
Environmental, Economical and Technological Analysis of MQL-Assisted Machining of Al-Mg-Zr Alloy Using PCD Tool

 ,
,  , ,
, ,  , and
, and 
Abstract
:1. Introduction
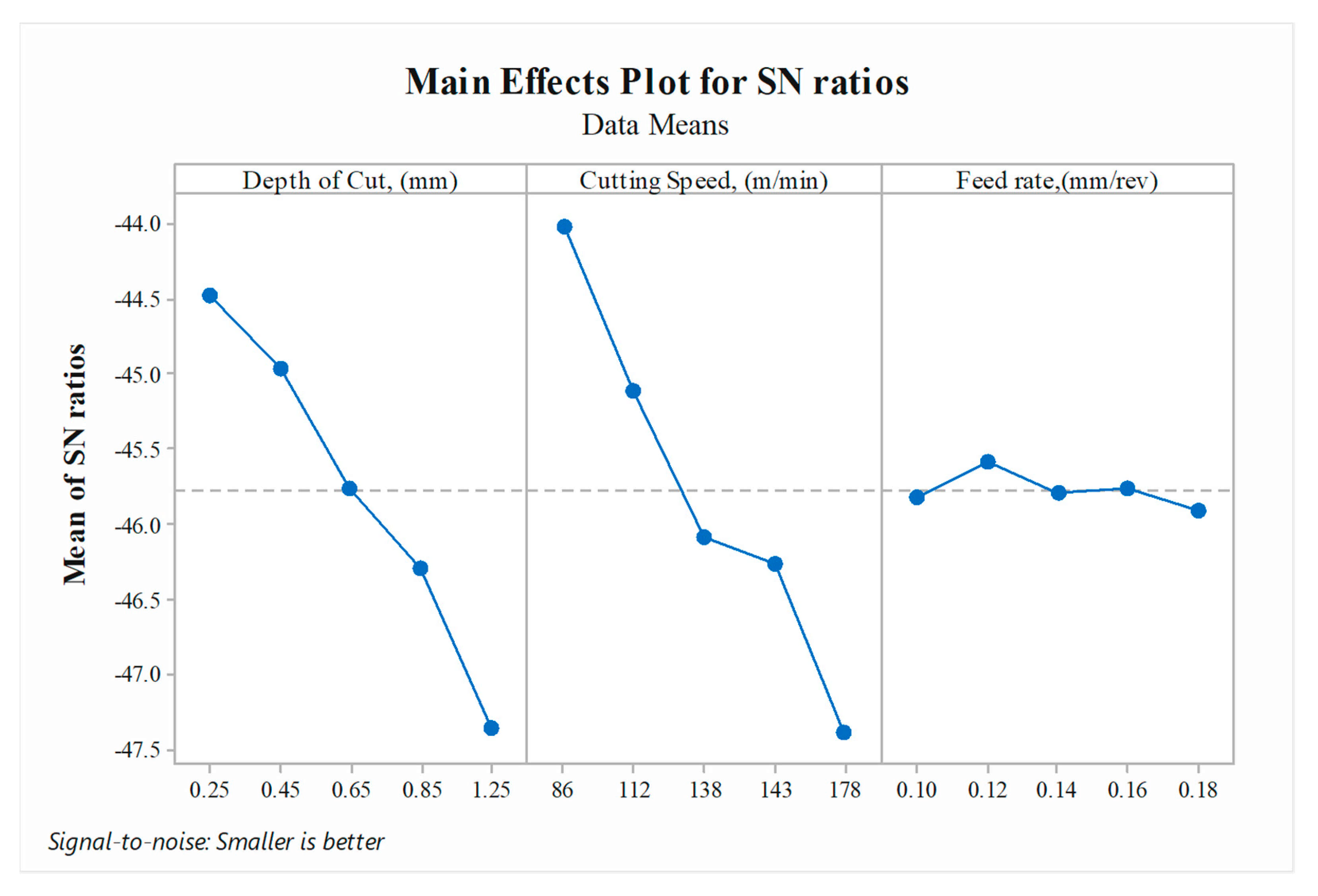
- To determine the influence of cutting parameters on sustainable responses, viz. surface roughness and cutting temperature using ANOVA and the main effect of plots using the PCD tool;
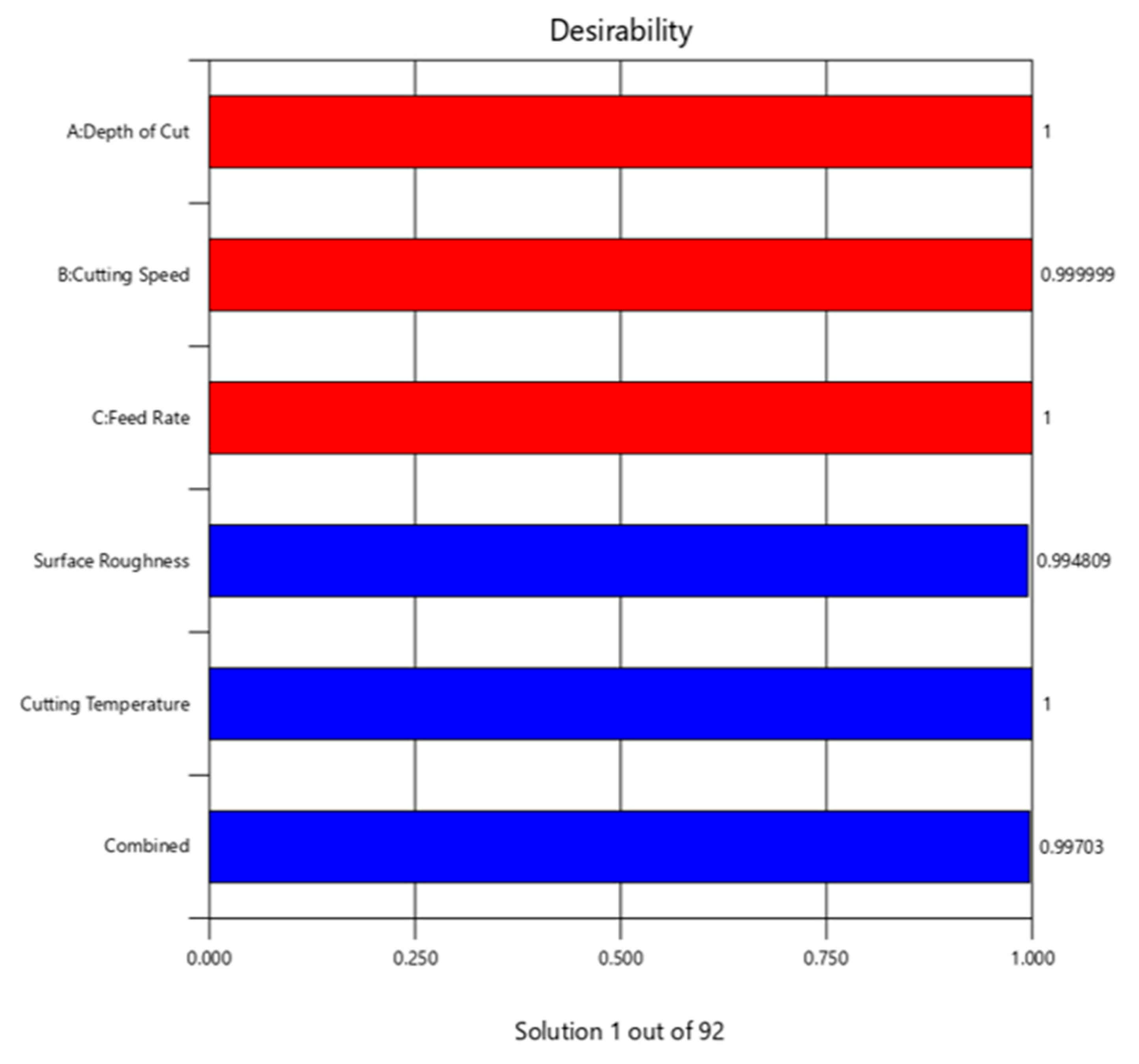
- To achieve optimal cutting parameters with the Taguchi method and multi-objective optimization with desirability function analysis (DFA);
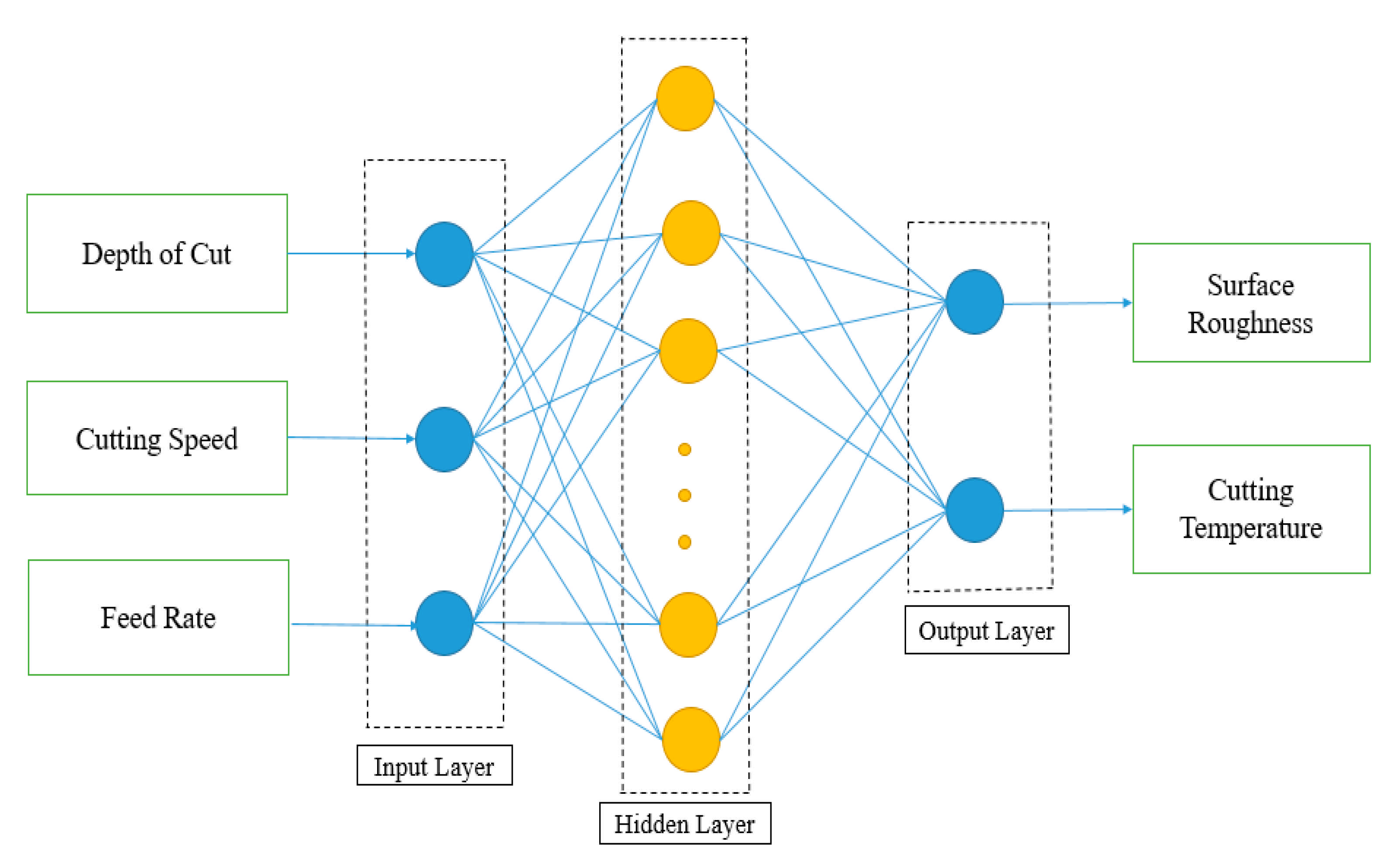
- To model cutting parameters with ANN and ANFIS;
- To analyze life cycle and sustainability aspects of MQL-assisted machining of Al-Mg-Zr alloy.
