
Lean 6S in Food Production: HACCP as a Benchmark for the Sixth S “Safety”




1
Design Engineering Area, Industrial Engineering School, Universidad Nacional de Educación a Distancia (UNED), 28015 Madrid, Spain
2
Dirección General de Salud Pública del Ministerio de Sanidad, 28071 Madrid, Spain
*
Author to whom correspondence should be addressed.
Sustainability 2021, 13(22), 12577; https://0-doi-org.brum.beds.ac.uk/10.3390/su132212577
Submission received: 13 October 2021
/
Revised: 11 November 2021
/
Accepted: 12 November 2021
/
Published: 15 November 2021
(This article belongs to the Special Issue Advances in Sustainable Technology: The Lean 6S Methodology)
Abstract
:This article presents the integration of lean 6S methodologies and hazard analysis and critical control points (HACCP) in the food production sector. Through the study, it is seen that non-food industrial production is not very different from that of food, and in many cases, it assimilates protocols and ideas that are already working in the food industry. Such is the case of risk analysis, critical control points or hygiene, which are part of the food production protocol and of the industry in general. After the integrative analysis, the article proposes a common lean 6S–HACCP model, which can be used both in food production and in non-food industrial production. Food quality management systems, a fundamental element of HACCP which the project must necessarily include, is analyzed in-depth. The peculiarities prior to the integration of the mandatory HACCP and the voluntary lean are analyzed, as well. Throughout the manuscript, an important series of considerations regarding lean is collected, giving practical examples of its use in the food environment. The study makes special reference to concurrent engineering, which, as is known, constitutes the link between 5S and lean. This analysis aims to present a lean 6S HACCP implementation project.
1. Introduction
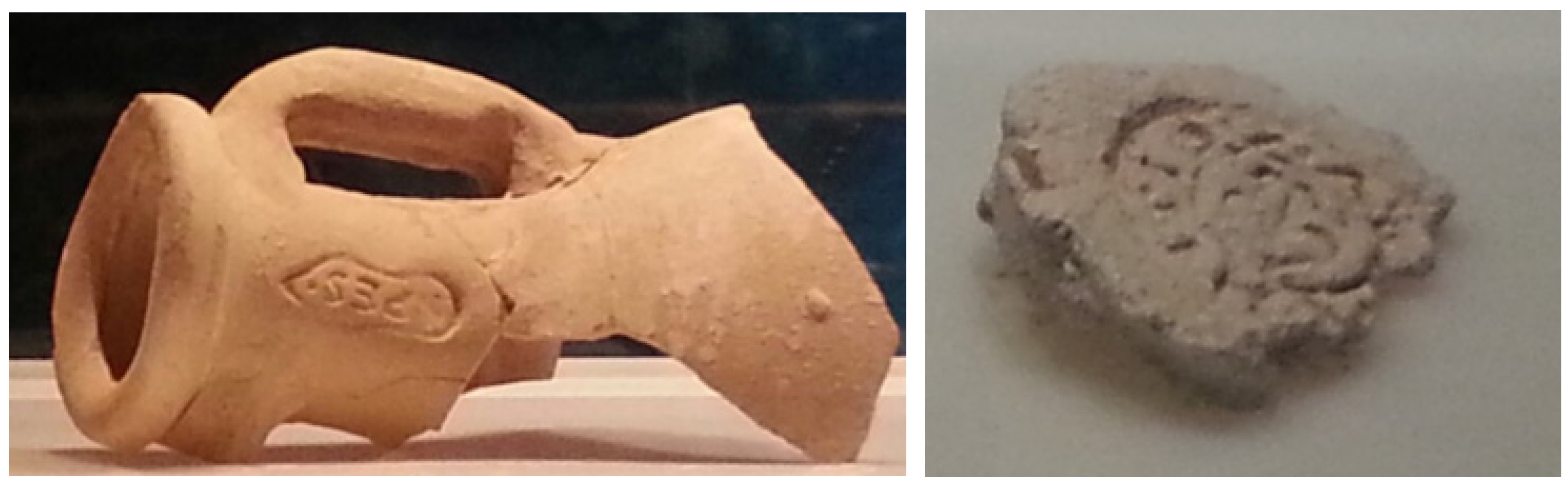
The quality control of food goes back practically to the origins of civilization [1]. Proof of this is the quality stamps found in jars of garum, a culinary delicacy made from fish. It was made in the Iberian Peninsula and exported throughout the Mediterranean as early as the second century BC (Figure 1).
The quality of food is vital in the proper sense of the word, since the lives of consumers depend on it [2]. It is, therefore, essential to ensure that the food products that reach the distribution lines are in appropriate condition for consumption. In fact, the latest EU policies focus on the issue of food safety with a view to ensuring adequate and standard quality levels for the food produced and/or consumed within the EU [3,4].
It can be said that current production methodologies have their origin in the studies and developments carried out at the end of the nineteenth century in the field of industrial production [5].
Figure 2 shows a chronological analysis of the most relevant milestones in this area. At the end of the nineteenth century, industrial production was aimed at obtaining a high number of products. The unit cost was supposed to be low, with quality control in the background. In fact, quality control was conducted at the end of the production chain, simply discarding defective products [6]. With this approach, product quality was the responsibility of that final control unit, not of the global production system, as it is understood today.
At the beginning of the twentieth century, Karol Adamiecki published his schedule, raising the idea of harmonizing the entire production chain. However, many years still have to pass before it is put into practice [7]. Chain production actually started in slaughterhouses, where the slaughtered animals were moved from one side of the establishment to the other, pushed by a system of chains and pulleys. This is where Henry Ford developed the idea of the assembly line [1].
Throughout the first third of the twentieth century, the quality of the product depended on the quality of the process. When the production process deviates from the control parameters, the final product has a high probability of being defective. Statistical control of the process appeared, credited to Walter A. Shewhart, with the aim of obtaining valid products based on strict control of the production process [6].
A further step in this line of analysis is achieved when it is observed that the quality of the product does not only depend on production, but also on design; a well-designed product, obtained by a well-designed production system, has many possibilities of not being defective. Here arises the need to take product quality into account from the earliest stages of design.
In the field of design quality, in the middle of the twentieth century, the robust design methodology appeared, credited to Gen’ichi Taguchi [8]. The basic idea of this methodology is that if a robust product is designed, the probability that there will be defective products is very low. With this approach, products and production processes are oversized, which also implies an “extra cost”, which will later be defined as “waste”.
Along these lines, the introduction of CO2 into cider produced at the beginning of the last century in Asturias, in northern Spain, for shipment to America can be taken as an example of robust design [1].
Also in the middle of the twentieth century, the idea of total quality control arose, credited to Armand V. Feigenbaum [9], who maintained that the quality of a product is a function of every one of the departments involved, opening the doors to what was later defined as concurrent engineering [5].
Nevertheless, the most important qualitative leap in terms of production methodologies comes from Kiichiro Toyoda and Taiichi Ohno. They were responsible for the Toyota production system, which laid the bases of the 5S system [10].
Taiichi Ohno implanted, in the Toyota car factory, his ideas about the just-in-time methodology, as result of his studies on the American industrial production systems of the time. Although Ohno traveled to the United States to find inspiration from their car factories, he finally finished shaping the just-in-time concept when he visited a grocery store, where products on the shelves were replaced as soon as customers bought them [2].
The Toyoda–Ohno tandem revolutionized industrial production systems with three very basic principles: continuous improvement, respect for people and zero waste. In this methodology, waste is everything that is not useful to obtain the product, as Philip Crosby later suggests [11].
As an evolution of the ideas of Toyoda and Ohno, a few years later, concurrent engineering and lean methodologies appeared [12]. Their main objective was to eliminate problems in the production, distribution and consumption phases. In return, the conception and design phase of the product was drawn-out, but reduced the time to market.
The lean methodology was started by Krafcik [13], a Toyota engineer, and developed by Womack, Jones and Roos [12,14]. The objective is acquiring the things we need, in the right place, at the right time and in the right quantity, minimizing waste and being flexible and open to change. The key principles of lean are collected in Table 1.
Lean tools include continuous processes of analysis (kaizen), forward production (in the sense of the Japanese term kanban), and fail-safe elements and processes (poka yoke), with the philosophy of “doing things right” (monozukuri), and all from the value area (genba) [15].
Finally, in the evolution of quality systems, there was a new turning point. It arrived when engineers first faced the construction of a nuclear power plant, again in the middle of the twentieth century. Traditional quality control procedures were not sufficient due to the serious risk posed by the failure of such a plant. Thus, to “ensure quality”, risk analysis and control of critical points were created, through which the technicians responsible for the equipment to be part of a nuclear power plant could “ensure” that there would not be any failures such as those that had already occurred in Mayac (Russia) or Windscale (United Kingdom).
