
Influence of Different Types of Wastes on Mechanical and Durability Properties of Interlocking Concrete Block Paving (ICBP): A Review


Abstract
:1. Introduction
- While the initial cost of ICBP is high compared to both concrete blocks and asphalt pavement, the final cost is low.
- ICBP has superior toughness and strength compared to concrete blocks. These blocks help mechanize the combined load-bearing mechanisms that combine the hinge formation at joints and the bending of blocks.
- Compared to asphalt pavement, ICBP has a faster construction time and relatively easy maintenance and rehabilitation.
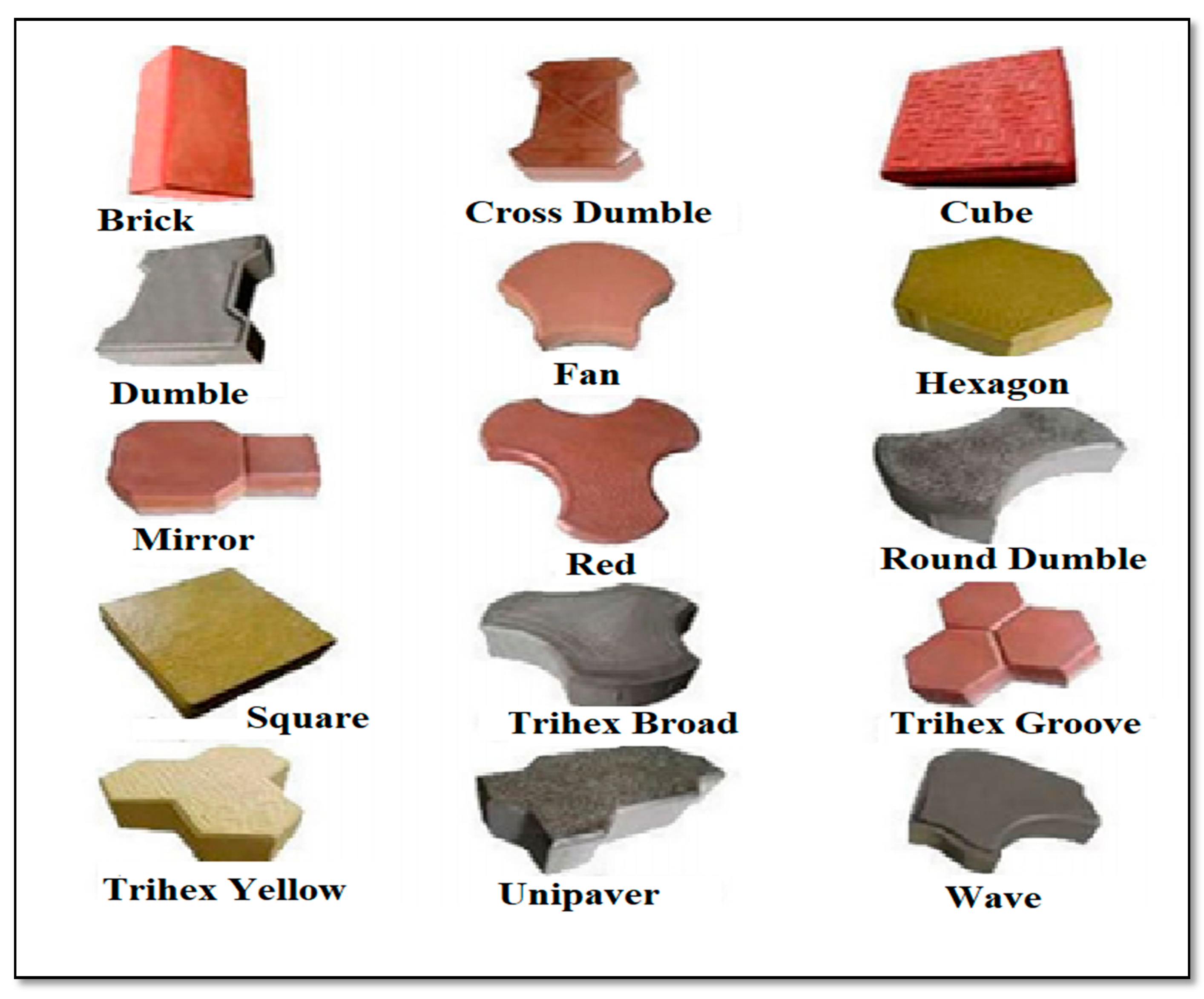
- Available in different sizes, shapes, and flooring patterns to provide horizontal and vertical locking. The joint sand provides the joints between adjacent blocks, while the bedding sand creates a smooth surface on which the blocks can placed at the same level, resulting in vertical and rotational locking. The performance of bedding and joint sand depends on a variety of factors, including layer thickness, grading, angularity, moisture, and mineralogy; the absence of any individual locking type results in a deficiency in the pavement system. Therefore, bedding and joint sand must have certain properties, such as a certain size and grade, to ensure maximum bonding.
- Thanks to increasing recycling technologies, the excess of different waste materials reduces the environmental burden and total cost of concrete and concrete block pavements, as it provides opportunities for the production of low-energy concrete blocks for ICBP.
