Whole-Field Stress Sensing and Multiscale Mechanics for Developing Cement-Based Composites Containing Recycled Municipal Granular Wastes



Abstract
:1. Introduction
2. Materials and Methods
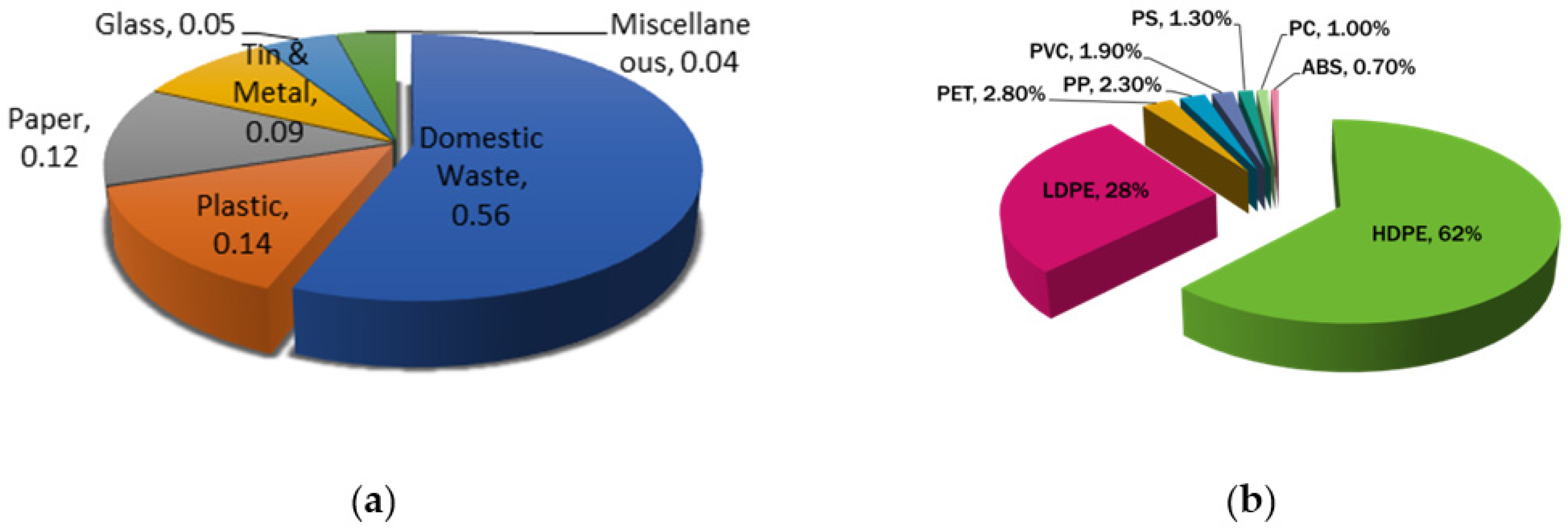
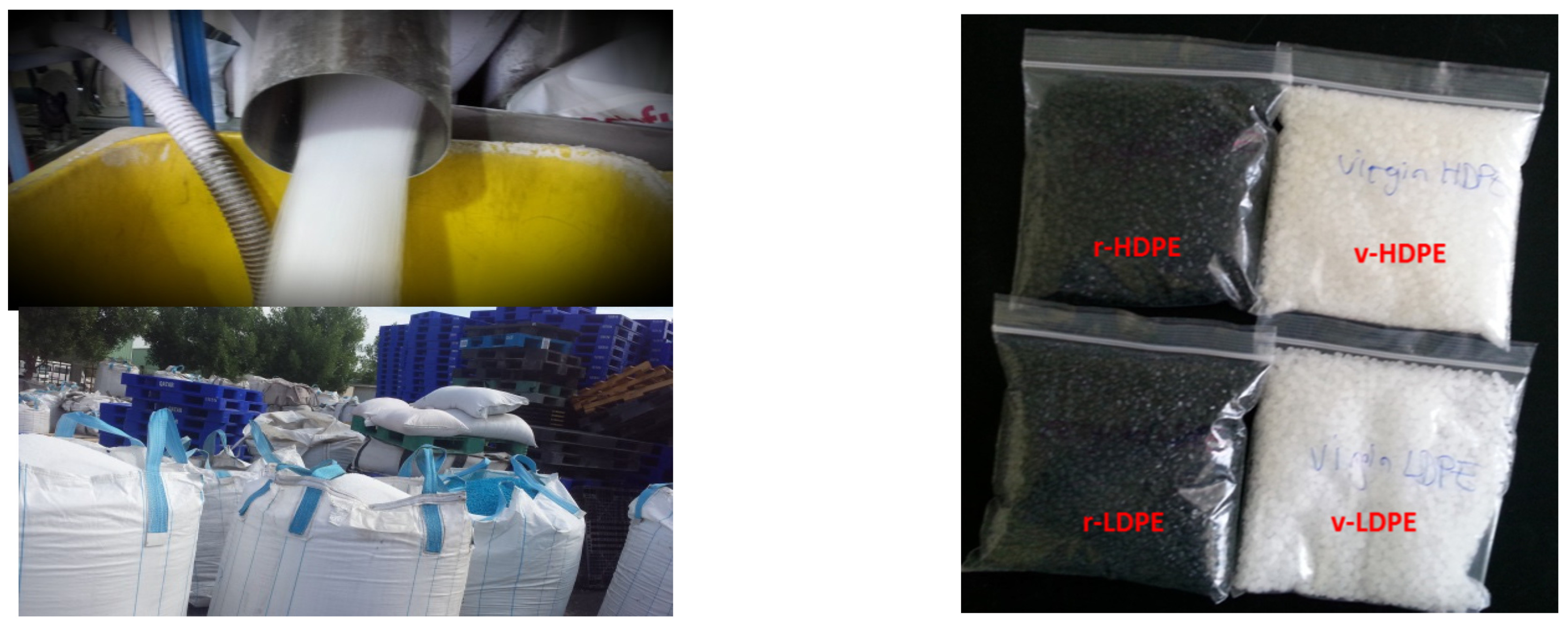
2.1. Materials
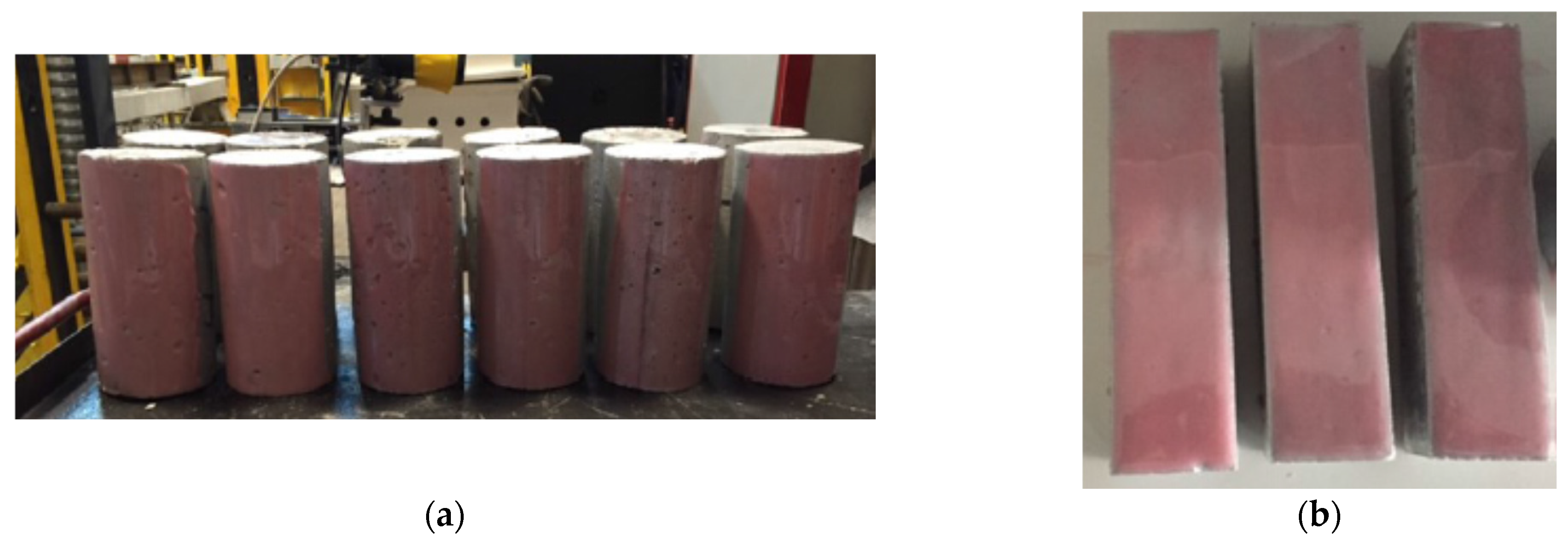
2.2. Strength Assessments
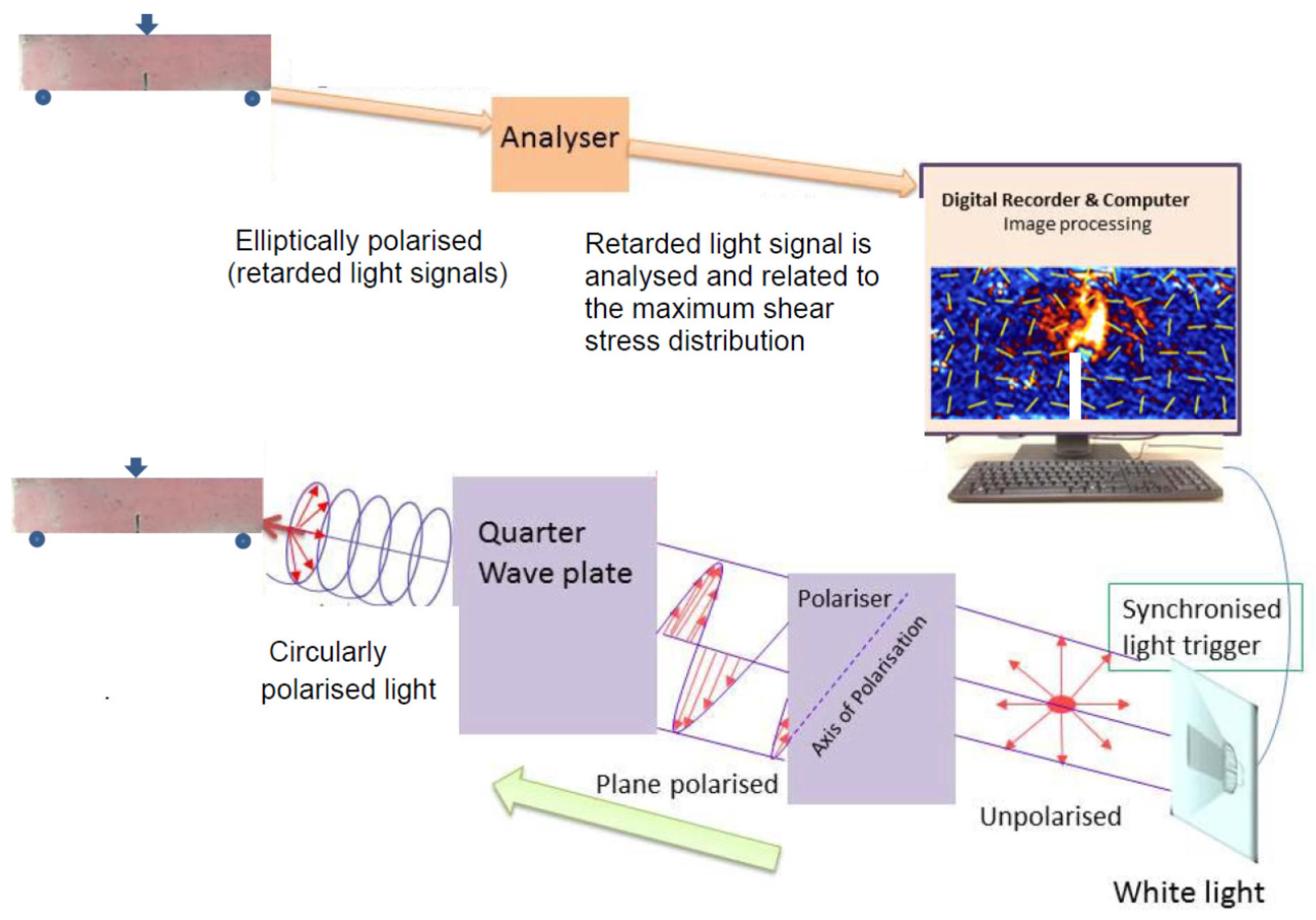
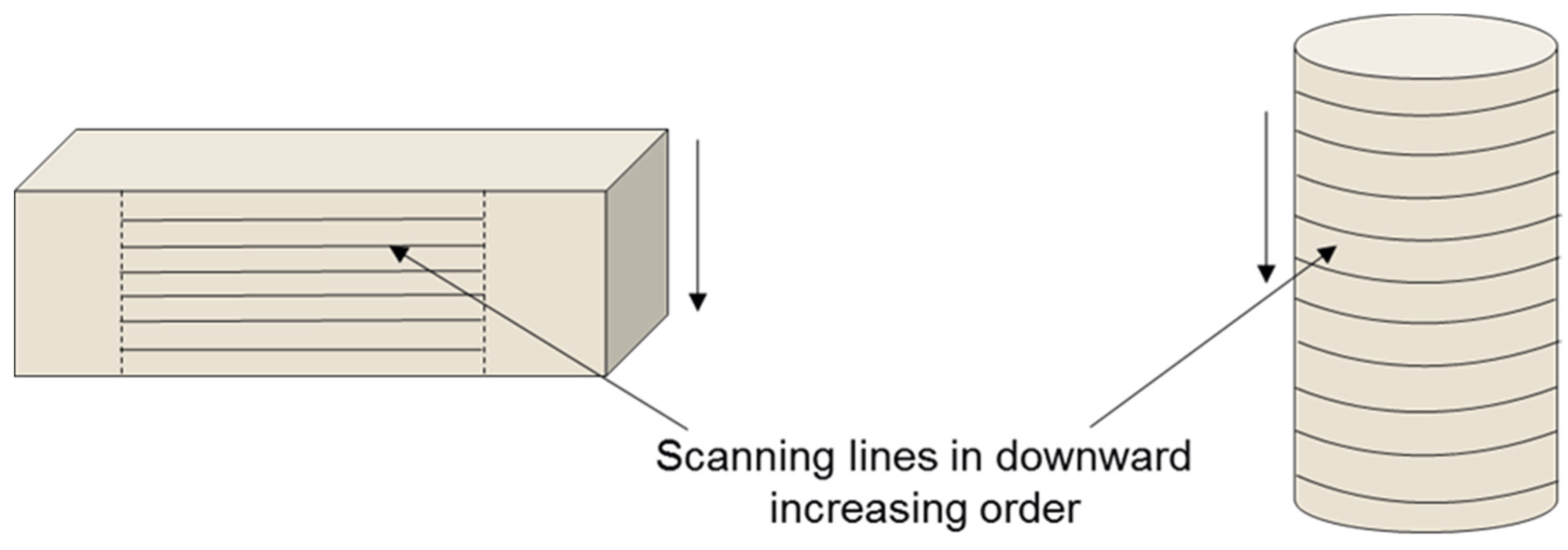
2.3. PSA Measurements
3. Results and Discussion
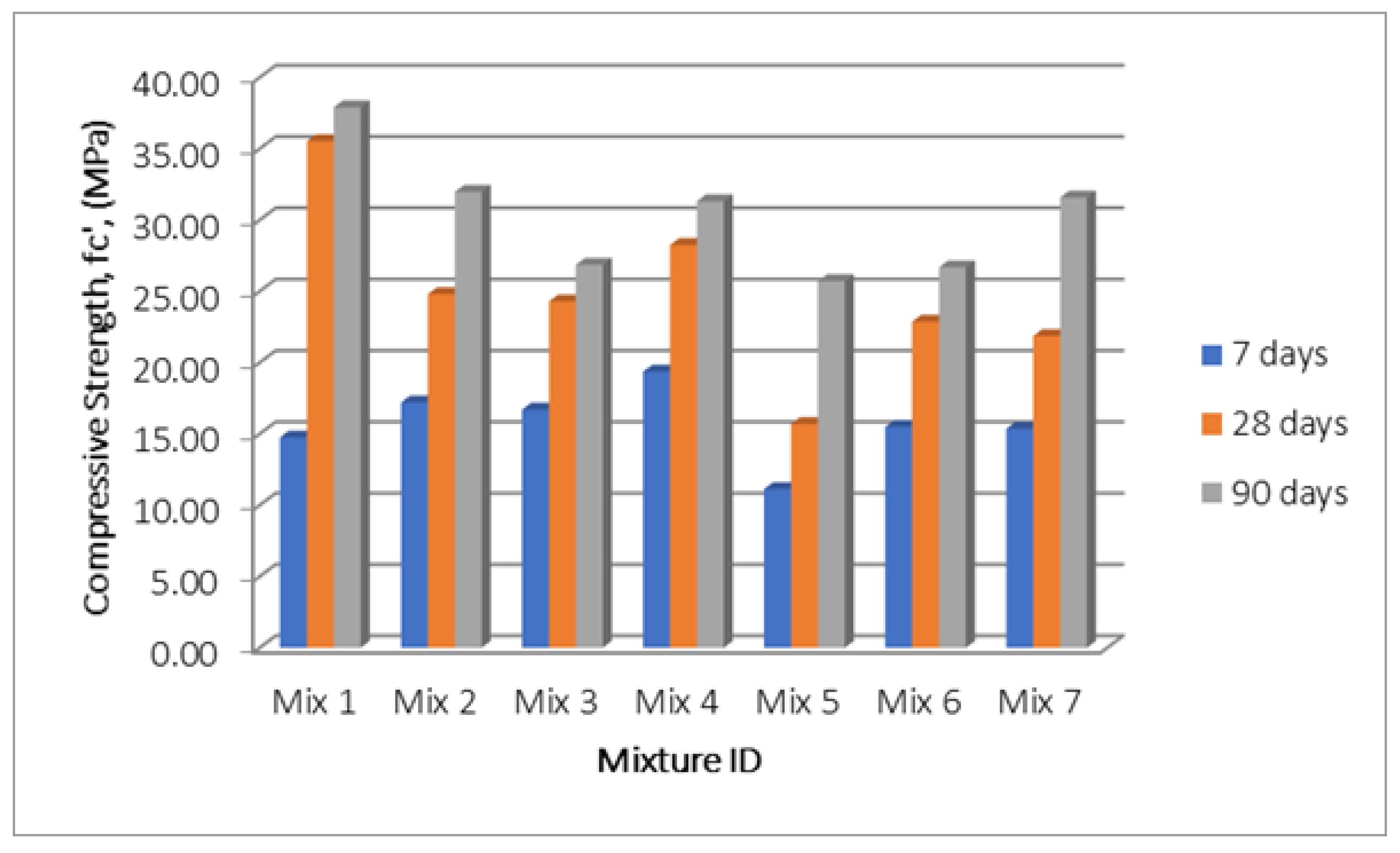
3.1. Strength Characteristics
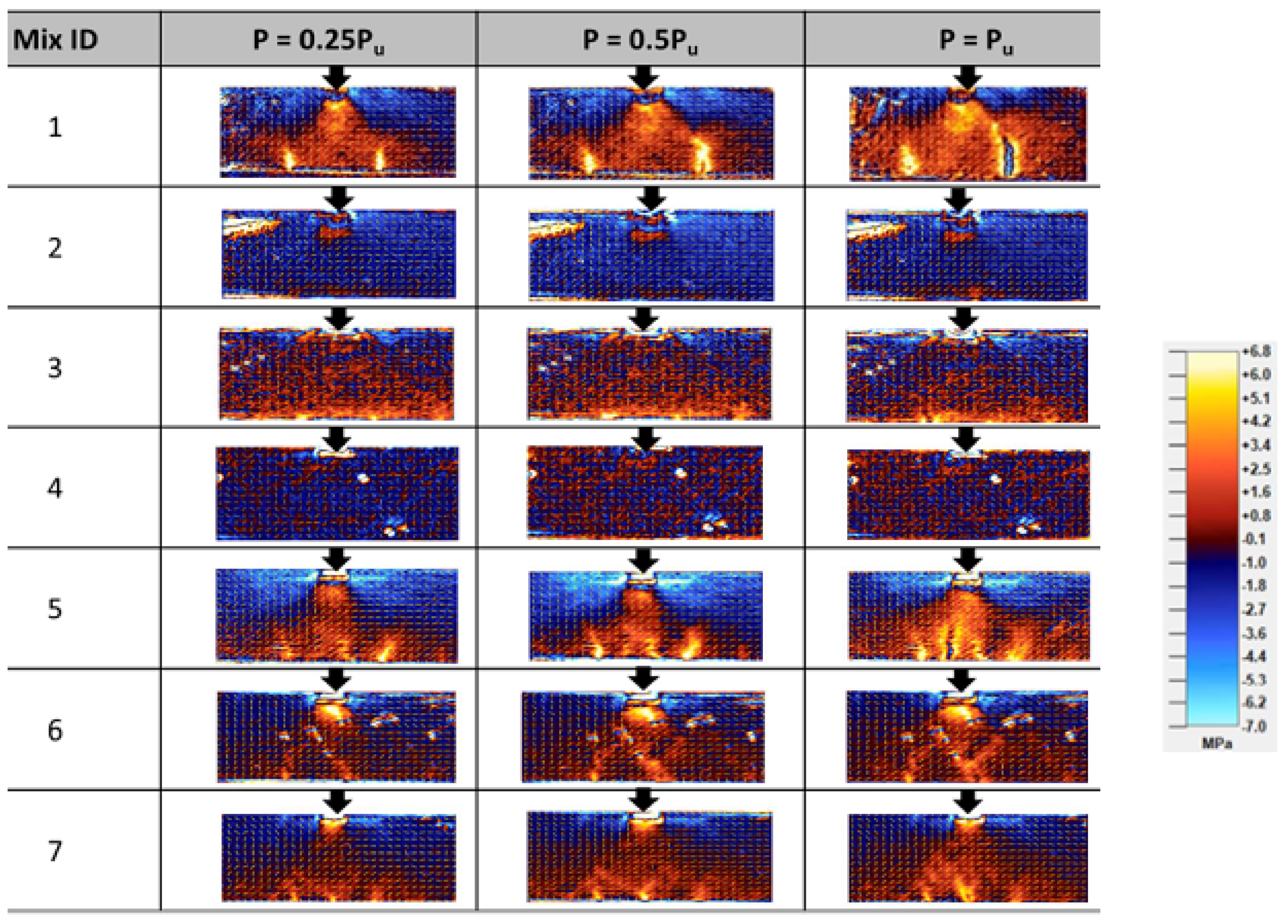
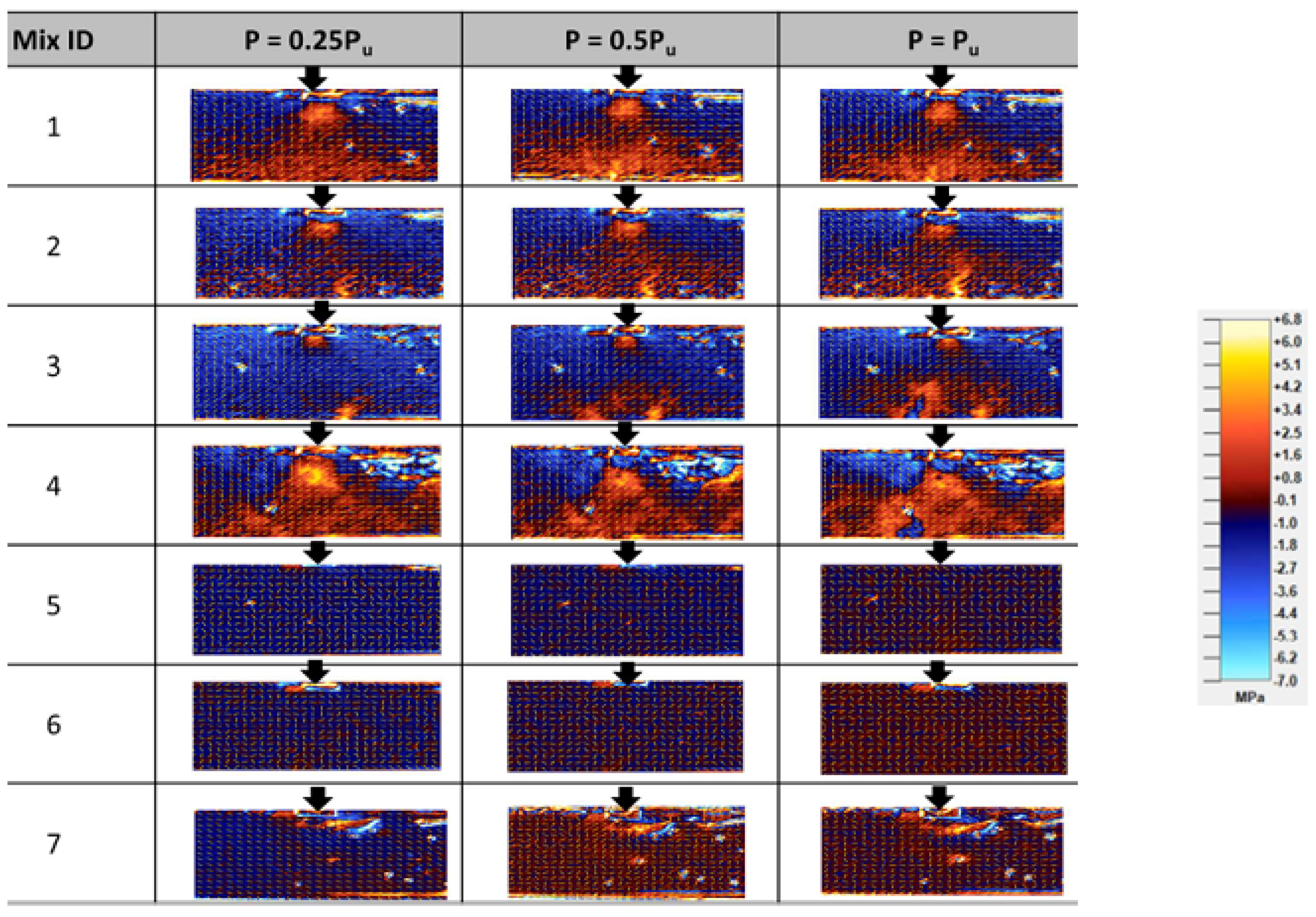
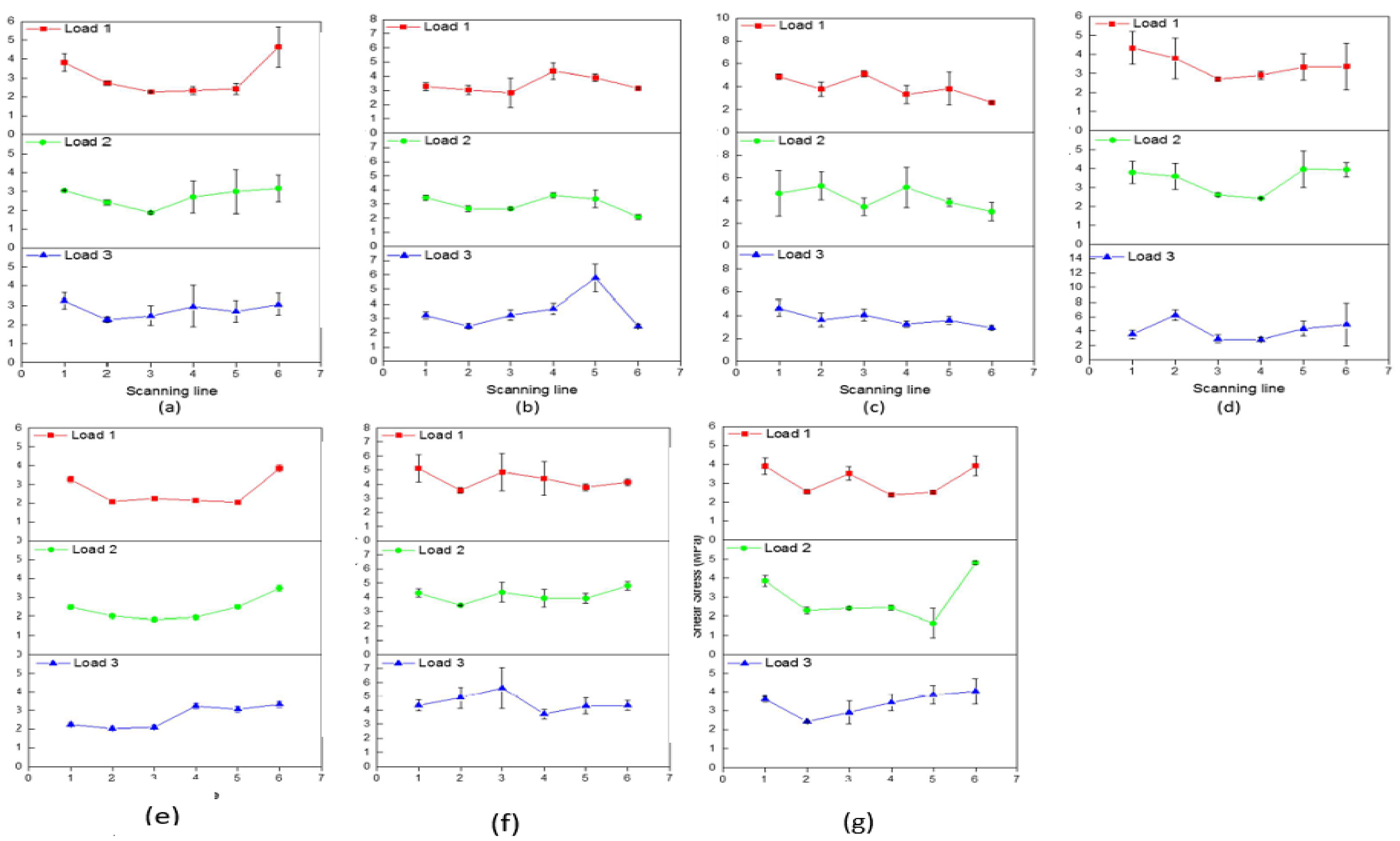
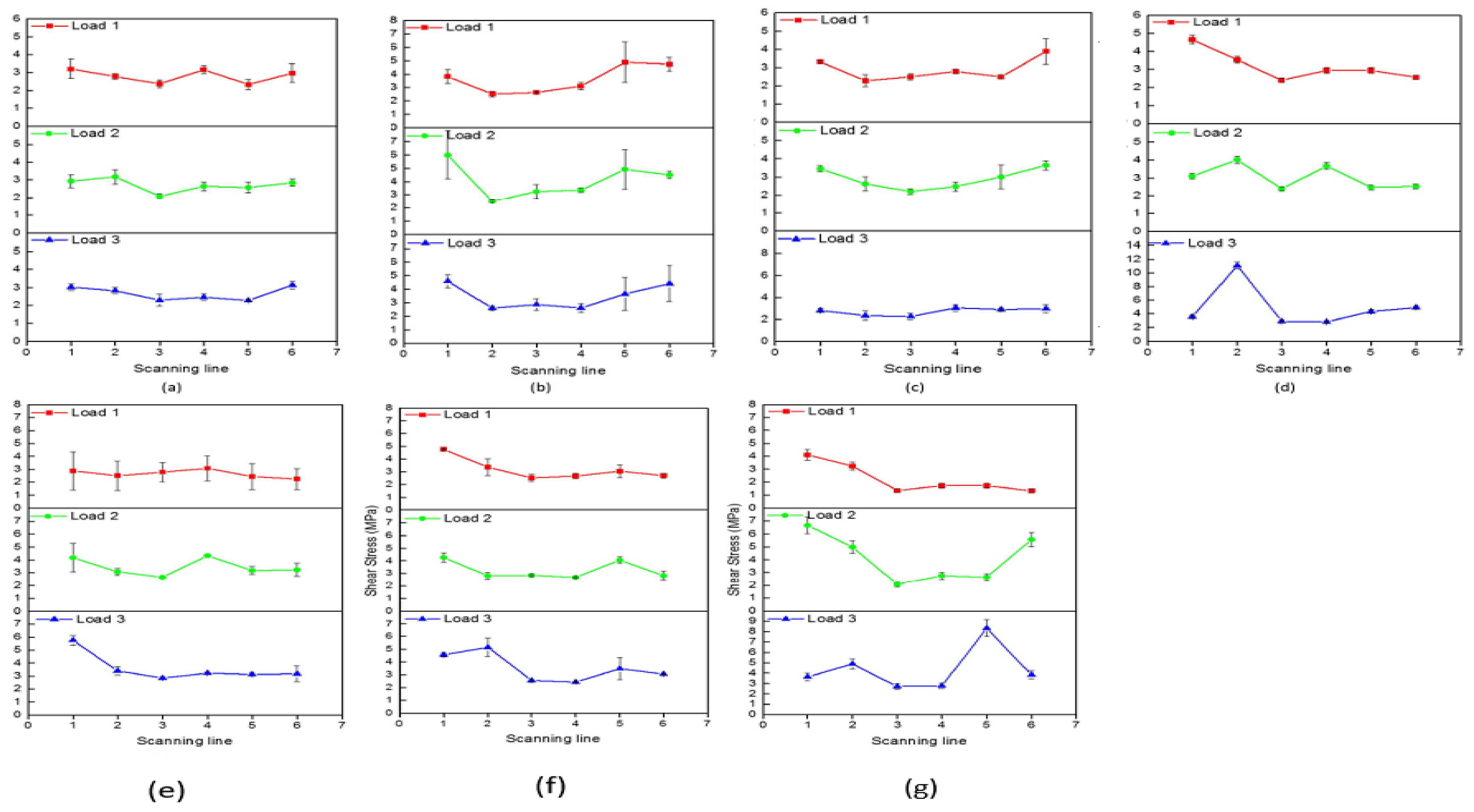
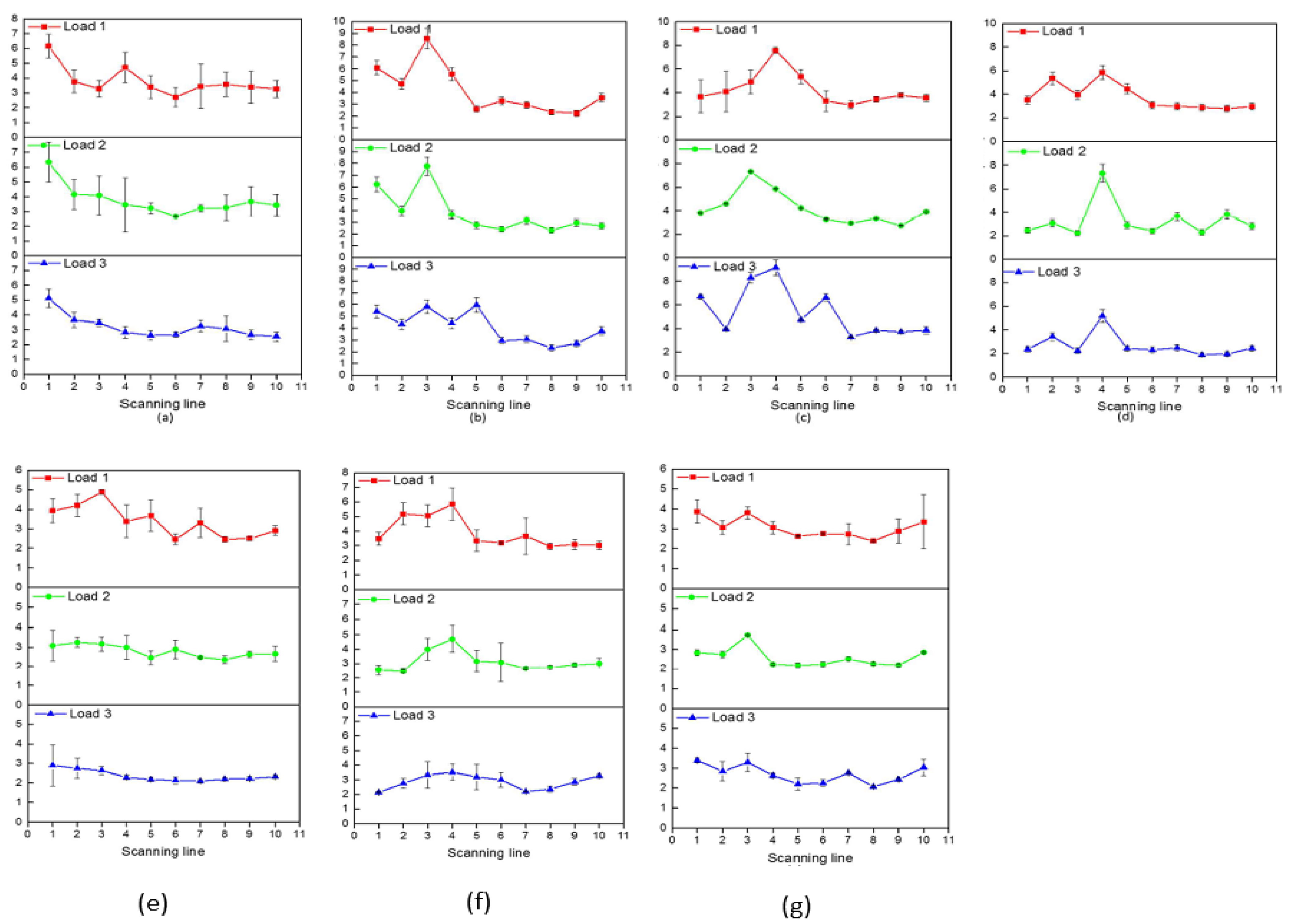
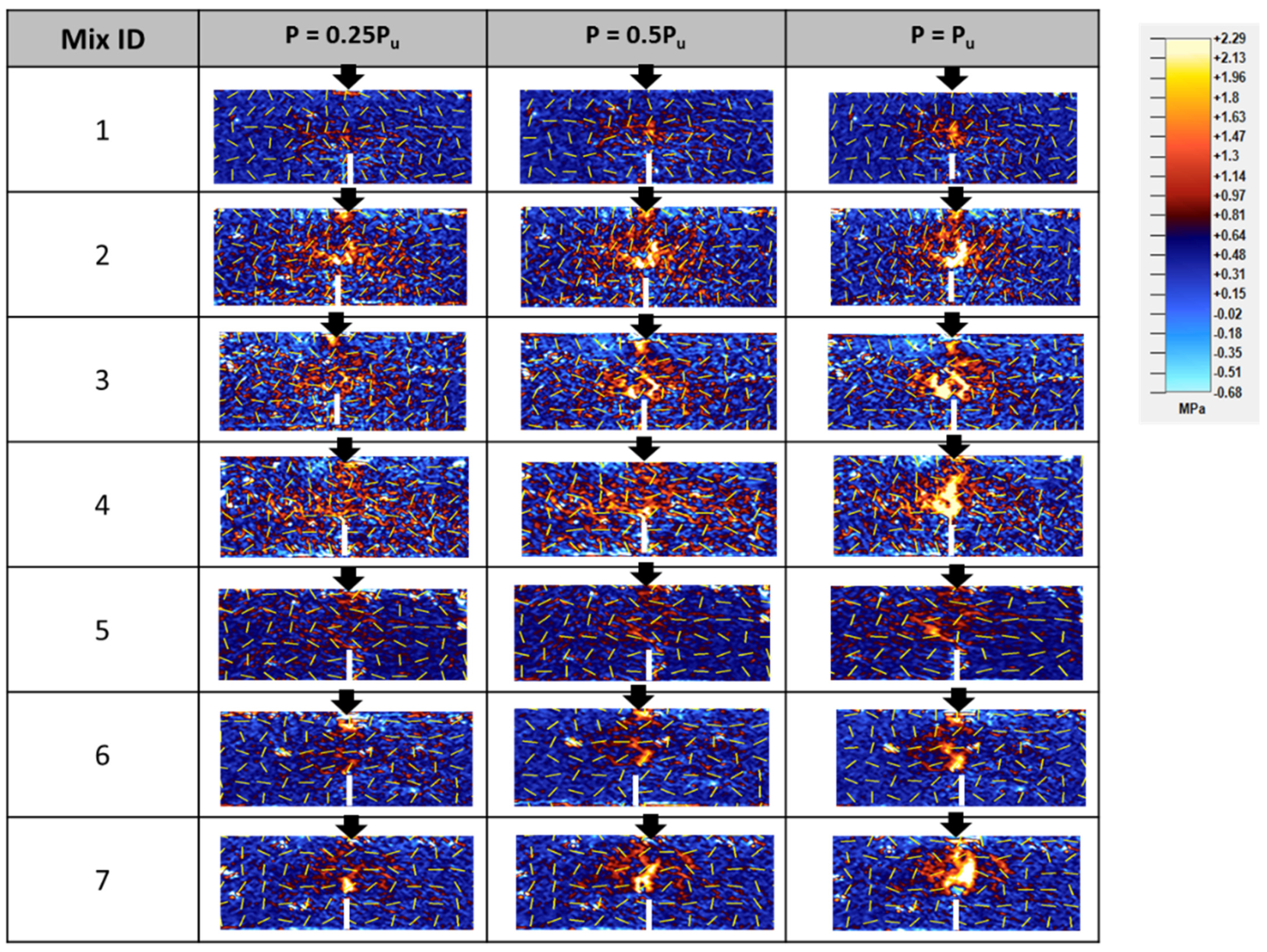
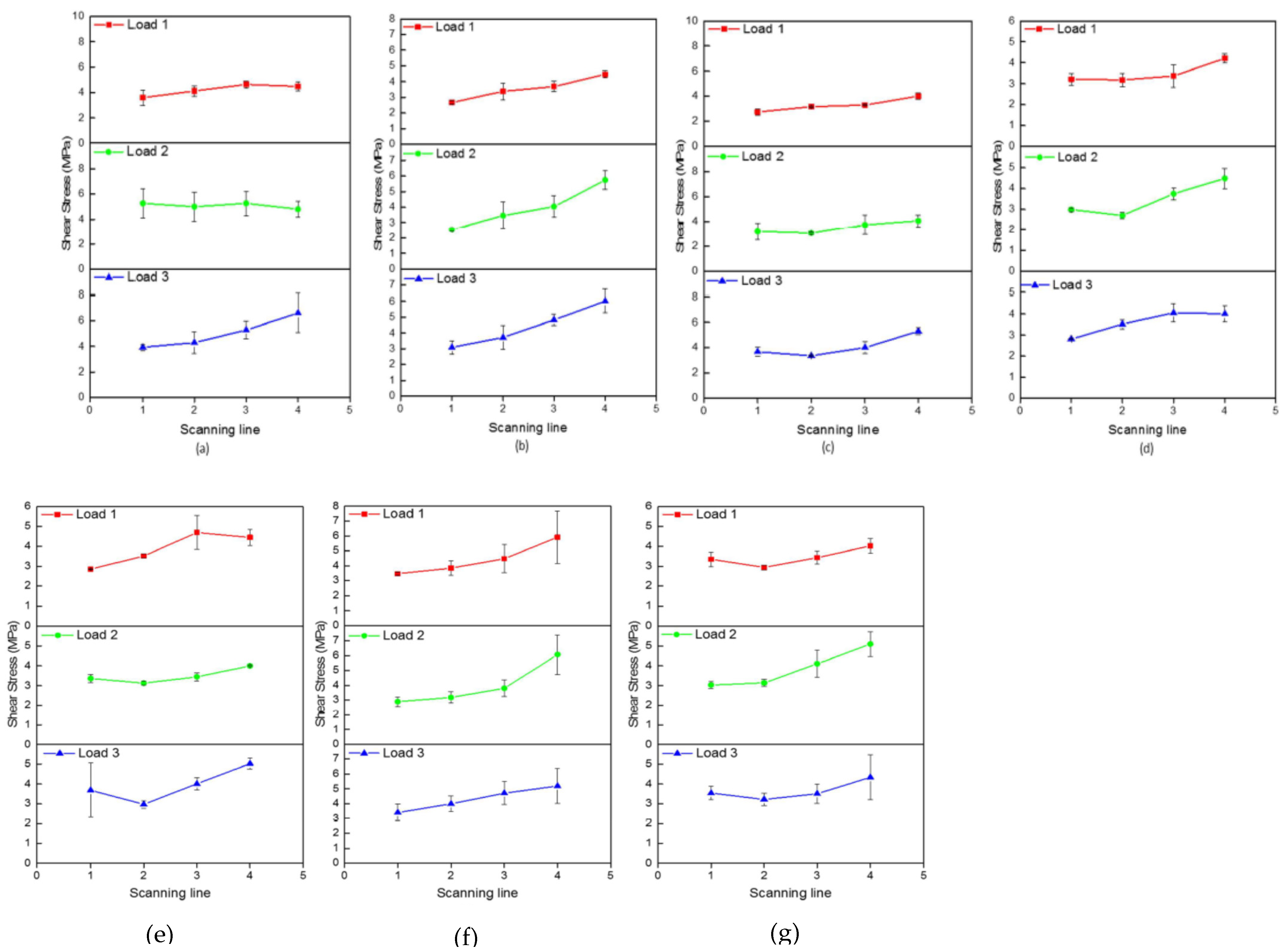
3.2. Distribution of Maximum Shear Stress and Direction of Principal Stresses
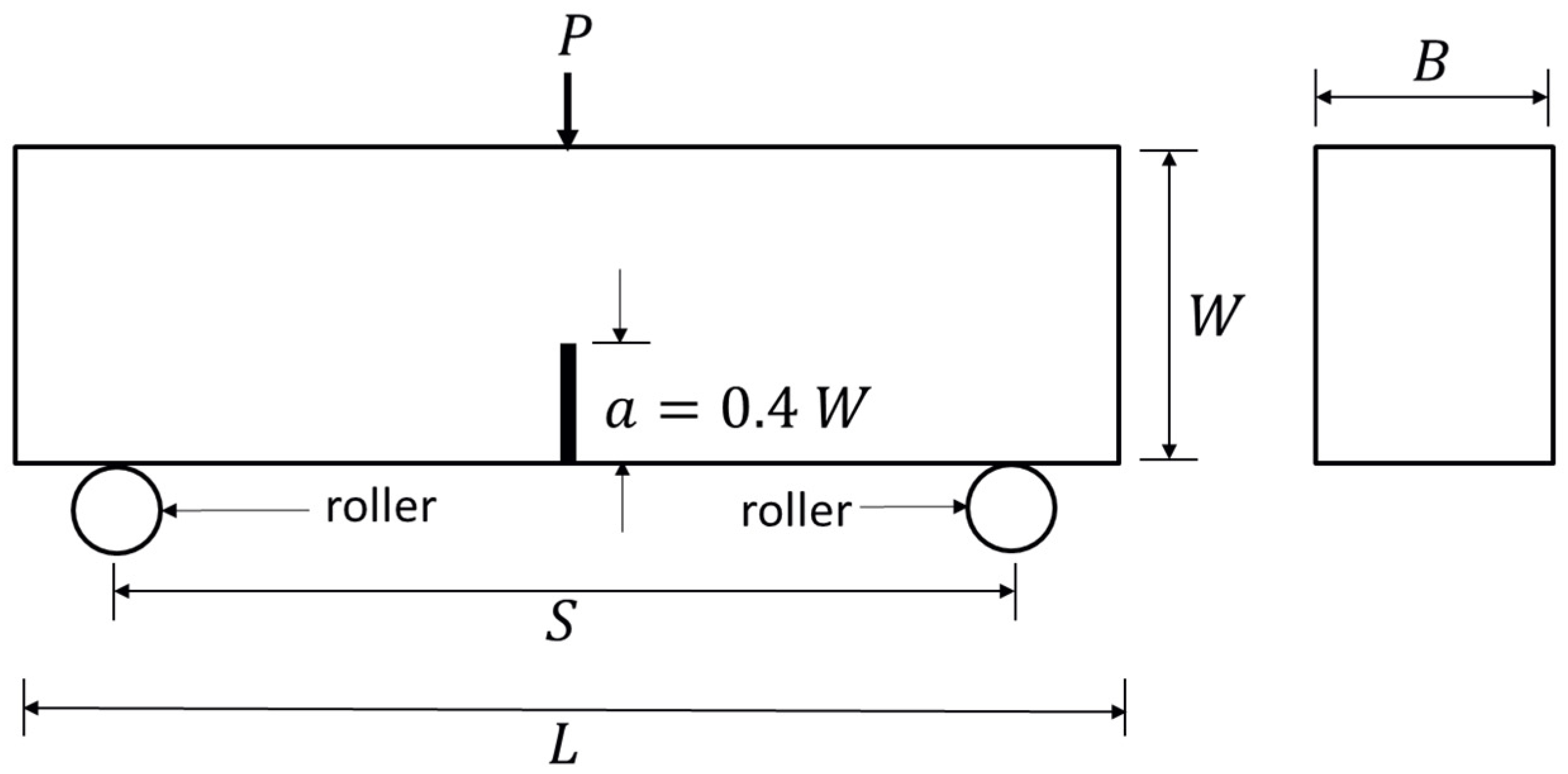
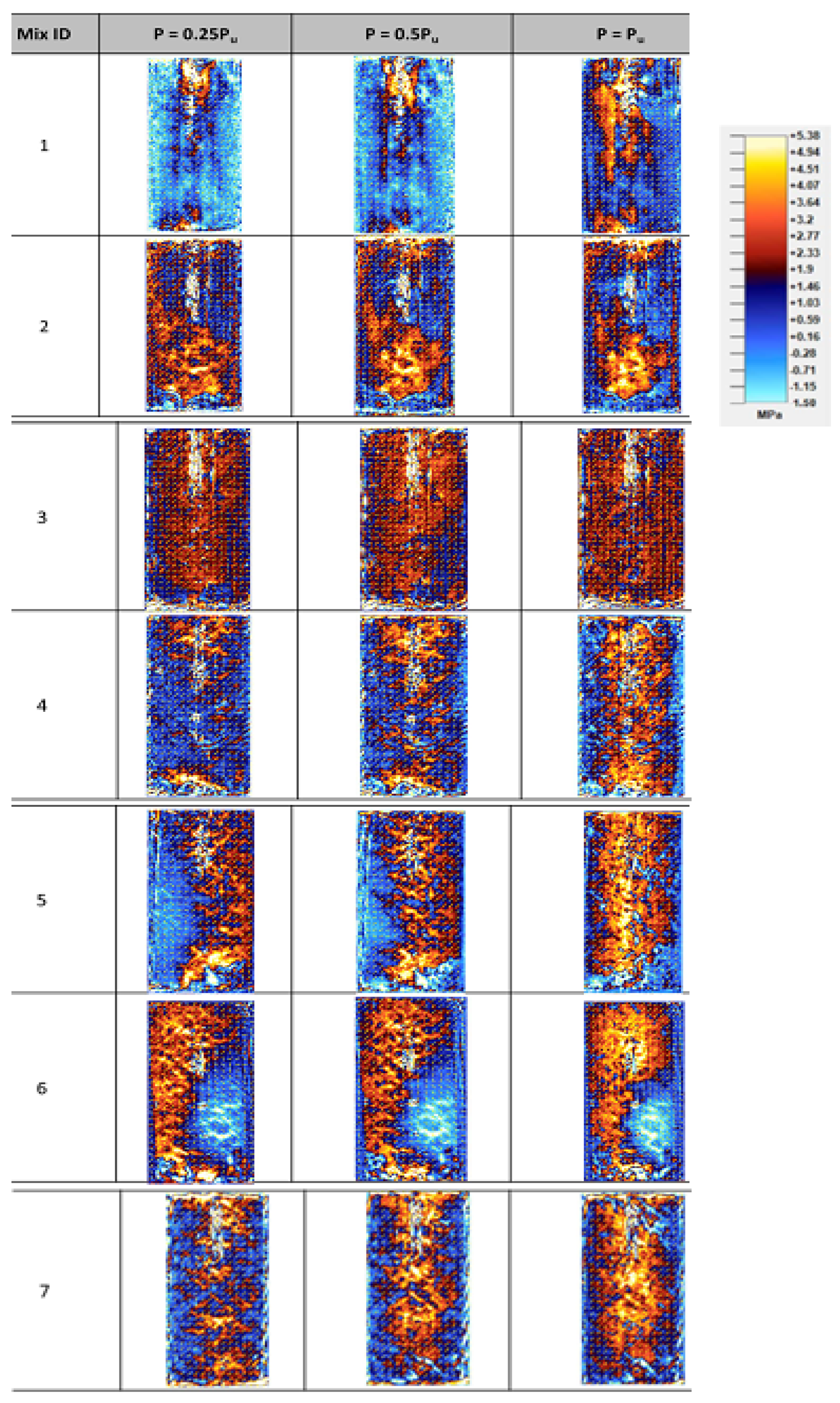
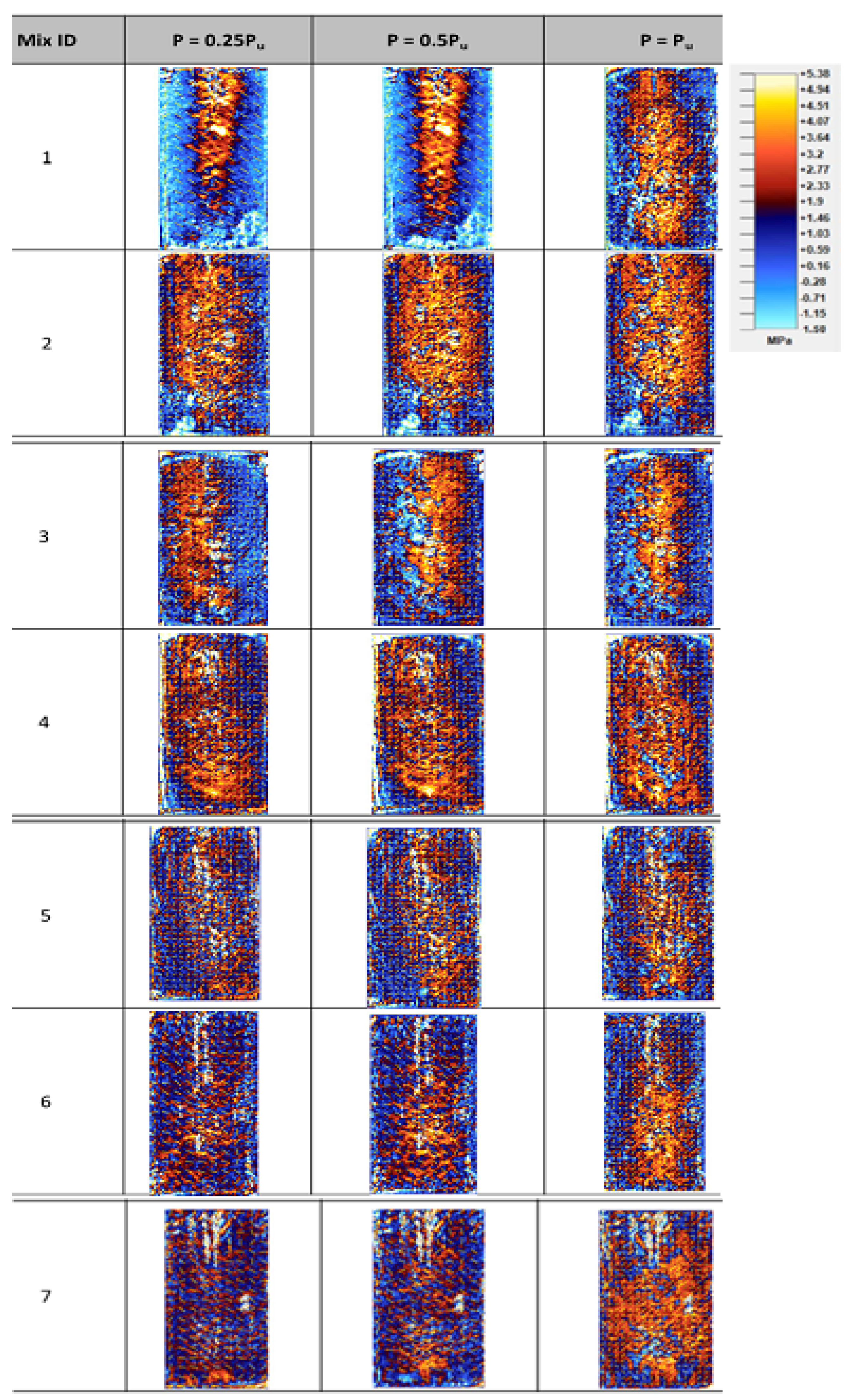
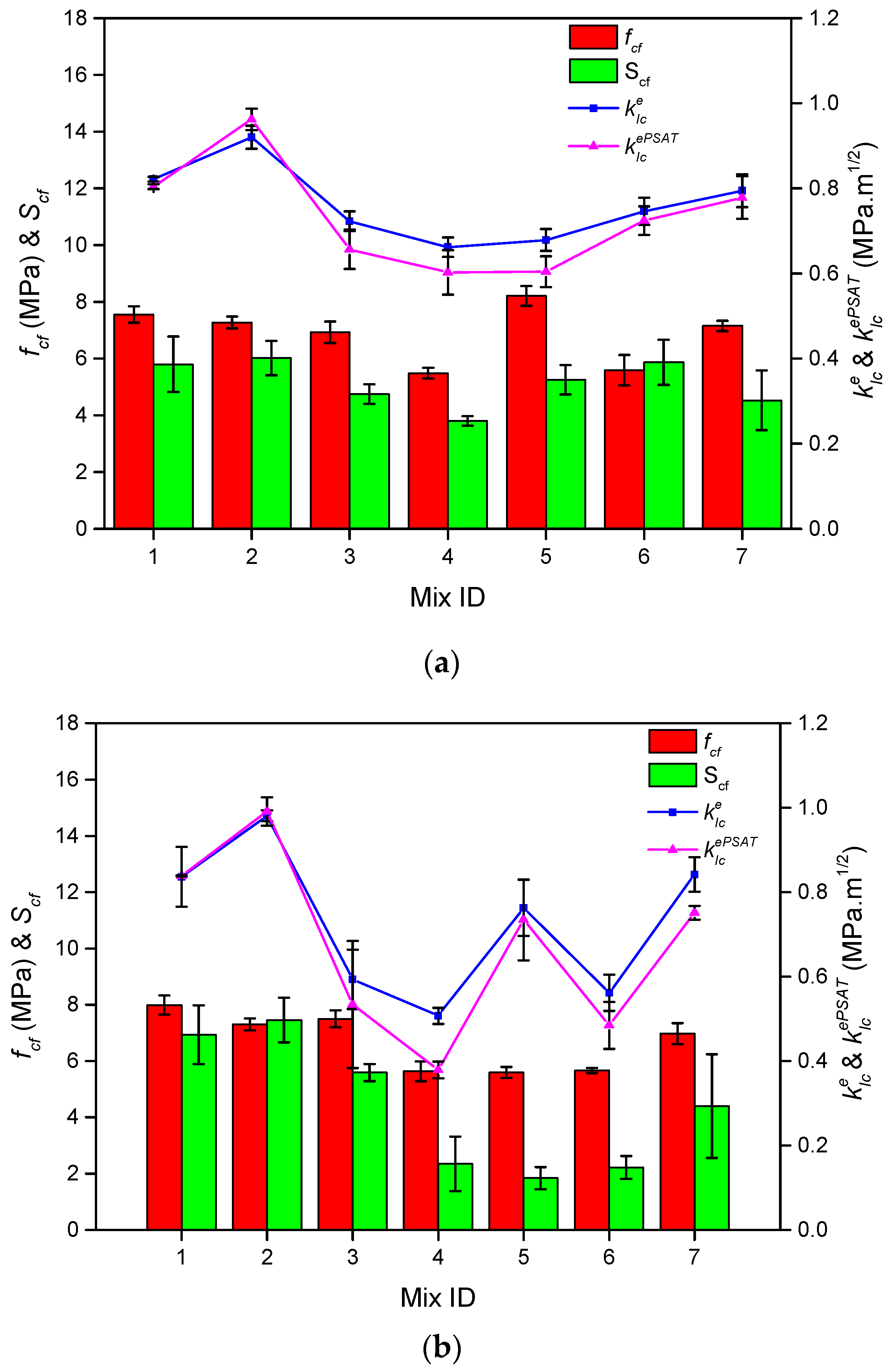
3.3. Evaluation of Fracture Toughness Using the Notched Prism Samples
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mehta, K.P.; Monteiro, P.J.M. Concrete: Microstructure, Properties, and Materials, 3rd ed.; McGraw-Hill: New York, NY, USA, 2006. [Google Scholar]
- Aïtcin, P.C. Cements of yesterday and today—Concrete of tomorrow. Cem. Concr. Res. 2000, 30, 1349–1359. [Google Scholar] [CrossRef]