The control of critical points was already a common practice in the dairy industries in the first half of the twentieth century, since it was necessary to guarantee a quality of the industrially processed or packaged product that came from small-dispersed livestock farms [16].
1.1. Codex Alimentarius and HACCP
The rules regarding food production run parallel to human history itself. In the case of beer, for example, in the Code of Hammurabi, you can find a reference of how it should be made. As problems derived from the consumption of poorly prepared or distributed foods have been detected, different standards have been implemented in different parts of the world. With the aim of unifying criteria and making them based on scientific principles, the Codex Alimentarius Commission was created in 1963, combining the views of the Food and Agriculture Organization of the United Nations (FAO) and the World Health Organization (WHO).
One of the general standards, established by the Codex Alimentarius, is the Hazard Analysis and Critical Control Points (HACCP). HACCP was defined in 1971, when the Pillsbury Company presented the HACCP system at a food safety conference in the United States. The system later served as the basis for the FDA (U.S. Food and Drug Administration) to develop legal standards for the production of low-acid canned foods. The HACCP system includes seven principles collected in Table 2 [1].
The objective is to avoid productive processes characterized by inadequate protocols of sanitation, which increase the possibility of proliferation of microbial contaminants [17].
As we will discuss below, HACCP has been integrated into current food quality management systems, based on ISO 9000 standards.
1.2. Food Quality Management Systems
A quality management system (QMS) is a tool designed by the organizational structure concerning the procedures, the processes and the necessary resources that allows the quality of a product in a company. “Quality” is the set of properties and characteristics of a product or service that give it the ability to satisfy expressed or implicit needs.
In the food industry, quality is achieved with food safety and hygienic sanitary quality, which are mandatory, as well as the nutritional and organoleptic quality, which satisfy the consumer.
The development of quality management systems appears with the globalization of the food trade, which trigger the creation of a harmonized regulation that avoids sanitary problems. The ISO 9001 quality management standard, focused on customer satisfaction, and the European legislation on “hygiene package”, allows the emergence of private certification standards related to food safety (BRC or IFS, for example) and, later, the publication of ISO 22000:2005 on food safety management systems, to which the so-called “pre-requisites” were added, giving the FSSC 22000 standard (Food Safety System Certification). The ISO 22000 standard, which we can compare the other, is divided into five blocks (Table 3).
FSSC 22000 standard incorporates more prerequisites than ISO 22000, those of BSI-PAS 220:2008 (British Standard Institute-publicly available specification), which are: building design, public supplies, hygiene, personnel, storage, etc. This standard has lost importance with the publication of ISO 22002-1, which replaces PAS 220.
As we know, the performance of a building plays a key role in its sustainability since a building cannot be sustainable if the needs of its users are not satisfied [18]. In the food industry, building structures must comply with specific needs that often do not take into account the well-being of occupants but also, and in many cases exclusively, the product that must comply with certain production protocols that are indispensable for production and typicality of the product [19].
IFS stands for International Featured Standard, whose food section is IFS Food. It is a certification created by German, French and Italian retail trade associations. It is applied in companies that process or pack products when there is a risk of contamination, applying other IFS certifications if there is no risk. Its technical requirements are similar to ISO 22000, with some exceptions.
BRC Global Standards is the certification created by the British Retail Consortium, the U.K. retail trade association. It also has several certifications.
All these certifications can be voluntarily implemented in the food companies, and have value for their customers and for official administrative controls. The bases of it specify that the implementation of this kind of certification must take into account rules. These rules involve the evaluating the risk posed by the company and the food it produces (in accordance with EU Regulation 625/2017, on official controls in the food chain).
2. Lean 6S vs. HACCP
Lean 6S methodology is the blending of the lean methodology, which engages all the work philosophy opened by Toyoda and Ohno and includes 5S as work principles, plus a sixth S. The 5S methodology is illustrated in Table 4 [10].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 4.
The 5S methodology.
|
The sixth S “safety” (zero incidents) was proposed in 2005 by Roll and his team [20]. There are authors who have placed the sixth S in the fourth position, as if it were the next step to cleaning, and before the standardization [21,22]. This analysis is collected by Jiménez and his team [23,24], raising safety as a fundamental element in order to maintain a safe work environment, especially in periods of pandemics such as the current one.
It may be interesting to indicate that the studies on the applicability of lean in food already have a relative consolidation [15], although the implementation of lean 6S in this sector cannot be finalized until 2018 [25].
In view of all of the above, the direct correlation between lean 6S and HACCP is clear. The HACCP work philosophy is very similar to the current work philosophy of lean 6S, although lean 6S is much broader as it aims at global quality and not just product safety, and it is not mandatory.
A lean 6S in the field of food production, therefore, places the safety of the product at the first level since it should not be subject to other ideas or previous approaches.
Directly linked to the safety of the food product is cleaning (seiso), but it does not make sense to clean useless items. Therefore, the classification (seiri) with the aim of disposing of useless items would be the second level. Next, is cleaning since any item to be stored for possible later use must be clean. After these considerations, the order of the S would change. Therefore, the 6S that are proposed for an industrial production system in the field of food are:
- Safety (安全).
- Classification (整理).
- Cleaning (清掃).
- Order (整頓).
- Standardization (清潔).
- Sustainability (躾).
3. Lean 6S Tools Applied to Food Production
A series of lean 6S tools is listed below from the perspective of their use in food production environments, in the idea of its use in the project lean 6S–HACCP. Throughout the exposition, a series of considerations regarding lean is collected, giving practical examples of its use in the food environment.
Poka yoke (in Japanese, ポカヨケ, “fail safe”) are devices in charge of detecting abnormal situations that prevent the production line from continuing until the operation is carried out correctly. Currently, poka yoke are applied at many points in the process, such as slaughterhouses, to safeguard the welfare of animals in accordance with European legislation. Regulation 1099/2009, relating to the protection of animals at the time of slaughter, requires that electronic devices be perfectly visible and capable of producing an audible alarm in the event that a series of critical parameters is not reached in stunning methods. For example, in gas methods, used for pigs and poultry, the concentrations of the gases used must be measured and if they fall below the critical level, the alarm must sound to stop the process. Similarly, in electrical stunning methods, amps and time must be controlled.
Kaizen. The word kaizen, written in kanji characters 改善, literally means change for the better or improvement, and is translated as continuous improvement or self-improvement. It is important to note that the “beneficial” concept used here is more related to Taoism or Buddhist philosophy in the sense of a common benefit, of society, and not of certain individual interests. This concept does not admit that one person can benefit at the expense of another. In addition, the benefit that concerns this concept must be sustainable (forever). In the food sector, continuous improvement is required by consumers, who are increasingly demanding that products have certain quality guarantees and are respectful of the environment and animal welfare.
3.1. Zero Waste
Sakichi Toyoda exposes, as a production principle, never to manufacture defective products, which quickly leads to the “zero waste” of lean, which aims to eliminate costs (muda, 無駄), overloads (muri, 無理) and inconsistencies and contradictions (mura, 斑) [1].
Muda is a concept whose translation can be futility, uselessness or waste—everything that does not provide added value of interest to the customer. One of the fundamental factors of lean technology is to identify which components add value and which do not. Taiichi Ohno identified seven types of muda [10]:
- Overproduction. In 2015, the UN approved the 2030 Agenda on Sustainable Development [26], an opportunity for countries and their societies to embark on a new path to improve the lives of all. The Agenda has 17 Sustainable Development Goals [27], two of which are directly related to overproduction: objective 12, which advocates sustainable production, and objective 2, which defends food security as defined by the FAO—that everyone can eat.
- Delay. When a product in the production phase is on hold, normally in a work queue, capital is again generated and immobilized, which is in itself a waste. In perishable foods, this point is of vital importance, especially regarding the control of environmental conditions during the delay. Controlling the cold chain, that is, maintaining a low temperature, can make the process more expensive if it takes too long.
- Transportation. Each time a product is handled or moved unnecessarily, there is a risk of damage, loss or delay. In food, the flow of raw materials and processed products must be taken into account to avoid cross-contamination between raw and processed products, and between packaged and non-packaged products.
- Movement. The waste of movement has two elements, the human movement and the movement of the machines, when these are out of place or do not contribute anything to the process. These movements are related to the ergonomics of workplace, thus affecting quality and safety. This point is similar to transport, but refers to the useless movements of people, equipment and machines. In the food industry, the movement of people performing sensitive operations contributes to the dispersal of contaminants, which is one more reason to avoid it.
