Effects of the Loss on Ignition of Fly Ash on the Properties of High-Volume Fly Ash Concrete


1
Department of Civil Engineering, National Chung-Hsing University, No.145, Xingda Road, Taichung City 402, Taiwan
2
Department of Civil Engineering, Chienkuo Technology University, No.1, Chiehshou North Road, Chunghau City 500, Taiwan
*
Author to whom correspondence should be addressed.
Sustainability 2019, 11(9), 2704; https://0-doi-org.brum.beds.ac.uk/10.3390/su11092704
Submission received: 18 April 2019
/
Revised: 7 May 2019
/
Accepted: 8 May 2019
/
Published: 13 May 2019
(This article belongs to the Section Environmental Sustainability and Applications)
Abstract
:This study presents the experimental results of fresh and hardened properties of concrete incorporating high-volume fly ash (HVFA). Two kinds of low-calcium fly ash with loss on ignition (LOI) of 5% and 8% were used as replacement for cement and/or fine aggregate of 0% (control), 20%, 40%, 50%, 60% and 80% by weight of the total cementitious materials. The properties of fresh concrete tested included the slump, air content, unit weight and setting time; those of hardened concrete determined included compressive strength, modulus of elasticity, flexural strength and drying shrinkage. Test results indicate that the concretes made with high-LOI (8%) fly ash can be successfully produced for structural concrete, which contains fly ash of up to 60% of the total cementitious materials. The high-LOI fly ash-concretes with higher replacement levels presented longer setting times. However, although both the fresh and hardened properties of high LOI fly ash concretes were inferior to those of the low-LOI (5%) fly ash concretes, the high modulus of elasticity, the adequate strength development characteristics both at early and later ages (up to 365 days) and the low dry shrinkage were observed when compared to those of the control concrete with a comparable 28-day compressive strength of 30 MPa.
1. Introduction
Fly ash is an industrial by-product from coal-fired power plants. The pozzolanic reaction of fly ash (FA) makes it useful in the concrete industry where the most important application for fly ash is as a partial replacement of Portland cement in concrete. It has been well established that the proper use of fly ash improves the properties of concrete both in the fresh and hardened states (e.g., workability, heat evolution, strength development, durability) [1,2,3,4,5,6] and results in a lower cost of concrete due to the lower price of fly ash as compared to cement [7]. Typically, the amount of fly ash used in structural concrete ranges from 15% to 25% by mass of total cementitious materials [8,9]. Larger proportions of fly ash (e.g., up to about 70% by mass) is recommended to be used in other special applications (e.g., mass concrete, roller-compacted concrete) where the low early-age strengths are not of concern [8].
With the progress in water-reducing chemical admixtures [10,11], high-volume fly ash (HVFA) concrete with adequate early-age strength and reasonable workability was first introduced by Malhotra when he initiated the related studies at the Canadian Centre for Mineral and Energy Technology (CANMET) in the mid 1980s [12]. The term HVFA concrete is most commonly defined as one specific type of fly ash concrete containing more than 50% of fly ash by weight of total cementitious materials and low water-to-binder ratio (w/b) of less than 0.4 [13]. In order to achieve a desired workability at such low w/b, the use of a high-range water reducer is essential for HVFA concrete in most cases. This type of concrete takes full advantage of the enhanced properties of concrete provided by fly ash and the high-early strength obtained by reducing the w/b ratio [13,14,15]. Therefore, it has been reported to have significant improvement in mechanical properties and durability (e.g., high long-term strength and modulus of elasticity, low shrinkage and creep, excellent freezing-and-thawing resistance, low water permeability and chloride-ion penetration) [16,17,18,19,20,21,22] when compared to conventional Portland-cement concrete. Through proper mixture proportioning, a more economically- and environmentally-friendly (i.e., reducing CO2 emissions from cement production) concrete by minimizing its cement content can be made.
In Taiwan, more than 1.2 million tons of fly ash are produced annually from the combustion of coal in power plants. However, the utilization rate of fly ash has tended to decrease in recent years (e.g., from 95.1% in 2004 to 49.4% in 2009) [23]. The wet disposal of increasing amounts of unused fly ash into ash ponds has gradually become one of the major environmental problems in Taiwan. Because some fly ashes produced from power plants have higher loss on ignition (LOI) values and are accordingly grey-black in color (aesthetically unacceptable in most applications), the applicability and the commercial outlet of these fly ashes are limited, which make them difficult to market. The fly ashes obtained from power plants in Taiwan often have high LOI values exceeding the maximum value of 6% (which was originally set at 12%) specified by American Standard Testing and Materials (ASTM) C 618 [24] for use in concrete. This could be attributed to the following reasons: (1) the source of coal, (2) the conditions of combustion (i.e., the processes employed for the combustion of pulverized coal in power plant boilers) and (3) the installation of air pollution control equipment (i.e., the low-NOx burners for reducing NOx emissions). All of them generally lead to increasing amounts of residual (unburned) carbon in the produced fly ashes [25,26].
LOI is routinely used as an indicator for determining the residual carbon content in fly ash. In fact, LOI also includes the presence of carbonates and combined water in clay minerals [19] but the combustion of carbon is the major contributing component of ignition loss [3]. Although the allowable fly ash LOI depends on local practice, many countries have recently tended to institute more strict specifications for the limit on LOI (ranging from 3% to 6%) for quality assurance [24,27,28]. The two properties of fly ash that are of most concern are the LOI (carbon content) and the fineness. They are often interdependent because the carbon particles tend to be coarser [29]. The residual carbon present in the fly ash can absorb water and chemical admixtures (e.g., superplasticizer, air-entraining agent), reducing their efficiency or even resulting in an inadequate air-void system in the concrete [30,31,32]; the low fineness due to the coarser carbon particles will lead to a decrease in pozzolanic reaction of the fly ash. Consequently, low-quality fly ash with high LOI and low fineness is generally expected to be detrimental to the strength development of concrete. However, it was reported that carbon particles may act as an air-reducing agent which have a beneficial effect on the strength of concrete when high LOI (12%) fly ash was used [33,34]. There are few studies on the strength development of concrete containing HVFA with high LOI that fails to meet the LOI requirement of ASTM C 618 [24].
For the above reasons, the objective of this study is to assess the effects of the LOI of locally produced fly ash on the fresh and hardened properties of HVFA concrete. The long-term strength development with the age of concrete (up to 365 days) with different fly ash replacement levels (0% to 80%) was also further investigated. The results of this study will be useful in promoting the utilization of fly ash in Taiwan.
2. Experimental Program
2.1. Materials
The materials used to produce the concrete mixtures were all commercially available in Taiwan. The cement used was an ordinary Portland cement equivalent to ASTM C 150 [24] Type I. Two types of low-calcium fly ash (named FA1 and FA2) equivalent to ASTM C 618 [22] Class F (except for LOI) with different values of LOI (5% and 8%) were obtained from the coal-fired power plants of Taichung, Taiwan. The chemical composition and physical properties of cement and fly ashes are given in Table 1. A crushed gravel with a maximum size of 19 mm was used as the coarse aggregate and a natural river sand was used as the fine aggregate. The physical properties of aggregates are given in Table 2. A high-range water reducer or superplasticizer (SP) conforming to ASTM C 494 [24] Type G was added to all concrete mixtures to improve their workability. The SP has a specific gravity of 1.11 and a total solid content of 42% by mass.
2.2. Concrete Mix Proportions
The concrete mix design followed the absolute volume method described in ACI 211.1 [35]. Two series of concrete mixtures (S20 and S30 series) were prepared with a 28-day target compressive strength of 20 ± 5 MPa and 30 ± 5 MPa, respectively. They were both designed to have a target slump of 200 ± 30 mm. The mix proportions were established through trial batches. A series of mixtures was prepared and tested to determine the required total amount of cementitious materials (fly ash + cement) to obtain the specified strength with various percentages of fly ash. For each grade of target compressive strength, a control mixture (S20 and S30) without fly ash was made. Fly ash was used in the proportions of 20%, 40%, 50%, 60% and 80% of total cementitious materials (i.e., FA/(cm+ FA)). For the former four levels (20%, 40%, 50% and 60%), the fly ash concrete mixtures were made by partially replacing the cement used in the control mixture. At the replacement level of 80%, 60% of fly ash was used as the replacement for cement, while the other 20% of fly ash was further used as the replacement for fine aggregate. The final mix proportions of concrete mixtures are given in Table 3.
2.3. Preparation and Casting of Specimens
All concrete mixtures were mixed for about 5 min in a laboratory mechanical mixer. The sand, cement and fly ash were first dry-mixed together and followed by the addition of about 2/3 of the water content. The rest of the water content and the superplasticizer were then pre-mixed and added to the mixture. The coarse aggregate was finally added, and mixing continued until a uniform mixture was obtained. After the mixing, tests were conducted on the fresh concrete to determine the slump, air content, unit weight and setting time. One 150 × 150 × 150 mm- mold was filled with mortar obtained by sieving the fresh concrete for the setting time test. All the specimens were cast in steel molds, covered with wet burlap and left in the casting room for 24 hours. After demolding, the specimens were cured in a standard curing room at 23 ± 2 °C and 100% relative humidity until the time of testing. The only exception was the specimens for the drying shrinkage test. They were stored in a chamber at 23 ± 2 °C and 50% relative humidity.
