
Drying Shrinkage, Sulphuric Acid and Sulphate Resistance of High-Volume Palm Oil Fuel Ash-Included Alkali-Activated Mortars

 ,
,  ,
,
Abstract
:1. Introduction
2. Methodology
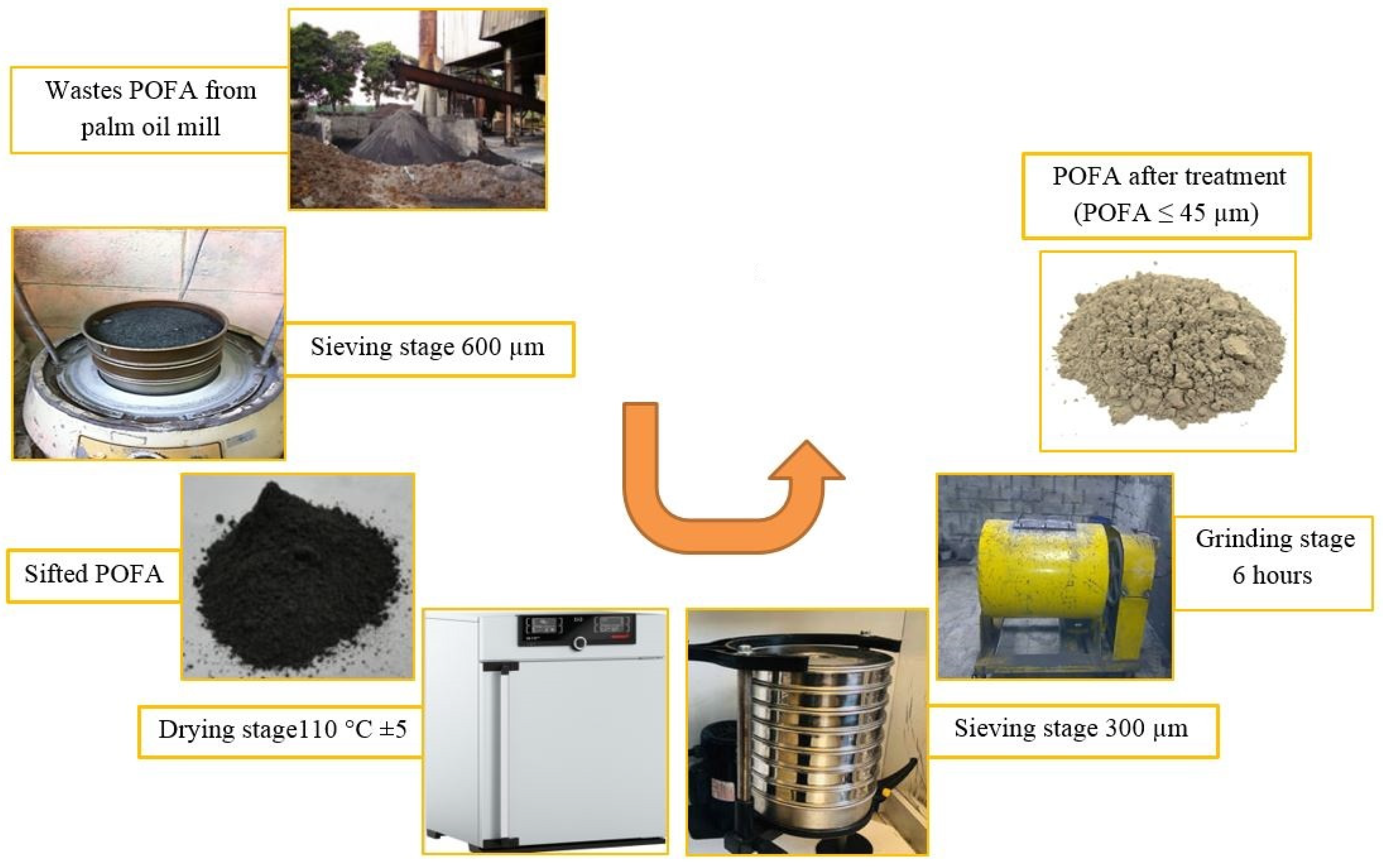
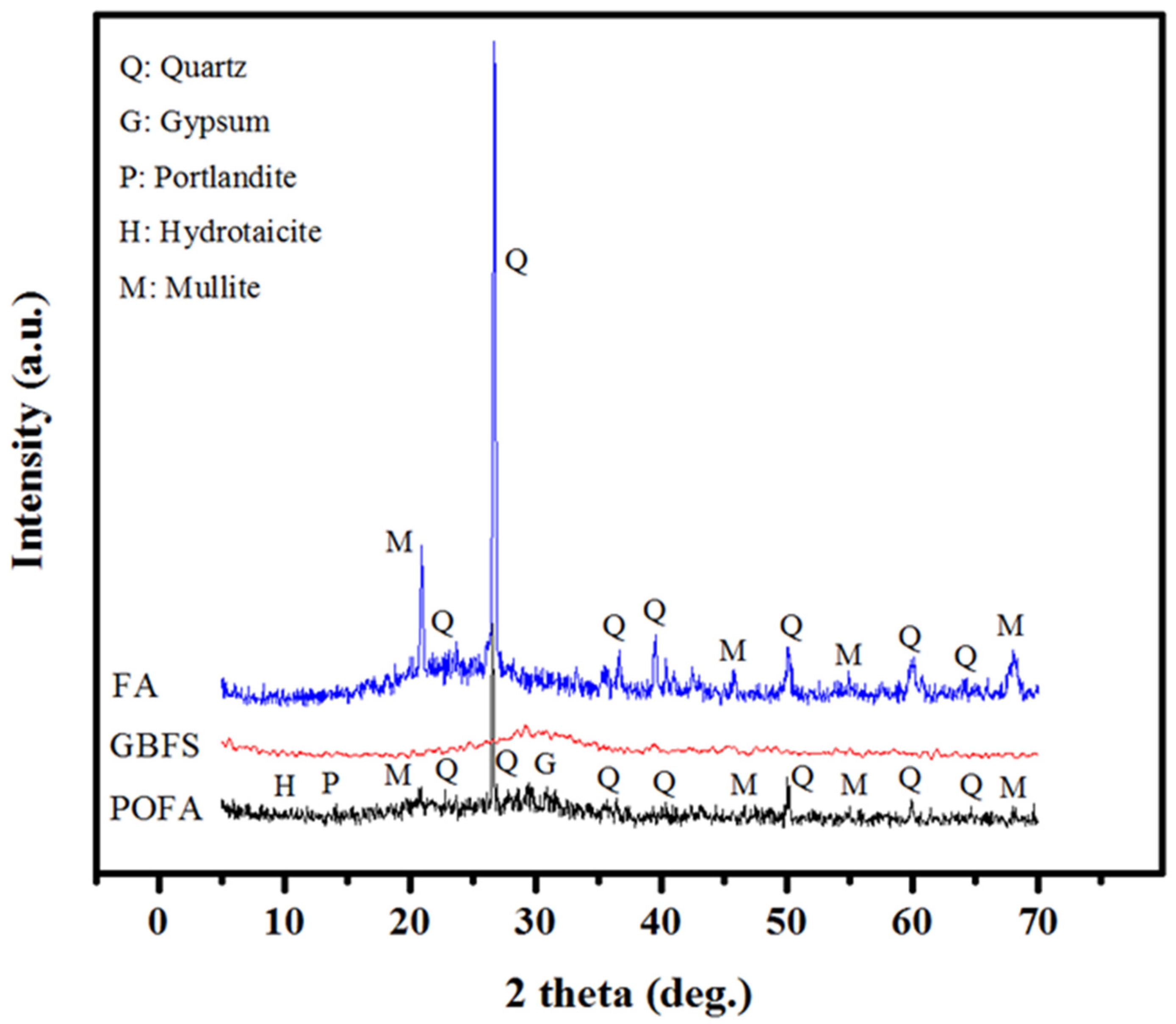
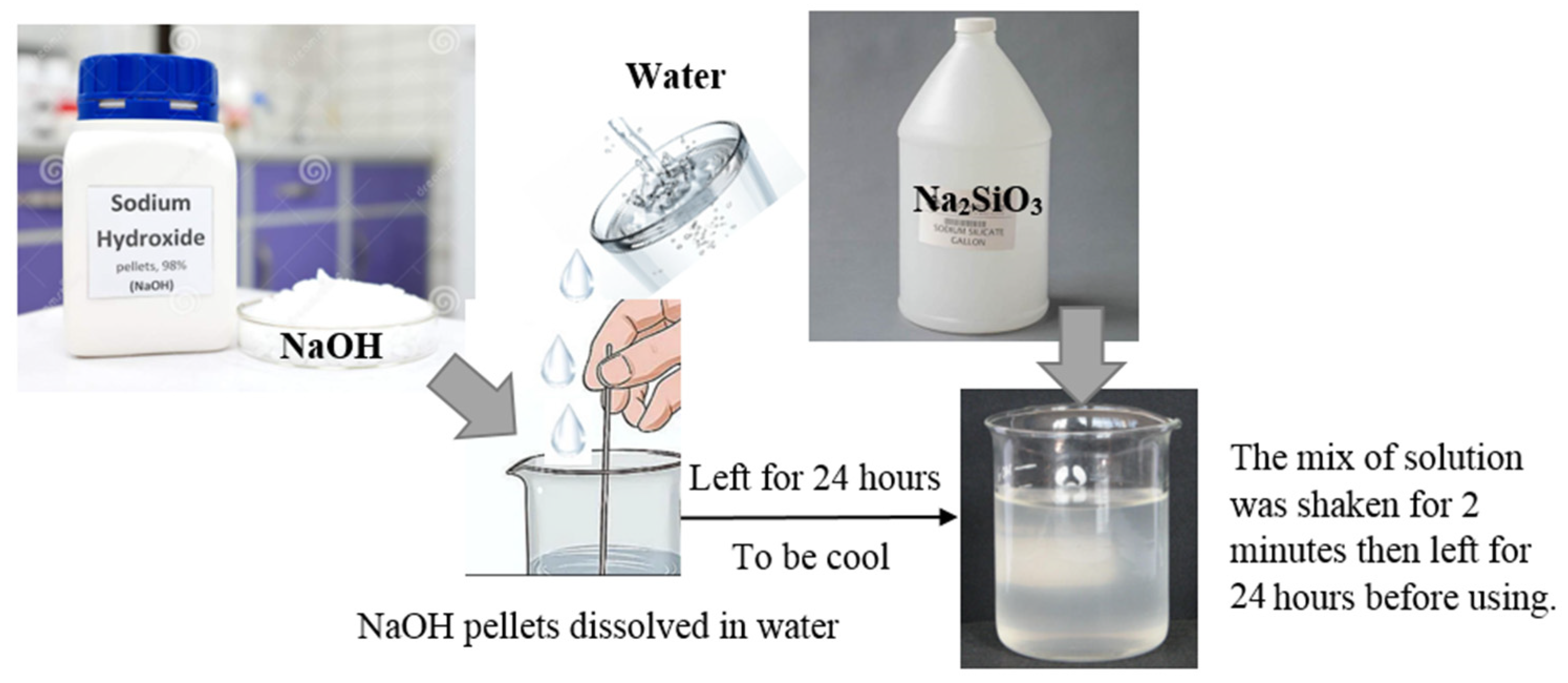
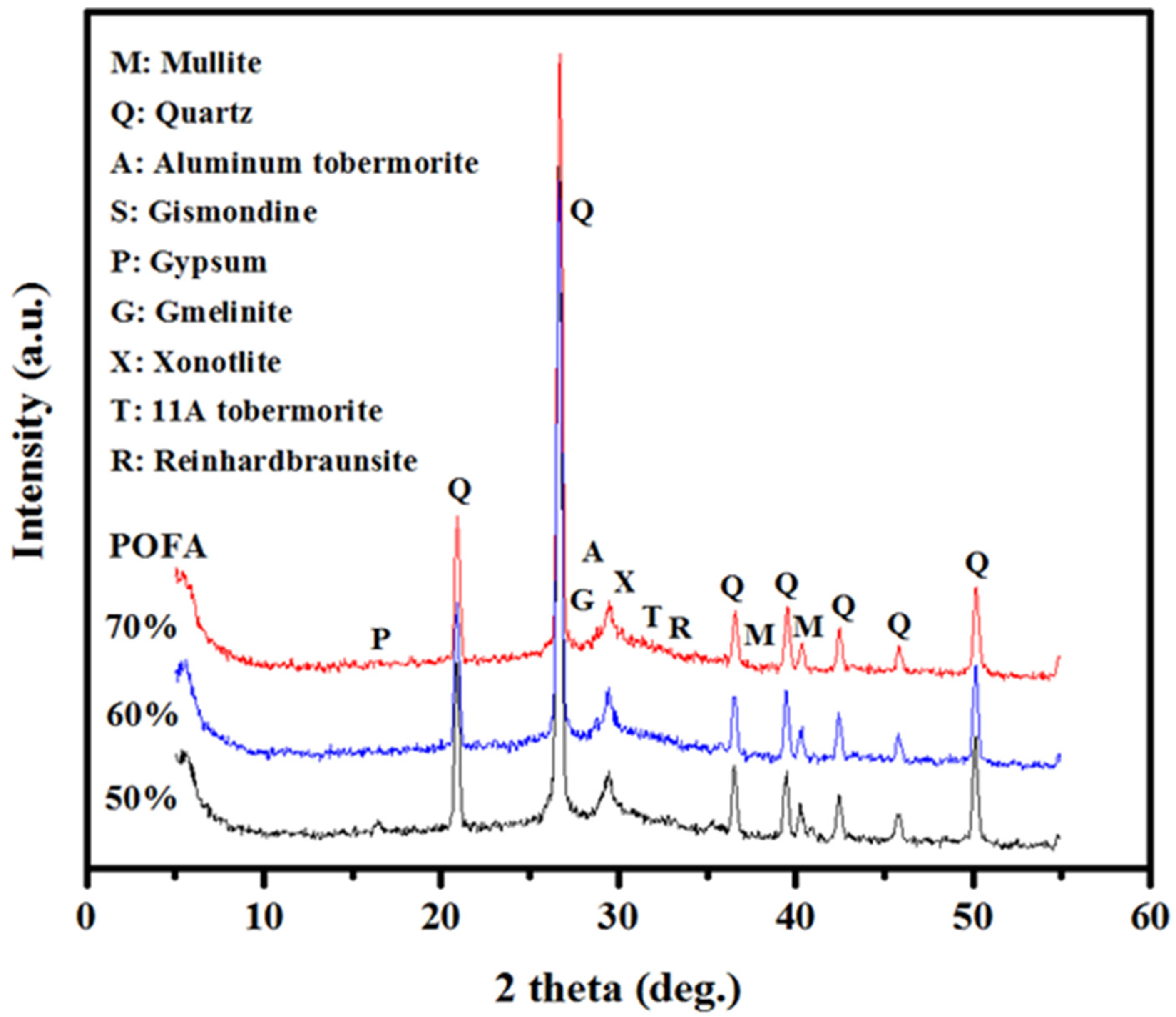
2.1. Materials
2.2. Mixes Design and Specimens’ Preparation
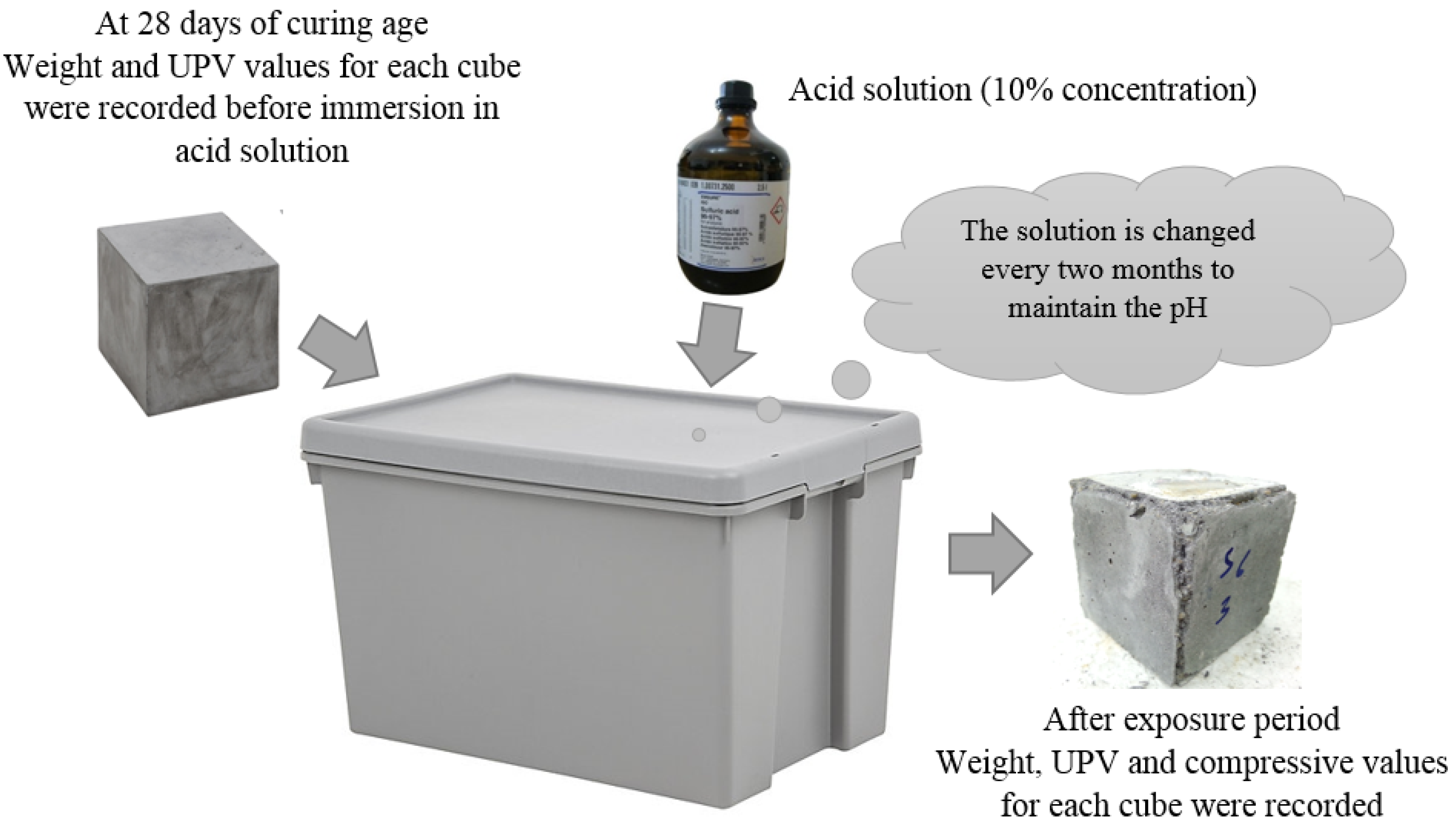
2.3. Procedure of Tests
3. Results and Discussion
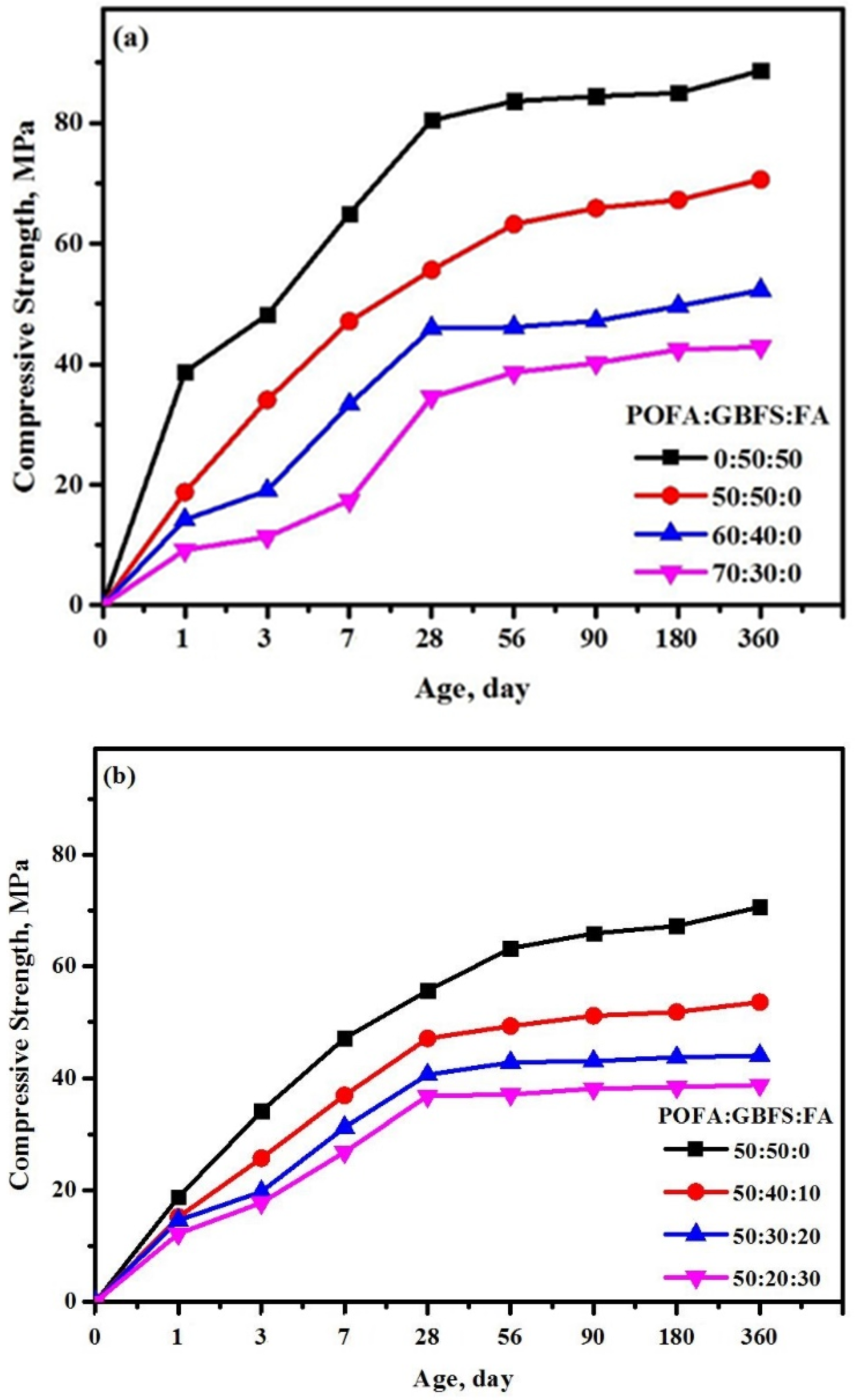
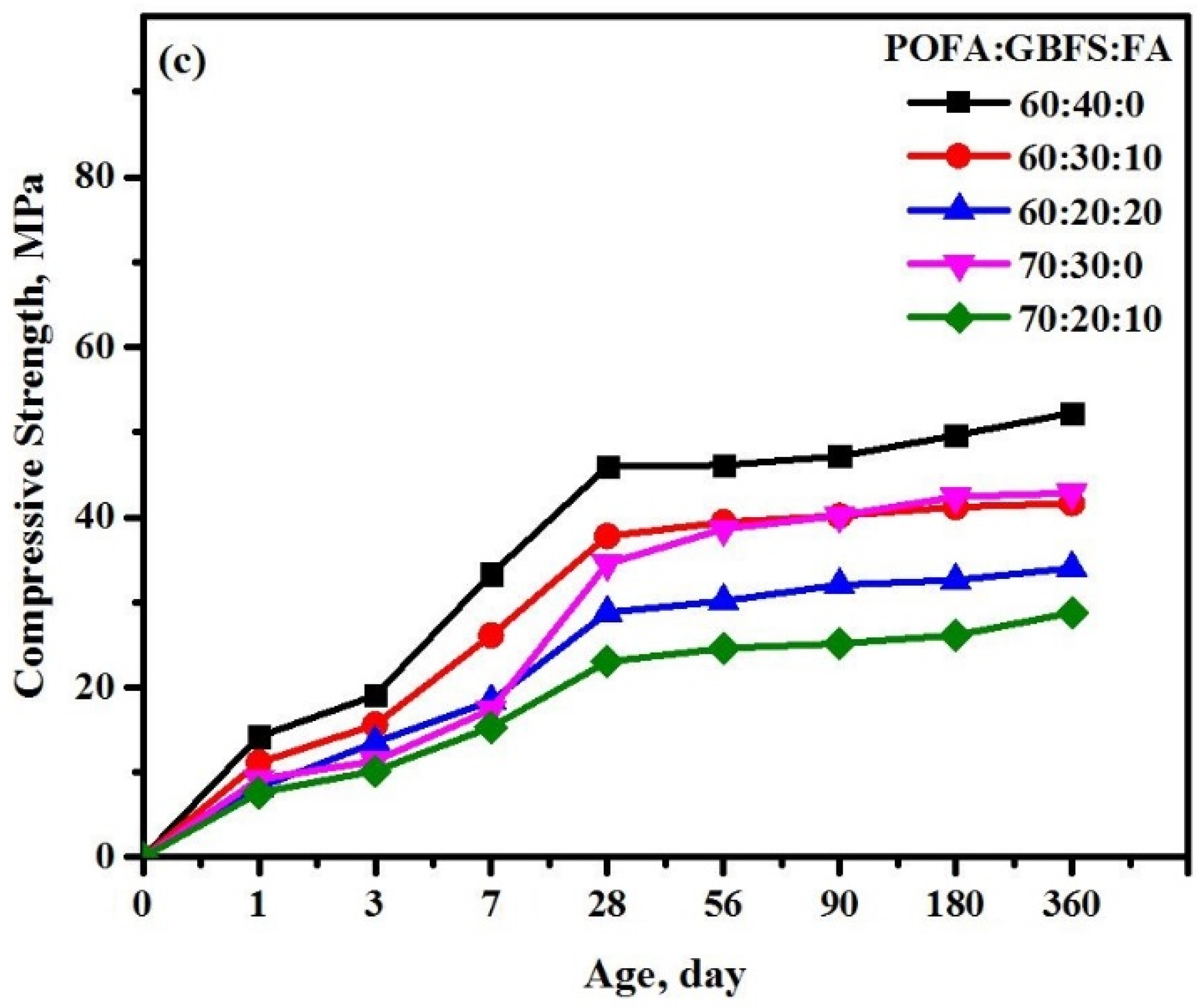
3.1. Strength Performance
3.2. Drying Shrinkage
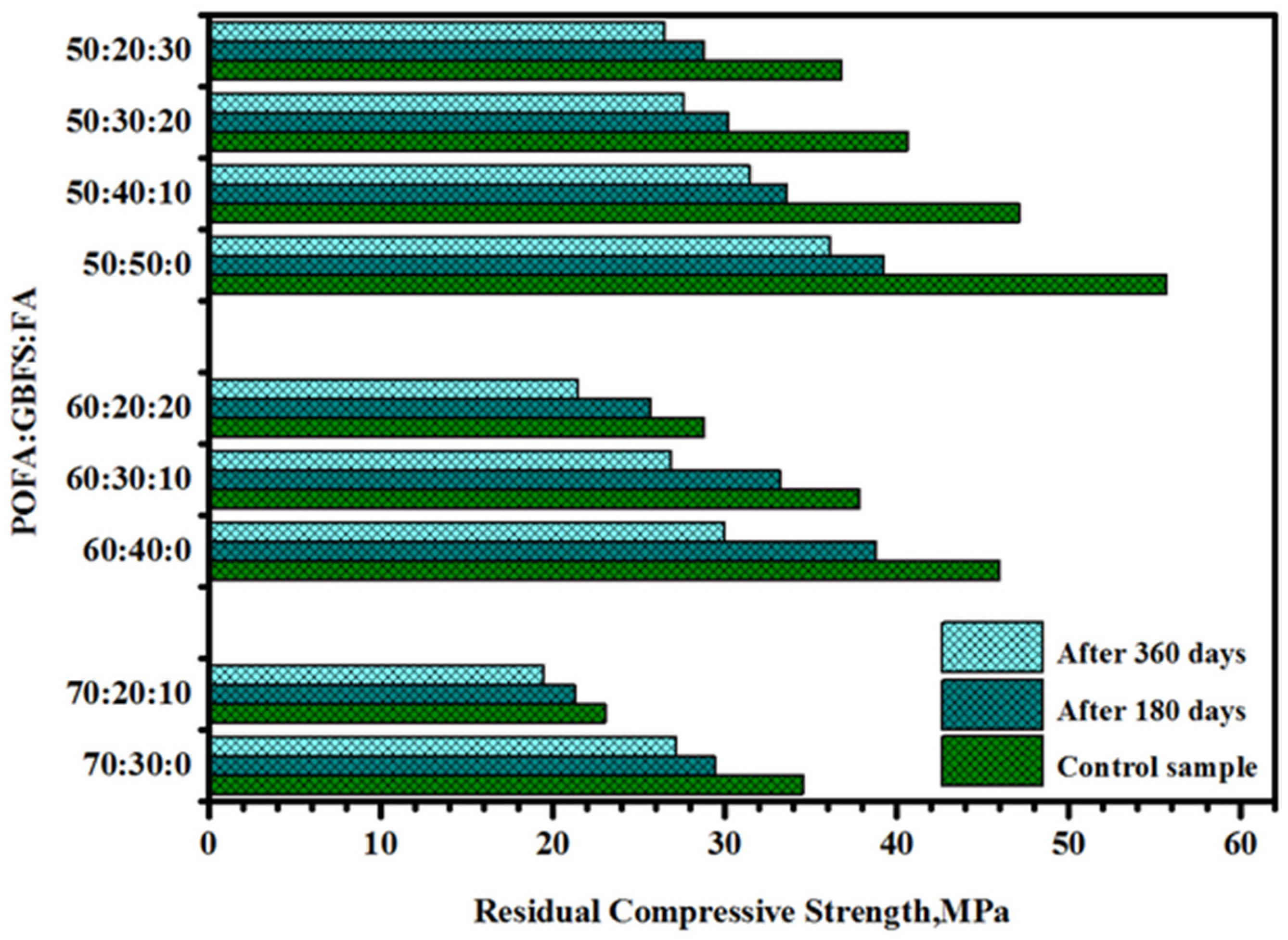
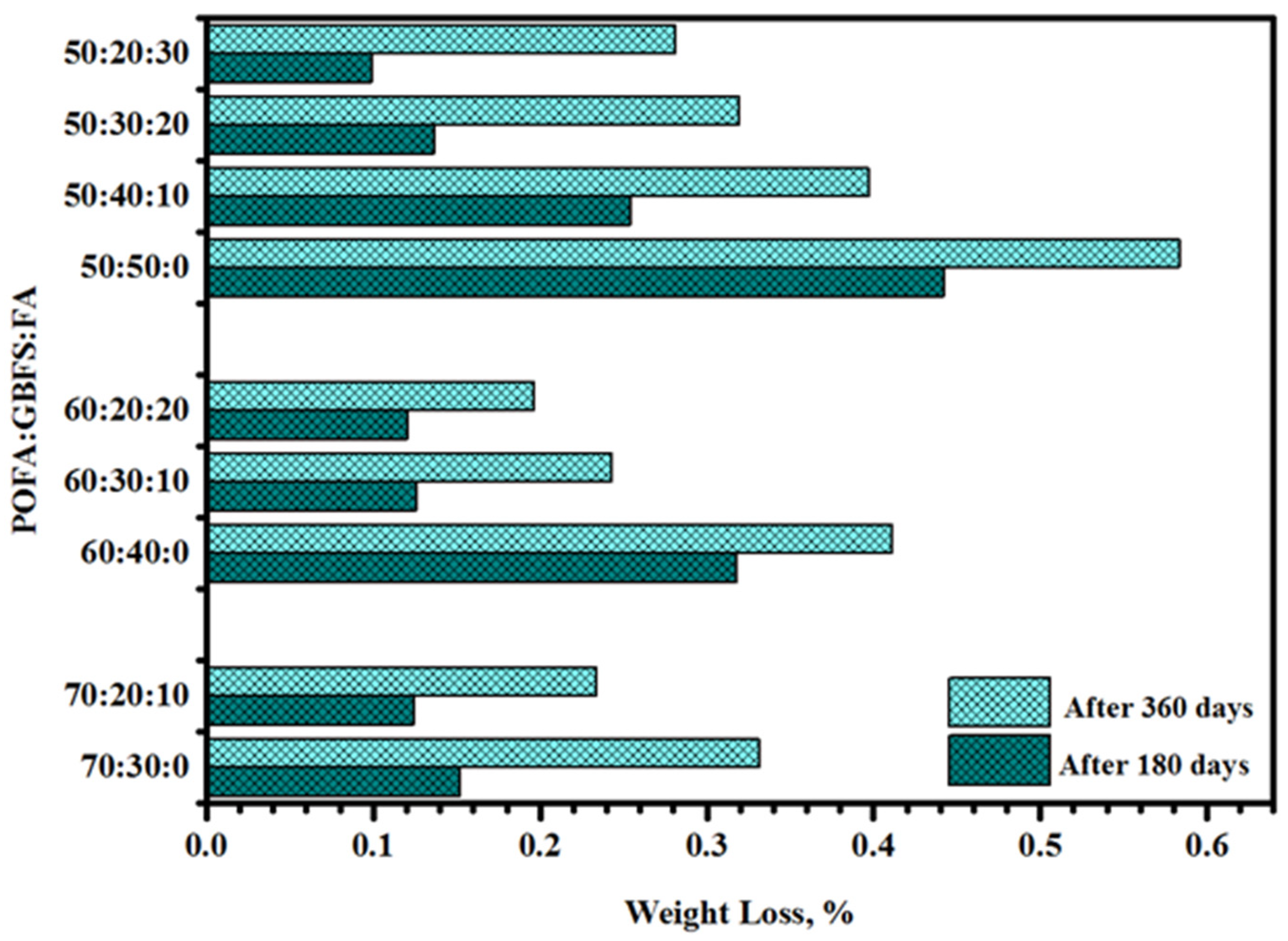
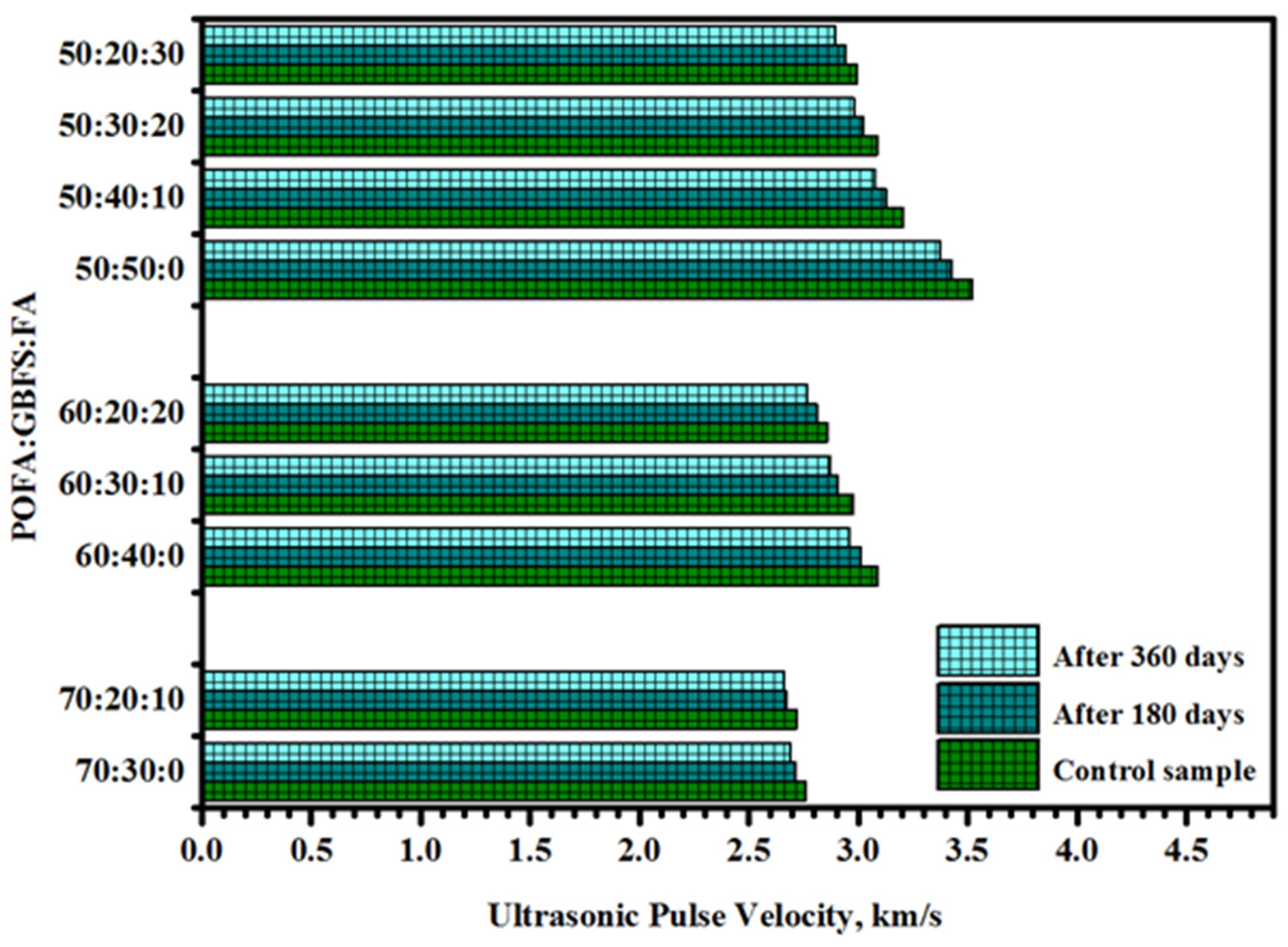
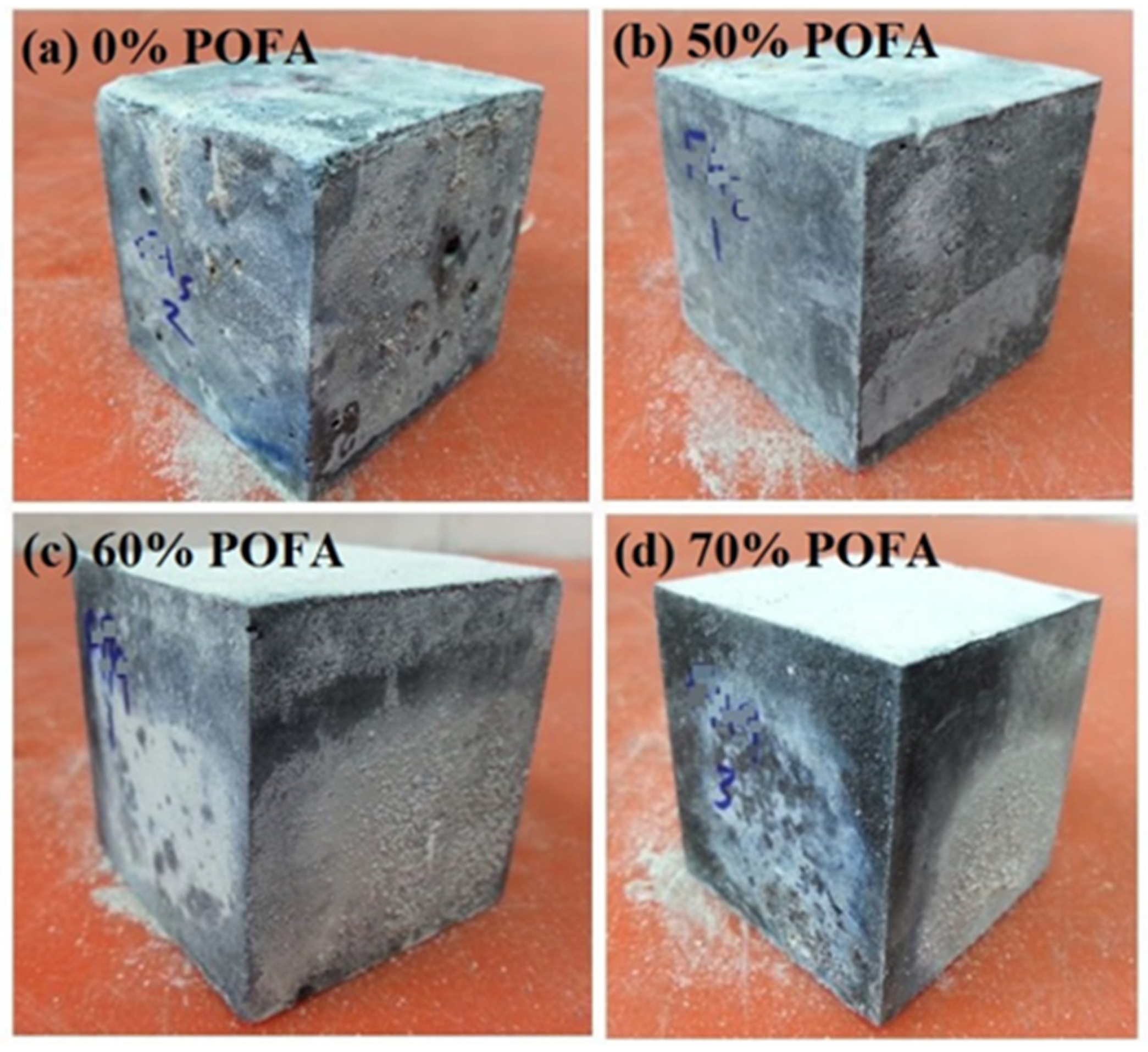
3.3. Sulphuric Acid Resistance
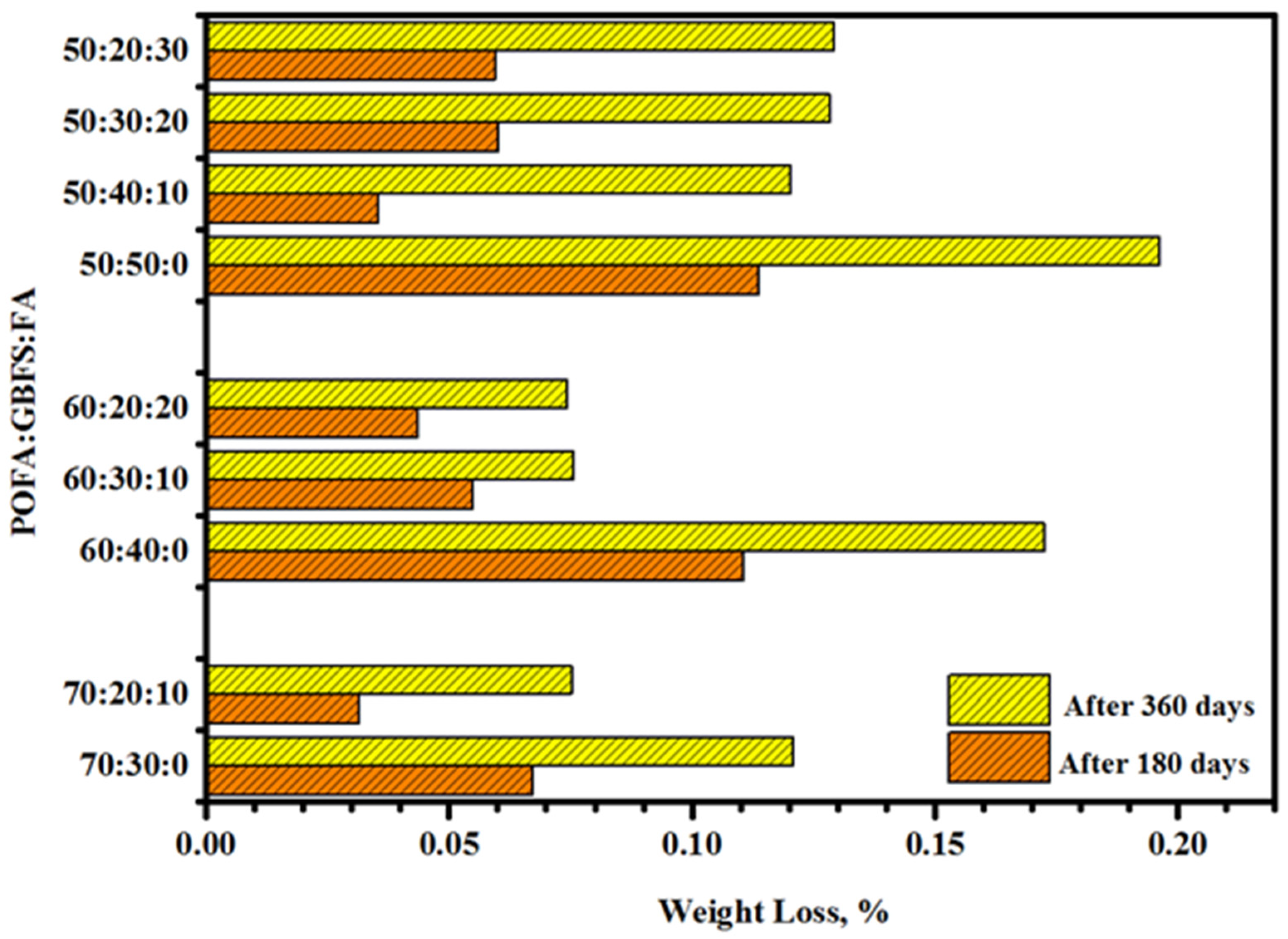
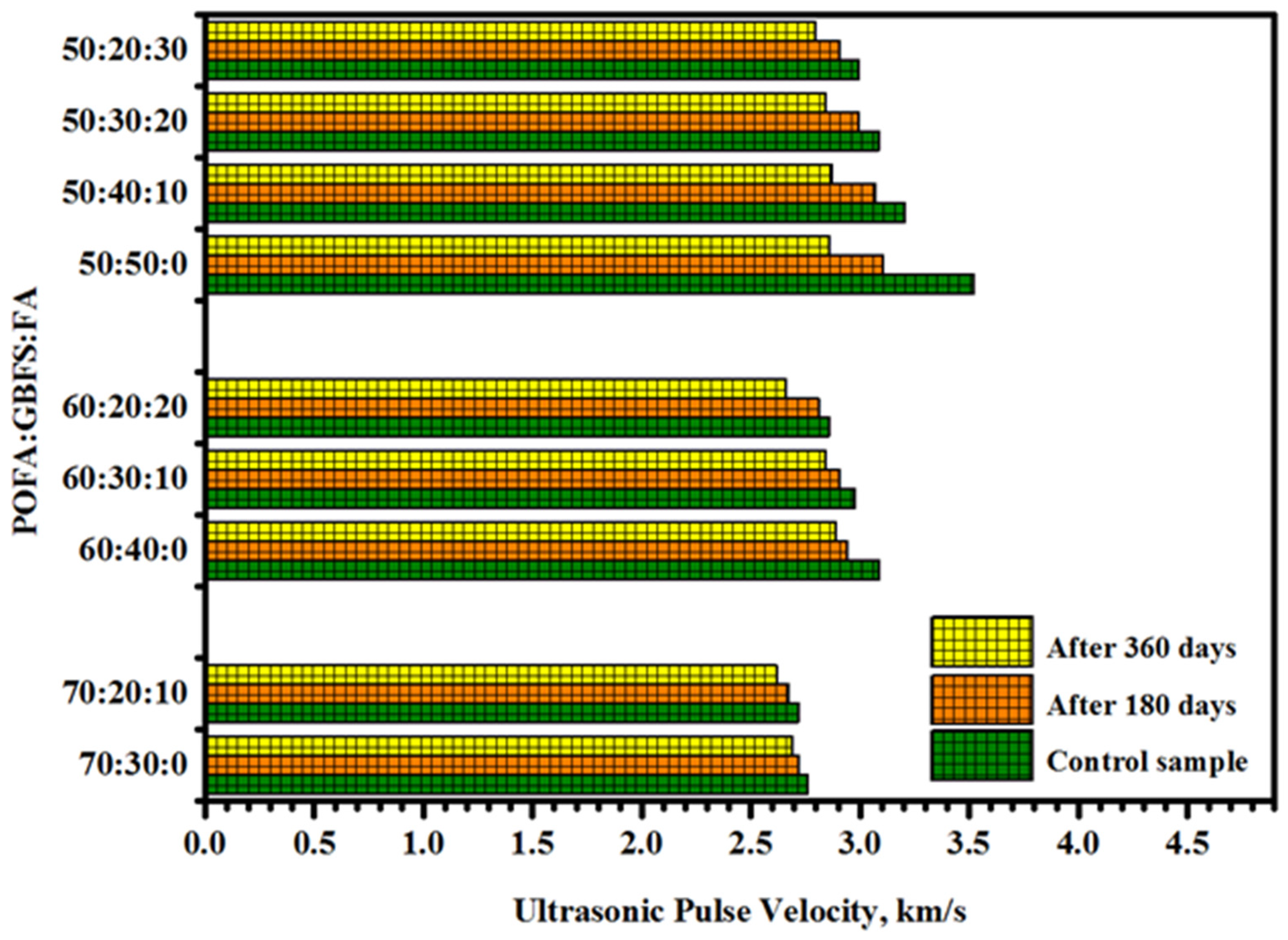
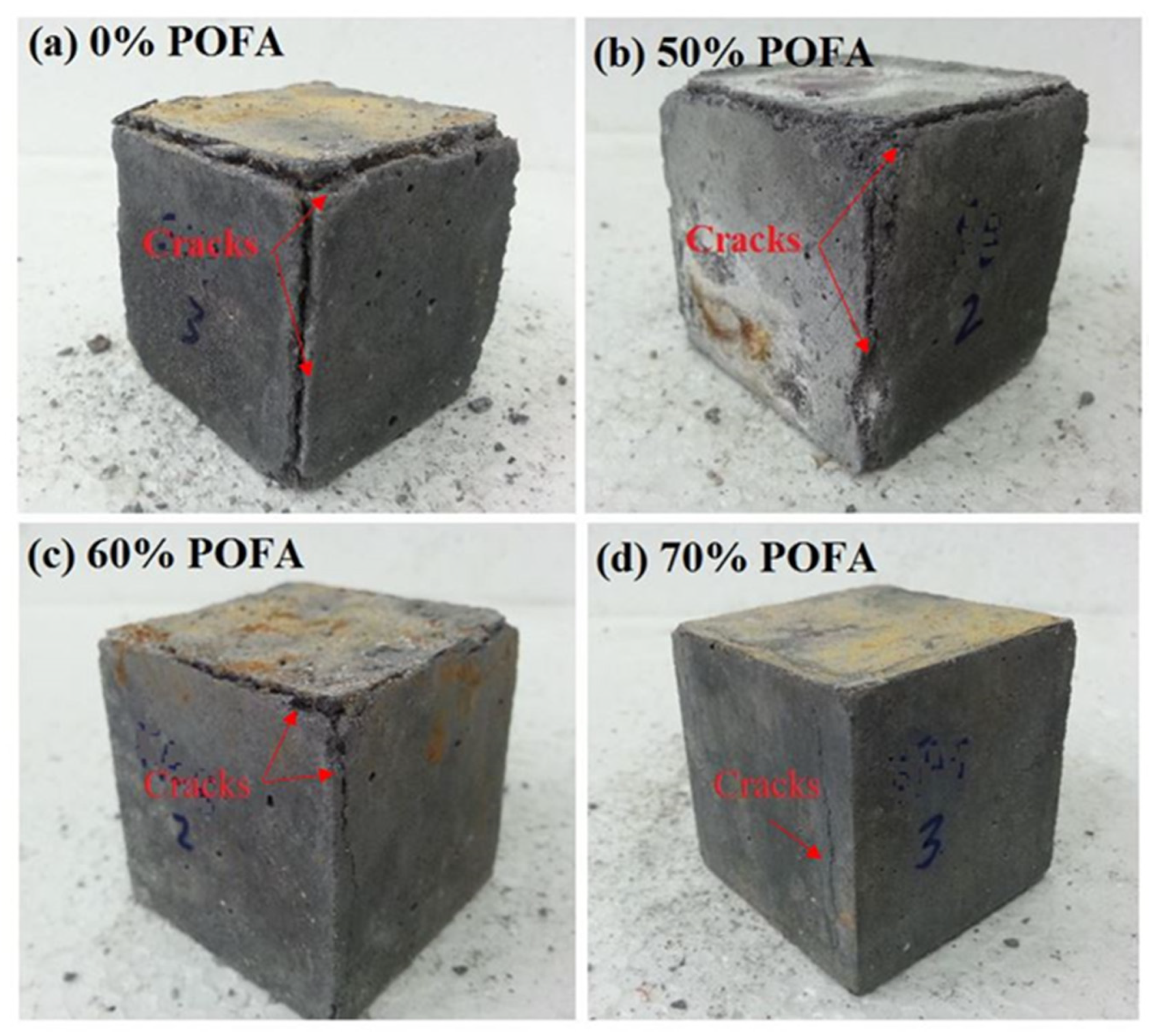
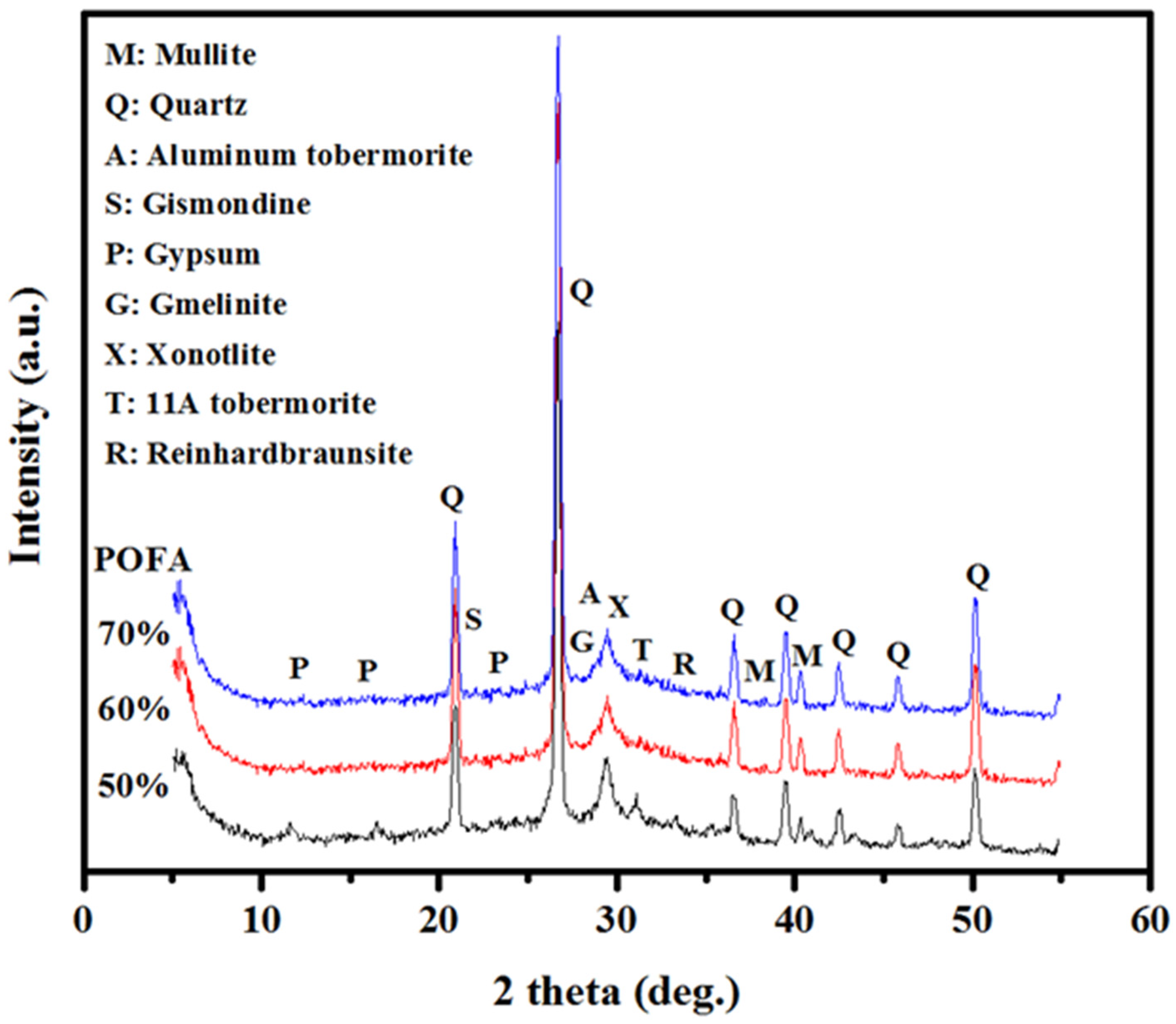
3.4. Resistance to Sulphate Attack
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| POFA | Palm oil fuel ash |
| GBFS | Ground blast furnace slag |
| FA | Fly ash |
| AAMs | Alkali-activated mortars |
| BSA | Biogenic sulphuric acid |
| C-S-H | Calcium silicate hydrate |
| CO2 | Carbon dioxide |
| OPC | Ordinary Portland cement |
| MK | Metakaolin |
| WCP | Waste ceramic |
| AABs | Alkali-activated binders |
| CS | Compressive strength |
| DS | Drying shrinkage |
| LOI | Loss on ignition |
| XRF | X-ray fluorescence |
| XRD | X-ray diffraction |
| NH | Sodium hydroxide |
| NS | Sodium silicate |
| FTIR | Fourier transform infrared |
References
- Hossain, M.M.; Karim, M.R.; Hossain, M.K.; Islam, M.N.; Zain, M.F.M. Durability of mortar and concrete containing alkali-activated binder with pozzolans: A review. Constr. Build. Mater. 2015, 93, 95–109. [Google Scholar] [CrossRef]
- Huseien, G.F.; Sam, A.R.M.; Shah, K.W.; Mirza, J.; Tahir, M.M. Evaluation of alkali-activated mortars containing high volume waste ceramic powder and fly ash replacing GBFS. Constr. Build. Mater. 2019, 210, 78–92. [Google Scholar] [CrossRef]
- Mohammadhosseini, H.; Yatim, J.M.; Sam, A.R.M.; Awal, A.A. Durability performance of green concrete composites containing waste carpet fibers and palm oil fuel ash. J. Clean. Prod. 2017, 144, 448–458. [Google Scholar] [CrossRef]
- Samadi, M.; Huseien, G.F.; Mohammadhosseini, H.; Lee, H.S.; Lim, N.H.A.S.; Tahir, M.M.; Alyousef, R. Waste ceramic as low cost and eco-friendly materials in the production of sustainable mortars. J. Clean. Prod. 2020, 266, 121825. [Google Scholar] [CrossRef]
- Huseien, G.F.; Shah, K.W. Durability and life cycle evaluation of self-compacting concrete containing fly ash as GBFS replacement with alkali activation. Constr. Build. Mater. 2020, 235, 117458. [Google Scholar] [CrossRef]
- Asaad, M.A.; Ismail, M.; Tahir, M.M.; Huseien, G.F.; Raja, P.B.; Asmara, Y.P. Enhanced corrosion resistance of reinforced concrete: Role of emerging eco-friendly Elaeis guineensis/silver nanoparticles inhibitor. Constr. Build. Mater. 2018, 188, 555–568. [Google Scholar] [CrossRef]