- Unnecessary or over-processed processes. It is usually associated with the use of inappropriate tools and equipment, either because they are too sophisticated or expensive, or the opposite. Double packaging has become fashionable in the food sector. For example, in the image on the left of the Figure 5, the legumes are packed in a plastic bag, to maintain the tightness conditions against moisture or insect attack, and inserted into a cloth bag. It is on this second container that all the information related to the product is indicated. In the image on the right, only a cloth container has been used, avoiding double packaging and single-use plastics.
- Stored stocks. It is the set of components, ingredients and finished products that are in the different warehouses. Continuous flow and “just-in-time” of products on production lines is the best way to ensure that this problem is not incurred. Raw materials, products in the elaboration phase or finished products represent an important capital. The preparation of food that is not requested by any customer causes wasted space, possible damage, obsolescence and expiration dates in the products. In the food sector, the correct management of raw materials and perishable products is of vital importance, especially fresh ones with a shelf life marked by their expiration date. The longer the product stays in the warehouse, the more likely it is to reach and even exceed that date.
- Defects and correction. The defects, in addition to not adding value, entail an added cost in their detection and correction. Having to rework or dispose of a defective product causes many losses, added to the delays that this causes. In food, the detection of contaminants (chemical or microbiological) is a legal requirement, and the admitted correction procedures are also legally established in some cases. For example, fish infected by the Anisakis parasite must be frozen at a minimum of −20 °C for at least 24 h.
Other muda added later:
- 8.
- Incoordination, when there is no coordination between the company and its customers or suppliers, which directly affects inventory.
- 9.
- Underutilization of the capacity of workers, having a highly qualified worker performing tasks well below his/her qualifications.
- 10.
- Confusion, the uncertainty caused by not knowing what to do or how to do something; this is usually caused by the lack of documented procedures and training time. Undoubtedly, the best way to work without errors is based on correct training, and in this sense, the work of Yahyaee and his team [28] should be mentioned, as they propose tools to advance in the field of training.
- 11.
- Lack of confidence, when the operator doubts him/herself and thinks that s/he cannot do a task that s/he really can do. This waste can never be attributed to the worker, and is a reflection of poorly structured tasks, poor documentation and poor worker training.
Muri is a Japanese word that means unreasonable, illogical, out of reach or too difficult, and it can be avoided with normalization and standardization work. In the food field, it is necessary that there is applicable external legislation. In this context, in Spain, the Decreto 2484/1967 is still in force, which maintains the Spanish Food Code (Código Alimentario Español—CAE), established in 1974 as an organic body of basic and systematized standards, concerning food and related goods (materials, condiments, etc.). The CAE was created in the likeness of the Codex Alimentarius Mundi, and developed by sectors in the Technical-Sanitary Regulations and Quality Standards, which have undergone strong derogation to adapt to European legislation.
Mura is a Japanese word that means unevenness, irregularity or lack of uniformity, and it is the third key concept in the waste disposal system in a lean project. In a cheese-making industry, for example, it is certainly more effective to have the brine prepared in advance, and to be “on hold” than to have cheeses waiting to come in, with the consequent risk of spoiling, or in the cold storage chambers, whose oversized design would lead to an unjustified cost in electricity.
Following zero waste guidelines should bring benefits to the company and the workers. A series of benefits that should be obtained with the implementation of a lean 6S methodology are listed in the Table 5.
3.2. Concurrent Design in Food Industry
Concurrent design is an idea generation process where two or more business units come together to carry out the objective of this process, which can be to generate a new product or improve an existing one [6].
The design phase is where all the ingredients of the food will be evaluated, while their elaboration is studied in detail. In this sense, the corresponding labelling will have to be considered, among other questions, and must take into account the special mention of ingredients that may cause allergies or intolerances. For example, for a company that makes meatballs that flours before frying, in addition to having to label the meatball plate indicating that it contains cereal flour, whether it is wheat, barley, rye or oats, it must control what other products are fried in the same oil, since these may contain traces transmitted during the frying of the flours used.
In this way, in the design of the production system, the separation of the processing lines of allergenic ingredients should be considered from the beginning. In the example above, if non-floured meatballs were made in the same plant, they would have to have a separate production line from the floured ones.
In the concurrent design, each new project is presented as a multidisciplinary work group [29]. The work team, as much as possible, should be made up of heads of the different departments of the company. The four main fundamentals of design are:
- The life cycle concept.
- The models of the product design process.
- The structure, composition and components or ingredients of the product.
- The flow of information in the design process.
Concurrent engineering is especially recommended in food products, where various multidisciplinary technologies converge and a high number of details must be taken into account, which means that significant time must be dedicated to the detailed design of the project.
In the development of the product, the target audience for which it is intended must be thought from the beginning. Food for children is not the same as for adults or older people. Products intended for young children should have a significant nutritional component as well as suitable mild flavors. Products intended for certain adults can afford an extra calorie intake, while products intended for seniors should limit calories and salt.
The life cycle of a product is the set of stages that an individual product goes through (or an interrelated set of physical or intangible components) destined to satisfy a need from the moment it is created until its end of life. Several stages are recognized (Table 6) [6].
Quality and food safety is a fundamental factor in the food product. This quality must be analyzed in the design phases, but it must be developed throughout the life cycle: maintaining the food preservation chain, without losing the freezing line, verifying expiration dates or preferential consumption.
It is important to keep an eye in the production phases, but in the case of food, vigilance in the distribution, commercialization and consumption phases is just as or more important. The product can be very good, but if the consumption is inappropriate, the result can be disastrous. That is why it is important to warn of allergy risks, clearly indicate the storage procedures and, of course, indicate expiration periods or preferential consumption that guarantees the quality of the product [30].
In the food sector, the use of containers is normally necessary. These containers are necessary because they are the ones that will allow the quality of the product to reach the consumer. Nevertheless, once the product has been consumed, the packaging begins to be a problem. It is necessary to consider the recycling and treatment of waste. Curious is the case of certain unprocessed fruits and vegetables that are placed in an expanded polystyrene tray and wrapped with transparent plastic to give a higher quality image. Some customers will be interested in buying this option, but for many others, it will be a reason to discard it due to their environmental conscience.
In production engineering, a final product has four basic components: raw materials, technology (knowledge), machinery and energy [6]. In-depth knowledge of each of these four basic components will allow us to improve the final product, acting on each of them, individually or jointly, to achieve better quality, reduce costs or reduce the time to market.
Therefore, when developing a product, both the physical components (ingredients, packaging, etc.) and the intangible components (technology) must be taken into account, among which are the specific standards that this product must meet, the trials and tests to be carried out, etc. It should be noted that the rules for making the product include the rules and regulations that must inevitably be complied.