- Q1: Do cutting parameters significantly affect sustainable responses or not?
- Q2: Do the cutting parameters differ from optimal settings?
- Q3: Does a statistically significant interrelationship between parameters contribute to “sustainable machining”?
2. Materials and Methods
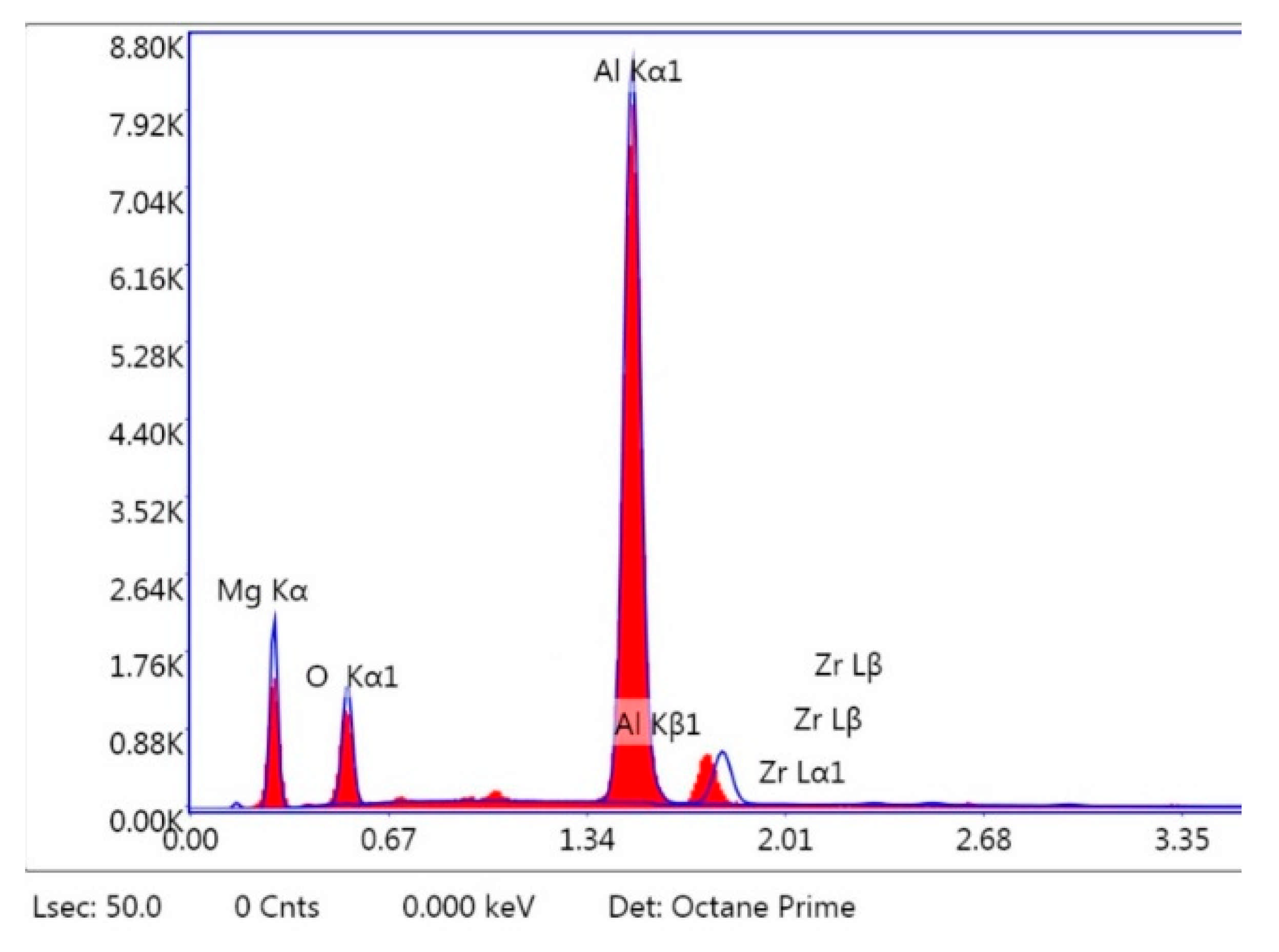
2.1. Workpiece Material and Dimensions
2.2. Cutting Inserts
2.3. Equipment and Instruments
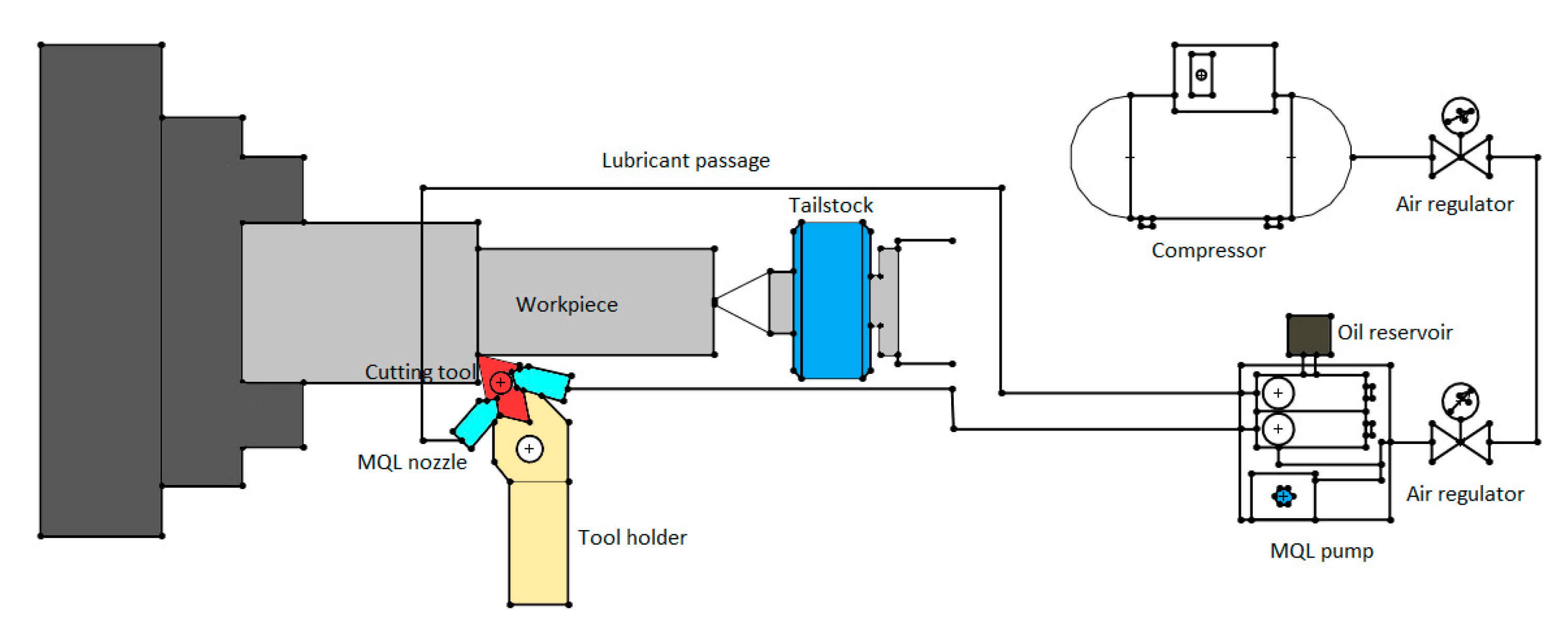
2.4. Experimental Setup and Design of Experimentation
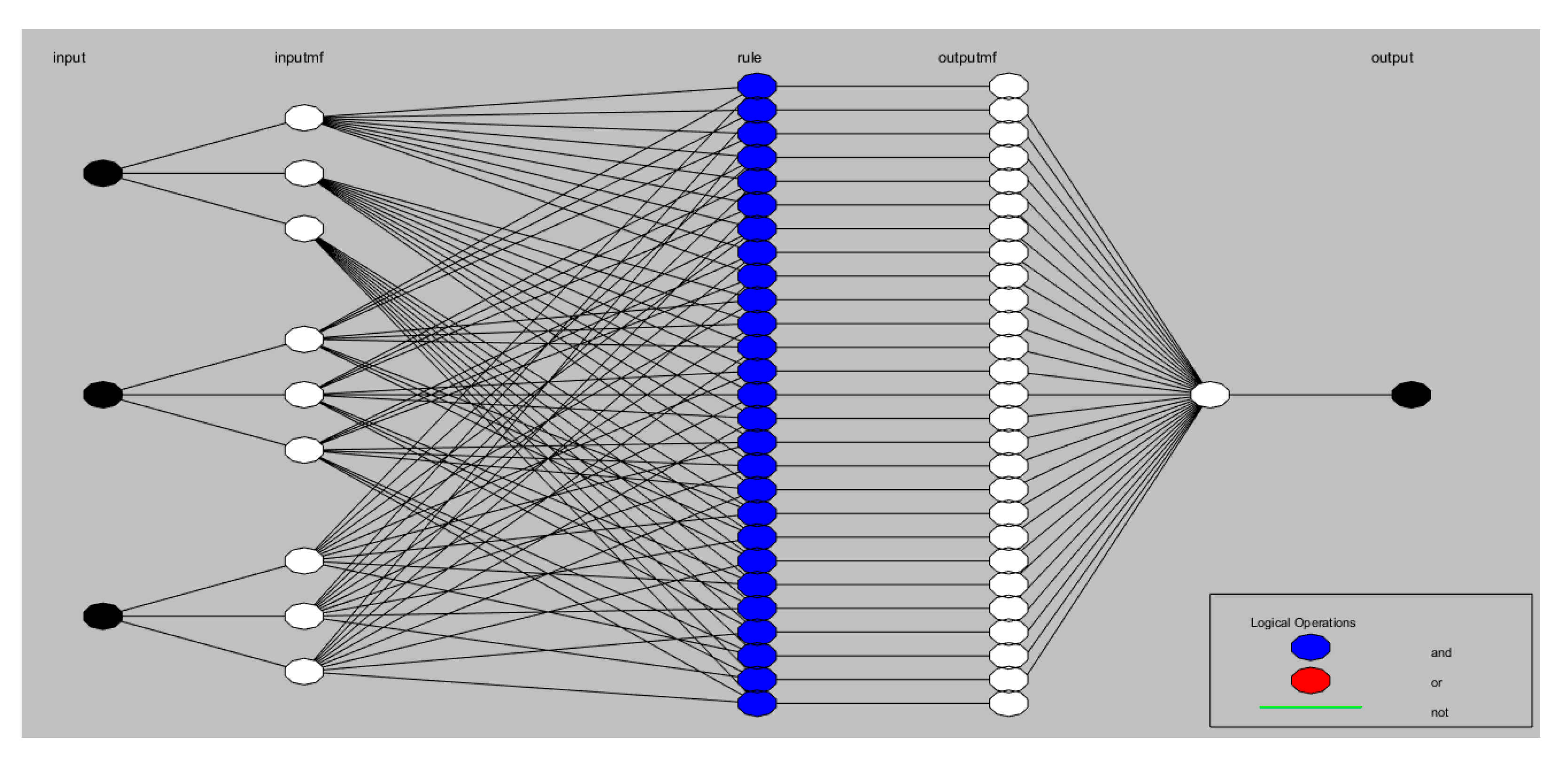
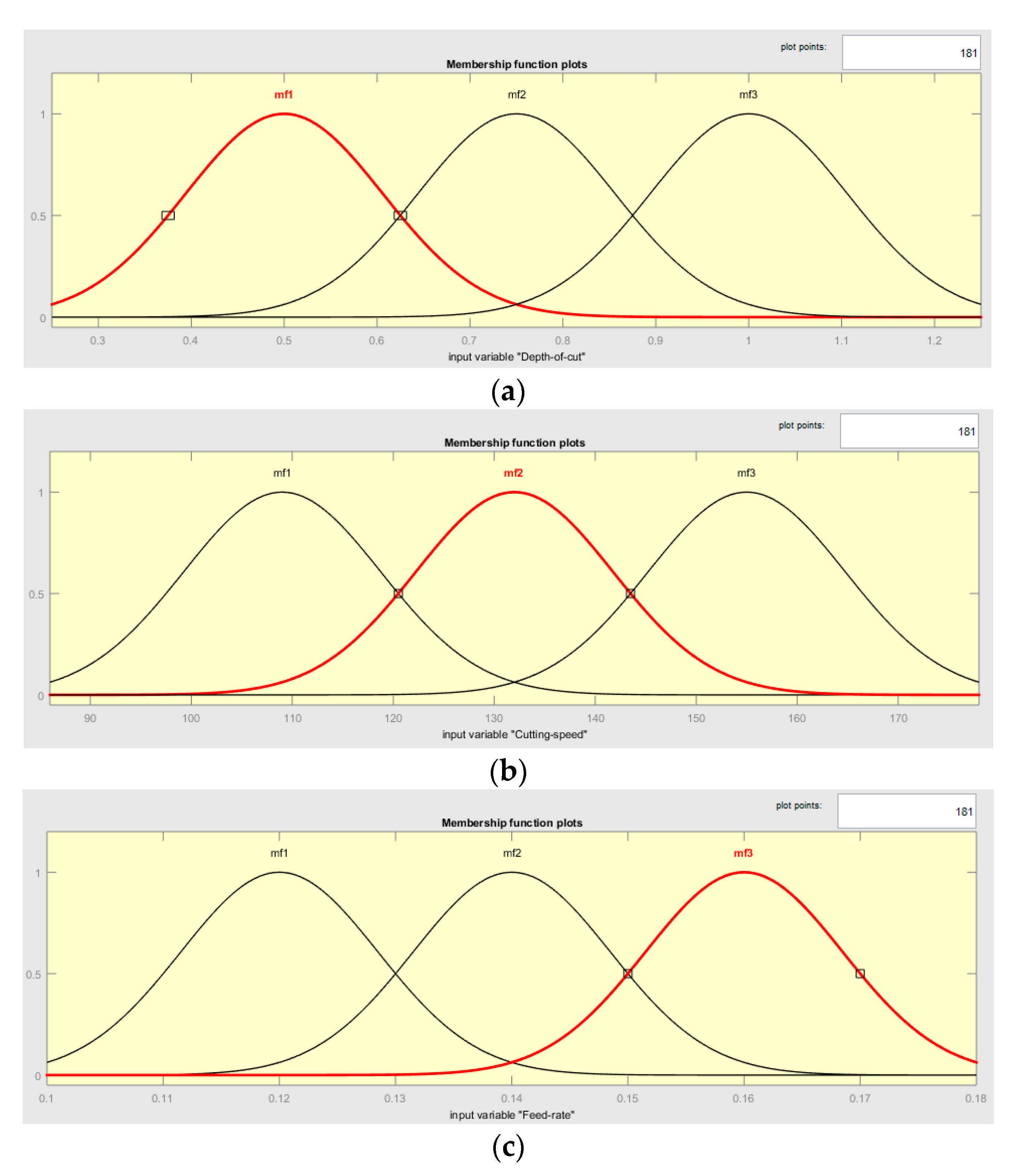
2.5. ANFIS and ANN Based Predictive Modelling
2.6. Data Collection for Sustainability Analysis
3. Results and Discussion
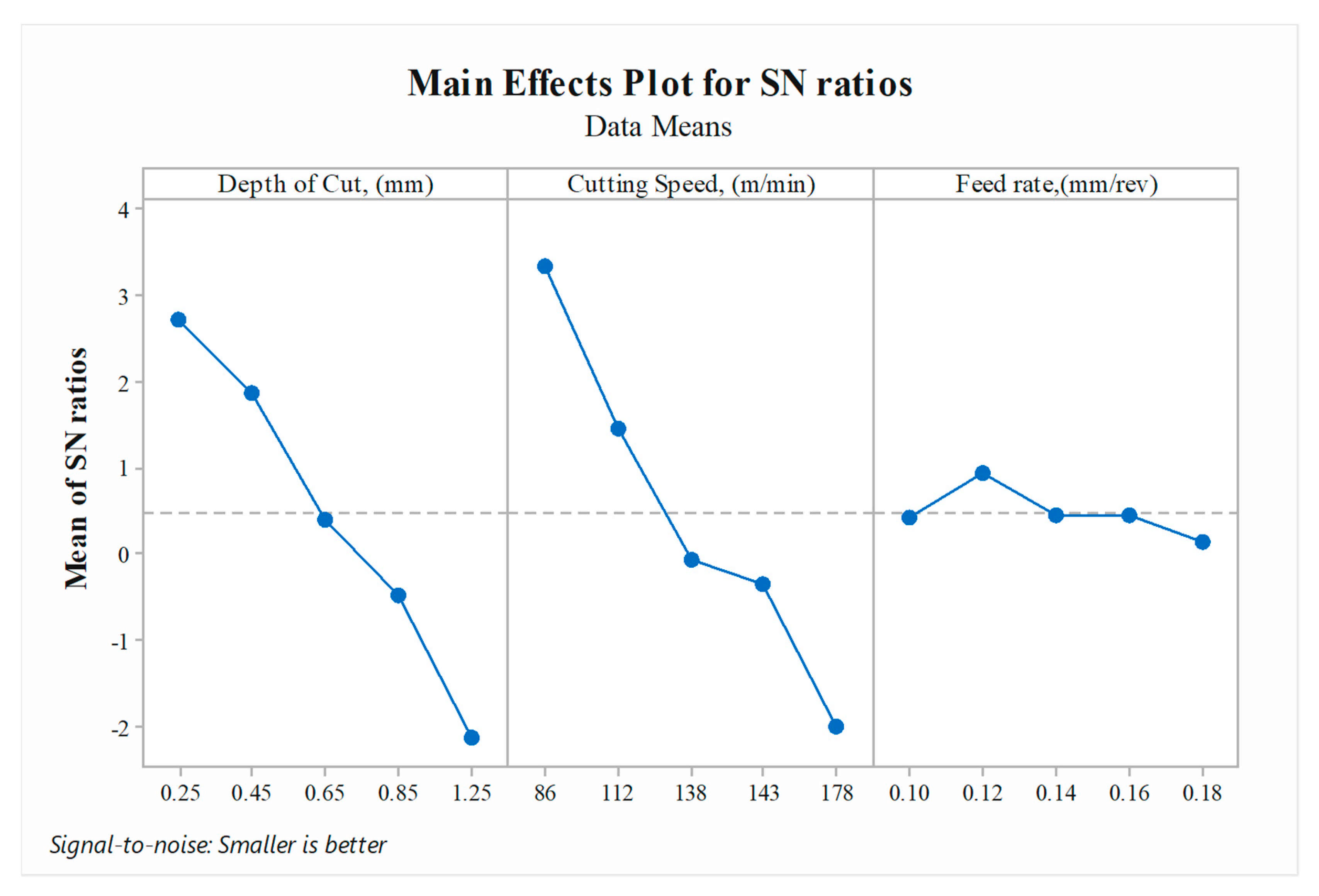
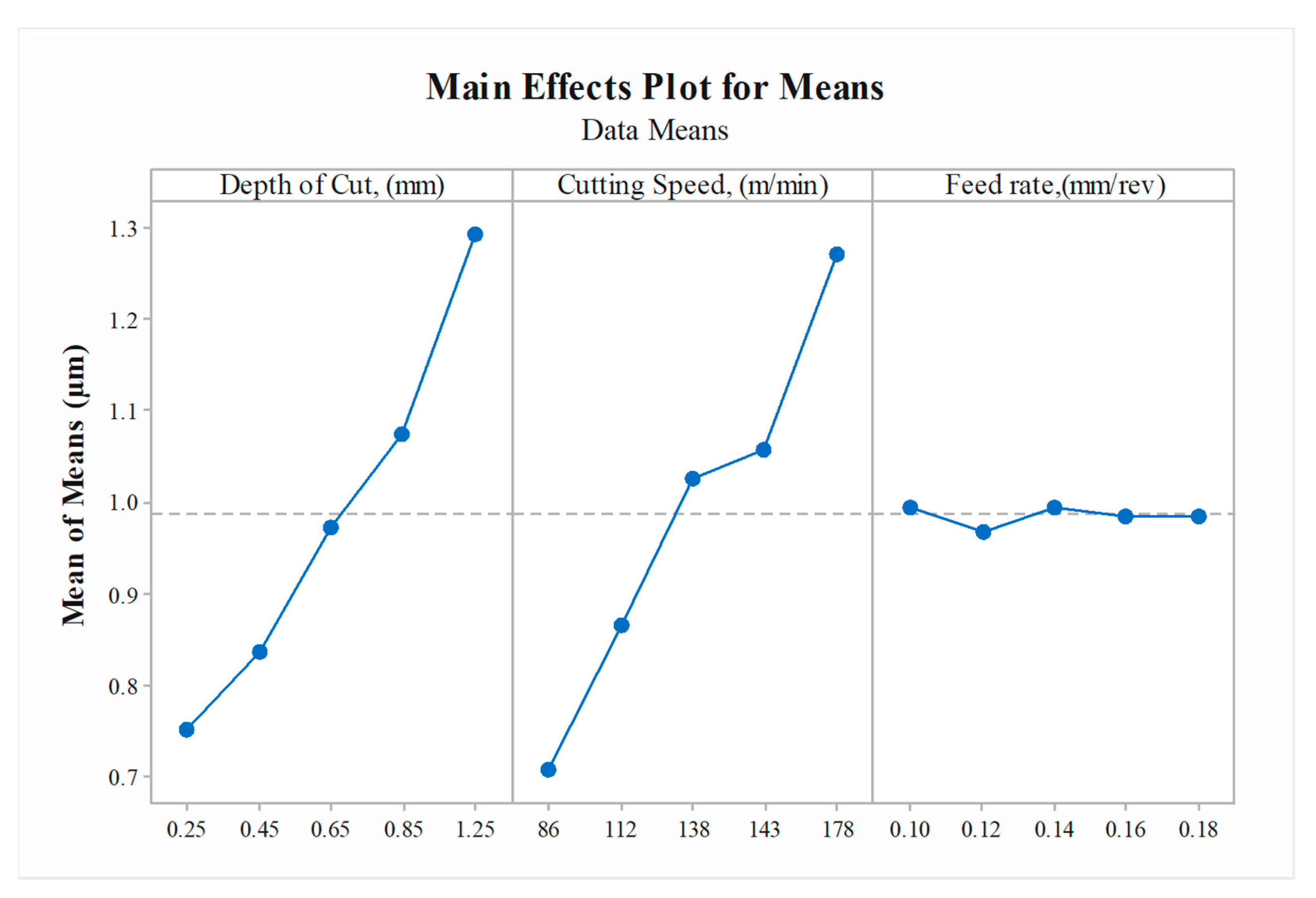
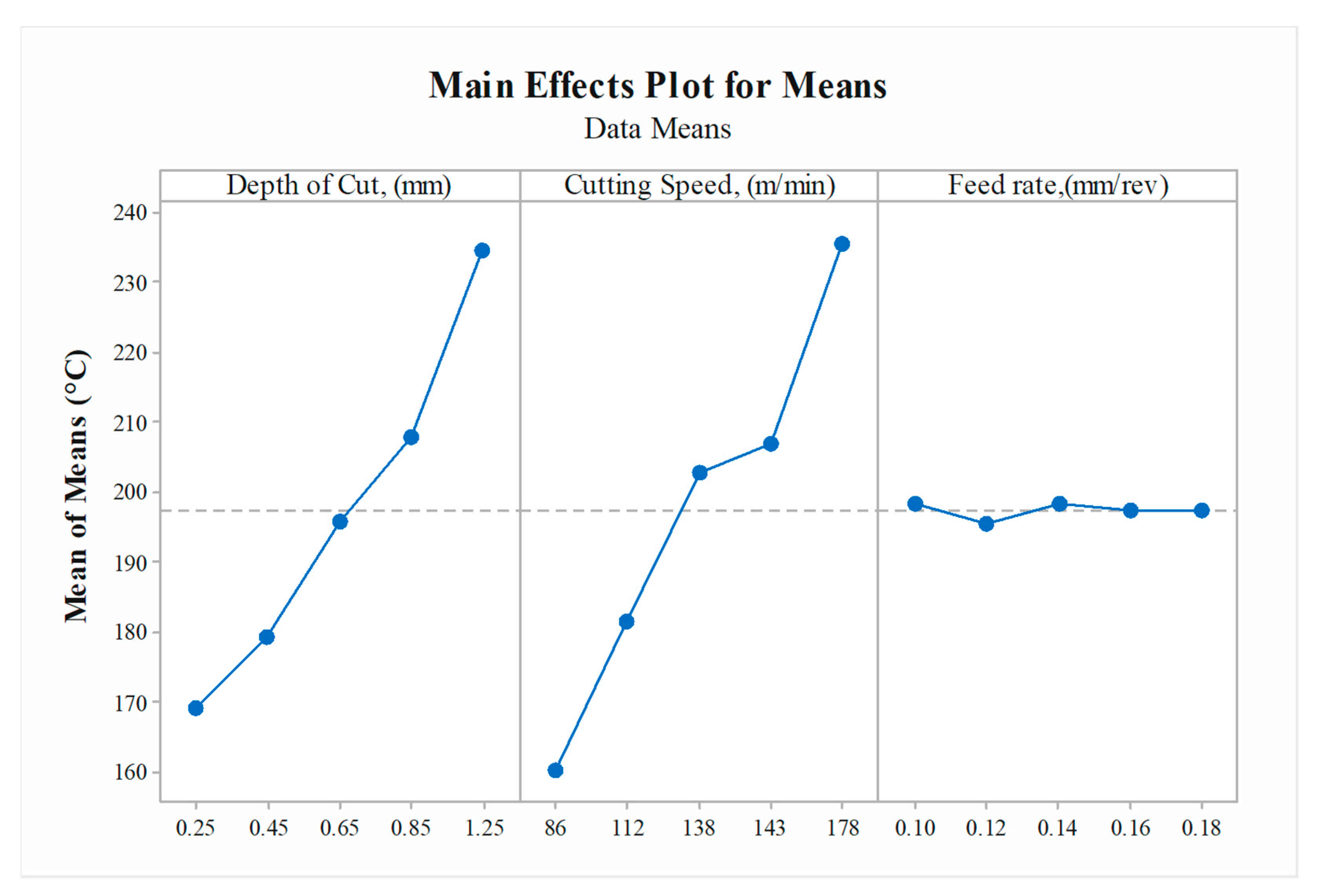
3.1. Effect of Process Paramters on Surface Roughness and Cutting Temprature
3.2. Analysis of Variance (ANOVA)
3.3. Optimization Using Desirability Function Analysis (DFA)
3.4. Proposed ANN Model
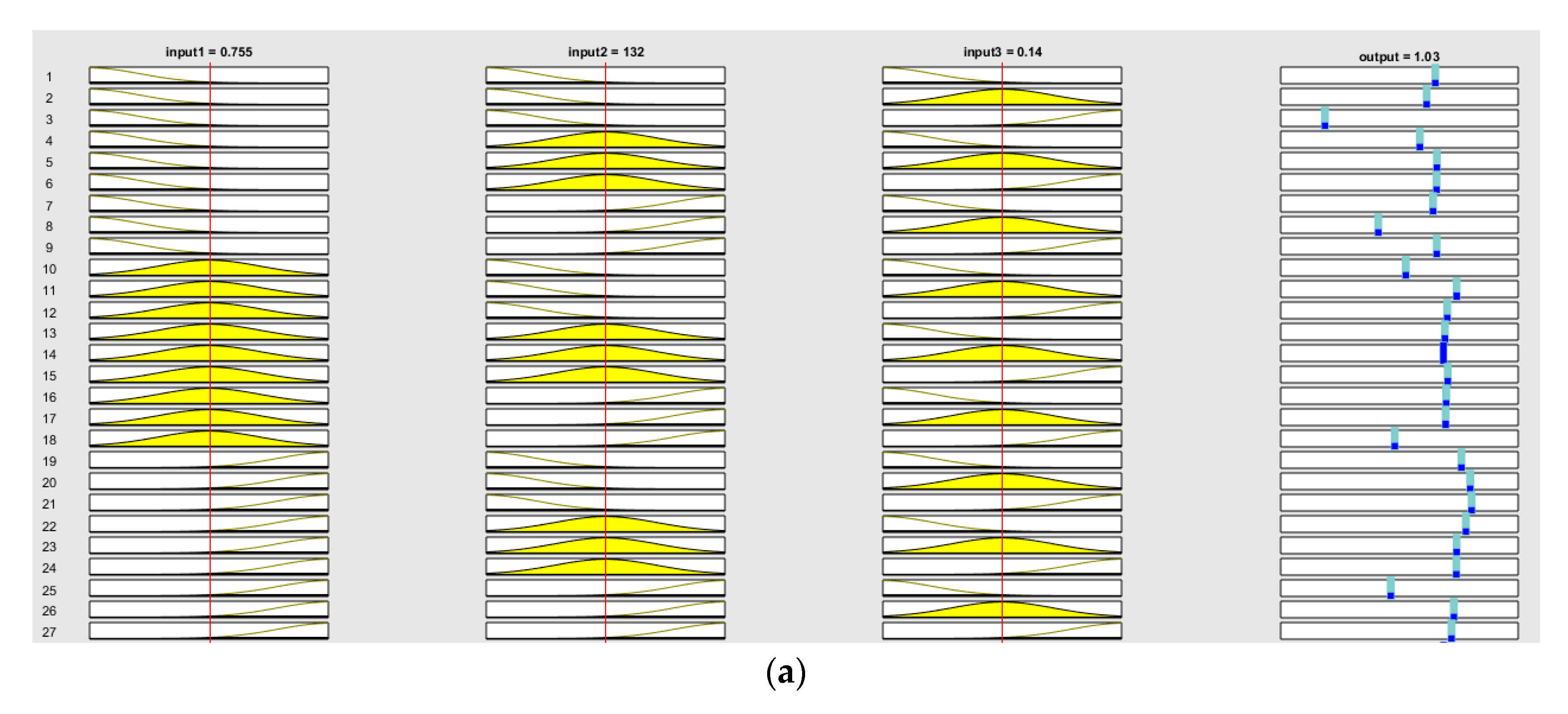
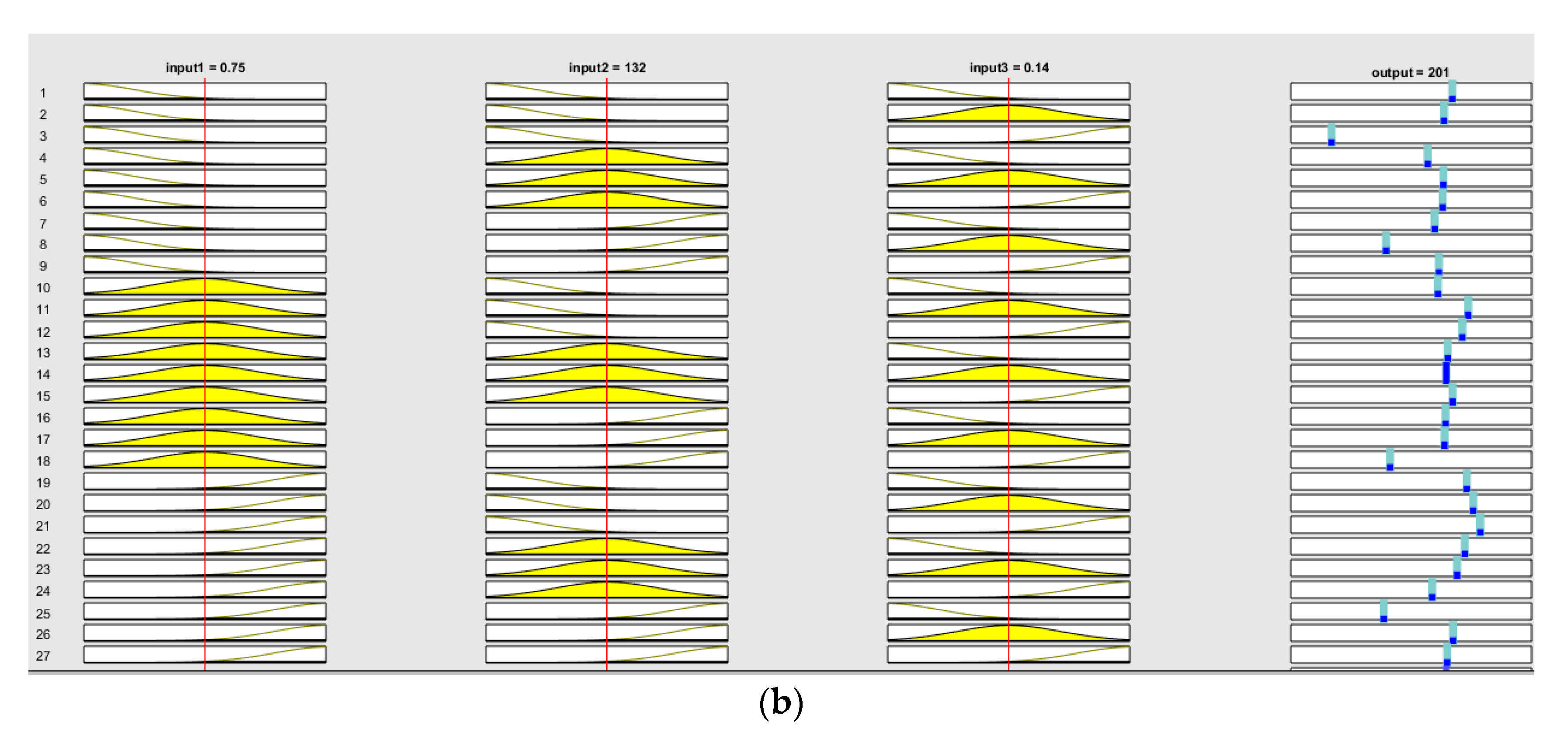
3.5. ANFIS Based Predictive Modeling
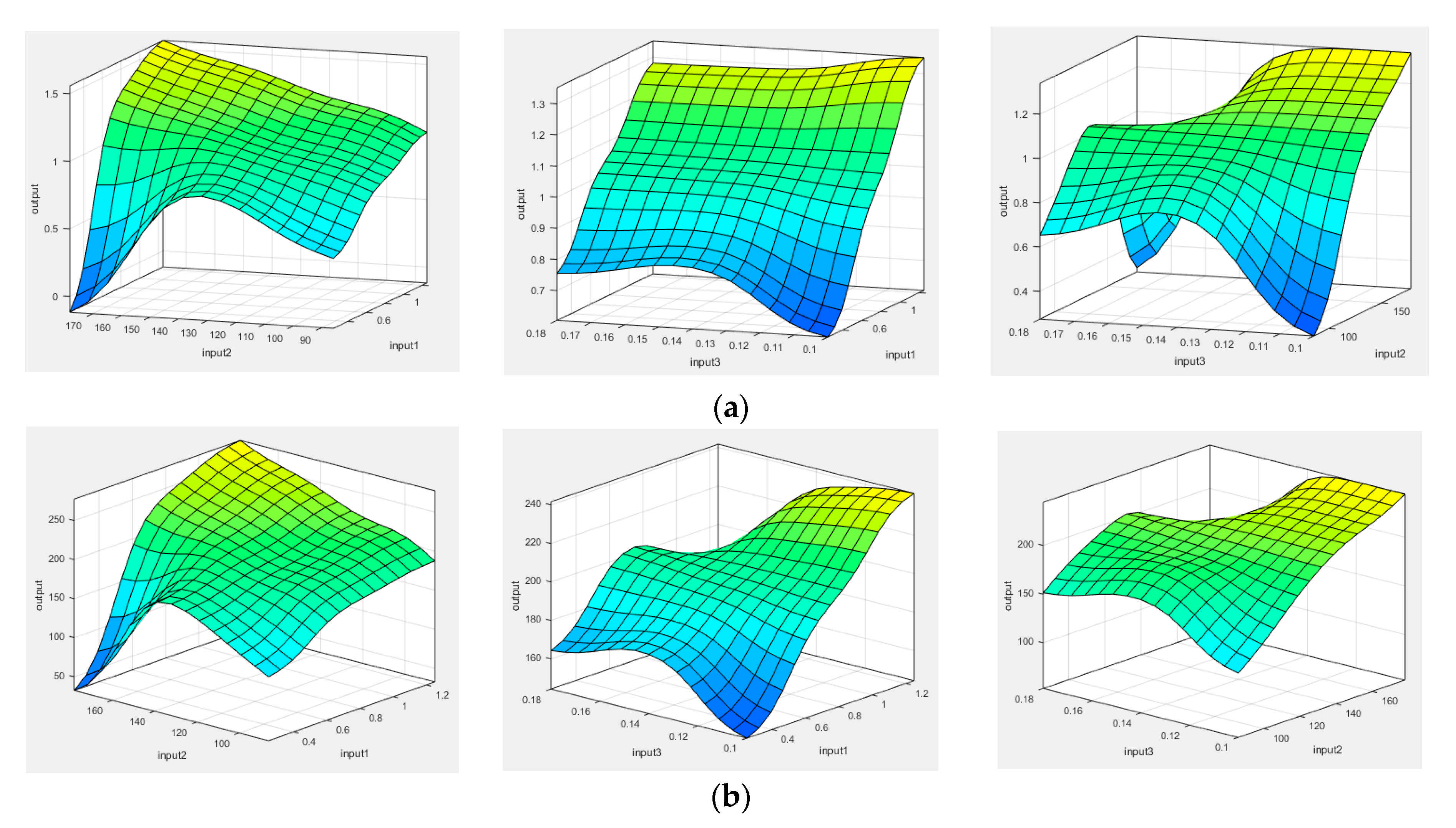
3.6. Three-Dimensional Surface Plots
4. Comparative Analysis
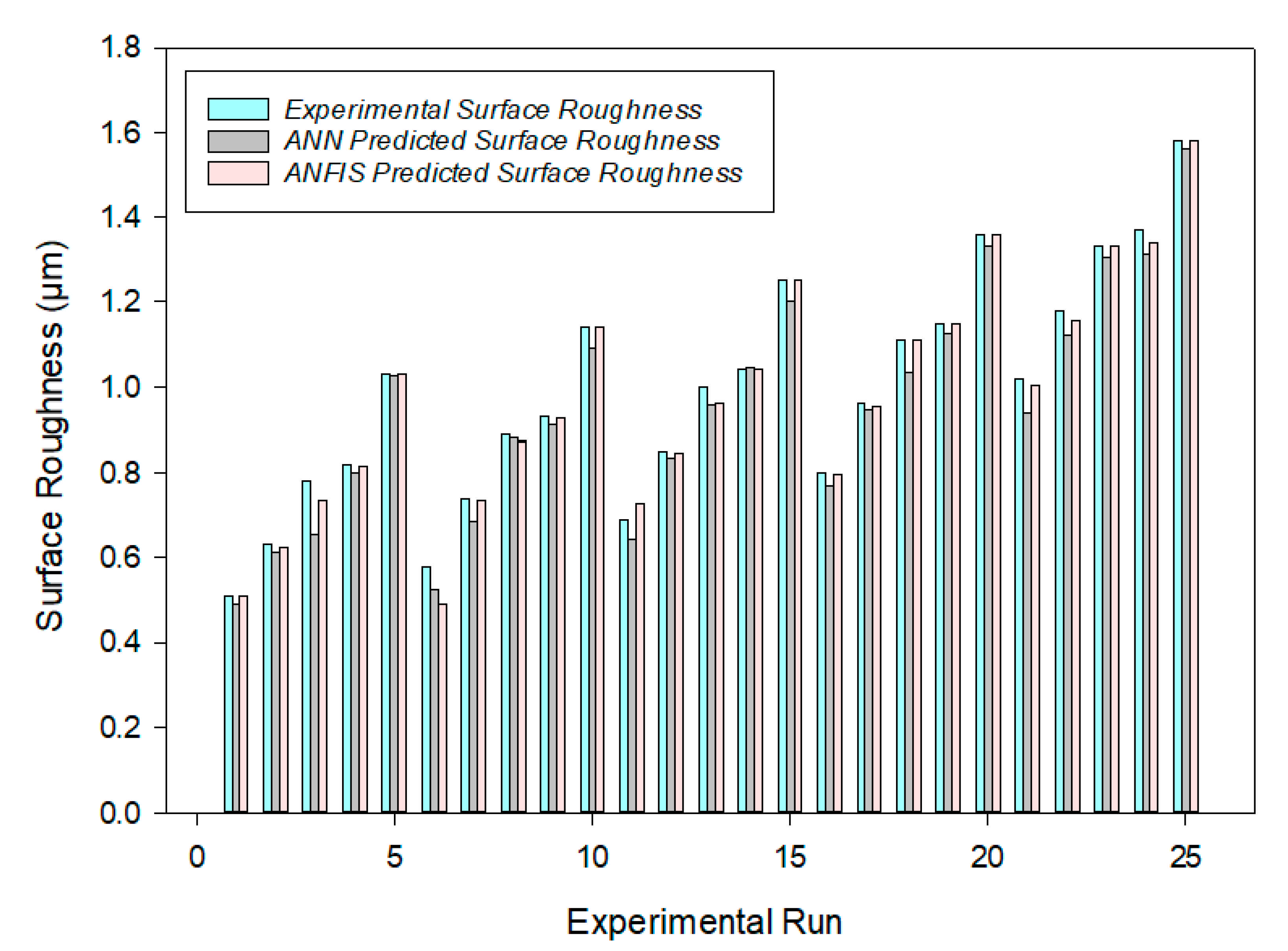
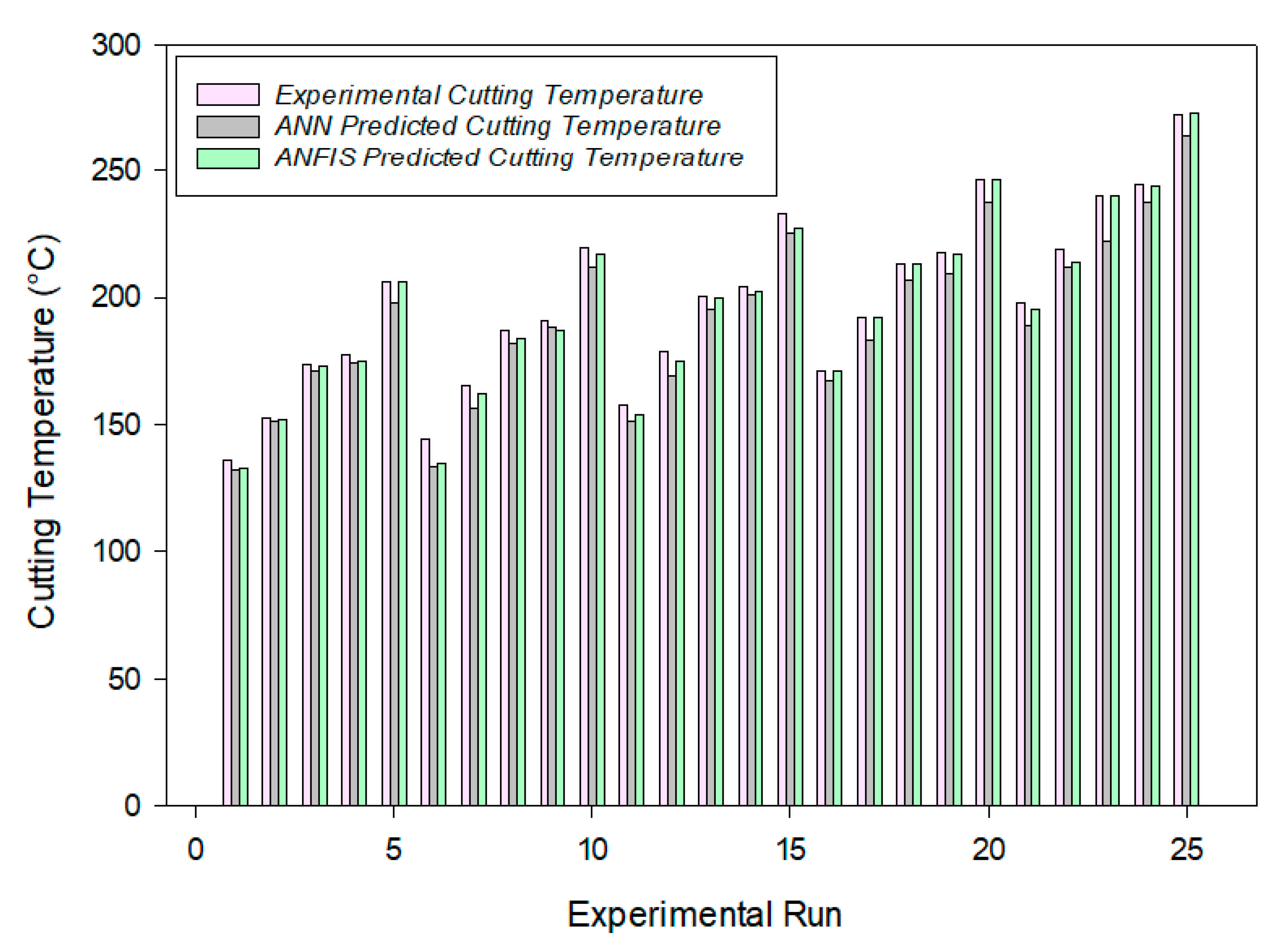
4.1. Comparison of Experimental Data with ANN and ANFIS Predicted Model
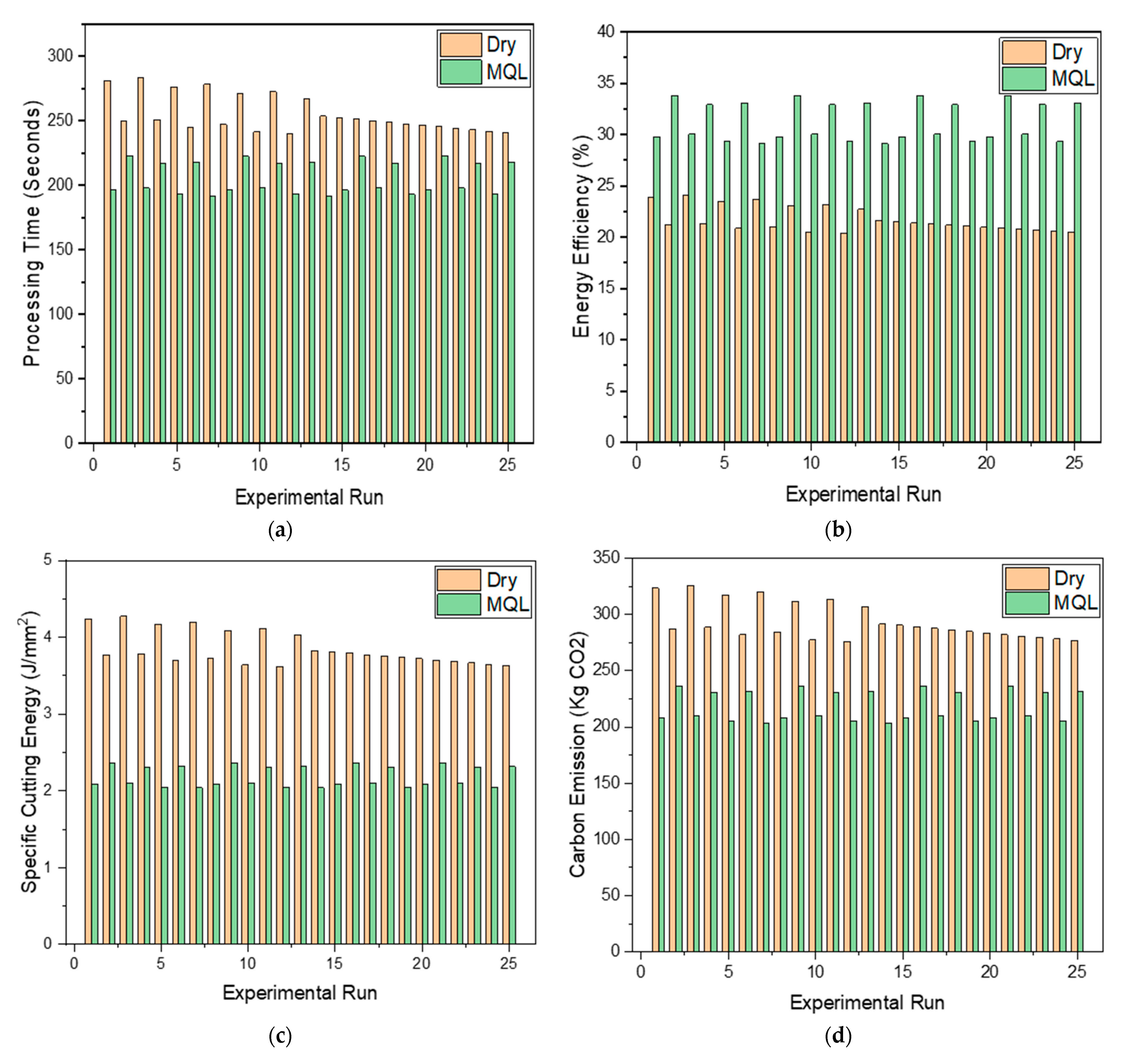
4.2. Life Cycle Assessment and Sustainability Analysis
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ezugwu, E.O. Improvements in the machining of aero-engine alloys using self-propelled rotary tooling technique. J. Mater. Process. Technol. 2007, 185, 60–71. [Google Scholar] [CrossRef]
- Verma, R.; Ghosh, A.K.; Kim, S.; Kim, C. Grain refinement and superplasticity in 5083 Al. Mater. Sci.Eng. A 1995, 191, 143–150. [Google Scholar] [CrossRef]
- Heath, P.J. Developments in applications of PCD tooling. J. Mater. Process. Technol. 2001, 116, 31–38. [Google Scholar] [CrossRef]
- Maeng, D.Y.; Lee, J.H.; Hong, S.I. The effect of transition elements on the superplastic behavior of Al–Mg alloys. Mater. Sci. Eng. A 2003, 357, 188–195. [Google Scholar] [CrossRef]
- Sarıkaya, M.; Güllü, A. Multi-response optimization of minimum quantity lubrication parameters using Taguchi-based grey relational analysis in turning of difficult-to-cut alloy Haynes 25. J. Clean. Prod. 2015, 91, 347–357. [Google Scholar] [CrossRef]
- Dhar, N.R.; Kamruzzaman, M. Cutting temperature, tool wear, surface roughness and dimensional deviation in turning AISI-4037 steel under cryogenic condition. Int. J. Mach. Tools Manuf. 2007, 47, 754–759. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Maruda, R.W.; Krolczyk, J.B.; Wojciechowski, S.; Mia, M.; Nieslony, P.; Budzik, G. Ecological trends in machining as a key factor in sustainable production—A review. J. Clean. Prod. 2019, 218, 601–615. [Google Scholar] [CrossRef]