- Asaad, M.A.; Ismail, M.; Raja, P.B.; Khalid, N.H.A. Rhizophora apiculata as eco-friendly inhibitor against mild steel corrosion in 1 M HCl. Surf. Rev. Lett. 2017, 24 (Suppl. 1), 1850013. [Google Scholar] [CrossRef]
- Fang, C.; Lundgren, K.; Chen, L.; Zhu, C. Corrosion influence on bond in reinforced concrete. Cem. Concr. Res. 2004, 34, 2159–2167. [Google Scholar] [CrossRef]
- Xie, Y.; Lin, X.; Pan, W.; Ji, T.; Liang, Y.; Zhang, H. Study on corrosion mechanism of alkali-activated concrete with biogenic sulfuric acid. Constr. Build. Mater. 2018, 188, 9–16. [Google Scholar] [CrossRef]
- Li, X.; Lin, X.; Lin, K.; Ji, T. Study on the degradation mechanism of sulphoaluminate cement sea sand concrete eroded by biological sulfuric acid. Constr. Build. Mater. 2017, 157, 331–336. [Google Scholar] [CrossRef]
- Asaad, M.A.; Sarbini, N.N.; Sulaiman, A.; Ismail, M.; Huseien, G.F.; Majid, Z.A.; Raja, P.B. Improved corrosion resistance of mild steel against acid activation: Impact of novel Elaeis guineensis and silver nanoparticles. J. Ind. Eng. Chem. 2018, 63, 139–148. [Google Scholar] [CrossRef]
- Thiebaut, Y.; Multon, S.; Sellier, A.; Lacarrière, L.; Boutillon, L.; Belili, D.; Linger, L.; Cussigh, F.; Hadji, S. Effects of stress on concrete expansion due to delayed ettringite formation. Constr. Build. Mater. 2018, 183, 626–641. [Google Scholar] [CrossRef]
- Taylor, H.; Famy, C.; Scrivener, K. Delayed ettringite formation. Cem. Concr. Res. 2001, 31, 683–693. [Google Scholar] [CrossRef]
- Odler, I.; Colán-Subauste, J. Investigations on cement expansion associated with ettringite formation. Cem. Concr. Res. 1999, 29, 731–735. [Google Scholar] [CrossRef]
- Sun, D.; Wu, K.; Shi, H.; Miramini, S.; Zhang, L. Deformation behaviour of concrete materials under the sulfate attack. Constr. Build. Mater. 2019, 210, 232–241. [Google Scholar] [CrossRef]
- Chiniforush, A.A.; Gharehchaei, M.; Nezhad, A.A.; Castel, A.; Moghaddam, F.; Keyte, L.; Hocking, D.; Foster, S. Minimising risk of early-age thermal cracking and delayed ettringite formation in concrete—A hybrid numerical simulation and genetic algorithm mix optimisation approach. Constr. Build. Mater. 2021, 299, 124280. [Google Scholar] [CrossRef]
- Gao, Z.; Zhang, P.; Guo, J.; Wang, K. Bonding behavior of concrete matrix and alkali-activated mortar incorporating nano-SiO2 and polyvinyl alcohol fiber: Theoretical analysis and prediction model. Ceram. Int. 2021, 47, 31638–31649. [Google Scholar] [CrossRef]
- Huseien, G.F.; Sam, A.R.M.; Alyousef, R. Texture, morphology and strength performance of self-compacting alkali-activated concrete: Role of fly ash as GBFS replacement. Constr. Build. Mater. 2021, 270, 121368. [Google Scholar] [CrossRef]
- Mohammadhosseini, H.; Lim, N.H.A.S.; Tahir, M.M.; Alyousef, R.; Alabduljabbar, H.; Samadi, M. Enhanced performance of green mortar comprising high volume of ceramic waste in aggressive environments. Constr. Build. Mater. 2019, 212, 607–617. [Google Scholar] [CrossRef]
- Al-Fasih, M.Y.M.; Huseien, G.F.; bin Ibrahim, I.S.; Sam, A.R.M.; Algaifi, H.A.; Alyousef, R. Life-Cycle Assessment of Alkali-Activated Materials Incorporating Industrial Byproducts. Materials 2021, 14, 2401. [Google Scholar]
