
Energy-Oriented Production Planning in Industry: A Systematic Literature Review and Classification Scheme


1
International Institute (IHI) Zittau, Technische Universität Dresden, Markt 23, 02763 Zittau, Germany
2
Innovation and Competence Centre for Production Logistics and Factory Planning (IPF), Ostbayerische Technische Hochschule Regensburg, P.O. Box 12 03 27, 93025 Regensburg, Germany
*
Author to whom correspondence should be addressed.
Sustainability 2021, 13(23), 13317; https://0-doi-org.brum.beds.ac.uk/10.3390/su132313317
Submission received: 13 November 2021
/
Revised: 25 November 2021
/
Accepted: 27 November 2021
/
Published: 1 December 2021
(This article belongs to the Special Issue Cleaner and Sustainable Industry)
Abstract
:Scarcity of resources, structural change during the further development of renewable energy sources, and their corresponding costs, such as increasing resource costs or penalties due to dirty production, lead industrial firms to adapt ecological actions. In this regard, research on energy utilization in production planning has received increased attention in the last years, resulting in a large number of research articles so far. With the paper at hand, we review the literature on energy-oriented production planning. The aim of this study is to derive similar core issues and related properties along energy-oriented models within hierarchical production planning. For this, we carry out a systematic literature review and analyze and synthesize 375 research articles. We classify the underlying literature with a novel two-dimensional classification scheme and identify three key topics and five frequently found characteristics, which are presented in detail throughout this article. Based on these results, we state several potentials for further research.
1. Introduction
Aside from sustainable production in general, one major concern is the use of energy in industrial production. To address this, research differentiates between two ways of increasing energy efficiency within industrial production. One possibility lies in the investment of new energy-efficient production machines, as well as in the design of new production processes. The other way lies in energy-oriented production planning (EOPP). While the former approaches related to technology investments usually go along with high costs, production planning allows improvements regarding energy utilization in the short term and with little investment costs, making it especially interesting for practice and research (see [1,2,3,4]). A consideration of risk management associated with energy-oriented production planning can be found, for instance, in [5].
For industrial production planning, the concept of hierarchical production planning, as stated in [6] and further proposed by [7], is well known in research and industrial practice. Along different planning levels, i.e., aggregate production planning, master production scheduling, lot sizing, and scheduling, the main goal is a harmonization between long-term decisions based on rather aggregated information and short-term decisions that are precise to the second while limited capacities of resources are considered. A detailed description can be found in [8]. In summary, hierarchical production planning addresses various issues in production for time horizons of several years to only a few hours.
Previous research identified over 350 published research papers in the context of energy-oriented production planning dealing with various subjects and circumstances across the different levels of the planning hierarchy (see [9]).
Based on these considerations, in the present work, we look at the following two research questions (RQ):
RQ1: Is it possible to narrow down the existing articles on energy-oriented production planning to a small number of key topics that are addressed?
RQ2: Can similar characteristics be found in the literature regarding the planning problems that enable improved energy efficiency?
In answering these two questions, the article at hand provides an overview on the state of the art of energy-oriented production planning. Through topic bundling and a detailed analysis on elementary characteristics of planning problems used to improve energy efficiency, a completely new classification scheme is presented. In addition, a large share of the research articles on EOPP found are cited throughout the article and open research questions are discussed.
The remainder of this article is structured as follows. In the next chapter, the scope of this work is presented and distinguished from existing literature articles. In Section 3, we present the review methodology outlined for the literature search and analysis. Section 4 presents a classification scheme derived on the basis of 375 research papers. Thereby, we describe 171 of these articles and link them to the classification scheme. After introducing key topics in Section 4.1, commonly found characteristics within energy-oriented production planning models are discussed in Section 4.2. In Section 5, we provide numerical analyses of the examined literature and provide an outlook on further research potential. This article ends with a conclusion.
2. Review of Existing Works
The research proposed in this article aims to present an overview of energy-oriented production planning. In the past, several review articles were published on production planning approaches that integrated energy aspects. Ref. [2] presented a review on energy-efficient production scheduling. In their article, the authors classified 87 scheduling approaches published between 1990 and 2014. For this, the authors developed a research framework for analyzing and categorizing scheduling models in terms of energetic coverage, energy supply, and energy demand. They discussed applications along the energy conversion chain that could be influenced by scheduling and aligned scheduling approaches to three interacting systems, namely, external conversion systems (by the energy provider), internal conversion systems, and the production system of a manufacturing company (as the energy user).
The work from [10] focused on sustainable manufacturing and discussed ecological aspects not only of energy in production, but also regarding emissions and waste. After defining sustainable manufacturing operation scheduling with respect to input and output, the literature was classified by means of input (e.g., energy) and output (e.g., waste and pollution), optimization criteria, and scheduling methods (proactive, reactive, or hybrid). Thereby, 33 energy-oriented articles on short-term production planning were included. The authors concluded that mainly energy was addressed in sustainable production planning and suggested, among other points, linking different planning levels and considering multidisciplinary approaches for an improvement in terms of sustainability. The authors of [11] reviewed the literature on sustainable manufacturing and took into account the triple-bottom-line pillars of sustainability—economical, ecological, and social—in production. In total, they analyzed 50 articles that addressed sustainability in production scheduling and classified them in terms of manufacturing model, sustainable objectives, and constraints, as well as model type and solution methods. They defined six pairings that served to evaluate if a scheduling model was sustainable: economic-oriented objective and environment-oriented objective, economic-oriented objective and social-oriented objective, economic-oriented objective and environment-oriented constraint, economic-oriented objective and social-oriented constraint, environment-oriented objective and economic-oriented constraint, and social-oriented objective and economic-oriented constraint. Thereby, a sustainable scheduling model must include at least one of these sustainable links. Regarding energy in production, their analysis showed that electric power consumption and energy costs are the most-used indicators.
With an emphasis on energy-oriented simulation in production and logistics in general, Ref. [12] introduced an online database to provide an overview of relevant research and application approaches regarding energy in manufacturing and logistics. So far, more than 200 articles are included in this literature database.
In [3], energy-efficient scheduling approaches in intelligent production systems were reviewed. A total of 90 papers on production scheduling published between 2003 and 2019 were analyzed in terms of shopfloor category, model and solution approach, objective criteria, and energy consumption aspects. Based on this cataloguing, the authors provided various numerical analyses of different specifications along energy-oriented production scheduling. Ref. [1] assigned 89 papers on energy-efficient production planning along the levels of hierarchical production planning and, thus, expanded the scope of mid-term master production scheduling and capacity planning, as well as lot-sizing approaches. With their work, the authors examined the literature on energy-efficient production planning from a technical and model-driven view and presented a detailed description of published decision support models that included energy aspects. In addition, every article was catalogued regarding shopfloor type, energy objectives and constraints, energy pricing, and modeled energy utilization.
The article by [13] continued the work from [1,2] and gave an update on reviewing energy-aware decision support models in production. The authors analyzed 192 articles published between 2016 and early 2020. A distinction was made between elements within the production environment, titled as a ‘system boundary’, and the energy market as an external energy source. In presenting an extensive literature classification scheme, ten dimensions and their attributes were described, which addressed energy supply, energy demand, and energy storage, as well as several modeling aspects. In terms of recent trends and future research potential in energy-oriented production planning, Ref. [13] took up three categories—the system boundary, conceptualization, and practical relevance—and included further descriptions of onsite generation and multiple forms of energy, layout, and process planning, assembly line balancing, the consideration of dynamic machine environments, and the integration of transportation processes.
While the outlined review articles provide valuable findings on research regarding energy-oriented production planning, to the best of our knowledge, we presume that the two research questions raised in Section 1 are still unanswered. With respect to the first research question, we propose three key topics. In contrast to the introduction of three dimensions related to energy-efficient scheduling by [2], we expand the scope on mid-term planning and distinguish between ecological- and economic-oriented integration of energy in production planning. Other than [13], we take into account literature published between 1983 and 2021 and describe the different variations grouped in each class in detail.
Regarding research question 2, we could not find a detailed analysis of the assumptions and circumstances that allow increased energy efficiency through production planning in any of the cited review papers. Therefore, the present article attempts to provide a precise description of commonly found characteristics in the literature on energy-oriented production planning.
Consequently, in this article, we address these issues by means of a literature review. While the work from [1] comes close to the paper at hand by taking into account energy orientation in both mid-term and short-term levels within hierarchical production planning, we rather seek to give an aggregated overview instead of describing every approach in detail—which, then again, is similar to the article by [2]. Although comparable work was provided in [13], our focus is on analyzing almost the entire literature base on energy-oriented production planning published so far and on synthesizing common objectives and characteristics in these articles. Throughout the article, we take up exemplary articles and, thereby, link our findings with 171 published papers. In addition, further information on every article, as well as on those articles not cited in the following, can be found in the online appendix (to obtain the appendix, please contact the corresponding author).
Due to the growing interest in sustainability in academia and industry, the aim of this article is to provide both researchers and practitioners with a general understanding of the underlying topics and characteristics for energy integration into production planning. This article should help researchers to familiarize themselves with the state of the art in energy-oriented production planning and future research directions. For practitioners, the aggregated illustration of energy aspects along with their various specifications is intended to foster the further implementation of energy-oriented production planning in industry.
In summary, the paper at hand gives the reader four major insights. By analyzing and synthesizing the various specifications of energy integration in production planning approaches, we present a comprehensive overview of how production planning can address energy efficiency in terms of objective criteria and constraints. In addition, we describe different requirements and capabilities assumed in the reviewed literature that allow improvement regarding energy utilization. As a third benefit, this article serves as a summary of several open research questions related to energy-oriented production planning. Moreover, we offer an extensive online appendix that contains further information on each of the 375 analyzed articles described throughout this paper.
3. Methodology
In [9], 923 articles were identified as relevant in the context of ecological-oriented production planning and stored in an online database. These articles were catalogued in terms of planning level, objective function and constraints, modeling and solution approach, shopfloor characteristics, and numerical examples. The authors followed the review methodology published in [14]—summarized in Figure 1—and carried out steps (I) to (III).
In the present article, we continue the work from [9] by performing steps (IV), literature analysis and synthesis, and (V), research agenda. We narrow down the focus to articles that discuss energy in the context of industrial production planning. This leads to a total of 375 articles published between 1983 and 2021 that are taken into account for our review work. A PRISMA flow diagram summarizing the literature search process can be found in the Appendix A (Figure A1).
In step (IV), the literature is analyzed and synthesized with regard to the research questions. First, we examine which various energy-specific goals are presented in the objective functions and how energy is modeled in the underlying constraints. Every specification is studied separately. Throughout an iterative process, we group similar specifications together and derive three key topics:
- Energy consumption,
- Load management, and
- Supply orientation.
For each key topic, a distinction is made between ecologically and economically motivated integration. We define and differentiate between these topics because each of these classes can be addressed independently in production planning without necessarily taking into account one of the other topics. Secondly, each article is evaluated in terms of how the modeling approach allows improvement regarding the energy topic under consideration. Here as well, the procedure of analyzing and synthesizing every research paper is repeated several times until we are able to group similar conditions together into a small number of frequently found characteristics within energy-oriented production planning. As such, we propose the following five:
- (a)
- Various energy utilization factors,
- (b)
- Alternative production resources,
- (c)
- Heat integration,
- (d)
- Multiple energy sources, and
- (e)
- Energy storage systems.
As a result, in step (V), we present a two-dimensional classification scheme that is linked to our research questions. Due to the high number of relevant articles, the proposed classification scheme offers the benefit of structuring the literature regarding key topics and commonly found characteristics within EOPP. Although we analyze a very high number of articles and proceed in considerable detail in this work, we cannot exclude the possibility that there are further classes.
In the following, the two dimensions and each individual class are outlined. For every key topic and characteristic, as well as their corresponding specifications, several articles are mentioned as representative examples. However, for a comprehensive listing of all articles assigned to a class, the reader is referred to the online appendix of this article.
4. Classification Scheme
4.1. Key Topics
To answer research question 1, we develop key topics within energy-oriented production planning through inductive examination of the literature. The key topics state which criterion related to energy is taken into account, either as an optimization goal or as constraints within a production planning approach. Note that the key topics are not disjunctive.
The first key topic, energy consumption, represents the consideration of consumed energy in the production planning context.
As the second key topic within energy-oriented production planning, we identify load management and assign approaches that focus on the energy demand in production to this key topic. While the first key topic considers energy consumption—the amount of energy used over a given period of time—energy demand equals the energy use at a single point of time; in other words, the energetic load. Typically, the energy demand is considered in production planning to stabilize the power grid, to avoid additional generation in peak periods, and to reduce associated costs for balancing energy demand and supply.
The third group of research articles within EOPP considers approaches regarding different energy sources and energy storage systems in the context of production planning. The two key topics of energy consumption and load management mainly address the stage at which energy is used in production and, in the case of economic orientation, take into account predetermined energy prices. This third key topic expands the scope to energy supply, generation, and energy storage. However, a large share of the articles grouped into this key topic consider energy consumption or load management with respect to the two previous key topics as well.
This distinction is graphically represented in Figure 2. It summarizes the relevant fields and derived key topics on energy-oriented production planning. For this, the two core elements—the energy market and the production environment within a manufacturing company, defined as a ‘system boundary’—and their linkages are shown (see [13]).
4.1.1. Energy Consumption
Table 1 contains the different specifications that are assigned to key topic 1 and described in the following.
Ecological Consideration of Energy Consumption
Ecologically oriented approaches grouped to this key topic either discuss the optimization regarding the energy consumed in a specific time interval or treat energy consumption as a restriction in production. Due to environmental concerns, energy consumption is considered in such research articles with the goal of improving ecology in production.
A total of 172 of the analyzed articles address this topic in an ecological manner, while a large share of these articles (158) integrate energy consumption as an optimization criterion in decision making. These approaches can be further differentiated in terms of the extent to which and when energy consumption is considered. While in most of the articles, the total decision-related energy consumption within the planning horizon is addressed (e.g., [15,16,17]), other approaches focus on the energy consumption in specific periods or upon certain events, for example, in demand response events, as in [18].
Other works indirectly consider energy consumption in production planning. By taking into account energy-related emissions as an optimization criterion while a constant emission-to-energy factor is assumed, energy consumption is addressed in several articles, such as in [19,20,21]. Consequently, the minimization of emission quantity with a constant emission-to-energy factor leads to a minimization of energy consumption. Energy consumption is also indirectly taken into account in approaches that maximize time in power-saving mode (such as in [22]), minimize unnecessary heating time (e.g., [23]), or minimize unnecessary waiting time on machines to reduce storage energy consumption (e.g., for holding the temperature of hot products, such as in [24]).
In contrast to these contributions, Ref. [25] minimizes the deviation of the energy consumption per period from the average energy consumption along the planning horizon in order to avoid inefficient conversion processes due to frequent load alternations.
Aside from integrating energy consumption as an optimization criterion, energy consumption is considered in terms of restrictions as well. We find 19 articles that do so, while a large share of these assume a consumption threshold for energy, either for the whole planning horizon (e.g., [26]) or per period (e.g., [27]). Generally, one can distinguish between hard and soft thresholds. The former restricts the objective under consideration—here, energy consumption—to a specific value, while the latter allows a violation of the threshold, typically leading to additional costs. For example, in [28], a soft energy consumption threshold per period is assumed, and the costs for energy consumption above this threshold are minimized.
Similarly to approaches that integrate energy consumption as an optimization criterion by focusing on emissions (with a constant ratio between energy consumption and emission quantity), the authors of [29] considered an emission quantity threshold per period that could be interpreted as an energy consumption threshold per period. While the approaches just outlined assumed an upper limit for energy consumption, Ref. [30] added a lower limit to an energy consumption threshold, leading to a minimum and maximum energy consumption per period. Unlike approaches that constrain energy consumption with lower or upper limits, some articles take the deviation of energy consumption among different periods into account. For example, the authors of [31] integrated a safety threshold for deviation between long-term planned energy consumption and actual energy consumption in their optimization approach. A similar example was presented in [32]. The authors assumed an energy consumption deviation threshold whereby rescheduling was fulfilled as soon as the deviation between expected and actual energy consumption exceeded this threshold. Rescheduling serves for adaptation to dynamic events, while this threshold is used to avoid frequent rescheduling.
