 | 21.7 | 56 | 98 |
| 2 | 2 | −40 | 397 | 43.3 | 55 | 98 |
| 3 | 2 | −40 | 397 | 90 | 39 | 100 |
| 4 | 3 | −40 | 397 | 16.5 | 89 | 98 |
| 5 | 3 | −40 | 397 | 20.7 | 70 | 94 |
| 6 | 4 | −40 | 397 | 19.9 | 80 | 88 |
| Entry a | Temperature [°C] | Catalyst | Conversion b [%] | Selectivity c [%] | Dehalogenated Derivatives d [%] |
|---|---|---|---|---|---|
| 1 | 30 | 10% Pd/C | 100 | 97 | 1 |
| 2 | 40 | 10% Pd/C | 98 | 94 | 3 |
| 3 | 50 | 10% Pd/C | 99 | 93 | 4 |
| 4 | 60 | 10% Pd/C | 100 | 96 | 2 |
| 5 | 100 | Raney-Ni | 58 | 93 | - e |
| 6 | 60 | 5% Pt/C | 69 | 97 | - e |
| 7 | 80 | 5% Pt/C | 100 | 97 | - e |
| 8 | 100 | 5% Pt/C | 97 | 97 | - e |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fülöp, Z.; Bana, P.; Greiner, I.; Éles, J. C-N Bond Formation by Consecutive Continuous-Flow Reductions towards A Medicinally Relevant Piperazine Derivative. Molecules 2021, 26, 2040. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules26072040
Fülöp Z, Bana P, Greiner I, Éles J. C-N Bond Formation by Consecutive Continuous-Flow Reductions towards A Medicinally Relevant Piperazine Derivative. Molecules. 2021; 26(7):2040. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules26072040
Chicago/Turabian StyleFülöp, Zsolt, Péter Bana, István Greiner, and János Éles. 2021. "C-N Bond Formation by Consecutive Continuous-Flow Reductions towards A Medicinally Relevant Piperazine Derivative" Molecules 26, no. 7: 2040. https://0-doi-org.brum.beds.ac.uk/10.3390/molecules26072040