
Increasing the Sustainability of the Hybrid Mold Technique through Combined Insert Polymeric Material and Additive Manufacturing Method Design

 , and
, and
Abstract
:1. Introduction
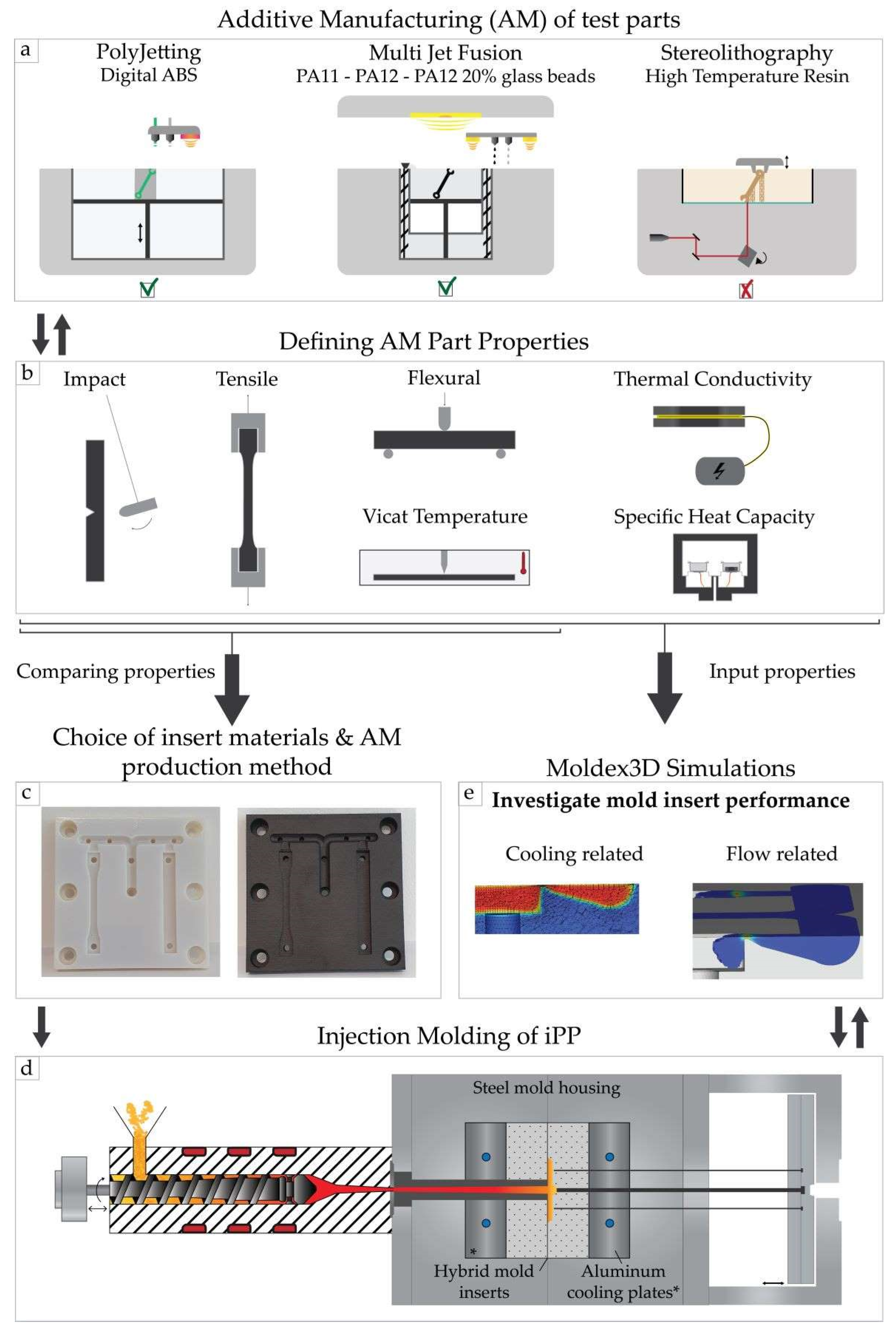
2. Materials, Experiments, and Modeling Methods
2.1. Material for Injection Moulding
2.2. AM Materials and Methods for Insert Production
2.3. Mechanical Testing
2.4. Physico-Thermal Testing
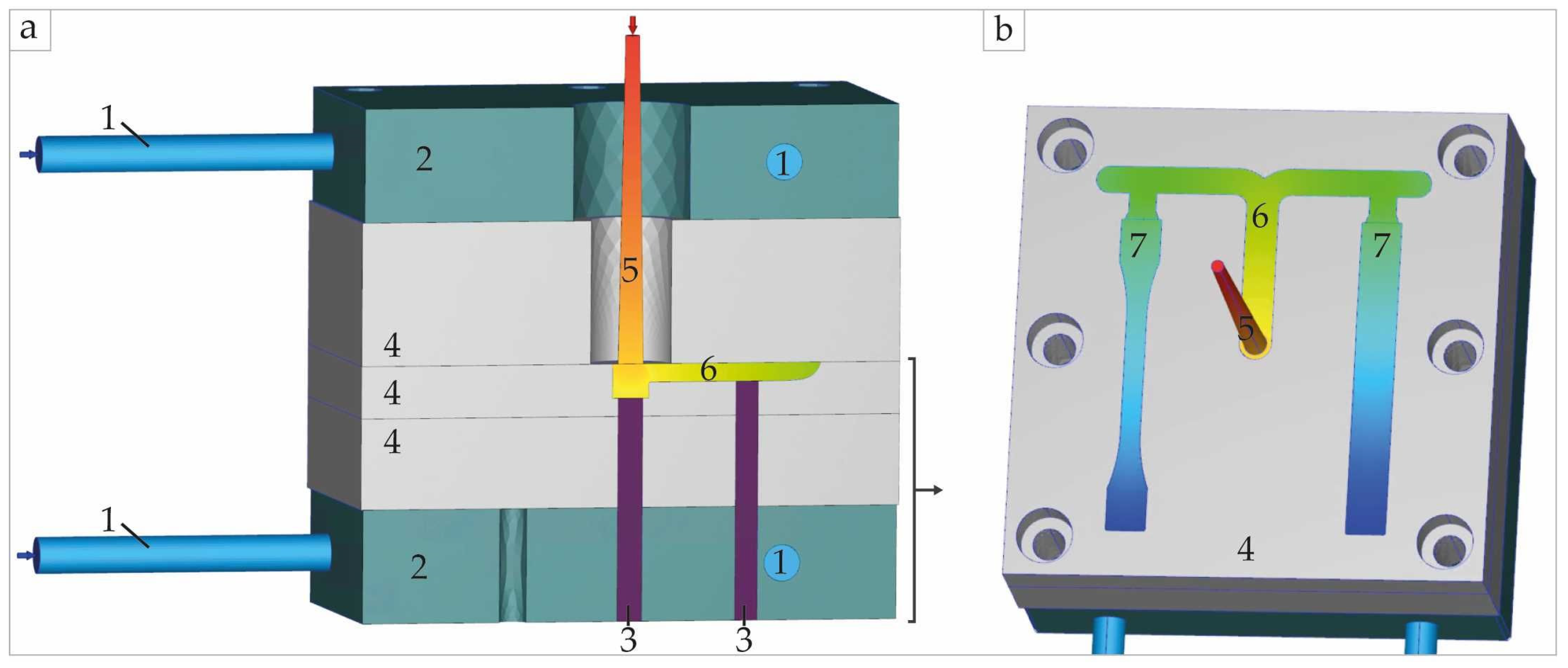
2.5. Modeling Details
3. Results and Discussion
3.1. AM Hybrid Mold Insert Material Characterization
3.2. In Silico Verification of Wear
3.3. In Silico Verification of Cooling Cycle Time
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Low, M.L.H.; Lee, K.S. Mould data management in plastic injection mould industries. Int. J. Prod. Res. 2008, 46, 6269–6304. [Google Scholar] [CrossRef]
- Campbell, I.; Bourell, D.; Gibson, I. Additive manufacturing: Rapid prototyping comes of age. Rapid Prototyp. J. 2012, 18, 255–258. [Google Scholar] [CrossRef] [Green Version]
- Kruth, J.P.; Leu, M.C.; Nakagawa, T. Progress in additive manufacturing and rapid prototyping. CIRP Ann. Manuf. Technol. 1998, 47, 525–540. [Google Scholar] [CrossRef]
- Drizo, A.; Pegna, J. Environmental impacts of rapid prototyping: An overview of research to date. Rapid Prototyp. J. 2006, 12, 64–71. [Google Scholar] [CrossRef]
- Byun, H.S.; Lee, K.H. A decision support system for the selection of a rapid prototyping process using the modified TOPSIS method. Int. J. Adv. Manuf. Technol. 2005, 26, 1338–1347. [Google Scholar] [CrossRef]
