
Dimensional Stability and Mechanical Properties of Gmelina arborea Roxb. Wood Thermally Modified through Open Reactor and Low-Pressure Closed Reactor Systems


Abstract
:1. Introduction
2. Materials and Methods
2.1. Procurement and Processing of Gmelina Wood
Sample Preparation for Thermal Modification
2.2. Thermal Modification Processes
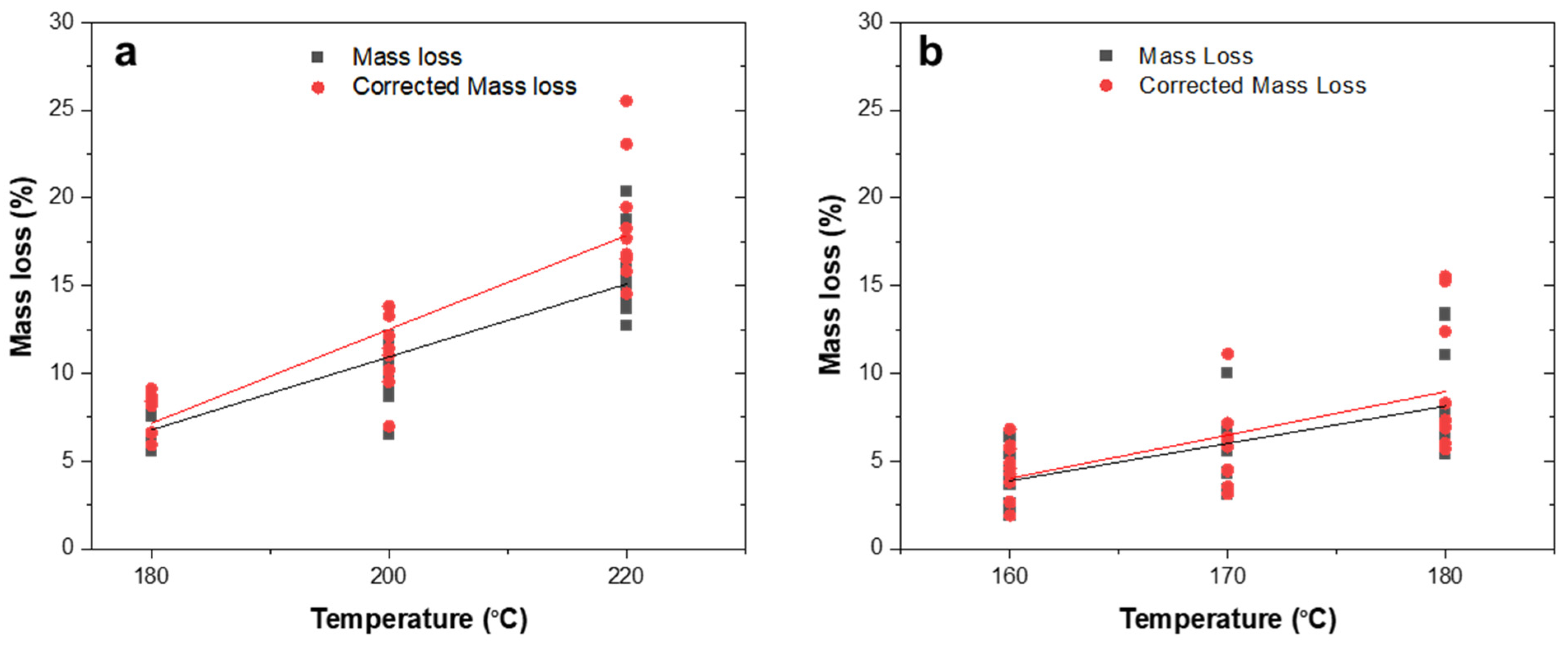
2.3. Determination of Extractive Content and Correction of Mass Loss
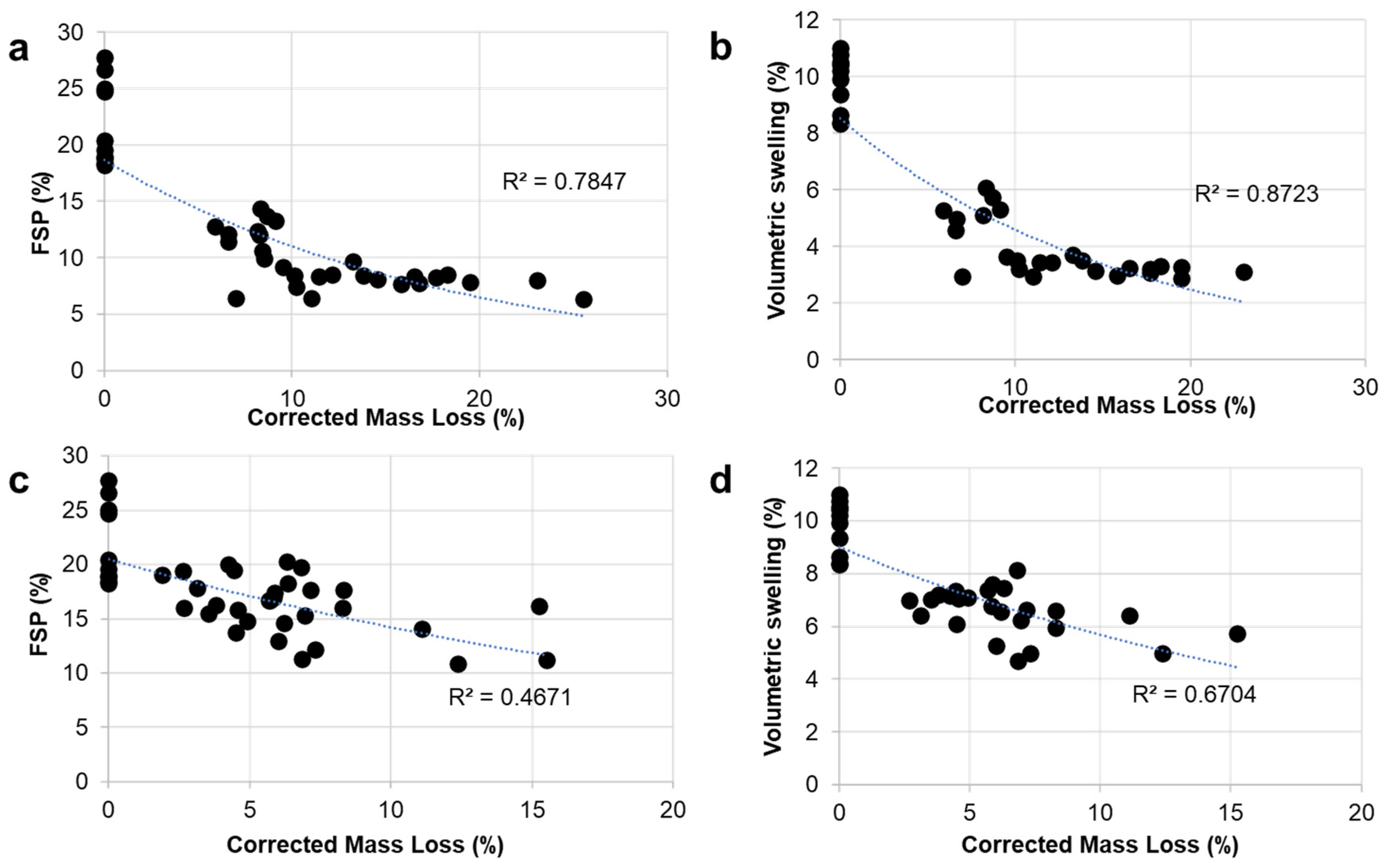
2.4. Volumetric Swelling and Anti-Swelling Efficiency
2.5. Determination of Fibre Saturation Point and Radial/Tangential Swelling
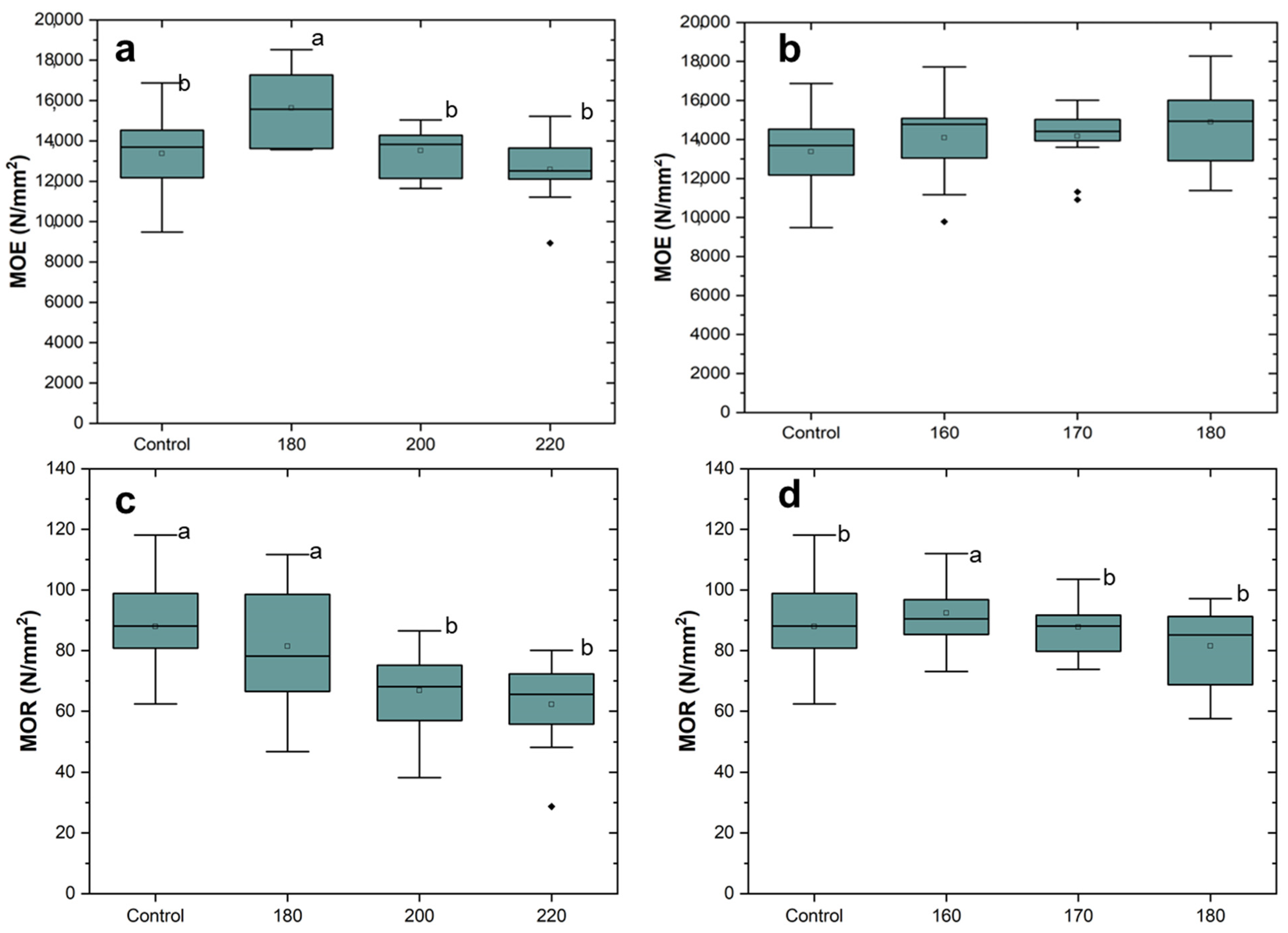
2.6. Determination of Mechanical Properties
2.7. Statistical Analysis
3. Results and Discussion
3.1. Mass Loss of Thermally Modified Gmelina Wood
3.2. Dimensional Stability of Thermally Modified Gmelina Wood
3.3. Mechanical Properties of Thermally Modified Gmelina Wood
4. Conclusions and Outlook
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Naik, D.; Singh, D.; Vartak, V.; Paranjpe, S.; Bhargava, S. Assessment of Morphological and Genetic Diversity in Gmelina arborea Roxb. New For. 2009, 38, 99–115. [Google Scholar] [CrossRef]
- Singh, P.; Rana, A.; Panwar, N.S.; Kumar, A. Tree Improvement, Breeding and Biotechnology of Gmelina arborea Roxb. Indian For. 2021, 147, 1075. [Google Scholar] [CrossRef]
- Singh, S.; Kumar, A.; Senthilkumar, N.; Singh, A.N. Strategies for the Management of Craspedonta leayana (Coleoptera: Chrysomelidae) in Gmelina arborea, Rain Forest Research Institute, Deovan, Jorhat, Assam. Indian For. 2006, 132, 581–588. [Google Scholar]
- Kumar, A. Growth Performance and Variability in Different Clones of Gmelina arborea (Roxb.). Silvae Genet. 2007, 56, 32–35. [Google Scholar] [CrossRef]