- Meyer, C. The greening of the concrete industry. Cem. Concr. Compos. 2009, 31, 601–605. [Google Scholar] [CrossRef]
- Chen, C.; Habert, G.; Bouzidi, Y.; Jullien, A. Environmental impact of cement production: Detail of the different processes and cement plant variability evaluation. J. Clean Prod. 2010, 18, 478–485. [Google Scholar] [CrossRef]
- Peng, J.; Huang, L.; Zhao, Y.; Chen, P.; Zeng, L.; Zheng, W. Modeling of carbon dioxide measurement on cement plants. Adv. Mater. Res. 2013, 610–613, 2120–2128. [Google Scholar] [CrossRef]
- Worrell, E.; Price, L.; Martin, N.; Hendriks, C.; Meida, L.O. Carbon dioxide emissions from the global cement industry. Annu. Rev. Energy Environ. 2001, 26, 303–329. [Google Scholar] [CrossRef]
- McNally, G.H. Soil and Rock Construction Materials; Spon Press: London, UK, 1998. [Google Scholar]
- Cachim, P.; Velosa, A.; Ferraz, E. Substitution materials for sustainable concrete production in Portugal. KSCE J. Civ. Eng. 2014, 18, 60–66. [Google Scholar] [CrossRef]
- Sua-Iam, G.; Makul, N. Utilization of coal- and biomass-fired ash in the production of self-consolidating concrete: A literature review. J. Clean. Prod. 2015, 100, 59–76. [Google Scholar] [CrossRef]
- Bie, R.; Chen, P.; Song, X.; Ji, X. Characteristics of municipal solid waste incineration fly ash with cement solidification treatment. J. Energy Inst. 2016, 89, 704–712. [Google Scholar] [CrossRef]
- Lam, C.H.K.; Ip, A.W.M.; Barford, J.P.; McKay, G. Use of incineration MSW ash: A review. Sustainability 2010, 2, 1943–1968. [Google Scholar] [CrossRef] [Green Version]