- Sreejith, P.S.; Krishnamurthy, R.; Malhotra, S.K.; Narayanasamy, K. Evaluation of PCD tool performance during machining of carbon/phenolic ablative composites. J. Mater. Process. Technol. 2000, 104, 53–58. [Google Scholar] [CrossRef]
- Alagan, N.T.; Beno, T.; Wretland, A. Investigation of Modified Cutting Insert with Forced Coolant Application in Machining of Alloy 718. Procedia CIRP 2016, 42, 481–486. [Google Scholar] [CrossRef]
- Teti, R. Machining of Composite Materials. CIRP Ann. 2002, 51, 611–634. [Google Scholar] [CrossRef]
- Brun, M.K.; Lee, M.; Gorsler, F. Wear characteristics of various hard materials for machining sic-reinforced aluminum alloy. Wear 1985, 104, 21–29. [Google Scholar] [CrossRef]
- Weinert, K.; König, W. A Consideration of Tool Wear Mechanism when Machining Metal Matrix Composites (MMC). CIRP Ann. 1993, 42, 95–98. [Google Scholar] [CrossRef]
- Andrewes, C.J.E.; Feng, H.-Y.; Lau, W.M. Machining of an aluminum/SiC composite using diamond inserts. J. Mater. Process. Technol. 2000, 102, 25–29. [Google Scholar] [CrossRef]
- Dhar, N.R.; Kamruzzaman, M.; Ahmed, M. Effect of minimum quantity lubrication (MQL) on tool wear and surface roughness in turning AISI-4340 steel. J. Mater. Process. Technol. 2006, 172, 299–304. [Google Scholar] [CrossRef]
- Sivaiah, P.; Chakradhar, D. The Effectiveness of a Novel Cryogenic Cooling Approach on Turning Performance Characteristics During Machining of 17-4 PH Stainless Steel Material. Silicon 2019, 11, 25–38. [Google Scholar] [CrossRef]
- Kaynak, Y.; Gharibi, A. Progressive Tool Wear in Cryogenic Machining: The Effect of Liquid Nitrogen and Carbon Dioxide. J. Manuf. Mater. Process. 2018, 2, 31. [Google Scholar] [CrossRef] [Green Version]
- Rabiei, F.; Rahimi, A.R.; Hadad, M.J.; Ashrafijou, M. Performance improvement of minimum quantity lubrication (MQL) technique in surface grinding by modeling and optimization. J. Clean. Prod. 2015, 86, 447–460. [Google Scholar] [CrossRef]
- Park, K.-H.; Ewald, B.; Kwon, P.Y. Effect of Nano-Enhanced Lubricant in Minimum Quantity Lubrication Balling Milling. J. Tribol. 2011, 133. [Google Scholar] [CrossRef]
- Alok, A.; Das, M. Multi-objective optimization of cutting parameters during sustainable dry hard turning of AISI 52100 steel with newly develop HSN2-coated carbide insert. Measurement 2019, 133, 288–302. [Google Scholar] [CrossRef]
- Shihab, S.K.; Khan, Z.A.; Mohammad, A.; Siddiqueed, A.N. RSM based study of cutting temperature during hard turning with multilayer coated carbide insert. Procedia Mater. Sci. 2014, 6, 1233–1242. [Google Scholar] [CrossRef] [Green Version]
- Shastri, A.; Nargundkar, A.; Kulkarni, A.J.; Benedicenti, L. Optimization of process parameters for turning of titanium alloy (Grade II) in MQL environment using multi-CI algorithm. SN Appl. Sci. 2021, 3, 226. [Google Scholar] [CrossRef]
- Karim, M.R.; Shawon, S.H.; Morshed, S.M.; Hasan, A.; Tariq, J.B. Investigation of Surface Roughness in MQL Aided Turning of Al/Cu/Zr Alloy Using PCD Tool; Springer: Singapore, 2020; p. 207. [Google Scholar]
