1.1. QRM—A New Manufacturing Paradigm
During the last few years, flexible and cycle time-focused scheduling strategies have attained much attention for their potential to maximize profit in production-based industries. In this context, Suri (2010) [
1] introduced quick response manufacturing (QRM) to gain a competitive advantage by tracking faster product deliveries, especially in the case of high product variety. The primary objective of most lean manufacturing tools does not reduce lead time, whereas the QRM philosophy directly emphasizes lead time reduction. QRM is a company-wide strategy that pursues increasing the throughput by reducing the lead times across all operations, covering all aspects of manufacturing, design, planning and control, and supply management. Thus, the QRM approach works on transforming the company into a fully integrated cellular organization. The QRM approach has offered a promising manufacturing paradigm. In the last few years, several companies have implemented QRM strategies and achieved excellent results (Jitpaiboon et al., 2016 [
2]; Suri and Rath 2002 [
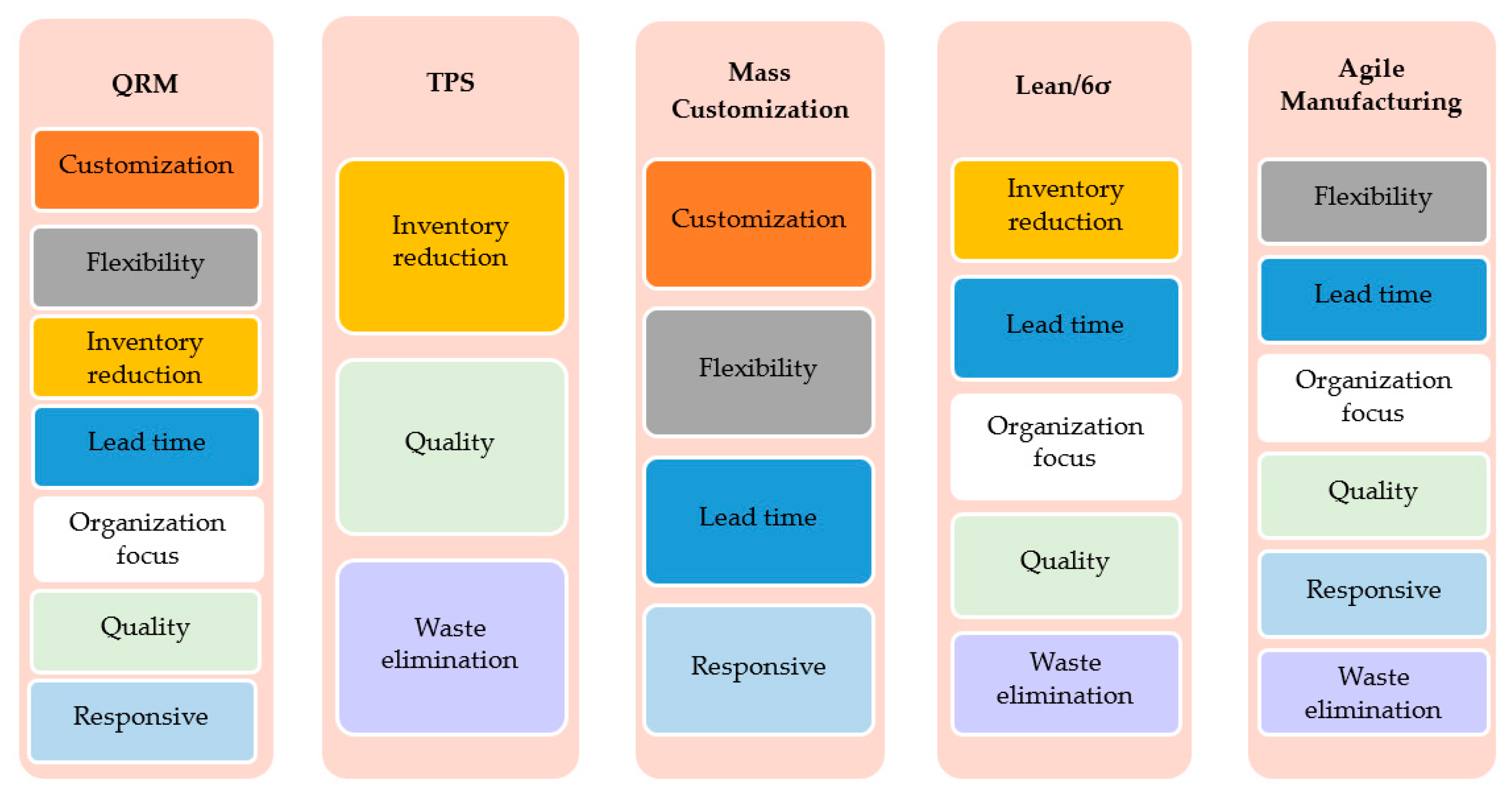
3]). The important outcomes were a reduction in lead times (80–95%), reduction in product cost (15–50%), improved delivery performance (from 40% to 98%), and waste reduction in the form of scrap and rework (more than 80%). A comparison of QRM with the preceding manufacturing and production approaches is presented in
Figure 1. From the manufacturing paradigms, QRM appears to be best suited for companies that are involved in Engineer-to-Order (ETO) products [
4].
