Once the problems and limitations and simulation model with functional specifications of the real system were clearly defined in the first stage of the research, it was possible to detect and gather the data, which was essential for verifying the simulation model with the same characteristics and properties of the real system. Once the necessary data were identified, determination of where the data came from was required. In utilizing the time study, the required data which needed to be collected manually was obtained.
In this research, the objective of the simulation was verification of the detected problems by time study and validation of the effects of implementation of the optimization method before execution on the real system.
If the model’s behavior makes sense and it is functioning like the real system—for instance, when entities are moving in the path that they should, and process steps are taking place as expected—we can be sure that the model has been verified. To achieve system verification, functional specification should be followed properly during the model-building phase.
Here, in the second stage of research, validation means users’ approval about the output of the simulation model matching with the real system outputs. In this case, the model input may use real system data, and its output from the simulation model will be compared with the real system’s results (time study results). In all cases, the changes in the existing system are amended to reflect on the simulation model.
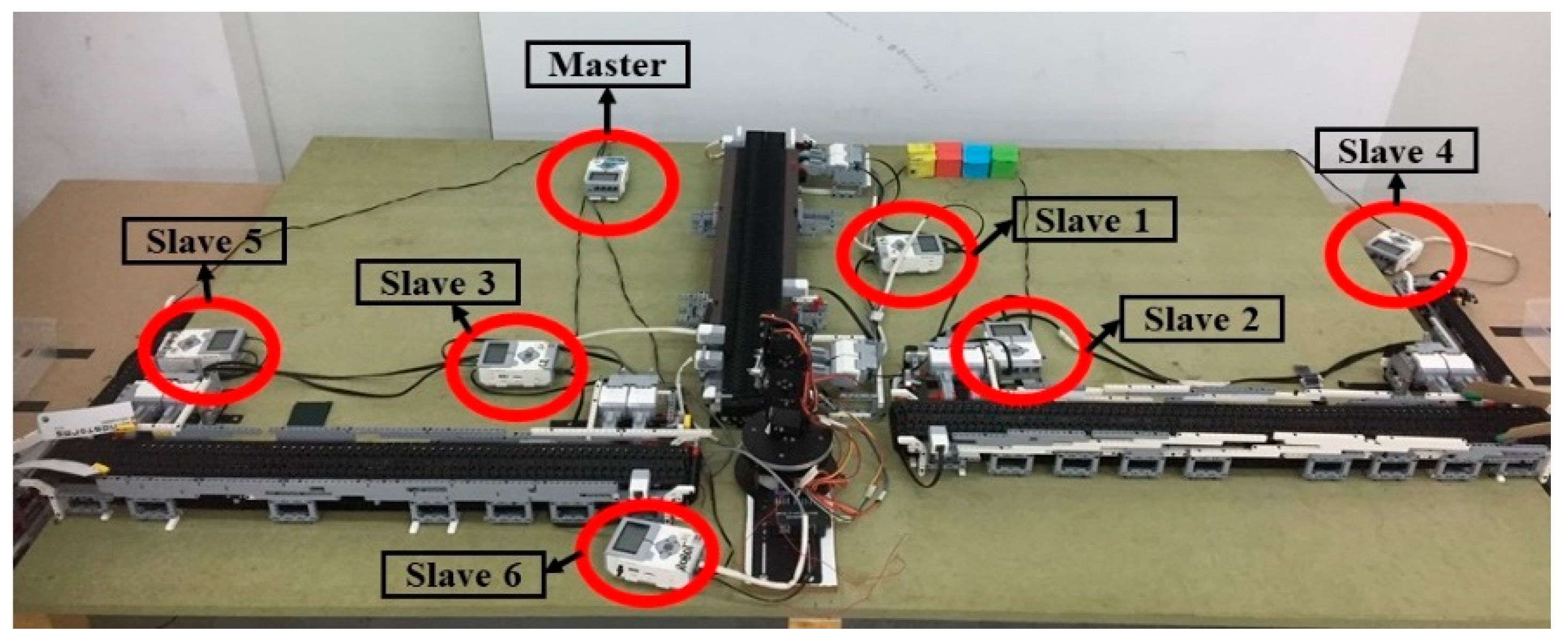
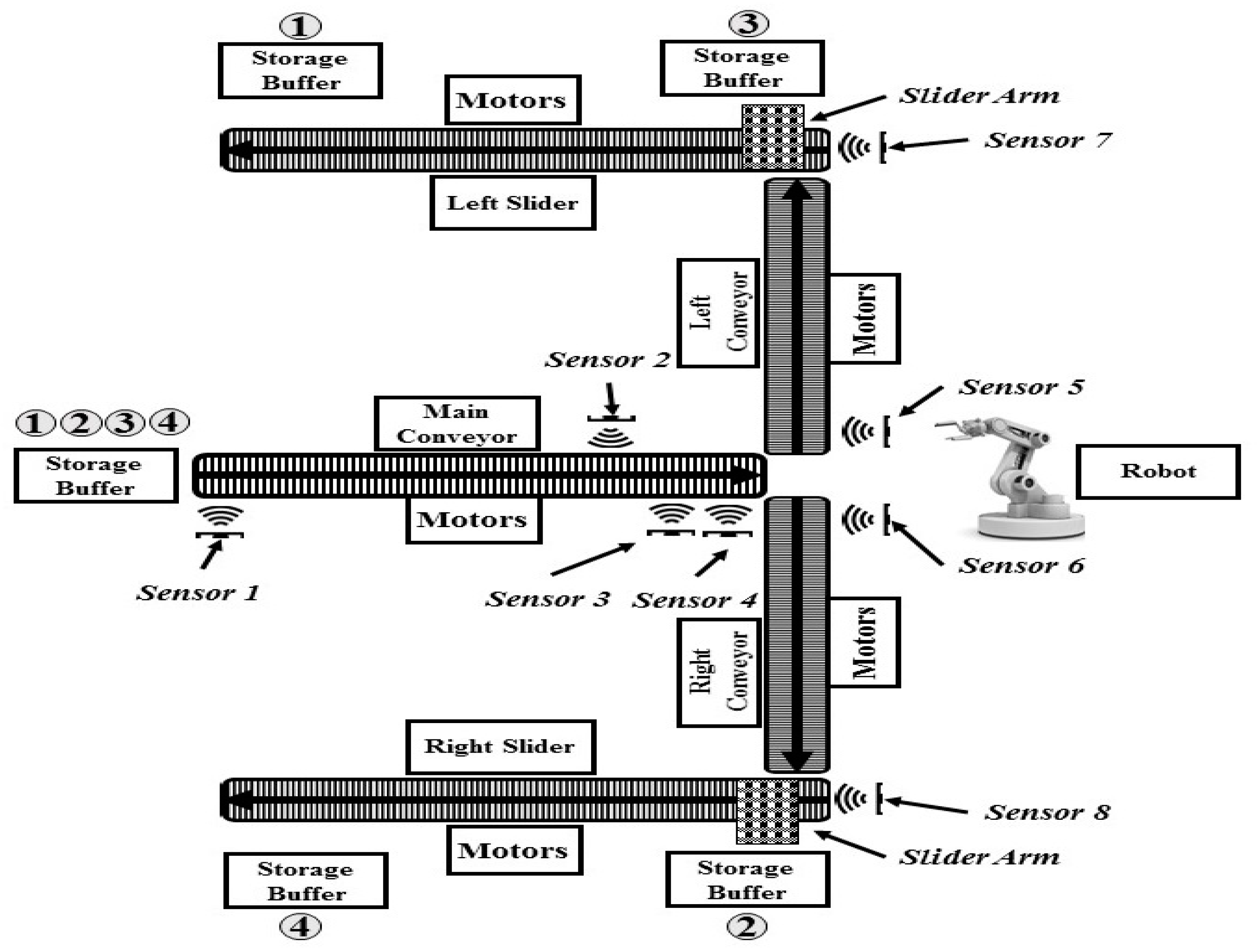
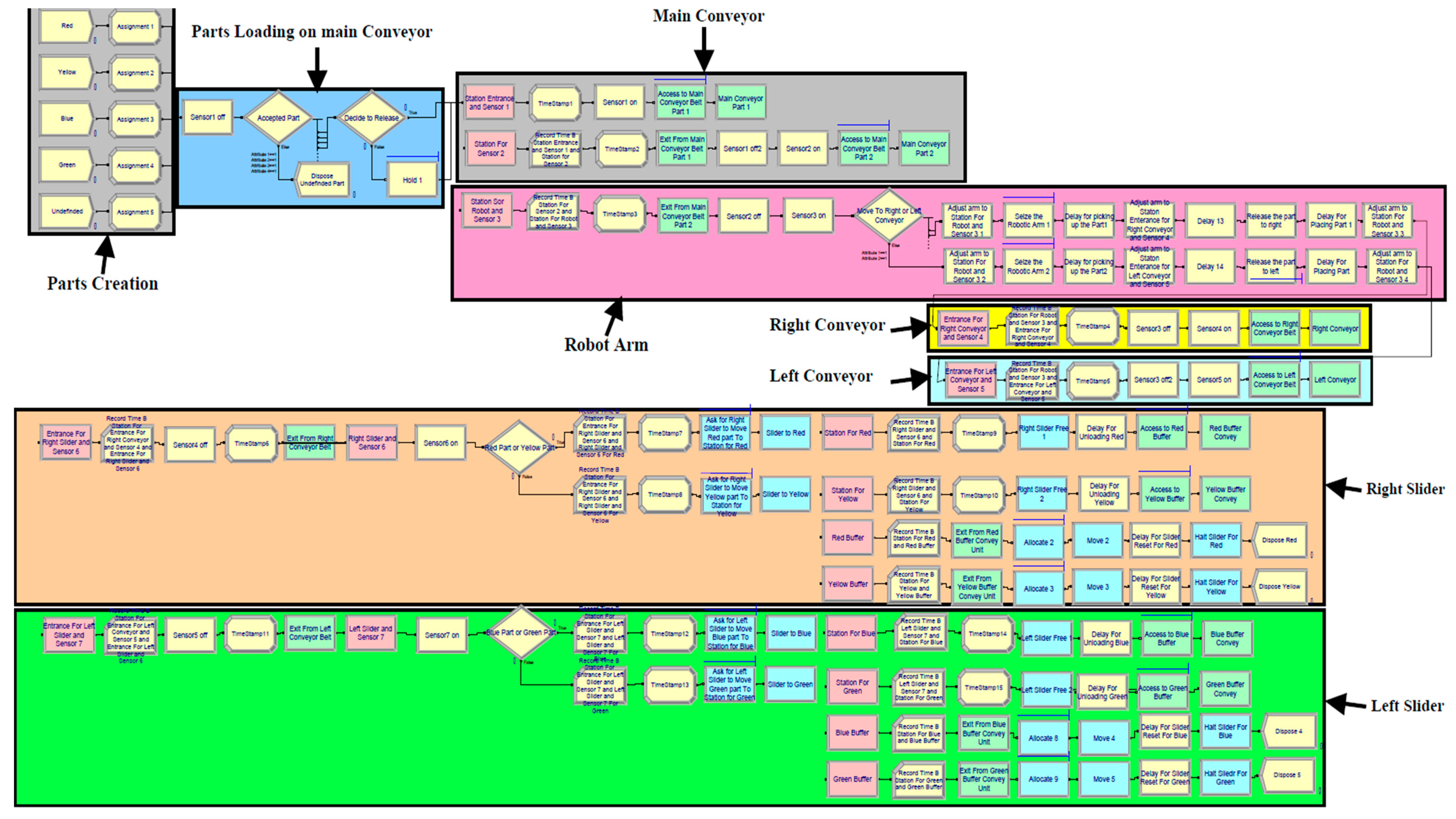
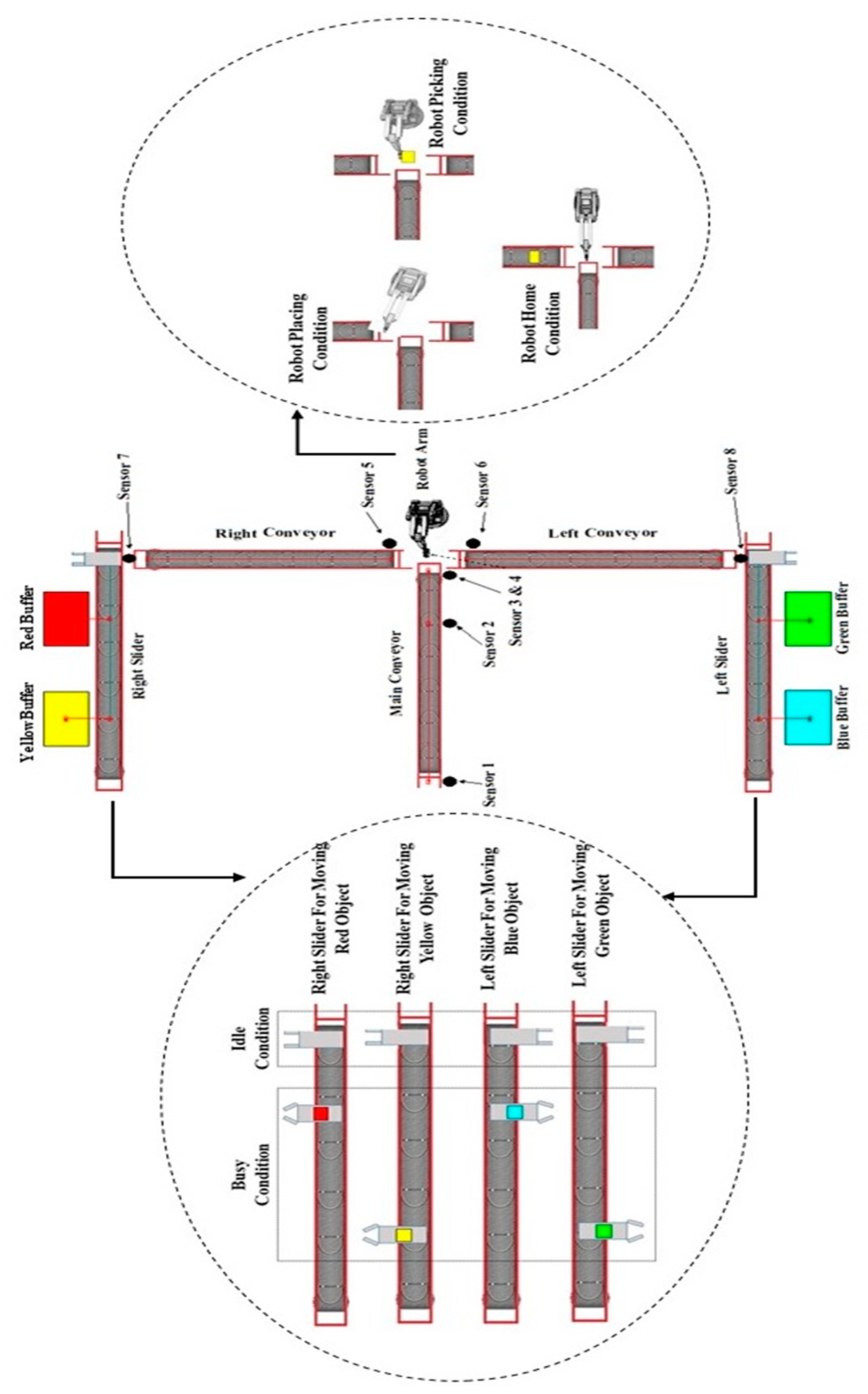
To achieve behavior most similar to the real system by way of the simulation mode, it is mandatory to consider every hardware, software, and layout design specification in the model as they are in the real system. For this reason, the model was divided into different districts, which were the entrance of the system and the points at which parts were being loaded onto