- Karim, M.R.; Siddique, R.A.; Dilwar, F. Study of Surface Roughness and MRR in Turning of SiC Reinforced Al Alloy Composite Using Taguchi Design Method, ANN and PCA Approach under MQL Cutting Condition. Adv. Mater. Res. 2020, 1158, 115–131. [Google Scholar] [CrossRef]
- Hadad, M.; Sadeghi, B. Minimum quantity lubrication-MQL turning of AISI 4140 steel alloy. J. Clean. Prod. 2013, 54, 332–343. [Google Scholar] [CrossRef]
- Thakur, A.; Manna, A.; Samir, S. Multi-Response Optimization of Turning Parameters during Machining of EN-24 Steel with SiC Nanofluids Based Minimum Quantity Lubrication. Silicon 2020, 12, 71–85. [Google Scholar] [CrossRef]
- Lin, C.L. Use of the Taguchi Method and Grey Relational Analysis to Optimize Turning Operations with Multiple Performance Characteristics. Mater. Manuf. Process. 2004, 19, 209–220. [Google Scholar] [CrossRef]
- Varol, T.; Canakci, A.; Ozsahin, S. Artificial neural network modeling to effect of reinforcement properties on the physical and mechanical properties of Al2024–B4C composites produced by powder metallurgy. Compos. Part B Eng. 2013, 54, 224–233. [Google Scholar] [CrossRef]
- Bachy, B.; Franke, J. Modeling and optimization of laser direct structuring process using artificial neural network and response surface methodology. Int. J. Ind. Eng. Comput. 2015, 6, 553–564. [Google Scholar] [CrossRef]
- Das, B.; Roy, S.; Rai, R.N.; Saha, S.C. Studies on Effect of Cutting Parameters on Surface Roughness of Al-Cu-TiC MMCs: An Artificial Neural Network Approach. Procedia Comput. Sci. 2015, 45, 745–752. [Google Scholar] [CrossRef] [Green Version]
- Davim, J.P.; Gaitonde, V.N.; Karnik, S.R. Investigations into the effect of cutting conditions on surface roughness in turning of free machining steel by ANN models. J. Mater. Process. Technol. 2008, 205, 16–23. [Google Scholar] [CrossRef]
- Pandiyan, V.; Caesarendra, W.; Tjahjowidodo, T.; Praveen, G. Predictive Modelling and Analysis of Process Parameters on Material Removal Characteristics in Abrasive Belt Grinding Process. Appl. Sci. 2017, 7, 363. [Google Scholar] [CrossRef]
- Reddy, B.S.; Kumar, J.S.; Reddy, K.V.K. Prediction of surface roughness in turning using adaptive neuro-fuzzy inference system. Jordan J. Mech. Ind. Eng. 2009, 3, 252–259. [Google Scholar]
- Karim, M.; Dilwar, F.; Siddique, R. Predictive Modeling of Surface Roughness in MQL assisted Turning of SiC-Al Alloy Composites using Artificial Neural Network and Adaptive Neuro Fuzzy Inference System. J. Adv. Res. Manuf. Mater. Sci. Metall. Eng. 2019, 5, 12–28. [Google Scholar]
- Kumar, R.; Bilga, P.S.; Singh, S. An Investigation of Energy Efficiency in Finish Turning of EN 353 Alloy Steel. Procedia CIRP 2021, 98, 654–659. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, S.; Bilga, P.S.; Jatin, K.; Singh, J.; Singh, S.; Scutaru, M.-L.; Pruncu, C.I. Revealing the benefits of entropy weights method for multi-objective optimization in machining operations: A critical review. J. Mater. Res. Technol. 2021, 10, 1471–1492. [Google Scholar] [CrossRef]