- Sikalidis, C.A.; Zabaniotou, A.A.; Famellos, S.P. Utilisation of municipal solid wastes for mortar production. Resour. Conserv. Recycl. 2002, 36, 155–167. [Google Scholar] [CrossRef]
- Tyrer, M. Municipal solid waste incinerator (MSWI) concrete. Eco-Effic. Concr. 2013, 273–310. [Google Scholar] [CrossRef]
- Akçaözoğlu, S.; Atiş, C.D. Effect of Granulated Blast Furnace Slag and fly ash addition on the strength properties of lightweight mortars containing waste PET aggregates. Constr. Build. Mater. 2011, 25, 4052–4058. [Google Scholar] [CrossRef]
- Güneyisi, E.; Gesoǧlu, M. A study on durability properties of high-performance concretes incorporating high replacement levels of slag. Mater. Struct. Mater. Constr. 2008, 41, 479–493. [Google Scholar] [CrossRef]
- Nochaiya, T.; Wongkeo, W.; Chaipanich, A. Utilization of fly ash with silica fume and properties of Portland cement-fly ash-silica fume concrete. Fuel 2010, 89, 768–774. [Google Scholar] [CrossRef]
- Biricik, H.; Sarier, N. Comparative study of the characteristics of nano silica-, silica fume- and fly ash-incorporated cement mortars. Mater. Res. 2014, 17, 570–582. [Google Scholar] [CrossRef]
- Sharifikolouei, E.; Canonico, F.; Salvo, M.; Baino, F.; Ferraris, M. Vitrified and nonvitrified municipal solid wastes as ordinary Portland cement (OPC) and sand substitution in mortars. Int. J. Appl. Ceram. Technol. 2020, 17, 573–583. [Google Scholar] [CrossRef]