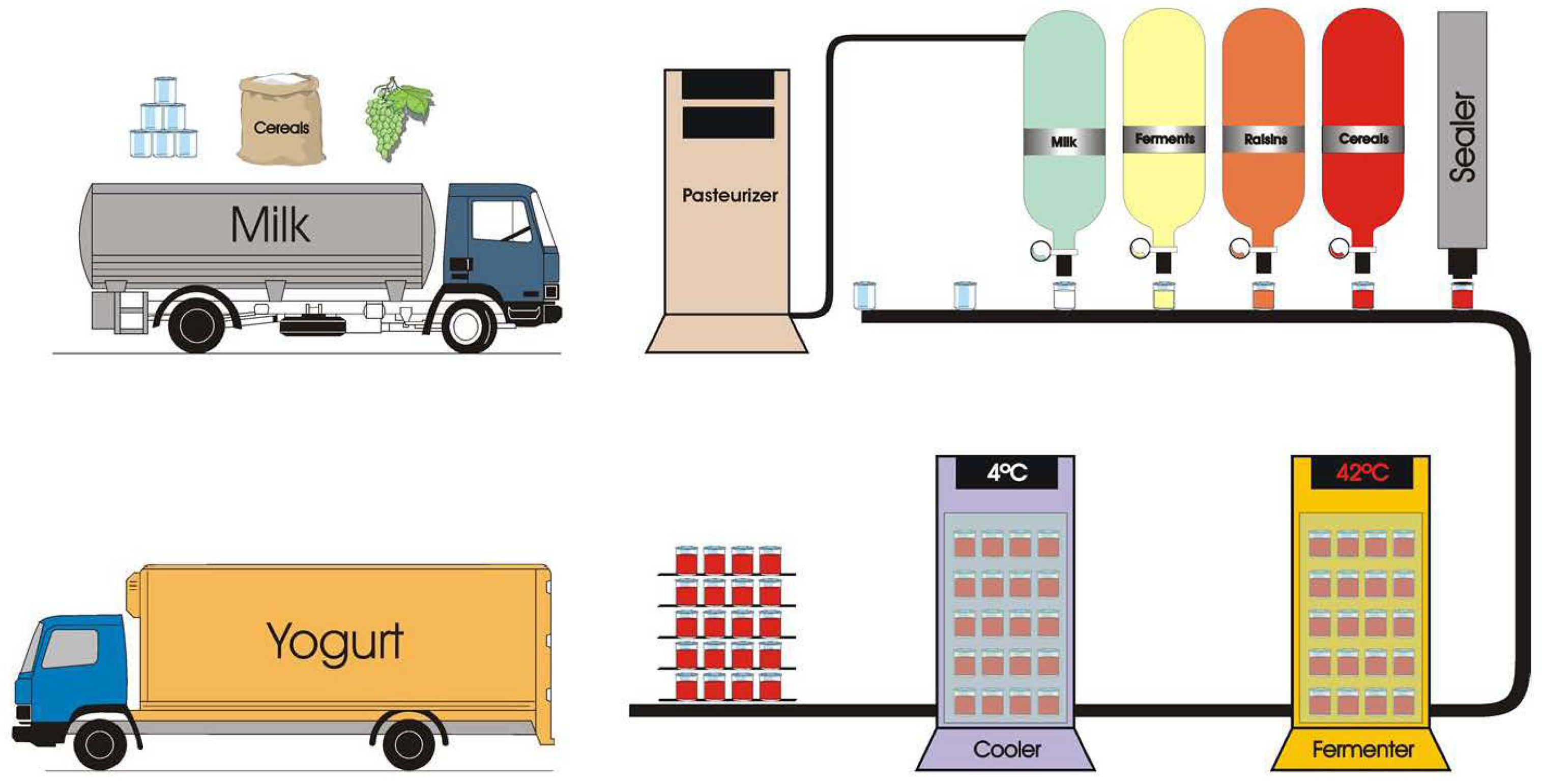
For example, in the preparation of a yogurt with raisins and cereals (Figure 6), we need:
- Raw materials: milk, dairy ferments, grapes, cereal grains and the intended packaging (plastic, cardboard, labels, etc.).
- The technology: a series of documents that contain the preparation procedures and tests (documented work procedures), and which must take into account the applicable regulations.
- The machinery: fermenter, packer, labeler, cleaning machinery, etc.
- The energy needed to run all the above.
In intermediate phases, we will have yogurt, raisins and cereal flakes.
In the final phase, we will have all the previous ingredients, mixed or not, packaged and ready for distribution.
4. Implementation Project of a System Based on Lean 6S–HACCP
4.1. Lean Foods
The Spanish Food Code defines foods as substances or products of any nature, solid or liquid, natural or transformed, which, due to their characteristics, applications, components, preparation and state of preservation, are capable of being habitually and appropriately used as nutrients or fruitive.
Some authors translate the lean methodology as “skinny methodology” or “fat-free methodology”. It could be said that the robust design, which in food would be, for example, a good stew or a good bean stew, is moving to a lean design, which would be a low-fat and balanced meal, such as a salad with chickpeas, for example. With this idea, we could conclude that a “lean food” would be a fat-free food, but concepts should not be confused. A very fatty food, such as olive oil, can be a lean food consumed in the appropriate amount, and a fat-free food, such as a soft drink, may not be good for a sedentary person, by providing an excessive amount of sugars that the body does not need. Lean foods, therefore, are those that are adjusted to the actual needs of the customer [31].
4.2. Phases for the Implementation of the Project
Below is a summary of the steps necessary to start up a production system under the premises of the lean 6S methodology in food:
- Design a simple production system, eliminating complications that do not add value and simplifying procedures.
- Come up with a continuous improvement plan and never stop applying it. Remember that there is always room for improvement.
- Organize the production flows based on demand. In this type of production setup, inventory is only moved through each production center when it is necessary to fulfil a customer’s order. Under this approach, the first benefits are quickly obtained:
- -
- Cycle time reduction.
- -
- Less inventory, reducing the number of ingredients in stock.
- -
- Increase in productivity, organizing the production schedule.
- -
- Greater and better use of productive equipment.
- Never forget the first S: safety.
An approach to continuous improvement is essential to achieve the objectives set, which implies the creation of an incremental improvement plan for products, processes or services in the medium and long term, seeking to reduce waste to improve the functionality of the workplace, customer service or product performance.
A setback in the implementation of the lean methodology is that technicians focus on tools and procedures and forget about the lean philosophy. It is important not to lose sight of the methodological objective since otherwise the operator will limit him/herself to following some protocols, probably without understanding them, and will enter a routine that will probably not achieve the proposed objectives. Consequently, proper management is needed to avoid the failed implementation of lean methodologies.
The general lean 6S system is outlined below, with the widest possible scope of application—the entire food chain, from primary production to marketing—so that it can later be adapted to each sector. Reference is made to European regulations, which must be replaced by the corresponding one depending on the market to which it is intended.
Table 7 contains a schedule of the necessary phases for the implementation of a lean 6S–HACCP project.
4.2.1. System Creation and Initial Planning
The first point of the system, and which encompasses all the following points, is the first S: safety. An effective system must be established, documented and maintained to control defects (including physical, chemical and biological hazards that may occur in food), communicate information and assess compliance.
The planning of the activity of a company must begin with the definition of the product and the production phase to be developed within the food chain. It involves, at a minimum, establishing:
- The sector: primary production, secondary production or service sector.
- The type of products: of animal origin (meat, dairy, egg products, etc.), of vegetable origin (vegetables, cereals, fruits, infusion plants, etc.) or mixed (prepared dishes).
Immediately afterwards, the concurrent design plan of the entire food chain must be drawn up, from the fields and farms to the final consumer. The strategy to be followed together to avoid loss of value must be defined through meetings with those responsible for the different phases of the process.
They must be defined, with all those involved:
- The target customers, those who are going to acquire the company’s product, and their forecast of demand is what will determine the productive level to be achieved in the company, avoiding overproduction.
- Collateral customers, those who will acquire the waste and unwanted by-products, so that they acquire value in another production chain. They must be enough to absorb them.
- Suppliers, those who provide raw materials or products to the company. They must cover the necessary diversity and be sufficient, according to their productive capacity, to allow the desired productive level.
Communication channels must be established between the company and all those involved. At the beginning, as many meetings necessary to carry out the concurrent design should be held, and later, periodic meetings will be held to discuss improvements.
When establishing the overall strategy, it may be necessary to redefine the product or the production phase. In any case, the specifications of all food products are established, those that will be produced in the company and those that will be provided by suppliers:
- Product shelf life studies must be carried out, in accordance with EU Regulation 2073/2005, on microbiological criteria. These must make it possible to determine the expiration date or preferred consumption date, whichever corresponds.
- The nutritional adequacy must be evaluated, to avoid the production of foods whose nutritional characteristics, in relation to the intended use, are not optimal. The use of nutritional or health claims must be made in accordance with the regulations (EU Regulation 1924/2006).
- If the food product is to be packaged, the packaging must be appropriate to keep the product in optimal conditions for the time foreseen until its latest consumption.
- The labelling must be accurate and it must comply with the applicable regulations.
4.2.2. Commitment and Responsibility of the Management Team
In order to implement and maintain any quality management system, it is necessary to start from a propitious wish of the top managers of the company. Lean 6S is no exception. The management team must know the principles of the philosophy and show interest in its implementation by:
- The statement of the company’s policy and objectives. Mention should be made of customer satisfaction through the monozukuri philosophy (environmental responsibility and work ethic), continuous improvement (kaizen), genba walks and waste elimination tools (mura, muri and muda): just-in-time, poka yoke and kanban.
- The performance of its functions, which are:
- -
- Appoint one or more lean teachers, who will train the rest of the staff in the lean philosophy and supervise its implementation.
- -
- Appoint one or more experts in food safety, who advise lean teachers in this area.
- -
- Establish the organizational structure of the company, with heads of each department for internal communication. In each department, the means for the creation of kaizen groups are given.
- -
- Establish external communication procedures, with suppliers and clients, and internal, among the personnel, to avoid incoordination.
- -
- Participate in product and process planning, including emergency procedures.
- -
- Periodically carry out genba walks, with or without the lean teacher, to find out the current situation and detect problems to seek solutions.
- -
- Check that the quality management system implemented meets the objectives.
- The contribution of the necessary resources, materials and personnel.