2.4. Testing of Fresh Concrete
2.5. Testing of Hardened Concrete
The properties of hardened concrete were tested in accordance with the relevant ASTM specifications [24]. Cylinders (φ100 × 200 mm in size) were tested for compressive strength (ASTM C 39) and modulus of elasticity (ASTM C 469); prisms (100 × 100 × 360 mm in size) were tested for flexural strength (modulus of rupture) (ASTM C 78); and prisms (100 × 10 × 285 mm in size) were tested for drying shrinkage. Three cylinders and three 100 × 100 × 360-mm prisms were tested at each age, while a total of three 100 × 10 × 285-mm prisms were cast.
3. Results and Discussion
3.1. Properties of Fresh Concrete
3.1.1. Dosage of the SP and Slump
The test results of slump, air content, setting time and unit weight of the fresh concrete are given in Table 4. Each series of concrete mixture can achieve good workability after adjusting the amount of water and SP, where its slump is between 160 and 260 mm. During the test, none of the series of concrete mixtures showed a dispersion; however, S30F80-2 concrete presented a bleeding phenomenon due to a long period of mixing and vibration. In order to maintain similar workability, the dosage of SP must increase with increasing with the substitution ratio of fly ash. From the trial batches, it was found that the performance was stable at SP/(C + FA) = 1.75%, so the ratio of SP/(C + FA) was controlled within 1.5% during for mixing. For the S30 series concrete, the dosage of SP (1.5 to 10.0 kg/m3) required for high-LOI (8%) fly ash (FA2) concrete at the same substitution ratio is also higher than the low-LOI fly ash (FA1) concrete (0.8 to 4.9 kg/m3).
3.1.2. Air Content
As shown in Table 4, the air content of S20 series concrete mixtures is between 2.2% and 3.1%; in S30 series, the low-LOI (5%) fly ash (FA1) concrete has air content between 2.1% to 3.5%, while the high-LOI (8%) fly ash (FA2) concrete is between 2.6% and 6.6%. In the case of non-air-entrained concrete, except for S30F80-2, the air content of the remaining concrete was still within acceptable limits. According to the comparison among the series concrete mixtures, it can be seen that the concrete with higher total binder content (S30 series), higher fly ash substitution ratio (>50%) and high-LOI (8%) fly ash (FA2) concrete heeded a higher SP dosage, which tended to have a higher air content.
3.1.3. Setting Time
From Table 4, it is seen that the setting time was mainly affected by the cement content and the higher the substitution rate of fly ash, the longer the initial and final setting time. Taking the fly ash substitution ratio of 60% as an example, the initial setting time of fly ash concrete was 2.6 to 3.7 times of the control concrete. For the S30 series, at the same substitution ratio, the high-LOI (8%) fly ash (FA2) concrete had a longer setting time than that of low-LOI (5%) fly ash (FA1) concrete, which would take seven hours to reach the initial setting and more than nine hours to reach the final setting. In addition, the set retardation of the concrete was also associated with the addition of higher doses of plasticizer. Therefore, when mixing high-volume fly ash concrete, especially when adding high-LOI fly ash, special attention should be paid to the delayed setting time. However, this phenomenon can be improved by increasing the curing temperature or adding a suitable set-accelerating agent [1].
3.2. Properties of Hardened Concrete
3.2.1. Compressive Strength
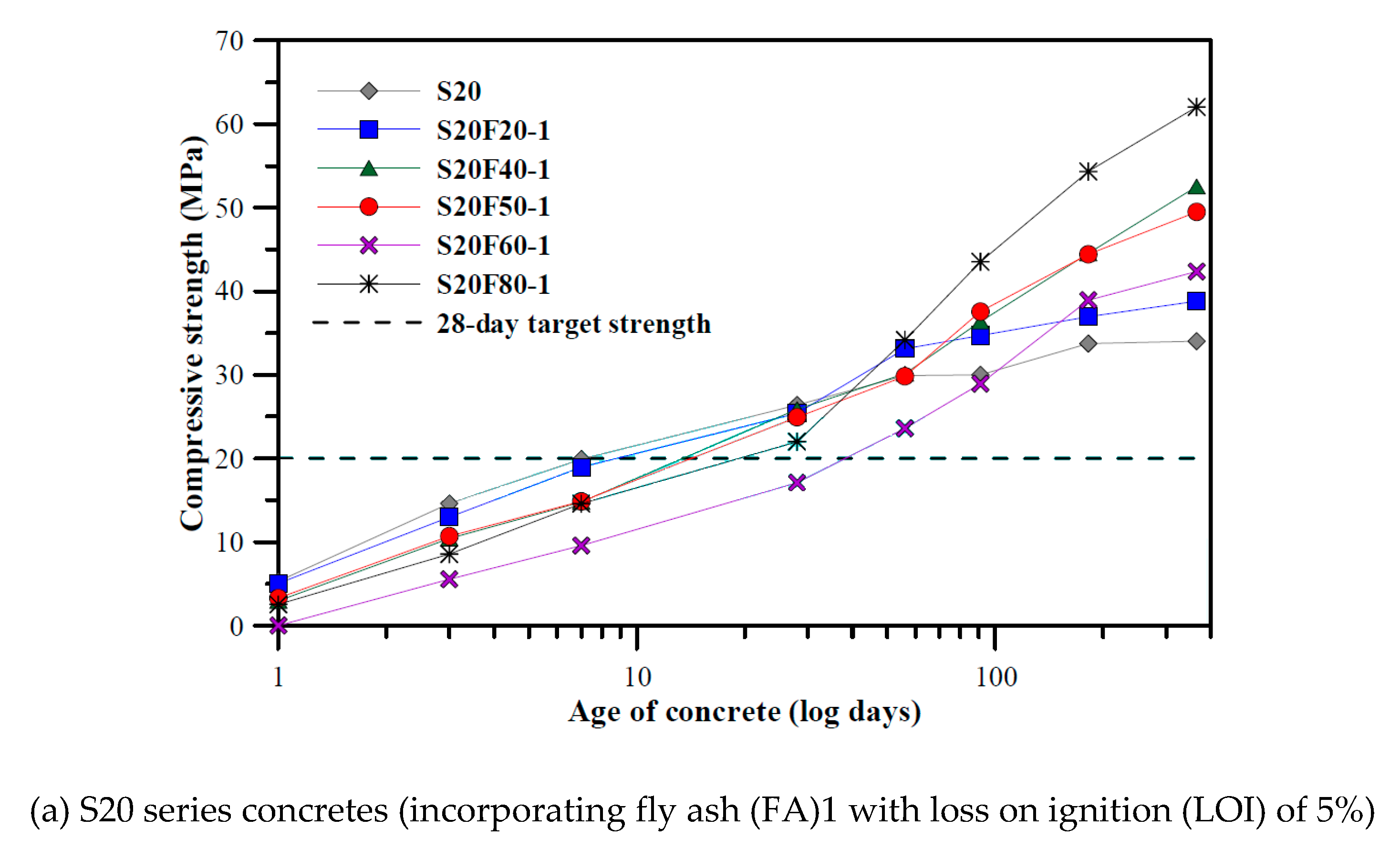
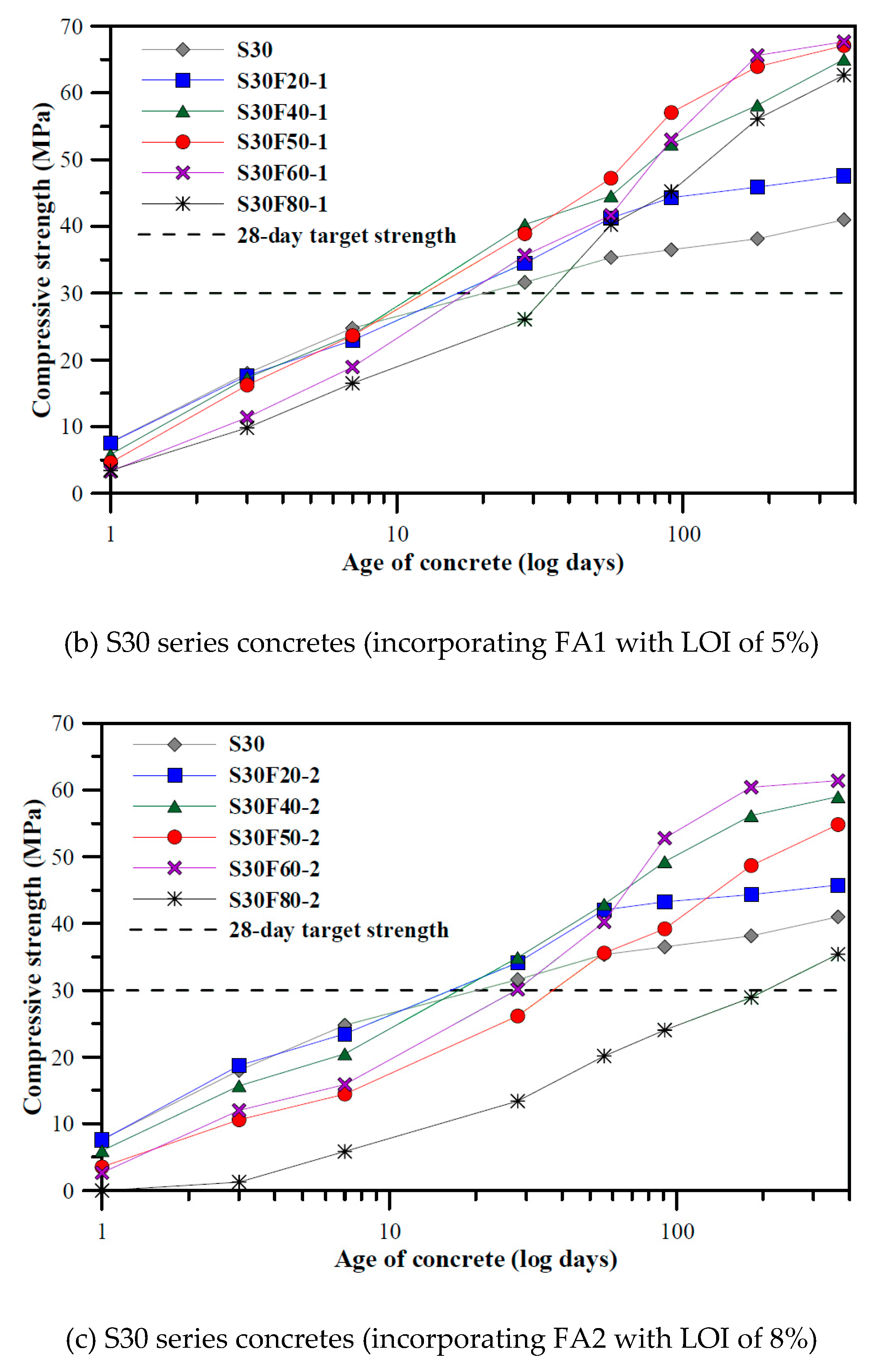
Compressive strength was determined for all concrete mixtures (i.e., both S20 and S30 series) at the ages of 1, 3, 7, 28, 56, 91, 182 and 365 days. The results are shown in Figure 1. The 28-day compressive strength of S20 series mixtures was between 17.1 and 26.4 MPa (Figure 1a); in the S30 series mixtures, the 28-day compressive strength of the low-LOI (5%) fly ash (FA1) concrete was between 26.1 and 40.3 MPa (Figure 1b) and the high-LOI (8%) of fly ash (FA2) concrete was between 13.4 and 34.9 MPa (Figure 1c). Except for the obviously low strength of S30F80-2 concrete (13.4 MPa), the strength of other groups of concrete was roughly in line with the requirements of 28-day design strength.