the system, main conveyor, Right and Left Conveyor, Right and Left Slider units, and Robotic arm (identical to the available resources in the first stage of research).
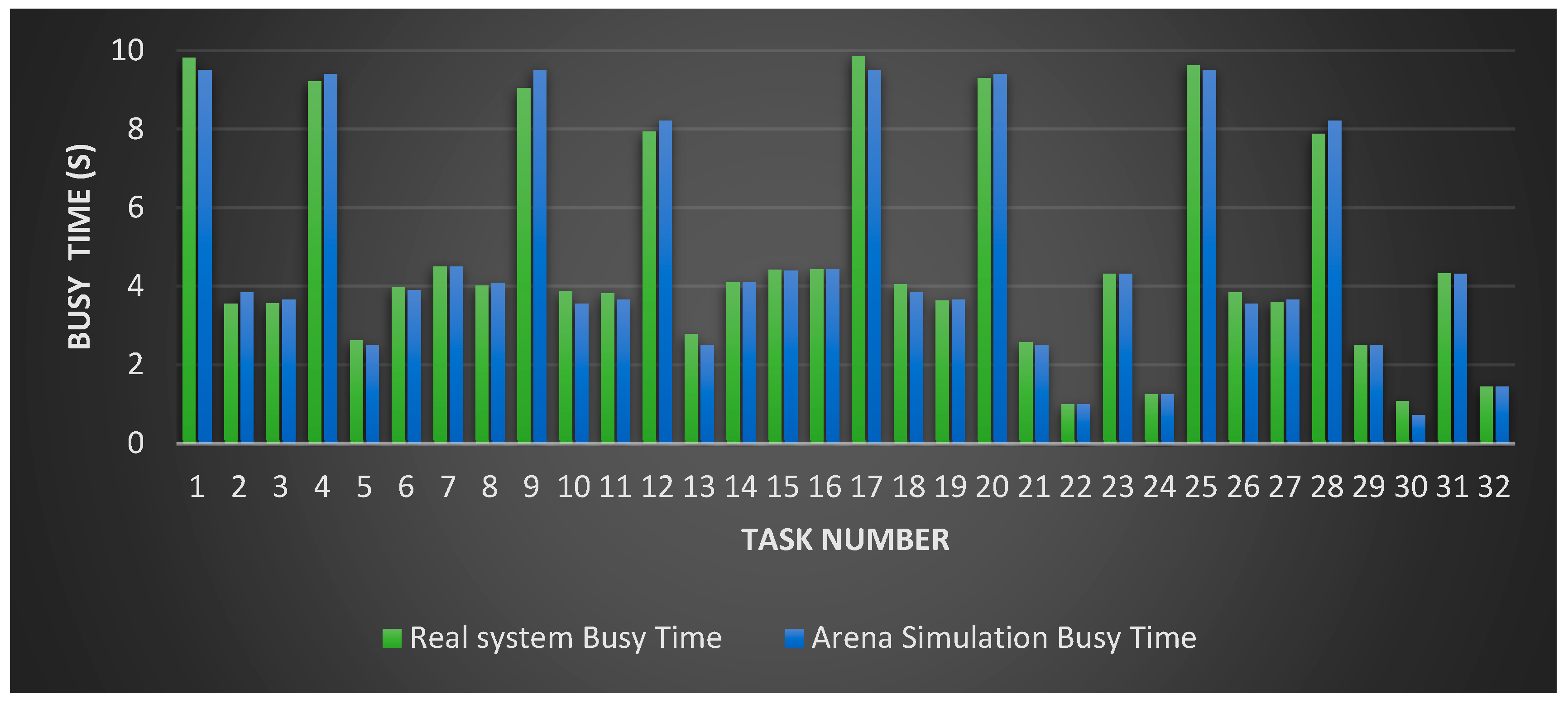
To generate an accurate model by ARENA and achieve similar behavior as it would be in a real system, Busy Time was considered as a target. Obtaining the Busy Time for each resource and related task/s required measurements of time, velocity, and distance between the resources for every section. For this reason, five participants with proper knowledge of the system and its functionality contributed to making this measurement have high-accuracy instrumentations. It is necessary to mention that the target factors required for creating the simulation model were obtained by human observation from the real system, meaning that human error may have affected the accuracy of the data. This means that as much as the observations, trials, and number of participants increases, the error will consequently be decreased.