4.2.3. Product and Process Planning
Once the external factors have been defined, which is essential for proper waste management, internal operating plans must be drawn up, taking into account the statement of the company’s policy and objectives.
The internal plans, which together form the 6S, are:
- The safety plan, of security. Beyond its global importance, it includes:
- -
- HACCP (hazard analysis plan and critical control points), designed to avoid hazards in processed foods.
- -
- Protection of workers. Measures should be put in place to prevent workers from being injured by machinery or becoming sick from their contact with food or other workers.
- -
- Defense against attacks, with measures to avoid deliberate contamination in the company. Areas and times with potential for sabotage should be identified and the necessary procedures to avoid them should be established. Staff and visitors must be identified.
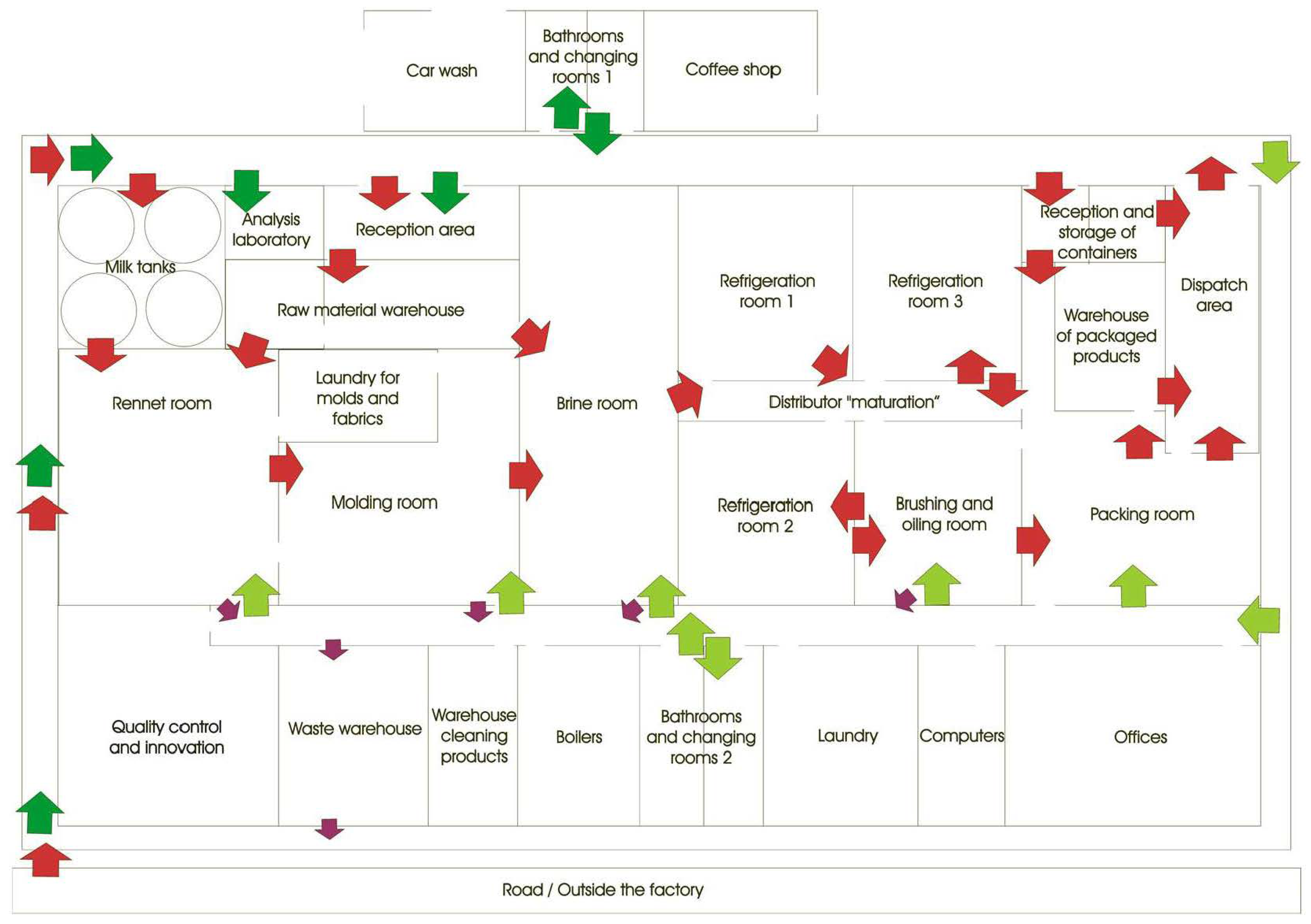
- The classification plan (seiri), facilities and their maintenance. It must include the maps of the facilities and the lists of the equipment and materials present in each of the rooms.Planning of the location and characteristics of the plant (Figure 7):
- -
- The location must be determined by comparing available sites that are more valued after the joint evaluation of: proximity to customers and suppliers, access for transport vehicles and personnel, available natural resources and distance from unhealthy sources (landfills, farms with poor hygiene), insects or rodents (abandoned places with humidity and food).
- -
- The size must be the necessary to allow operations without space obstacles and without unnecessary gaps. Future expansion in response to increased demand must be anticipated.
- -
- Different rooms must be foreseen for those operations that the legislation establishes that they have to be separated in space, such as the warehouse for cleaning and disinfection products, or, in an ungulate slaughterhouse, the gut cleaning [32]. In addition, the independence of other operations must be valued, either to facilitate hygiene or for other reasons.
- -
- The distribution must be such that it allows the flow of personnel, food products and waste without cross-contamination or changes in transport or movement.
- -
- The reception and dispatch areas must be independent, and designed to allow the loading and unloading of goods from transport vehicles.
- -
- It is important to consider the various needs related to the factors of production and to workers. They are different from those of products and plants, as well as new requirements, such as environmental hygiene, protection from pests, and perishability control [33].
The facilities and needs for water, electricity and gases:- -
- Determine the foreseeable consumption and the adequate reserve, which must cover the needs until the application of the emergency plan. The need for electricity must take into account the possibility of obtaining natural light and ventilation or not.
- -
- Water, electricity and gas installations must comply with regulatory safety measures, including fire protection equipment.
- -
- The necessary machinery, its useful life and the foreseeable maintenance that they will require, including the personnel in charge of carrying it out. Given the risk of transmission to food products of foreign bodies (screws and similar objects), the need for detection equipment (metal detectors, for example) must be assessed.
- -
- The required tools. All of them must comply with the legislation on materials in contact with food, both the general one (EU Regulation 1935/2004, on materials in contact with food, and the CAE) and the specific one according to the material in question, if it exists. Its suitability is confirmed with the corresponding certificates.
- The cleaning and hygiene plan (seiso). Made according to international standards. The following HACCP prerequisite plans are included in this plan:
- -
- Cleaning and disinfection. The frequency, the methodology and the personnel in charge of cleaning and disinfection of the different areas are established according to their risk.
- -
- Disinsection and rodent control (integrated pest control plan). Constructive preventive measures and adaptation of the environment outside the building must be included.
- -
- Personal hygiene. Means should be provided and maintained for personnel to wash and dress in appropriate clothing.
