Ultrafast Laser Surface Texturing: A Sustainable Tool to Modify Wettability Properties of Marble



Abstract
:1. Introduction
2. Materials and Methods
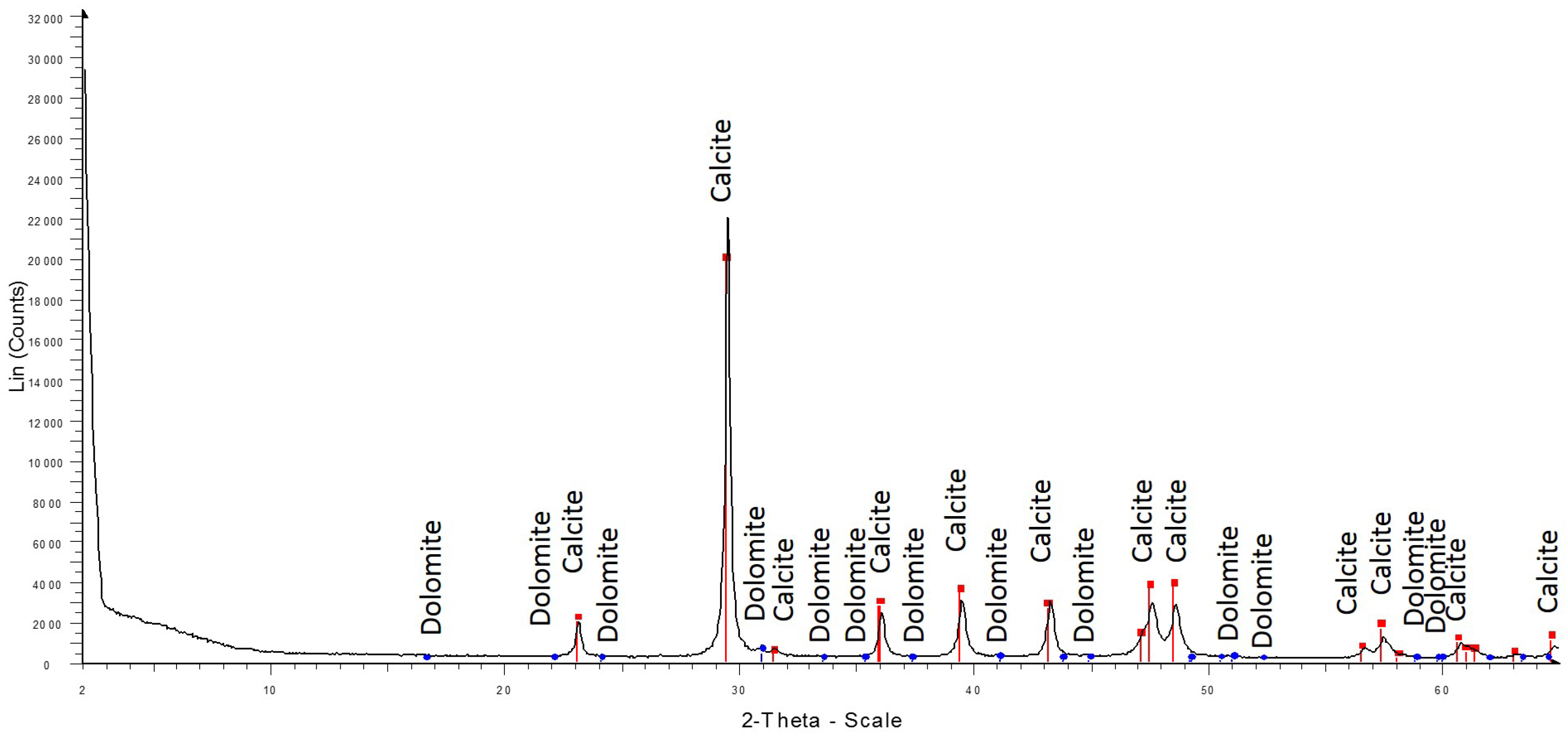
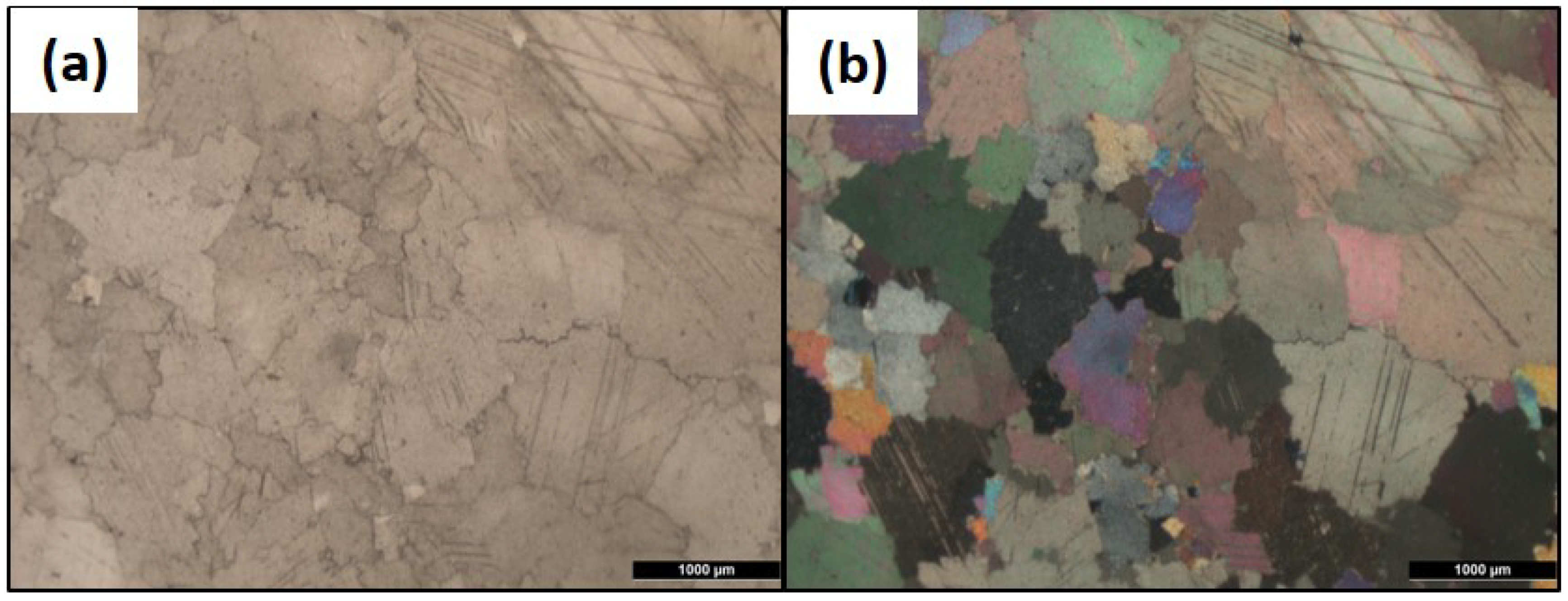
2.1. Stone Characterization
2.2. Laser Processing
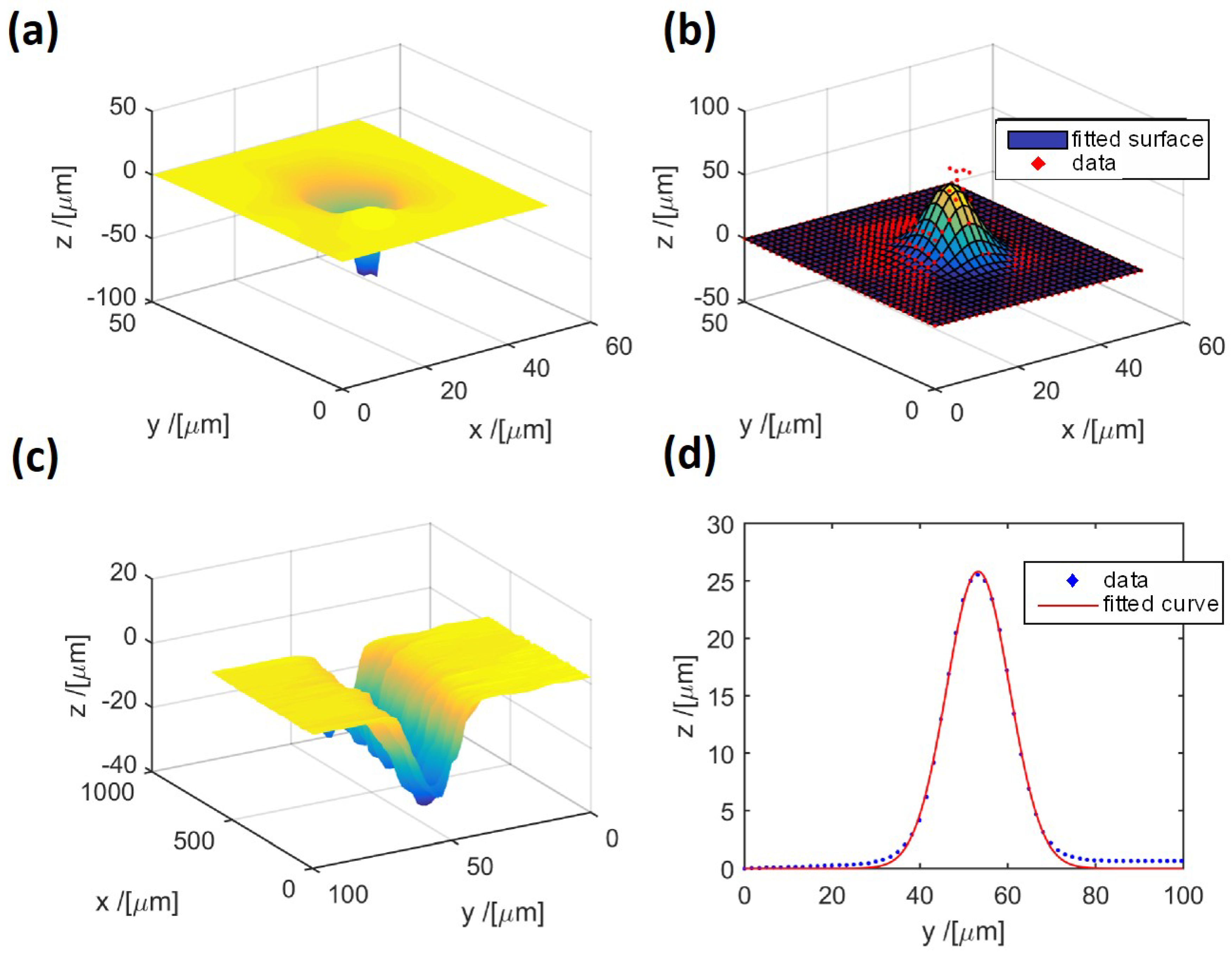
2.3. Surface Characterization
3. Results and Discussion
3.1. Surface Characterization
3.2. Laser Parameter Analysis
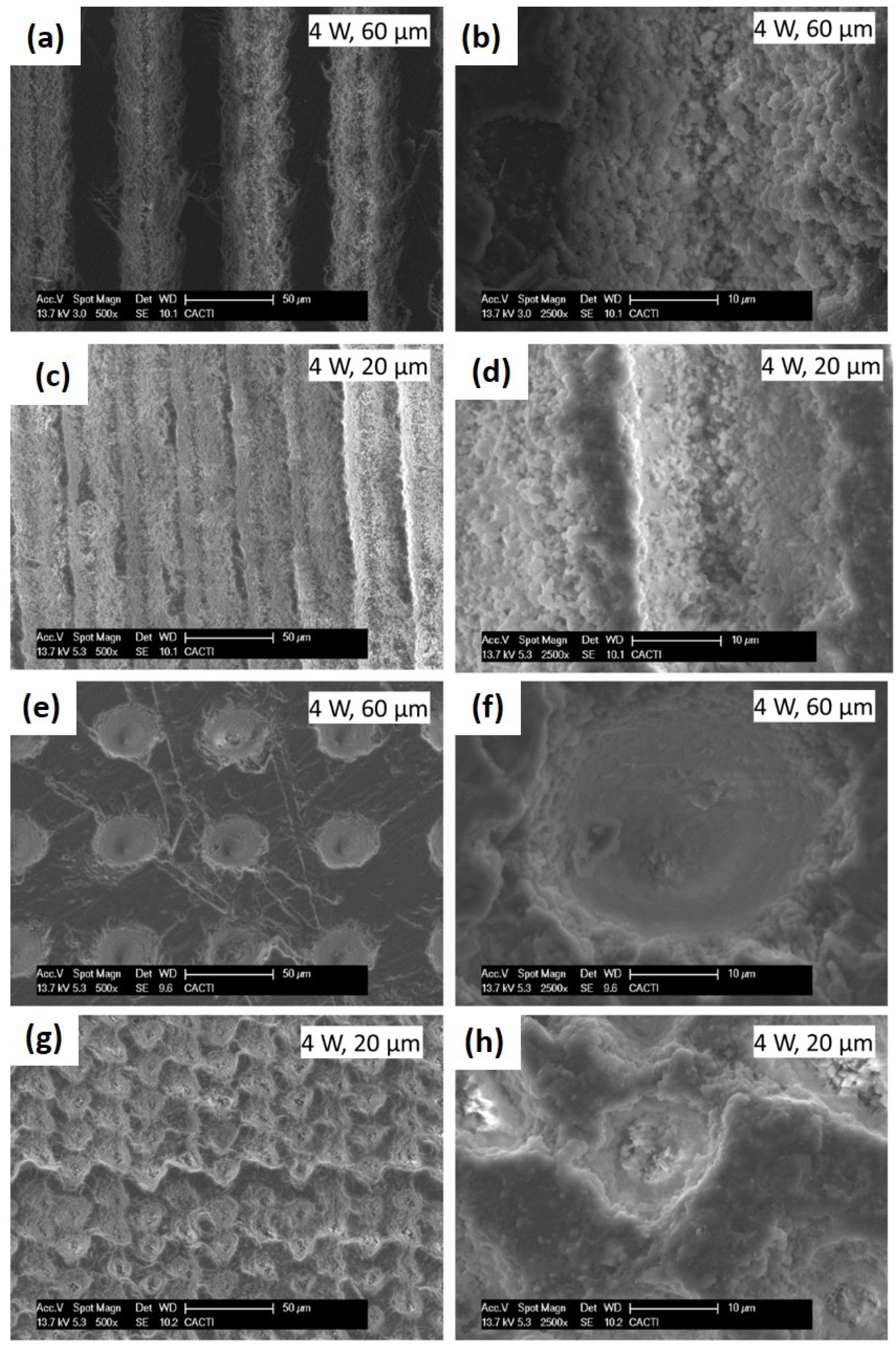
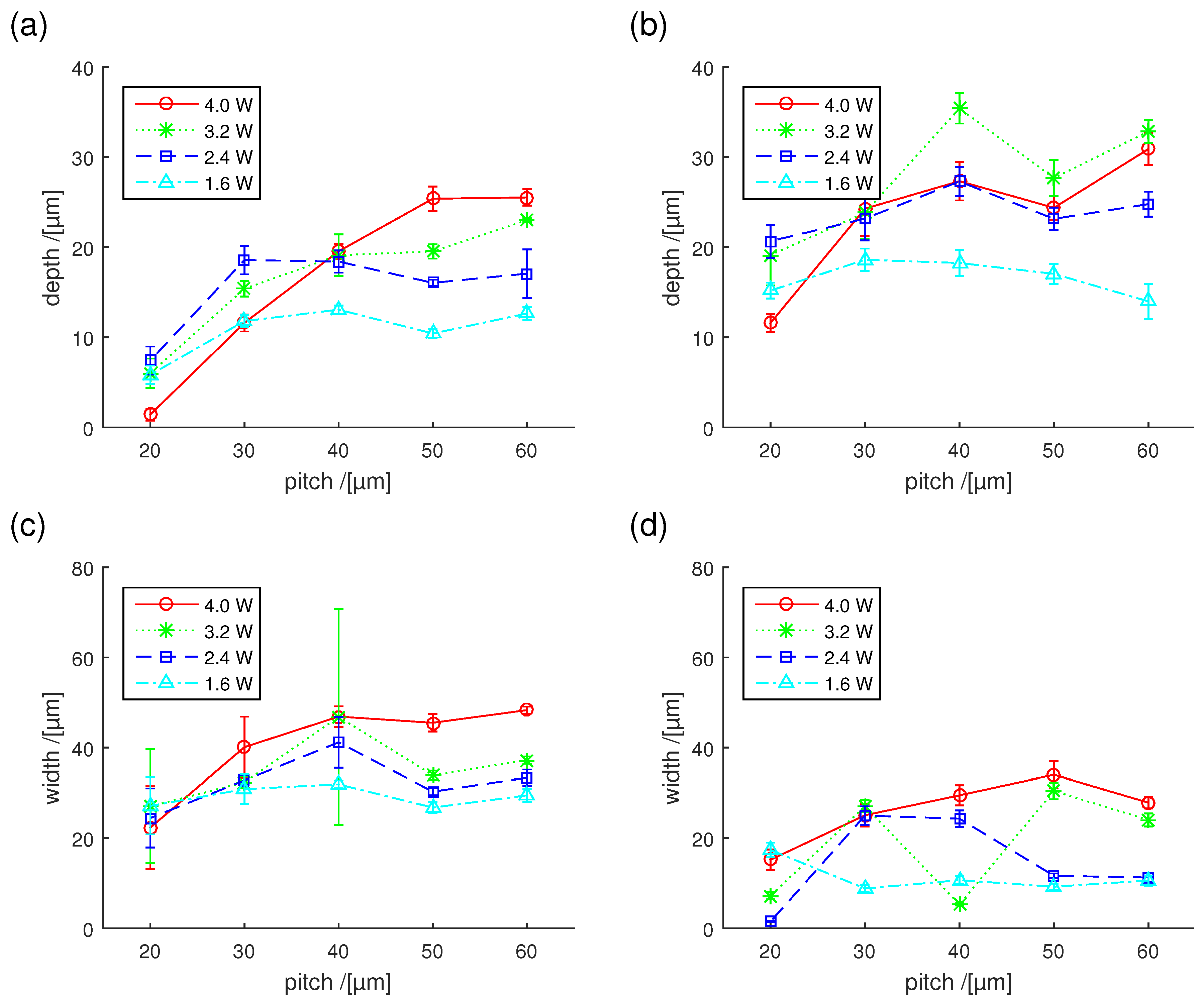
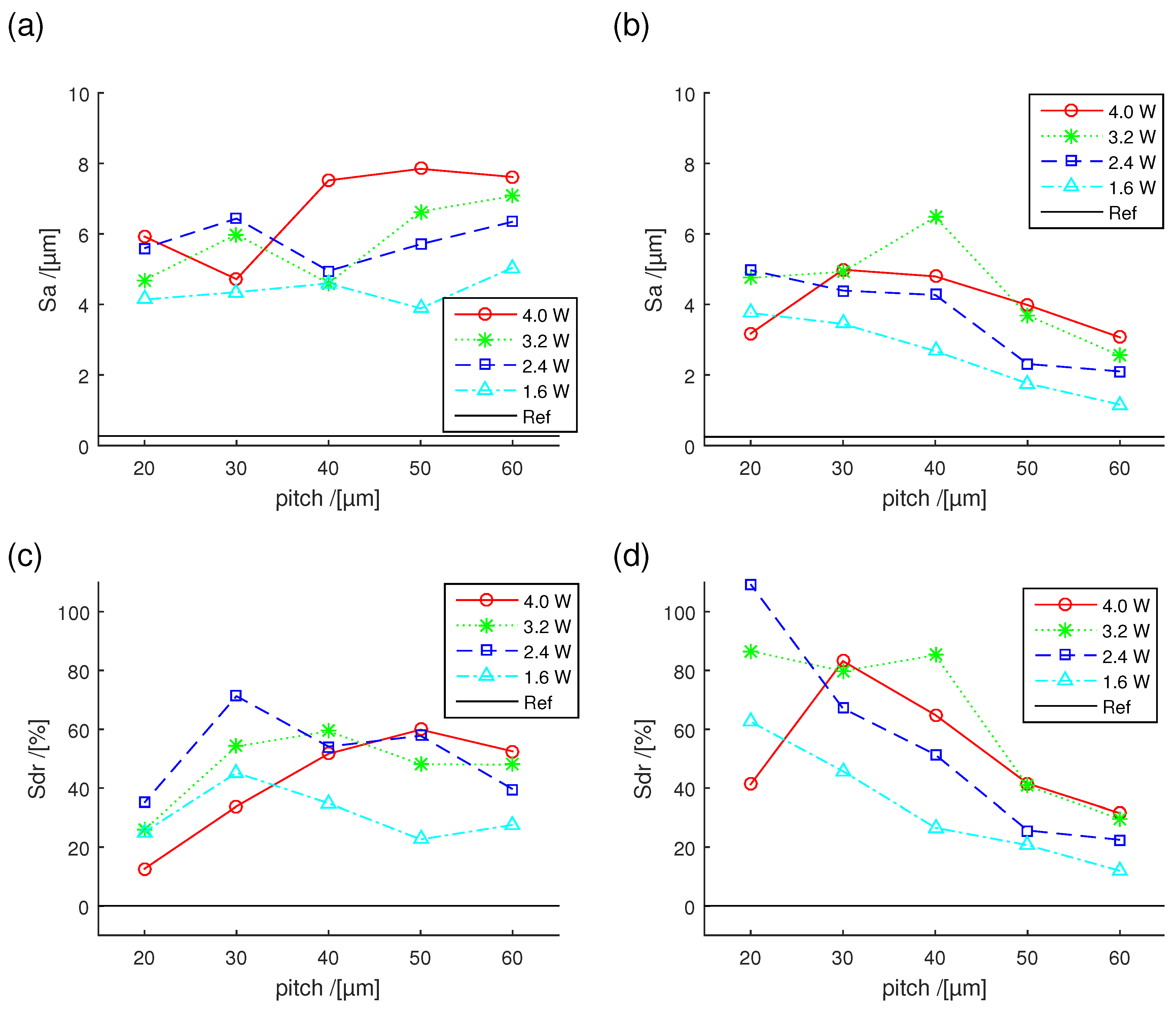
3.3. Surface Morphology Characterization
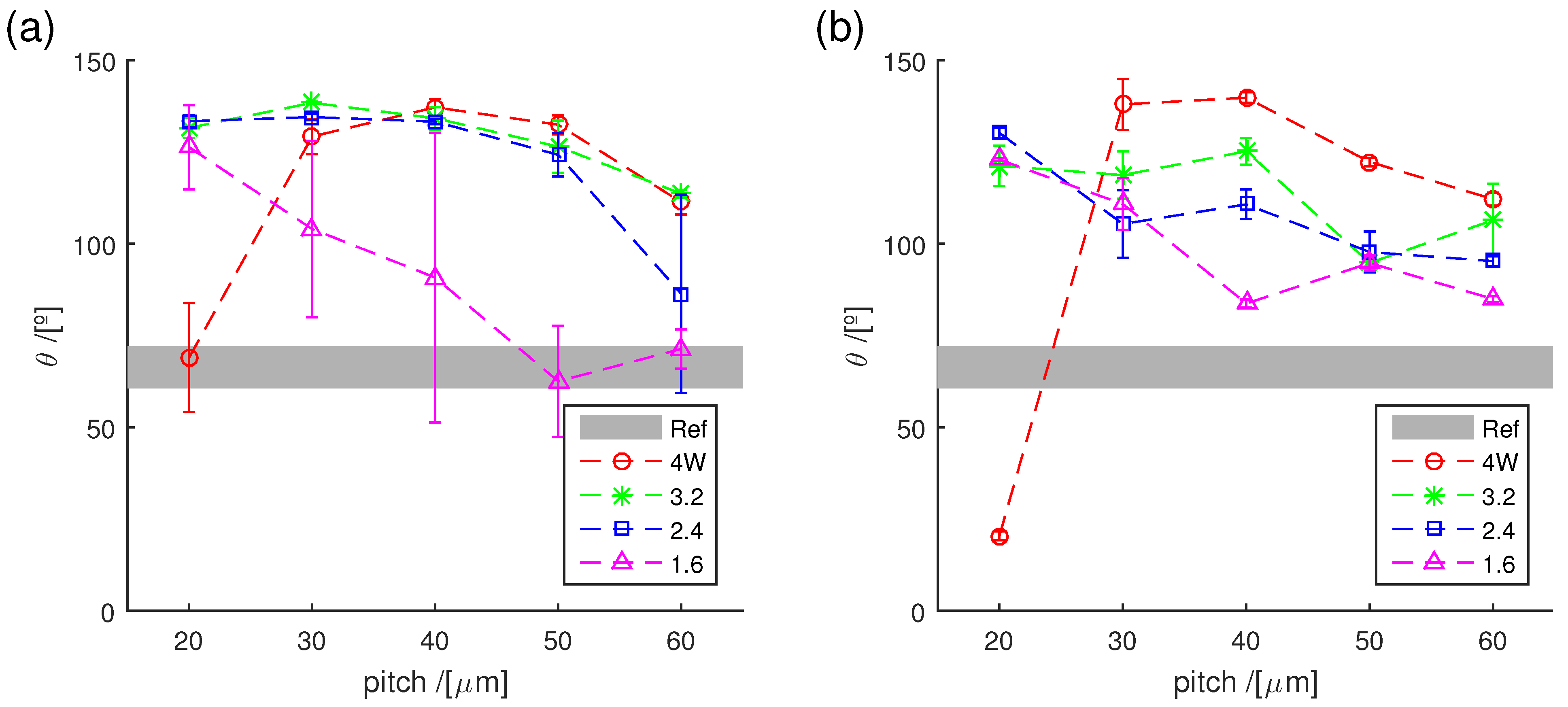
3.4. Wettability
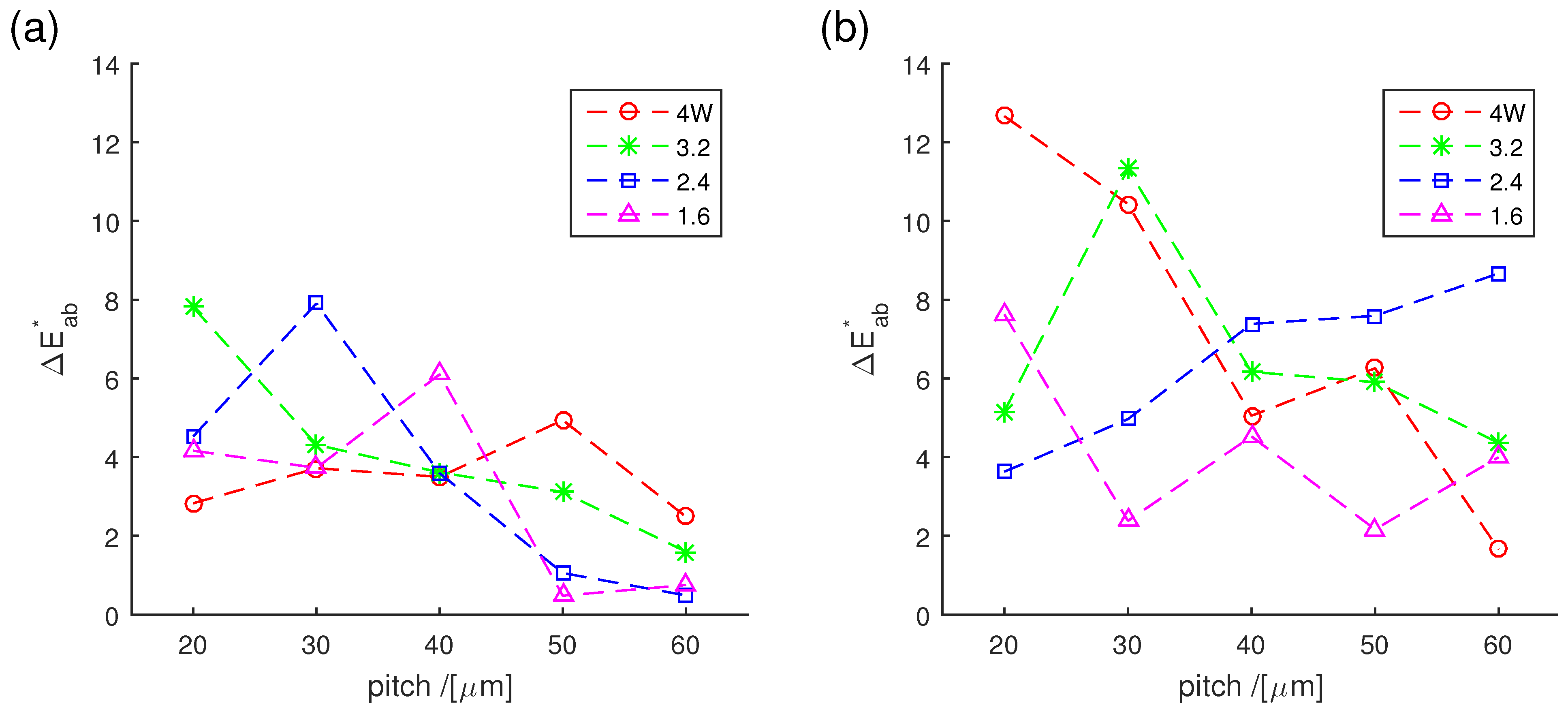
3.5. Color and Gloss Changes
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Warscheid, T.; Braams, J. Biodeterioration of stone: A review. Int. Biodeterior. Biodegrad. 2000, 46, 343–368. [Google Scholar] [CrossRef]
- Sadat-Shojai, M.; Ershad-Langroudi, A. Polymeric coatings for protection of historic monuments: Opportunities and challenges. J. Appl. Polym. Sci. 2019, 112, 2535–2551. [Google Scholar] [CrossRef]
- Camaiti, M.; Brizi, L.; Bortolotti, V.; Papacchini, A.; Salvini, A.; Fantazzini, P. An Environmental Friendly Fluorinated Oligoamide for Producing Nonwetting Coatings with High Performance on Porous Surfaces. ACS Appl. Mater. Interfaces 2017, 9, 37279–37288. [Google Scholar] [CrossRef] [PubMed]
- Frigione, M.; Lettieri, M.; Frigione, M.; Lettieri, M. Novel Attribute of Organic–Inorganic Hybrid Coatings for Protection and Preservation of Materials (Stone and Wood) Belonging to Cultural Heritage. Coatings 2018, 8, 319. [Google Scholar] [CrossRef]