- The pavement design and analysis method cannot be used directly on the surface layer because the surface layer is not homogeneous due to various material types. Therefore, it has been indicated that modified slab analysis, layered elastic analysis, and finite element analysis can be used to analyze ICBP.
- The ICBP system provides a more uniform response against wheel loads with flexural hardening, and allows block separation at the ultimate load.
- It is possible to develop related models by examining properties of ICBP such as joint width and traffic load.
2. Literature Review
Materials and Methods
3. Properties of Typical Byproducts Used in ICBP
3.1. Industrial Wastes
3.1.1. Fly Ash
3.1.2. Bottom Ash
3.1.3. Marble Waste
3.1.4. Granulated Blast-Furnace Slag
3.1.5. Glass Powder
3.2. Agricultural Wastes
3.2.1. Rice Husk Ash
3.2.2. Coconut Shell
3.2.3. Sugarcane Bagasse Ash
4. Effect of Waste Materials on the Fresh Properties of ICBP
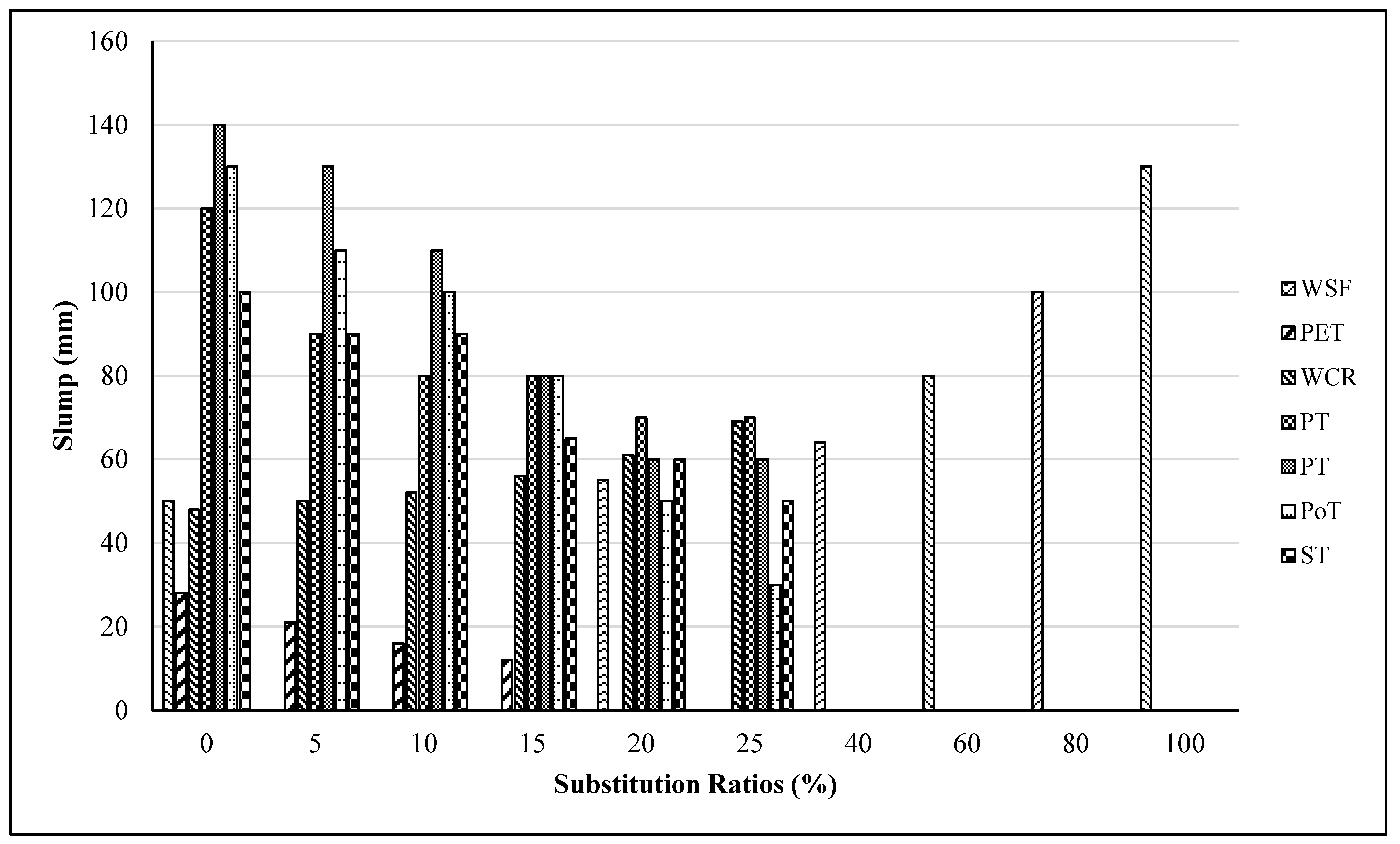
Workability
5. Effect of Waste Materials on the Hardened Properties of ICBP
5.1. Unit Weight
5.2. Compressive Strength
5.3. Flexural Strength
5.4. Splitting Tensile Strength
5.5. Water Absorption
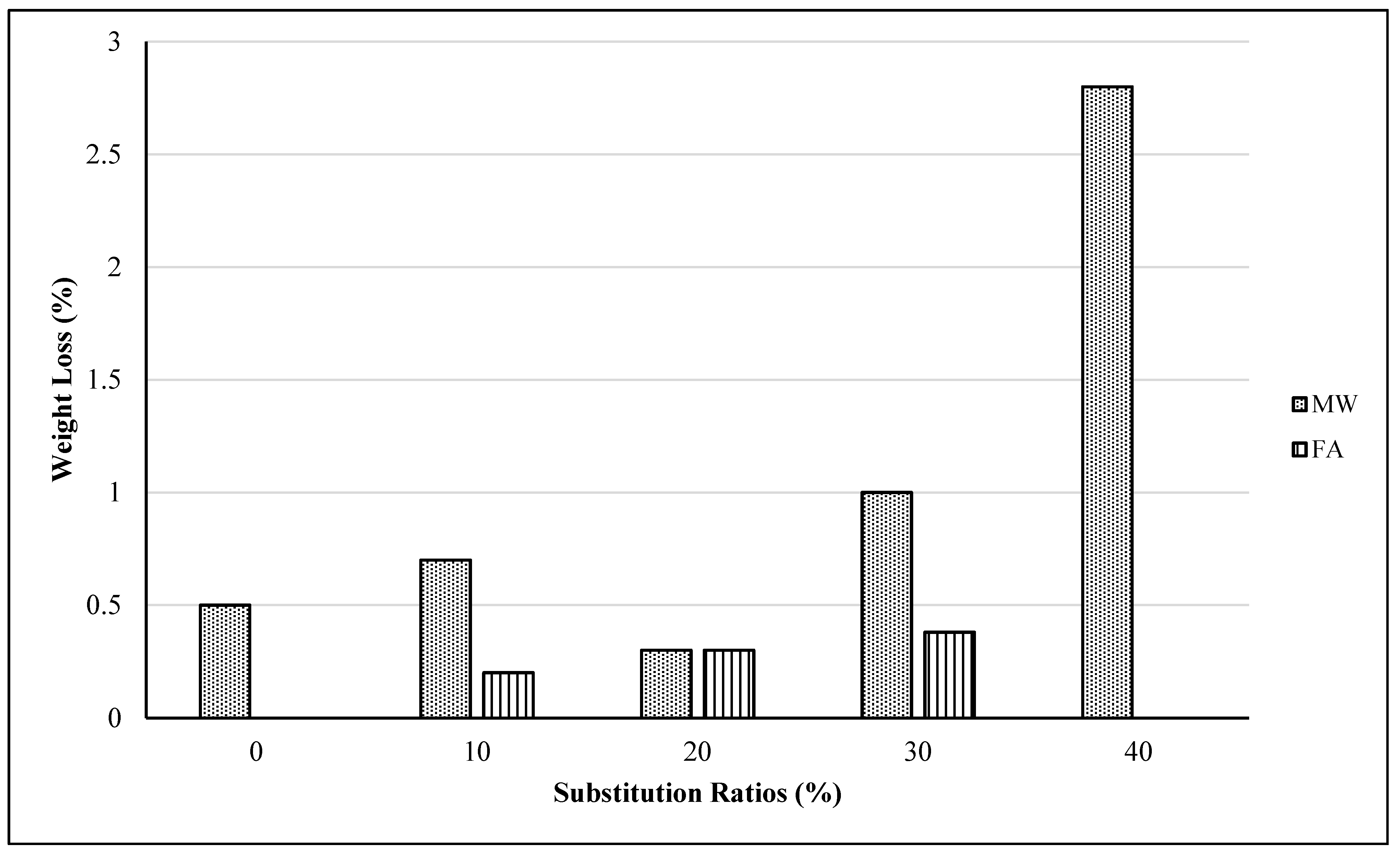
5.6. Freeze-Thaw Resistance
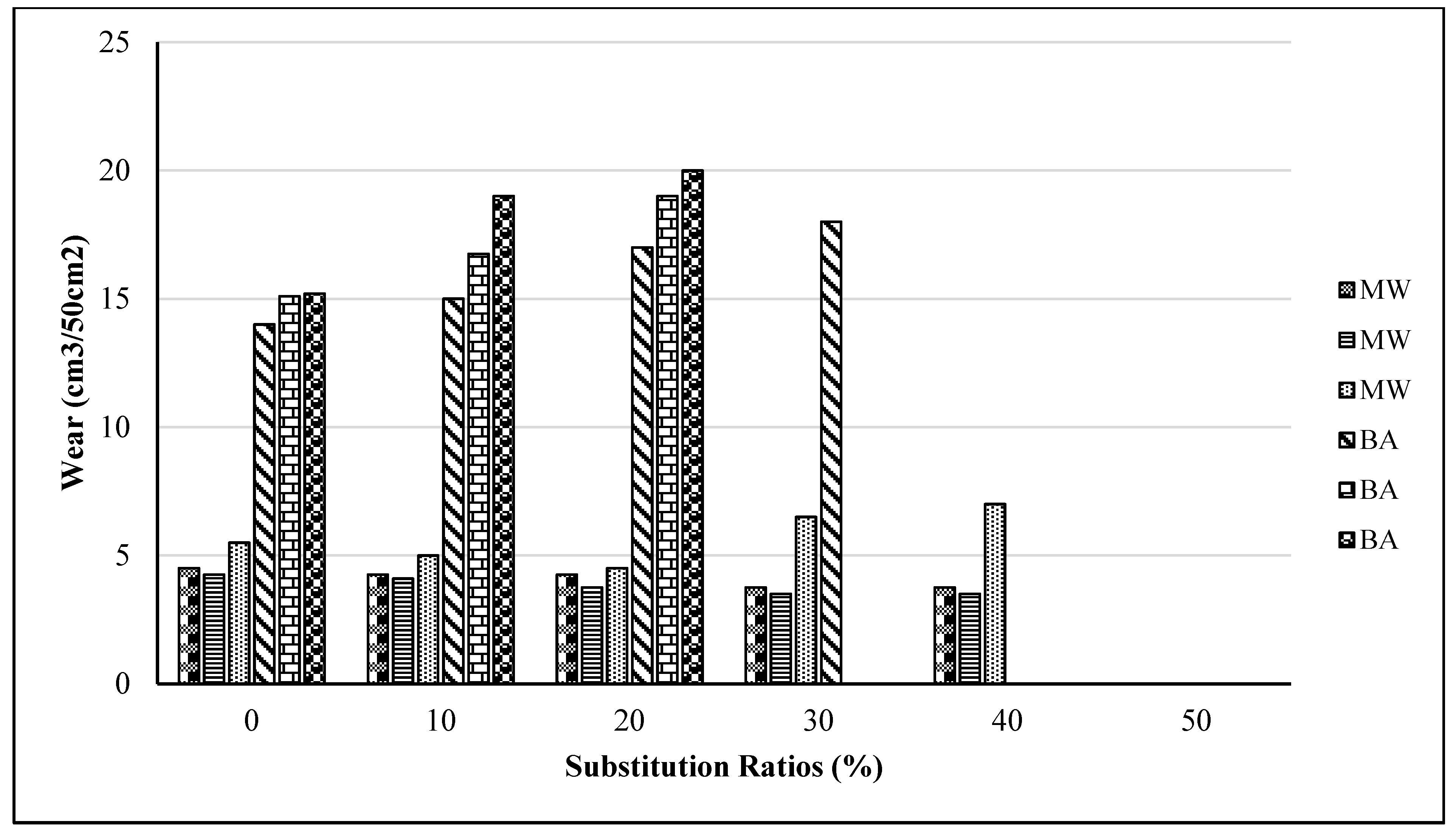
5.7. Abrasion Resistance
6. Strength Verification/NDT
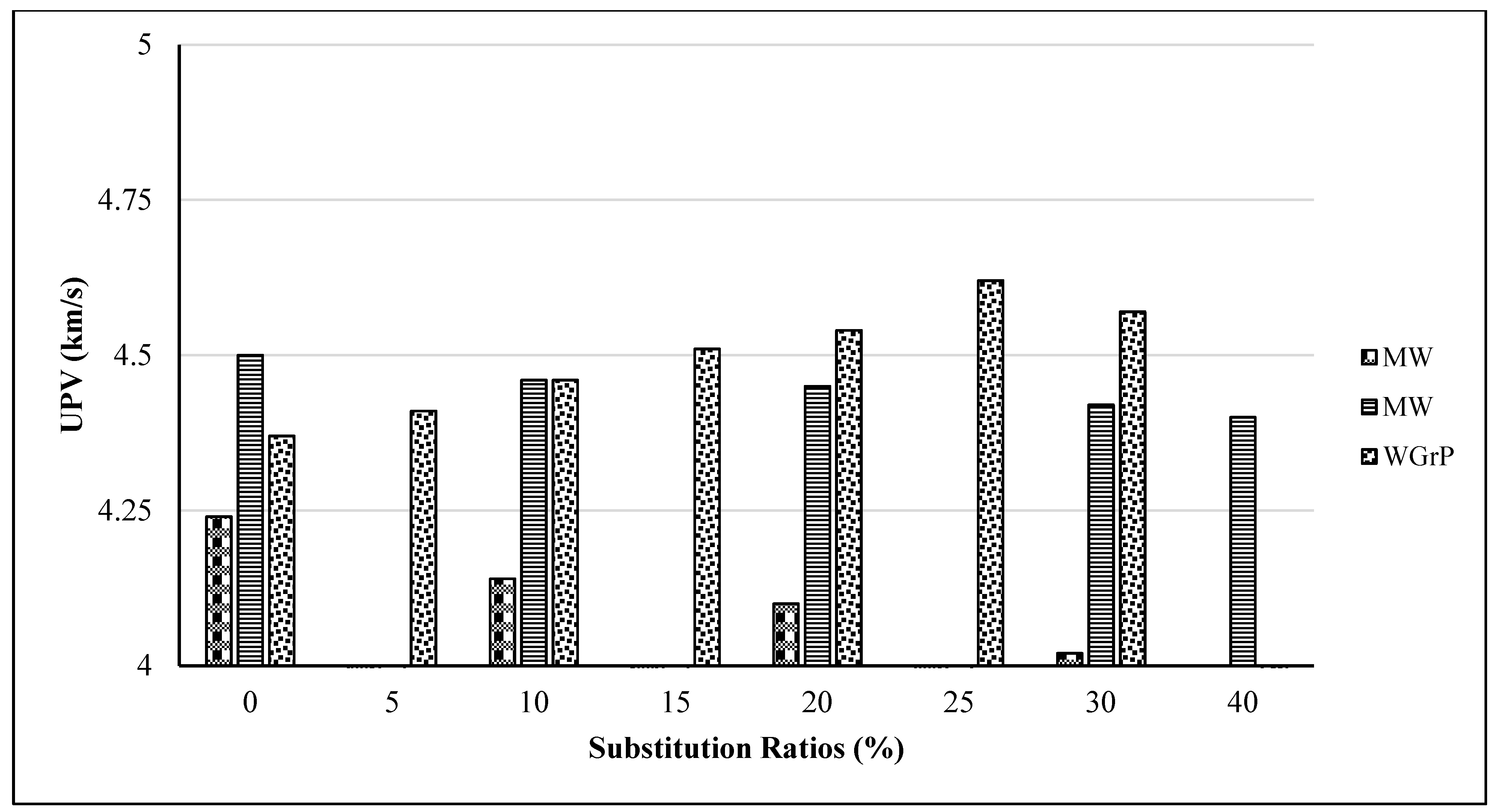
Ultrasonic Pulse Velocity
7. Other Properties
7.1. Skid Resistance
7.2. Thermal Conductivity