Figure 1 explains that QRM has very much in common with the lean production paradigm [
5,
6,
7], for instance, cross-functional teams, on-demand assembly [
8,
9], and quality systems. Likewise, QRM also covers all aspects of mass customization [
10], agile manufacturing [
11], and Toyota production system (TPS) [
12] approaches, except for waste elimination. As shown in
Figure 1, besides the other performance parameters, QRM mainly emphasizes reducing the lead time.
At present, the implementation and acceptance of QRM is gaining momentum in different industrial sectors. The published literature on QRM mostly covers the description and development of QRM’s principles. For example, Suri’s (2010 [
1], 1998 [
13]) case studies focused on the implementation of QRM; Fernandes et al. (2012) [
14] and Veloso et al. (2011) [
15] worked on POLCA (paired cell overlapping loops of cards) system implementation. Likewise, the findings of Chinet et al. (2014) [
16], Germs and Riezebos (2010) [
17], and Vandaele et al. (2008) [
18] on QRM are also important in this regard. In a recent review on lead time reduction within the context of time-based competition and QRM, Godinho et al. (2013) [
19] highlighted that only a limited number of publications are available that deal with practical cases for lead time reduction.
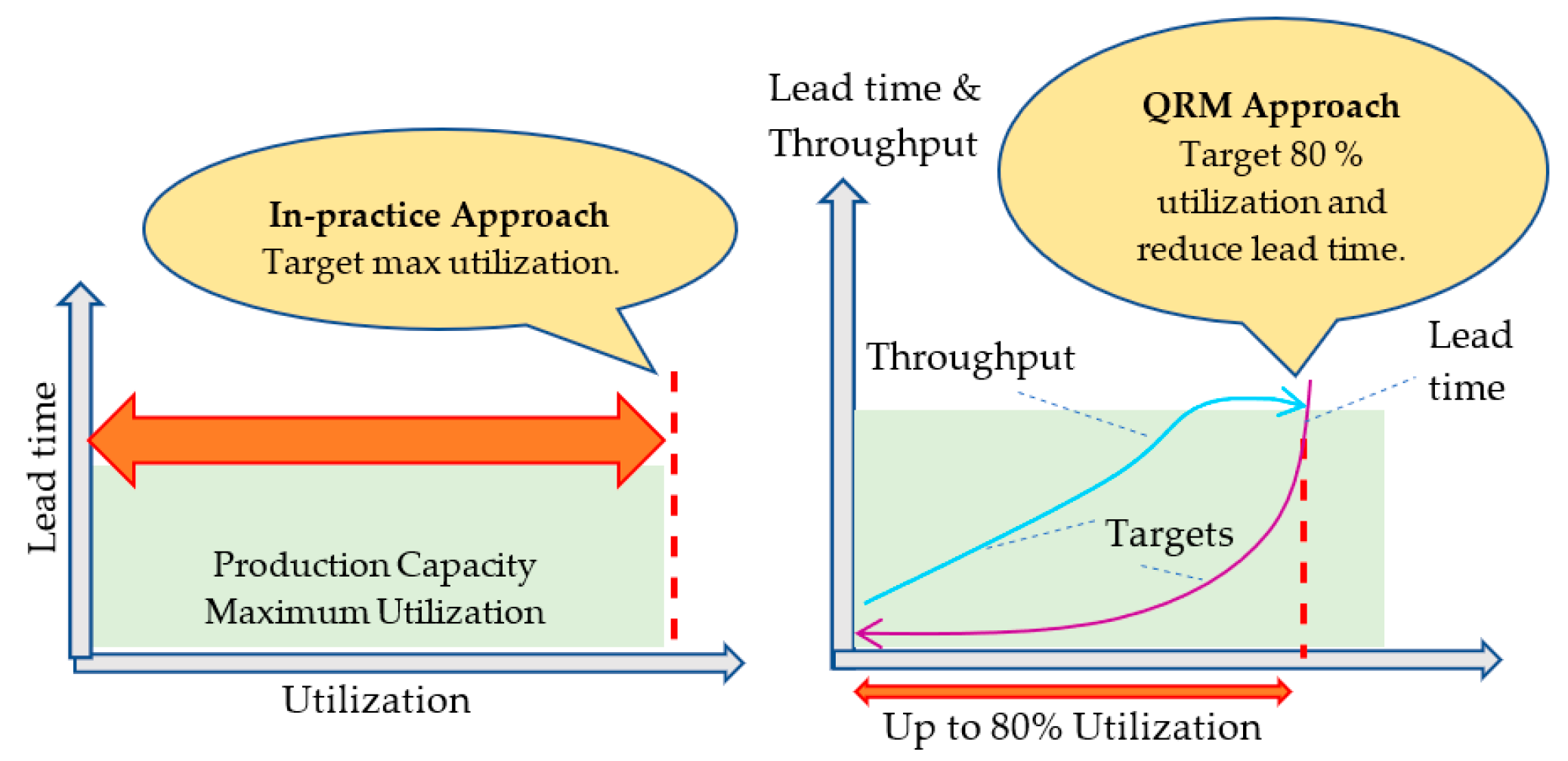
QRM can be categorized into internal and external contexts. Internal context applies to the time-based competition paradigm to reduce lead time, whereas external context means enhancing responsiveness to the customer. The QRM strategy is based on four fundamental principles, including focusing on reducing overall lead time rather than the production time, improvement of the company’s structure to support QRM, a systematic dynamic to adopt, and implementation of the fast-tracked development on the enterprise scale (Markov et al., 2016) [
20]. The first principle highlights the importance of the critical production path (CPP) time, including logistic chains of production and supplies. The second principle of QRM provides centralized operation in the form of cells possessing high autonomy under overlapping loops. The third principle interrelates the company’s resources to deliver prompt production volumes. Contrary to the traditional approach, which focuses on 100% utilization of capacity, QRM proposed an underutilization (up to 80%) of production capacity to sustain and react to changes in the internal and external environment of the enterprise. QRM strategy explains that if the resource utilizations approach 100%, it results in increasing lead times and may result in a percent reduction in profit in the form of late delivery penalty costs. This is explained in
Figure 2 below.