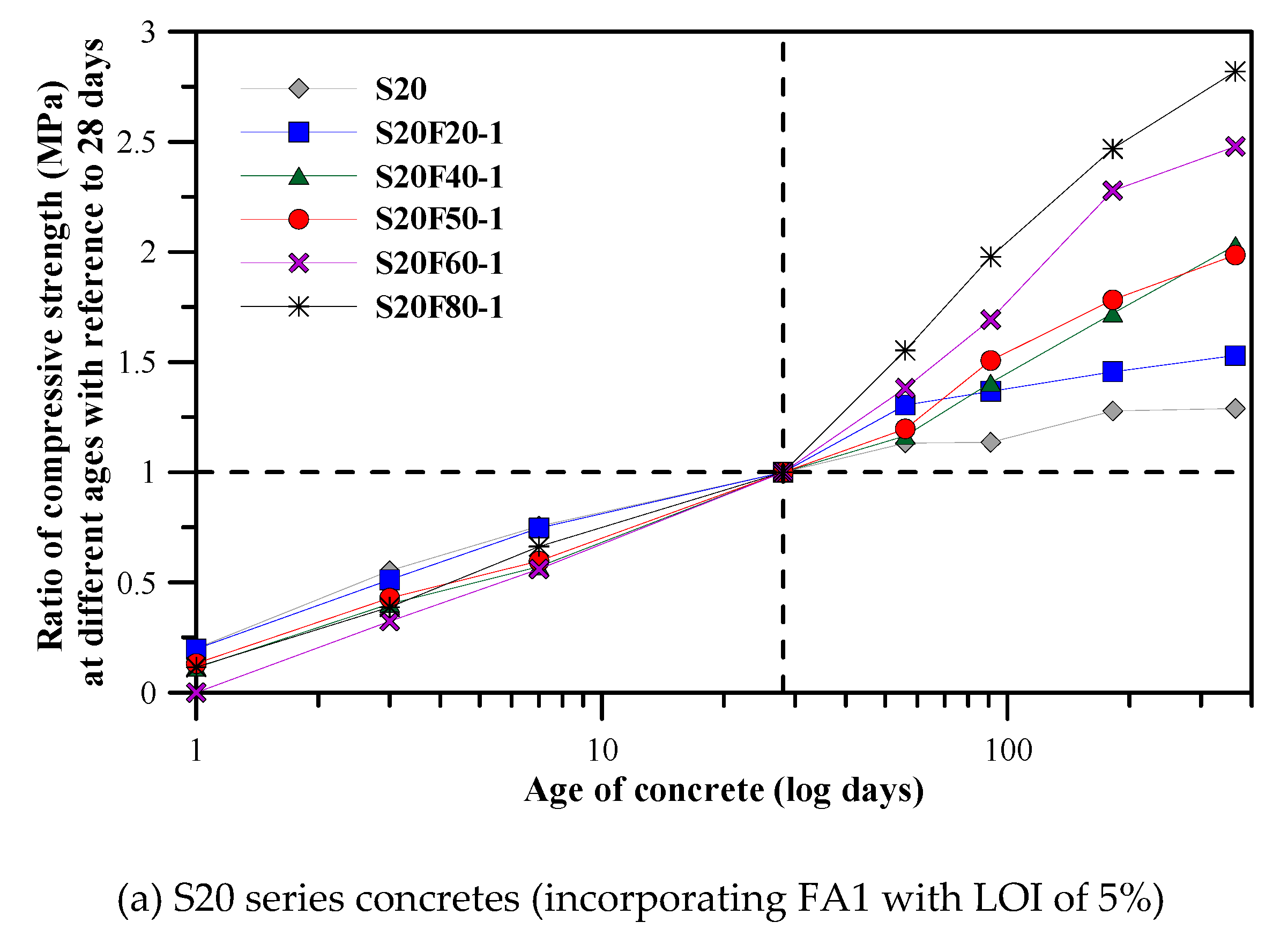
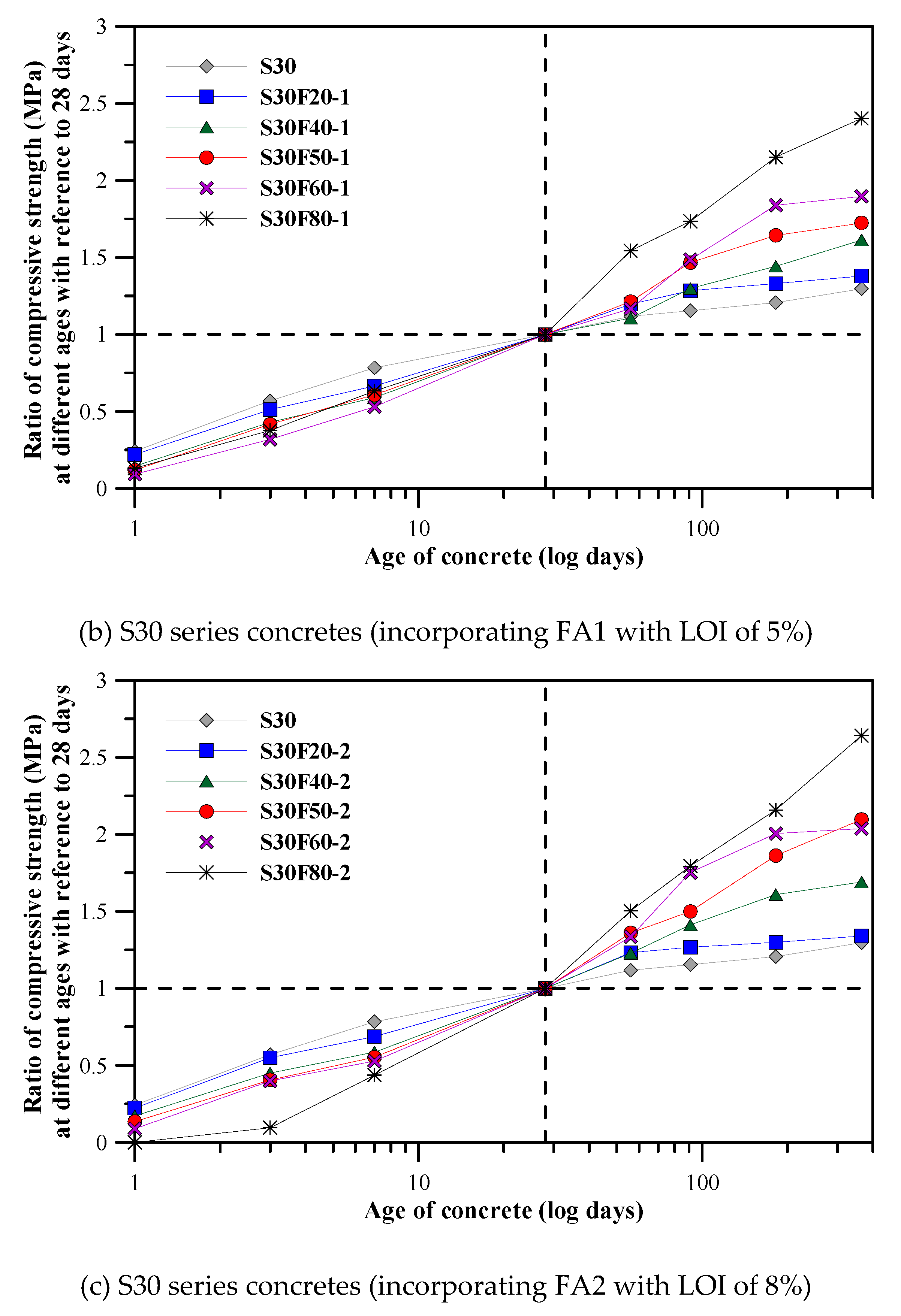
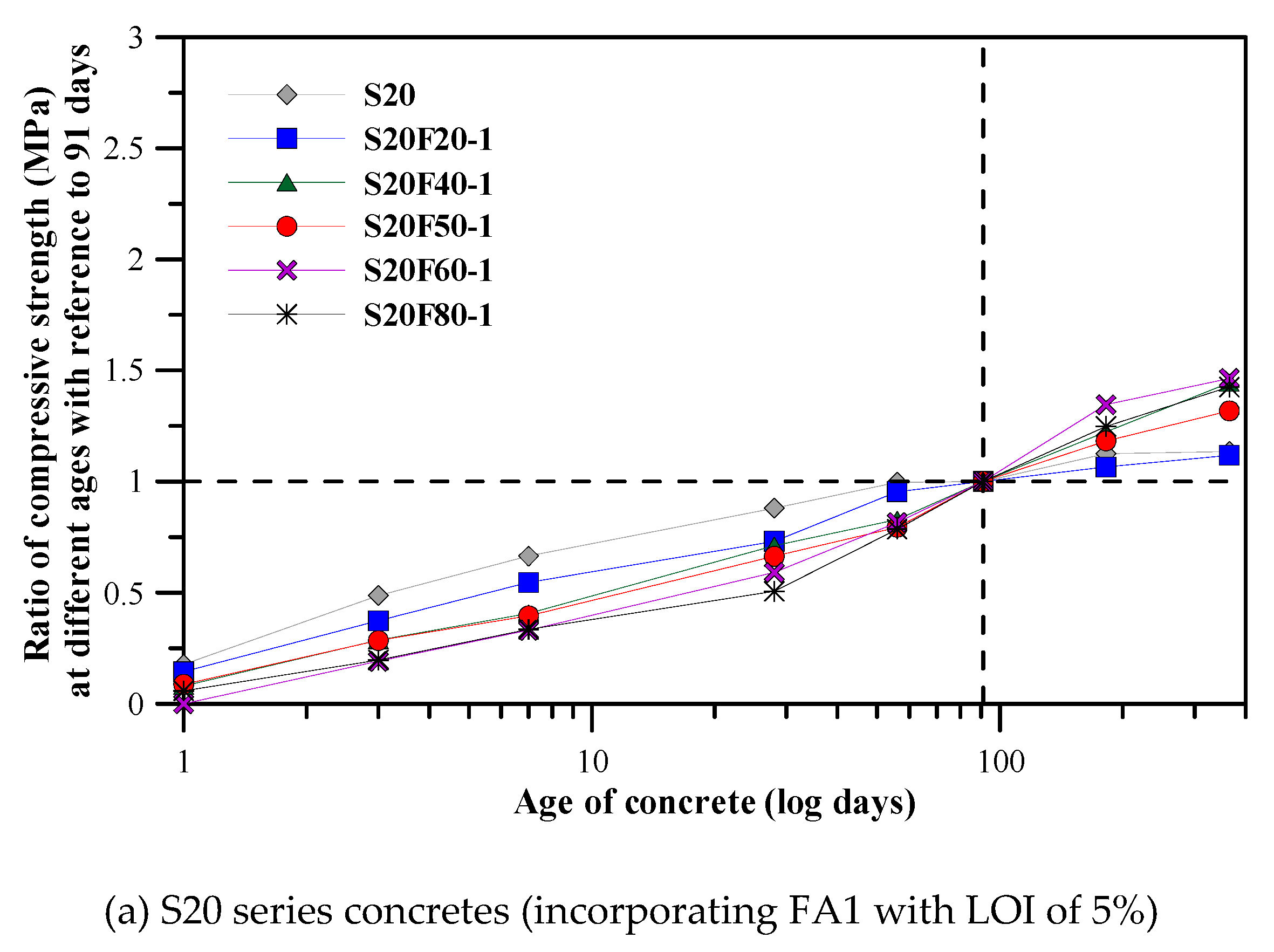
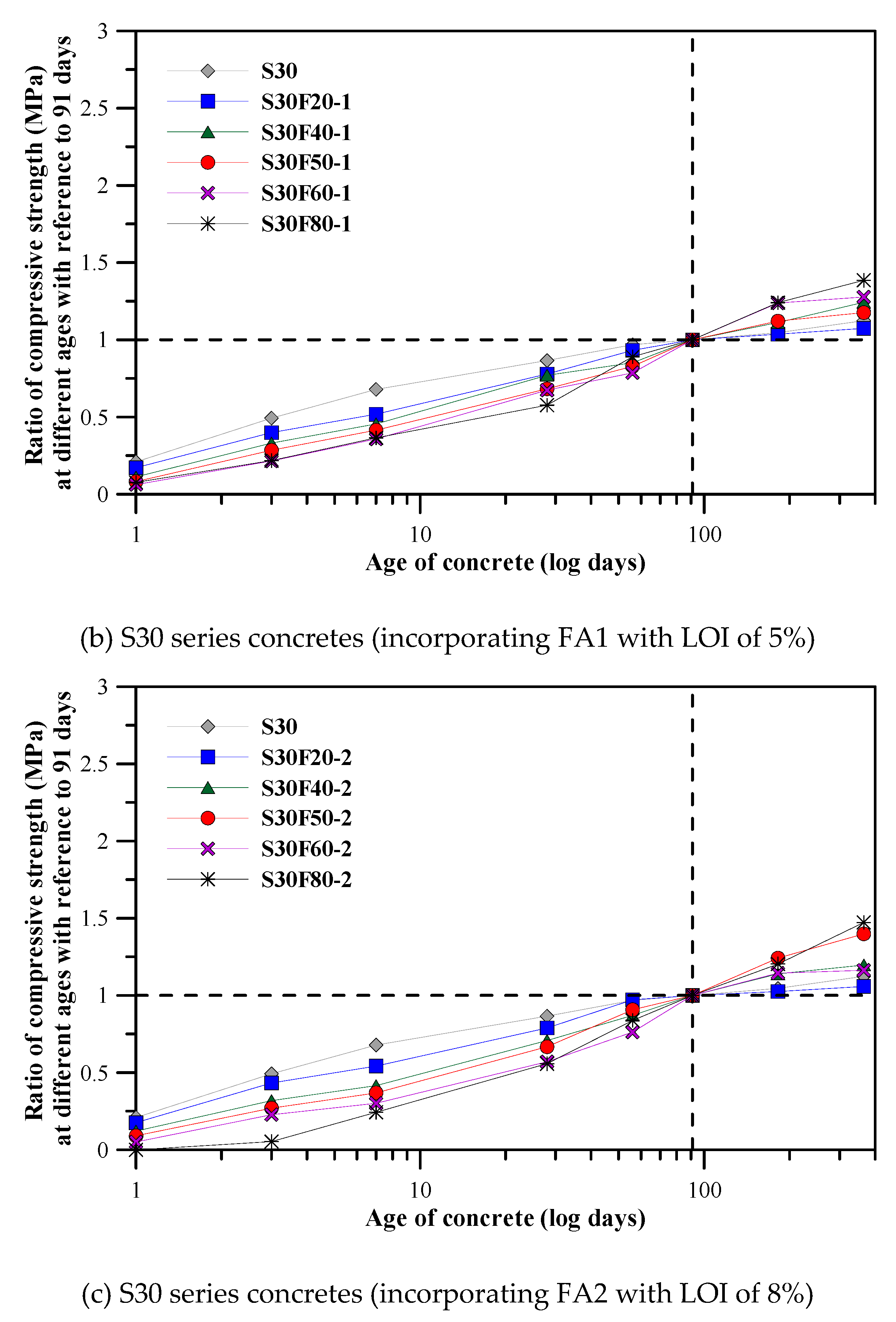
For comparison, the strength development of concretes with different fly ash replacement levels (0% to 80%) for each series (S20 and S30 series) was revealed by the ratios of compressive strength at different ages with reference to 28 and 91 days, as shown in Figure 2 and Figure 3, respectively. In Figure 2, for S20 series (Figure 2a), the ratio of 7-day to 28-day strength was 0.75 for S20 control concrete and the ratios ranged from 0.56 to 0.75 for FA1 concretes; for S30 series (Figure 2b,c), the ratio was 0.78 for S30 control concrete and the ratios ranged from 0.53 to 0.66 for FA1 concretes (Figure 2b) and 0.44 to 0.69 for FA2 concretes (Figure 2c). Except for S20F80-1 and S30F80-1, the ratios of 7-day to 28-day strength decreased with the fly ash replacement levels increasing for both series corresponding to the highest ratios for control concretes (S20 and S30). By contrast, there was an opposite trend for the ratios of strength at later ages (>28 days) to strength at 28 days. For S20 series (Figure 2a), the ratio of 365-day to 28-day strength was 1.29 for S20 control concrete and the ratios were between 1.53 and 2.82 for FA1 concretes. For S30 series (Figure 2b,c), the ratio was 1.30 for S30 control concrete and the ratios were between 1.38 and 2.40 for FA1 concretes (Figure 2b) and were between 1.34 and 2.64 for FA2 concretes (Figure 2c).