- -
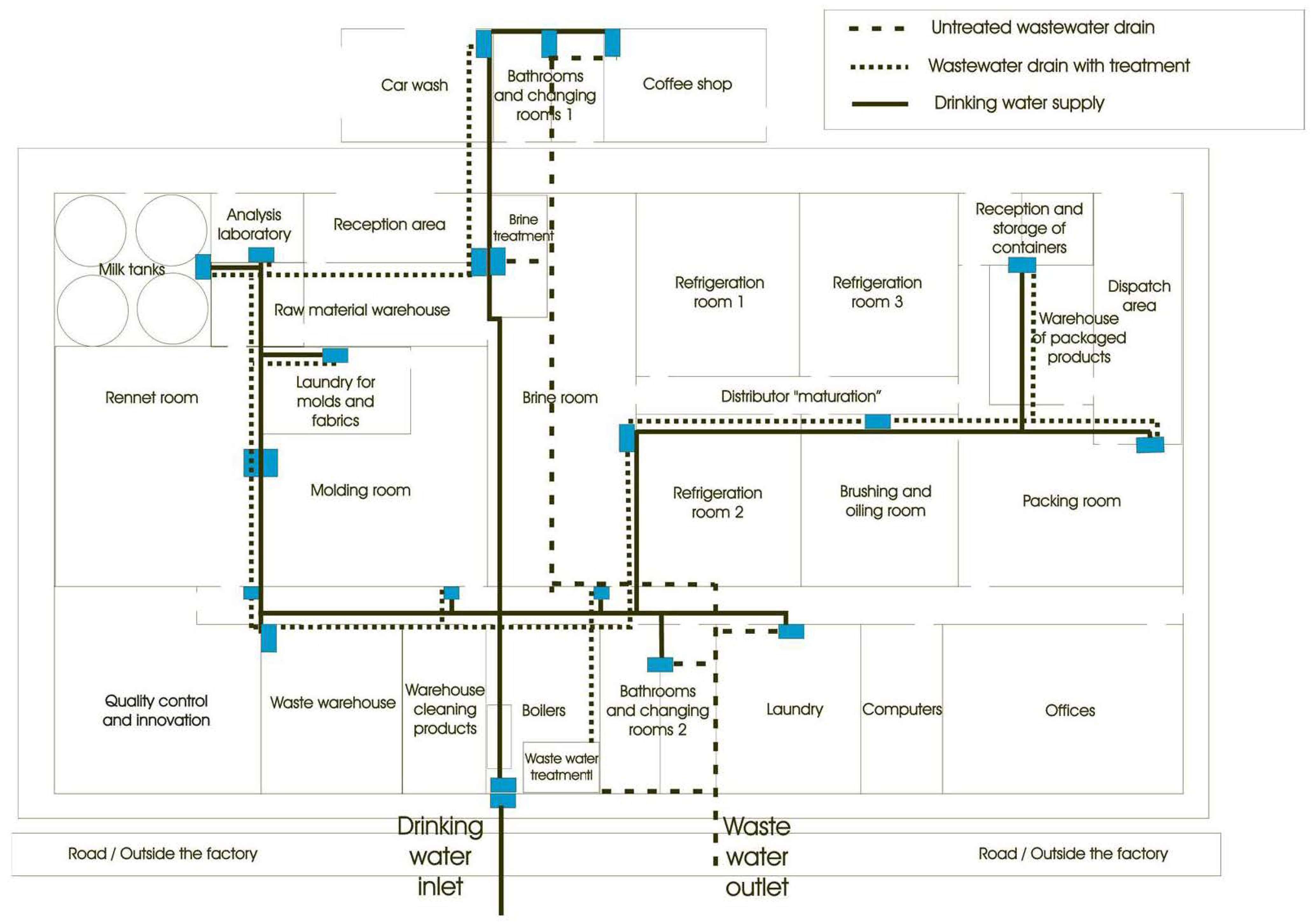
- Water control. The different types of water, potable and non-potable, must be channeled independently (Figure 8).
- -
- Waste. The flow of the different wastes and the periodicity of their removal are designed to avoid them being a source of contamination. The place for cleaning and disinfection of used containers should be provided if they are to be returned to clean areas.
Based on the assessed risk, appropriate sampling and analysis are established in critical phases of the manufacturing process (on raw materials, semi-finished or finished products, packaging materials and areas in contact with food). The results of these analyses must be obtained before the product leaves the company. If this is impossible due to the deadline, this circumstance and the results must be transmitted to the next link in the chain, when they are obtained.
- The order plan (seiton). All workplaces must be equipped with the equipment and utensils necessary for the tasks to be carried out in them, and the silhouettes must be marked to show the absence of a required instrument.
- The standardization plan (seiketsu), with documented work procedures, which must include all the activities carried out in the company, indicating how and when they are to be carried out, who carries them out and what controls are associated with them. Includes procedures for:
- -
- The reception and storage of goods. The first-in-first-out (FIFO) principle must be adhered to. If a controlled temperature is required, warehouses must have poka yoke-type systems, which alert in case of failure.
- -
- The operation of the different equipment.
- -
- The work stages of each process.
- -
- Monitoring of traceability. The complete and truthful transmission of the identification information (correspondence with suppliers) and characteristics of the food products issued from the company must be ensured:
- -
- The packaging and labelling of food products.
- -
- Transportation and delivery.
- -
- Actions in cases of crisis or emergency.
- The sustainability plan (shitsuke), for process controls, which must establish the control methodology for the entire system, and the derived records. Compliance checks must be carried out by the operators themselves, with or without the help of poka yokes, so that they are the ones who paralyze the chain in the event of a defect:
- -
- Corrective actions must be provided for the process and destination of the affected products (reprocessing, transformation or withdrawal). These rulings should be discussed in the kaizen groups described in Section 4.2.5.
- -
- The calibration of the measurement systems should be planned (not only to comply with the process control plan, but for any other control).
- -
- Periodic supervision and verification of the work by competent personnel should be foreseen. It should be distinguished by:
- -
- Inspections. The personnel with specific training are in charge of supervising and periodically verifying that the company is operating according to the planned (based on the established indicators). The inspector must be familiar with all established procedures and routine controls, and must have the communication and persuasion skills to enforce them. These personnel carry out tours on site (genba walks), listening to the operators and taking note of the problems detected.
- -
- Audits. At least once a year, depending on the assessed risk, internal audits of the different plans must be carried out, particularly of the critical activities for food safety. Auditors must be objective and impartial, so they should not audit their own work. The possibility of audits being carried out by external companies should be evaluated.
It must be controlled that the documents are available, implemented and updated, and that the records are legible, identified and recoverable.
4.2.4. Human Resources Management
Human resources include both the lean team and the rest of the staff, of which there must be contracts and records. It has to be planned:
- The appropriate training: in food safety, lean philosophy, company organization, procedures, safety standards, etc. Confusion (muda) should be avoided.
- The suitability in qualification and number for the position held. It must be determined, for each of the processes, which personnel will be necessary, so that no change is incurred due to undervaluation, lack of trust, waiting times (if there are more personnel than necessary) or movement (if less, and an attempt is made to fill the gaps).
4.2.5. System Upgrade
It must be established:
- Kaizen groups. They must have space for their meetings, and the advisers of each group must be designated. The methodology to be followed to define the discussion priorities and the communication system between groups and kaizen managers must be established.
- Kaizen managers. It is the team with the capacity to estimate or reject the proposals of kaizen groups and put them into practice. They receive the results of routine controls and inspections and audits, as well as customer complaints, thus compiling the possible improvements needed, for which they can seek a solution independently or with the help of kaizen groups.
From the global point of view of concurrent design, and to facilitate the aforementioned meetings with all those involved in the food chain to maintain continuous improvement, experts who carry out genba walks in the different phases of the chain should be exchanged. These experts verify that the companies that supply them comply with what is expected, and that the companies that are their clients are satisfied with the products received. In addition, with regard to customer satisfaction, a complaint management system should be put in place to avoid a recurrence of non-conformity.
5. Conclusions
It is still interesting that the origin of Ford’s idea of chain production came from a visit to a cattle slaughterhouse, where the animals were hung on hooks and moved from one side of the cutting plant to the other with chain mechanical mechanisms. It is also interesting to note the origin of the idea of just-in-time: in a food distribution center, a supermarket. This makes us think that the food production industry is truly at the fore in many aspects—sometimes out of pure necessity, such as cleaning and sanitary controls, and other times because there are serious professionals who seek solutions to emerging problems and innovations to improve what they already have. This way of behavior is no different from what happens in other industrial sectors when production problems arise.
Therefore, proposing the application of lean technologies in the quality food production sector is nothing more than the logical consequence of the chain of reasoning that arises in this and all industrial sectors. This is the customer satisfaction and, with it, the consequent industrial benefit that allows companies to survive, evolve and improve their production systems day by day.
After analyzing the structure of a lean 6S system, we can conclude that the system is perfectly applicable to food production. It also adds value by being fully compatible, even overlapping to a great extent, with internationally accepted food safety regulations.
In this paper, we addressed the integration of HACCP and lean 6S in a unified system. HACCP has a mandatory character, while lean 6S has a voluntary character, which does not prevent this integration.
Food quality management systems, a fundamental element of HACCP, which the project must necessarily include, have been analyzed in depth.
Throughout the paper, an important series of considerations regarding lean have been collected, giving practical examples of its use in the food environment. The study makes special reference to concurrent engineering, which, as is known, constitutes the link between 5S/6S and lean.
An important conclusion of this work is that contrary to how it is proposed in other industrial sectors, in the field of food production, the first S must be “safety”.
As a result, a lean 6S–HACCP implementation project is presented, collecting in detail the different phases and their involvement in food production environment.