- Mhaya, A.M.; Baghban, M.H.; Faridmehr, I.; Huseien, G.F.; Abidin, A.R.Z.; Ismail, M. Performance Evaluation of Modified Rubberized Concrete Exposed to Aggressive Environments. Materials 2021, 14, 1900. [Google Scholar] [CrossRef] [PubMed]
- Faridmehr, I.; Bedon, C.; Huseien, G.F.; Nikoo, M.; Baghban, M.H. Assessment of mechanical properties and structural morphology of alkali-activated mortars with industrial waste materials. Sustainability 2021, 13, 2062. [Google Scholar] [CrossRef]
- Van den Heede, P. Durability and Sustainability of Concrete with High Volumes of Fly Ash; Ghent University: Ghent, Belgium, 2014. [Google Scholar]
- Coppola, L.; Coffetti, D.; Crotti, E. Pre-Packed alkali activated cement-free mortars for repair of existing masonry buildings and concrete structures. Constr. Build. Mater. 2018, 173, 111–117. [Google Scholar] [CrossRef]
- Gómez-Casero, M.A.; Pérez-Villarejo, L.; Castro, E.; Eliche-Quesada, D. Effect of steel slag and curing temperature on the improvement in technological properties of biomass bottom ash based alkali-activated materials. Constr. Build. Mater. 2021, 302, 124205. [Google Scholar] [CrossRef]
- Zhang, B.; Zhu, H.; Shah, K.W.; Feng, P.; Dong, Z. Optimization of mix proportion of alkali-activated slag mortars prepared with seawater and coral sand. Constr. Build. Mater. 2021, 284, 122805. [Google Scholar] [CrossRef]
- Zhang, B.; Zhu, H.; Shah, K.W.; Dong, Z.; Wu, J. Performance evaluation and microstructure characterization of seawater and coral/sea sand alkali-activated mortars. Constr. Build. Mater. 2020, 259, 120403. [Google Scholar] [CrossRef]
- Huseien, G.; Ismail, M.; Tahir, M.; Mirza, J.; Hussein, A.; Khalid, N.; Sarbini, N. Effect of binder to fine aggregate content on performance of sustainable alkali activated mortars incorporating solid waste materials. Chem. Eng. Trans. 2018, 63, 667–672. [Google Scholar]
- Rafeet, A.; Vinai, R.; Soutsos, M.; Sha, W. Effects of slag substitution on physical and mechanical properties of fly ash-based alkali activated binders (AABs). Cem. Concr. Res. 2019, 122, 118–135. [Google Scholar] [CrossRef]
- Mondal, S.K.; Welz, A.; Rownaghi, A.; Wang, B.; Ma, H.; Rezaei, F.; Kumar, A.; Okoronkwo, M.U. Investigating the microstructure of high-calcium fly ash-based alkali-activated material for aqueous Zn sorption. Environ. Res. 2021, 198, 110484. [Google Scholar] [CrossRef]
- Gomaa, E.; Sargon, S.; Kashosi, C.; Gheni, A.; ElGawady, M.A. Mechanical properties of high early strength class c fly Ash-Based alkali activated concrete. Transp. Res. Rec. 2020, 2674, 430–443. [Google Scholar] [CrossRef]
- Adam, A.A. Strength and Durability Properties of Alkali Activated Slag and Fly Ash-Based Geopolymer Concrete; RMIT University: Melbourne, Australia, 2009. [Google Scholar]
- De Vargas, A.S.; Dal Molin, D.C.; Vilela, A.C.; Da Silva, F.J.; Pavao, B.; Veit, H. The effects of Na2O/SiO2 molar ratio, curing temperature and age on compressive strength, morphology and microstructure of alkali-activated fly ash-based geopolymers. Cem. Concr. Compos. 2011, 33, 653–660. [Google Scholar] [CrossRef]