- Krishen, P. Jungle Trees of Central India: A Field Guide for Tree Spotters; Penguin Books India: Gurugram, India, 2013. [Google Scholar]
- Atagbua, C.O.; Enwelu, C.; Aderibigbe, W.; Okiwe, E.O. A Comparative Study of Some Mechanical Properties of Gmelina arborea, Parkia biglobosa and Prosopis africana Timbers for Structural Use. Int. J. Tech. Res. Appl. 2015, 3, 320–324. [Google Scholar]
- Iwuoha, S.E.; Seim, W.; Onyekwelu, J.C. Mechanical Properties of Gmelina arborea for Engineering Design. Constr. Build. Mater. 2021, 288, 123123. [Google Scholar] [CrossRef]
- Haslett, A.N.; Zoung, G.D.; Britton, R.A.J. Plantation Grown Tropical Timbers. 2. Properties, Processing and Uses. J. Trop. For. Sci. 1991, 3, 229–237. [Google Scholar]
- Okon, K.E. Variations in Specific Gravity and Shrinkage in Wood of a 25-Year-Old Gmelina arborea in Oluwa Forest Reserve, South West Nigeria. Arch. Appl. Sci. Res. 2014, 6, 271–276. [Google Scholar]
- Owusu, F.W.; Apetorgbor, M.M.; Nsor, C.A.; Adu, S.; Alorbu, C.; Apetorgbor, A.K. Evaluation of Natural Durability of Plantation Grown Gmelina arborea Roxb. Ex Sm. Wood from Two Vegetation Zones in Ghana. Ghana J. For. 2022, 38, 55–66. [Google Scholar]
- Candelier, K.; Dibdiakova, J. A Review on Life Cycle Assessments of Thermally Modified Wood. Holzforschung 2021, 75, 199–224. [Google Scholar] [CrossRef]
- Mayes, D.; Oksanen, O. ThermoWood® Handbook; Finnish Thermowood Association: Helsinki, Finland, 2003. [Google Scholar]
- Hyttinen, M.; Masalin-Weijo, M.; Kalliokoski, P.; Pasanen, P. Comparison of VOC Emissions between Air-Dried and Heat-Treated Norway Spruce (Picea abies), Scots Pine (Pinus sylvesteris) and European Aspen (Populus tremula) Wood. Atmos. Environ. 2010, 44, 5028–5033. [Google Scholar] [CrossRef]