- Kishawy, H.A.; Hegab, H.; Deiab, I.; Eltaggaz, A. Sustainability Assessment during Machining Ti-6Al-4V with Nano-Additives-Based Minimum Quantity Lubrication. J. Manuf. Mater. Process. 2019, 3, 61. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.Y.; Li, C.; Fang, X.Y.; Guo, Y.B. Cumulative energy demand and environmental impact in sustainable machining of inconel superalloy. J. Clean. Prod. 2018, 181, 329–336. [Google Scholar] [CrossRef]
- Frischknecht, R.; Wyss, F.; Knöpfel, S.B.; Lützkendorf, T.; Balouktsi, M. Cumulative energy demand in LCA: The energy harvested approach. Int. J. Life Cycle Assess. 2015, 20, 957–969. [Google Scholar] [CrossRef]
- Ic, Y.T.; Güler, E.S.; Cabbaroğlu, C.; Yüksel, E.D.; Sağlam, H.M. Optimisation of cutting parameters for minimizing carbon emission and maximising cutting quality in turning process. Int. J. Prod. Res. 2018, 56, 4035–4055. [Google Scholar] [CrossRef]
- Branker, K.; Adams, D.; Jeswiet, J. Initial analysis of cost, energy and carbon dioxide emissions in single point incremental forming—Producing an aluminium hat. Int. J. Sustain. Eng. 2012, 5, 188–198. [Google Scholar] [CrossRef]
- Jamil, M.; Khan, A.M.; He, N.; Li, L.; Iqbal, A.; Mia, M. Evaluation of machinability and economic performance in cryogenic-assisted hard turning of α-β titanium: A step towards sustainable manufacturing. Mach. Sci. Technol. 2019, 23, 1022–1046. [Google Scholar] [CrossRef]
- Santos, M.C.; Machado, A.R.; Barrozo, M.A. Temperature in machining of aluminum alloys. In Temperature Sensing; Books on Demand: Norderstedt, Germany, 2018; p. 71. [Google Scholar] [CrossRef] [Green Version]
- Bilga, P.S.; Singh, S.; Kumar, R. Optimization of energy consumption response parameters for turning operation using Taguchi method. J. Clean. Prod. 2016, 137, 1406–1417. [Google Scholar] [CrossRef]
- Padilla-Atondo, J.M.; Limon-Romero, J.; Perez-Sanchez, A.; Tlapa, D.; Baez-Lopez, Y.; Puente, C.; Ontiveros, S. The Impact of Hydrogen on a Stationary Gasoline-Based Engine through Multi-Response Optimization: A Desirability Function Approach. Sustainability 2021, 13, 1385. [Google Scholar] [CrossRef]
- Jeswiet, J.; Kara, S. Carbon emissions and CES™ in manufacturing. CIRP Ann. 2008, 57, 17–20. [Google Scholar] [CrossRef]
- Khan, A.M.; Anwar, S.; Jamil, M.; Nasr, M.M.; Gupta, M.K.; Saleh, M.; Ahmad, S.; Mia, M. Energy, Environmental, Economic, and Technological Analysis of Al-GnP Nanofluid- and Cryogenic LN2-Assisted Sustainable Machining of Ti-6Al-4V Alloy. Metals 2021, 11, 88. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, S.; Sidhu, A.S.; Pruncu, C.I. Bibliometric Analysis of Specific Energy Consumption (SEC) in Machining Operations: A Sustainable Response. Sustainability 2021, 13, 5617. [Google Scholar] [CrossRef]
- Kumar, R.; Bilga, P.S.; Singh, S. Optimization of Active Cutting Power Consumption by Taguchi Method for Rough Turning of Alloy Steel. Int. J. Metall. Alloys 2020, 6, 37–45. Available online: http://materials.journalspub.info/index.php?journal=IJM&page=article&op=view&path%5B%5D=632 (accessed on 1 December 2020).