- Farhan, N.A.; Sheikh, M.N.; Hadi, M.N. Investigation of engineering properties of normal and high strength fly ash based geopolymer and alkali-activated slag concrete compared to ordinary Portland cement concrete. Constr. Build. Mater. 2019, 196, 26–42. [Google Scholar] [CrossRef]
- Huseien, G.F.; Mirza, J.; Ismail, M.; Ghoshal, S.K.; Hussein, A.A. Geopolymer mortars as sustainable repair material: A comprehensive review. Renew. Sustain. Energy Rev. 2017, 80, 54–74. [Google Scholar] [CrossRef]
- Lim, N.H.A.S.; Mohammadhosseini, H.; Tahir, M.M.; Samadi, M.; Sam, A.R.M. Microstructure and strength properties of mortar containing waste ceramic nanoparticles. Arab. J. Sci. Eng. 2018, 43, 5305–5313. [Google Scholar] [CrossRef]
- Mhaya, A.M.; Huseien, G.F.; Faridmehr, I.; Abidin, A.R.Z.; Alyousef, R.; Ismail, M. Evaluating mechanical properties and impact resistance of modified concrete containing ground Blast Furnace slag and discarded rubber tire crumbs. Constr. Build. Mater. 2021, 295, 123603. [Google Scholar] [CrossRef]
- Faridmehr, I.; Huseien, G.F.; Baghban, M.H. Evaluation of mechanical and environmental properties of engineered alkali-activated green mortar. Materials 2020, 13, 4098. [Google Scholar] [CrossRef]
- Chen, Z.; You, N.; Chen, C.; Zhang, Y. Properties of dredged sludge solidified with alkali-activated slag-based materials and blended with copper slag as fine aggregates of mortars. Constr. Build. Mater. 2021, 312, 125459. [Google Scholar] [CrossRef]
- Samadi, M.; Huseien, G.F.; Lim, N.H.A.S.; Mohammadhosseini, H.; Alyousef, R.; Mirza, J.; Abd Rahman, A.B. Enhanced performance of nano-palm oil ash-based green mortar against sulphate environment. J. Build. Eng. 2020, 32, 101640. [Google Scholar] [CrossRef]
- Chen, C.; Habert, G.; Bouzidi, Y.; Jullien, A. Environmental impact of cement production: Detail of the different processes and cement plant variability evaluation. J. Clean. Prod. 2010, 18, 478–485. [Google Scholar] [CrossRef]
- Zhang, P.; Wang, K.; Li, Q.; Wang, J.; Ling, Y. Fabrication and engineering properties of concretes based on geopolymers/alkali-activated binders—A review. J. Clean. Prod. 2020, 258, 120896. [Google Scholar] [CrossRef]
- Huseien, G.F.; Tahir, M.M.; Mirza, J.; Ismail, M.; Shah, K.W.; Asaad, M.A. Effects of POFA replaced with FA on durability properties of GBFS included alkali activated mortars. Constr. Build. Mater. 2018, 175, 174–186. [Google Scholar] [CrossRef]
- Lim, N.H.A.S.; Ismail, M.A.; Lee, H.S.; Hussin, M.W.; Sam, A.R.M.; Samadi, M. The effects of high volume nano palm oil fuel ash on microstructure properties and hydration temperature of mortar. Constr. Build. Mater. 2015, 93, 29–34. [Google Scholar] [CrossRef]
- Mohammadhosseini, H.; Awal, A.A.; Ehsan, A.H. Influence of palm oil fuel ash on fresh and mechanical properties of self-compacting concrete. Sadhana 2015, 40, 1989–1999. [Google Scholar] [CrossRef] [Green Version]
- Khankhaje, E.; Hussin, M.W.; Mirza, J.; Rafieizonooz, M.; Salim, M.R.; Siong, H.C.; Warid, M.N.M. On blended cement and geopolymer concretes containing palm oil fuel ash. Mater. Des. 2016, 89, 385–398. [Google Scholar] [CrossRef]