7.3. Sulphate Resistance
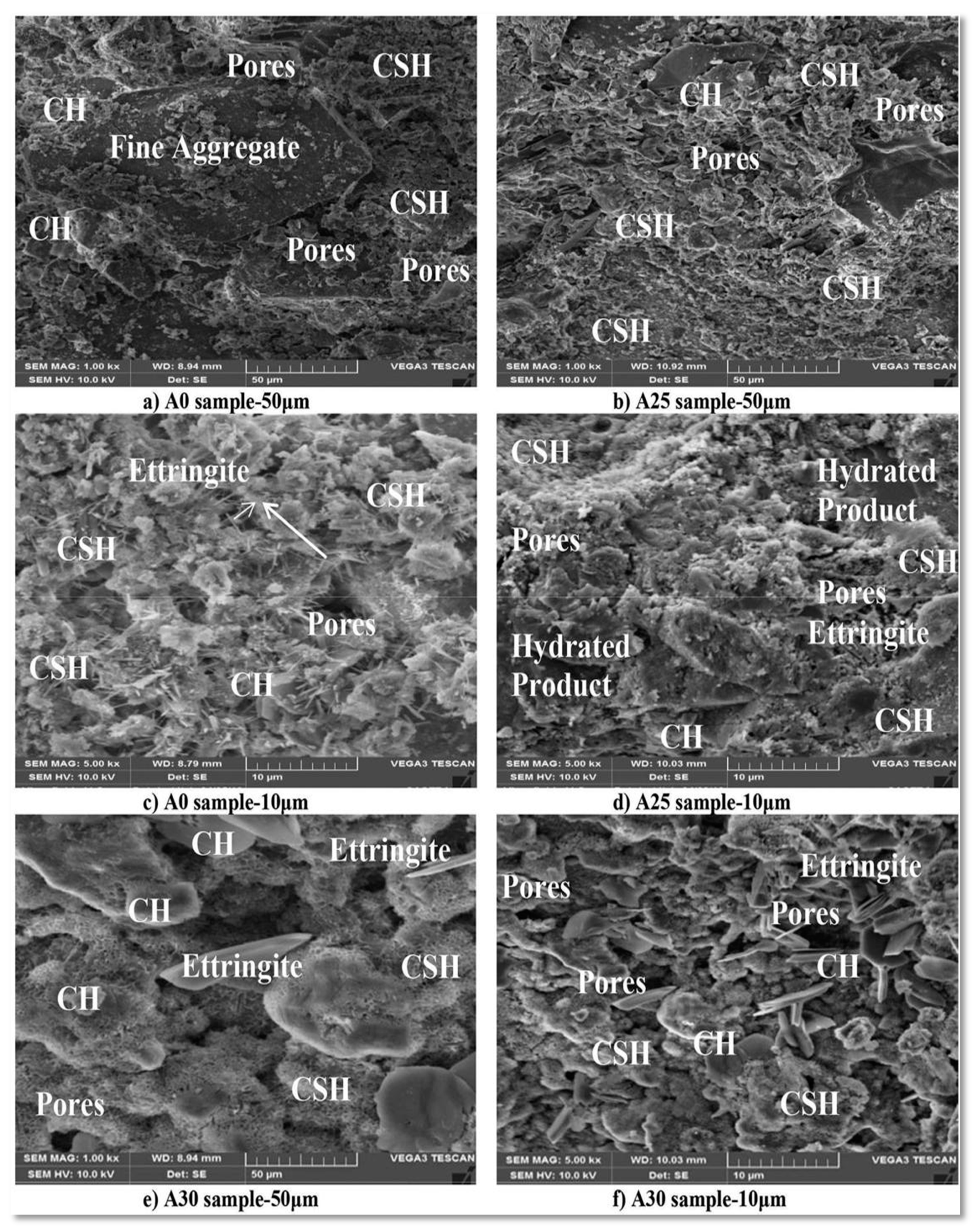
8. SEM Analysis
9. Sustainability Impact
10. Aesthetic Value
11. Conclusions
- The inclusion of industrial wastes such as BA, FA, GP, which are widely used in concrete, mortar, and other construction materials, as well as agricultural wastes such as CSA, RHA, and SBA up to 20% [113,114] and up to 15% [103] for CH and PWTA, have yielded good results in ICBP. Although it is possible to use wastes such as GBFS, MW, WSF, and EAFA which have high strength and hardness in ICBP at ratios higher than 30%, it is recommended to use them at lower ratios to limit their negative effects on durability properties.
- For waste powders that are finer than the cement used in ICBP, slump values decrease due to the increase in surface area. In addition, while the mechanical properties for the waste aggregates and powders used are low in the early periods, they increase in the later stages. The reason for this is the acceleration of the pozzolanic impact reaction and the intensification of the interfacial transition zone at later ages.
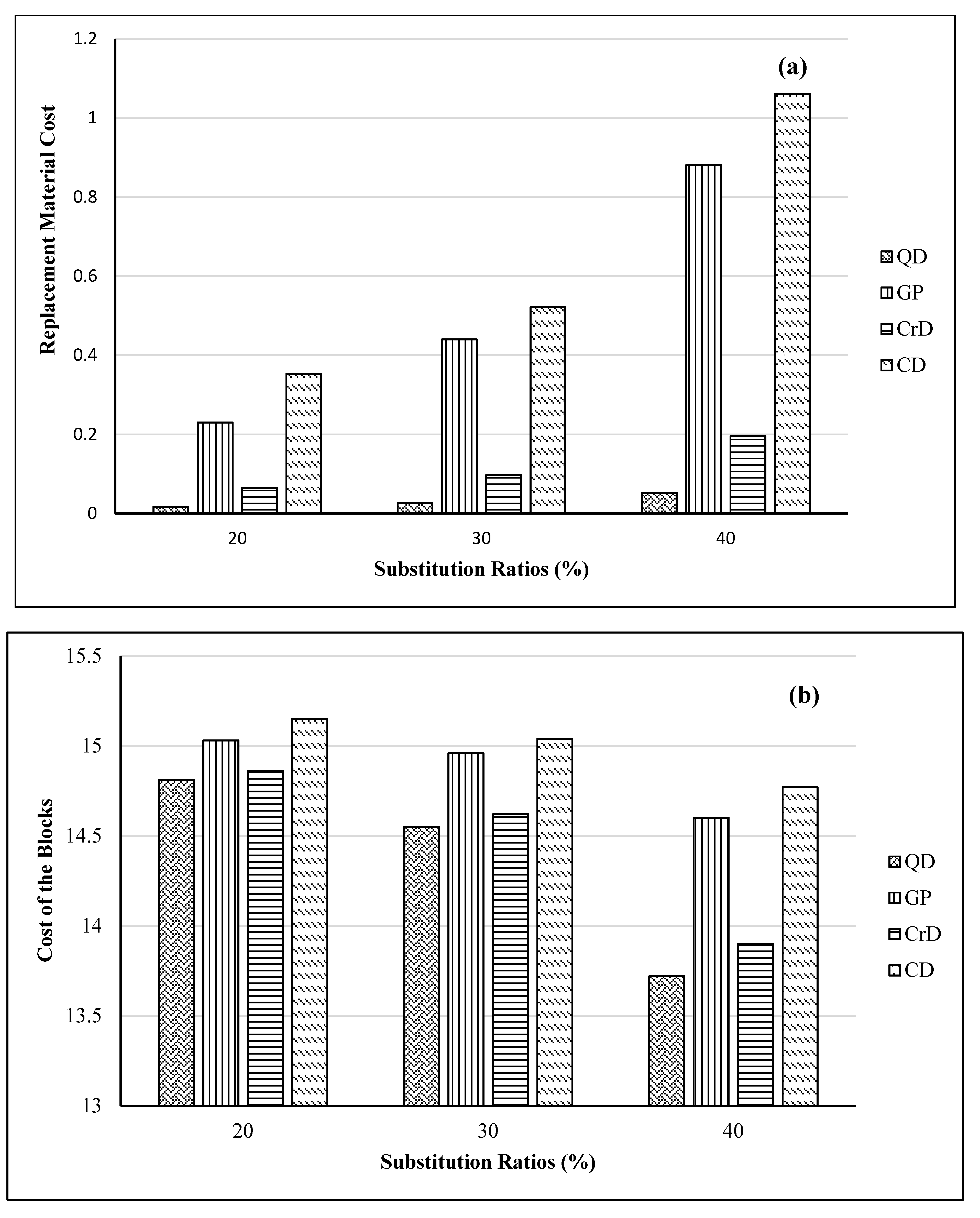
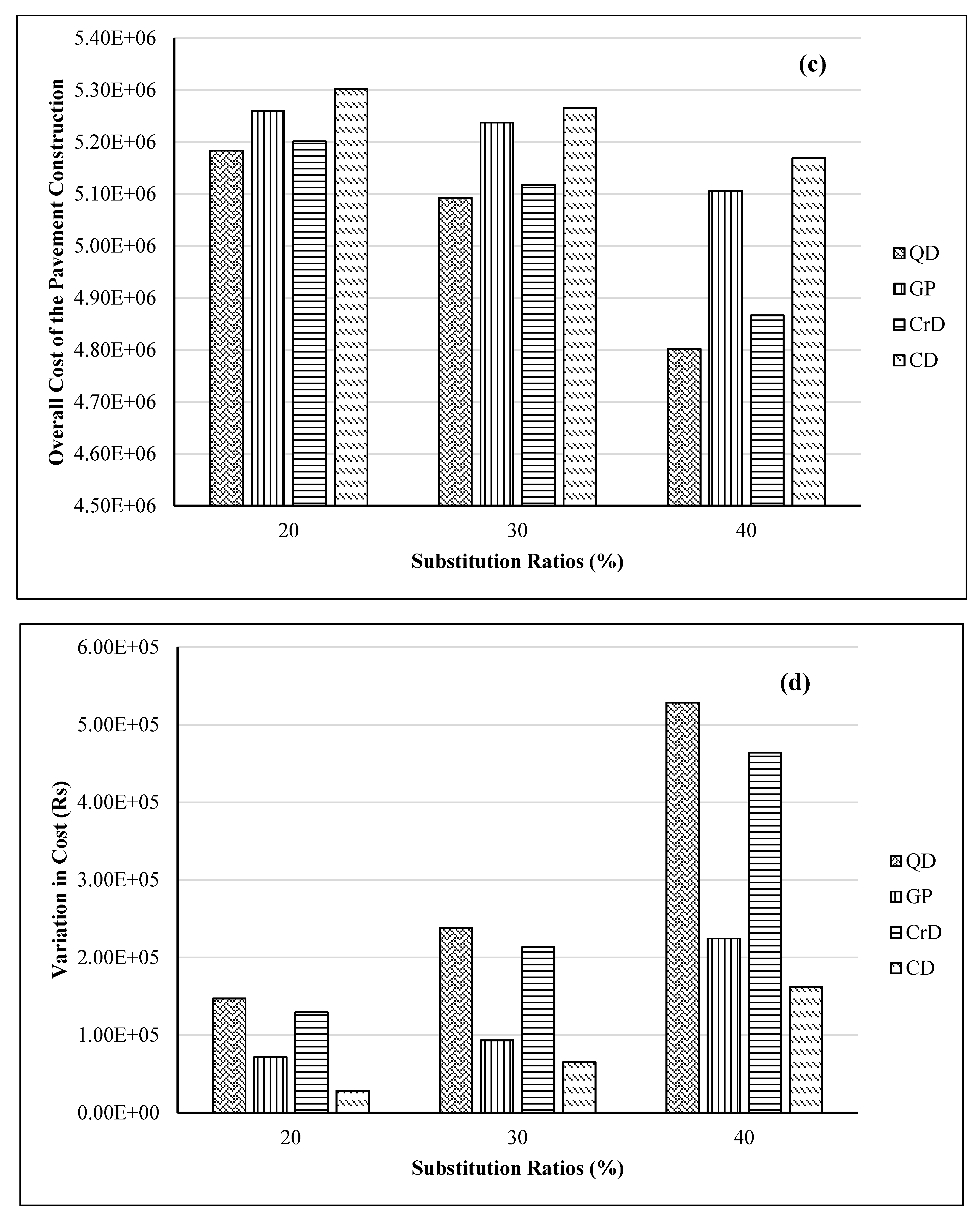
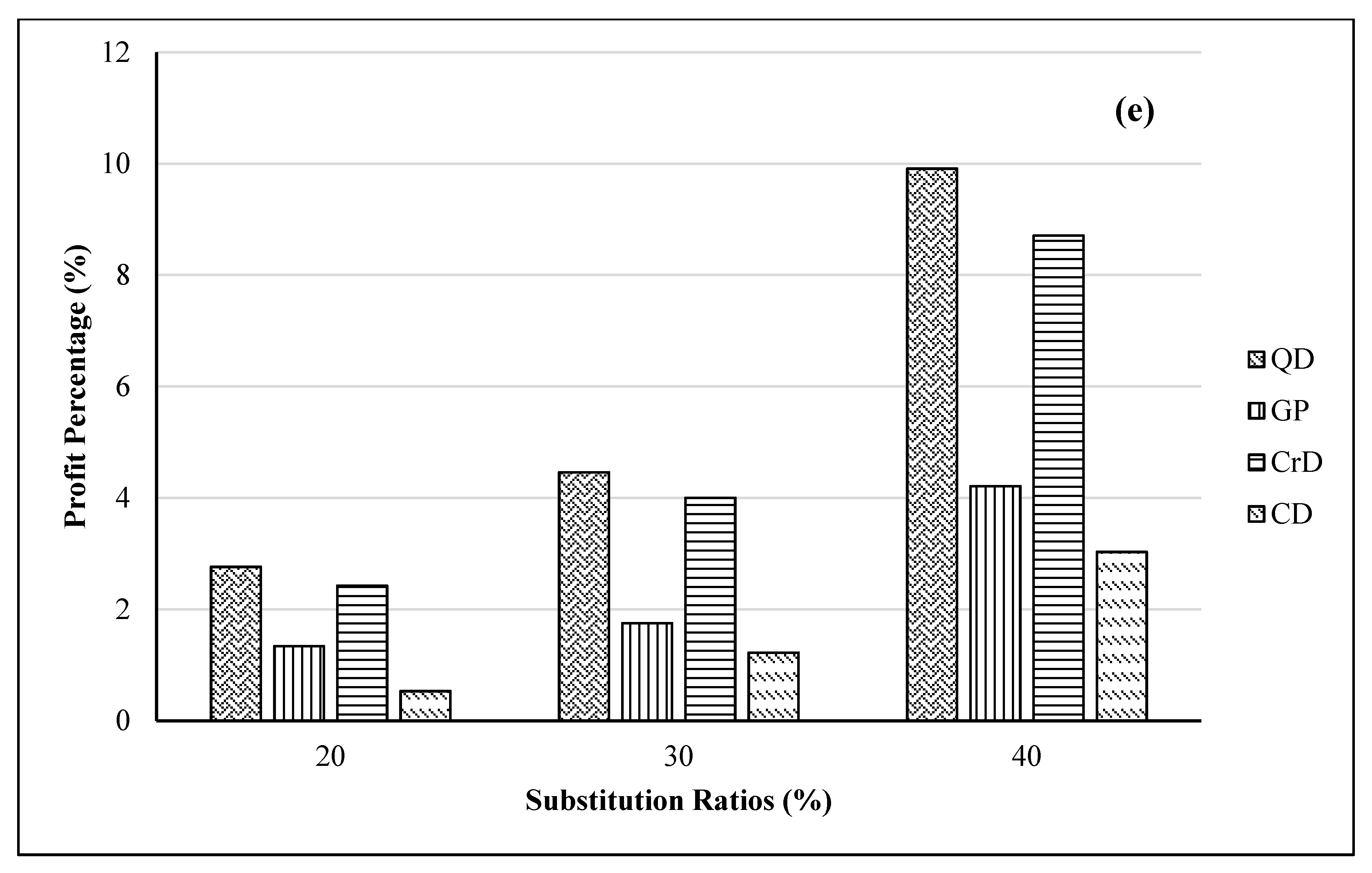
- It was observed that the economic benefit of industrial wastes such as QD, GP, CrD, and CD increments with increasing addition ratios in ICBP. Results show the sequential form of reduction in parquet costs as QD > CrD > GP > CD. The results with the highest economic gain and the lowest economic change were obtained by adding 40% QD to ICBP. Similarly, in a different study on agricultural wastes it has been proven that both CO2 emissions and block costs are significantly reduced by increasing the proportion of PWTA included in ICBP. In another study, it was determined that 50% EAFA in ICBP, one of the recycling materials, increases human health and ecosystem quality and reduces climate change.
- CH is a recently-studied material with a strong fiber structure used in prefabricated buildings. Research has shown that CH and SBA used in concrete blocks between 2.5% and 7.5% provides lower water absorption and better thermal properties. Thanks to this technology, which re-evaluates such materials in addition to their contribution to durability properties, a step can be taken towards the sustainable and circular world of the future.
- Many studies have been conducted on the utilization of PET and other plastic shards in the production of lightweight concrete, aggregate in asphalt concrete, synthetic aggregate or binder, and fiber-reinforced concrete. Studies have shown that the addition of plastic aggregate reduces workability, unit weight, and compressive and tensile strengths. Because the connection between cement paste and plastic aggregate is weak, the plastic aggregate strength is low. However, it has been argued that this is advantageous in applications that require a low modulus of elasticity. Considering these features mentioned in ICBP, positive results were obtained for the use of PET up to 5%.