- Kumar, R.; Bilga, P.S.; Singh, S. Optimization and Modeling of Active Power Consumption for Turning Operations. In Proceedings of the ISME 19th Conference on Advances in Mechanical Engineering (Mechanical Systems and Sustainability), Jalandhar, Punjab, India, 20–22 December 2018; Dr. B. R. Ambedkar National Institute of Technology Jalandhar: Punjab, India; pp. 1–16. [Google Scholar]
- Kumar, R.; Bilga, P.S.; Singh, S. Multi objective optimization using different methods of assigning weights to energy consumption responses, surface roughness and material removal rate during rough turning operation. J. Clean. Prod. 2017, 164, 45–57. [Google Scholar] [CrossRef]
- Khan, A.M.; Liang, L.; Mia, M.; Gupta, M.K.; Wei, Z.; Jamil, M.; Ning, H. Development of process performance simulator (PPS) and parametric optimization for sustainable machining considering carbon emission, cost and energy aspects. Renew. Sustain. Energy Rev. 2021, 139, 110738. [Google Scholar] [CrossRef]
- Chandel, R.S.; Kumar, R.; Kapoor, J. Sustainability aspects of machining operations: A summary of concepts. Mater. Today Proc. 2021. [Google Scholar] [CrossRef]
- Gupta, M.K.; Song, Q.; Liu, Z.; Sarikaya, M.; Jamil, M.; Mia, M.; Kushvaha, V.; Singla, A.K.; Li, Z. Ecological, economical and technological perspectives based sustainability assessment in hybrid-cooling assisted machining of Ti-6Al-4 V alloy. Sustain. Mater. Technol. 2020, 26, e00218. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Weight % | Atomic % |
|---|---|---|
| Mg | 34.81 | 51.67 |
| O | 11.34 | 12.63 |
| Al | 52.18 | 34.47 |
| Zr | 1.67 | 1.22 |
| Variable 1 | Variable 2 | Variable 3 | Response 1 | Response 2 | |
|---|---|---|---|---|---|
| Run | t: Depth of Cut (mm) | Vc: Cutting Speed (m/min) | S0: Feed Rate (mm/rev.) | Ra: Surface Roughness (µm) | θ: Cutting Temperature (°C) |
| 1 | 0.25 | 86 | 0.1 | 0.508 | 135.79 |
| 2 | 0.25 | 112 | 0.12 | 0.625 | 152.24 |
| 3 | 0.25 | 138 | 0.14 | 0.784 | 173.45 |
| 4 | 0.25 | 143 | 0.16 | 0.815 | 177.53 |
| 5 | 0.25 | 178 | 0.18 | 1.030 | 206.09 |
| 6 | 0.45 | 86 | 0.12 | 0.49 | 134.66 |
| 7 | 0.45 | 112 | 0.14 | 0.735 | 165.50 |
| 8 | 0.45 | 138 | 0.16 | 0.894 | 186.77 |
| 9 | 0.45 | 143 | 0.18 | 0.925 | 190.85 |
| 10 | 0.45 | 178 | 0.1 | 1.140 | 219.41 |
| 11 | 0.65 | 86 | 0.14 | 0.728 | 162.43 |
| 12 | 0.65 | 112 | 0.16 | 0.845 | 178.88 |
| 13 | 0.65 | 138 | 0.18 | 1.004 | 200.09 |
| 14 | 0.65 | 143 | 0.1 | 1.035 | 204.17 |
| 15 | 0.65 | 178 | 0.12 | 1.250 | 232.73 |
| 16 | 0.85 | 86 | 0.16 | 0.795 | 170.98 |
| 17 | 0.85 | 112 | 0.18 | 0.955 | 192.20 |
| 18 | 0.85 | 138 | 0.1 | 1.114 | 213.41 |
| 19 | 0.85 | 143 | 0.12 | 1.145 | 217.49 |
| 20 | 0.85 | 178 | 0.14 | 1.360 | 246.05 |
| 21 | 1.25 | 86 | 0.18 | 1.015 | 197.62 |
| 22 | 1.25 | 112 | 0.1 | 1.175 | 218.84 |
| 23 | 1.25 | 138 | 0.12 | 1.334 | 240.05 |
| 24 | 1.25 | 143 | 0.14 | 1.365 | 244.13 |
| 25 | 1.25 | 178 | 0.16 | 1.580 | 272.69 |
| Variables | Units | Level 1 | Level 2 | Level 3 | Level 4 | Level 5 |
|---|---|---|---|---|---|---|
| Depth of cut (t) | mm | 0.25 | 0.45 | 0.65 | 0.85 | 1.25 |
| Cutting speed (Vc) | m/min | 86 | 112 | 138 | 143 | 178 |