OEE Analysis after Optimization
After OEE analysis of the existing system and identifying the problems and limitations of the system which affected the OEE percentage, it was possible to modify the system to compensate and fix these issues and optimize the system. In order to reach this goal, an objective function was considered to evaluate the optimal methods and ideas.
For this reason, all of the system parameters which can be modified to optimize the system were formed as a parameter vector:
where
p is the objective function,
p2 is the distance between the stations or segments, and
p3 is the devices’ speed of motion.
p1 is the production time, including Idle and Busy times:
where
Ti is the Idle Time and
Tb is the Busy time.
Time is influenced by the velocity and distance between the considered object, meaning that:
It is obvious that by decreasing the tasks’ durations (Busy time), the system’s resource Idle times will be subsequently decreased. In addition, Idle time will be affected by many other parameters, such as the quality of the products and production planning. This means that idle time varies by changing different parameters.
C1 is the effectiveness coefficient of idle time, and shows that in different systems, Idle time has different effects.
C2 is the effectiveness coefficient of Busy time, which was evaluated internally for each resource and rarely affected by other parameters which are not related to the resources itself.
The proposed optimization methods in this study focused on time, speed, velocity, and layout design of the system. These parameters simultaneously affected Idle and Busy time. However, the influence of the changes in Busy time was more than the Idle time. Thus, to investigate the influence of each of the proposed optimization ideas,
C1 was assumed as 1 so as to only investigate the effects on Busy time.
Since the aim of this study was to evaluate the optimization ideas and their effects on the OEE percentage, and as mentioned previously, time has been selected as the key affecting factor on OEE, optimization of timing was the outcome of the objective function. The time, p1, which is the production time, should be minimized. As mentioned previously, to reach the minimum p1, p2 (Distance) should be minimized and p3 (Velocity) should be maximized.
Following the instructions above and to verify the optimization ideas, the velocity of the resources was modified to the maximum possible value in the simulation model. The increasing of the velocity was based on the real resource’s capacity, and the properties and limitation of the proposed control architecture. For instance, the velocity of the conveyors was increased to the point that the conveyor could handle the objects accurately with less vibration during the transportation. For this reason, without changing the system layout, several tests have been done practically on the similar conveyor to get the maximum velocity value.