Author Contributions
R.A.D. is the originator of the initial idea for the work. M.d.M.E., M.D. and L.R. developed the proposed models and methodology. All authors provided the state of the art, supervised the research work and analyzed the implementation plan and the conclusions. All authors participated in the writing and revising of the manuscript. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the Escuela Técnica Superior de Ingenieros Industriales of the Universidad Nacional de Educación a Distancia (UNED) under Contract 2021-ICF05. This work was supported too by the Instituto Universitario de Educación a Distancia of the Universidad Nacional de Educación a Distancia (UNED) under the Institutional Didactic Innovation Program (2021).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Espinosa, M.M.; Domínguez, M. Producción Lean, Alimentos Lean; Ed. AIDA: Madrid, Spain, 2018. [Google Scholar]
- Zamora, E. Evaluación Objetiva de la Calidad Sensorial de Alimentos Procesados; Editorial Universitaria: La Habana, Cuba, 2007. [Google Scholar]
- Barreca, F.; Cardinali, G.; Fichera, C.R.; Lamberto, L.; Modica, G. A fuzzy-based model to implement the global safety buildings index assessment for agri-food buildings. J. Agric. Eng. 2014, 45, 24. [Google Scholar] [CrossRef] [Green Version]
- Barreca, F.; Cardinali, G.; Fichera, C.R.; Lamberto, L.; Modica, G. Safety performance assessment of food industry facilities using a fuzzy approach. J. Agric. Eng. 2013, 44, e58. [Google Scholar] [CrossRef]
- Espinosa, M.M.; Domínguez, M. Ingeniería Concurrente; Asociación de Ingeniería y Diseño Asistido: Madrid, Spain, 2013. [Google Scholar]
- Alting, L. Procesos Para Ingeniería de Manufactura; Alfaomega: Madrid, Spain, 1996. [Google Scholar]
- Villar, L.; Domínguez, M.; Espinosa, M.M. Cronogramas para toma de decisiones ágiles en entornos concurrentes con incertidumbre. Dyna Manag. 2016, 4, 11. [Google Scholar] [CrossRef] [Green Version]
- Park, G.-J.; Lee, T.-H.; Lee, K.H.; Hwang, K. Robust Design: An Overview. AIAA J. 2006, 44, 181–191. [Google Scholar] [CrossRef]
- Feigenbaum, A.V. Total Quality Control; McGraw-Hill: New York, NY, USA, 1961. [Google Scholar]
- Jiménez, M.; Romero, L.; Domínguez, M.; Espinosa, M.D.M. 5S methodology implementation in the laboratories of an industrial engineering university school. Saf. Sci. 2015, 78, 163–172. [Google Scholar] [CrossRef]
- Crosby, P.B. Cutting the Cost of Quality; the Defect Prevention Workbook for Managers; Industrial Education Institute: Boston, MA, USA, 1967. [Google Scholar]
- Roos, D.; Womack, J.P.; Jones, D.T. The Machine That Changed the World: The Story of Lean Production; Harper Perennial: New York, NY, USA, 1991. [Google Scholar]
- Krafcik, J.F. Triumph of the lean production system. Sloan Manag. Rev. 1988, 30, 41–52. [Google Scholar]
- Jones, D.; Womack, J. Lean Thinking; Ediciones Gestión 2000: Madrid, Spain, 2012. [Google Scholar]
- Alonso, M.; de la Fuente, M.; Hontoria, E.; Ros, L. Mejora de la productividad en una empresa de alimentación mediante técnicas lean. In Proceedings of the XVII Congreso de Ingeniería de Organización, Valladolid, Spain, 10–12 July 2013. [Google Scholar]
- Langreo Navarro, A. Historia de la industria láctea Española; Ministerio de Agricultura, Pesca y Alimentación: Madrid, Spain, 1995.
- Barreca, F.; Cardinali, G.; Borgese, E.; Russo, M. Development of a Method for Evaluating Floor Dry-Cleanability from Wheat Flour in the Food Industry. J. Food Sci. 2017, 82, 939–944. [Google Scholar] [CrossRef] [PubMed]
- Barreca, F.; Cardinali, G.D. Agri-food building performance evaluation by an integration of different measurement techniques: Case study of a bakery in south Italy. Build. Environ. 2021, 204, 108109. [Google Scholar] [CrossRef]
- Barreca, F.; Cardinali, G.D. ITACAFood: A Model to Certificate the Sustainability of Food Processing Facilities. Sustainability 2019, 11, 4601. [Google Scholar] [CrossRef] [Green Version]
- Roll, D. An Introduction to 6S; Vital Enterprises: San Francisco, CA, USA, 2005. [Google Scholar]
- Osakue, E.; Smith, D. A 6S Experience in a Manufacturing Facility. In Proceedings of the 2014 ASEE Annual Conference & Exposition Proceedings, Indianapolis, Indiana, 15 June 2014; pp. 24.15.1–24.15.15. [Google Scholar] [CrossRef]
- Gečevska, V.; Čaloska, J.; Polenakovik, R.; Donev, V.; Jovanovski, B.R. Integration of lean principles and safety management system. Mech. Eng. Sci. J. 2015, 33, 7–11. [Google Scholar]
- Jiménez, M.; Romero, L.; Fernández, J.; Espinosa, M.D.M.; Domínguez, M. Extension of the Lean 5S Methodology to 6S with An Additional Layer to Ensure Occupational Safety and Health Levels. Sustainability 2019, 11, 3827. [Google Scholar] [CrossRef] [Green Version]
- Jiménez, M.; Romero, L.; Fernández, J.; Espinosa, M.D.M.; Domínguez, M. Application of Lean 6s Methodology in an Engineering Education Environment during the SARS-CoV-2 Pandemic. Int. J. Environ. Res. Public Health 2020, 17, 9407. [Google Scholar] [CrossRef] [PubMed]
- Domínguez, R.; Romero, L.; García, M.; Domínguez, M.; Espinosa, M.M. Importancia de la innovación educativa en el campo de la ciencia y la tecnología de los alimentos. In Proceedings of the X Jornadas de Investigación en Innovación Docente de la UNED. Innovación educativa en la Era Digital, Madrid, Spain, 28–29 November 2018; pp. 439–446. [Google Scholar]
- La Agenda para el Desarrollo Sostenible. Available online: https://www.un.org/sustainabledevelopment/es/development-agenda/ (accessed on 6 August 2021).
- Objetivos de Desarrollo Sostenible. Available online: https://www.un.org/sustainabledevelopment/es/objetivos-de-desarrollo-sostenible/ (accessed on 6 August 2021).
- Yahyaee, A.; Espinosa, M.M.; Prádanos, R.; Domínguez, M. VetTrip, a playful methodology for training in university environment. In Proceedings of the Online, Open and Flexible Higher Education Conference 2019—Proceedings, Madrid, Spain, 16–18 October 2019; pp. 389–402. Available online: https://conference.eadtu.eu/download2527 (accessed on 6 August 2021).
- Romero, L.; Domínguez, I.A.; Espinosa, M.M.; Domínguez, M. Team Work Aptitude Development in the Field of Concurrent Engineering through ICT Tools: Collaborative Engineering. Int. J. Eng. Educ. 2015, 31, 292–301. [Google Scholar]
- Villar, L.; Espinosa, M.M.; Domínguez, M. La gestión ágil y concurrente de proyectos con incertidumbre. Dyna 2017, 92, 16–17. [Google Scholar] [CrossRef] [Green Version]
- Salazar, C.A.; Quiroz, O.J.; Benavides, B.J.; Delgado, Y. Metodología 5S, alternativa viable en la mejora de procesos de la industria alimentaria. Rev. Tayacaja 2020, 3, 114–124. [Google Scholar] [CrossRef]
- Reglamento 853/2004, Sobre Normas Específicas de Higiene de Productos de Origen Animal. Available online: https://boe.es/doue/2004/139/L00055-00205.pdf (accessed on 6 August 2021).
- Barreca, F.; Praticò, P. Post-Occupancy Evaluation of Buildings for Sustainable Agri-Food Production—A Method Applied to an Olive Oil Mill. Buildings 2018, 8, 83. [Google Scholar] [CrossRef] [Green Version]
Figure 1.
Food product quality stamps in the Roman Empire.

Figure 2.
Chronology.