- Durach, C.F.; Kurpjuweit, S.; Wagner, S.M. The impact of additive manufacturing on supply chains. Int. J. Phys. Distrib. Logist. Manag. 2017, 47, 954–971. [Google Scholar] [CrossRef]
- Khorram Niaki, M.; Nonino, F.; Palombi, G.; Torabi, S.A. Economic sustainability of additive manufacturing: Contextual factors driving its performance in rapid prototyping. J. Manuf. Technol. Manag. 2019, 30, 353–365. [Google Scholar] [CrossRef]
- Berman, B. 3-D printing: The new industrial revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- Dawoud, M.; Taha, I.; Ebeid, S.J. Mechanical behaviour of ABS: An experimental study using FDM and injection moulding techniques. J. Manuf. Process. 2016, 21, 39–45. [Google Scholar] [CrossRef]
- Faludi, J.; Bayley, C.; Bhogal, S.; Iribarne, M. Comparing environmental impacts of additive manufacturing vs traditional machining via life-cycle assessment. Rapid Prototyp. J. 2015, 21, 14–33. [Google Scholar] [CrossRef] [Green Version]
- Kampker, A.; Triebs, J.; Kawollek, S.; Ayvaz, P.; Beyer, T. Direct polymer additive tooling—Effect of additive manufactured polymer tools on part material properties for injection moulding. Rapid Prototyp. J. 2019, 25, 1575–1584. [Google Scholar] [CrossRef]
- Pouzada, A.S. Hybrid moulds: A case of integration of alternative materials and rapid prototyping for tooling. Virtual Phys. Prototyp. 2009, 4, 195–202. [Google Scholar] [CrossRef]