- Ferraro, A.; Farina, I.; Race, M.; Colangelo, F.; Cioffi, R.; Fabbricino, M. Pre-treatments of MSWI fly-ashes: A comprehensive review to determine optimal conditions for their reuse and/or environmentally sustainable disposal. Rev. Environ. Sci. Biotechnol. 2019, 18, 453–471. [Google Scholar] [CrossRef]
- Achtemichuk, S.; Hubbard, J.; Sluce, R.; Shehata, M.H. The utilization of recycled concrete aggregate to produce controlled low-strength materials without using Portland cement. Cem. Concr. Compos. 2009, 31, 564–569. [Google Scholar] [CrossRef]
- Behera, M.; Bhattacharyya, S.K.; Minocha, A.K.; Deoliya, R.; Maiti, S. Recycled aggregate from C&D waste & its use in concrete—A breakthrough towards sustainability in construction sector: A review. Constr. Build. Mater. 2014, 68, 501–516. [Google Scholar] [CrossRef]
- Siddique, R.; Khatib, J.; Kaur, I. Use of recycled plastic in concrete: A review. Waste Manag. 2008, 28, 1835–1852. [Google Scholar] [CrossRef]
- Sharma, R.; Bansal, P.P. Use of different forms of waste plastic in concrete—A review. J. Clean. Prod. 2016, 112, 473–482. [Google Scholar] [CrossRef]
- Al-Maaded, M.; Madi, N.K.; Kahraman, R.; Hodzic, A.; Ozerkan, N.G. An Overview of Solid Waste Management and Plastic Recycling in Qatar. J. Polym. Environ. 2012, 20, 186–194. [Google Scholar] [CrossRef]
- Al-Ma’adeed, M.; Ozerkan, G.; Kahraman, R.; Rajendran, S.; Hodzic, A. Life Cycle Assessment of Particulate Recycled Low Density Polyethylene and Recycled Polypropylene Reinforced with Talc and Fiberglass. Key Eng. Mater. 2011, 471–472, 999–1004. [Google Scholar] [CrossRef]