As it can be seen in Figure 2—whether it is the S20 or S30 series—even if the fly ash substitution rate was increased to 80% by adding low-LOI (5%) fly ash (FA1) to concrete, there was an appropriate early strength and a larger strength gain compared to the 28-day strength.
Siddique [36] reported similar results as for the HVFA concretes containing 40% to 50% of low-calcium (ASTM Class F) fly ash (with LOI = 1.9%) at the same w/cm ratio of 0.4, the 7-day strength was observed to be 62% to 64% of the 28-day strength (23.1 to 26.7 MPa) and the increase in strength from 28 to 365 days was between 39% and 45%. However, the high-LOI (8%) fly ash (FA2) concrete (S30F80-2) with a substitution ratio of 80% showed significantly lower initial strength development and failed to achieve the 28-day designed strength. According to the results of the compressive strength test conducted in this study, the substitution ratio of high-LOI (8%) fly ash (FA2) could be up to 60% for most of the applicable concrete construction or even structural concrete.
In Figure 3, for S20 series (Figure 3a), the ratios of strengths of 28 to 91 days and 365 to 91 days were 0.88 and 1.13 for S20 control concrete and the ratios were 0.51 to 0.73 and 1.12 to 1.46 for FA1 concretes; for S30 series (Figure 3b,c), the ratios were 0.87 and 1.12 for S30 control concrete and the ratios were 0.58 to 0.78 and 1.07 to 1.39 for FA1 concretes (Figure 3b) and 0.56 to 0.79 and 1.06 to 1.47 for FA2 concretes (Figure 3c), respectively. From the results of Siddique [36], the increase in strength from 28 to 91 days was between 20% and 26%, whereas that from 91 to 365 days was only between 14% and 16%.
3.2.2. Modulus of Elasticity
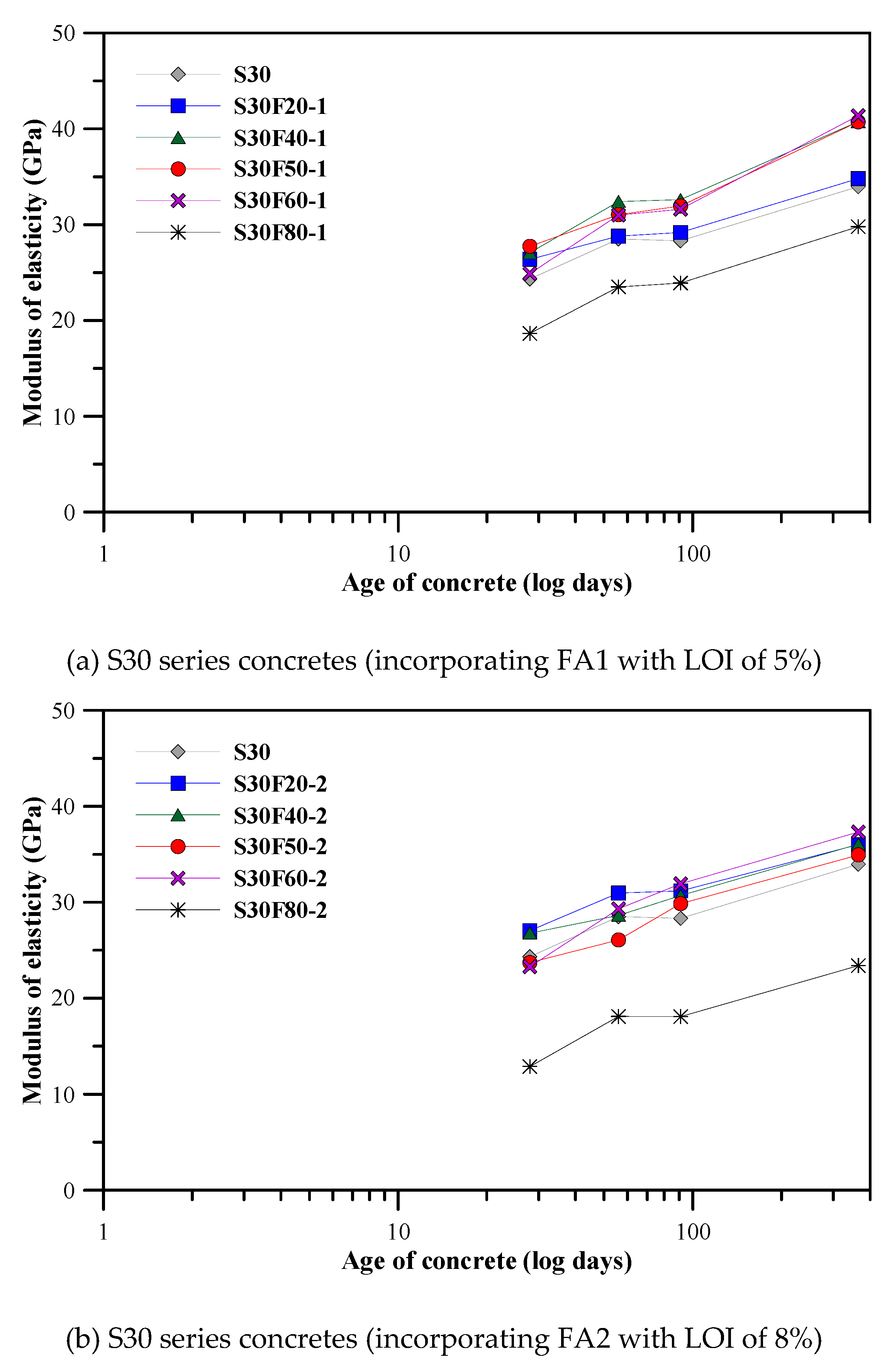
Modulus of elasticity was determined for S30 series mixtures at 28, 56, 91 and 365 days. The results are shown in Figure 4. At 28 days, the elastic modulus of the S30 control concrete was 24.3 GPa and its low-LOI (5%) fly ash (FA1) concrete was between 18.6 and 27.7 GPa (Figure 4a), with the high-LOI (8%) fly ash (FA2) concrete between 12.9 and 27.0 GPa (Figure 4b). Overall, in the S30 series, when only the fly ash was used to replace part of the cement (20% to 60%), it could improve the elastic modulus of the concrete. When the age of the concrete reached 91 days, the elastic modulus of S30 series fly ash concrete (except S30F80-1 and S30F80-2) was higher than that of S30 control concrete.
In addition to the effect of compressive strength (Figure 1), the higher modulus is mainly due to the larger percentage of aggregates despite the unhydrated fly ash particles also acting as a fine filler material in concrete [1]. In concrete with a fly ash substitution ratio of 80% (S30F80-1 and S30F80-2), the fly ash was not only used to replace the cement but further replaced the fine aggregate, which greatly reduced the amount of fine aggregate with a significantly lower elastic module than that of the S30 control concrete. In addition, under the same age and fly ash substitution ratio (except the substitution rate of 20%), the elastic modulus of the concretes with high-LOI (8%) fly ash (FA2) were lower than those concretes with low-LOI (5%) fly ash (FA1). This result should be related to the lower compressive strength of FA2 concrete (Figure 1).