- Becerra, J.; Mateo, M.; Ortiz, P.; Nicolás, G.; Zaderenko, A.P. Evaluation of the applicability of nano-biocide treatments on limestones used in cultural heritage. J. Cult. Herit. 2019, 38, 126–135. [Google Scholar] [CrossRef]
- Raneri, S.; Barone, G.; Mazzoleni, P.; Alfieri, I.; Bergamonti, L.; De Kock, T.; Cnudde, V.; Lottici, P.P.; Lorenzi, A.; Predieri, G.; et al. Efficiency assessment of hybrid coatings for natural building stones: Advanced and multi-scale laboratory investigation. Constr. Build. Mater. 2018, 180, 412–424. [Google Scholar] [CrossRef]
- Zarzuela, R.; Carbú, M.; Gil, M.A.; Cantoral, J.M.; Mosquera, M.J. CuO/SiO2 nanocomposites: A multifunctional coating for application on building stone. Mater. Des. 2017, 114, 364–372. [Google Scholar] [CrossRef]
- Quagliarini, E.; Graziani, L.; Diso, D.; Licciulli, A.; D’Orazio, M. Is nano-TiO2 alone an effective strategy for the maintenance of stones in Cultural Heritage? J. Cult. Herit. 2018, 30, 81–91. [Google Scholar] [CrossRef]
- Aldoasri, M.; Darwish, S.; Adam, M.; Elmarzugi, N.; Ahmed, S.; Aldoasri, M.A.; Darwish, S.S.; Adam, M.A.; Elmarzugi, N.A.; Ahmed, S.M. Protecting of Marble Stone Facades of Historic Buildings Using Multifunctional TiO2 Nanocoatings. Sustainability 2017, 9, 2002. [Google Scholar] [CrossRef]
- Aldoasri, M.; Darwish, S.; Adam, M.; Elmarzugi, N.; Ahmed, S.; Aldoasri, M.A.; Darwish, S.S.; Adam, M.A.; Elmarzugi, N.A.; Ahmed, S.M. Enhancing the Durability of Calcareous Stone Monuments of Ancient Egypt Using CaCO3 Nanoparticles. Sustainability 2017, 9, 1392. [Google Scholar] [CrossRef]