- When the colors, shapes, patterns, and angles used in ICBP are examined in terms of aesthetics as well as in terms of performance and economics, within the scope of the subject it is concluded that Type I, Charcoal Gray, and Tan Brown are the most suitable, as are with 45° angles.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| BA | Bottom Ash |
| BOS | Basic Oxygen Slag |
| BPD | By-Pass Powder |
| CBA | Coal Bottom Ash |
| CD | Coal Dust |
| CH | Coffee Husk |
| GP | Glass Powder |
| CrD | Ceramic Dust |
| CS | Coconut Shell |
| CSA | Coconut Shell Ash |
| CSS | Crushed Sand Stone |
| EAFA | Electric Arc Furnace Aggregate |
| ED | Exhausted Dust |
| EOW | Engine Oil Waste |
| FA | Fly Ash |
| FO | Fuel Oil |
| FS | Foundry Sand |
| FNS | Ferronickel Slag |
| GBFS | Granulated Blast Furnace Slag |
| GP | Glass Powder |
| GW | Glass Waste |
| ICBP | Interlocking Concrete Block Paving |
| K | Kerosene |
| MW | Marble Waste |
| NCA | Natural Coarse Aggregate |
| PET | Polyethylene Terephthalate |
| PG | Plaster Board Gypsum |
| POFA | Palm Oil Fuel Ash |
| PoT | Porous Tile Waste |
| PT | Porcelain Tile Waste |
| PWTA | Processed Waste Tea Ash |
| QD | Quarry Dust |
| RB | Recycled Bricks |
| RCA | Recycled Coarse Aggregate |
| RCG | Recycled Crushed Glass |
| RHA | Rice Husk Ash |
| ROSA | Run-Off Station |
| SBA | Sugarcane Bagasse Ash |
| SF | Steel Fibre |
| ST | Stone Tile Waste |
| WCR | Waste Crumb Rubber |
| WGrD | Waste Granite Dust |
| WMP | Waste Marble Powder |
| WSF | Waste Furnace Slag |
References
- Awwad, M. Studying the Effects of Roads Geometry and Design Parameters on the Pavement Drainage System. Civ. Eng. J. 2021, 7, 49–58. [Google Scholar] [CrossRef]
- Jaber, S.; Al-Hasan, A.; Balamuralikrishnan, R.; Altarawneh, M. Eco-Friendly Asphalt Approach for the Developments of Sustainable Roads. J. Hum. Earth Future 2020, 1, 97–111. [Google Scholar]
- Zulu, K.; Singh, R.P.; Shaba, F.A. Environmental and economic analysis of selected pavement preservation treatments. Civ. Eng. J. 2020, 6, 210–224. [Google Scholar] [CrossRef]
- Zheng, S.; Xing, X.; Lourenço, S.D.; Cleall, P.J. Cover systems with synthetic water-repellent soils. Vadose Zone J. 2021, 20, e20093. [Google Scholar] [CrossRef]
- Huang, Y.; Karami, B.; Shahsavari, D.; Tounsi, A. Static stability analysis of carbon nanotube reinforced polymeric composite doubly curved micro-shell panels. Arch. Civ. Mech. Eng. 2021, 21, 139. [Google Scholar] [CrossRef]
- Bousahla, A.A.; Bourad, F.; Mahmoud, S.R.; Tounsi, A. Buckling and dynamic behavior of the simply supported CNT-RC beams using an integral-first shear deformation theory. Comput. Concr. 2020, 25, 155–166. [Google Scholar]
- Bourada, F.; Bousahla, A.A.; Tounsi, A. Stability and dynamic analyses of SW-CNT reinforced concrete beam resting on elastic-foundation. Comput. Concr. 2020, 25, 485–495. [Google Scholar]
- Al-Furjan, M.; Hatami, A.; Habibi, M.; Shan, L.; Tounsi, A. On the vibrations of the imperfect sandwich higher-order disk with a lactic core using generalize differential quadrature method. Compos. Struct. 2021, 257, 113150. [Google Scholar] [CrossRef]
- Eisa, M.S.; Mohamady, A.; Basiouny, M.E.; Abdulhamid, A.; Kim, J.R. Mechanical properties of asphalt concrete modified with carbon nanotubes (CNTs). Case Stud. Constr. Mater. 2022, 16, e00930. [Google Scholar] [CrossRef]
- Ismael, M.Q.; Fattah, M.Y.; Jasim, A.F. Improving the rutting resistance of asphalt pavement modified with the carbon nanotubes additive. Ain Shams Eng. J. 2021, 12, 3619–3627. [Google Scholar] [CrossRef]
- Mampearachchi, W. Handbook on Concrete Block Paving; Springer: Singapore, 2019. [Google Scholar]
- Anderton, G.L. User’s Guide: Concrete Block Pavement; US Army Engineer Waterways Experiment Station: Vicksburg, MS, USA, 1993. [Google Scholar]
- Jamshidi, A.; Kurumisawa, K.; White, G.; Nishizawa, T.; Igarashi, T.; Nawa, T.; Mao, J. State-of-the-art of interlocking concrete block pavement technology in Japan as a post-modern pavement. Constr. Build. Mater. 2019, 200, 713–755. [Google Scholar] [CrossRef]
- Koksal, F.; Gencel, O.; Sahin, Y.; Okur, O. Recycling bottom ash in production of eco-friendly interlocking concrete paving blocks. J. Mater. Cycles Waste Manag. 2021, 23, 985–1001. [Google Scholar] [CrossRef]
- Uygunoglu, T.; Topcu, I.B.; Gencel, O.; Brostow, W. The effect of fly ash content and types of aggregates on the properties of pre-fabricated concrete interlocking blocks (PCIBs). Constr. Build. Mater. 2012, 30, 80–187. [Google Scholar] [CrossRef]
- Cerqueira, N.A.; Souza, V.B.; Pereira, I.W.; Ribeiro, R.C.; Azevedo, A.G.; Souza, M.S.; Bartolazzi, V.T. Production of Concrete Interlocking Blocks with Partial Replacement of Sand in Bulk by Waste Glass Machined. In Characterization of Minerals, Metals, and Materials; Springer: Cham, Switzerland, 2017; pp. 719–727. [Google Scholar]
- Koganti, S.P.; Hemanthraja, K.; Sajja, S. Replacement of Fine Aggregate by using Recyclable Materials in Paving Blocks. IOP Conf. Ser. Mater. Sci. Eng. 2017, 225, 012157. [Google Scholar] [CrossRef] [Green Version]
- Santos, C.C.; Dalla Valentina, L.V.; Cuzinsky, F.C.; Witsmiszyn, L.C. Interlocking concrete paving blocks produced with foundry sand waste. In Materials Science Forum; Trans Tech Publications Ltd.: Zurich, Switzerland, 2018; Volume 912, pp. 191–195. [Google Scholar]
- Mokhtar, M.; Kaamin, M.; Sahat, S.; Hamid, N.B. The Utilisation of Shredded PET as Aggregate Replacement for Interlocking Concrete Block. E3S Web Conf. 2018, 34, 01006. [Google Scholar] [CrossRef] [Green Version]
- Bang, T.C. Study on Fly Ash Based Interlocking Concrete Paver Block Using Chopped Fibers. IOP Conf. Ser. Mat. Sci. Eng. 2020, 988, 012060. [Google Scholar] [CrossRef]
- Jahanzaib Khalil, M.; Aslam, M.; Ahmad, S. Utilization of sugarcane bagasse ash as cement replacement for the production of sustainable concrete—A review. Constr. Build. Mater. 2021, 270, 121371. [Google Scholar] [CrossRef]
- Shi, C.; Wu, Y.; Riefler, C.; Wang, H. Characteristics and pozzolanic reactivity of glass powders. Cem. Concr. Res. 2005, 35, 987–993. [Google Scholar] [CrossRef]
- Herath, C.; Gunasekara, C.; Law, D.W.; Setunge, S. Performance of high volume fly ash concrete incorporating additives: A systematic literature review. Constr. Build. Mater. 2020, 258, 120606. [Google Scholar] [CrossRef]
- De Maeijer, P.K.; Craeye, B.; Snellings, R.; Kazemi-Kamyab, H.; Loots, M.; Janssens, K.; Nuyts, G. Effect of ultra-fine fly ash on concrete performance and durability. Constr. Build. Mater. 2020, 263, 120493. [Google Scholar] [CrossRef]
- John, S.K.; Nadir, Y.; Girija, K. Effect of source materials, additives on the mechanical properties and durability of fly ash and fly ash-slag geopolymer mortar: A review. Constr. Build. Mater. 2021, 280, 122443. [Google Scholar] [CrossRef]
- Siddique, R. Compressive strength, water absorption, sorptivity, abrasion resistance and permeability of self-compacting concrete containing coal bottom ash. Constr. Build. Mater. 2013, 47, 1444–1450. [Google Scholar] [CrossRef]
- Ramme, B.W.; Tharaniyil, M.P. We Energies Coal Combustion Products Utilization Handbook, 3rd ed.; We Energies: Milwaukee, WI, USA, 2013. [Google Scholar]
- Singh, M.; Siddique, R. Strength properties and micro-structural properties of concrete containing coal bottom ash as partial replacement of fine aggregate. Constr. Build. Mater. 2014, 50, 246–256. [Google Scholar] [CrossRef]
- Zaetang, Y.; Wongsa, A.; Sata, V.; Chindaprasirt, P. Use of coal ash as geopolymer binder and coarse aggregate in pervious concrete. Constr. Build. Mater. 2015, 96, 289–295. [Google Scholar] [CrossRef]
- Sadon, S.N.; Beddu, S.; Naganathan, S.; Mohd Kamal, N.L.; Hassan, H. Coal Bottom Ash as Sustainable Material in Concrete—A Review. Indian J. Sci. Technol. 2017, 10, 1–10. [Google Scholar] [CrossRef]
- Muda, M.F.; Ahmad, S.W.; Muftah, F.; Sani, M.S.H.M. Mechanical behaviour of mortar made with washed bottom ash as sand replacement. Int. J. Emerg. Trends Eng. Res. 2019, 7, 268–275. [Google Scholar] [CrossRef]