The effects of the layout design and distance between the segments were investigated by changing the place of the sensors, instead of changing the length of conveyors in the simulation model.
Table 4 and
Figure 8 show the simulation model modifications for investigating the effect of the optimization ideas on the system resource’s Busy times. In addition, a comprehensive comparison between the Busy times before and after implementing the optimization idea on the simulation model has been visualized in
Figure 8.
In order to investigate the effect of optimization solutions on OEE percentage, calculating the availability, performance, and quality are essential. As mentioned previously, the quality of the objects was considered as 100% because of the real system’s characteristic (parts distribution). The factors required to obtain the Availability and Performance percentages were calculated individually for each system modification and each resource (
Table 5).
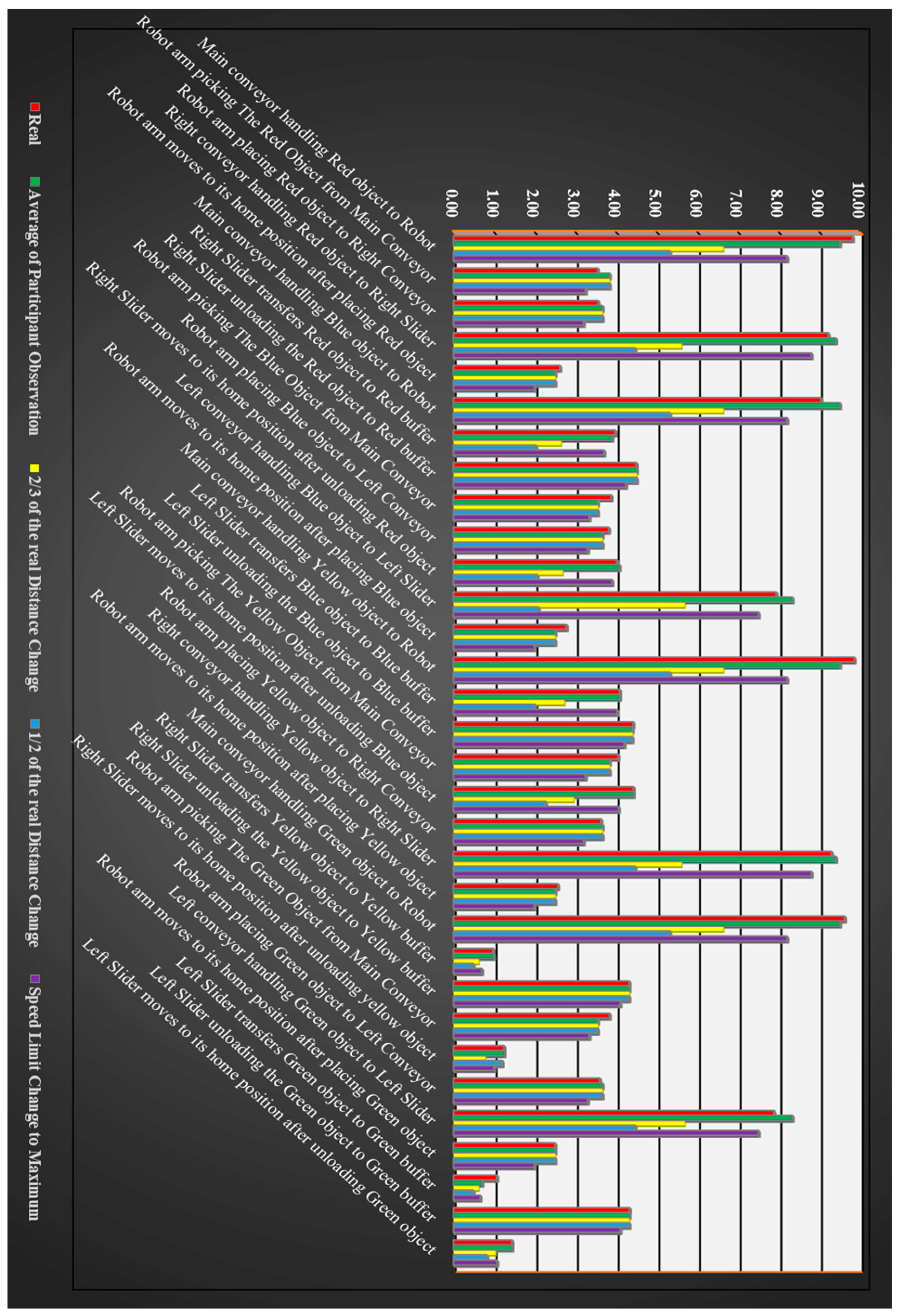
To obtain the effect of each optimization solution in each resource and choose the most effective one,
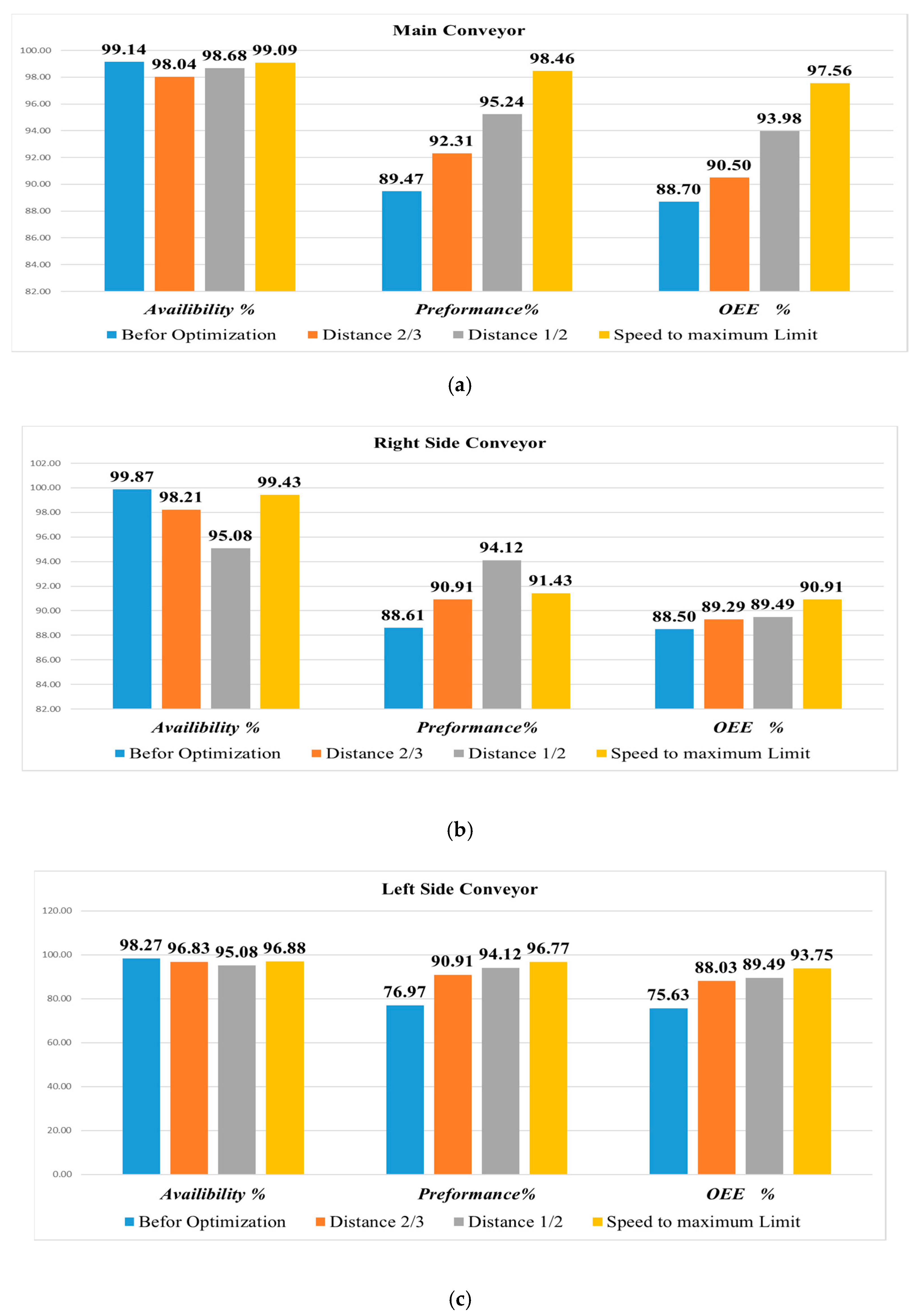
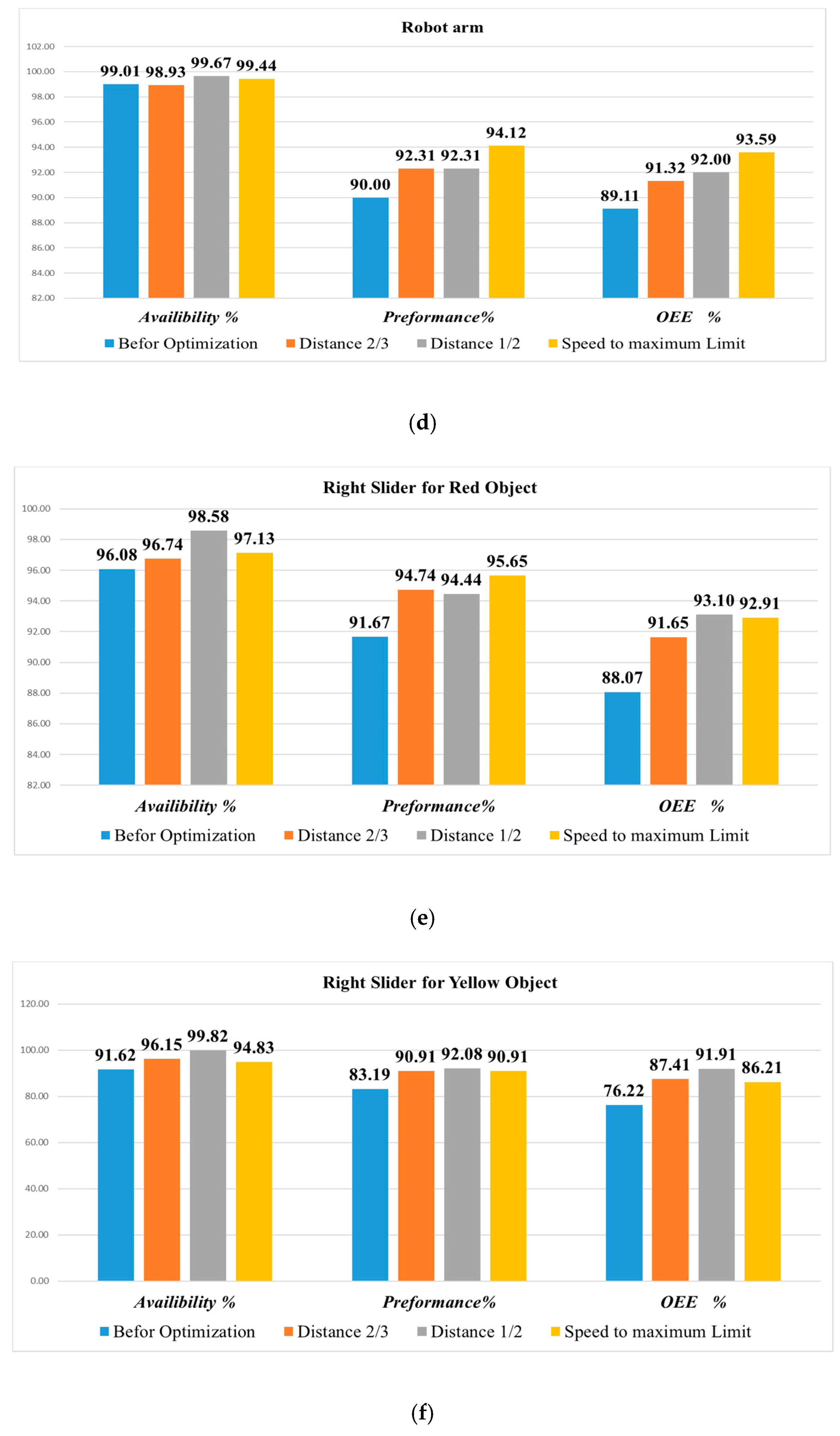
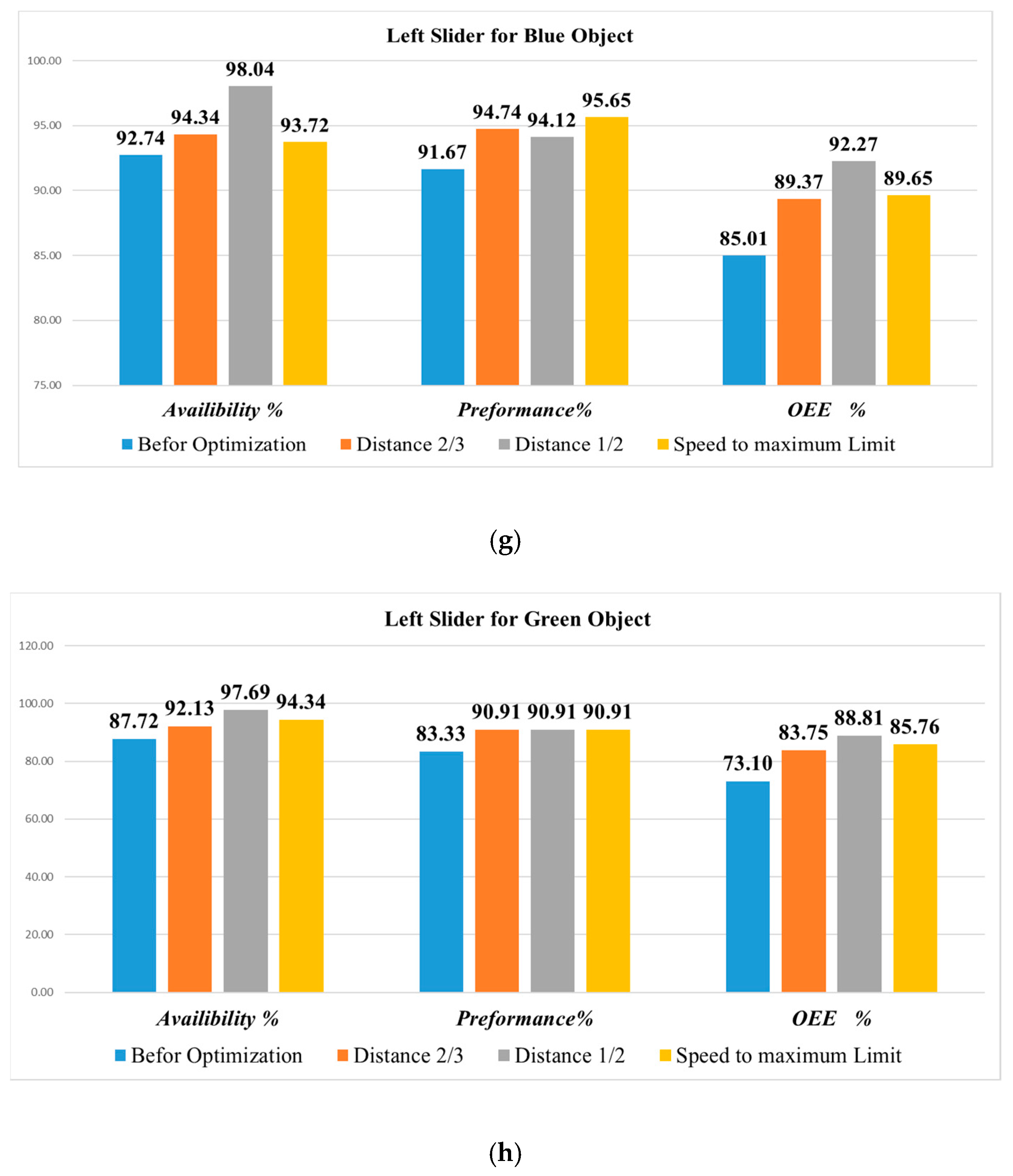
Figure 9a–h have been provided to ease the investigation by visualizing the outcome of the system OEE and related factors after the optimization solution. Each part of
Figure 9 shows the percentages of Availability, Performance, and OEE, respectively, for each resource.