3.2.3. Flexural Strength
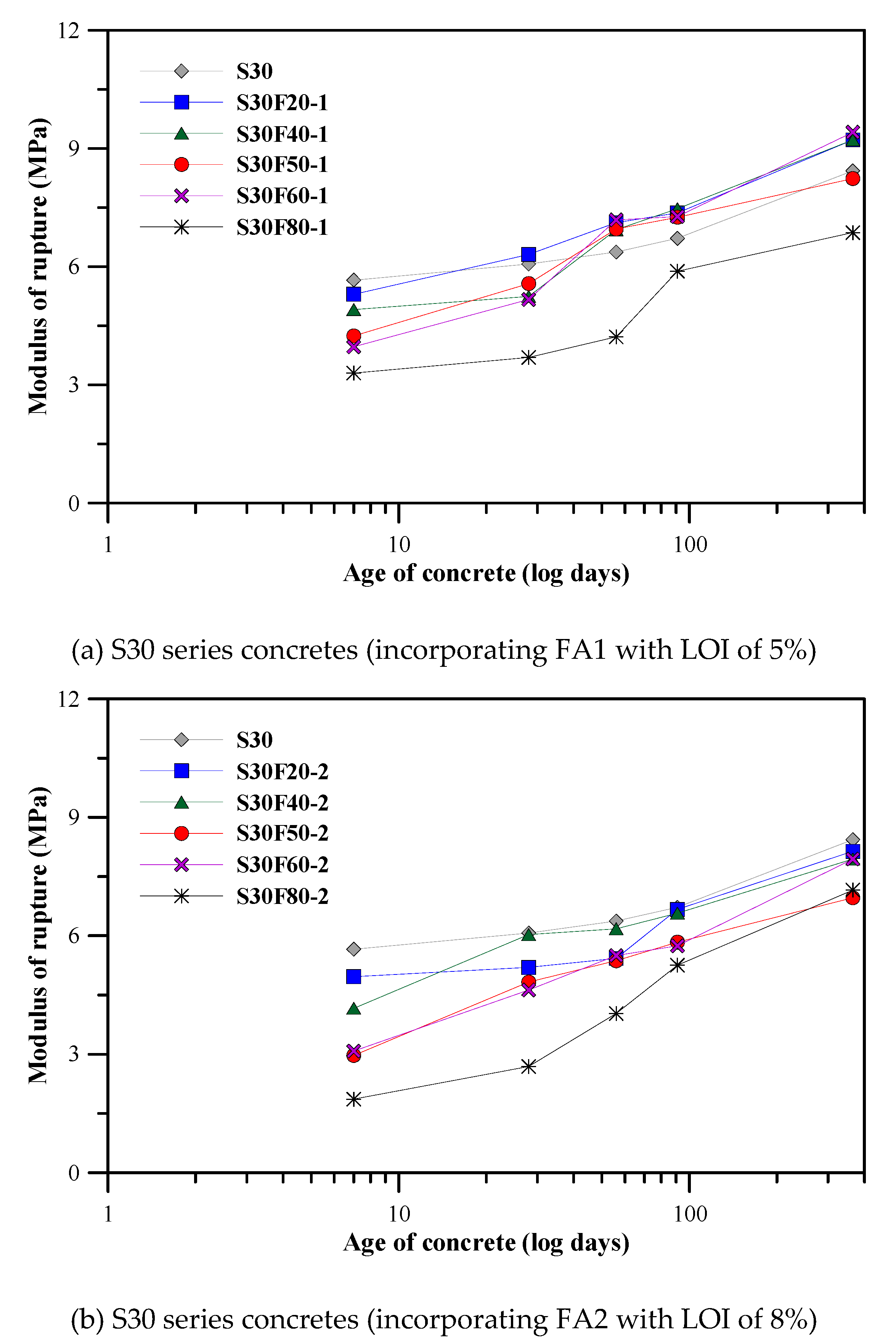
Flexural strength (modulus of rupture) was determined for S30 series mixtures at the ages of 7, 28, 56, 91 and 365 days. The results are shown in Figure 5. The development trend of flexural strength of the S30 series over time was similar to the results of compressive strength. At 7 days, whether adding high-LOI (8%) fly ash (FA2) or low-LOI (5%) fly ash (FA1), the concrete flexural strength was lower than that of the S30 control concrete. At this stage, the flexural strength of the concrete decreased substantially as the fly ash substitution ratio increased. At the 28-day, the flexural strength of S30 series fly ash concrete was relatively close to or even slightly higher than that of S30 control concrete mixtures, indicating that the fly ash continued the pozzolania reaction in this stage, which increased the strength of concrete growth. At this time, the flexural strength of S30 control concrete was 6.1 MPa; the low-LOI (5%) fly ash (FA1) concrete was between 3.7 and 6.3 MPa and the high-LOI (8%) fly ash (FA2) concrete between 2.7 and 6.0 MPa. After 56 days age, the flexural strength of some S30 series fly ash concrete was higher than that of S30 control concrete. In addition, comparing the effects of adding different LOI of fly ash (Figure 5a,b), it could be found that most of the concrete with low-LOI (5%) fly ash (FA1) had higher flexural strength.
3.2.4. Drying Shrinkage
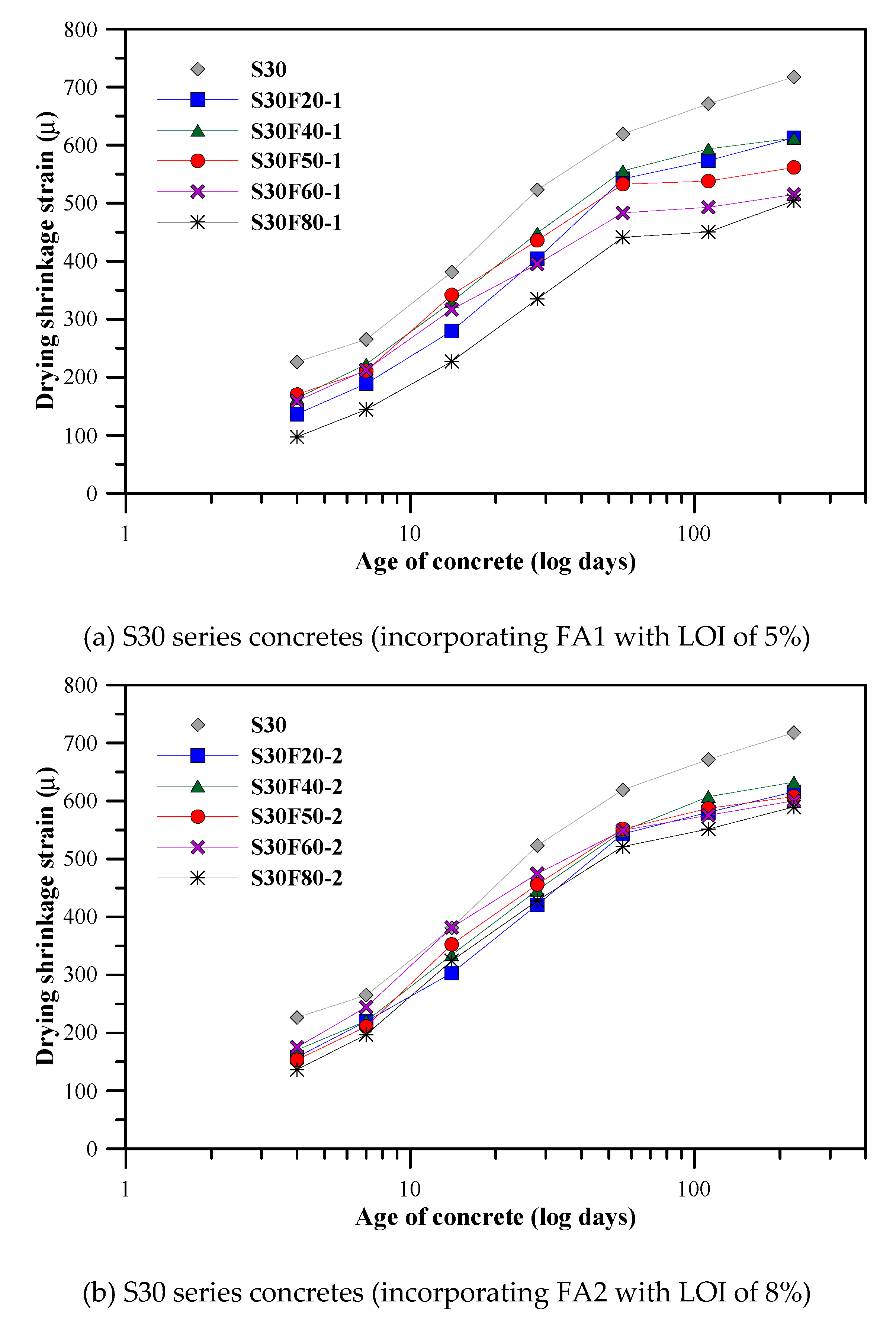
Drying shrinkage was determined for S30 series concrete at the ages of 4, 7, 14, 28, 56, 112 and 224 days. The results are shown in Figure 6. The dry shrinkage of S30 series concrete increased with age. Since the dry shrinkage of concrete is directly related to the amount of cement, the concrete shrinkage was lower than that of the S30 control concrete, whether it was added to high-LOI (8%) or low-LOI (5%) fly ash. At the beginning of the age (<28 days), the effect of the fly ash substitution ratio was not obvious, however, as the age increased, the dry shrinkage of the concrete decreased with the increase of the fly ash substitution ratio. At 224 days, S30 control concrete had a dry shrinkage of 718 μ, low-LOI (5%) fly ash (FA1) concrete mixtures was between 504 and 613 μ (Figure 6a) and high-LOI (8 %) fly ash (FA2) concrete was between 590 and 632 μ (Figure 6b). From the comparison of Figure 6a,b, it was found that under the same age and fly ash substitution ratio, the dry shrinkage of high-LOI (8%) fly ash (FA2) concrete was higher than that of the low-LOI (5%) fly ash (FA1) concrete but still lower than S30 control concrete. This result indicated that when a high-LOI fly ash was used, the shrinkage deformation of the concrete was inferior to that of the low-LOI fly ash.
4. Conclusions
The locally produced fly ash that does not meet the LOI requirement (a maximum of 6%) of ASTM C 618 was investigated for producing HVFA concrete to increase its percentage utilization. Based on the test results, the following conclusions can be drawn:
- Based on the SP effect for the water reduction, the ratio of SP/cm in this study was controlled within 1.5%. At the same fly ash substitution ratio, the amount of SP required for high-LOI (8%) fly ash (FA2) concrete (1.5 to 10.0 kg/m3) was higher than that of low-LOI of fly ash (FA1) concrete (0.8 to 4.9 kg/m3) but it still could achieve good workability with a slump value between 220 and 250 mm. However, when the substitution ratio was 80%, the high-LOI (8%) fly ash (FA2) concrete (S30F80-2) presented a bleeding phenomenon due to the long period of mixing and vibration.
- Concrete with a higher amount of total binder (S30 series), higher fly ash substitution ratio (> 50%) and high-LOI (8%) fly ash (FA2) tended to have higher air content. However, except for S30F80-2, the air content of the remaining concrete (2.1% to 3.7%) was still within acceptable limits.
- Under the same substitution ratio, the setting time of the S30 series high-LOI loss (8%) fly ash (FA2) concrete was longer than that of the low-LOI (5%). The fly ash (FA1) concrete took seven hours to reach initial setting and more than nine hours to the final setting.