- Muthusamy, K.; Mirza, J.; Zamri, N.A.; Hussin, M.W.; Majeed, A.P.A.; Kusbiantoro, A.; Budiea, A.M.A. Properties of high strength palm oil clinker lightweight concrete containing palm oil fuel ash in tropical climate. Constr. Build. Mater. 2019, 199, 163–177. [Google Scholar] [CrossRef]
- Huseien, G.F.; Ismail, M.; Tahir, M.M.; Mirza, J.; Khalid, N.H.A.; Asaad, M.A.; Husein, A.A.; Sarbini, N.N. Synergism between palm oil fuel ash and slag: Production of environmental-friendly alkali activated mortars with enhanced properties. Constr. Build. Mater. 2018, 170, 235–244. [Google Scholar] [CrossRef]
- Mohammadhosseini, H.; Ngian, S.P.; Alyousef, R.; Tahir, M.M. Synergistic effects of waste plastic food tray as low-cost fibrous materials and palm oil fuel ash on transport properties and drying shrinkage of concrete. J. Build. Eng. 2021, 42, 102826. [Google Scholar] [CrossRef]
- Hamada, H.M.; Thomas, B.S.; Yahaya, F.M.; Muthusamy, K.; Yang, J.; Abdalla, J.A.; Hawileh, R.A. Sustainable use of palm oil fuel ash as a supplementary cementitious material: A comprehensive review. J. Build. Eng. 2021, 40, 102286. [Google Scholar] [CrossRef]
- Alnahhal, A.M.; Alengaram, U.J.; Yusoff, S.; Singh, R.; Radwan, M.K.; Deboucha, W. Synthesis of sustainable lightweight foamed concrete using palm oil fuel ash as a cement replacement material. J. Build. Eng. 2021, 35, 102047. [Google Scholar] [CrossRef]
- Awal, A.A.; MHussin, W. The effectiveness of palm oil fuel ash in preventing expansion due to alkali-silica reaction. Cem. Concr. Compos. 1997, 19, 367–372. [Google Scholar] [CrossRef]
- Awal, A.A.; Mohammadhosseini, H. Green concrete production incorporating waste carpet fiber and palm oil fuel ash. J. Clean. Prod. 2016, 137, 157–166. [Google Scholar] [CrossRef]
- Tangchirapat, W.; Saeting, T.; Jaturapitakkul, C.; Kiattikomol, K.; Siripanichgorn, A. Use of waste ash from palm oil industry in concrete. Waste Manag. 2007, 27, 81–88. [Google Scholar] [CrossRef] [PubMed]
- Güneyisi, E.; Gesoğlu, M.; Mermerdaş, K. Improving strength, drying shrinkage, and pore structure of concrete using metakaolin. Mater. Struct. 2008, 41, 937–949. [Google Scholar] [CrossRef]
- Alsubari, B.; Shafigh, P.; Jumaat, M.Z. Development of self-consolidating high strength concrete incorporating treated palm oil fuel ash. Materials 2015, 8, 2154–2173. [Google Scholar] [CrossRef] [Green Version]
- Tay, J.-H. Ash from oil-palm waste as a concrete material. J. Mater. Civ. Eng. 1990, 2, 94–105. [Google Scholar] [CrossRef]
- Awal, A.A.A.A.A.; Hussin, M.H.M. Strength, modulus of elasticity and shrinkage behaviour of POFA concrete. Malays. J. Civ. Eng. 2009, 21, 125–134. [Google Scholar]
- Hossain, M.M.; Karim, M.R.; Elahi, M.M.A.; Islam, M.N.; Zain, M.F.M. Long-term durability properties of alkali-activated binders containing slag, fly ash, palm oil fuel ash and rice husk ash. Constr. Build. Mater. 2020, 251, 119094. [Google Scholar] [CrossRef]
- Tangchirapat, W.; Jaturapitakkul, C. Strength, drying shrinkage, and water permeability of concrete incorporating ground palm oil fuel ash. Cem. Concr. Compos. 2010, 32, 767–774. [Google Scholar] [CrossRef]