- Martinho, P.M.G. Mechanical Design of Hybrid Moulds—Mechanical and Thermal Performance. Ph.D. Thesis, Universidade do Minho, Braga, Portugal, 2010. [Google Scholar]
- Witt, G.; Sridhar, A.; Attanasio, D.C.; Kehrberger, R.; Hopkinson, N. Application and modelling of hybrid stereolithography injection mould tooling. Virtual Phys. Prototyp. 2006, 1, 197–206. [Google Scholar] [CrossRef] [Green Version]
- Hussin, R.; Sharif, S.; Nabiałek, M.; Rahim, S.Z.A.; Khushairi, M.T.M.; Suhaimi, M.A.; Abdullah, M.M.A.B.; Hanid, M.H.M.; Wysłocki, J.J.; Błoch, K. Hybrid mold: Comparative study of rapid and hard tooling for injection molding application using metal epoxy composite (MEC). Materials 2021, 14, 665. [Google Scholar] [CrossRef]
- Medesi, A.J.; Wohlgemuth, J.; Franzreb, M.; Hanemann, T. Ceramic Injection Moulding using 3D-Printed Mould Inserts. Ceram. Mod. Technol. 2019, 2, 104–110. [Google Scholar] [CrossRef]
- Noble, J.; Walczak, K.; Dornfeld, D. Rapid tooling injection molded prototypes: A case study in artificial photosynthesis technology. Procedia CIRP 2014, 14, 251–256. [Google Scholar] [CrossRef] [Green Version]
- Taylor, C.M.; Ilyas, I.P.; Dalgarno, K.W.; Gosden, J. Manufacture of production quality injection mold tools using SLS and HSM. In Proceedings of the ASME 2007 International Manufacturing Science and Engineering Conference, Atlanta, GA, USA, 15–18 October 2007; pp. 9–16. [Google Scholar] [CrossRef]
- Stratasys. Digital ABS Plus Datasheet. 2018. Available online: https://www.stratasys.com/materials/search/digital-abs-plus (accessed on 9 September 2021).