- Böke, H.; Hale Göktürk, E.; Caner Saltık, E.N. Effect of some surfactants on SO2–marble reaction. Mater. Lett. 2002, 57, 935–939. [Google Scholar] [CrossRef]
- Matziaris, K.; Panayiotou, C. Tunable wettability on Pendelic marble: Could an inorganic marble surface behave as a “self-cleaning” biological surface? J. Mater. Sci. 2014, 49, 1931–1946. [Google Scholar] [CrossRef]
- Guiamet, P.; Crespo, M.; Lavin, P.; Ponce, B.; Gaylarde, C.; de Saravia, S.G. Biodeterioration of funeral sculptures in La Recoleta Cemetery, Buenos Aires, Argentina: Pre- and post-intervention studies. Colloids Surfaces B Biointerfaces 2013, 101, 337–342. [Google Scholar] [CrossRef] [PubMed]
- Tsakalof, A.; Manoudis, P.; Karapanagiotis, I.; Chryssoulakis, I.; Panayiotou, C. Assessment of synthetic polymeric coatings for the protection and preservation of stone monuments. J. Cult. Herit. 2007, 8, 69–72. [Google Scholar] [CrossRef]
- Cámara, B.; de Buergo, M.Á.; Bethencourt, M.; Fernández-Montblanc, T.; La Russa, M.F.; Ricca, M.; Fort, R. Biodeterioration of marble in an underwater environment. Sci. Total Environ. 2017, 609, 109–122. [Google Scholar] [CrossRef] [PubMed]
- Kronlund, D.; Lindén, M.; Smått, J.H. A sprayable protective coating for marble with water-repellent and anti-graffiti properties. Prog. Org. Coat. 2016, 101, 359–366. [Google Scholar] [CrossRef]
- Bico, J.; Thiele, U.; Quéré, D. Wetting of textured surfaces. Colloids Surfaces A Physicochem. Eng. Asp. 2002, 206, 41–46. [Google Scholar] [CrossRef]
- de Gennes, P.G. Wetting: Statics and dynamics. Rev. Mod. Phys. 1985, 57, 827–863. [Google Scholar] [CrossRef]