It is important to highlight that tremendous work has been carried out to implement different manufacturing management techniques (for example, lean manufacturing, just in time, total quality management). None of the research that has been noted presents any specific approach or methodology that focuses on QRM. Several research studies are available that highlight the problem of maximizing revenue and curtailing production delay times by processing the jobs on parallel machines. For instance, Gholami O. et al. [
21] applied heuristic algorithms to maximize revenue through the number of jobs processed on parallel machines. Likewise, numerous studies are also available on the assessment of the manufacturing system’s flexibility under different volume-variety scenarios to reduce product delivery delays. For example, Saleem et al. (2018) [
22] studied different dimensions of manufacturing operations flexibility to optimize the product delivery targets in computerized production cells. Only a limited number of studies is available on QRM strategy and its implementation. Birkie et al. (2016) [
23] worked on understanding dynamism and complexity factors in engineer-to-order and their influence on lean implementation. Manoj et al.’s (2014) [
24] work was focused on the application of lean practices in small and medium-sized food enterprises. Bortolotti et al. (2015) [
25] highlighted lean implementation through organizational culture and soft lean practice. A similar approach was adopted by Vinodh et al. (2018) [
26] to study the lean six sigma barriers with environmental considerations. Garza-Reyes et al. (2015) [
27] explored the awareness and adoption of lean manufacturing (LM), lean six sigma (LSS), quick response manufacturing (QRM), and the theory of constraints (TOC) in the Greek engineering sector. Farnoush et al. [
28] studied high variety products in a divergent production line of an automotive production company by adopting three different variants of POLCA as well as one type of CONWIP (Constant Work in Progress) control. They used ExtendSim simulation software to analyze throughput, shop floor throughput time, and work in process (WIP). Mabert et al. (2007) [
29] studied the developments and events of MRP (Material Requirements Planning) in chronological order and highlighted key contributions by early proponents of this approach for managing the flow of material on the factory floor. This study aims to determine the level of implementation of QRM practices in different organizations in Brazil, the USA, and Europe. To the best of our knowledge, this is the first study that encapsulates the implementation pattern of QRM practices. Ten Hoonte (2012) [
30] performed a case study on seven companies in the Netherlands, three in Norway, and one in Austria, aiming to develop a model of QRM maturity that could be used by organizations as a self-assessment tool for identifying improvement opportunities.