- Peters, J.; Fischer, K.; Fischer, S. Characterization of Emissions from Thermally Modified Wood and Their Reduction by Chemical Treatment. BioResources 2008, 3, 491–502. [Google Scholar] [CrossRef]
- Wolpert, B. Emission and Abundance of Biogenic Volatile Organic Compounds in Wind-Throw Areas of Upland Spruce Forests in Bavaria; Technische Universität München: Munich, Germany, 2012. [Google Scholar]
- Altgen, M.; Militz, H. Effect of Temperature and Steam Pressure during the Thermal Modification Process. In Proceedings of the 8th European Conference on Wood Modification, Helsinki, Finland, 26–27 October 2015. [Google Scholar]
- Sandberg, D.; Kutnar, A.; Mantanis, G. Wood Modification Technologies—A Review. iForest—Biogeosciences For. 2017, 10, 895–908. [Google Scholar] [CrossRef]
- Altgen, M. Impact of Process Conditions in Open and Closed Reactor Systems on the Properties of Thermally Modified Wood; Cuvillier Verlag: Göttingen, Germany, 2016; ISBN 978-3-7369-8421-9. [Google Scholar]
- Stamm, A.J. Thermal Degradation of Wood and Cellulose. Ind. Eng. Chem. 1956, 48, 413–417. [Google Scholar] [CrossRef]
- Gaitán-Alvarez, J.; Berrocal, A.; Mantanis, G.I.; Moya, R.; Araya, F. Acetylation of Tropical Hardwood Species from Forest Plantations in Costa Rica: An FTIR Spectroscopic Analysis. J. Wood Sci. 2020, 66, 49. [Google Scholar] [CrossRef]
- Olaniran, S.; Militz, H. Modification of Gmelina arborea Wood for Utilization in Nigeria. In Proceedings of the 54th Annual Meeting of the International Research Group on Wood Protection, Cairns, Australia, 28 May–1 June 2023; The International Research Group on Wood Protection: Cairns, Australia, 2023. [Google Scholar]
- Moya, R.; Fallas-Valverde, L.; Berrocal, A.; Méndez-álvarez, D. Durability of Thermally Modified Wood of Gmelina arborea and Tectona grandis Tested under Field and Accelerated Conditions. J. Renew. Mater. 2017, 5, 208–219. [Google Scholar] [CrossRef]