In 14 out of 19 articles that integrated energy consumption as a restriction, energy was considered in the objective function as well. So, most of the time, the integration of energy consumption as a restriction served as an additional energy-related factor to be taken into account. The five articles that considered energy consumption solely as a restricting consumption threshold optimized not energy-related but other economic-oriented criteria, such as makespan or tardiness (e.g., [33,34,35]), as well as costs, such as setup costs, inventory costs, idle costs, or production costs (e.g., [36,37]).
Economic Consideration of Energy Consumption
Aside from the ecological consideration of energy consumption within production planning, 191 of the analysed articles integrated energy consumption in terms of costs or savings. Not surprisingly, manufacturing companies are motivated to reduce costs for energy consumption, since utility costs can represent a large share of production costs (see [38]). Thereby, not only energy-intensive companies, but also non-energy-intensive enterprises offer considerable potential for cost savings (see [39]). In this manner, in the article from [40], for example, it was assumed that production costs are constant due to fixed production, but energy costs can be minimized through the presented production planning approach.
The most commonly found monetary representation of energy consumption is the consideration of the costs for total energy consumption. Typically, the overall energy consumption that is assumed to be influenced by production planning is taken into account and multiplied with the energy price. As long as there is a constant energy price, an optimization regarding energy consumption costs equals an optimization regarding energy consumption. We found 47 articles that assumed a constant energy price while energy consumption costs were minimized or included as constraints. For example, the authors of [41] presented a single-machine scheduling approach for minimizing energy consumption costs and tardiness costs and assumed a constant energy price. Minimization of energy consumption costs was achieved by minimizing the total energy consumption within the planning horizon. In [42], net revenue was maximized in parallel-machine scheduling while a specific budget limited energy consumption costs. Due to a constant energy price, this budget achieved the same effect as an energy consumption threshold.
In contrast to constant energy prices, more articles that focused on energy consumption costs within production planning assumed varying energy prices that were either time-dependent or quantity-dependent. However, by considering varying energy prices, an optimization regarding energy consumption costs does not necessarily correspond to optimizing production planning in terms of consumed energy. This link strengthens the need for the outlined distinction between ecological and economic consideration of energy consumption. Similarly to the optimization goal of minimizing energy consumption costs, Ref. [43], as well as [44], included the maximization of cost-related energy consumption savings in their approaches.
A second way in which energy consumption is economically addressed is the avoidance of possible penalty costs that occur due to violation of specific energy consumption thresholds. In these approaches, additional energy costs occur due to penalty costs every time a consumption threshold is violated. Regarding this, for example, the authors of [28] presented a generalized critical peak price concept in which additional costs occurred as soon as the energy consumption in production and maintenance exceeded a critical value. With this, the manufacturer is encouraged to shift energy consumption to avoid consumption peaks. In another manner, penalty costs related to energy consumption were indirectly addressed, such as in [45]. The authors discussed a reheating furnace scheduling problem in steelmaking. The presented approach involved the minimization of penalty costs for inefficient heating, as well as the minimization of changeover costs and penalties that arose from the deviation of the actual residence time of slabs in a furnace from the desirable residence time.
Aside from costs and penalties regarding the consumption of energy in production, a further way to address energy consumption monetarily was found in [46]. The authors considered additional postponement costs that occurred when a job and, therefore, the necessary energy consumption were shifted to later periods due to limited capacity in a period. For every shifted energy consumption unit (kWh), a cost rate was assumed.
4.1.2. Load Management
In Table 2, the different specifications that are assigned to key topic 2 and described in the following are summarized.
Ecological Consideration of Load Management
A total of 51 of the analyzed articles on EOPP took load management into account from a non-monetary perspective, whereby 11 articles considered load management in terms of objective criteria, 38 articles as constraints, and two articles as both an objective criterion and constraint simultaneously.
Those articles that addressed load management in their objective functions pursued this in three different ways. On the one hand, the energy demand was minimized in production planning, such as in [48].
In other approaches, it was not the entire energy demand that was minimized, but the maximum energy demand or the maximum average demand during the planning horizon. For example, in [49], the maximum energy demand was minimized in a single-objective scheduling approach. In a similar way, Ref. [50] assumed an energy demand threshold and presented an approach that minimized this energy demand threshold, as well as the total completion time.
On the other hand, as a third way of considering load management as an objective criterion, a predefined load curve was assumed and the deviation between actual energy demand and prescribed energy demand was minimized (e.g., in [51,52]). As long as the contracted load curve was followed, the energy supplier received planning certainty and cost savings, leading to possible discounts on the energy price for the manufacturing company. The manufacturer was encouraged to avoid energy demand above or below the load curve due to possible penalty costs.
As mentioned before, a larger share of the analyzed articles integrated load management in terms of one or more constraints in production planning. The most frequently integrated constraint regarding load management was an energy demand threshold (found in 34 articles). In addition, in this case, similarly to energy consumption thresholds, a distinction can be made between hard and soft energy demand thresholds. For instance, Ref. [53] provided a flow shop scheduling approach that minimized makespan, while a hard energy demand threshold had to be kept during the entire planning horizon. Apart from that, for example, in [54], a soft energy demand threshold was assumed in job shop scheduling, and exceeding it resulted in additional energy costs.
Mostly, a fixed value was specified for an energy demand threshold along every period (e.g., [55,56,57]). However, some articles assumed a variable period-specific energy demand threshold, such as in [58,59]. While these thresholds typically have to be met throughout the entire planning horizon, Ref. [60] presented a different case. The authors discussed the commitment of a manufacturer to a demand response program. In this program, a certain power demand threshold had to be met not in the whole planning horizon, but during demand response events that were announced one day before they began.
The majority of the analyzed load management articles focused on the energy demand in an aggregated manner by adding the energy demand of each individual energy-consuming component (mostly the production machines). Against this, some articles considered machine-specific energy demand individually in load management. For example, the authors of [61] assumed a specific minimum and maximum energy demand value for each furnace whereby the power demand in processing the furnace had to lie within this range. Similarly, Ref. [62] presented a flow shop scheduling approach to minimize total completion time in steel production while each furnace had a maximum power limit that could be provided without damaging the furnace wall.
Aside from limiting the energy demand in production to specific values or in specific periods, two further types of constraints were found in the analyzed literature on load management—both taking the possibility of pre-agreed load reduction into account. The first of these constraints addresses the amount by which the load has to be reduced at certain times. In that respect, Refs. [63,64] assumed a minimum value for load reduction during peak periods. Ref. [40] not only included a minimum value, but defined a range with a lower and upper bound for the provided amount in load reduction. The second type considered the number of times the load was reduced or interrupted. In the article by [65], a robust optimization approach was presented in which uncertain power interruptions were included in aggregate production planning. A constraint was integrated that limited the number of such power interruptions to a certain value.
The relation between the first two key topics, energy consumption and load management, was illustrated in the approach by [35]. In this, a power demand threshold for every metering interval was intended. By multiplying the average power demand in every interval and the length of each interval, the power demand threshold was formulated equivalently as an energy consumption threshold for every metering interval.
Economic Consideration of Load Management
Likewise, several articles (48 out of the 375 analyzed articles) considered load management in monetary terms. The costs for energy consumption were not or not exclusively considered, but the costs regarding the energetic load were also included in these articles. Basically, energetic demand is charged by the energy supplier in order to cover its costs for infrastructure and grid balancing (see [66]). However, some articles argued that costs regarding energy demand were derived from the longer term and were therefore not considered in short-term planning (e.g., [67,68]).
In only a few articles, the value of the energetic load was directly priced, such as in [63] or in [64]. A demand charge was assumed, and each individual instantaneous energetic load resulted in demand costs.
More frequently, the load price and the corresponding demand costs refer to the maximum energy demand (found in 22 articles) or to the maximum average energy demand (found in five articles) within a planning or billing period. For example, Ref. [69] presented a scheduling approach in order to minimize energy consumption costs and energy demand costs in the context of additive manufacturing. In addition to time-varying electricity consumption prices, they assumed a demand charge depending on the maximum energy demand, i.e., peak demand. In [70], both energy consumption costs and energy demand costs were considered for a parallel-machine environment. The energy demand costs were calculated by multiplying the maximum average electricity demand within a rolling time window with a demand charge rate.
Aside from the introduction of demand charges for each individual or the maximum energetic load, another way to include load management in a monetary view lies in the consideration of penalty costs that occur when exceeding specific demand thresholds or deviating from a desired load level. In this manner, Refs. [61,71,72] minimized costs in different machine scheduling problems that depend on energy consumption costs, as well as penalties for exceeding a given power value. Penalty costs for load deviation were integrated in some places, such as in [73,74,75,76,77]. For example, [75] assumed that a production company predicts its load curve one day ahead and sends the forecast to the energy supplier. Then, the plant commits itself to this load curve and both over-consumption and under-consumption are penalized. The authors presented a scheduling approach in order to minimize the net electricity costs, lead times of product delivery, and the load deviation penalty costs in steel production. A similar method of addressing the costs regarding the energetic demand was described in [78]. The authors considered a manufacturing company’s possibility to participate in a critical peak pricing program. In addition to peak periods and off-peak periods, in the scheduling approach of [78], the company needed to identify a reservation capacity for energy demand when signing a contract with the energy supplier. The company would benefit from lower energy prices during off-peak periods while the energy price was extremely high in peak periods as soon as the energy demand was above the reservation capacity. The resulting energy costs consisted of energy consumption costs and the charge of the reservation capacity (in USD per kW).
A further expression of load management in monetary terms was stated in the research articles from [30,79,80,81]. Aside from the costs for energy consumption, energy demand, or energy generation, they considered costs that occurred through load adjustment actions as well. In this respect, Refs. [79,80] included any additional operating costs for implementing a load management program. Ref. [30] listed these costs in very general terms as “additional operating costs due to shifting of loads”. In [81], start-up and shut-down costs due to load reduction by demand response actions were taken into account.
In a small share of the analyzed articles, costs for energy demand and load management were not or not exclusively considered, but incentive payments and revenue regarding energy demand were. In addition to costs for energy consumption, power demand, load deviation, and energy generation, Ref. [77] presented a scheduling approach that covered an incentive rate that was paid to the manufacturing company for meeting the desired load curve per interval. In a similar manner, Ref. [27] introduced a flow shop scheduling approach for maximizing profit. Energy was addressed in terms of energy consumption costs and an incentive rate for load reduction within a demand bidding program. The other type of payment related to industrial load management was presented in [82]. In their research, a chemical plant received revenue in offering power reserves to the grid on the basis of a demand response program. Their scheduling approach followed the goal of maximizing the revenue from the power reserve and minimizing electricity consumption costs.
Among the 375 analyszed articles, we could not find one approach that integrated costs or revenue regarding load management as a constraint within a production planning approach.
4.1.3. Supply Orientation
Regarding supply orientation, the different specifications assigned to key topic 3 and described in the following are listed in Table 3.
Ecological Consideration of Supply Orientation
In total, we found 28 articles that addressed an ecological viewpoint of supply orientation. In five of these, this topic was addressed in the particular objective functions in an ecological manner: [66,83,84,85,86]. These articles have in common that onsite generation (OSG) of energy through renewable energy sources (RESs) is assumed and the objective lies in the minimization of energy consumption or energy demand from other energy sources, e.g., the power grid. For example, in [84], energy-related emission quantity and total weighted flow time were minimized through production scheduling. A constant ratio between energy procured from the power grid and emission quantity was assumed, while OSG energy had zero emissions. Consequently, the approach followed the minimization of energy consumption from the grid and the increase in OSG energy. In a similar manner, the research from [86] aimed at minimizing emission quantity and makespan. The consumption of renewable energy was emission-free, and only energy consumption from non-renewable energy sources resulted in emissions. Here as well, a constant emission factor per unit energy consumption was assumed for every non-renewable energy source. Therefore, the objective function could be reformulated to minimize energy consumption from non-renewable energy sources and makespan. Regarding load management, Ref. [66] presented a scheduling model to minimize the net energy demand as the difference between energy demand by production and energy supply through an onsite photovoltaic power system.
In most articles that extend the view on energy in the production environment towards supply orientation, an energy supply–demand balance is modeled with one or more constraints. Basically, this balance ensures that the sum of the demanded energy of every energy consumer is not higher than the sum of the energy supply of every energy source (whereby the standard energy source is the macrogrid/the procurement from energy suppliers).
Among the analyzed articles, we determined different specifications of this supply–demand balance. Regarding the further utilization of unused energy, on the one hand, one can differentiate between approaches that allow the feed-in of energy surplus (back) to the grid and those that include no feed-in possibility. For example, Ref. [87] minimized energy-related costs and makespan in scheduling in an iron–steel plant. The amount of self-generated electricity not demanded in production was fed into the grid by selling the surplus to electricity providers. Similarly, in [76], both the self-generated energy surplus and electricity purchased through long-term and short-term contracts could be fed into the grid while energy costs and production costs were minimized. In addition, in the lot-sizing and scheduling approach from [88], the feed-in possibility of energy surplus was assumed, and the costs for setup, inventory, production, and energy were minimized. However, the amount of energy that could be fed into the power grid per period was limited to a certain value. Ref. [89] allowed feed-in of unused energy to the grid but limited the selling amount by a threshold. Against this, for example, Ref. [90] presented a scheduling model in which no feed-in of energy surplus was possible. With this in mind, the authors restricted the output of the considered onsite combined heat and power (CHP) system to the energy demanded in production.
On the other hand, several articles took energy storage systems (ESSs) into account to further utilize unused energy. With these, energy surplus can be stored in the ESSs and used later on. So, in periods with a higher energy supply than demanded, the ESS serves as an energy consumer and is charged with the unused energy. When charged, the ESS operates as a source of energy. In this respect, Ref. [91] described a job shop scheduling model to maximize profit, including energy costs. They discussed different energy pricing schemes and considered renewable onsite generation with no feed-in possibility, but with batteries as an energy storage system. Ref. [83] assumed a microgrid consisting of renewable energy sources, a rechargeable battery, and the possibility to procure electricity from the grid. In a lot-sizing and scheduling approach, the required energy for production was provided by supply through renewable energy, the battery, and procurement from the macrogrid, while the latter was to be kept minimal.
In summary, onsite generation with and without a feed-in possibility, as well as energy storage systems, can be part of the energy supply–demand balance. We state these components—OSG and ESSs—as characteristics with respect to energy orientation in production planning and discuss further details in Section 4.2.
Regarding energy procurement from the macrogrid while other energy sources exist, in some production planning models, the amount of energy that can be drawn from the grid is limited. For example, [89] considered a total consumption threshold that limited the amount of energy bought from the energy supplier. Similarly, in a number of production planning models, a limitation of energy supply was taken into account due to facility design issues or regulations by the energy supply side. Thereby, the limitation could apply in every period, while the limitation value was time-variable (e.g., [92]) or had to be kept only in some periods along the planning horizon. In this context, Ref. [93] addressed the challenges that resulted through a governmental blackout policy. Due to environmental concerns, the governmental electricity supply to manufacturing companies was interrupted in some days of the week. To overcome this, companies relied on onsite energy generation with higher costs and pollutions. The authors presented a scheduling approach that minimized energy consumption, energy costs, and tardiness with respect to limited energy supply by the macrogrid. Refs. [94,95] combined such energy supply limits with load management and introduced maximum energy demand values for each energy source. Based on these, the contracted load curve was calculated and load deviation resulted in penalty costs. With an optimal choice of energy source contracts, the energy costs, as well as costs for setup and inventory, were minimized in lot sizing.
As a further constraint, the consideration of a minimum share of renewable energy in the overall production-related energy consumption was identified, as in [96]. In their article, Ref. [96] dealt with an aggregate production planning problem and introduced a “green energy coefficient ” for each plant. With this criterion, it was ensured that at least % of total energy consumption was drawn from renewable energy sources, while energy-related costs and costs for production, inventory, backorder, and transportation were minimized.