- Volpato, N.; Solis, D.M.; Costa, C.A. An analysis of Digital ABS as a rapid tooling material for polymer injection moulding. Int. J. Mater. Prod. Technol. 2016, 52, 3–16. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, A.K. Volumetric shrinkage estimation of benchmark parts developed by rapid tooling mold insert. Sadhana Acad. Proc. Eng. Sci. 2020, 45, 139. [Google Scholar] [CrossRef]
- Simpson, P.; Zakula, A.D.; Nelson, J.; Dworshak, J.K.; Johnson, E.M.; Ulven, C.A. Injection molding with an additive manufactured tool. Polym. Eng. Sci. 2019, 59, 1911–1918. [Google Scholar] [CrossRef]
- Kampker, A.; Triebs, J.; Ford, B.A.; Kawollek, S.; Ayvaz, P. Potential analysis of additive manufacturing technologies for fabrication of polymer tools for injection moulding—A comparative study. In Proceedings of the 2018 IEEE International Conference on Advanced Manufacturing (ICAM), Yunlin, Taiwan, 16–18 November 2018. [Google Scholar]
- Colton, J.S.; Crawford, J.; Pham, G.; Rodet, V.; Wang, K.K. Failure of rapid prototype molds during injection molding. CIRP Ann. Manuf. Technol. 2001, 50, 129–132. [Google Scholar] [CrossRef]
- Segal, J.I.; Campbell, R.I. A review of research into the effects of rapid tooling on part properties. Rapid Prototyp. J. 2001, 7, 90–98. [Google Scholar] [CrossRef]
- Bagalkot, A.; Pons, D.; Symons, D.; Clucas, D. Categorization of of Failures Failures in Used for Injection Molding. Processes 2019, 7, 17. [Google Scholar] [CrossRef] [Green Version]
- Cai, C.; Tey, W.S.; Chen, J.; Zhu, W.; Liu, X.; Liu, T.; Zhao, L.; Zhou, K. Comparative study on 3D printing of polyamide 12 by selective laser sintering and multi jet fusion. J. Mater. Process. Technol. 2021, 288, 116882. [Google Scholar] [CrossRef]
- Monti, G.L.; Montanari, S. Production cost model of the multi-jet-fusion technology. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 235, 1917–1929. [Google Scholar] [CrossRef]
- London, M.B.; Lewis, G.M.; Keoleian, G.A. Life Cycle Greenhouse Gas Implications of Multi Jet Fusion Additive Manufacturing. ACS Sustain. Chem. Eng. 2020, 8, 15595–15602. [Google Scholar] [CrossRef]
- O’Connor, H.J.; Dickson, A.N.; Dowling, D.P. Evaluation of the mechanical performance of polymer parts fabricated using a production scale multi jet fusion printing process. Addit. Manuf. 2018, 22, 381–387. [Google Scholar] [CrossRef]
- Boden, S.; Wieme, T.; Erkoç, M.; Cardon, L. Thermal Behaviour of Hybrid Injection Moulds for Short Production Series. In Proceedings of the International Conference on Polymers and Moulds Innovations—PMI, Braga, Portugal, 19–21 September 2018. [Google Scholar]
- Fernandez, E.; Vande Ryse, R.; Cavicchiolo, L.; D’hooge, D.R.; Cardon, L. Optimising open and closed cooling time for hybrid injection moulding of polypropylene with polyamide inserts from multi jet fusion. Plast. Rubber Compos. 2021, 50, 137–145. [Google Scholar] [CrossRef]
- Tábi, T.; Kovács, N.K.; Sajó, I.E.; Czigány, T.; Hajba, S.; Kovács, J.G. Comparison of thermal, mechanical and thermomechanical properties of poly(lactic acid) injection-molded into epoxy-based Rapid Prototyped (PolyJet) and conventional steel mold. J. Therm. Anal. Calorim. 2016, 123, 349–361. [Google Scholar] [CrossRef] [Green Version]
- Polychim Industrie. Datasheet Polypropylene Homopolymer HB12XF. 2012. Available online: http://www.polychim-industrie.com/docs/FT_HB12XF_ASTM_En_1.pdf (accessed on 14 August 2021).