| Feed rate (S0) | mm/rev. | 0.1 | 0.12 | 0.14 | 0.16 | 0.18 |
| Level | Depth of Cut | Cutting Speed | Feed Rate |
|---|---|---|---|
| 1 | 0.7528 | 0.7074 | 0.9948 |
| 2 | 0.8372 | 0.8671 | 0.9692 |
| 3 | 0.9728 | 1.0268 | 0.9948 |
| 4 | 1.0743 | 1.0575 | 0.9863 |
| 5 | 1.2943 | 1.2724 | 0.9863 |
| Delta | 0.5415 | 0.5650 | 0.0256 |
| Rank | 2 | 1 | 3 |
| Level | Depth of Cut | Cutting Speed | Feed Rate |
|---|---|---|---|
| 1 | −44.47 | −44.01 | −45.81 |
| 2 | −44.97 | −45.11 | −45.59 |
| 3 | −45.77 | −46.09 | −45.79 |
| 4 | −46.30 | −46.26 | −45.77 |
| 5 | −47.36 | −47.40 | −45.90 |
| Delta | 2.89 | 3.39 | 0.32 |
| Rank | 2 | 1 | 3 |
| Source | SS | df | MS | F-Value | p-Value | Contribution |
|---|---|---|---|---|---|---|
| Model | 1.80 | 3 | 0.5995 | 1152.52 | <0.0001 | significant |
| t | 0.8956 | 1 | 0.8956 | 1721.90 | <0.0001 | 49.48% |
| Vc | 0.9028 | 1 | 0.9028 | 1735.65 | <0.0001 | 49.87% |
| S0 | 7.688× 10−9 | 1 | 7.688 × 10−9 | 0.0000 | 0.9970 | |
| Residual | 0.0109 | 21 | 0.0005 | |||
| Cor. Total | 1.81 | 24 |
| Source | SS | df | MS | F-value | p-Value | Contribution |
|---|---|---|---|---|---|---|
| Model | 29,087.40 | 3 | 9695.80 | 1462.35 | <0.0001 | significant |
| t | 13,136.15 | 1 | 13,136.15 | 1981.23 | <0.0001 | 44.94% |
| Vc | 15,951.25 | 1 | 15,951.25 | 2405.82 | <0.0001 | 54.57% |
| S0 | 0.0005 | 1 | 0.0005 | 0.0001 | 0.9932 | |
| Residual | 139.24 | 21 | 6.63 | |||
| Cor. Total | 29,226.64 | 24 |
| Factor | Goal | Limit | Weight | Importance | ||
|---|---|---|---|---|---|---|
| Low | High | Low | High | |||
| t | is in range | 0.25 | 1.25 | 1 | 1 | 3 |
| Vc | minimize | 86 | 178 | 1 | 1 | 3 |
| S0 | is in range | 0.1 | 0.18 | 1 | 1 | 3 |
| Ra | minimize | 0.49 | 1.58042 | 1 | 1 | 4 |
| θ | is in range | 134.66 | 272.698 | 1 | 1 | 4 |
| No. | t | Vc | S0 | Ra | θ | Desirability | |
|---|---|---|---|---|---|---|---|
| 1 | 0.305 | 86.000 | 0.180 | 0.496 | 134.660 | 0.997 | Selected |
| 2 | 0.264 | 89.307 | 0.180 | 0.494 | 134.660 | 0.983 | |
| 3 | 0.396 | 86.000 | 0.180 | 0.546 | 140.719 | 0.970 | |
| 4 | 0.414 | 86.000 | 0.180 | 0.555 | 141.906 | 0.965 | |
| 5 | 0.445 | 86.000 | 0.100 | 0.573 | 143.992 | 0.956 | |
| 6 | 0.504 | 86.596 | 0.100 | 0.609 | 148.422 | 0.933 | |
| 7 | 0.573 | 89.931 | 0.100 | 0.667 | 155.706 | 0.887 |
| Learning Algorithm | No. of Neurons | Training Data | Testing Data | ||
|---|---|---|---|---|---|
| R2 | R2 | ||||
| Ra | θ | Ra | θ | ||
| LM | 9 | 0.99732 | 0.99847 | 0.99643 | 0.9964 |
| LM | 12 | 0.99612 | 0.99727 | 0.9915 | 0.9927 |
| LM | 15 | 0.99103 | 0.99218 | 0.9574 | 0.9584 |
| LM | 20 | 0.98431 | 0.98546 | 0.96487 | 0.96597 |
| LM | 24 | 0.96356 | 0.96471 | 0.97672 | 0.97773 |
| CGP | 9 | 0.99242 | 0.99357 | 0.9943 | 0.9973 |
| CGP | 12 | 0.99185 | 0.9928 | 0.9915 | 0.9927 |
| CGP | 15 | 0.99151 | 0.99266 | 0.99388 | 0.9948 |
| CGP | 20 | 0.99136 | 0.99251 | 0.99467 | 0.9956 |
| CGP | 24 | 0.99145 | 0.99260 | 0.99521 | 0.9964 |
| SCG | 9 | 0.99137 | 0.99252 | 0.99488 | 0.9974 |
| SCG | 12 | 0.99156 | 0.99271 | 0.9944 | 0.9967 |