Economic Consideration of Supply Orientation
As mentioned above, the key topics and their specifications are not disjunctive: 39 articles integrated certain aspects regarding the energy supply side in monetary terms, out of which 18 approaches considered ecological matters as well. Nonetheless, the approaches analyzed with regard to the third key topic largely pursued economic objectives, as described in the following.
In contrast to the economic consideration of energy consumption and load management (as the first and second key topic), in approaches with onsite generation combined with external procurement through the macrogrid, often, not the entire amount of consumed energy is charged. Instead, direct costs for energy consumption and energy demand only relate to external procurement, while the usage of onsite generated energy is not associated with direct costs. For example, [97] proposed a flow shop scheduling approach with a grid-connected onsite wind turbine. In this, only the costs for energy consumption from the macrogrid are minimized and costs regarding the self-generated energy are not included in the goal function. Similarly, Ref. [98] presented a stochastic optimization model that minimizes total weighted completion time and energy costs for flow shop scheduling and onsite generation. In terms of energy consumption costs, only the energy drawn from the grid is charged.
Additionally, as outlined before, unused energy (either from the onsite energy source or from contracted energy supply) can be fed into the macrogrid, resulting in selling revenue for the manufacturer. In addition to other articles, both Refs. [97,98] assumed this possibility and took into account the revenue from selling unused energy to the grid.
Furthermore, in some articles, it was considered possible to procure energy from the grid to charge the ESSs (e.g., [91,99,100]). By storing energy in periods with low energy prices, energy procurement in periods with higher energy prices could be decreased, leading to a reduction in overall energy costs.
Then again, it was not solely the costs related to energy consumption and demand that are addressed as an objective, but the costs for energy generation or energy storage were also included by several articles on EOPP. In total, 27 articles included energy generation costs in their goal functions. Usually, these costs were considered as investment costs, operating costs, and maintenance costs for the generation system. In this manner, for example, Ref. [101] presented an aggregate production planning approach and took into account energy generation costs in terms of investment, operating, and maintenance costs. For multiple production sites, the total costs for energy generation, emissions, production, shipping, inventory holding, and backorder were minimized. Similarly, in [102], master production scheduling was outlined in the context of semiconductor manufacturing in a microgrid. In addition to minimizing energy consumption, energy consumption costs, and energy storage costs, the authors included energy generation costs as costs for equipment and capacity planning, as well as operations and maintenance expenses. In a lot-sizing approach, Ref. [103] integrated average costs of generating electricity from an organic Rankine cycle that was used to recover waste heat generated in production. These costs included investment costs, operation and maintenance costs, and further operation costs, such as fuel costs and insurance expenses, regarding the OSG system.
Aside from energy generation costs, in some EOPP articles, costs for energy storage were also considered. In this respect, Ref. [100] included battery operation costs in flexible job shop scheduling. Assuming a microgrid consisting of macrogrid procurement, OSG, and an ESS, they minimized makespan costs and energy costs in terms of costs for consumption from the macrogrid, generation costs, and storage costs. In addition, the authors of [104] addressed energy storage costs in short-term planning. Within a serial multi-stage production system combined with OSG and ESSs, they integrated costs of discharging energy from the energy storage system. These costs represent the investment costs for the ESS divided by the overall amount of energy that can be discharged throughout the lifecycle of the ESS, multiplied by the amount of energy discharged along the planning horizon. Ref. [105] took into account energy storage costs in a mid-term master production scheduling approach for multipurpose batch plants. In this, capital costs for heat storage vessels are included in the objective function, and profit—calculated as product revenue minus energy consumption costs and energy storage costs—is maximized.
Consequently, integrating onsite energy generation and energy storage, as well as the consideration of multiple energy users in production planning, can lead to cost savings and increased revenue for the manufacturing company.
In the next chapter, we present five classes of frequently found characteristics in energy-oriented production planning. These characteristics are identified through analysis and synthesis of the literature, and they represent the assumptions and circumstances by which the different key topics are addressed in production planning; thus, energy efficiency can be increased.
4.2. Frequently Found Characteristics within Energy-Oriented Production Planning Problems
Energy efficiency in production planning can be addressed by using several optimization objectives and constraints, as outlined in the previous chapter. In addition, different assumptions, circumstances, and capabilities can be found in the analyzed literature that allow an improvement in terms of energy efficiency. Basically, by including these characteristics in production planning approaches, flexibility for energy-oriented planning is increased and betterment in energy usage and resulting costs can be achieved.
An overview of the characteristics and corresponding attributes found is given in Table 4. In the following, these characteristics and their various specifications are described.
4.2.1. Various Energy Utilization Factors
One frequently found characteristic is the consideration of various energy utilization factors. In the majority of the approaches to EOPP, the energy of the working production machines is addressed. A total of 170 of the examined research articles solely take the processing energy into account; 172 approaches address processing energy together with other energy states.
Several works argue that processing energy can be neglected in the optimization, since it is unaffected by production plans as long as the power level and process durations are assumed as fixed values for each operation (see, for example, [106,107,108,109]). With this in mind, multiple articles depart from the simplified assumption of constant energy utilization and operation time in job processing (e.g., constant power demand presented as one energy bloc). One approach regarding this is the consideration of variations in an operation’s power profile, as in [33,50,110]. In order to provide a more realistic modeling, all three articles divide an operation’s power profile into two blocs with a power peak at the beginning of each process and a lower demand for the remaining part of the processing time. For example, in the job shop scheduling approach in [110], this variable power demand in job processing allows the simultaneous scheduling operations to minimize makespan while still maintaining a power demand threshold. The authors argue that by assuming a constant power demand for the whole operation equal to the peak value instead, the energy demand threshold would not make it possible to schedule operations earlier.
In other works, deterioration effects regarding machine lifetime and machine reliability are considered and are set in relation to processing energy. Due to a higher machine lifetime and machine failures, the machine causes higher energy demand when processing or longer processing time, leading to higher energy consumption (e.g., [41,111,112,113]). Closely related to machine reliability, maintenance scheduling is also considered in some of the analyzed EOPP approaches. In this manner, Ref. [41] presented a single-machine scheduling problem. While taking into account an increased energy consumption rate due to decreased machine reliability, tardiness costs and energy costs were minimized by production scheduling combined with preventive maintenance. Other articles that address maintenance in the context of energy-oriented production planning include maintenance-related energy consumption and minimize total energy consumption (such as in [114,115]) or energy costs (such as in [28]) for both production and maintenance.
Furthermore, with respect to processing energy, in 88 articles, speed-scaling strategies are included. Basically, these approaches assume more than one possible processing speed or rate in production, and each speed results in a different energy demand or energy consumption. Thereby, a higher speed goes along with higher energy demand and shorter processing time. In contrast to articles that discuss machine deterioration effects, in speed scaling, production speed represents a decision variable and an optimal speed can be chosen for job processing. In the analyzed articles, speed scaling is included in different forms. Often, a discrete set of processing speeds for each machine is assumed, and the processing speed cannot be changed while a job is executed on a machine (e.g., [116,117,118]). Another form of speed scaling is temperature adjustment in furnaces, as in [119]. The authors consider a furnace in glass ceramization that can be set to different temperatures. A high temperature level results in a shorter processing time, while a lower temperature increases the processing duration. In a similar way, a variable processing time based on supplied energy is assumed in articles such as [61,62,71,72]. In these, a specific amount of energy has to be provided to the machine. An operation is finished as soon as the machine or the product receives the required amount of energy. By increasing the energy supply rate, processing time can be reduced. Likewise, we assign different process techniques (e.g., for a single machine, as in [120]), different parameter settings (for example, in additive manufacturing, as in [69]), and different energy types for power supply (e.g., a distinction between renewable and non-renewable energy sources leading to variable machine processing times, as in [86]) to speed scaling, since the corresponding appropriate choice is related to the underlying energy utilization and processing time. In addition, the possibility to carry out the same task with different machines simultaneously addresses the idea of speed scaling. For example, the authors of [121] presented a multi-objective approach to welding shop scheduling and allowed multiple welders to conduct one operation simultaneously. In job processing, the loading power for each welder is multiplied by the quantity of the welders used, and makespan, noise pollution, and total energy consumption are minimized.
In summary, as long as there is a linear relation between processing speed and energy demand, the processing energy consumption remains the same, but the corresponding energy demand can be adjusted through speed selection. Based on this, either energy demand can be reduced or energy consumption in other machine states is taken into account, which can be minimized by varying the processing time (e.g., idle energy can be decreased through reduced idle time). Differently from that, a non-linear relation between production speed and energy consumption or energy consumption costs was considered in several works, such as in [122,123,124]. With this assumption, processing energy consumption and associated costs can be reduced by an optimal speed selection as well.
However, in addition to the optimization potential associated with speed scaling in production planning, several works address limitations that go along with this possibility of varying energy demand and processing times. With regard to machine lifetime, Ref. [115] assumed a linear relationship between production speed and machine deterioration: A higher speed results in a faster machine deterioration. Based on that, speed scaling is combined with maintenance scheduling, and total weighted tardiness and energy consumption are minimized in a job shop environment. Similarly, due to potential efficiency breakdowns and corresponding costs, Ref. [125] included the minimization of production rate changes in their objective function. In single-machine scheduling, Ref. [126] took into account earliness, tardiness, and energy consumption. In addition, they minimized penalty costs for compression and expansion, which relate to processing time reduction (compression) and increase (expansion) through speed scaling.
Aside from processing energy, the analyzed articles cover a wide range of different settings in which energy usage occurs instead of or combined with job processing. For example, the authors of [127] pointed out a “massive idle energy waste” in production, which reveals potential for improvement by taking into account energy related to idle time. Assuming constant energy demand and machining time during processing, several articles focused solely on the minimization of non-processing energy and addressed idle energy (e.g., [106,108,128]). In contrast to this, some authors argued that idle energy can be neglected, since it is trivial compared to the overall energy consumption (e.g., [129]). Then again, production planning approaches were presented that did not allow idle time and, therefore, did not address idle energy; for example, the “no-idle flow shop scheduling” described in [130]. However, in 164 out of 375 articles, energy usage associated with idle time was considered in production planning, mostly stated as idle energy or standby energy. The reduction of idle energy was fulfilled either by higher machine utilization along with reduced idle time (e.g., [107]) or by powering down the machines during idle periods (e.g., [131,132,133]).
The latter, the power-down strategy, was outlined in different forms in the analyzed literature. For example, the authors of [134] assumed different idle states for production machines: a hot idle mode with a high energy demand and a cold idle mode with a lower energy demand. A machine in the hot idle mode is able to directly start processing. When in the cold idle mode, warm-up time is needed until the machine can begin job processing. This trade-off between idle energy and transition time for state changes is addressed and optimized with regard to flow shop scheduling. In this respect, different idle states combined with different energy rates were considered as “energy hibernation states” in [18]. Similar, this power-down strategy was assumed in several articles, and energy utilization is reduced by turning production machines off and on. Thereby, energy for transition changes (i.e., turning a machine off, turning a machine on) was also taken into account in some approaches (e.g., [135,136,137]), while other researchers argued that this energy can be neglected (e.g., [60,63,64]). As soon as idle time exceeds a breakeven duration (equal to the sum of every necessary transition time) or idle energy is be greater than the energy needed for turning off and restarting, the machine is powered down rather than remaining in idle mode. Related to this, in [27], the power-down strategy depends on the buffer content level. A machine is powered down when either starved (due to an empty buffer) or blocked (by a full buffer). Both turning the machine off and a power-saving idle mode were integrated in [44]. By considering cold shutdowns (complete shutdown of the machine with high energy savings but high re-setup costs) and hot shutdowns (partial shutdown with lower energy savings and lower re-setup costs) in a parallel-machine environment, the presented scheduling approach minimizes total costs, including energy costs. In addition to energy savings, the power-down strategy can also offer benefits regarding social sustainability: With respect to energy consumption and noise pollution in flow shop scheduling, Ref. [132] integrated this possibility as a noise reduction strategy as well.
Although the power-down strategy was addressed in many approaches to EOPP, some articles stated that this method of powering down production machines as an energy-saving option is not suitable for every shopfloor without restrictions. Ref. [134] specified that besides necessary warm-up time after machine shutdowns and additional energy consumption for machine state transitions, frequent switching may degrade machine lifetime. With respect to machine deterioration, a maximum allowable number of times that a machine is switched off and on is included in some research approaches that integrate power-down strategies, e.g., in [108,138]. Likewise, some of these works took into account the number of machine state switches in the objective function and minimized them. For example, the authors of [139] presented a flexible job shop scheduling approach that included a power-down strategy. In this, the total number of times that the machines were turned off/on, as well as makespan and energy consumption, was minimized.
Other works addressed energy utilization associated with machine setup (e.g., [140,141,142]). In this sense, the authors of [143] pointed out that production planning should also consider setup energy due to its significance in practice. Ref. [98] stated that the literature on energy-cost-aware scheduling ignored sequence-dependent setups and corresponding energy consumption so far. Therefore, the authors presented a flow shop scheduling model that took into account power demand related to machine setup in addition to processing and idle energy.
As a further energy-consuming machine state, loading and unloading activities were considered in [144,145]. Regarding the energy balance of a heating furnace, Ref. [144] included energy consumption that occurred during furnace door opening. In [145], electrical load for the idle, operation, and basic states was assumed, whereby basic refers to workpiece loading and unloading, positioning, and fixing. In a similar way, some articles took into account energy utilization for storage in terms of heat preservation and influenced these processes along with energy use through production planning. For example, the authors of [61,71,72] included “holding energy”, which equals the energy needed for holding the temperature in induction furnaces until the finished job (i.e., melted metal) is removed. Comparable approaches can be found in [16,23,146]. Ref. [147] outlined that energy loss occurs when high-temperature products receive a temperature drop during non-processing time, leading to an increase in total energy consumption in production. They addressed this problem in production scheduling and minimized this extra energy consumption due to temperature drop, as well as earliness and tardiness penalties. To avoid such cooling effects in transportation between production stages, Ref. [68] included transfer time constraints. As a result, quality losses and expensive reheating were prevented. As already described in Section 4.1, Ref. [24] solely considered this energy state and minimized waiting times between two production stages to reduce energy consumption. Similarly to storage energy consumption, in research articles such as [148,149], energy utilization for the “occupied” machine state was included. A machine is occupied when an operation is finished, but the finished part cannot be moved on to the next machine because it is not yet available. A further variant of storage energy was considered in articles that integrated cold stores. For example, in [150], total energy consumption due to cold storage activity throughout the planning horizon was minimized in terms of operational costs.
In addition to energy utilization in different production states and inventory holding, energy related to the transportation phase was taken into account in several articles. For instance, the authors of [151] outlined that energy consumption in the transportation phase causes a significant share of the total energy consumption in production, especially in heavy-duty industrial manufacturing. Therefore, the authors considered energy consumption of crane transportation in job shop scheduling and differentiated between four states in which the crane demands energy: unloaded and standby, unloaded and operating, loaded and standby, and loaded and operational. Ref. [111] included energy consumption for job transportation between different production machines by a forklift. In [121], transportation energy depended on the power demand of the transporter and task-specific transportation time between production stations and the warehouse. Other articles, such as [108,138], addressed energy consumption for a transmission belt that transported the jobs between the processing machines. Thereby, speed scaling was assumed for this transmission belt: The transmission speed could be chosen out of a set of speeds. Similarly to speed scaling regarding processing energy, a higher speed results in higher energy consumption but shorter transportation time and vice versa.