Analyzing the outcome of the system modification on the simulation model verified that the overall equipment effectiveness (OEE) was significantly improved by each category of the optimization methods. However, this improvement has a direct relationship with system performance and availability. In almost all of the resources, all of the optimization methods increased the performance of the resources, but not equally.
Figure 9a–h shows that the layout design and changing the distance of the segments (decreasing the distances to
2/
3 and ½ of the actual distance in the simulation model) by modifying the resources’ layout design improves the OEE percentages of all of the resources which are connected, along with the conveyor units.
In the main conveyor, due to having two different segments (between sensors 1 and 2 and sensors 2 and 3) with different speeds, modifying the speed had the most effect on the OEE percentage. The OEE percentage of the conveyor was increased between 1.8% to 8.8%, in which the minimum effect was due to decreasing the distances to 2/3 of the actual size, and the maximum effect was due to increasing the speed of the conveyor segments.
The same behavior of the OEE percentage changes was observed for the robot arm. However, it was not as significant, compared to the main conveyor. As long as the robot arm performance was affected by the main conveyor performance, it showed similar improvement to the main conveyor. Furthermore, the robot’s motion speed is the only factor that can change the robot OEE percentage, but the speed depends on the robot’s pick-and-place point distances to move the objects. This means that the distance and speed modification affected the Robot OEE percentages, and was between 2.21% and 4.48%.
The results which have been observed for the side conveyors are mostly like the main conveyor. The improvement in OEE percentage is between 0.79% to 2.41%, where the maximum improvement was the result of speed change. Negatively, the OEE percentage significantly improved in the left conveyor to between 12.4% to 18.12%. This considerable range of improvement is because of the equalization of the left conveyor length (this issue was discussed in the first stage of research).
Sliders have different behaviors in regard to the performance improvements by optimization methods. The percentage of OEE improves by changing the distance of the segments more than changing the speed. The right and left sliders are same in regard to the effectiveness of optimization methods for a short range of movement.
In the right slider, the OEE percentage of short-range transfer improved between 3.58% to 5.03%. The minimum and maximum values were the result of changing the distances to 2/3 and ½ of the actual distance. On the other hand, the OEE percentage improvement for the Left slider for a short range is between 4.64% to 7.26% for Speed and ½ of the actual distance, respectively.
The left slider for short-range transfer had a 9.99% to 15.69% improvement for speed and ½ of the actual distance change. Simultaneously, for the long range, there was a 12.66% to 15.71% improvement for modifying the speed to maximum limit and the distance to ½ of the actual distance.
Table 6 shows the OEE percentage improvement in detail as the result of the optimization method, considering the most effective parameter as the mentioned objective function parameters.
As the table above shows, all of the proposed optimization methods have improved the OEE percentage of the system simulation model. In addition, it is obvious that the Improvement percentages are not equal for all of the methods and neither for all of the resources. In order to generalize the solution to select the best method, a priority has been considered for all of the methods. This priority is based on the OEE percentage improvement amount.
As the general solution, to optimize the system for the main conveyor, right-side conveyor, left-side conveyor, and robot arm, the speed of the resources should be increased to the maximum limit, and there is no need to modify the distances between the segments due to the OEE percentage improvement being at the highest level. However, in some cases, increasing the speed is not a sufficient method because of the system control architecture limitations. This means that changing the distances between the segments will be the only solution, and as