- Wentzel, M.; Fleckenstein, M.; Hofmann, T.; Militz, H. Relation of Chemical and Mechanical Properties of Eucalyptus nitens Wood Thermally Modified in Open and Closed Systems. Wood Mater. Sci. Eng. 2019, 14, 165–173. [Google Scholar] [CrossRef]
- Metsä-Kortelainen, S.; Antikainen, T.; Viitaniemi, P. The Water Absorption of Sapwood and Heartwood of Scots Pine and Norway Spruce Heat-Treated at 170 °C, 190 °C, 210 °C and 230 °C. Holz Als Roh-Und Werkst. 2006, 64, 192–197. [Google Scholar] [CrossRef]
- Test Method T 204 cm-07; Solvent Extractives of Wood and Pulp. Technical Association of the Pulp and Paper Industry (TAPPI): Atlanta, GA, USA, 1997.
- Jankowska, A.; Kozakiewicz, P. Determination of Fibre Saturation Point of Selected Tropical Wood Species Using Different Methods. Drew. Pr. Nauk. Doniesienia Komun. 2016, 59, 89–97. [Google Scholar] [CrossRef]
- DIN 52186; Prüfung von holz—Biegeversuch. Deutsches Institut für Normung e.V.: Berlin, Germany, 1978.
- DIN EN 1534; Parkett und andere Holzfußböden—Bestimmung des Eindruckwiderstands—Prüfmethode. Deutsches Institut für Normung e.V.: Berlin, Germany, 2010; p. 12.
- Esteves, B.; Pereira, H.M. Wood Modification by Heat Treatment: A Review. BioResources 2007, 4, 370–404. [Google Scholar] [CrossRef]
- Boonstra, M.J.; Tjeerdsma, B. Chemical Analysis of Heat-treated Softwoods. Holz Als Roh-Werkst. 2006, 64, 204–211. [Google Scholar] [CrossRef]
- Kocaefe, D.; Poncsak, S.; Doré, G.; Younsi, R. Effect of Heat Treatment on the Wettability of White Ash and Soft Maple by Water. Holz Als Roh-Werkst. 2008, 66, 355–361. [Google Scholar] [CrossRef]
- Gündüz, G.; Korkut, S.; Korkut, D.S. The Effects of Heat Treatment on Physical and Technological Properties and Surface Roughness of Camiyanı Black Pine (Pinus nigra Arn. Subsp. pallasiana var. pallasiana) Wood. Bioresour. Technol. 2008, 99, 2275–2280. [Google Scholar] [CrossRef] [PubMed]