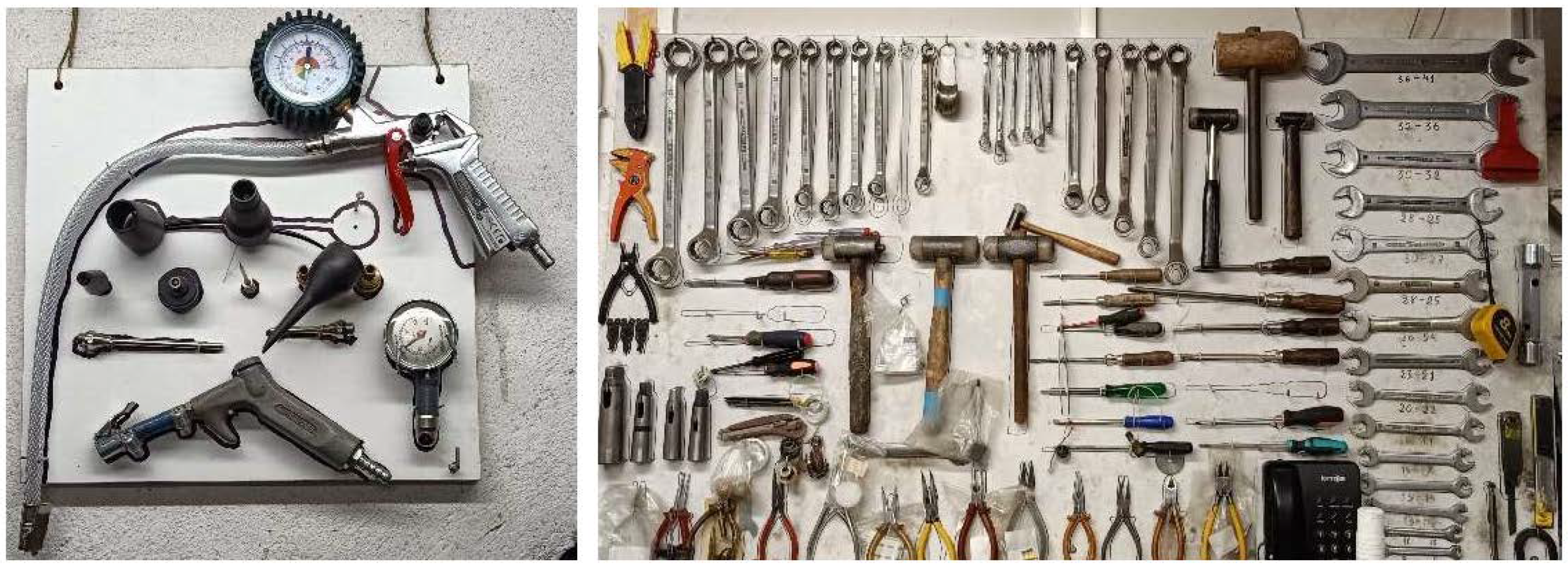
Figure 3.
Order application examples.

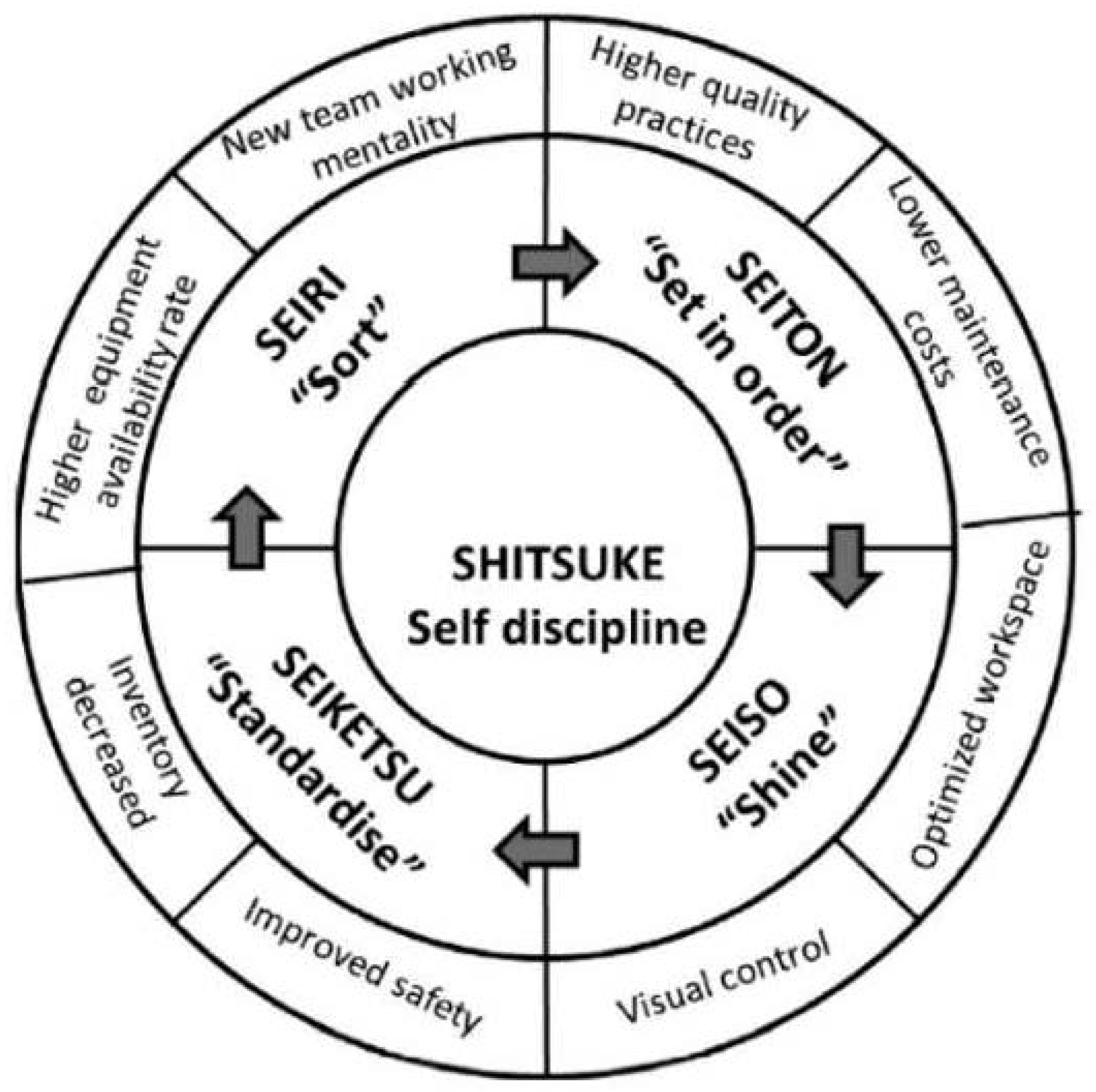
Figure 4.
Sustainability structure example (reprinted from Jiménez et al. [10]).
Figure 4.
Sustainability structure example (reprinted from Jiménez et al. [10]).

Figure 5.
Double packaging.

Figure 6.
Yogurt production process with raisins and cereals.

Figure 7.
Flow chart in a cheese manufacturing plant: products (red), outdoor staff (dark green), indoor staff (light green) and waste (purple).
Figure 7.
Flow chart in a cheese manufacturing plant: products (red), outdoor staff (dark green), indoor staff (light green) and waste (purple).

Figure 8.
Example of a drinking water supply network and wastewater evacuation in a cheese farm.

Table 1.
Key principles of lean.
|
Table 2.
HACCP system principles.
|
Table 3.
ISO 22000 standard blocks.
|
Table 5.
Zero waste benefits.
|
Table 6.
Life cycle concept.
|
Table 7.
Phases for the implementation of the project.
| System creation and initial planning | Definition of the product Definition of the production phase Concurrent design plan Communication channels Redefinition of the product Redefinition of the production |
| Commitment and responsibility of the management team | Company’s policy and objectives Functions performance Necessary resources |
| Product and process planning | Safety plan (anzen) Classification plan (seiri) Cleaning and hygiene plan (seiso) Order plan (seiton). Standardization plan (seiketsu) Sustainability plan (shitsuke) |
| Human resources management | Training Qualification |
| System upgrade | Kaizen groups. Kaizen managers |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Domínguez, R.A.; Espinosa, M.d.M.; Domínguez, M.; Romero, L. Lean 6S in Food Production: HACCP as a Benchmark for the Sixth S “Safety”. Sustainability 2021, 13, 12577. https://0-doi-org.brum.beds.ac.uk/10.3390/su132212577
AMA Style
Domínguez RA, Espinosa MdM, Domínguez M, Romero L. Lean 6S in Food Production: HACCP as a Benchmark for the Sixth S “Safety”. Sustainability. 2021; 13(22):12577. https://0-doi-org.brum.beds.ac.uk/10.3390/su132212577
Chicago/Turabian StyleDomínguez, Rut Azucena, María del Mar Espinosa, Manuel Domínguez, and Luis Romero. 2021. "Lean 6S in Food Production: HACCP as a Benchmark for the Sixth S “Safety”" Sustainability 13, no. 22: 12577. https://0-doi-org.brum.beds.ac.uk/10.3390/su132212577
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.