- Yoshino, K.; Yin, X.H.; Sugimoto, R.; Uchikawa, N.; Chemicals, M.T.; Industries, M.C.; Amagasaki, M. Structure and Properties of Syndiotactic Polypropylene. In Proceedings of the 1995 International Symposium on Electrical Insulating Materials, Tokyo, Japan, 17–20 September 1995; pp. 355–358. [Google Scholar]
- Wieme, T.; Tang, D.; Delva, L.; D’hooge, D.R.; Cardon, L. The Relevance of Material and Processing Parameters on the Thermal Conductivity of Thermoplastic Composites. Plast. Rubber Compos. 2018, 58, 466–474. [Google Scholar] [CrossRef] [Green Version]
- Islam, A.; Li, X.; Wirska, M. Injection Moulding Simulation and Validation of Thin Wall Components for Precision Applications; Springer International Publishing: Poznan, Poland, 2019; Volume 4, ISBN 9783030169435. [Google Scholar]
- Mechanical Properties—Latest Research and News|Nature. Available online: https://0-www-nature-com.brum.beds.ac.uk/subjects/mechanical-properties (accessed on 26 October 2021).
- Krizsma, S.; Kovács, N.K.; Kovács, J.G.; Suplicz, A. In-situ monitoring of deformation in rapid prototyped injection molds. Addit. Manuf. 2021, 42, 102001. [Google Scholar] [CrossRef]
- Montanes, N.; Quiles-Carrillo, L.; Ferrandiz, S.; Fenollar, O.; Boronat, T. Effects of Lignocellulosic Fillers from Waste Thyme on Melt Flow Behavior and Processability of Wood Plastic Composites (WPC) with Biobased Poly(ethylene) by Injection Molding. J. Polym. Environ. 2019, 27, 747–756. [Google Scholar] [CrossRef]
- Chen, J.-Y.; Liu, C.-Y.; Huang, M.-S. Tie-Bar Elongation Based Filling-To-Packing Switchover Control and Prediction of Injection. Polymers 2019, 11, 1168. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sims, G.D. Fatigue test methods, problems and standards. In Fatigue in Composites; Woodhead Publishing Limited: Sawston, UK, 2003; pp. 36–62. [Google Scholar]
- Bogaerts, L.; Moens, D.; Faes, M. On the Effect of Shear Rates on the Mechanical Reliability of Additive Manufacturing Plastic Moulds. In Proceedings of the International Conference on Polymers and Moulds Innovations, Guimarães, Portugal, 19–21 September 2018. [Google Scholar]
- Viana, J.C. Development of the skin layer in injection moulding: Phenomenological model. Polymer 2004, 45, 993–1005. [Google Scholar] [CrossRef]
- Bergstrom, J.; Thuvander, F.; Devos, P.; Boher, C. Wear of die materials in full scale plastic injection moulding of glass fibre reinforced polycarbonate. Wear 2001, 251, 1511–1521. [Google Scholar] [CrossRef] [Green Version]
- Crema, L.; Lucchetta, G. A study of mold friction and wear in injection molding of plastic-bonded hard ferrite. In Key Engineering Materials; Trans Tech Publications Ltd.: Bäch, Switzerland, 2014; Volume 612, pp. 460–472. [Google Scholar] [CrossRef]
- Zabala, B.; Fernandez, X.; Rodriquez, J.C. Mechanism-based wear models for plastic injection moulds. Wear 2019, 441. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Attribute | Global Mesh Size | Mesh Specifications | |
|---|---|---|---|
| 1 | Cooling channel | 0.7 mm | - |
| 2 | Mold insert: aluminum cooling blocks | 7 mm | - |