- Bico, J.; Marzolin, C.; Quéré, D. Pearl drops. Europhys. Lett. (EPL) 1999, 47, 220–226. [Google Scholar] [CrossRef]
- Barati Darband, G.; Aliofkhazraei, M.; Khorsand, S.; Sokhanvar, S.; Kaboli, A. Science and Engineering of Superhydrophobic Surfaces: Review of Corrosion Resistance, Chemical and Mechanical Stability. Arab. J. Chem. 2018. [Google Scholar] [CrossRef]
- Darmanin, T.; Guittard, F. Superhydrophobic and superoleophobic properties in nature. Mater. Today 2015, 18, 273–285. [Google Scholar] [CrossRef]
- Zhang, M.; Feng, S.; Wang, L.; Zheng, Y. Lotus effect in wetting and self-cleaning. Biotribology 2016, 5, 31–43. [Google Scholar] [CrossRef]
- Fadeeva, E.; Chichkov, B.; Fadeeva, E.; Chichkov, B. Biomimetic Liquid-Repellent Surfaces by Ultrafast Laser Processing. Appl. Sci. 2018, 8, 1424. [Google Scholar] [CrossRef]
- Müller, F.; Kunz, C.; Gräf, S.; Müller, F.A.; Kunz, C.; Gräf, S. Bio-Inspired Functional Surfaces Based on Laser-Induced Periodic Surface Structures. Materials 2016, 9, 476. [Google Scholar] [CrossRef] [PubMed]
- Lutey, A.H.A.; Gemini, L.; Romoli, L.; Lazzini, G.; Fuso, F.; Faucon, M.; Kling, R. Towards Laser-Textured Antibacterial Surfaces. Sci. Rep. 2018, 8, 10112. [Google Scholar] [CrossRef] [PubMed]
- Wahab, J.A.; Ghazali, M.J.; Yusoff, W.M.; Sajuri, Z. Enhancing material performance through laser surface texturing: A review. Trans. Inst. Met. Finish. 2016, 94, 193–198. [Google Scholar] [CrossRef]
- Fiorucci, M.P.; López, A.J.; Ramil, A. Comparative study of surface structuring of biometals by UV nanosecond Nd:YVO4 laser. Int. J. Adv. Manuf. Technol. 2014, 75, 515–521. [Google Scholar] [CrossRef]