- The substitution ratio of fly ash in S30 series high-LOI (8%) fly ash (FA2) concrete could be up to 60%, which had an appropriate early strength and a larger late strength gain compared to those of the 28-day strength. The ratios of 7-day to 28-day and 28-day to 365-day strength were 0.53 to 0.69 and 1.34 to 2.10, respectively. Even after 91 days, the strength of FA2 concrete with a substitution ratio of 40% to 60% continued to increase significantly. The ratios of strengths for 365 to 91 days were observed to be 1.16 to 1.40.
- Due to the influence of compressive strength, the S30 series high-LOI (8%) fly ash (FA2) concrete has low elastic modulus at the same age and fly ash substitution ratio (except for the rate of 20%) than that of low-LOI (5%) fly ash (FA1) concrete. When replacing some cement with fly ash (20% to 60%), most of them could improve the elastic modulus of concrete, yet when the fly ash further replaced the fine aggregate (such as S30F80-1 and S30F80-2); the elastic modulus were lower than that of the S30 control concrete.
- Since the drying shrinkage of concrete was directly related to the cement content, the dry shrinkage of S30 series fly ash concrete was lower than that of the S30 control concrete. The effect of the substitution ratio of fly ash on dry shrinkage was more obvious after 28 days and the shrinkage of concrete generally decreased with the increase of the substitution ratio of fly ash. Under the same age and substitution ratio of fly ash, the drying shrinkage of the S30 series high-LOI (8%) fly ash (FA2) concrete was lower than that of the low-LOI (5%) fly ash (FA1) concrete but it was still lower than that of the S30 control concrete.
- High-volume fly ash concrete is an economical, durable and environmentally friendly concrete. However, this concrete uses a large amount of fly ash to replace cement. It needs to add a high-range water reducer with trial mixing tests during production. The high-volume fly ash concrete may also have a long setting time, so attention should be paid to the demolding time of the concrete.
Author Contributions
Conceptualization, H.-J.C. and C.-H.W.; Methodology, H.-J.C.; Validation, H.-J.C., N.-H.S., S.-K.L. and C.-H.W.; Formal analysis, H.-J.C., N.-H.S. and S.-K.L.; Investigation, H.-J.C., N.-H.S., S.-K.L. and C.-H.W.; Resources, H.-J.C.; Data curation, N.-H.S. and S.-K.L.; Writing—original draft preparation, H.-J.C. and N.-H.S.; Writing—review & editing, H.-J.C. and C.-H.W.; Visualization, H.-J.C. and S.-K.L.; Supervision, H.-J.C.; Project administration, H.-J.C. and C.-H.W.
Funding
This research received no external funding.
Acknowledgments
The authors wish to thank the Taiwan Power Company, Ltd. for financial support.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Ramachandran, V.S. Concrete Admixtures Handbook: Properties, Science and Technology, 2nd ed.; Noyes Publications: Park Ridge, NJ, USA, 1995. [Google Scholar]
- Wesche, K. Fly Ash in Concrete: Properties and Performance, 1st ed.; E and FN Spon: London, UK, 1991. [Google Scholar]
- Aitcin, P.C. High Performance Concrete; E and FN Spon: London, UK, 1998. [Google Scholar]
- Mehta, P.K.; Monteiro, P.J.M. Concrete: Structure, Properties and Materials, 3rd ed.; Prentice-Hall: Englewood, NJ, USA, 2006. [Google Scholar]
- Cyr, M.; Lawrence, P.; Ringot, E. Efficiency of mineral admixtures in mortars: Quantification of the physical and chemical effects of fine admixtures in relation with compressive strength. Cem. Concr. Res. 2006, 36, 264–277. [Google Scholar] [CrossRef]
- Xu, A.; Sakar, S.L.; Nilsson, L.O. Effect of fly ash on the micro-structure of cement mortar. Mater. Struct. 1993, 26, 414–424. [Google Scholar] [CrossRef]
- Manz, O.E. Coal fly ash: A retrospective and future look. Fuel 1999, 78, 133–136. [Google Scholar] [CrossRef]
- ACI Committee 232. Use of Fly Ash in Concrete (ACI 232.2R-96); American Concrete Institute: Farmington Hills, MI, USA, 1996. [Google Scholar]
- ACI Committee 211. Guide for Selecting Proportions for High-Strength Concrete with Portland Cement and Fly Ash (ACI 211.4R-93); American Concrete Institute: Farmington Hills, MI, USA, 1993. [Google Scholar]
- Spiratos, N.; Page, M.; Mailvaganam, N.P.; Malhotra, V.M.; Jolicoeur, C. Superplasticizers for Concrete: Fundamentals, Technology and Practice; Supplementary Cementing Materials for Sustainable Development Inc.: Ottawa, BC, Canada, 2003. [Google Scholar]
- Rixom, R.; Mailvaganam, N. Chemical Admixtures for Concrete, 3rd ed.; E and FN Spon: London, UK, 1999. [Google Scholar]
- Malhotra, V.M. Superplasticized fly ash concrete for structural applications. Concr. Int. 1986, 8, 28–31. [Google Scholar]
- Malhotra, V.M.; Mehta, P.K. High Performance, High-Volume Fly Ash Concrete: Materials, Mixture Proportioning, Properties, Construction Practice and Case Histories, 3rd ed.; Supplementary Cementing Materials for Sustainable Development Inc.: Ottawa, BC, Canada, 2008. [Google Scholar]
- Lam, L.; Wong, Y.L.; Poon, C.S. Degree of hydration and gel/space ratio of high-volume fly ash/cement systems. Cem. Concr. Res. 2000, 30, 747–756. [Google Scholar] [CrossRef]
- Berry, E.E.; Hemmings, R.T.; Cornelius, B.J. Mechanisms of hydration reactions in high volume fly ash pastes and mortars. Cem. Concr. Compos. 1990, 12, 253–261. [Google Scholar] [CrossRef]
- Metha, P.K. High-performance, high-volume fly ash concrete for sustainable development. In Proceedings of the International Workshop on Sustainable Development and Concrete Technology, Beijing, China, 20–21 May 2004; pp. 3–14. [Google Scholar]
- Langley, W.S.; Carette, G.G.; Malhotra, V.M. Structural concrete incorporating high volumes of ASTM Class F fly ash. ACI Mater. J. 1989, 86, 507–514. [Google Scholar]
- Carette, G.; Bilodeau, A.; Chevrier, R.L.; Malhotra, V.M. Mechanical properties of concrete incorporating high volumes of fly ash from sources in the U.S. ACI Mater. J. 1993, 90, 535–544. [Google Scholar]
- Bilodeau, A.; Sivasundarm, V.; Painter, K.E.; Malholtra, V.M. Durability of concrete incorporating high volumes of fly ash from sources in U.S. ACI Mater. J. 1994, 91, 3–12. [Google Scholar]
- Bisaillon, A.; Rivest, M.; Malhotra, V.M. Performance of high-volume fly ash concrete in large experimental monoliths. ACI Mater. J. 1994, 91, 178–187. [Google Scholar]
- Hemalatha, T.; Ramaswamy, A. A review on fly ash characteristics—Towards promoting high volume utilization in developing sustainable concrete. J. Clean. Prod. 2017, 147, 546–559. [Google Scholar] [CrossRef]
- Glinicki, M.A.; Jóźwiak-Niedźwiedzka, D.; Gibas, K.; Dąbrowski, M. Influence of Blended Cements with Calcareous Fly Ash on Chloride Ion Migration and Carbonation Resistance of Concrete for Durable Structures. Materials 2016, 9, 18. [Google Scholar] [CrossRef] [PubMed]
- Taiwan Power Company, Ltd. Available online: http://www.taipower.com.tw (accessed on 18 April 2019).
- International ASTM. Annual Book of ASTM Standards; American Society for Testing and Materials: West Conshohocken, PA, USA, 2009. [Google Scholar]
- Hurt, R.H.; Gibbins, J.R. Residual carbon from pulverized coal fired boilers: 1. Size distribution and combustion reactivity. Fuel 1995, 74, 471–480. [Google Scholar] [CrossRef]
- Pedersen, K.H.; Jensen, A.D.; Kim, D.J. The effect of low-NOx combustion on residual carbon in fly ash and its adsorption capacity for air entrainment admixtures in concrete. Combust. Flame 2010, 157, 208–216. [Google Scholar] [CrossRef]
- Fly Ash for Concrete—Part 1: Definition, Specifications and Conformity Criteria; European Committee for Standardization: Brussels, Belgium, 2005.
- Japanese Industrial standard. Fly Ash for Use in Concrete (JIS A6201); Japanese Standards Association: Tokyo, Japan, 2015. [Google Scholar]
- Neville, A.M. Properties of Concrete, 5th ed.; Pearson Education Limited: Longman, UK, 2005. [Google Scholar]
- Pedersen, K.H.; Jensen, A.D.; Skjøth-Rasmussen, M.S.; Dam-Johansen, K. A review of the interference of carbon containing fly ash with air entrainment in concrete. Prog. Energy Combust. Sci. 2008, 34, 135–154. [Google Scholar] [CrossRef]
- Hill, R.L.; Sarkar, S.L.; Rathbone, R.F.; Hower, J.C. An examination of fly ash carbon and its interactions with air entraining agent. Cem. Concr. Res. 1997, 27, 193–204. [Google Scholar] [CrossRef]
- Freeman, E.; Gao, Y.M.; Hurt, R.; Suuberg, E. Interactions of carbon-containing fly ash with commercial air-entraining admixtures for concrete. Fuel 1997, 76, 761–765. [Google Scholar] [CrossRef]
- Hornain, H.; Miersman, F.; Marchand, J. Influence of residual carbon in fly ash on microstructure and strength development of mortars and concretes. In Proceedings of the Fourth CANMET/ACI International Conference on Fly Ash, Silica Fume, Slag and Natural Pozzolans in Concrete; Malhotra, V.M., Ed.; American Concrete Institute: Detroit, MI, USA, 1992; pp. 21–36. [Google Scholar]
- Payá, J.; Monzó, J.; Borrachero, M.V.; Perris, E.; Amahjour, F. Thermogravimetric methods for determining carbon content in fly ashes. Cem. Concr. Res. 1998, 28, 675–686. [Google Scholar] [CrossRef]
- ACI Committee 211. Standard Practice for Selecting Proportions for Normal, Heavyweight and Mass Concrete (ACI 211.1–91); American Concrete Institute: Farmington Hills, MI, USA, 1991. [Google Scholar]
- Siddique, R. Performance characteristics of high-volume Class F fly ash concrete. Cem. Concr. Res. 2004, 34, 487–493. [Google Scholar] [CrossRef]
Figure 1.