| 3 | Mold insert: ejector pins | 1.5 mm | Exponential seeding near part: factor 1, mesh size 1.5 mm |
| 4 | Mold insert: hybrid molding inserts with core and cavity | 1.5 mm cavity 11 mm core | Exponential seeding near part: factor 1, mesh size 0.5 mm |
| 5 | Sprue (in steel sprue bushing) | 0.45 mm | - |
| 6 | Runner (in mold insert) | 0.4 mm | Gate face mesh size: 0.1 mm |
| 7 | Final parts: tensile and impact bar | 0.2 mm | Gate face mesh size: 0.1 mm |
| Setting | Value | Unit |
|---|---|---|
| Setting method | Machine mode 1 (by profile) Engel VC80/28 Focus | |
| Injection velocity | 15 | mm s−1 |
| Injection pressure profile | 100 | % |
| VP switch over | 98% volume filled (excluded runner) | % |
| Packing time | 15 | s |
| Packing pressure | 70 | %EOF pressure |
| Melt temperature | 220 | °C |
| Mold temperature | 40 | °C |
| Ejection temperature | 90 | °C |
| Closed cooling time | 80.5 | s |
| Mold open time | 120 | s |
| Mechanical/Thermal Property | AM Material + Method | Unit | ||||
|---|---|---|---|---|---|---|
| PA11 1 | PA12 1 | PA12 GB 1 | Digital ABS 2 | HT Resin 3 | ||
| Youngs Modulus | 1793 ± 30 | 1893 ± 41 | 2631 ± 64 | 2465 ± 226 | 2825 ± 183 | MPa |
| Tensile Strength | 32 ± 1.2 | 32 ± 2.2 | 24 ± 1.0 | 39 ± 7 | 18 ± 0.5 | MPa |
| Flexural Modulus | 2020 ± 91 | 2214 ± 235 | 2764 ± 81 | 3326 ± 93 | 3492 ± 79 | MPa |
| Flexural Strength | 54 ± 3.0 | 51 ± 5.2 | 37 ± 1.5 | 95 ± 3.2 | 94 ± 5 | MPa |
| Impact Strength | 5.57 ± 0.13 | 4.29 ± 0.41 | 3.90 ± 0.07 | 1.69 ± 0.38 | 2.23 ± 0.23 | kJ m−2 |
| Vicat Temperature | 188.5 | 175.6 | 174.6 | 4 | 4 | °C |
| Density | 1047 ± 2 | 1002 ± 4 | 1272 ± 9 | 1186 ± 8 | 1208 ± 3 | kg m−3 |
| Degradation Temperature | 405 | 402 | 438 | 327 | 365 | °C |
| Thermal Conductivity | 0.33 ± 2 × 10−4 | 0.30 ± 6 × 10−4 | 0.39 ± 1.2 × 10−3 | 0.19 ± 4 × 10−4 | 0.21 ± 4 × 10−4 | W (mK)−1 |
| Part Thickness (mm) | Max. Pressure Load Initiated by Clamping Force (MPa) | |||
|---|---|---|---|---|
| PA11 | Digital ABS | Steel | Aluminum | |
| 1 | 88.6 | 86.8 | 96.0 | 97.0 |
| 2 | 50.6 | 47.9 | 53.6 | 53.0 |
| Repeated flexural strength (MPa; Table 3) | 54 | 95 | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fernandez, E.; Edeleva, M.; Fiorio, R.; Cardon, L.; D’hooge, D.R. Increasing the Sustainability of the Hybrid Mold Technique through Combined Insert Polymeric Material and Additive Manufacturing Method Design. Sustainability 2022, 14, 877. https://0-doi-org.brum.beds.ac.uk/10.3390/su14020877
Fernandez E, Edeleva M, Fiorio R, Cardon L, D’hooge DR. Increasing the Sustainability of the Hybrid Mold Technique through Combined Insert Polymeric Material and Additive Manufacturing Method Design. Sustainability. 2022; 14(2):877. https://0-doi-org.brum.beds.ac.uk/10.3390/su14020877
Chicago/Turabian StyleFernandez, Ellen, Mariya Edeleva, Rudinei Fiorio, Ludwig Cardon, and Dagmar R. D’hooge. 2022. "Increasing the Sustainability of the Hybrid Mold Technique through Combined Insert Polymeric Material and Additive Manufacturing Method Design" Sustainability 14, no. 2: 877. https://0-doi-org.brum.beds.ac.uk/10.3390/su14020877