- Lim, N.H.A.S.; Samadi, M.; Sam, A.R.M.; Abd Khalid, N.H.; Sarbini, N.N.; Ariffin, N.F.; Hussin, M.W.; Ismail, M.A. Drying Shrinkage of Mortar Incorporating High Volume Oil Palm Biomass Waste. In Proceedings of the E3S Web of Conferences, Kuala Lumpur, Malaysia, 2–5 October 2018; EDP Sciences: Les Ulis, France, 2018; Volume 34, p. 01008. [Google Scholar]
- Farzadnia, N.; Noorvand, H.; Yasin, A.M.; Aziz, F.N.A. The effect of nano silica on short term drying shrinkage of POFA cement mortars. Constr. Build. Mater. 2015, 95, 636–646. [Google Scholar] [CrossRef]
- Testing, A.S.F.; Cement, M.C.C.-O. Standard Test Method for Compressive Strength of Hydraulic Cement Mortars (Using 2-in. Or [50-mm] Cube Specimens); ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- ASTM C267-01. Standard Test Methods for Chemical Resistance of Mortars, Grouts, and Monolithic Surfacing and Polymer Concretes; ASTM International: West Conshohocken, PA, USA, 2012; pp. 1–6.
- Ranjbar, N.; Mehrali, M.; Alengaram, U.J.; Metselaar, H.S.C.; Jumaat, M.Z. Compressive strength and microstructural analysis of fly ash/palm oil fuel ash based geopolymer mortar under elevated temperatures. Constr. Build. Mater. 2014, 65, 114–121. [Google Scholar] [CrossRef]
- Kubba, Z.; Huseien, G.F.; Sam, A.R.M.; Shah, K.W.; Asaad, M.A.; Ismail, M.; Tahir, M.M.; Mirza, J. Impact of curing temperatures and alkaline activators on compressive strength and porosity of ternary blended geopolymer mortars. Case Stud. Constr. Mater. 2018, 9, e00205. [Google Scholar] [CrossRef]
- Al-Majidi, M.H.; Lampropoulos, A.; Cundy, A.; Meikle, S. Development of geopolymer mortar under ambient temperature for in situ applications. Constr. Build. Mater. 2016, 120, 198–211. [Google Scholar] [CrossRef] [Green Version]
- Somna, K.; Jaturapitakkul, C.; Kajitvichyanukul, P.; Chindaprasirt, P. NaOH-Activated ground fly ash geopolymer cured at ambient temperature. Fuel 2011, 90, 2118–2124. [Google Scholar] [CrossRef]
- Saha, A.K. Effect of class F fly ash on the durability properties of concrete. Sustain. Environ. Res. 2018, 28, 25–31. [Google Scholar] [CrossRef]
- Makhloufi, Z.; Bederina, M.; Bouhicha, M.; Kadri, E.H. Effect of mineral admixtures on resistance to sulfuric acid solution of mortars with quaternary binders. Phys. Procedia 2014, 55, 329–335. [Google Scholar] [CrossRef] [Green Version]
- Ariffin, M.A.M.; Bhutta, M.A.R.; Hussin, M.W.; Tahir, M.M.; Aziah, N. Sulfuric acid resistance of blended ash geopolymer concrete. Constr. Build. Mater. 2013, 43, 80–86. [Google Scholar] [CrossRef]
- Huseien, G.F.; Ismail, M.; Khalid, N.H.A.; Hussin, M.W.; Mirza, J. Compressive strength and microstructure of assorted wastes incorporated geopolymer mortars: Effect of solution molarity. Alex. Eng. J. 2018, 57, 3375–3386. [Google Scholar] [CrossRef]
- Sturm, P.; Gluth, G.J.G.; Jäger, C.; Brouwers, H.J.H.; Kühne, H.C. Sulfuric acid resistance of one-part alkali-activated mortars. Cem. Concr. Res. 2018, 109, 54–63. [Google Scholar] [CrossRef]
- Gu, L.; Bennett, T.; Visintin, P. Sulphuric acid exposure of conventional concrete and alkali-activated concrete: Assessment of test methodologies. Constr. Build. Mater. 2019, 197, 681–692. [Google Scholar] [CrossRef]