In addition to energy utilization that is directly related to production and transportation, indirect energy usage was also included in several production planning approaches. On the one hand, articles that included such indirect energy in production planning took into account auxiliary energy, e.g., energy for HVAC (heating, ventilation, air conditioning) systems and lighting. In this context, Ref. [43] stated that the two largest energy consumers in a manufacturing plant are the shopfloor and the HVAC system. Production machines and HVAC were scheduled jointly in some approaches. Refs. [60,152], for example, considered manufacturing operations as a heat source, and therefore coordinated production scheduling and HVAC scheduling with each other. Other articles assumed a relationship between auxiliary energy and makespan (e.g., [111,121,153,154]) and included auxiliary energy, such as lighting and HVAC, as a constant energy demand multiplied by makespan. Thus, by reducing the makespan, auxiliary energy was decreased. In contrast to this, several articles took into account auxiliary energy as a constant value that could not be influenced by production planning (e.g., [30,155,156]). However, this energy was considered in decision making, for example, regarding a minimization of total energy consumption costs and energy demand costs, as in [157].
On the other hand, in addition to indirect energy users within production or within a manufacturing company, some articles considered different energy users within a microgrid and took into account these consumers in production planning. In these research approaches, energy usage that is not related to production was additionally included. For example, in [158,159], a microgrid consisting of manufacturing factories and residential and commercial buildings was assumed. The energy demand from residential and commercial buildings is non-shiftable, but influences the electricity price, which is determined by energy supply and demand in the microgrid. Therefore, the manufacturer takes into account the load from residential and commercial users while minimizing energy costs through flow shop scheduling. Similarly, Ref. [160] presented a scheduling problem in a microgrid and incorporated onsite energy generation, energy storage systems, macrogrid procurement, and different industrial, residential, and commercial energy users. Based on these parts within the microgrid, an energy demand threshold has to be met, and energy costs are minimized. By taking into account the overall energy consumption or demand, price mechanisms in terms of energy supply and demand are given more attention, and the associated energy costs are minimized (e.g., [158,159,160,161]).
Consequently, by addressing energy usage in various settings—different machine states, production-related activities, or microgrids with other energy consumers—the flexibility to improve energy efficiency through production planning can be increased. This allows the minimization of energy consumption, energy demand, or associated costs through appropriate production planning.
4.2.2. Alternative Production Resources
Similarly to speed scaling with respect to processing energy, a second characteristic commonly found in articles on energy-oriented production planning involves differences in energy usage for processing the same job by assuming alternative production resources. Basically, the same operation can be performed on more than one machine and processing time and energy demand depend on the chosen production resource. Taking into account such differences between parallel production resources is more realistic than assuming identical parallel machines or factories (see [142]). Typically, both old and new machines are part of the shopfloor and differ in operating speed and energy utilization (see [162]). Furthermore, Refs. [127,163] described that even machines of the same type and size or with the same process parameters can vary significantly in energy usage, e.g., by up to 50%, as outlined in [163]. In addition to processing energy, other energy utilization factors can vary as well (e.g., setup energy in [15]) but are rather rarely considered. Through appropriate planning, production quantities and jobs are assigned to the most energy efficient resource, leading to a reduced energy usage.
We identified this characteristic of alternative production resources in 96 articles on EOPP with minor differences in appearance. Note that several of the analyzed articles did not describe the underlying production layout in detail. We therefore cannot verify, but we assume that more approaches than 96 considered heterogeneous alternative production resources in production planning. The most frequently found variant was the assumption of parallel machines of the same kind within at least one production stage. This was taken into account in parallel-machine scheduling approaches (e.g., [164,165,166]), in flow shop scheduling (e.g., [17,129]), and in articles on job shop scheduling (e.g., [167,168,169]). Thereby, non-identical parallel machines can either be included in one single production stage (e.g., in a steel manufacturing plant, as in [68]), in more than one production stage (e.g., in a flow shop environment, as in [143]), or in every production stage in the job shop (e.g., [153]) or flow shop scheduling (e.g., [170]). In addition to considering heterogeneous parallel machines within one production site, some articles addressed multiple factories, whereby production resources differed between each production site. In this manner, for example, the authors of [158,171] presented scheduling approaches in which jobs could be processed in different factories, each with different production conditions in terms of processing time and energy utilization.
4.2.3. Heat Integration
As a further characteristic within energy-oriented production planning, we identified the possibility for heat integration. In total, we found 16 articles in the analyzed literature that included the possibility of heat integration in production planning. As outlined in [172], the main idea of heat integration lies in exchanging heat energy between hot and cold processes. By using hot process streams to heat up other processes or using cold process streams that cool down other processes, the consumption of external utilities (such as steam and cooling water) can be lowered, resulting in energy savings. In addition to direct heat integration between two tasks, heat exchange can also be executed indirectly by including thermal storages. Heat is exchanged between tasks and storages, and an exchange between hot and cold tasks can be performed in different time intervals. A further advantage of heat integration lies in the reduction of processing time, since heating and cooling times can be eliminated (see [173]).
Articles that allowed heat integration in production planning did this by modeling one or more heat exchange constraints. Similarly to an energy supply–demand balance, the input energy and output energy of every task or production unit were linked and balanced, e.g., in terms of temperature. Regarding indirect heat integration, thermal storages were also taken into account in these constraints.
Typically, heat integration is addressed in approaches related to the process industry, especially with respect to chemical processes. For example, Ref. [174] presented a scheduling approach for an agrochemical plant and considered indirect heat exchange between production units through storage tanks in order to reduce costs for external utility. As outlined in the previous chapter, the article from [105] considered energy in mid-term capacity planning through energy consumption costs and capital costs for energy storage systems. In this manner, heat integration was addressed by linking heat exchange (between different tasks and between tasks and storages) with capacity planning for heat storage vessels. Other works, such as [175,176], included direct heat integration in production and, due to savings through heat integration, optimized profit-related objectives, as well as energy consumption.
In [177], heat integration within a process plant was combined with onsite energy generation—a specification of what we identify as a further characteristic for energy-oriented production planning and describe in the following: multiple energy sources in production.
4.2.4. Multiple Energy Sources
In contrast to articles that assumed one single energy source (e.g., energy procurement solely from the energy supplier), 41 articles in the analyzed literature took into account different energy sources. A large share of these (40) addressed onsite energy generation as a second energy procurement option, such as in [177]. In particular, Ref. [177] considered surplus heat arising in production that was not integrated into other processes through heat integration. This heat could be used to generate steam. As a result, energy efficiency was increased and costs related to energy consumption were reduced.
Generally, onsite energy generation can be divided into schedulable and non-schedulable generation, and articles on EOPP include schedulable, non-schedulable, or both schedulable and non-schedulable energy generation. In articles that address the former type, energy generation can be controlled through appropriate planning and coordinated with production. Examples for schedulable OSG sources are diesel generators (such as in [93,99]), natural gas power plants (such as in [99]), boilers and CHP engines (such as in [178]), or fuel cells (such as in [100]). In terms of non-schedulable onsite energy generation, typically, renewable energy sources are considered in production planning. In this manner, for example, Ref. [179] presented a flow shop scheduling model to minimize energy consumption costs and included onsite photovoltaic systems combined with ESSs and external energy procurement in decision making. In addition to the integration of solar energy in production planning (e.g., [66,89,91,180]), other articles on EOPP also assumed wind energy as an onsite energy source (e.g., [96,97,181]). Similarly to [177], the authors of [99] considered waste heat for energy generation in their approach. As further non-schedulable energy sources, the authors included solar and wind energy. In addition, they took into account schedulable diesel generators, energy storage systems, and an energy-selling option, and they minimized energy costs regarding consumption and generation.
With onsite energy sources, a manufacturing company is able to minimize energy procurement from the grid and, in the case of renewable energy sources, to reduce energy-related emissions as well. As outlined in Section 4.1, costs for onsite energy generation and feed-in constraints for unused energy were addressed in several production planning models. As a result, the utilization of energy self-generation may be limited. In addition to such costs and trading limitations, some approaches considered further generation constraints regarding the output of energy generation systems. For example, Ref. [77] assumed that onsite generation cannot exceed the minimum out of the given capacity of the onsite generation system or the energy demand of the manufacturing system. In addition to such upper limits, Ref. [182] considered a coal-fired thermal power generation in a scheduling context and included the minimum power output per period. Similarly, Ref. [87] considered the minimum and maximum values for the generator output due to technological constraints of the self-generation equipment.
Regarding the utilization of such onsite energy sources, the hurdles associated with the different types of energy must also be taken into account. On the one hand, conventional energy sources, such as natural gas and coal, cause harmful emissions. On the other hand, the further expansion of renewable energies also faces challenges, such as acceptance in local communities or with respect to efficient installation [183,184,185].
In total, we only found one article assigned to this class of characteristics that did not include onsite generation, but different external procurement options for energy. In a job shop scheduling environment, Ref. [186] considered different energy sources with source-specific emission factors and presented a multi-objective optimization approach that aimed to minimize energy-related emissions among other conflicting economic, environmental, and social objectives.
Both onsite generation and different procurement options were addressed in the approach by [76]. The authors considered a schedulable energy generation system and included long-term (base load) contracts, as well as short-term (time of use and day ahead) purchasing of electric energy. Their model minimized production-related and energy-related costs through combined production scheduling and energy procurement optimization.
4.2.5. Energy Storage Systems
In 27 of the analyzed articles, energy storage systems were assumed. As outlined in Section 4.1.3, energy storage systems can serve as both the energy supply side and energy demand side. Thus, they provide the flexibility to utilize procured or generated energy in a different time period. Based on this, we state energy storage systems as a further characteristic with suitable potential for energy-efficient production planning. Apart from various cost rates related to ESSs (i.e., investment costs and wear costs), in the literature found, we derived four main attributes of how ESSs are modeled: storage capacity, charging (discharging) efficiency, charging (discharging) rate, and time of charging (discharging).
In considering ESSs in production planning, several of the analyzed articles took into account storage capacity as an underlying restriction. For instance, Ref. [84] assumed a fixed battery capacity in a single-machine scheduling model. In this, the battery is charged through a renewable energy source and electricity is not procured from the macrogrid as long as the battery has power. Similarly, Ref. [187] included energy storage in a lot-sizing and scheduling problem and considered a microgrid consisting of external energy procurement, onsite energy generation, and an ESS with limited capacity. Due to discharging issues, Ref. [100], for example, not only assumed a maximum storage capacity, but defined a range for the amount of energy stored in the ESS.
Such considerations regarding charging efficiency and charging rates of energy storage systems were also given in several other papers and in a similar manner. For example, the scheduling approach in [188] included charging and discharging efficiencies, charging and discharging rates, and storage capacity for the ESS. Basically, efficiency rates of less than 100% indicate energy loss in charging and discharging periods, while charging and discharging rates greater than zero address the fact that the energy storage is not immediately fully charged or discharged. Ref. [188] indicated these considerations in their case study on steel powder manufacturing, in which both charging and discharging efficiency were equal to 90%, the charging and discharging rates were 50 kWh within one hour, and the ESS capacity was equal to 300 kWh. In addition, the authors assumed that the ESS could not be charged and discharged in a single period. In the article by [181], energy was provided by the power grid and onsite generation through renewable energy sources, and surplus energy could be stored in an ESS or fed into the grid. In a flow shop scheduling model, they assume charging and discharging efficiencies equal to 90%, while complete charging or discharging of the ESS took one hour.
5. Numerical Insights and Further Research Potential
Throughout the previous chapter, we illustrated our classification scheme and presented different specifications and attributes for every class. The large number of research papers and the precise procedure for analyzing the articles allow us to give some numerical insights in the following. Based on these, we state several possible subjects for future studies.
One possible direction for further research lies in an increased integration of energy into mid-term production planning. So far, 31 out of the 375 articles addressed energy in aggregate production planning or master production scheduling. Because mid-term aggregate production planning and master production scheduling set capacity restrictions and production quantities of product types and final products, the succeeding planning levels, i.e., lot sizing and scheduling, are subject to these determinations. By dedicating medium-term production planning to energy issues already, the flexibility for energy orientation in short-term planning could be increased. Furthermore, in the 31 existing articles, almost entirely economic aspects (mostly energy consumption costs) were included as energy-related objectives. Only four approaches took into account energy consumption as an ecological-oriented optimization goal. It would be desirable that future work depart from a purely economic perspective towards an extension in terms of ecological components. This could be linked to capacity planning for onsite energy generation or energy storage systems in mid-term planning, which is not yet widely practiced. Moreover, a stronger consideration of other characteristics, such as various energy utilization factors or alternative production resources in the upper planning levels, could bring additional benefits in terms of energy efficiency.
In addition to the further integration of energy into mid-term production planning, especially regarding ecological issues, approaches that address energy along multiple planning levels or the entire planning hierarchy should be part of future investigations. Taking into account the interaction of medium-term and short-term planning could enable a better understanding of energy utilization in production planning. In the analyzed literature, 27 approaches to energy-oriented production planning combined different planning levels, out of which 23 jointly pursued lot sizing and scheduling. To the knowledge of the authors, only four articles linked mid-term planning with short-term planning with respect to energy orientation so far, and these are briefly summarized below. Ref. [189] presented a hierarchical production planning approach in which production quantities and capacities were first considered in aggregate production planning. Then, lot sizing and scheduling were outlined for the current planning period. This two-step approach aimed at minimizing inventory holding costs and energy costs. In [161], aggregate production planning was combined with lot sizing and scheduling. Assuming a microgrid consisting of a job shop manufacturing system, schedulable and non-schedulable onsite generation, energy storage, non-manufacturing buildings, electric vehicles, and macrogrid procurement, the system’s total operation costs (capital costs, energy consumption costs, energy generation costs, energy-selling revenue, power demand costs, maintenance costs, production costs) and emission costs were minimized. Ref. [120] carried out master production scheduling and short-term scheduling in a single machine environment. Quantities for inventory, backlog, and production, as well as the production sequences, were determined in order to minimize the resulting operation (inventory/backlog and change-over costs) and energy costs. Thereby, different process techniques, as a form of speed scaling, allowed a reduction of energy consumption costs. In the work from [102], the sizing of a renewable microgrid in terms of master production scheduling was linked to flow shop scheduling. In performing both investment decisions on microgrid capacity and production scheduling, the minimization of costs for energy consumption and energy generation was proposed.
As a third area for further research, the combination of different dimensions regarding energy utilization (i.e., key topics) and different circumstances for improved energy efficiency (i.e., characteristics) should be explored in more detail. Possible economies of scale, as well as competing dependencies, could occur when taking into account several key topics or characteristics of EOPP at once. An example of the latter is the consideration of energy price fluctuations and the simultaneous consideration of a power demand threshold, as presented in [190] as the energy cost dilemma. In a similar way, future studies could analyze possible interdependencies among the different specifications of energy-oriented production planning and provide valuable findings for an efficient consideration of energy in production.
In accordance with [13], the authors see additional research potential in the growing consideration of onsite energy generation and storage systems in production planning as well. Among the 375 articles, 48 articles included OSG and/or ESSs, of which 39 articles presented lot-sizing or scheduling approaches. With regard to the above-mentioned aspects of further research fields, the same applies to the potential for integrating supply-side considerations into mid-term planning.
In general, the authors assume that especially research approaches that can be grouped into key topic 3—in other words, energy-supply-oriented production planning models—have to and will receive more interest in future studies due to the ongoing shift toward renewable energies and the awareness of resource scarcity. In particular, it is our hope that the economic consideration of energy will not necessarily be the only main component of future research on EOPP at the expense of ecological improvements.
6. Conclusions
In this literature review, we were able to derive three key topics and five frequently found characteristics within energy-oriented hierarchical production planning. For this, we analyzed and synthesized 375 research articles published between 1983 and 2021 that take into account energy consumption, load management, and energy supply orientation along four different planning levels. Across the reviewed literature, the considerations of various energy utilization factors, alternative production resources, heat integration, multiple energy sources, and energy storage systems was identified as a frequent model property that enables improvements regarding energy efficiency. Based on this two-dimensional classification scheme, a large amount of the existing literature on energy-oriented production planning was systematically structured. Throughout the article, we linked our findings with 171 research papers and described different specifications related to each class in detail. In addition, we outlined four main areas for future research. By providing this work to the scientific community, we intend to foster further research in the context of production planning and energy efficiency. For practice-oriented readers, this article can give a sufficient summary of objectives and opportunities to improve energy utilization through production planning, and it will hopefully serve as a further step towards green production.