- Lutey, A.H.A.; Romoli, L. Pulsed laser ablation for enhanced liquid spreading. Surf. Coat. Technol. 2019, 360, 358–368. [Google Scholar] [CrossRef]
- Cai, Y.; Chang, W.; Luo, X.; Sousa, A.M.; Lau, K.H.A.; Qin, Y. Superhydrophobic structures on 316L stainless steel surfaces machined by nanosecond pulsed laser. Precis. Eng. 2018, 52, 266–275. [Google Scholar] [CrossRef] [Green Version]
- Jagdheesh, R.; García-Ballesteros, J.J.; Ocaña, J.L. One-step fabrication of near superhydrophobic aluminum surface by nanosecond laser ablation. Appl. Surf. Sci. 2016, 374, 2–11. [Google Scholar] [CrossRef]
- Huerta-Murillo, D.; García-Girón, A.; Romano, J.M.; Cardoso, J.T.; Cordovilla, F.; Walker, M.; Dimov, S.S.; Ocaña, J.L. Wettability modification of laser-fabricated hierarchical surface structures in Ti-6Al-4V titanium alloy. Appl. Surf. Sci. 2019, 463, 838–846. [Google Scholar] [CrossRef]
- Riveiro, A.; Soto, R.; Del Val, J.; Comesaña, R.; Boutinguiza, M.; Quintero, F.; Lusquiños, F.; Pou, J. Texturing of polypropylene (PP) with nanosecond lasers. Appl. Surf. Sci. 2016, 374, 379–386. [Google Scholar] [CrossRef]
- Arenas, M.; Ahuir-Torres, J.; García, I.; Carvajal, H.; de Damborenea, J. Tribological behaviour of laser textured Ti6Al4V alloy coated with MoS2 and graphene. Tribol. Int. 2018, 128, 240–247. [Google Scholar] [CrossRef]
- Rukosuyev, M.V.; Lee, J.; Cho, S.J.; Lim, G.; Jun, M.B.G. One-step fabrication of superhydrophobic hierarchical structures by femtosecond laser ablation. Appl. Surf. Sci. 2014, 313, 411–417. [Google Scholar] [CrossRef]