- Lee, N.; Lee, H.-K. Influence of the slag content on the chloride and sulfuric acid resistances of alkali-activated fly ash/slag paste. Cem. Concr. Compos. 2016, 72, 168–179. [Google Scholar] [CrossRef]
- Sata, V.; Sathonsaowaphak, A.; Chindaprasirt, P. Resistance of lignite bottom ash geopolymer mortar to sulfate and sulfuric acid attack. Cem. Concr. Compos. 2012, 34, 700–708. [Google Scholar] [CrossRef]
- Koenig, A.; Herrmann, A.; Overmann, S.; Dehn, F. Resistance of alkali-activated binders to organic acid attack: Assessment of evaluation criteria and damage mechanisms. Constr. Build. Mater. 2017, 151, 405–413. [Google Scholar] [CrossRef]
- Temuujin, J.; Minjigmaa, A.; Lee, M.; Chen-Tan, N.; Van Riessen, A. Characterisation of class F fly ash geopolymer pastes immersed in acid and alkaline solutions. Cem. Concr. Compos. 2011, 33, 1086–1091. [Google Scholar] [CrossRef]
- Aliques-Granero, J.; Tognonvi, T.; Tagnit-Hamou, A. Durability test methods and their application to AAMs: Case of sulfuric-acid resistance. Mater. Struct. 2017, 50, 1–14. [Google Scholar] [CrossRef]
- Özcan, A.; Karakoç, M.B. The resistance of blast furnace slag-and ferrochrome slag-based geopolymer concrete against acid attack. Int. J. Civ. Eng. 2019, 17, 1571–1583. [Google Scholar] [CrossRef]
- Allahverdi, A.; Skvara, F. Sulfuric acid attack on hardened paste of geopolymer cements—Part 1. Mechanism of corrosion at relatively high concentrations. Ceram. Silik. 2005, 49, 225. [Google Scholar]
- Allahverdi, A.; Skvara, F. Sulfuric acid attack on hardened paste of geopolymer cements—Part 2. Corrosion mechanism at mild and relatively low concentrations. Ceram. Silik. 2006, 50, 1. [Google Scholar]
- Lloyd, R.R.; Provis, J.L.; van Deventer, J.S. Acid resistance of inorganic polymer binders. 1. Corrosion rate. Mater. Struct. 2012, 45, 1–14. [Google Scholar]
- Yusuf, M.O. Performance of slag blended alkaline activated palm oil fuel ash mortar in sulfate environments. Constr. Build. Mater. 2015, 98, 417–424. [Google Scholar] [CrossRef]
- Bhutta, M.A.R.; Hussin, W.M.; Azreen, M.; Tahir, M.M. Sulphate resistance of geopolymer concrete prepared from blended waste fuel ash. J. Mater. Civ. Eng. 2014, 26, 04014080. [Google Scholar] [CrossRef]
- Donatello, S.; Fernández-Jimenez, A.; Palomo, A. Very high volume fly ash cements. Early age hydration study using Na2SO4 as an activator. J. Am. Ceram. Soc. 2013, 96, 900–906. [Google Scholar]
- Bakharev, T. Durability of geopolymer materials in sodium and magnesium sulfate solutions. Cem. Concr. Res. 2005, 35, 1233–1246. [Google Scholar] [CrossRef]
- Khatri, R.; Sirivivatnanon, V.; Yang, J. Role of permeability in sulphate attack. Cem. Concr. Res. 1997, 27, 1179–1189. [Google Scholar] [CrossRef]
- Ngo, S.H.; Huynh, T.P.; Le, T.T.; Mai, N.H.T. Effect of high loss on ignition-fly ash on properties of concrete fully immersed in sulfate solution. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Nanjing, China, 17–19 August 2018; IOP Publishing: Bristol, UK, 2018; Volume 371, p. 012007. [Google Scholar]