Author Contributions
H.T.: Conceptualization, Methodology, Validation, Formal Analysis, Investigation, Data Curation, Writing—Original Draft, Writing—Review and Editing, Visualization, Project Administration. T.C.: Conceptualization, Supervision, Writing—Review and Editing. F.H.: Conceptualization, Supervision, Writing—Review and Editing. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The dataset analyzed in this study can be found here: www.oth-regensburg.de/sustainable-production-planning (see [9]). The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
The authors declare no conflict of interest.
Appendix A
Figure A1.
PRISMA flow diagram.

References
- Biel, K.; Glock, C.H. Systematic literature review of decision support models for energy-efficient production planning. Comput. Ind. Eng. 2016, 101, 243–259. [Google Scholar] [CrossRef]
- Gahm, C.; Denz, F.; Dirr, M.; Tuma, A. Energy-efficient scheduling in manufacturing companies: A review and research framework. Eur. J. Oper. Res. 2016, 248, 744–757. [Google Scholar] [CrossRef]
- Gao, K.; Huang, Y.; Sadollah, A.; Wang, L. A review of energy-efficient scheduling in intelligent production systems. Complex Intell. Syst. 2020, 6, 237–249. [Google Scholar] [CrossRef] [Green Version]
- Zhou, S.; Jin, M.; Du, N. Energy-efficient scheduling of a single batch processing machine with dynamic job arrival times. Energy 2020, 209, 118420. [Google Scholar] [CrossRef]
- Roth, S.; Kalchschmid, V.; Reinhart, G. Development and evaluation of risk treatment paths within energy-oriented production planning and control. Prod. Eng. 2021, 15, 413–430. [Google Scholar] [CrossRef]
- Hax, A.C.; Meal, H.C. Hierarchical integration of production planning and scheduling. Logist. Stud. Manag. Sci. 1975, 1, 53–69. [Google Scholar]
- Drexl, A.; Fleischmann, B.; Günther, H.O.; Stadtler, H.; Tempelmeier, H. Konzeptionelle Grundlagen kapazitätsorientierter PPS-Systeme. Z. Für Betriebswirtschaftliche Forsch. 1994, 46, 1022–1045. [Google Scholar]
- Claus, T.; Herrmann, F.; Manitz, M. Produktionsplanung und -Steuerung: Forschungsansätze, Methoden und Anwendungen; Springer Gabler: Berlin/Heidelberg, Germany, 2021. [Google Scholar] [CrossRef]
- Terbrack, H.; Frank, I.; Herrmann, F.; Claus, T.; Trost, M.; Götz, M. A Literature Database on Ecological Sustainability in Industrial Production Planning. Anwendungen Und Konzepte Der Wirtsch. 2020, 12, 36–40. [Google Scholar] [CrossRef]
- Giret, A.; Trentesaux, D.; Prabhu, V. Sustainability in manufacturing operations scheduling: A state of the art review. J. Manuf. Syst. 2015, 37, 126–140. [Google Scholar] [CrossRef]
- Akbar, M.; Irohara, T. Scheduling for sustainable manufacturing: A review. J. Clean. Prod. 2018, 205, 866–883. [Google Scholar] [CrossRef]
- Stoldt, J.; Prell, B.; Rabe, M.; Wenzel, S.; Thiede, S. A Criteria-based Database for Research and Applications of Energy-oriented Simulation in Production and Logistics. In Simulation in Produktion und Logistik; Franke, J., Schuderer, P., Eds.; Cuvillier: Göttingen, Germany, 2021; pp. 93–102. [Google Scholar]
- Bänsch, K.; Busse, J.; Meisel, F.; Rieck, J.; Scholz, S.; Volling, T.; Wichmann, M.G. Energy-aware decision support models in production environments: A systematic literature review. Comput. Ind. Eng. 2021, 159, 107456. [Google Scholar] [CrossRef]
- Vom Brocke, J.; Simons, A.; Niehaves, B.; Niehaves, B.; Reimer, K.; Plattfaut, R.; Cleven, A. Reconstructing the giant: On the importance of rigour in documenting the literature search process. In ECIS 2009 Proceedings; AIS Electronic Library: Atlanta, GA, USA, 2009; Volume 161, pp. 2206–2217. [Google Scholar]
- Chen, T.L.; Cheng, C.Y.; Chou, Y.H. Multi-objective genetic algorithm for energy-efficient hybrid flow shop scheduling with lot streaming. Ann. Oper. Res. 2020, 290, 813–836. [Google Scholar] [CrossRef]
- Liu, Z.; Yan, J.; Cheng, Q.; Yang, C.; Sun, S.; Xue, D. The mixed production mode considering continuous and intermittent processing for an energy-efficient hybrid flow shop scheduling. J. Clean. Prod. 2020, 246, 119071. [Google Scholar] [CrossRef]
- Gong, G.; Chiong, R.; Deng, Q.; Han, W.; Zhang, L.; Lin, W.; Li, K. Energy-efficient flexible flow shop scheduling with worker flexibility. Expert Syst. Appl. 2020, 141, 112902. [Google Scholar] [CrossRef]
- Sun, Z.; Li, L. Potential capability estimation for real time electricity demand response of sustainable manufacturing systems using Markov Decision Process. J. Clean. Prod. 2014, 65, 184–193. [Google Scholar] [CrossRef]
- Guo, H.; Li, J.; Yang, B.; Mao, X.; Zhou, Q. Green scheduling optimization of ship plane block flow line considering carbon emission and noise. Comput. Ind. Eng. 2020, 148, 106680. [Google Scholar] [CrossRef]
- Piroozfard, H.; Wong, K.Y.; Wong, W.P. Minimizing total carbon footprint and total late work criterion in flexible job shop scheduling by using an improved multi-objective genetic algorithm. Resour. Conserv. Recycl. 2018, 128, 267–283. [Google Scholar] [CrossRef]
- Zheng, X.L.; Wang, L. A Collaborative Multiobjective Fruit Fly Optimization Algorithm for the Resource Constrained Unrelated Parallel Machine Green Scheduling Problem. IEEE Trans. Syst. Man Cybern. Syst. 2018, 48, 790–800. [Google Scholar] [CrossRef]
- Garcia-Santiago, C.A.; Del Ser, J.; Upton, C.; Quilligan, F.; Gil-Lopez, S.; Salcedo-Sanz, S. A random-key encoded harmony search approach for energy-efficient production scheduling with shared resources. Eng. Optim. 2015, 47, 1481–1496. [Google Scholar] [CrossRef]
- He, F.; Shen, K.; Guan, L.; Jiang, M. Research on Energy-Saving Scheduling of a Forging Stock Charging Furnace Based on an Improved SPEA2 Algorithm. Sustainability 2017, 9, 2154. [Google Scholar] [CrossRef] [Green Version]
- Mattik, I.; Amorim, P.; Günther, H.O. Hierarchical scheduling of continuous casters and hot strip mills in the steel industry: A block planning application. Int. J. Prod. Res. 2014, 52, 2576–2591. [Google Scholar] [CrossRef]
- Rager, M.; Gahm, C.; Denz, F. Energy-oriented scheduling based on Evolutionary Algorithms. Comput. Oper. Res. 2015, 54, 218–231. [Google Scholar] [CrossRef]
- Angel, E.; Bampis, E.; Kacem, F. Energy Aware Scheduling for Unrelated Parallel Machines. In Proceedings of the IEEE International Conference on Green Computing and Communications (GreenCom), Besancon, France, 20–23 November 2012; IEEE: Piscataway, NJ, USA, 2012; pp. 533–540. [Google Scholar] [CrossRef]
- Li, Y.C.; Hong, S.H. Real-Time Demand Bidding for Energy Management in Discrete Manufacturing Facilities. IEEE Trans. Ind. Electron. 2017, 64, 739–749. [Google Scholar] [CrossRef]
- Mokhtari, H.; Hasani, A. An energy-efficient multi-objective optimization for flexible job-shop scheduling problem. Comput. Chem. Eng. 2017, 104, 339–352. [Google Scholar] [CrossRef]
- Foumani, M.; Smith-Miles, K. The impact of various carbon reduction policies on green flowshop scheduling. Appl. Energy 2019, 249, 300–315. [Google Scholar] [CrossRef]
- Ostadi, B.; Moazzami, D.; Rezaie, K. A non-linear programming model for optimization of the electrical energy consumption in typical factory. Appl. Math. Comput. 2007, 187, 944–950. [Google Scholar] [CrossRef]
- Xu, J.; Wang, L. A Feedback Control Method for Addressing the Production Scheduling Problem by Considering Energy Consumption and Makespan. Sustainability 2017, 9, 1185. [Google Scholar] [CrossRef] [Green Version]
- Xu, W.; Shao, L.; Yao, B.; Zhou, Z.; Pham, D.T. Perception data-driven optimization of manufacturing equipment service scheduling in sustainable manufacturing. J. Manuf. Syst. 2016, 41, 86–101. [Google Scholar] [CrossRef]
- Kemmoé, S.; Lamy, D.; Tchernev, N. A Job-shop with an Energy Threshold Issue Considering Operations with Consumption Peaks. IFAC-PapersOnLine 2015, 48, 788–793. [Google Scholar] [CrossRef]
- Lei, D.; Li, M.; Wang, L. A Two-Phase Meta-Heuristic for Multiobjective Flexible Job Shop Scheduling Problem With Total Energy Consumption Threshold. IEEE Trans. Cybern. 2019, 49, 1097–1109. [Google Scholar] [CrossRef]
- Módos, I.; Šůcha, P.; Hanzálek, Z. Algorithms for robust production scheduling with energy consumption limits. Comput. Ind. Eng. 2017, 112, 391–408. [Google Scholar] [CrossRef] [Green Version]
- Rapine, C.; Goisque, G.; Akbalik, A. Energy-aware lot sizing problem: Complexity analysis and exact algorithms. Int. J. Prod. Econ. 2018, 203, 254–263. [Google Scholar] [CrossRef] [Green Version]
- Rapine, C.; Penz, B.; Gicquel, C.; Akbalik, A. Capacity acquisition for the single-item lot sizing problem under energy constraints. Omega 2018, 81, 112–122. [Google Scholar] [CrossRef] [Green Version]
- Chen, G.; Zhang, L.; Arinez, J.; Biller, S. Energy-Efficient Production Systems Through Schedule-Based Operations. IEEE Trans. Autom. Sci. Eng. 2013, 10, 27–37. [Google Scholar] [CrossRef]
- Mickovic, A.; Wouters, M. Energy costs information in manufacturing companies: A systematic literature review. J. Clean. Prod. 2020, 254, 119927. [Google Scholar] [CrossRef]
- Zhang, Q.; Morari, M.F.; Grossmann, I.E.; Sundaramoorthy, A.; Pinto, J.M. An adjustable robust optimization approach to scheduling of continuous industrial processes providing interruptible load. Comput. Chem. Eng. 2016, 86, 106–119. [Google Scholar] [CrossRef] [Green Version]
- Chen, L.; Wang, J.; Xu, X. An energy-efficient single machine scheduling problem with machine reliability constraints. Comput. Ind. Eng. 2019, 137, 106072. [Google Scholar] [CrossRef]
- Kong, M.; Pei, J.; Liu, X.; Lai, P.C.; Pardalos, P.M. Green manufacturing: Order acceptance and scheduling subject to the budgets of energy consumption and machine launch. J. Clean. Prod. 2020, 248, 119300. [Google Scholar] [CrossRef]
- Brundage, M.P.; Chang, Q.; Li, Y.; Xiao, G.; Arinez, J. Energy Efficiency Management of an Integrated Serial Production Line and HVAC System. IEEE Trans. Autom. Sci. Eng. 2014, 11, 789–797. [Google Scholar] [CrossRef]
- Dong, M. Parallel machine scheduling with limited controllable machine availability. Int. J. Prod. Res. 2013, 51, 2240–2252. [Google Scholar] [CrossRef]
- Tang, L.; Ren, H.; Yang, Y. Reheat furnace scheduling with energy consideration. Int. J. Prod. Res. 2015, 53, 1642–1660. [Google Scholar] [CrossRef]
- Mikhaylidi, Y.; Naseraldin, H.; Yedidsion, L. Operations scheduling under electricity time-varying prices. Int. J. Prod. Res. 2015, 53, 7136–7157. [Google Scholar] [CrossRef]
- Li, K.; Zhang, X.; Leung, J.Y.T.; Yang, S.L. Parallel machine scheduling problems in green manufacturing industry. J. Manuf. Syst. 2016, 38, 98–106. [Google Scholar] [CrossRef]
- Mohagheghi, S.; Raji, N. Dynamic Demand Response: A Solution for Improved Energy Efficiency for Industrial Customers. IEEE Ind. Appl. Mag. 2015, 21, 54–62. [Google Scholar] [CrossRef]
- Loganthurai, P.; Rajasekaran, V.; Gnanambal, K. Optimization of operating schedule of machines in granite industry using evolutionary algorithms. Energy Convers. Manag. 2014, 86, 809–817. [Google Scholar] [CrossRef]
- Gondran, M.; Kemmoe, S.; Lamy, D.; Tchernev, N. Bi-objective optimisation approaches to Job-shop problem with power requirements. Expert Syst. Appl. 2020, 162, 113753. [Google Scholar] [CrossRef]
- Nolde, K.; Morari, M. Electrical load tracking scheduling of a steel plant. Comput. Chem. Eng. 2010, 34, 1899–1903. [Google Scholar] [CrossRef] [Green Version]
- Haït, A.; Artigues, C. On electrical load tracking scheduling for a steel plant. Comput. Chem. Eng. 2011, 35, 3044–3047. [Google Scholar] [CrossRef] [Green Version]
- Fang, K.; Uhan, N.A.; Zhao, F.; Sutherland, J.W. Flow shop scheduling with peak power consumption constraints. Ann. Oper. Res. 2013, 206, 115–145. [Google Scholar] [CrossRef]
- Kawaguchi, S.; Fukuyama, Y. Parallel reactive tabu search for job shop scheduling problems considering peak shift of electric power energy consumption. In Proceedings of the 56th Annual Conference of the Society of Instrument and Control Engineers of Japan (SICE), Kanazawa, Japan, 19–22 September 2017; pp. 955–960. [Google Scholar] [CrossRef]
- Liu, C.H.; Nanthapodej, R.; Hsu, S.Y. Scheduling two interfering job sets on parallel machines under peak power constraint. Prod. Eng. 2018, 12, 611–619. [Google Scholar] [CrossRef]
- Shen, J.; Wang, L.; Wang, J. A discrete teaching-learning-based optimisation algorithm for hybrid flowshop scheduling problem with peak power consumption constraints. In Proceedings of the 2017 SSCI proceedings, Honolulu, HI, USA, 27 November–1 December 2017; IEEE: Piscataway, NJ, USA, 2017; pp. 1–7. [Google Scholar] [CrossRef]
- Zheng, H.y.; Wang, L. Reduction of carbon emissions and project makespan by a Pareto-based estimation of distribution algorithm. Int. J. Prod. Econ. 2015, 164, 421–432. [Google Scholar] [CrossRef]
- Masmoudi, O.; Yalaoui, A.; Ouazene, Y.; Chehade, H. A Multi-Level Capacitated Lot-Sizing Problem with energy consideration. In Proceedings of the Road Ahead: Understanding Challenges and Grasping Opportunities in Industrial and Systems Engineering, Seville, Spain, 21–23 October 2015; Framinan, J.M., Ed.; IEEE: Piscataway, NJ, USA, 2015; pp. 1352–1359. [Google Scholar] [CrossRef]
- Masmoudi, O.; Yalaoui, A.; Ouazene, Y.; Chehade, H. Lot-sizing in a multi-stage flow line production system with energy consideration. Int. J. Prod. Res. 2017, 55, 1640–1663. [Google Scholar] [CrossRef]
- Sun, Z.; Li, L.; Dababneh, F. Plant-level electricity demand response for combined manufacturing system and heating, venting, and air-conditioning (HVAC) system. J. Clean. Prod. 2016, 135, 1650–1657. [Google Scholar] [CrossRef]
- Artigues, C.; Lopez, P.; Haït, A. The energy scheduling problem: Industrial case-study and constraint propagation techniques. Int. J. Prod. Econ. 2013, 143, 13–23. [Google Scholar] [CrossRef] [Green Version]
- Boukas, E.K.; Haurie, A.; Soumis, F. Hierarchical approach to steel production scheduling under a global energy constraint. Ann. Oper. Res. 1990, 26, 289–311. [Google Scholar] [CrossRef]