- Krishnaswamy, K.T. Measurement of internal strains in concrete. Matér. Constr. 1968, 1, 361–364. [Google Scholar] [CrossRef]
- Popovics, S. Strength and Related Properties of Concrete: A Quantitative Approach; Wiley: Hoboken, NJ, USA, 1998. [Google Scholar]
- Merzbacher, C.I.; Kersey, A.D.; Friebele, E.J. Fiber optic sensors in concrete structures: A review. Smart Mater. Struct. 1996, 5, 196–208. [Google Scholar] [CrossRef]
- Khan, A.S.; Wang, X. Strain Measurements and Stress Analysis; Prentice Hall: Upper Saddle River, NJ, USA, 2001. [Google Scholar]
- Saliba, J.; Loukili, A.; Regoin, J.P.; Grégoire, D.; Verdon, L.; Pijaudier-Cabot, G. Experimental analysis of crack evolution in concrete by the acoustic emission technique. Frat. Integr. Strutt. 2015, 9, 300–308. [Google Scholar] [CrossRef]
- Cheng, C.C.; Cheng, T.M.; Chiang, C.H. Defect detection of concrete structures using both infrared thermography and elastic waves. Autom. Constr. 2008, 18, 87–92. [Google Scholar] [CrossRef]
- Fayyad, T.M.; Lees, J.M. Application of Digital Image Correlation to reinforced concrete fracture. Proc. Mat. Sci. 2014, 3, 1585–1590. [Google Scholar] [CrossRef] [Green Version]
- Khoo, S.W.; Karuppanan, S.; Tan, C.S. A review of surface deformation and strain measurement using two-dimensional digital image correlation. Metrol. Meas. Syst. 2016, 23, 461–480. [Google Scholar] [CrossRef]