- Jamora, J.B.; Gudia SE, L.; Go, A.W.; Giduquio, M.B.; Loretero, M.E. Potential CO2 reduction and cost evaluation in use and transport of coal ash as cement replacement: A case in the Philippines. Waste Manag. 2020, 103, 137–145. [Google Scholar] [CrossRef]
- Nicula, L.M.; Corbu, O.; Iliescu, M. Influence of blast furnace slag on the durability characteristic of road concrete such as freeze-thaw resistance. Procedia Manuf. 2020, 46, 194–201. [Google Scholar] [CrossRef]
- Zhang, L. Production of bricks from waste materials—A review. Constr. Build. Mater. 2013, 47, 643–655. [Google Scholar] [CrossRef]
- Rana, A.; Kalla, P.; Csetenyi, L.J. Sustainable use of marble slurry in concrete. J. Clean. Prod. 2015, 94, 304–311. [Google Scholar] [CrossRef]
- Arel, H.S. Recyclability of waste marble in concrete production. J. Clean. Prod. 2016, 131, 179–188. [Google Scholar] [CrossRef]
- Ulubeyli, G.C.; Bilir, T.; Artir, R. Durability Properties of Concrete Produced by Marble Waste as Aggregate or Mineral Additives. Procedia Eng. 2016, 161, 543–548. [Google Scholar] [CrossRef] [Green Version]
- Khodabakhshian, A.; Ghalehnovi, M.; de Brito, J.; Asadi Shamsabadi, E. Durability performance of structural concrete containing silica fume and marble industry waste powder. J. Clean. Prod. 2018, 170, 42–60. [Google Scholar] [CrossRef]
- Tunc, E.T. Recycling of marble waste: A review based on strength of concrete containing marble waste. J. Environ. Manag. 2019, 231, 86–97. [Google Scholar] [CrossRef]
- Sharma, N.; Singh Thakur, M.; Goel, P.L.; Sihag, P. A review: Sustainable compressive strength properties of concrete mix with replacement by marble powder. J. Achiev. Mater. Manuf. Eng. 2020, 98, 11–23. [Google Scholar] [CrossRef]
- Varadharajan, S. Determination of mechanical properties and environmental impact due to inclusion of fly ash and marble waste powder in concrete. Structures 2020, 25, 613–630. [Google Scholar] [CrossRef]
- Varadharajan, S.; Jaiswal, A.; Verma, S. Assessment of mechanical properties and environmental benefits of using rice husk ash and marble dust in concrete. Structures 2020, 28, 389–406. [Google Scholar] [CrossRef]
- Bagheri, A.R.; Zanganeh, H.; Moalemi, M.M. Mechanical and durability properties of ternary concretes containing silica fume and low reactivity blast furnace slag. Cem. Concr. Compos. 2012, 34, 663–670. [Google Scholar] [CrossRef]
- Aghaeipour, A.; Madhkhan, M. Effect of ground granulated blast furnace slag (GGBFS) on RCCP durability. Constr. Build. Mater. 2017, 141, 533–541. [Google Scholar] [CrossRef]
- Gholampour, A.; Ozbakkaloglu, T. Performance of sustainable concretes containing very high volume Class-F fly ash and ground granulated blast furnace slag. J. Clean. Prod. 2017, 162, 1407–1417. [Google Scholar] [CrossRef]
- Majhi, R.K.; Nayak, A.N. Bond, durability and microstructural characteristics of ground granulated blast furnace slag based recycled aggregate concrete. Constr. Build. Mater. 2019, 212, 578–595. [Google Scholar] [CrossRef]
- Jiang, W.; Li, X.; Lv, Y.; Jiang, D.; Liu, Z.; He, C. Mechanical and hydration properties of low clinker cement containing high volume superfine blast furnace slag and nano silica. Constr. Build. Mater. 2020, 238, 117683. [Google Scholar] [CrossRef]
- Rahma, A.; El Naber, N.; Issa Ismail, S. Effect of glass powder on the compression strength and the workability of concrete. Cogent Eng. 2017, 4, 1373415. [Google Scholar] [CrossRef]
- Elaqra, H.A.; Haloub, M.A.; Rustom, R.N. Effect of new mixing method of glass powder as cement replacement on mechanical behavior of concrete. Constr. Build. Mater. 2019, 203, 75–82. [Google Scholar] [CrossRef]
- Raju, S.; Kumar, P.R. Effect of Using Glass Powder in Concrete. Int. J. Innov. Res. Sci. Eng. Technol. 2014, 31, 21–427. [Google Scholar]
- Rodier, L.; Savastano, H. Use of glass powder residue for the elaboration of eco-efficient cementitious materials. J. Clean. Prod. 2018, 184, 333–341. [Google Scholar] [CrossRef]
- Patel, D.; Tiwari, R.P.; Shrivastasa, R.; Yadav, R.K. Effective utilization of waste glass powder as the subsitution of cement in making paste and mortar. Constr. Build. Mater. 2019, 198, 406–415. [Google Scholar] [CrossRef]
- Pachideh, G.; Gholhaki, M.; Ketabdari, H. Effect of pozzolanic wastes on mechanical properties, durability and microstructure of the cementitious mortars. J. Build. Eng. 2020, 29, 101178. [Google Scholar] [CrossRef]
- Umasabor, R.I.; Okovido, J.O. Fire resistance evaluation of rice husk ash concrete. Heliyon 2018, 4, E01035. [Google Scholar] [CrossRef] [Green Version]
- Siddika, A.; Mamun MA, A.; Alyousef, R.; Mohammadhosseini, H. State-of-the-art-review on rice husk ash: A supplementary cementitious material in concrete. J. King Saud Univ-Eng. Sci. 2021, 33, 294–307. [Google Scholar] [CrossRef]
- Alex, J.; Dhanalakshmi, J.; Ambedkar, B. Experimental investigation on rice husk ash as cement replacement on concrete production. Constr. Build. Mater. 2016, 127, 353–362. [Google Scholar] [CrossRef]
- Madandoust, R.; Ghavidel, R. Mechanical properties of concrete containing waste glass powder and rice husk ash. Biosyst. Eng. 2013, 116, 113–119. [Google Scholar] [CrossRef]
- Thomas, B.S. Green concrete partially comprised of rice husk ash as a supplementary cementitious material—A comprehensive review. Renew. Sustain. Energy Rev. 2018, 82, 3913–3923. [Google Scholar] [CrossRef]
- Ferraro, R.M.; Nanni, A. Effect of off-white rice husk ash on strength, porosity, conductivity and corrosion resistance of white concrete. Constr. Build. Mater. 2012, 31, 220–225. [Google Scholar] [CrossRef]
- Shafigh, P.; Mahmud, H.B.; Jumaat, M.Z.; Zargar, M. Agricultural wastes as aggregate in concrete mixtures—A review. Constr. Build. Mater. 2014, 53, 110–117. [Google Scholar] [CrossRef]
- Tomar, R.; Kishore, K.; Singh Parihar, H.; Gupta, N. A comprehensive study of waste coconut shell aggregate as raw material in concrete. Mat. Today Proc. 2020, 44, 437–443. [Google Scholar] [CrossRef]
- Tangadagi, R.B.; Manjunatha, M.; Preethi, S.; Bharath, A.; Reshma, T. Strength characteristics of concrete using coconut shell as a coarse aggregate—A sustainable approach. Mat. Today Proc. 2021, 47, 3845–3851. [Google Scholar] [CrossRef]
- Akbar, H.I.; Surojo, E.; Ariawan, D. Investigation of industrial and agro wastes for aluminum matrix composite reinforcement. Procedia Struct. Integr. 2020, 27, 30–37. [Google Scholar] [CrossRef]
- Prusty, J.K.; Patro, S.K. Properties of fresh and hardened concrete using agro-waste as partial replacement of coarse aggregate—A review. Constr. Build. Mater. 2015, 82, 101–113. [Google Scholar] [CrossRef]
- Raheem, A.A.; Ikotun, B.D. Incorporation of agricultural residues as partial substitution for cement in concrete and mortar—A review. J. Build. Eng. 2020, 31, 101428. [Google Scholar] [CrossRef]
- Jagadesh, P.; Ramachandramurthy, A.; Murugesan, R. Evaluation of mechanical properties of Sugar Cane Bagasse Ash concrete. Constr. Build. Mater. 2018, 176, 608–617. [Google Scholar] [CrossRef]
- Rajasekar, A.; Arunachalam, K.; Kottaisamy, M.; Saraswathy, V. Durability characteristics of Ultra High Strength Concrete with treated sugarcane bagasse ash. Constr. Build. Mater. 2018, 171, 50–356. [Google Scholar] [CrossRef]
- Sales, A.; Lima, S.A. Use of Brazilian sugarcane bagasse ash in concrete as sand replacement. Waste Manag. 2010, 30, 1114–1122. [Google Scholar] [CrossRef] [PubMed]
- Modani, P.O.; Vyawahare, M.R. Utilization of bagasse ash as a partial replacement of fine aggregate in concrete. Procedia Eng. 2013, 51, 25–29. [Google Scholar] [CrossRef] [Green Version]
- Bahurudeen, A.; Kanraj, D.; Gokul Dev, V.; Santhanam, M. Performance evaluation of sugarcane bagasse ash blended cement in concrete. Cem. Concr. Compos. 2015, 59, 77–88. [Google Scholar] [CrossRef]
- Rerkpiboon, A.; Tangchirapat, W.; Jaturapitakkul, C. Strength, chloride resistance, and expansion of concretes containing ground bagasse ash. Constr. Build. Mater. 2015, 101, 983–989. [Google Scholar] [CrossRef]
- Kazmi, S.M.; Abbas, S.; Saleem, M.A.; Munir, M.J.; Khitab, A. Manufacturing of sustainable clay bricks: Utilization of waste sugarcane bagasse and rice husk ashes. Constr. Build. Mater. 2016, 120, 29–41. [Google Scholar] [CrossRef]