- Inoue, M.; Norimoto, M.; Tanahashi, M.; Rowell, R.M. Steam or Heat Fixation of Compressed Wood. Wood Fiber Sci. 1993, 25, 224–235. [Google Scholar]
- Baysal, E.; Kart, S.; Toker, H.; Degirmentepe, S. Some Physical Characteristics of Thermally Modified Oriental-Beech Wood. Maderas Cienc. Tecnol. 2014, 16, 291–298. [Google Scholar] [CrossRef]
- Bowyer, J.L.; Shmulsky, R.; Haygreen, J.G. Forest Products and Wood Science: An Introduction, 5th ed.; Blackwell Pub: Ames, IO, USA, 2007; ISBN 978-0-8138-2036-1. [Google Scholar]
- Zaman, A.; Alén, R.; Kotilainen, R. Thermal Behavior of Scots Pine (Pinus sylvestris) and Silver Birch (Betula pendula) at 200–230. Wood Fiber Sci. 2000, 2, 138–143. [Google Scholar]
- Yildiz, S.; Gümüşkaya, E. The Effects of Thermal Modification on Crystalline Structure of Cellulose in Soft and Hardwood. Build. Environ. 2007, 42, 62–67. [Google Scholar] [CrossRef]
- Nhacila, F.; Sitoe, E.; Uetimane, E.; Manhica, A.; Egas, A.; Möttönen, V. Effects of Thermal Modification on Physical and Mechanical Properties of Mozambican Brachystegia spiciformis and Julbernardia globiflora Wood. Eur. J. Wood Wood Prod. 2020, 78, 871–878. [Google Scholar] [CrossRef]
- Gašparík, M.; Gaff, M.; Šafaříková, L.; Vallejo, C.R.; Svoboda, T. Impact Bending Strength and Brinell Hardness of Densified Hardwoods. BioResources 2016, 11, 8638–8652. [Google Scholar] [CrossRef]
- Wagenfür, R. Holzatlas, 5th ed.; Fachbuchverlag im Carl Hanser Verlag: Leipiz, Germany, 2000. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Peak Temp | Max Pressure (MPa) | RH (%) | Total Treatment Time (h) | Treatment Time at Peak Temperature (h) |
|---|---|---|---|---|
| Low-pressure closed reactor system | ||||
| 160 | 0.18 | 30 | 17.75 | 3 |