- Hamzah, H.K.; Huseien, G.F.; Asaad, M.A.; Georgescu, D.P.; Ghoshal, S.K.; Alrshoudi, F. Effect of waste glass bottles-derived nanopowder as slag replacement on mortars with alkali activation: Durability characteristics. Case Stud. Constr. Mater. 2021, 15, e00775. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | POFA | GBFS | FA |
|---|---|---|---|
| Physical characteristics | |||
| Density (kg/m3) | 1900 | 2900 | 2200 |
| Specific gravity | 1.9 | 2.9 | 2.2 |
| Surface area-BET (m2/g) | 23.1 | 13.6 | 18.1 |
| Average diameter (µm) | 8.2 | 12.8 | 10 |
| Chemical composition, weight % | |||
| Silica oxide (SiO2) | 64.20 | 30.8 | 57.20 |
| Aluminium oxide (Al2O3) | 4.25 | 10.9 | 28.81 |
| Iron oxide (Fe2O3) | 3.13 | 0.64 | 3.67 |
| Calcium oxide (CaO) | 10.20 | 51.8 | 5.16 |
| Magnesium oxide (MgO) | 5.90 | 4.57 | 1.48 |
| Potassium oxide (K2O) | 8.64 | 0.36 | 0.94 |
| Sodium oxide (Na2O) | 0.10 | 0.45 | 0.08 |
| Sulphur trioxide (SO3) | 0.09 | 0.06 | 0.10 |
| Loss of ignition (LOI) | 1.73 | 0.22 | 0.12 |
| Mix Code | Binder, weight % | S:B | B:A | NH, Molarity | NS:NH | Solution Modulus (Ms) | ||
|---|---|---|---|---|---|---|---|---|
| POFA | GBFS | FA | ||||||
| AAM1 | 0 | 50 | 50 | 0.40 | 1.0 | 4.0 | 0.75 | 1.02 |
| AAM2 | 50 | 50 | 0 | 0.40 | 1.0 | 4.0 | 0.75 | 1.02 |
| AAM3 | 50 | 40 | 10 | 0.40 | 1.0 | 4.0 | 0.75 | 1.02 |
| AAM4 | 50 | 30 | 20 | 0.40 | 1.0 | 4.0 | 0.75 | 1.02 |
| AAM5 | 50 | 20 | 30 | 0.40 | 1.0 | 4.0 | 0.75 | 1.02 |
| AAM6 | 60 | 40 | 0 | 0.40 | 1.0 | 4.0 | 0.75 | 1.02 |
| AAM7 | 60 | 30 | 10 | 0.40 | 1.0 | 4.0 | 0.75 | 1.02 |
| AAM8 | 60 | 20 | 20 | 0.40 | 1.0 | 4.0 | 0.75 | 1.02 |
| AAM9 | 70 | 30 | 0 | 0.40 | 1.0 | 4.0 | 0.75 | 1.02 |
| AAM10 | 70 | 20 | 10 | 0.40 | 1.0 | 4.0 | 0.75 | 1.02 |
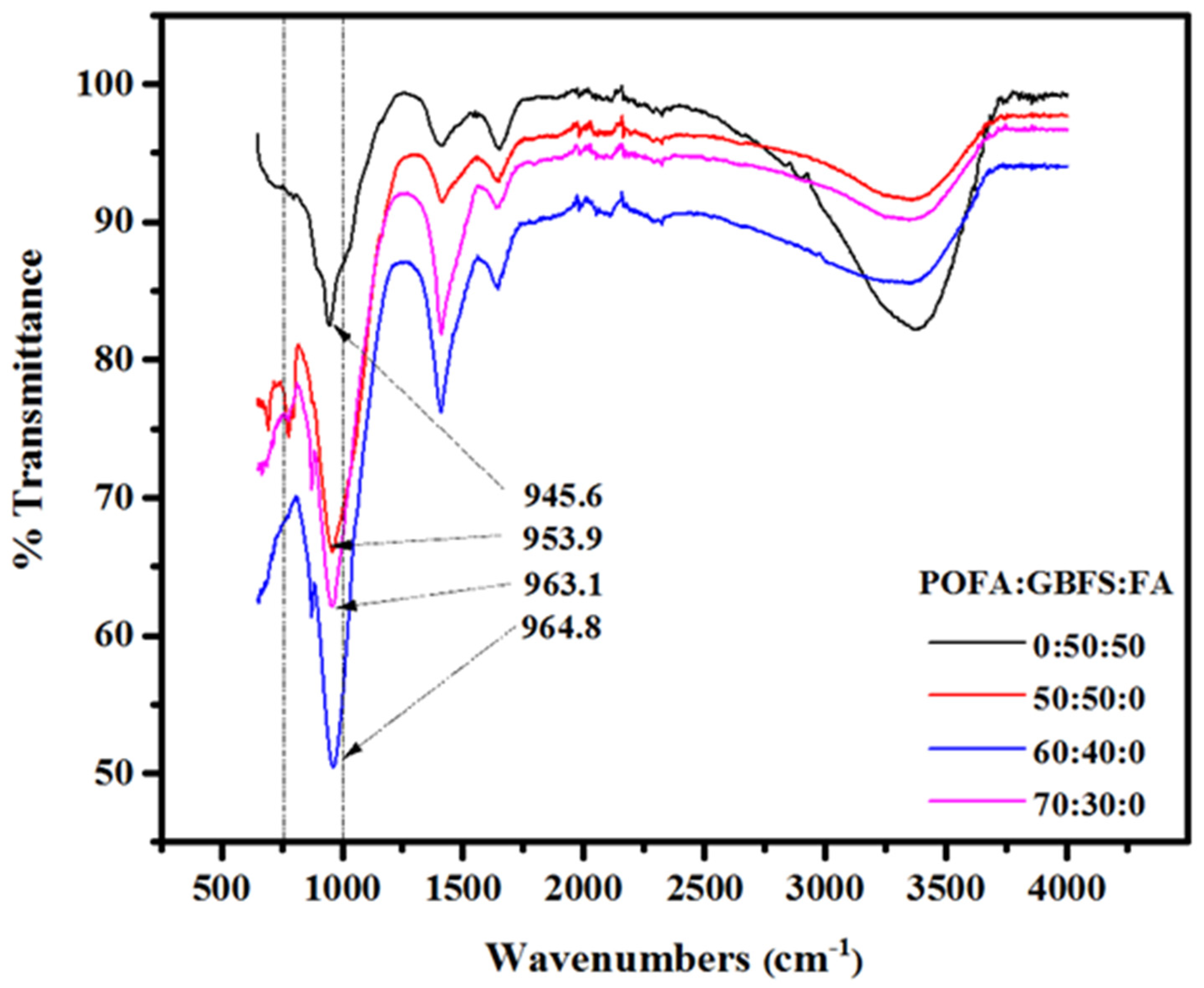
| Mix | fc (MPa) | Band Assignments and Positions (cm−1) | ||||||
|---|---|---|---|---|---|---|---|---|
| POFA:GBFS:FA | Si/Al | Ca/Si | Al–O | Si–O | AlO4 | CSH | C(N)ASH | |
| 0:50:50 | 2.22 | 0.65 | 80.6 | 671.7 | 690.9 | 755.3 | 871.4 | 945.6 |
| 50:50:0 | 6.25 | 0.65 | 55.64 | 652.5 | 691.5 | 805.7 | 872.1 | 956.9 |
| 60:40:0 | 7.32 | 0.53 | 45.96 | 653.1 | 692.5 | 810.3 | 872.7 | 963.1 |
| 70:30:0 | 8.63 | 0.42 | 34.53 | 655.4 | 693.1 | 822.5 | 873.1 | 964.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huseien, G.F.; Asaad, M.A.; Abadel, A.A.; Ghoshal, S.K.; Hamzah, H.K.; Benjeddou, O.; Mirza, J. Drying Shrinkage, Sulphuric Acid and Sulphate Resistance of High-Volume Palm Oil Fuel Ash-Included Alkali-Activated Mortars. Sustainability 2022, 14, 498. https://0-doi-org.brum.beds.ac.uk/10.3390/su14010498
Huseien GF, Asaad MA, Abadel AA, Ghoshal SK, Hamzah HK, Benjeddou O, Mirza J. Drying Shrinkage, Sulphuric Acid and Sulphate Resistance of High-Volume Palm Oil Fuel Ash-Included Alkali-Activated Mortars. Sustainability. 2022; 14(1):498. https://0-doi-org.brum.beds.ac.uk/10.3390/su14010498
Chicago/Turabian StyleHuseien, Ghasan Fahim, Mohammad Ali Asaad, Aref A. Abadel, Sib Krishna Ghoshal, Hussein K. Hamzah, Omrane Benjeddou, and Jahangir Mirza. 2022. "Drying Shrinkage, Sulphuric Acid and Sulphate Resistance of High-Volume Palm Oil Fuel Ash-Included Alkali-Activated Mortars" Sustainability 14, no. 1: 498. https://0-doi-org.brum.beds.ac.uk/10.3390/su14010498