- Lecompte, D.; Vantomme, J.; Sol, H. Crack detection in a concrete beam using two different camera techniques. Struct. Health Monit. 2006, 5, 59–68. [Google Scholar] [CrossRef]
- Dally, J.W.; Riley, W.F. Experimental Stress Analysis; McGraw-Hill: New York, NY, USA, 1978. [Google Scholar]
- Tokgoz, D.D.G.; Ozerkan, N.G.; Kowita, O.S.; Antony, S.J. Strength and Durability of Composite Concretes with Municipal Wastes. ACI Mater. J. 2016, 113, 669–678. [Google Scholar] [CrossRef] [Green Version]
- Antony, S.J.; Okeke, G.; Tokgoz, D.D.; Ozerkan, N.G. Photonics and fracture toughness of heterogeneous composite materials. Sci. Rep. 2017, 7, 4539. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Caputo, F.; Giudice, G. Photoelastic coating method approach to the study of stress distribution in composite materials. Fibre Sci. Technol. 1983, 18, 255–264. [Google Scholar] [CrossRef]
- Ramesh, K. Digital Photoelasticity; Springer: Berlin/Heidelberg, Germany, 2000. [Google Scholar]
- ASTMC39/C39M-14a. Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. In ASTM International; ASTM: West Conshohocken, PA, USA, 2014.
- ASTMC78M-10. Standard Test Method for Flexural Strength of Concrete (Using Simple Beam with Third-Point Loading). In ASTM International; ASTM: West Conshohocken, PA, USA, 2010.
- Antony, S.J. Imaging shear stress distribution and evaluating the stress concentration factor of the human eye. Sci. Rep. 2015, 5. [Google Scholar] [CrossRef] [Green Version]