| 170 | 0.23 | 30 | 19.08 | 3 |
| 180 | 0.29 | 30 | 20.42 | 3 |
| Open reactor system | ||||
| 180 | Atmospheric | 0 | 32.92 | 3 |
| 200 | Atmospheric | 0 | 35.58 | 3 |
| 220 | Atmospheric | 0 | 38.25 | 3 |
| Peak Temp (°C) | No. of Samples | FSP (%) | Vol Swelling (%) | ASE (%) | T/R Ratio |
|---|---|---|---|---|---|
| Low-pressure closed reactor system | |||||
| 160 | 30 | 17.65 (1.73) b | 7.42 (0.41) d | 24.13 (7.66) | 1.72 (0.57) ab |
| 170 | 30 | 17.35 (2.19) b | 6.83 (0.45) c | 30.02 (8.70) | 1.67 (0.69) b |
| 180 | 30 | 12.83 (2.87) c | 5.26 (0.88) b | 46.44 (8.77) | 1.67 (0.44) b |
| Open reactor system | |||||
| 180 | 30 | 13.01 (1.58) c | 5.41 (0.71) c | 44.85 (7.40) | 1.65 (0.42) b |
| 200 | 30 | 7.95 (0.99) b | 3.31 (0.25) b | 66.09 (4.32) | 1.44 (0.14) b |
| 220 | 30 | 7.93 (0.57) b | 3.08 (0.23) b | 68.46 (3.84) | 1.39 (0.34) c |
| * Unmodified (control) | 30 | 22.18 (3.52) a | 9.86 (0.89) a | - | 2.03 (0.20) a |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Olaniran, S.O.; Militz, H. Dimensional Stability and Mechanical Properties of Gmelina arborea Roxb. Wood Thermally Modified through Open Reactor and Low-Pressure Closed Reactor Systems. Forests 2024, 15, 403. https://0-doi-org.brum.beds.ac.uk/10.3390/f15030403
Olaniran SO, Militz H. Dimensional Stability and Mechanical Properties of Gmelina arborea Roxb. Wood Thermally Modified through Open Reactor and Low-Pressure Closed Reactor Systems. Forests. 2024; 15(3):403. https://0-doi-org.brum.beds.ac.uk/10.3390/f15030403
Chicago/Turabian StyleOlaniran, Samuel Oluyinka, and Holger Militz. 2024. "Dimensional Stability and Mechanical Properties of Gmelina arborea Roxb. Wood Thermally Modified through Open Reactor and Low-Pressure Closed Reactor Systems" Forests 15, no. 3: 403. https://0-doi-org.brum.beds.ac.uk/10.3390/f15030403