- Fernandez, M.; Li, L.; Sun, Z. “Just-for-Peak” buffer inventory for peak electricity demand reduction of manufacturing systems. Int. J. Prod. Econ. 2013, 146, 178–184. [Google Scholar] [CrossRef]
- Sun, Z.; Li, L.; Fernandez, M.; Wang, J. Inventory control for peak electricity demand reduction of manufacturing systems considering the tradeoff between production loss and energy savings. J. Clean. Prod. 2014, 82, 84–93. [Google Scholar] [CrossRef]
- Latifoğlu, Ç.; Belotti, P.; Snyder, L.V. Models for production planning under power interruptions. Nav. Res. Logist. (NRL) 2013, 60, 413–431. [Google Scholar] [CrossRef]
- Abikarram, J.B.; McConky, K. Real time machine coordination for instantaneous load smoothing and photovoltaic intermittency mitigation. J. Clean. Prod. 2017, 142, 1406–1416. [Google Scholar] [CrossRef]
- Ramin, D.; Spinelli, S.; Brusaferri, A. Demand-side management via optimal production scheduling in power-intensive industries: The case of metal casting process. Appl. Energy 2018, 225, 622–636. [Google Scholar] [CrossRef]
- Zhang, X.; Hug, G.; Harjunkoski, I. Cost-Effective Scheduling of Steel Plants with Flexible EAFs. IEEE Trans. Smart Grid 2017, 8, 239–249. [Google Scholar] [CrossRef]
- Karimi, S.; Kwon, S.; Ning, F. Energy-aware production scheduling for additive manufacturing. J. Clean. Prod. 2021, 278, 123183. [Google Scholar] [CrossRef]
- Batista Abikarram, J.; McConky, K.; Proano, R. Energy cost minimization for unrelated parallel machine scheduling under real time and demand charge pricing. J. Clean. Prod. 2019, 208, 232–242. [Google Scholar] [CrossRef]
- Haït, A.; Artigues, C. Scheduling Parallel Production Lines With Energy Costs. IFAC Proc. Vol. 2009, 42, 1274–1279. [Google Scholar] [CrossRef]
- Haït, A.; Artigues, C. A hybrid CP/MILP method for scheduling with energy costs. Eur. J. Ind. Eng. 2011, 5, 471–489. [Google Scholar] [CrossRef] [Green Version]
- Castro, P.M.; Sun, L.; Harjunkoski, I. Resource–Task Network Formulations for Industrial Demand Side Management of a Steel Plant. Ind. Eng. Chem. Res. 2013, 52, 13046–13058. [Google Scholar] [CrossRef] [Green Version]
- Gajic, D.; Hadera, H.; Onofri, L.; Harjunkoski, I.; Di Gennaro, S. Implementation of an integrated production and electricity optimization system in melt shop. J. Clean. Prod. 2017, 155, 39–46. [Google Scholar] [CrossRef]
- Hadera, H.; Harjunkoski, I.; Sand, G.; Grossmann, I.E.; Engell, S. Optimization of steel production scheduling with complex time-sensitive electricity cost. Comput. Chem. Eng. 2015, 76, 117–136. [Google Scholar] [CrossRef] [Green Version]
- Hadera, H.; Ekström, J.; Sand, G.; Mäntysaari, J.; Harjunkoski, I.; Engell, S. Integration of production scheduling and energy-cost optimization using Mean Value Cross Decomposition. Comput. Chem. Eng. 2019, 129, 106436. [Google Scholar] [CrossRef]
- Islam, M.M.; Zhong, X.; Xiong, H.; Sun, Z. Optimal scheduling of manufacturing and onsite generation systems in over-generation mitigation oriented electricity demand response program. Comput. Ind. Eng. 2018, 115, 381–388. [Google Scholar] [CrossRef]
- Bego, A.; Li, L.; Sun, Z. Identification of reservation capacity in critical peak pricing electricity demand response program for sustainable manufacturing systems. Int. J. Energy Res. 2014, 38, 728–736. [Google Scholar] [CrossRef]
- Ashok, S. Peak-load management in steel plants. Appl. Energy 2006, 83, 413–424. [Google Scholar] [CrossRef]
- Ashok, S.; Banerjee, R. An optimization mode for industrial load management. IEEE Trans. Power Syst. 2001, 16, 879–884. [Google Scholar] [CrossRef]
- Golmohamadi, H.; Keypour, R.; Bak-Jensen, B.; Pillai, J.R.; Khooban, M.H. Robust Self-Scheduling of Operational Processes for Industrial Demand Response Aggregators. IEEE Trans. Ind. Electron. 2020, 67, 1387–1395. [Google Scholar] [CrossRef] [Green Version]
- Xenos, D.P.; Mohd Noor, I.; Matloubi, M.; Cicciotti, M.; Haugen, T.; Thornhill, N.F. Demand-side management and optimal operation of industrial electricity consumers: An example of an energy-intensive chemical plant. Appl. Energy 2016, 182, 418–433. [Google Scholar] [CrossRef] [Green Version]
- Liu, C.H. Discrete lot-sizing and scheduling problems considering renewable energy and CO2 emissions. Prod. Eng. 2016, 10, 607–614. [Google Scholar] [CrossRef]
- Liu, C.H. Mathematical programming formulations for single-machine scheduling problems while considering renewable energy uncertainty. Int. J. Prod. Res. 2016, 54, 1122–1133. [Google Scholar] [CrossRef]
- Wang, X.; Ding, H.; Qiu, M.; Dong, J. A low-carbon production scheduling system considering renewable energy. In Proceedings of the IEEE International Conference on Service Operations, Logistics, and Inform (SOLI), Beijing, China, 10–12 July 2011; IEEE: Piscataway, NJ, USA, 2011; pp. 101–106. [Google Scholar] [CrossRef]
- Wu, X.; Shen, X.; Cui, Q. Multi-Objective Flexible Flow Shop Scheduling Problem Considering Variable Processing Time due to Renewable Energy. Sustainability 2018, 10, 841. [Google Scholar] [CrossRef] [Green Version]
- Cao, J.; Pan, R.; Xia, X.; Shao, X.; Wang, X. An efficient scheduling approach for an iron-steel plant equipped with self-generation equipment under time-of-use electricity tariffs. Swarm Evol. Comput. 2020, 60, 100764. [Google Scholar] [CrossRef]
- Golpîra, H.; Rehman Khan, S.A.; Zhang, Y. Robust Smart Energy Efficient Production Planning for a general Job-Shop Manufacturing System under combined demand and supply uncertainty in the presence of grid-connected microgrid. J. Clean. Prod. 2018, 202, 649–665. [Google Scholar] [CrossRef]
- Yu, M.; Lu, R.; Hong, S.H. A real-time decision model for industrial load management in a smart grid. Appl. Energy 2016, 183, 1488–1497. [Google Scholar] [CrossRef]
- Sun, Z.; Li, L.; Bego, A.; Dababneh, F. Customer-side electricity load management for sustainable manufacturing systems utilizing combined heat and power generation system. Int. J. Prod. Econ. 2015, 165, 112–119. [Google Scholar] [CrossRef]
- Gholian, A.; Mohsenian-Rad, H.; Hua, Y. Optimal Industrial Load Control in Smart Grid. IEEE Trans. Smart Grid 2016, 7, 2305–2316. [Google Scholar] [CrossRef]
- Castro, P.M.; Harjunkoski, I.; Grossmann, I.E. Optimal scheduling of continuous plants with energy constraints. Comput. Chem. Eng. 2011, 35, 372–387. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Dong, H.; Lohse, N.; Petrovic, S. Reducing environmental impact of production during a Rolling Blackout policy—A multi-objective schedule optimisation approach. J. Clean. Prod. 2015, 102, 418–427. [Google Scholar] [CrossRef] [Green Version]
- Rodoplu, M.; Arbaoui, T.; Yalaoui, A. Energy Contract Optimization for the Single Item Lot Sizing Problem in a Flow-Shop Configuration and Multiple Energy Sources. IFAC-PapersOnLine 2018, 51, 1089–1094. [Google Scholar] [CrossRef]
- Rodoplu, M.; Arbaoui, T.; Yalaoui, A. Single Item Lot Sizing Problem Under Renewable Energy Uncertainty. IFAC-PapersOnLine 2019, 52, 18–23. [Google Scholar] [CrossRef]
- Golari, M.; Fan, N.; Jin, T. Multistage Stochastic Optimization for Production-Inventory Planning with Intermittent Renewable Energy. Prod. Oper. Manag. 2017, 26, 409–425. [Google Scholar] [CrossRef]
- Zhai, Y.; Biel, K.; Zhao, F.; Sutherland, J.W. Dynamic scheduling of a flow shop with on-site wind generation for energy cost reduction under real time electricity pricing. CIRP Ann. 2017, 66, 41–44. [Google Scholar] [CrossRef]
- Wang, S.; Mason, S.J.; Gangammanavar, H. Stochastic optimization for flow-shop scheduling with on-site renewable energy generation using a case in the United States. Comput. Ind. Eng. 2020, 149, 106812. [Google Scholar] [CrossRef]
- Ding, Y.M.; Hong, S.H.; Li, X.H. A Demand Response Energy Management Scheme for Industrial Facilities in Smart Grid. IEEE Trans. Ind. Inform. 2014, 10, 2257–2269. [Google Scholar] [CrossRef]
- Moon, J.Y.; Park, J. Smart production scheduling with time-dependent and machine-dependent electricity cost by considering distributed energy resources and energy storage. Int. J. Prod. Res. 2014, 52, 3922–3939. [Google Scholar] [CrossRef]
- Pham, A.; Jin, T.; Novoa, C.; Qin, J. A multi-site production and microgrid planning model for net-zero energy operations. Int. J. Prod. Econ. 2019, 218, 260–274. [Google Scholar] [CrossRef]
- Subramanyam, V.; Jin, T.; Novoa, C. Sizing a renewable microgrid for flow shop manufacturing using climate analytics. J. Clean. Prod. 2020, 252, 119829. [Google Scholar] [CrossRef]
- Biel, K.; Glock, C.H. On the use of waste heat in a two-stage production system with controllable production rates. Int. J. Prod. Econ. 2016, 181, 174–190. [Google Scholar] [CrossRef]
- Biel, K.; Glock, C.H. Prerequisites of efficient decentralized waste heat recovery and energy storage in production planning. J. Bus. Econ. 2017, 87, 41–72. [Google Scholar] [CrossRef]
- Sebelebele, N.; Majozi, T. Heat integration of multipurpose batch plants through multiple heat storage vessels. Comput. Chem. Eng. 2017, 106, 269–285. [Google Scholar] [CrossRef]
- Che, A.; Wu, X.; Peng, J.; Yan, P. Energy-efficient bi-objective single-machine scheduling with power-down mechanism. Comput. Oper. Res. 2017, 85, 172–183. [Google Scholar] [CrossRef]
- Liu, Y.; Dong, H.; Lohse, N.; Petrovic, S.; Gindy, N. An investigation into minimising total energy consumption and total weighted tardiness in job shops. J. Clean. Prod. 2014, 65, 87–96. [Google Scholar] [CrossRef]
- Lu, C.; Gao, L.; Li, X.; Pan, Q.; Wang, Q. Energy-efficient permutation flow shop scheduling problem using a hybrid multi-objective backtracking search algorithm. J. Clean. Prod. 2017, 144, 228–238. [Google Scholar] [CrossRef]
- Mouzon, G.; Yildirim, M.B. A framework to minimise total energy consumption and total tardiness on a single machine. Int. J. Sustain. Eng. 2008, 1, 105–116. [Google Scholar] [CrossRef]
- Kemmoé, S.; Lamy, D.; Tchernev, N. Job-shop like manufacturing system with variable power threshold and operations with power requirements. Int. J. Prod. Res. 2017, 55, 6011–6032. [Google Scholar] [CrossRef]
- An, Y.; Chen, X.; Zhang, J.; Li, Y. A hybrid multi-objective evolutionary algorithm to integrate optimization of the production scheduling and imperfect cutting tool maintenance considering total energy consumption. J. Clean. Prod. 2020, 268, 121540. [Google Scholar] [CrossRef]
- Ghaleb, M.; Taghipour, S.; Sharifi, M.; Zolfagharinia, H. Integrated production and maintenance scheduling for a single degrading machine with deterioration-based failures. Comput. Ind. Eng. 2020, 143, 106432. [Google Scholar] [CrossRef]
- Wu, X.; Shen, X.; Li, C. The flexible job-shop scheduling problem considering deterioration effect and energy consumption simultaneously. Comput. Ind. Eng. 2019, 135, 1004–1024. [Google Scholar] [CrossRef]
- Abedi, M.; Chiong, R.; Noman, N.; Zhang, R. A hybrid particle swarm optimisation approach for energy-efficient single machine scheduling with cumulative deterioration and multiple maintenances. In Proceedings of the IEEE Symposium Series on Computational Intelligence, Honolulu, HI, USA, 27 November–1 December 2017; pp. 1–8. [Google Scholar] [CrossRef]
- Abedi, M.; Chiong, R.; Noman, N.; Zhang, R. A multi-population, multi-objective memetic algorithm for energy-efficient job-shop scheduling with deteriorating machines. Expert Syst. Appl. 2020, 157, 113348. [Google Scholar] [CrossRef]
- Ding, J.Y.; Song, S.; Wu, C. Carbon-efficient scheduling of flow shops by multi-objective optimization. Eur. J. Oper. Res. 2016, 248, 758–771. [Google Scholar] [CrossRef]
- Lei, D.; Gao, L.; Zheng, Y. A novel teaching-learning-based optimization algorithm for energy-efficient scheduling in hybrid flow shop. IEEE Trans. Eng. Manag. 2018, 65, 330–340. [Google Scholar] [CrossRef]
- Schulz, S.; Buscher, U.; Shen, L. Multi-objective hybrid flow shop scheduling with variable discrete production speed levels and time-of-use energy prices. J. Bus. Econ. 2020, 15, 1–29. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Liu, M.; Chu, F.; Chu, C. Bi-objective optimization of a single machine batch scheduling problem with energy cost consideration. J. Clean. Prod. 2016, 137, 1205–1215. [Google Scholar] [CrossRef] [Green Version]
- Liang, J.; Wang, Y.; Zhang, Z.H.; Sun, Y. Energy efficient production planning and scheduling problem with processing technology selection. Comput. Ind. Eng. 2019, 132, 260–270. [Google Scholar] [CrossRef]
- Lu, C.; Gao, L.; Li, X.; Zheng, J.; Gong, W. A multi-objective approach to welding shop scheduling for makespan, noise pollution and energy consumption. J. Clean. Prod. 2018, 196, 773–787. [Google Scholar] [CrossRef]
- Amelian, S.S.; Sajadi, S.M.; Navabakhsh, M.; Esmaelian, M. Multi-objective optimization of stochastic failure-prone manufacturing system with consideration of energy consumption and job sequences. Int. J. Environ. Sci. Technol. 2019, 16, 3389–3402. [Google Scholar] [CrossRef]
- Cota, L.P.; Guimarães, F.G.; Ribeiro, R.G.; Meneghini, I.R.; de Oliveira, F.B.; Souza, M.J.; Siarry, P. An adaptive multi-objective algorithm based on decomposition and large neighborhood search for a green machine scheduling problem. Swarm Evol. Comput. 2019, 51, 100601. [Google Scholar] [CrossRef]
- Escamilla, J.; Salido, M.A.; Giret, A.; Barber, F. A metaheuristic technique for energy-efficiency in job-shop scheduling. In Proceedings of the ICAPS 9th Workshop on Constraint Satisfaction Techniques for Planning and Scheduling, Portsmouth, NH, USA, 22 June 2014; pp. 42–50. [Google Scholar]
- Santos, A.; Dourado, A. Global optimization of energy and production in process industries: A genetic algorithm application. Control Eng. Pract. 1999, 7, 549–554. [Google Scholar] [CrossRef] [Green Version]
- Yin, L.; Li, X.; Lu, C.; Gao, L. Energy-Efficient Scheduling Problem Using an Effective Hybrid Multi-Objective Evolutionary Algorithm. Sustainability 2016, 8, 1268. [Google Scholar] [CrossRef] [Green Version]
- He, Y.; Li, Y.; Wu, T.; Sutherland, J.W. An energy-responsive optimization method for machine tool selection and operation sequence in flexible machining job shops. J. Clean. Prod. 2015, 87, 245–254. [Google Scholar] [CrossRef]