- Lesniak, J.R.; Zickel, M.J.; Welch, C.S.; Johnson, D.F. An innovative polariscope for photoelastic stress analysis. In Proceedings of the SEM Spring Conference on Experimental Mechanics, Bellevue, WA, USA, 2–4 June 1997; pp. 219–224. [Google Scholar]
- Freddi, A.; Olmi, G.; Cristofolini, L. Experimental Stress Analysis for Materials and Structures; Springer International: Cham, Switzerland, 2015. [Google Scholar]
- Timoshenko, S.P.; Goodier, J.N. Theory of Elasticity, 3rd ed.; McGraw-Hill: New York, NY, USA, 1970. [Google Scholar]
- Batayneh, M.; Marie, I.; Asi, I. Use of selected waste materials in concrete mixes. Waste Manag. 2007, 27, 1870–1876. [Google Scholar] [CrossRef]
- Akçaözoǧlu, S.; Atiş, C.D.; Akçaözoǧlu, K. An investigation on the use of shredded waste PET bottles as aggregate in lightweight concrete. Waste Manag. 2010, 30, 285–290. [Google Scholar] [CrossRef]
- Karihaloo, B.L.; Nallathambi, P. Fracture toughness of plain concrete from three-point bend specimens. Mater. Struct. 1989, 22, 185–193. [Google Scholar] [CrossRef]
- Shah, S.; Carpinteri, A. Fracture Mechanics Test Methods for Concrete, 1st ed.; Taylor & Francis: Cambridge, UK, 1991. [Google Scholar]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polyethylene Type | ||||
|---|---|---|---|---|
| v-LDPE | v-HDPE | r-LDPE | r-HDPE | |
| Density (g/cm3) | 0.917 | 0.926 | 0.899 | 0.919 |
| Load at Maximum Load (N) | 27.45 | 33.12 | 33.20 | 74.34 |
| Tensile Strength (MPa) | 12 | 12.6 | 12.5 | 25.22 |
| Elastic Modulus (MPa) | 206 | 414 | 293 | 672 |