- Moradi, S.; Kamal, S.; Englezos, P.; Hatzikiriakos, S.G. Femtosecond laser irradiation of metallic surfaces: Effects of laser parameters on superhydrophobicity. Nanotechnology 2013, 24, 415302. [Google Scholar] [CrossRef] [PubMed]
- Rajab, F.H.; Liauw, C.M.; Benson, P.S.; Li, L.; Whitehead, K.A. Picosecond laser treatment production of hierarchical structured stainless steel to reduce bacterial fouling. Food Bioprod. Process. 2018, 109, 29–40. [Google Scholar] [CrossRef]
- Chantada, A.; Penide, J.; Pou, P.; Riveiro, A.; del Val, J.; Quintero, F.; Soto, R.; Lusquiños, F.; Pou, J. Laser surface texturing of granite. Procedia Manuf. 2017, 13, 687–693. [Google Scholar] [CrossRef]
- Chantada, A.; Penide, J.; Riveiro, A.; del Val, J.; Quintero, F.; Meixus, M.; Soto, R.; Lusquiños, F.; Pou, J. Increasing the hydrophobicity degree of stonework by means of laser surface texturing: An application on Zimbabwe black granites. Appl. Surf. Sci. 2017, 418, 463–471. [Google Scholar] [CrossRef]
- ASTM International. ASTM C1721—15 Standard Guide for Petrographic Examination of Dimension Stone; Technical Report; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar] [CrossRef]
- International Organisation of Standardization. ISO 25178 Geometric Product Specifications (GPS)—Surface Texture: Areal; International Organisation of Standardization: Geneva, Switzerland, 2010. [Google Scholar]
- AENOR. UNE-EN 828: 2013—Adhesives - Wettability - Determination by Measurement of Contact Angle and Surface Free Energy of Solid Surface; Technical Report; AENOR: Madrid, Spain, 2013. [Google Scholar]
- CIE S014-4/E. 2007 Colorimetry—Part 4: CIE 1976 L*a*b* Colour Space; Technical Report, Commission Internationale de l’Eclairage; CIE Central Bureau: Vienna, Austria, 2007. [Google Scholar]