Table 6 shows, it is suggested to select the minimum distances between the segments by considering the layout design of the system.
This optimization of OEE could be generalized to all the systems, including resources which have material interaction by the conveyor and robot arm acting as the material handling system.
For slider units, or for the system generally containing a unit which slides a resource (i.e., Slider Robot arm), the optimization method will be different for a short and long range of motions. As
Table 6 shows, for a short range of motions for both right and left sliders, changing the speed has the last priority. However, changing the distance between the segments further increases the OEE percentage. On the other hand, a long range of motion for the speed of both right and left sliders has second priority. This means that if the distance optimization is limited because of the layout design, hardware limitations make it impossible to decrease the distances to the minimum possible value, and changing the speed to the maximum limit is the most effective parameter to optimize the system.
It is worth mentioning that, as a general solution, it is possible to implement all the optimization methods if the enterprise has enough flexibility to handle all the modifications. However, in this research, SMEs are the target, where they are limited and less flexible to handle all of the proposed optimization methods, and it should be the chance for management to select the most effective method for increasing the OEE in the system.
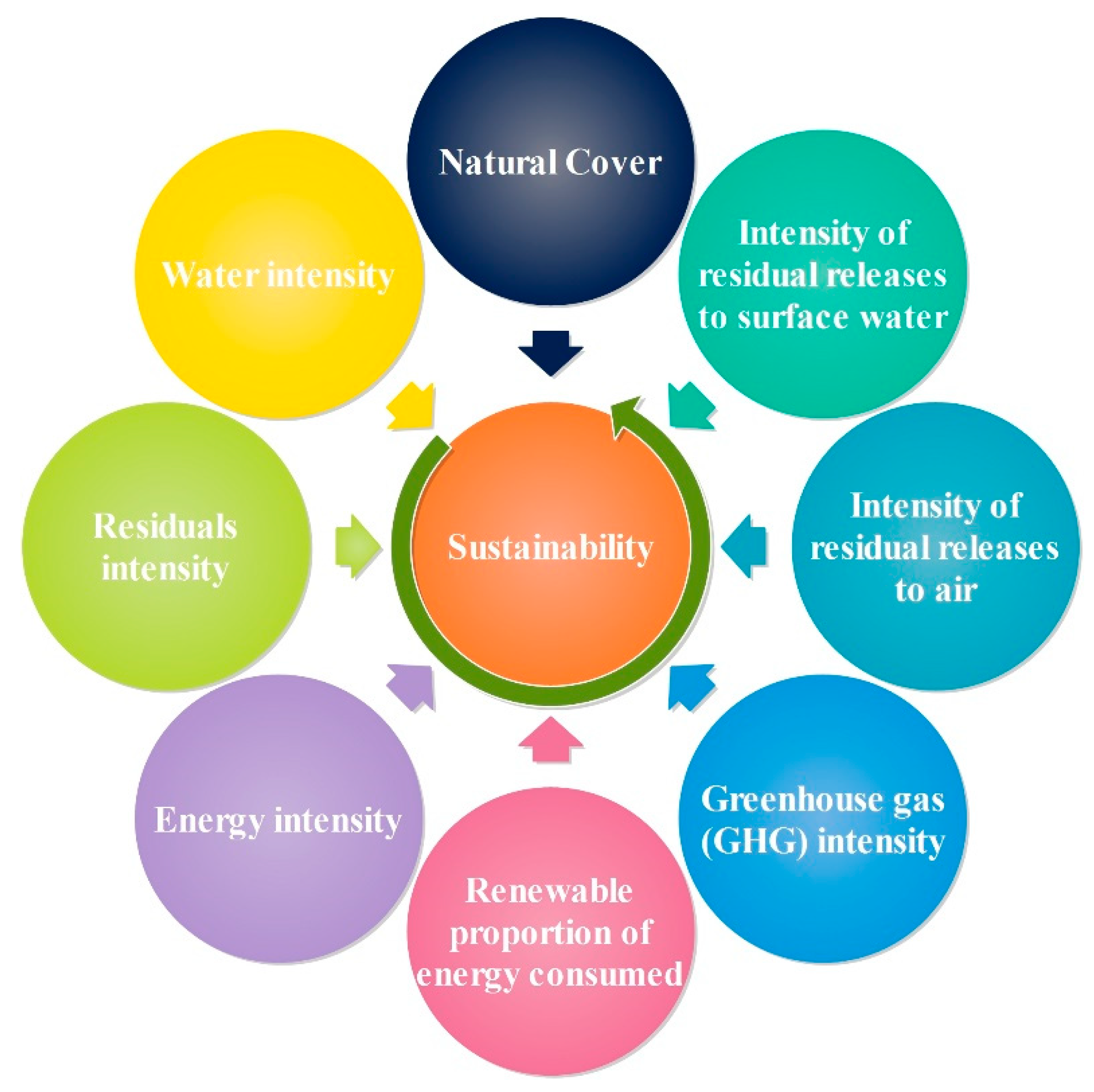
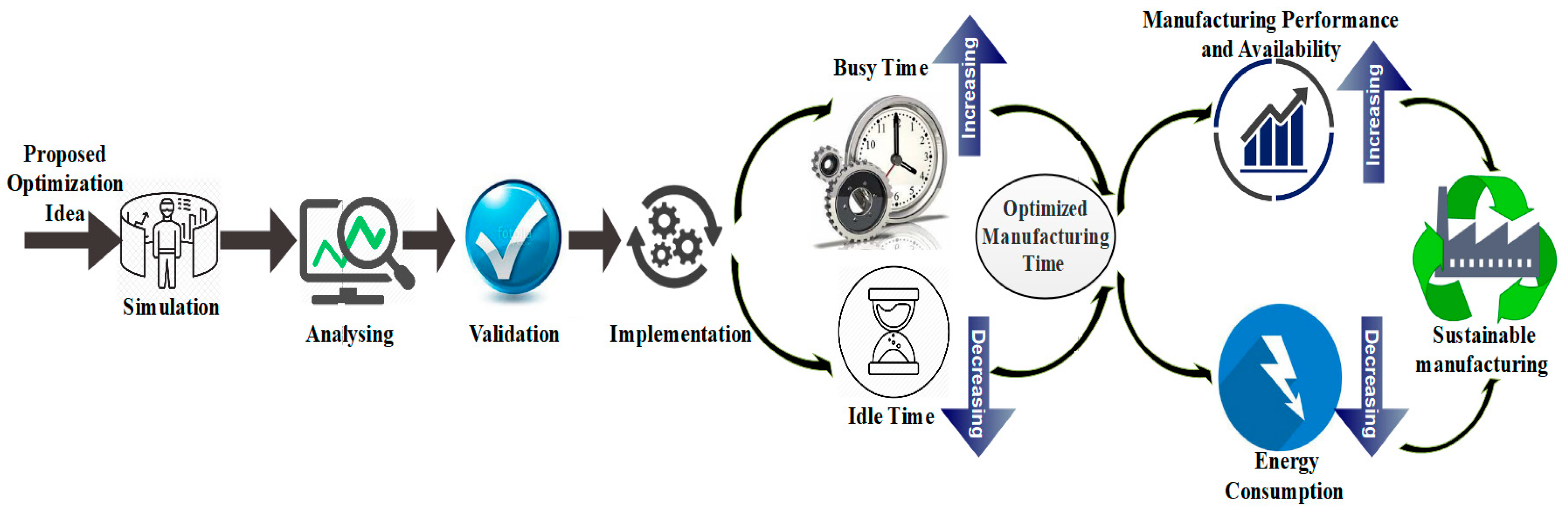
The sustainability of the system is the next target to be evaluated after the investigation of the importance of time in the evaluation of OEE with utilizing simulation. To accomplish this task, the requirement to obtain sustainability has been illustrated. Identification of the environmental impacts on the target system is the first step toward the evaluation of sustainability. Yazdi et al. (2018) stated that out of the available environmental impacts (
Table 7), energy consumption has the highest priority. The authors also stated that they selected this impact as the only effective one, due to the property of the target manufacturing system [
27]. The authors also identified the most effective factors to consuming energy in each part (resource) of the target system (
Table 8).
Results of the time study and properties of the target system shows that there is a direct relationship between the system efficiency and time. In other words, any improvement in the system with consideration of the proposed optimization ideas will directly affect the system times. It is again worthy of mentioning that there is a direct relationship between the energy consumption and system functional time. An OEE percentage evaluation of the system shows that consideration of the proposed control architecture and, in most cases, increasing the busy times and decreasing the idle time increases the OEE percentage. However,
Table 6 shows that all the optimization ideas have different effects on increasing the OEE percentage. This means that, with considering the priority of the effectiveness on
Table 6, the optimization methods which would further increase the sustainability of the system will be highlighted. In this case, in order to have more sustainable manufacturing, the amount of consumed electricity should be minimal (
Figure 10). The way in which to reach this goal in the target system is by reducing the idle times and increasing the busy times. In addition, in most of the cases in which the idle time is not unpreventable, there should be some alternative solution. Running a device continuously on the system, when the devices are in idle time, drives up energy use and maintenance costs, which impacts on the sustainability of the manufacturing system.
However, due to the property of the selected manufacturing system, and considering that as an example of SMEs and the energy resource which has been utilized, some limitations will show up. Calculations of energy consumption, OEE percentage evaluation, and its effects on sustainability of the target system require modification on the target system for it to perform for a longer time and consume more energy.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}