| % Total Elongation at Fracture | 382 | 136 | 348 | 152 |
| Mix ID | Constituents |
|---|---|
| 1 | PM 1 |
| 2 | PM 1, MSF 2 |
| 3 | PM 1, Hybrid fibre 3 |
| 4 | PM1, MSF 2, v-LDPE 4 granule |
| 5 | PM1, MSF 2, v-HDPE 4 granule |
| 6 | PM1, MSF 2, r-LDPE 4 granule |
| 7 | PM1, MSF 2, r-HDPE 4 granule |
| Mix ID | ||
|---|---|---|
| 1 | 0.84 ± 0.07 | 0.84 ± 0.00 |
| 2 | 0.98 ± 0.01 | 0.99 ± 0.03 |
| 3 | 0.59 ± 0.07 | 0.53 ± 0.15 |
| 4 | 0.51 ± 0.02 | 0.38 ± 0.02 |
| 5 | 0.76 ± 0.07 | 0.73 ± 0.10 |
| 6 | 0.56 ± 0.04 | 0.48 ± 0.06 |
| 7 | 0.84 ± 0.04 | 0.75 ± 0.02 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Antony, S.J.; Okeke, G.; Tokgoz, D.D.G.; Ozerkan, N.G. Whole-Field Stress Sensing and Multiscale Mechanics for Developing Cement-Based Composites Containing Recycled Municipal Granular Wastes. Sustainability 2021, 13, 848. https://0-doi-org.brum.beds.ac.uk/10.3390/su13020848
Antony SJ, Okeke G, Tokgoz DDG, Ozerkan NG. Whole-Field Stress Sensing and Multiscale Mechanics for Developing Cement-Based Composites Containing Recycled Municipal Granular Wastes. Sustainability. 2021; 13(2):848. https://0-doi-org.brum.beds.ac.uk/10.3390/su13020848
Chicago/Turabian StyleAntony, S. Joseph, George Okeke, D. Deniz G. Tokgoz, and N. Gozde Ozerkan. 2021. "Whole-Field Stress Sensing and Multiscale Mechanics for Developing Cement-Based Composites Containing Recycled Municipal Granular Wastes" Sustainability 13, no. 2: 848. https://0-doi-org.brum.beds.ac.uk/10.3390/su13020848