Considering the discussion presented in the preceding paragraph, it is evident that most of the industries are using push MRP as their material control strategy, but with the development and research in the field of material control, it is evident that push MRP scheduling has a lot of drawbacks associated with it. For companies where push/MRP and pull/Kanban are not suitable, a hybrid strategy is needed to overcome the problems associated with Push/MRP and Pull/Kanban. The time-based competition (TBC) strategy was introduced by George (1988) [
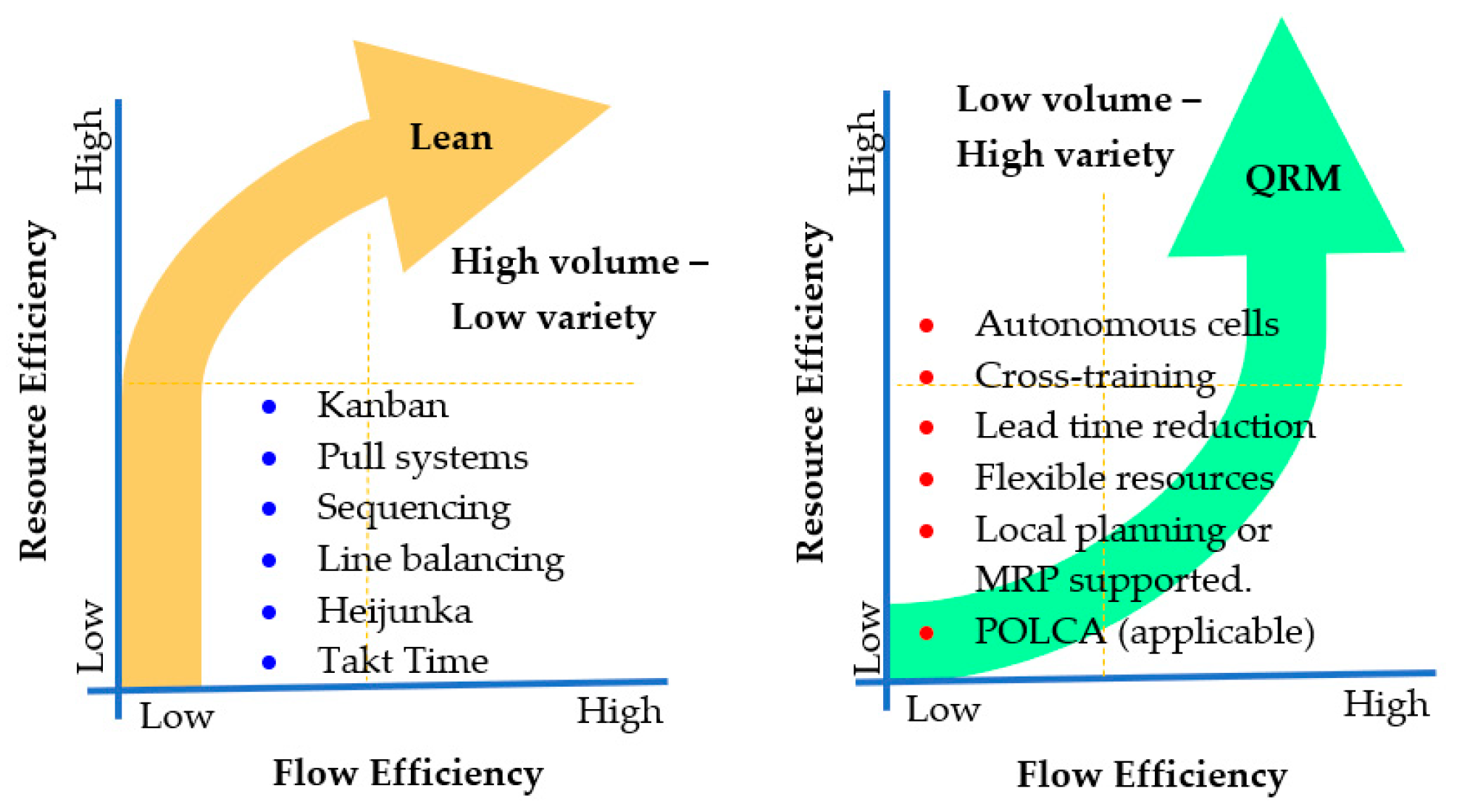
31], who focused on production speed and called it the next source of competitive advantage. Quick response manufacturing (QRM) also supports the application of TBC. The fourth principle of QRM focuses on the implementation of the enterprise QRM concept with suppliers and consumers to reduce the CPP. QRM encourages flow efficiency supported by supplementary capacity (20% unutilized and kept as safety) to keep the job moving, rather than keeping additional inventory and employing pull production systems. This concept is explained in
Figure 3 below. QRM strategy proposes that the production system must be designed to cope with some variability. In the preceding paragraphs, it is explained that the statistical figures of companies that implemented QRM have improved substantially in terms of reducing the lead time and increasing the production quality, delivery, and flexibility to improve the profit. In the presented research, a POLCA integrated QRM approach is implemented to explore its potential benefits.
1.2. POLCA and QRM Approach
POLCA is currently gaining a great deal of attention in industrial production control systems for high-mix, low-volume, and custom-made products. POLCA stands for paired cell overlapping loops of cards with authorization. QRM supports the use of POLCA card systems, which is a hybrid push-pull strategy used between cells to reduce lead times. To implement POLCA we need a cellular layout [
32,
33] and HL/MRP (High Level/Material Requirements Planning) scheduling [
34,
35], or we can say that they are the prerequisites for implementing POLCA. POLCA uses two cards, unlike Kanban, which only uses one card and neglects whether the downstream station has the available capacity free or not. The card priority is set according to the customers’ order delivery targets, so the upstream operations are forced to their maximum capacities to meet the demands of downstream operations. Since the production is oriented to the customers’ orders, it prevents undue work-in-process (WIP), which results in no unexpected bottlenecks [
36]. The main strength of POLCA is that it does not involve complex formulation or simulations and can be integrated with existing MRP and ERP (Enterprise Resource Planning) systems [
37,
38].