- Jiang, S.l.; Zhang, L. Energy-Oriented Scheduling for Hybrid Flow Shop With Limited Buffers Through Efficient Multi-Objective Optimization. IEEE Access 2019, 7, 34477–34487. [Google Scholar] [CrossRef]
- Du, B.; Chen, H.; Huang, G.Q.; Yang, H.D. Preference Vector Ant Colony System for Minimising Make-span and Energy Consumption in a Hybrid Flow Shop. In Multi-Objective Evolutionary Optimisation for Product Design and Manufacturing; Wang, L., Ng, A.H.C., Deb, K., Eds.; Springer: London, UK, 2011; pp. 279–304. [Google Scholar] [CrossRef]
- Chen, J.-f.; Wang, L.; Peng, Z.p. A collaborative optimization algorithm for energy-efficient multi-objective distributed no-idle flow-shop scheduling. Swarm Evol. Comput. 2019, 50, 100557. [Google Scholar] [CrossRef]
- Dai, M.; Tang, D.; Giret, A.; Salido, M.A.; Li, W.D. Energy-efficient scheduling for a flexible flow shop using an improved genetic-simulated annealing algorithm. Robot. Comput.-Integr. Manuf. 2013, 29, 418–429. [Google Scholar] [CrossRef]
- Lu, C.; Gao, L.; Pan, Q.; Li, X.; Zheng, J. A multi-objective cellular grey wolf optimizer for hybrid flowshop scheduling problem considering noise pollution. Appl. Soft Comput. 2019, 75, 728–749. [Google Scholar] [CrossRef]
- Meng, L.; Zhang, C.; Shao, X.; Ren, Y.; Ren, C. Mathematical modelling and optimisation of energy-conscious hybrid flow shop scheduling problem with unrelated parallel machines. Int. J. Prod. Res. 2019, 57, 1119–1145. [Google Scholar] [CrossRef] [Green Version]
- Mashaei, M.; Lennartson, B. Energy Reduction in a Pallet-Constrained Flow Shop Through On–Off Control of Idle Machines. IEEE Trans. Autom. Sci. Eng. 2013, 10, 45–56. [Google Scholar] [CrossRef]
- Aghelinejad, M.; Ouazene, Y.; Yalaoui, A. Complexity analysis of energy-efficient single machine scheduling problems. Oper. Res. Perspect. 2019, 6, 100105. [Google Scholar] [CrossRef]
- Liu, Y.; Dong, H.; Lohse, N.; Petrovic, S. A multi-objective genetic algorithm for optimisation of energy consumption and shop floor production performance. Int. J. Prod. Econ. 2016, 179, 259–272. [Google Scholar] [CrossRef] [Green Version]
- Wang, F.; Rao, Y.; Zhang, C.; Tang, Q.; Zhang, L. Estimation of Distribution Algorithm for Energy-Efficient Scheduling in Turning Processes. Sustainability 2016, 8, 762. [Google Scholar] [CrossRef] [Green Version]
- Jiang, E.d.; Wang, L. An improved multi-objective evolutionary algorithm based on decomposition for energy-efficient permutation flow shop scheduling problem with sequence-dependent setup time. Int. J. Prod. Res. 2019, 57, 1756–1771. [Google Scholar] [CrossRef]
- Wu, X.; Sun, Y. A green scheduling algorithm for flexible job shop with energy-saving measures. J. Clean. Prod. 2018, 172, 3249–3264. [Google Scholar] [CrossRef]
- Liu, G.S.; Zhou, Y.; Yang, H.D. Minimizing energy consumption and tardiness penalty for fuzzy flow shop scheduling with state-dependent setup time. J. Clean. Prod. 2017, 147, 470–484. [Google Scholar] [CrossRef]
- Nasiri, M.M.; Abdollahi, M.; Rahbari, A.; Salmanzadeh, N.; Salesi, S. Minimizing the energy consumption and the total weighted tardiness for the flexible flowshop using NSGA-II and NRGA. J. Ind. Syst. Eng. 2018, 11, 150–162. [Google Scholar]
- Zhou, B.; Liu, W. Energy-efficient multi-objective scheduling algorithm for hybrid flow shop with fuzzy processing time. Proc. Inst. Mech. Eng. Part I J. Syst. Control Eng. 2019, 233, 1282–1297. [Google Scholar] [CrossRef]
- Li, J.q.; Sang, H.y.; Han, Y.y.; Wang, C.g.; Gao, K.z. Efficient multi-objective optimization algorithm for hybrid flow shop scheduling problems with setup energy consumptions. J. Clean. Prod. 2018, 181, 584–598. [Google Scholar] [CrossRef]
- Cheng, Q.; Gong, J.; Xiao, G.; Yang, C.; Liu, Z.; Qi, B. Research on energy-saving production planning of periodic forging resistance furnace. J. Clean. Prod. 2020, 275, 122897. [Google Scholar] [CrossRef]
- Sharma, A.; Zhao, F.; Sutherland, J.W. Econological scheduling of a manufacturing enterprise operating under a time-of-use electricity tariff. J. Clean. Prod. 2015, 108, 256–270. [Google Scholar] [CrossRef]
- Gong, X.; van der Wee, M.; de Pessemier, T.; Verbrugge, S.; Colle, D.; Martens, L.; Joseph, W. Integrating labor awareness to energy-efficient production scheduling under real-time electricity pricing: An empirical study. J. Clean. Prod. 2017, 168, 239–253. [Google Scholar] [CrossRef] [Green Version]
- Xu, Z.; Zheng, Z.; Gao, X. Energy-efficient steelmaking-continuous casting scheduling problem with temperature constraints and its solution using a multi-objective hybrid genetic algorithm with local search. Appl. Soft Comput. 2020, 95, 106554. [Google Scholar] [CrossRef]
- Li, X.; Xing, K.; Wu, Y.; Wang, X.; Luo, J. Total energy consumption optimization via genetic algorithm in flexible manufacturing systems. Comput. Ind. Eng. 2017, 104, 188–200. [Google Scholar] [CrossRef]
- Li, X.; Xing, K.; Zhou, M.; Wang, X.; Wu, Y. Modified Dynamic Programming Algorithm for Optimization of Total Energy Consumption in Flexible Manufacturing Systems. IEEE Trans. Autom. Sci. Eng. 2019, 16, 691–705. [Google Scholar] [CrossRef]
- Shamayleh, A.; Hariga, M.; As’ad, R.; Diabat, A. Economic and environmental models for cold products with time varying demand. J. Clean. Prod. 2019, 212, 847–863. [Google Scholar] [CrossRef]
- Liu, Z.; Guo, S.; Wang, L. Integrated green scheduling optimization of flexible job shop and crane transportation considering comprehensive energy consumption. J. Clean. Prod. 2019, 211, 765–786. [Google Scholar] [CrossRef]
- Dababneh, F.; Li, L.; Sun, Z. Peak power demand reduction for combined manufacturing and HVAC system considering heat transfer characteristics. Int. J. Prod. Econ. 2016, 177, 44–52. [Google Scholar] [CrossRef]
- Dai, M.; Tang, D.; Giret, A.; Salido, M.A. Multi-objective optimization for energy-efficient flexible job shop scheduling problem with transportation constraints. Robot. Comput.-Integr. Manuf. 2019, 59, 143–157. [Google Scholar] [CrossRef]
- Li, X.; Lu, C.; Gao, L.; Xiao, S.; Wen, L. An Effective Multiobjective Algorithm for Energy-Efficient Scheduling in a Real-Life Welding Shop. IEEE Trans. Ind. Inform. 2018, 14, 5400–5409. [Google Scholar] [CrossRef]
- Ierapetritou, M.G.; Wu, D.; Vin, J.; Sweeney, P.; Chigirinskiy, M. Cost Minimization in an Energy-Intensive Plant Using Mathematical Programming Approaches. Ind. Eng. Chem. Res. 2002, 41, 5262–5277. [Google Scholar] [CrossRef]
- Plitsos, S.; Repoussis, P.P.; Mourtos, I.; Tarantilis, C.D. Energy-aware decision support for production scheduling. Decis. Support Syst. 2017, 93, 88–97. [Google Scholar] [CrossRef]
- Wang, Y.; Li, L. Manufacturing profit maximization under time-varying electricity and labor pricing. Comput. Ind. Eng. 2017, 104, 23–34. [Google Scholar] [CrossRef] [Green Version]
- Zhang, H.; Zhao, F.; Sutherland, J.W. Energy-efficient scheduling of multiple manufacturing factories under real-time electricity pricing. CIRP Ann. 2015, 64, 41–44. [Google Scholar] [CrossRef]
- Zhang, H.; Zhao, F.; Sutherland, J.W. Scheduling of a Single Flow Shop for Minimal Energy Cost Under Real-Time Electricity Pricing. J. Manuf. Sci. Eng. 2017, 139, 1–5. [Google Scholar] [CrossRef]
- Nayak, A.; Lee, S.; Sutherland, J.W. Dynamic Load Scheduling for Energy Efficiency in a Job Shop with On-site Wind Mill for Energy Generation. Procedia CIRP 2019, 80, 197–202. [Google Scholar] [CrossRef]
- Golpîra, H. Smart Energy-Aware Manufacturing Plant Scheduling under Uncertainty: A Risk-Based Multi-Objective Robust Optimization Approach. Energy 2020, 209, 118385. [Google Scholar] [CrossRef]
- Ding, J.Y.; Song, S.; Zhang, R.; Chiong, R.; Wu, C. Parallel Machine Scheduling Under Time-of-Use Electricity Prices: New Models and Optimization Approaches. IEEE Trans. Autom. Sci. Eng. 2016, 13, 1138–1154. [Google Scholar] [CrossRef]
- He, Y.; Liu, F. Methods for Integrating Energy Consumption and Environmental Impact Considerations into the Production Operation of Machining Processes. Chin. J. Mech. Eng. 2010, 23, 428–435. [Google Scholar] [CrossRef]
- Li, Z.; Yang, H.; Zhang, S.; Liu, G. Unrelated parallel machine scheduling problem with energy and tardiness cost. Int. J. Adv. Manuf. Technol. 2016, 84, 213–226. [Google Scholar] [CrossRef]
- Pan, Z.; Lei, D.; Zhang, Q. A New Imperialist Competitive Algorithm for Multiobjective Low Carbon Parallel Machines Scheduling. Math. Probl. Eng. 2018, 2018, 5914360. [Google Scholar] [CrossRef] [Green Version]
- Paolucci, M.; Anghinolfi, D.; Tonelli, F. Facing energy-aware scheduling: A multi-objective extension of a scheduling support system for improving energy efficiency in a moulding industry. Soft Comput. 2017, 21, 3687–3698. [Google Scholar] [CrossRef]
- He, Y.; Liu, F.; Cao, H.j.; Li, C.-b. A bi-objective model for job-shop scheduling problem to minimize both energy consumption and makespan. J. Cent. South Univ. Technol. 2005, 12, 167–171. [Google Scholar] [CrossRef]
- Jiang, Z.; Le, Z.; E, M. Study on multi-objective flexible job-shop scheduling problem considering energy consumption. J. Ind. Eng. Manag. 2014, 7, 589–604. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Tiwari, A. An Investigation into Minimising Total Energy Consumption and Total Completion Time in a Flexible Job Shop for Recycling Carbon Fiber Reinforced Polymer. Procedia CIRP 2015, 29, 722–727. [Google Scholar] [CrossRef] [Green Version]
- Zhang, B.; Pan, Q.K.; Gao, L.; Meng, L.L.; Li, X.Y.; Peng, K.K. A Three-Stage Multiobjective Approach Based on Decomposition for an Energy-Efficient Hybrid Flow Shop Scheduling Problem. IEEE Trans. Syst. Man Cybern. Syst. 2019, 50, 4984–4999. [Google Scholar] [CrossRef]
- Luo, Q.; Deng, Q.; Gong, G.; Zhang, L.; Han, W.; Li, K. An efficient memetic algorithm for distributed flexible job shop scheduling problem with transfers. Expert Syst. Appl. 2020, 160, 113721. [Google Scholar] [CrossRef]
- Castro, P.M.; Custódio, B.; Matos, H.A. Optimal scheduling of single stage batch plants with direct heat integration. Comput. Chem. Eng. 2015, 82, 172–185. [Google Scholar] [CrossRef]
- Lee, J.Y.; Seid, E.R.; Majozi, T. Heat integration of intermittently available continuous streams in multipurpose batch plants. Comput. Chem. Eng. 2015, 74, 100–114. [Google Scholar] [CrossRef]
- Majozi, T. Minimization of energy use in multipurpose batch plants using heat storage: An aspect of cleaner production. J. Clean. Prod. 2009, 17, 945–950. [Google Scholar] [CrossRef] [Green Version]
- Halim, I.; Srinivasan, R. Sequential methodology for integrated optimization of energy and water use during batch process scheduling. Comput. Chem. Eng. 2011, 35, 1575–1597. [Google Scholar] [CrossRef]
- Seid, E.R.; Majozi, T. Optimization of energy and water use in multipurpose batch plants using an improved mathematical formulation. Chem. Eng. Sci. 2014, 111, 335–349. [Google Scholar] [CrossRef]
- Zhang, B.J.; Luo, X.L.; Chen, X.Z.; Chen, Q.L. Coupling Process Plants and Utility Systems for Site Scale Steam Integration. Ind. Eng. Chem. Res. 2013, 52, 14627–14636. [Google Scholar] [CrossRef]
- Leenders, L.; Bahl, B.; Hennen, M.; Bardow, A. Coordinating scheduling of production and utility system using a Stackelberg game. Energy 2019, 175, 1283–1295. [Google Scholar] [CrossRef]
- Zhang, H.; Cai, J.; Fang, K.; Zhao, F.; Sutherland, J.W. Operational optimization of a grid-connected factory with onsite photovoltaic and battery storage systems. Appl. Energy 2017, 205, 1538–1547. [Google Scholar] [CrossRef]
- Materi, S.; D’Angola, A.; Renna, P. A dynamic decision model for energy-efficient scheduling of manufacturing system with renewable energy supply. J. Clean. Prod. 2020, 270, 122028. [Google Scholar] [CrossRef]
- Fazli Khalaf, A.; Wang, Y. Energy-cost-aware flow shop scheduling considering intermittent renewables, energy storage, and real-time electricity pricing. Int. J. Energy Res. 2018, 42, 3928–3942. [Google Scholar] [CrossRef]
- Tan, M.; Chen, Y.; Su, Y.x.; Li, S.h.; Li, H. Integrated optimization model for industrial self-generation and load scheduling with tradable carbon emission permits. J. Clean. Prod. 2019, 210, 1289–1300. [Google Scholar] [CrossRef]
- Kamran, M.; Fazal, M.R. Chapter 1—Fundamentals of renewable energy systems. In Renewable Energy Conversion Systems; Kamran, M., Fazal, M.R., Eds.; Academic Press: London, UK, 2021; pp. 1–19. [Google Scholar] [CrossRef]
- De Salvo, M.; Notaro, S.; Cucuzza, G.; Giuffrida, L.; Signorello, G. Protecting the Local Landscape or Reducing Greenhouse Gas Emissions? A Study on Social Acceptance and Preferences towards the Installation of a Wind Farm. Sustainability 2021, 13, 12755. [Google Scholar] [CrossRef]
- Liu, F.; Ju, X.; Wang, N.; Wang, L.; Lee, W.J. Wind farm macro-siting optimization with insightful bi-criteria identification and relocation mechanism in genetic algorithm. Energy Convers. Manag. 2020, 217, 112964. [Google Scholar] [CrossRef]
- Coca, G.; Castrillón, O.D.; Ruiz, S.; Mateo-Sanz, J.M.; Jiménez, L. Sustainable evaluation of environmental and occupational risks scheduling flexible job shop manufacturing systems. J. Clean. Prod. 2019, 209, 146–168. [Google Scholar] [CrossRef]
- Wichmann, M.G.; Johannes, C.; Spengler, T.S. Energy-oriented Lot-Sizing and Scheduling considering energy storages. Int. J. Prod. Econ. 2019, 216, 204–214. [Google Scholar] [CrossRef]
- Huang, X.; Hong, S.H.; Li, Y. Hour-Ahead Price Based Energy Management Scheme for Industrial Facilities. IEEE Trans. Ind. Inform. 2017, 13, 2886–2898. [Google Scholar] [CrossRef]
- Özdamar, L.; Birbil, Ş.İ. A hierarchical planning system for energy intensive production environments. Int. J. Prod. Econ. 1999, 58, 115–129. [Google Scholar] [CrossRef]
- Schulz, S. A Multi-criteria MILP Formulation for Energy Aware Hybrid Flow Shop Scheduling. In Operations Research Proceedings 2016; Springer: Cham, Switzerland, 2018; Volume 23, pp. 543–549. [Google Scholar] [CrossRef]
Figure 1.