| SCG | 15 | 0.99199 | 0.9929 | 0.99464 | 0.9976 |
| SCG | 20 | 0.99161 | 0.99271 | 0.99352 | 0.9975 |
| SCG | 24 | 0.99182 | 0.99286 | 0.99351 | 0.99658 |
| BFG | 9 | 0.99208 | 0.99328 | 0.99638 | 0.9973 |
| BFG | 12 | 0.99215 | 0.99415 | 0.99631 | 0.9971 |
| BFG | 15 | 0.99187 | 0.99297 | 0.99563 | 0.9966 |
| BFG | 20 | 0.99171 | 0.99276 | 0.99532 | 0.9962 |
| BFG | 24 | 0.99181 | 0.9928 | 0.99373 | 0.9947 |
| Run | Exp. Result | ANN Predicted Result | ANFIS Predicted Result | |||
|---|---|---|---|---|---|---|
| Ra | θ | Ra | θ | Ra | θ | |
| (μm) | (°C) | (μm) | (°C) | (μm) | (°C) | |
| 1 | 0.508 | 135.79 | 0.49 | 132.34 | 0.508 | 133 |
| 2 | 0.625 | 152.24 | 0.611 | 151.34 | 0.625 | 152 |
| 3 | 0.784 | 173.45 | 0.654 | 170.89 | 0.735 | 173 |
| 4 | 0.815 | 177.53 | 0.8 | 174.23 | 0.816 | 175 |
| 5 | 1.030 | 206.09 | 1.025 | 197.66 | 1.03 | 206 |
| 6 | 0.49 | 134.66 | 0.523 | 133.62 | 0.49 | 135 |
| 7 | 0.735 | 165.50 | 0.687 | 156.26 | 0.735 | 162 |
| 8 | 0.894 | 186.77 | 0.882 | 181.88 | 0.872 | 184 |
| 9 | 0.925 | 190.85 | 0.911 | 188.22 | 0.926 | 187 |
| 10 | 1.140 | 219.41 | 1.09 | 211.9 | 1.14 | 217 |
| 11 | 0.728 | 162.43 | 0.644 | 151.44 | 0.728 | 154 |
| 12 | 0.845 | 178.88 | 0.836 | 169.13 | 0.845 | 175 |
| 13 | 1.004 | 200.09 | 0.956 | 195.1 | 0.96 | 200 |
| 14 | 1.035 | 204.17 | 1.043 | 200.76 | 1.04 | 202 |
| 15 | 1.250 | 232.73 | 1.2 | 225.43 | 1.25 | 227 |
| 16 | 0.795 | 170.98 | 0.77 | 166.98 | 0.796 | 171 |
| 17 | 0.955 | 192.20 | 0.946 | 183.32 | 0.955 | 192 |
| 18 | 1.114 | 213.41 | 1.034 | 206.66 | 1.11 | 213 |
| 19 | 1.145 | 217.49 | 1.126 | 209 | 1.15 | 217 |
| 20 | 1.360 | 246.05 | 1.33 | 237.44 | 1.36 | 246 |
| 21 | 1.015 | 197.62 | 0.936 | 188.74 | 1.004 | 195 |
| 22 | 1.175 | 218.84 | 1.12 | 211.76 | 1.155 | 214 |
| 23 | 1.334 | 240.05 | 1.304 | 222.13 | 1.33 | 240 |
| 24 | 1.365 | 244.13 | 1.311 | 237.56 | 1.34 | 244 |
| 25 | 1.580 | 272.69 | 1.56 | 264 | 1.58 | 273 |
| MAPE | 3.95 | 3.45 | 1.072 | 1.172 | ||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Karim, M.R.; Tariq, J.B.; Morshed, S.M.; Shawon, S.H.; Hasan, A.; Prakash, C.; Singh, S.; Kumar, R.; Nirsanametla, Y.; Pruncu, C.I. Environmental, Economical and Technological Analysis of MQL-Assisted Machining of Al-Mg-Zr Alloy Using PCD Tool. Sustainability 2021, 13, 7321. https://0-doi-org.brum.beds.ac.uk/10.3390/su13137321
Karim MR, Tariq JB, Morshed SM, Shawon SH, Hasan A, Prakash C, Singh S, Kumar R, Nirsanametla Y, Pruncu CI. Environmental, Economical and Technological Analysis of MQL-Assisted Machining of Al-Mg-Zr Alloy Using PCD Tool. Sustainability. 2021; 13(13):7321. https://0-doi-org.brum.beds.ac.uk/10.3390/su13137321
Chicago/Turabian StyleKarim, Md. Rezaul, Juairiya Binte Tariq, Shah Murtoza Morshed, Sabbir Hossain Shawon, Abir Hasan, Chander Prakash, Sunpreet Singh, Raman Kumar, Yadaiah Nirsanametla, and Catalin I. Pruncu. 2021. "Environmental, Economical and Technological Analysis of MQL-Assisted Machining of Al-Mg-Zr Alloy Using PCD Tool" Sustainability 13, no. 13: 7321. https://0-doi-org.brum.beds.ac.uk/10.3390/su13137321