- Payá, J.; Monzó, J.; Borrachero, M.V.; Tashima, M.M.; Soriano, L. Waste and Supplementary Cementitious Materials in Concrete: Characterisation, Properties and Applications; Woodhead Publishing: Sawston, UK, 2018; pp. 559–598. [Google Scholar]
- Loganayagan, S.; Chandra Mohan, N.; Dhivyabharathi, S. Sugarcane bagasse ash as alternate supplementary cementitious material in concrete. Mat. Today Proc. 2020, 45, 1004–1007. [Google Scholar] [CrossRef]
- Kolawole, J.T.; Babafemi, A.J.; Fanijo, E.; Chandra Paul, S.; Combrinck, R. State-of-the-art review on the use of sugarcane bagasse ash in cementitious materials. Cem. Concr. Compos. 2021, 118, 103975. [Google Scholar] [CrossRef]
- da Silva, F.L.; Araújo, F.G.; Castro, C.G.; Mendes, J.J.; von Krüger, F.L. Recycling of concentration tailings of Iron ore for the production of concrete block (Pavers). Mat. Sci. Forum 2014, 775–776, 631–634. [Google Scholar] [CrossRef]
- Ganjian, E.; Jalull, G.; Sadeghi-Pouya, H. Using waste materials and by-products to produce concrete paving blocks. Constr. Build. Mater. 2015, 77, 270–275. [Google Scholar] [CrossRef] [Green Version]
- Arjun Siva Rathan, R.T.; Sunitha, V. Mechanical and microstructural study on interlocking concrete block pavers using waste granite dust. Int. J. Pavement Eng. 2020, 23, 358–371. [Google Scholar] [CrossRef]
- Djamaluddin, A.R.; Caronge, M.A.; Tjaronge, M.W.; Lando, A.T.; Irmawaty, R. Evaluation of sustainable concrete paving blocks incorporating processed waste tea ash. Case Stud. Constr. Mater. 2020, 12, e00325. [Google Scholar] [CrossRef]
- Alaskar, A.; Alabduljabbar, H.; Mustafa Mohamed, A.; Alrshoudi, F.; Alyousef, R. Abrasion and skid resistance of concrete containing waste polypropylene fibers and palm oil fuel ash as pavement material. Constr. Build. Mater. 2021, 282, 122681. [Google Scholar] [CrossRef]
- Murugan, R.B.; Natarajan, C.; Chen, S.E. Material development for a sustainable precast concrete block pavement. J. Traffic Transp. Eng. 2016, 3, 483–491. [Google Scholar] [CrossRef] [Green Version]
- Olofinnade, O.; Morawo, A.; Okedairo, O.; Kim, B. Solid waste management in developing countries: Reusing of steel slag aggregate in eco-friendly interlocking concrete paving blocks production. Case Stud. Constr. Mater. 2021, 14, e00532. [Google Scholar] [CrossRef]
- Penteado CS, G.; de Carvalho, E.V.; Lintz RC, C. Reusing ceramic tile polishing waste in paving block manufacturing. J. Clean. Prod. 2016, 112, 514–520. [Google Scholar] [CrossRef]
- Mashaly, A.O.; El-Kaliouby, B.A.; Shalaby, B.N.; El-Gohary, A.M.; Rashwan, M.A. Effects of marble sludge incorporation on the properties of cement composites and concrete paving blocks. J. Clean. Prod. 2016, 112, 731–741. [Google Scholar] [CrossRef]
- Agyeman, S.; Obeng-Ahenkora, N.K.; Assiamah, S.; Twumasi, G. Exploiting recycled plastic waste as an alternative binder for paving blocks production. Case Stud. Constr. Mater. 2019, 11, e00246. [Google Scholar] [CrossRef]
- Abdulmatin, A.; Tangchirapat, W.; Jaturapitakkul, C. Environmentally friendly interlocking concrete paving block containing new cementing material and recycled concrete aggregate. Eur. J. Environ. Civ. Eng. 2019, 23, 1467–1484. [Google Scholar] [CrossRef]
- Gencel, O.; Ozel, C.; Koksal, F.; Erdogmus, E.; Martínez-Barrera, G.; Brostow, W. Properties of concrete paving blocks made with waste marble. J. Clean. Prod. 2012, 21, 62–70. [Google Scholar] [CrossRef]
- Dimitrioglou, N.; Tsakiridis, P.E.; Katsiotis, N.S.; Katsiotis, M.S.; Perdikis, P.; Beazi, M. Production and Characterization of Concrete Paving Blocks Containing Ferronickel Slag as a Substitute for Aggregates. Waste Biomass Valoriz. 2016, 7, 941–951. [Google Scholar] [CrossRef]
- Ling, T.C.; Poon, C.S. Use of recycled CRT funnel glass as fine aggregate in dry-mixed concrete paving blocks. J. Clean. Prod. 2014, 68, 209–215. [Google Scholar] [CrossRef]
- Hamid, N.B.; Razak, S.N.A.; Mokhtar, M.; Sanik, M.E.; Kaamin, M.; Nor, A.H.M.; Ramli, M.Z. Development of paving blocks using waste materials. Int. J. Innov. Technol. Explor. Eng. 2019, 8, 1329–1335. [Google Scholar]
- Poon, C.S.; Chan, D. Paving blocks made with recycled concrete aggregate and crushed clay brick. Constr. Build. Mater. 2006, 20, 569–577. [Google Scholar] [CrossRef]
- Sahu, S.; Kamalakkannan, S.; Pati, P. Fly ash utilization in concrete tiles and paver blocks. In New Materials in Civil Engineering; Butterworth-Heinemann: Oxford, UK, 2020; pp. 897–917. [Google Scholar]
- Atici, U.; Ersoy, A. Evaluation of destruction specific energy of fly ash and slag admixed concrete interlocking paving blocks (CIPB). Constr. Build. Mater. 2008, 22, 1507–1514. [Google Scholar] [CrossRef]
- De Silva, G.H.S.; Priyamali, M.W. Potential use of waste rice husk ash for concrete paving blocks: Strength, durability, and run-off properties. Int. J. Pavement Eng. 2020. [Google Scholar] [CrossRef]
- Hastuty IPSembiringand Nursyamsi, I.S. Comparison of compressive strength of paving block with a mixture of Sinabung ash and paving block with a mixture of lime. IOP Conf. Ser. Mat. Sci. Eng. 2018, 309, 012011. [Google Scholar]
- Ribeiro, B.; Uchiyama, T.; Tomiyama, J.; Yamamoto, T.; Yamashiki, Y. Development of interlocking concrete blocks with added sugarcane residues. Fibers 2020, 8, 61. [Google Scholar] [CrossRef]
- Limbachiya, V.; Ganjian, E.; Claisse, P. Strength, durability and leaching properties of concrete paving blocks incorporating GGBS and SF. Constr. Build. Mater. 2016, 113, 273–279. [Google Scholar] [CrossRef]
- Tene, J.; Ronoh, E.; Kenya, N.; Shitote, S.M.; Abiero Gariy, Z.C. Influence of Coarse Aggregate on the Physical and Mechanical Performance of Paving Blocks made using Waste Plastic Modelling of Thermal Radiation Exchange at Glass-Covered Greenhouse Surfaces under Different Climatic Conditions View project Solar PV Thin. Int. J. Eng. Res. Techol. 2019, 8, 912–916. [Google Scholar]
- Pennarasi, G.; Soumya, S.; Gunasekaran, K. Study for the relevance of coconut shell aggregate concrete paver blocks. Mat. Today Proc. 2019, 14, 368–378. [Google Scholar] [CrossRef]
- Attri, G.K.; Gupta, R.; Shrivastava, S. Impact of recycled concrete aggregate on mechanical and durability properties of concrete paver blocks. Mat. Today Proc. 2021, 42, 975–981. [Google Scholar] [CrossRef]
- Girskas, G.; Nagrockienė, D.; Skripkiūnas, G. The effect of synthetic zeolite admixture on the durability of concrete paving blocks. Balt. J. Road Bridge Eng. 2016, 11, 215–221. [Google Scholar] [CrossRef]
- Antoni Klarens, K.; Indranata, M.; Al Jamali, L.; Hardjito, D. The use of bottom ash for replacing fine aggregate in concrete paving blocks. In MATEC Web of Conferences; EDP Sciences: Ulis, France, 2017; Volume 138, p. 01005. [Google Scholar]
- Souza, A.B.; Ferreira, H.S.; Vilela, A.P.; Viana, Q.S.; Mendes, J.F.; Mendes, R.F. Study on the feasibility of using agricultural waste in the production of concrete blocks. J. Build. Eng. 2021, 42, 102491. [Google Scholar] [CrossRef]
- Mohamad, S.A.; Hasan, M.M.; Mohammed, S.A. Evaluation of the effect of the mechanical properties on the performance of interlocking concrete block pavement under the influence of petroleum products. IOP Conf. Ser. Mat. Sci. Eng. 2020, 737, 012056. [Google Scholar] [CrossRef]
- Bilgili, M.Y. Sürdürülebilir Yükseköğretim Kurumlarında Çevre Bilinci, Katı Atık Yönetimi ve Enerji Yönetimi Uygulamaları; Ekin Basım Yayın Dağıtım: Bursa, Turkey, 2020. [Google Scholar]
- Steiner, M.; Wiegel, U. Katı Atık Yönetimi-Atık Yönetiminin Temellerine Yönelik Rehber Kitap; Efil Yayınevi: Ankara, Turkey, 2009. [Google Scholar]
- Evangelista, B.L.; Rosado, L.P.; Penteado, C.S.G. Life cycle assessment of concrete paving blocks using electric arc furnace slag as natural coarse aggregate substitute. J. Clean. Prod. 2018, 178, 176–185. [Google Scholar] [CrossRef]
- Concrete Block Paving Book 1-Introduction; Concrete Manufacturers Association: Midrand, South Africa, 2009.
- Concrete Block Paving Book 2-Design Aspects; Concrete Manufacturers Association: Midrand, South Africa, 2004.