- Herz, N.; Dean, N.E. Stable isotopes and archaeological geology: The Carrara marble, northern Italy. Appl. Geochem. 1986, 1, 139–151. [Google Scholar] [CrossRef]
- Fiorucci, M.P.; López, A.J.; Ramil, A. Multi-scale characterization of topographic modifications on metallic biomaterials induced by nanosecond Nd:YVO 4 laser structuring. Precis. Eng. 2018, 53, 163–168. [Google Scholar] [CrossRef]
- Zheng, B.; Jiang, G.; Wang, W.; Mei, X. Fabrication of superhydrophilic or superhydrophobic self-cleaning metal surfaces using picosecond laser pulses and chemical fluorination. Radiat. Eff. Defects Solids 2016, 171, 461–473. [Google Scholar] [CrossRef]
- Mokrzycki, W.; Tatol, M. Colour difference δE—A survey. Mach. Graph. Vis. 2011, 20, 383–411. [Google Scholar]
- Rodrigues, J.D.; Grossi, A. Indicators and ratings for the compatibility assessment of conservation actions. J. Cult. Herit. 2007, 8, 32–43. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| GROOVES | HOLES | |||||||
|---|---|---|---|---|---|---|---|---|
| Depth = 1 + Freq + Pow + Speed | Depth = 1 + Freq + Pow + Time | |||||||
| Estimate | SE | pValue | Estimate | SE | pValue | |||
| (Intercept) | 8.2 | 2.8 | 1.09 | (Intercept) | 8.5 | 5.7 | 1.49 | |
| Freq | −0.096 | 0.030 | 5.82 | Freq | −0.210 | 0.063 | 2.26 | |
| Pow | 0.22 | 0.02 | 8.21 | Pow | 0.381 | 0.053 | 3.95 | |
| Speed | 0.16 | 0.07 | 4.49 | Time | −0.00016 | 0.00090 | 0.85881 | |
| Width = 1 + Freq + Pow + Speed | Width = 1 + Freq + Pow + Time | |||||||
| Estimate | SE | pValue | Estimate | SE | pValue | |||