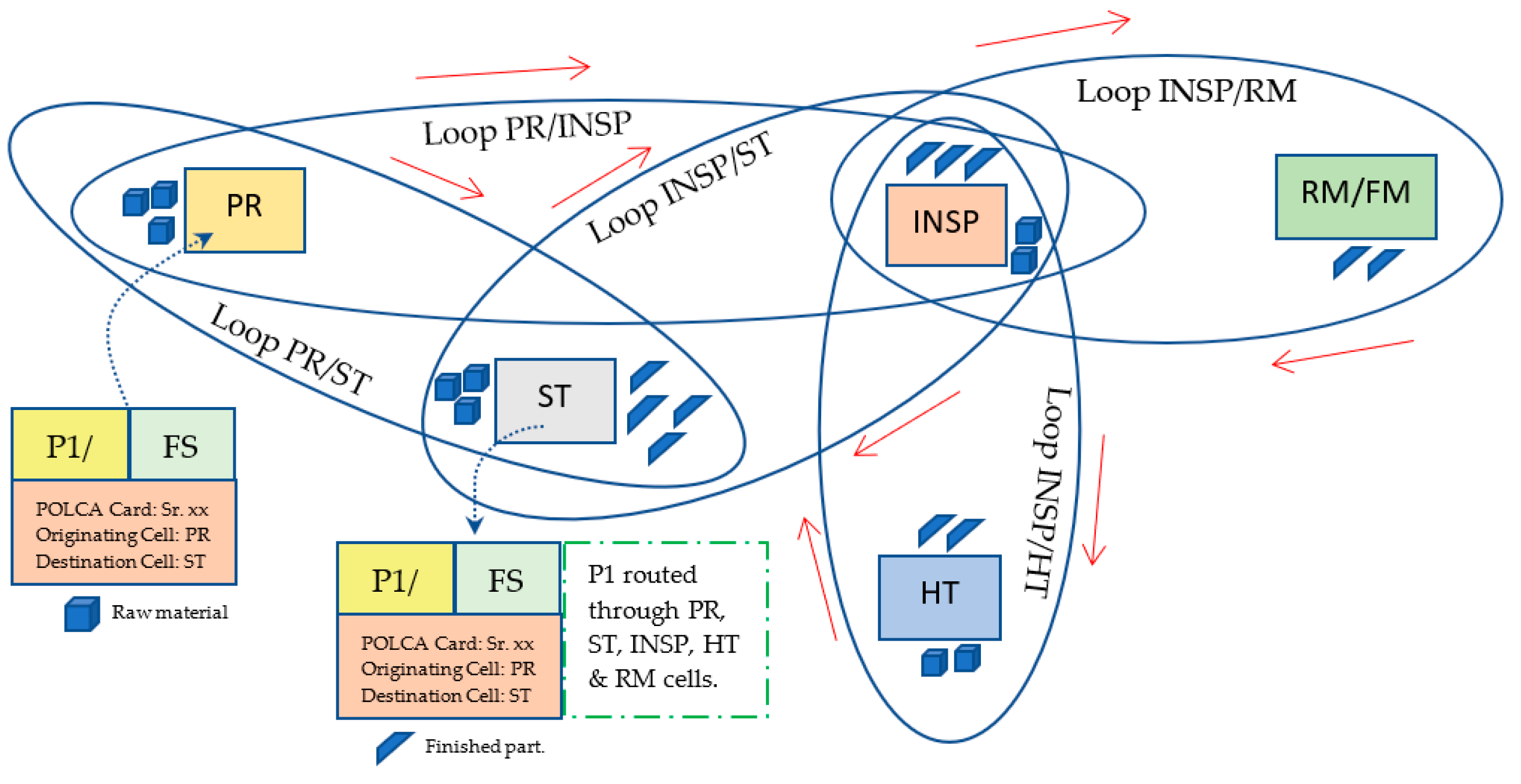
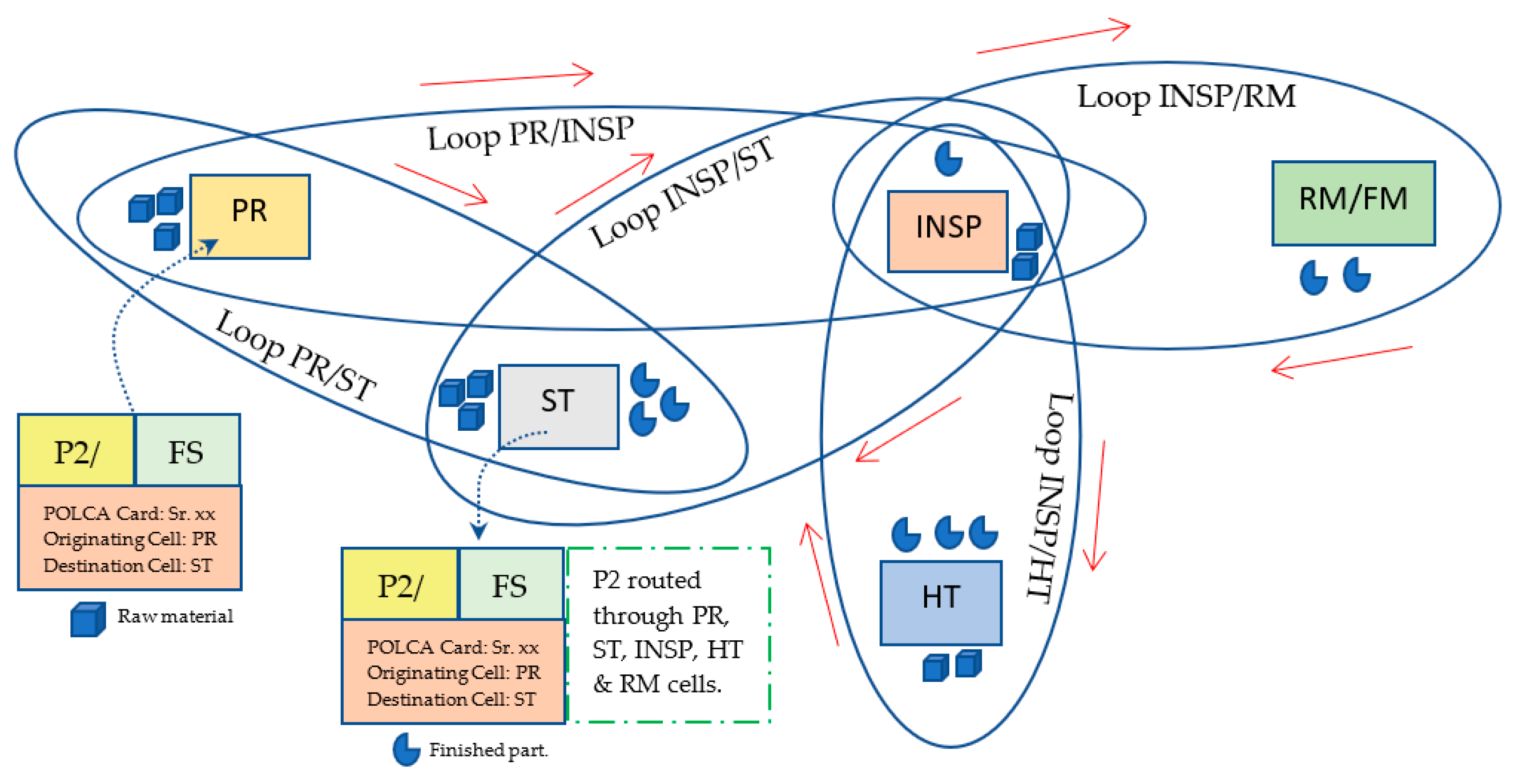
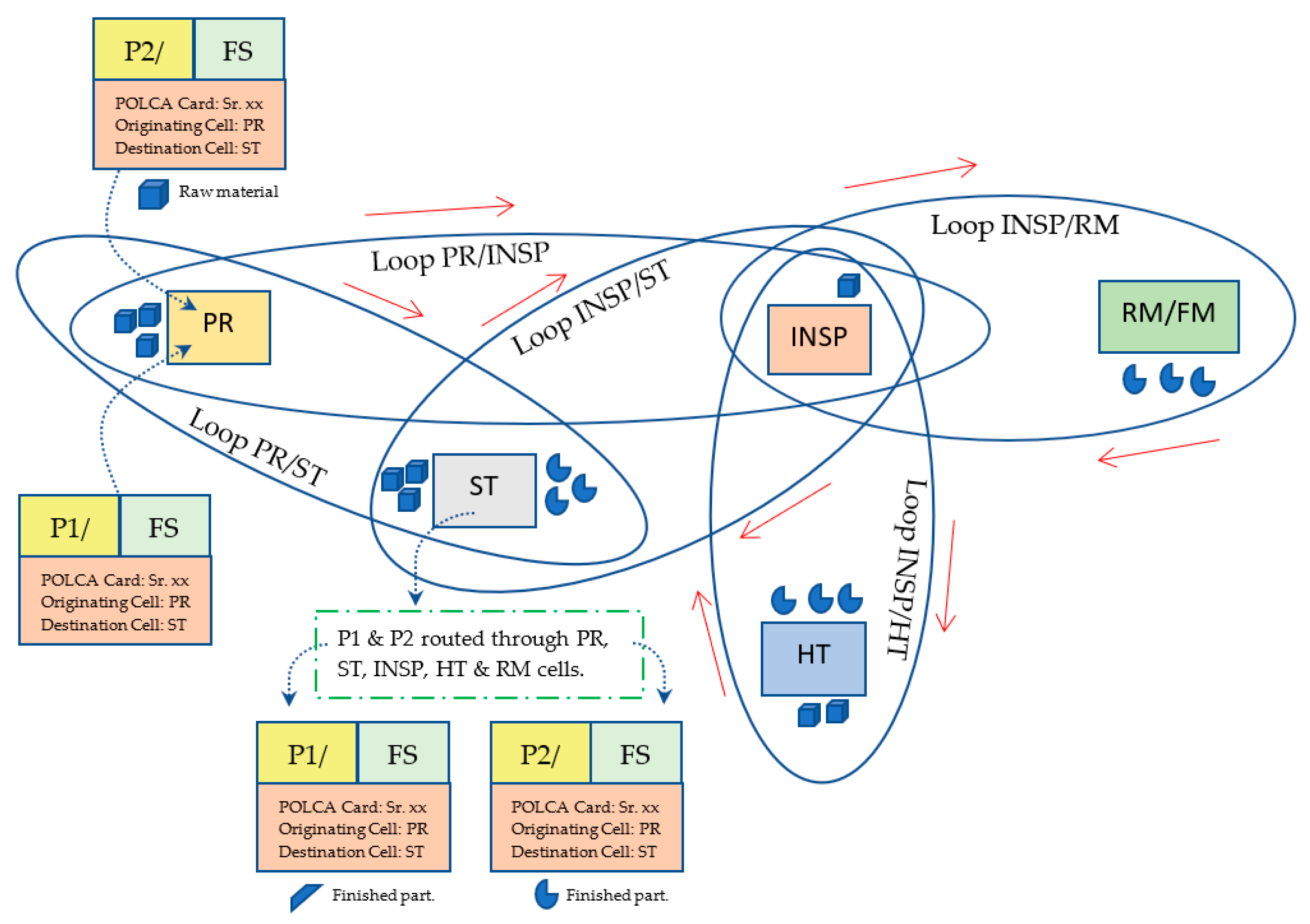
POLCA is well suited for customized parts as the jobs are transferred differently from one machining cell to another. Each pair of machines or cells is looped by means of a POLCA card. POLCA differs from Kanban or CONWIP because the POLCA card system sets the priority of cards according to the order release dates for the different jobs at each cell or machine. For example, a Kanban card signals a supplying workstation regarding the need for replenishment of any specific materials, whereas a POLCA card signals a supplying workstation about the free capacity to be worked on in the form of semi-finished and new parts to start with. No working stations accept jobs without order priority set by the ERP system. The workstations are connected by circulating cards according to the level of the workload. The overlapping