Review methodology.

Figure 2.
Relevant fields and derived key topics on energy-oriented production planning (modified figure based on [13]).
Figure 2.
Relevant fields and derived key topics on energy-oriented production planning (modified figure based on [13]).


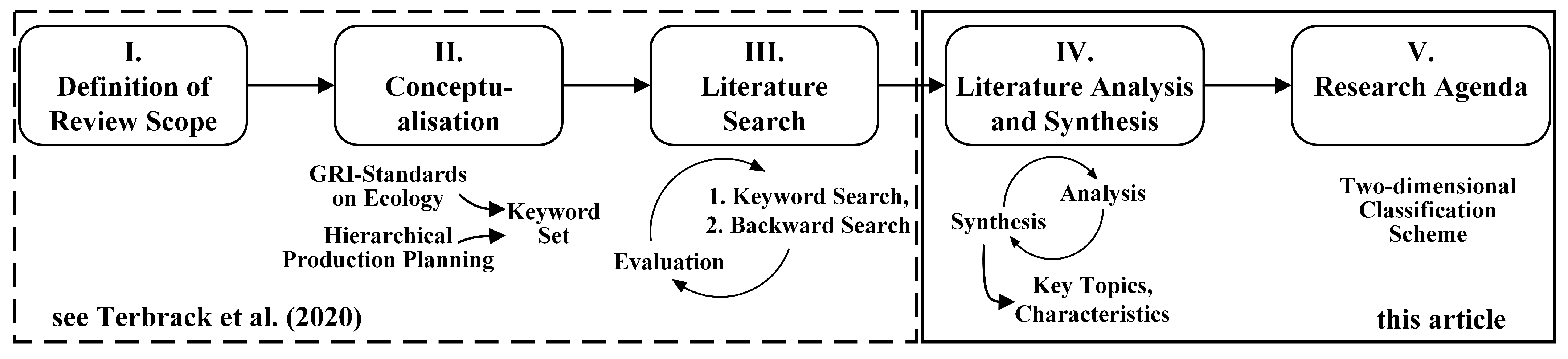{kind=link}
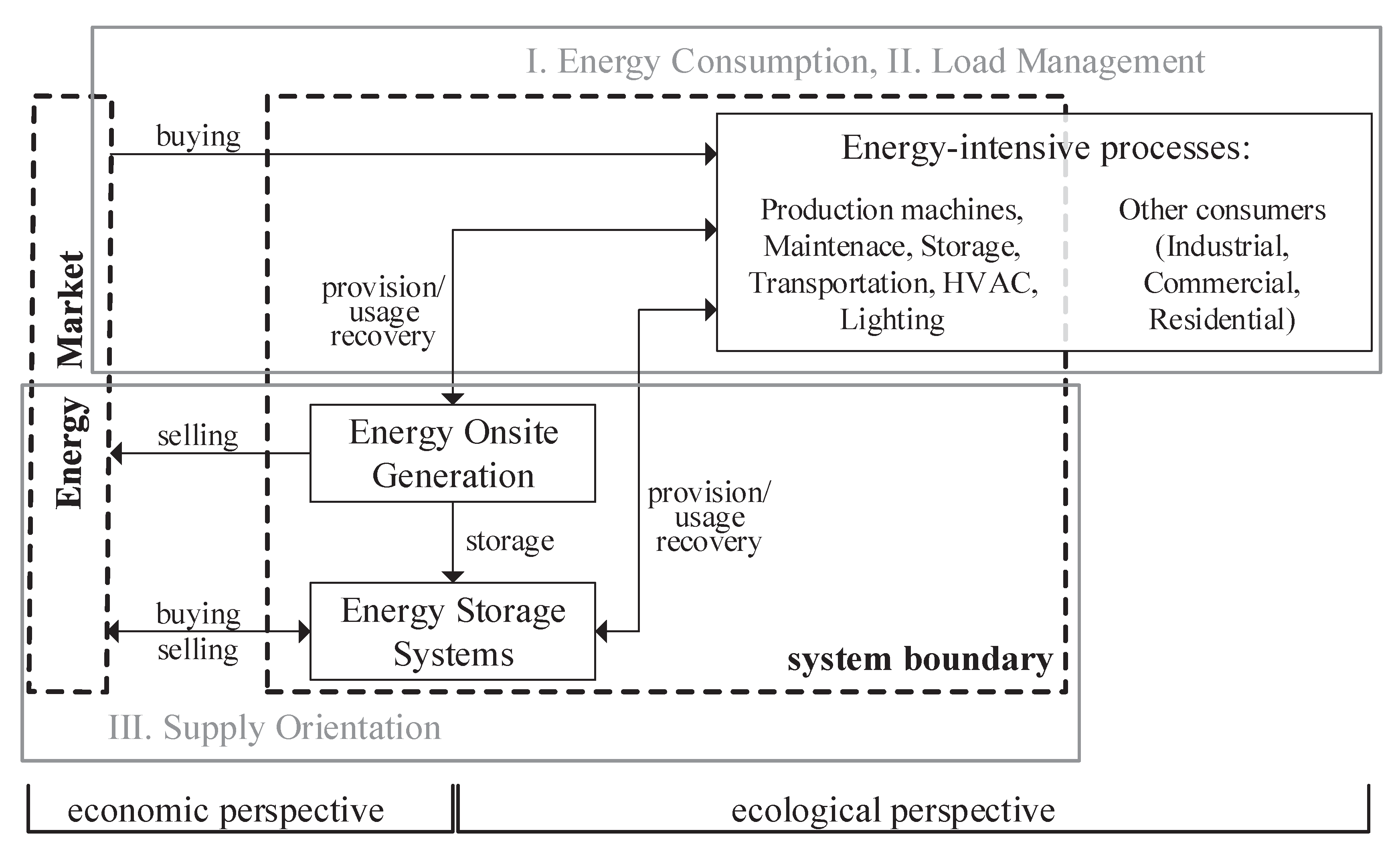{kind=link}
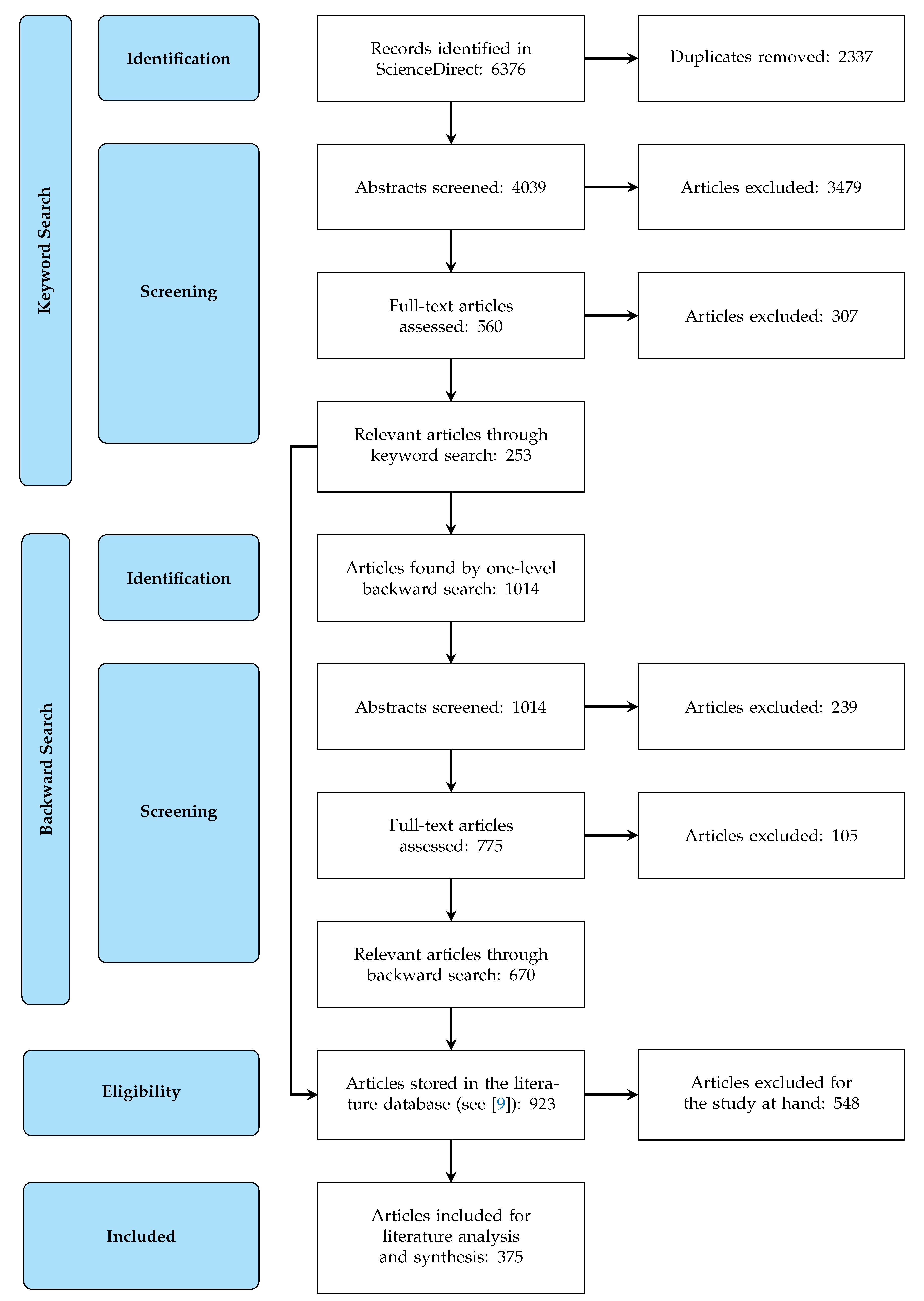{kind=link}
Table 1.
Specifications grouped to key topic 1, energy consumption.
| Key Topic 1: Energy Consumption | ||
|---|---|---|
| Ecological | Economic | |
| Objectives | Total Energy Consumption | Total Energy Consumption Costs |
| Energy Consumption in Specific Periods | Energy Consumption Cost Savings | |
| Energy-Related Emissions (with constant energy-emission factor) | Penalty Costs for Energy Consumption | |
| Power-Saving Time | Energy Postponement Costs | |
| Unnecessary Heating Time | ||
| Deviation between Actual and Average Energy Consumption | ||
| Constraints | Total Energy Consumption Threshold | Budget for Energy Consumption |
| Energy Consumption Threshold per Period | ||
| Threshold for Energy-Related Emissions per period | ||
| Minimum Energy Consumption per Period | ||
| Energy Deviation Threshold | ||
Table 2.
Specifications grouped to key topic 2, load management.
| Key Topic 2: Load Management | ||
|---|---|---|
| Ecological | Economic | |
| Objectives | Energy Demand | Energy Demand Costs |
| Maximum Energy Demand | Energy Demand Threshold Penalties | |
| Maximum Average Energy Demand | Load Deviation Penalties | |
| Load Deviation | Reservation Capacity Costs for Energy Demand | |
| Load Adjustment Costs | ||
| Load Adjustment Incentives | ||
| Power Reserve Revenue | ||
| Constraints | Energy Demand Threshold | |
| Energy Demand Threshold in Specific Periods | ||
| Threshold for Machine-Specific Energy Demand | ||
| Minimum Value for Machine-Specific Energy Demand | ||
| Maximum Value for Load Reduction | ||
| Minimum Value for Load Reduction | ||
| Maximum Number of Load Interruptions | ||
Table 3.
Specifications grouped to key topic 3, supply orientation.
| Key Topic 3: Supply Orientation | ||
|---|---|---|
| Ecological | Economic | |
| Objectives | Energy Consumption from Macrogrid | Costs for Energy Consumption from Macrogrid |
| Energy Consumption from Non-Renewable Energy Sources | Revenue from Energy Selling | |
| Energy Net Demand | Costs for Energy Generation | |
| Costs for Energy Storage | ||
| Constraints | Supply–Demand Balance: Macrogrid and Onsite Generation (OSG) | |
| Supply–Demand Balance: Macrogrid and Energy Storage Systems (ESSs) | ||
| Supply–Demand Balance: Macrogrid, OSG, and ESSs | ||
| Limited Procurement from Macrogrid | ||
| Minimum Share of Renewable Energy in Consumption | ||
Table 4.
Specifications of the five derived characteristics within energy-oriented production planning problems.
Table 4.
Specifications of the five derived characteristics within energy-oriented production planning problems.
| Frequently Found Characteristics within EOPP Problems | |
|---|---|
| (a) | Various energy utilization factors |
| processing: variable, deterioration and maintenance, speed scaling | |
| idle/standby and transition states: power-down | |
| setup | |
| storage: loading, preservation, inventory | |
| transportation | |
| indirect: heating, ventilation, air conditioning (HVAC), lighting, other consumers | |
| (b) | Alternative production resources |
| heterogeneous parallel machines | |
| heterogeneous parallel factories | |
| (c) | Heat integration |
| direct heat integration | |
| indirect heat integration | |
| (d) | Multiple energy sources |
| onsite generation: schedulable, non-schedulable | |
| multiple procurement options | |
| (e) | Energy storage systems |
| storage capacity | |
| charging (discharging) efficiency | |
| charging (discharging) rate | |
| time of charging (discharging) | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Terbrack, H.; Claus, T.; Herrmann, F. Energy-Oriented Production Planning in Industry: A Systematic Literature Review and Classification Scheme. Sustainability 2021, 13, 13317. https://0-doi-org.brum.beds.ac.uk/10.3390/su132313317
AMA Style
Terbrack H, Claus T, Herrmann F. Energy-Oriented Production Planning in Industry: A Systematic Literature Review and Classification Scheme. Sustainability. 2021; 13(23):13317. https://0-doi-org.brum.beds.ac.uk/10.3390/su132313317
Chicago/Turabian StyleTerbrack, Hajo, Thorsten Claus, and Frank Herrmann. 2021. "Energy-Oriented Production Planning in Industry: A Systematic Literature Review and Classification Scheme" Sustainability 13, no. 23: 13317. https://0-doi-org.brum.beds.ac.uk/10.3390/su132313317
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.