| (Intercept) | 24.1 | 3.0 | 4.40 | (Intercept) | 27.1 | 2.0 | 2.55 | |
| Freq | −0.073 | 0.031 | 3.36 | Freq | −0.003 | 0.016 | 8.75 | |
| Pow | 0.137 | 0.021 | 7.48 | Pow | 0.081 | 0.021 | 5.56 | |
| Speed | 0.071 | 0.075 | 3.58 | Time | −0.000242 | 0.000297 | 4.23 | |
| Grooves | Holes |
|---|---|
| Frequency: 50 | Frequency: 50 |
| Speed: 25 / | Time: 5 (250 shots) |
| Power: 100% (4 ), 80%, 60%, 40% | Power: 100% (4 ), 80%, 60%, 40% |
| Pitch: 20, 30, 40, 50, 60 | Pitch: 20, 30, 40, 50, 60 |
| Grooves | Holes | |||||
|---|---|---|---|---|---|---|
| Power | Pitch | Pitch | ||||
| 4.00 | 40 | 137.14 | 3.50 | 40 | 139.79 | 5.05 |
| 3.20 | 30 | 138.38 | 4.31 | 40 | 125.18 | 6.17 |
| 2.40 | 30 | 134.49 | 7.91 | 20 | 130.18 | 3.63 |
| 2.40 | 20 | 133.36 | 4.53 | |||
| 1.60 | 20 | 126.28 | 4.16 | 20 | 122.90 | 7.62 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
López, A.J.; Ramil, A.; Pozo-Antonio, J.S.; Rivas, T.; Pereira, D. Ultrafast Laser Surface Texturing: A Sustainable Tool to Modify Wettability Properties of Marble. Sustainability 2019, 11, 4079. https://0-doi-org.brum.beds.ac.uk/10.3390/su11154079
López AJ, Ramil A, Pozo-Antonio JS, Rivas T, Pereira D. Ultrafast Laser Surface Texturing: A Sustainable Tool to Modify Wettability Properties of Marble. Sustainability. 2019; 11(15):4079. https://0-doi-org.brum.beds.ac.uk/10.3390/su11154079
Chicago/Turabian StyleLópez, Ana J., Alberto Ramil, José S. Pozo-Antonio, Teresa Rivas, and Dolores Pereira. 2019. "Ultrafast Laser Surface Texturing: A Sustainable Tool to Modify Wettability Properties of Marble" Sustainability 11, no. 15: 4079. https://0-doi-org.brum.beds.ac.uk/10.3390/su11154079