terms explain that an intermediate workstation needs two POLCA cards to start production, as that workstation receives parts from two different workstations. According to this concept, POLCA avoids overloading workstations because it checks the work-in-progress at the next processing sections and releases jobs to the receiving workstations if a signal of free capacity is received.
To address the issues (customers’ product delivery dates and overlapping of cards with different workstations) associated with the Pull/Push/Kanban system [
39,
40,
41,
42], a paired cell overlapping loops of cards with authorization (POLCA) was introduced by Krishnamurthy et al. (2009) [
43] and then extended by Suri (2010) [
1]. This was considered one of the integral components of the overall quick response manufacturing (QRM) strategy for a company-wide approach. Suri (2010) [
1] explained that scheduling should be done on capacity rather than the need for materials at a specific workstation. Subsequently, several researchers investigated the benefits of the POLCA system. Pieffers and Riezebos (2006) [
44] provided a critical description of the main features of POLCA and provided details on the design and a performance analysis of a system operating under POLCA control. Some researchers compared the efficiency of POLCA with other material control systems, such as the workload balancing capability of CONWIP, POLCA, and multiple CONWIP (m-CONWIP) [
17]. Likewise, Bhatewara et al. (2010) [
45] investigated POLCA and GPOLCA (Generic POLCA) material control strategies and concluded that GPOLCA has lower WIP than POLCA to attain the same throughput on the shop floor. Braglia et al. (2013) [
46] suggested a simulation-driven genetic algorithm as a legitimate supporting tool to increase POLCA’s capability.


 ,
, 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}