Compressive strength development of concrete with age (log scale) for different fly ash (FA1 or FA2) replacement ratios.
Figure 1.
Compressive strength development of concrete with age (log scale) for different fly ash (FA1 or FA2) replacement ratios.


Figure 2.
Ratio of compressive strength at different age with reference to 28 days for different fly ash replacement ratios.
Figure 2.
Ratio of compressive strength at different age with reference to 28 days for different fly ash replacement ratios.


Figure 3.
Ratio of compressive strength at different age with reference to 91 days for different fly ash replacement levels.
Figure 3.
Ratio of compressive strength at different age with reference to 91 days for different fly ash replacement levels.


Figure 4.
Development of modulus of elasticity of concrete with age (log scale) for different fly ash replacement levels.
Figure 4.
Development of modulus of elasticity of concrete with age (log scale) for different fly ash replacement levels.

Figure 5.
Development of modulus of rupture of concrete with age (log scale) for different fly ash replacement levels.
Figure 5.
Development of modulus of rupture of concrete with age (log scale) for different fly ash replacement levels.

Figure 6.
Development of drying shrinkage of concrete with age (log scale) for different fly ash replacement levels.
Figure 6.
Development of drying shrinkage of concrete with age (log scale) for different fly ash replacement levels.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition and physical properties of cement and fly ashes.
| Item | Cement | Fly Ash (FA) | |
|---|---|---|---|
| FA1 | FA2 | ||
| Chemical Composition | |||
| SiO2 (%) | 20.90 | 50.00 | 49.96 |
| Fe2O3 (%) | 3.21 | 6.98 | 7.88 |
| Al2O3 (%) | 5.65 | 28.41 | 22.99 |
| CaO (%) | 63.63 | 5.99 | 5.99 |
| MgO (%) | 2.52 | 1.39 | 2.03 |
| SO3 (%) | 2.16 | 0.47 | 0.68 |
| Alkali as Na2O (%) | 0.44 | 0.18 | 0.35 |
| Physical properties | |||
| Loss on ignition (%) | 0.92 | 4.62 | 7.78 |
| Density (specific gravity) | 3.15 | 2.31 | 2.30 |
| Fineness (wet sieve, >45 μm) (%) | − | 13.24 | 26.60 |
| Specific surface area (cm2/g) | 3440 | − | − |
Table 2.
Physical properties of aggregates.
| Type of Aggregate | Density (SSD a) (Specific Gravity) | Absorption (SSD a) (%) | Dry-rodded Density (kg/m3) | FM b |
|---|---|---|---|---|
| Coarse | 2.61 | 1.55 | 1470 | – |
| Fine | 2.69 | 0.90 | – | 2.62 |
a SSD = saturated surface dry condition. b FM = fineness modulus.
Table 3.
Mix proportions of concrete mixtures.
| Mixture No. | W/cm | Cement (kg/m3) | Fly Ash (kg/m3) | Water (kg/m3) | SP c (kg/m3) | Aggregate (kg/m3) | ||
|---|---|---|---|---|---|---|---|---|
| FA1 b | FA2 b | Fine | Coarse | |||||
| 28-day Target Compressive Strength of 20 ± 5 MPa (S20 series) | ||||||||
| S20 | 0.72 | 280 | 0 | 0 | 202 | 0.3 | 777 | 988 |
| S20F20-1 a | 0.66 | 225 | 55 | 0 | 185 | 0.5 | 790 | 1005 |
| S20F40-1 | 0.56 | 170 | 110 | 0 | 155 | 2.1 | 800 | 1040 |
| S20F50-1 | 0.45 | 140 | 140 | 0 | 125 | 3.0 | 820 | 1090 |
| S20F60-1 | 0.44 | 110 | 170 | 0 | 125 | 3.9 | 800 | 1105 |
| S20F80-1 | 0.27 | 110 | 450 | 0 | 150 | 3.7 | 420 | 1100 |
| 28-day Target Compressive Strength of 30 ± 5 MPa (S30 series) | ||||||||
| S30 | 0.60 | 340 | 0 | 0 | 203 | 0.4 | 737 | 977 |
| S30F20-1 | 0.55 | 270 | 70 | 0 | 190 | 0.8 | 745 | 985 |
| S30F40-1 | 0.48 | 205 | 135 | 0 | 165 | 1.7 | 750 | 1015 |
| S30F50-1 | 0.40 | 170 | 170 | 0 | 135 | 2.8 | 765 | 1060 |
| S30F60-1 | 0.36 | 135 | 205 | 0 | 125 | 3.3 | 755 | 1090 |
| S30F80-1 | 0.24 | 135 | 545 | 0 | 165 | 4.9 | 295 | 1060 |
| S30F20-2 | 0.55 | 270 | 0 | 70 | 190 | 1.5 | 745 | 985 |
| S30F40-2 | 0.48 | 205 | 0 | 135 | 165 | 2.7 | 750 | 1015 |
| S30F50-2 | 0.40 | 170 | 0 | 170 | 135 | 4.2 | 765 | 1060 |
| S30F60-2 | 0.36 | 135 | 0 | 205 | 125 | 5.0 | 755 | 1090 |
| S30F80-2 | 0.26 | 135 | 0 | 545 | 180 | 10.0 | 280 | 1040 |
a: S = 28-day target compressive strength (MPa); F = fly ash to cementitious materials (fly ash + cement) ratio (%). b: FA1, FA2 = fly ash with LOI of 5% and 8%. c: SP = superplasticizer.
Table 4.
Measured properties of fresh concrete mixtures.
| Mixture no. | Slump (mm) | Air Content (%) | Setting Time (h:min) | Unit Weight (kg/m3) | |
|---|---|---|---|---|---|
| Initial | Final | ||||
| 28-day Target Compressive Strength of 20 ± 5 MPa (S20 series) | |||||
| S20 | 160 | 2.5 | 5:20 | 7:30 | 2345 |
| S20F20-1 | 170 | 2.6 | 5:50 | 8:10 | 2360 |
| S20F40-1 | 180 | 2.2 | 8:15 | 11:30 | 2310 |
| S20F50-1 | 190 | 2.9 | 12:30 | 18:10 | 2285 |
| S20F60-1 | 210 | 2.5 | 13:45 | 24:55 | 2280 |
| S20F80-1 | 230 | 3.1 | 9:50 | 13:50 | 2270 |
| 28-day Target Compressive Strength of 30 ± 5 MPa (S30 series) | |||||
| S30 | 220 | 2.1 | 3:20 | 7:05 | 2330 |
| S30F20-1 | 210 | 2.7 | 5:30 | 7:50 | 2350 |
| S30F40-1 | 160 | 2.6 | 8:00 | 9:45 | 2355 |
| S30F50-1 | 240 | 3.3 | 9:45 | 12:50 | 2305 |
| S30F60-1 | 230 | 3.2 | 9:50 | 13:10 | 2320 |
| S30F80-1 | 260 | 3.4 | 10:50 | 15:10 | 2170 |
| S30F20-2 | 220 | 2.6 | 6:55 | 9:05 | 2340 |
| S30F40-2 | 220 | 2.9 | 7:05 | 9:40 | 2305 |
| S30F50-2 | 230 | 3.7 | 11:15 | 15:25 | 2240 |
| S30F60-2 | 220 | 3.5 | 12:15 | 17:25 | 2265 |
| S30F80-2 | 250 | 6.6 | 28:45 | 60:15 | 2015 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Chen, H.-J.; Shih, N.-H.; Wu, C.-H.; Lin, S.-K. Effects of the Loss on Ignition of Fly Ash on the Properties of High-Volume Fly Ash Concrete. Sustainability 2019, 11, 2704. https://0-doi-org.brum.beds.ac.uk/10.3390/su11092704
AMA Style
Chen H-J, Shih N-H, Wu C-H, Lin S-K. Effects of the Loss on Ignition of Fly Ash on the Properties of High-Volume Fly Ash Concrete. Sustainability. 2019; 11(9):2704. https://0-doi-org.brum.beds.ac.uk/10.3390/su11092704
Chicago/Turabian StyleChen, How-Ji, Neng-Hao Shih, Chung-Hao Wu, and Shu-Ken Lin. 2019. "Effects of the Loss on Ignition of Fly Ash on the Properties of High-Volume Fly Ash Concrete" Sustainability 11, no. 9: 2704. https://0-doi-org.brum.beds.ac.uk/10.3390/su11092704
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.