- Ghuge, J.; Surale, S.; Patil, B.M.; Bhutekar, S.B. Utilization of Waste Plastic in Manufacturing of Paver Blocks. System 2008, 6, 1967–1970. [Google Scholar]
- Sayed, M. Fabrication of Concrete Paving Units from Recycled Concrete Aggregate; Housing and Building National Research Center: Cairo, Egypt, 2015. [Google Scholar]
- Rachmat, M.; Salsabilla, T.N. Analysis of hexagonal paving block as a better paving shape. IOP Conf. Ser. Mater. Sci. Eng. 2019, 527, 012068. [Google Scholar] [CrossRef]
- Meng, Y.; Ling, T.C.; Mo, K.H. Recycling of wastes for value-added applications in concrete blocks: An overview. Resour. Conserv. Recycl. 2018, 138, 298–312. [Google Scholar] [CrossRef]
- Patil, A.R.; Sathe, S.B. Feasibility of sustainable construction materials for concrete paving blocks: A review on waste foundry sand and other materials. Mat. Today Proc. 2021, 43, 1552–1561. [Google Scholar] [CrossRef]
- Mistri, A.; Bhattacharyya, K.S.; Dhami, N.; Mukherjee, A.; Barai, S.V. Petrographic investigation on recycled coarse aggregate and identification the reason behind the inferior performance. Constr. Build. Mater. 2019, 221, 399–408. [Google Scholar] [CrossRef]
- Petrounias, P.; Rogkala, A.; Giannakopoulou, P.P.; Lampropoulou, P.; Xanthopoulou, V.; Koutsovitis, P.; Koukouzas, N.; Lagogiannis, I.; Lykokanellos, G.; Golfinopoulos, A. An innovative experimental petrographic study of concrete produced by animal bones and human hair fibers. Sustainability 2021, 13, 8107. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Waste Material | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Iron Ore | ||||||||||||
| WGrD | PWTA | POFA | ED | FS | BOS | ROSA | PG | BPD | Floatation Tailings | Fine Tailings from Magnetic Separation | Coarse Tailings from Magnetic Separation | |
| Physical Properties | ||||||||||||
| Specific Gravity | 2.58 | 2.05 | 2.42 | 2.63 | 2.74 | - | - | - | - | - | - | - |
| Fineness Modulus | 1.78 | - | - | 1.41 | 1.63 | - | - | - | - | - | - | - |
| Chemical Compound (%) | - | - | - | - | - | - | - | - | - | - | - | - |
| SiO2 | 57.12 | 43.74 | 62.6 | 67.25 | 68.49 | 11.43 | 45.91 | 2.43 | 21.86 | 84.40 | 47.90 | 90.40 |
| Al2O3 | 15.79 | 0.46 | 4.65 | 16.91 | 17.41 | 1.60 | 26.51 | 0.81 | 3.85 | 0.45 | 5.61 | 0.43 |
| Fe2O3 | 8.45 | 1.3 | 8.12 | 3.48 | 2.62 | 28.24 | 5.23 | 0.36 | 2.57 | 15.10 | 42.40 | 8.38 |
| CaO | - | 49.82 | 5.70 | 0.54 | 0.76 | 41.29 | 6.88 | 37.30 | 53.40 | 0.07 | 0.13 | 0.06 |
| SO3 | 0.12 | 0.32 | 1.16 | - | 3.44 | 0.44 | 1.37 | 53.07 | 7.10 | - | - | - |
| MgO | 3.29 | 0.11 | 3.52 | - | - | 8.27 | 2.13 | 0.40 | 1.13 | <0.1 | <0.1 | <0.1 |
| K2O | 2.76 | 4.04 | 9.05 | 3.08 | - | 0.02 | 1.35 | 0.24 | 3.64 | 0.03 | 0.22 | 0.01 |
| TiO2 | - | - | - | 1.21 | 0.57 | 0.39 | 1.41 | 0.03 | 0.29 | 0.02 | 0.07 | <0.1 |
| P2O5 | - | 0.92 | - | - | - | 1.48 | 0.98 | 0.02 | 0.08 | - | - | - |
| MnO | - | - | - | - | - | 4.35 | 0.08 | <0.01 | 0.02 | 0.02 | 0.33 | 0.06 |
| Na2O | - | - | - | - | - | 0.02 | 0.61 | 0.03 | 0.41 | - | - | - |
| Fe | - | - | - | - | - | - | - | - | - | 10.9 | 29.80 | 6.07 |
| FeO | - | - | - | - | - | - | - | - | - | 0.52 | 0.27 | 0.28 |
| P | - | - | - | - | - | - | - | - | - | 0.024 | 0.214 | 0.035 |
| LOI | - | 12.4 | 6.25 | 3.90 | 5.40 | 3.12 | 7.11 | 4.09 | 5.64 | 0.09 | 2.77 | 0.22 |
| Waste Material | Unit Weight (kg/m3) | Ref. |
|---|---|---|
| FA-1 | 1750–2095 | [15] |
| FA-2 | 2025–2345 | |
| FA-3 | 2100–2350 | |
| PET | 1750–2250 | [19] |
| WCR+SBA-1 | 1770–1800 | [86] |
| WCR+SBA-2 | 1950–2075 | |
| MW | 2270–2370 | [87] |
| 2320–2430 | ||
| PWTA | 1900–2000 | [79] |
| MW | 2080–2170 | [84] |
| FNS | 2133–2880 | [88] |
| BA | 2140–2260 | [14] |
| Ref. | Waste Material | Ratios (%) | Replacement | Days | Increment/Decrement | Mechanical Property |
|---|---|---|---|---|---|---|
| [19] | PET | 0, 5, 10, 15 | Fine Aggregate | 28 | Decrement | Compressive |
| [17] | QD | 0, 20, 30, 40 | Fine Aggregate | 7, 14, 28 | Increment | Compressive |
| GP | 0, 20, 30, 40 | Up to 20% Increment | Compressive | |||
| CrD | 0, 20, 30, 40 | |||||
| CD | 0, 20, 30, 40 | Decrement | Compressive | |||
| [16] | GW | 30 | Sand | 7 | ||
| [15] | FA | 0, 10, 20, 30, 40 | Crushed Sand Stone | 28 | Up to 10% Increment | Compressive |
| [78] | WGrD | 0, 5, 10, 15, 20, 25, 30 | Sand | 3, 7, 28 | Increment | Compressive |
| [82] | WSF | 0, 20, 40, 60, 80, 100 | Sand | 7, 14, 28 | Up to 40% Increment | Compressive |
| [87] | MW | 0, 10, 20, 30, 40 | Aggregate | 3, 7, 28 | Decrement | Compressive |
| [79] | PWTA | 0, 10, 20, 30, 40, 60 | Cement | 7, 28 | Decrement | Compressive |
| [92] | FA | 0, 10, 20, 30, 40 | Fine Aggregate | 7, 28 | Up to 10% Increment | Compressive |
| [81] | WCR | 0, 5, 10, 15, 20, 25 | Fine Aggregate | 28 | Decrement | Compressive |
| [93] | FA+GBFS | 0, 10, 20, 30, 40, 50, 60 | Cement | 3, 7, 28, 90, 180 | Decrement | Compressive |
| [84] | MW | 0, 10, 20, 30, 40 | Cement | 3, 7, 28 | Up to 20% Increment | Compressive |
| [94] | RHA | 0, 5, 10, 15, 20 | Cement | 7, 28, 56 | Up to 10–15% Increment | Compressive |
| [95] | Sinabung Ash | 0, 5, 10, 15, 20, 25 | Cement | Non-curing, 28 | Up to 10–15% Increment | Compressive |
| Lime | 0, 5, 10, 15, 20, 25 | |||||
| [88] | FNS | 0, 10, 20 | Lime Stone Aggregate | 28 | Decrement | Compressive |
| [89] | CRT-glass | 0, 50, 100 | Fine Aggregate | 7, 28, 56 | Decrement | Compressive |
| [14] | BA | 0, 10, 20, 30 | Cement | 90 | - | Compressive |
| Ref. | Waste Material | Ratios (%) | Replacement | Days | Increment/Decrement | Mechanical Property |
|---|---|---|---|---|---|---|
| [78] | WGrD | 0, 5, 10, 15, 20, 25, 30 | Sand | 3, 7, 28 | Up to 25% Increment | Flexural |
| [79] | PWTA | 0, 10, 20, 30, 40, 60 | Cement | 28 | Decrement | Flexural |
| [92] | FA | 0, 10, 20, 30, 40, 50 | Fine Aggregate | 7, 28 | Up to 10–15% Increment | Flexural |
| [81] | WCR | 0, 5, 10, 15, 20, 25 | Fine Aggregate | 28 | Up to 10–15% Increment | Flexural |
| [93] | FA+GBFS | 0, 10, 20, 30, 40, 50, 60 | Cement | 3, 7, 28, 90, 180 | - | Flexural |
| [84] | MW | 0, 10, 20, 30, 40 | Cement | 28 | Up to 10–15% Increment | Flexural |
| [94] | RHA | 0, 5, 10, 15, 20 | Cement | 28, 56 | Up to 10–15% Increment | Flexural |
| [15] | FA | 0, 10, 20, 30, 40 | Crushed Sand Stone | 28 | Up to 10–15% Increment | Splitting |
| [78] | WGrD | 0, 5, 10, 15, 20, 25, 30 | Sand | 3, 7, 28 | Up to 25% Increment | Splitting |
| [82] | FS | 0, 20, 40, 60, 80, 100 | Sand | 7, 28 | Up to 25% Increment | Splitting |
| [87] | MW | 0, 10, 20, 30, 40 | Aggregate | 3, 7, 28 | Decrement | Splitting |
| [94] | RHA | 0, 5, 10, 15, 20 | Cement | 28, 56 | Up to 10% Increment | Splitting |
| [88] | FNS | 0, 10, 20 | Lime Stone Aggregate | 28 | Decrement | Splitting |
| [14] | BA | 0, 10, 20, 30 | Cement | 90, 360 | - | Splitting |
| Waste Material | Days | Water Absorption (%) | Increase/Decrease | Ref. |
|---|---|---|---|---|
| FA-1 | - | 4.05–9.5 | Increase | [15] |
| FA-2 | 8.5–16.5 | Increase | ||
| FA-3 | 3.8–6.1 | Increase | ||
| MW-1 | 5.0–6.0 | Decrease | [87] | |
| MW-2 | 3.75–5.25 | Decrease | ||
| PWTA | 28 | 8.0–11.0 | Increase | [79] |
| FA-1 | - | 3.0–4.5 | Increase | [92] |
| FA-2 | 3.0–5.5 | Increase | ||
| NCA+RCA | 28 | 3.5–5.6 | Increase | [100] |
| RCA | 3.5–9.86 | Increase | ||
| RHA-1 | 7, 56 | 3.20–4.0 | Increase | [94] |
| RHA-2 | 1.6–2.0 | Increase | ||
| RHA-1 * | 5.0–5.5 | Increase | ||
| RHA-2 * | 2.4–2.8 | Increase | ||
| Synthetic Zeolite Admixture-1 | 7, 28 | 4.30–4.60 | Decrease | [101] |
| Synthetic Zeolite Admixture-1 | 4.05–4.35 | Decrease | ||
| FNS | 28 | 4.9–5.6 | Increase | [88] |
| BA-1 | - | 3.0–4.5 | Increase | [14] |
| BA-2 | 4.5–6.0 | Increase | ||
| BA-3 | 4.0–6.0 | Increase | ||
| WGrD | - | 3.97–5.05 | Increase | [78] |
| BA | 28 | 6.0–9.5 | Increase | [102] |
| FA+BA-1 | 3.05–7.5 | Increase | ||
| FA+BA-2 | 5.25–6.0 | Slightly Decrease | ||
| FA+BA-3 | 2.0–2.9 | Increase | ||
| WSF | 7 | 4.2–6.2 | Decrease | [82] |
| PT-1 | - | 5.22–5.8 | Increase | [83] |
| PT-2 | 4.88–5.78 | Decrease | ||
| PoT | 4.76–5.42 | Decrease | ||
| ST | 5.07–5.22 | Decrease | ||
| CH | - | 8.18–9.18 | Increase | [103] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bilir, T.; Aygun, B.F.; Shi, J.; Gencel, O.; Ozbakkaloglu, T. Influence of Different Types of Wastes on Mechanical and Durability Properties of Interlocking Concrete Block Paving (ICBP): A Review. Sustainability 2022, 14, 3733. https://0-doi-org.brum.beds.ac.uk/10.3390/su14073733
Bilir T, Aygun BF, Shi J, Gencel O, Ozbakkaloglu T. Influence of Different Types of Wastes on Mechanical and Durability Properties of Interlocking Concrete Block Paving (ICBP): A Review. Sustainability. 2022; 14(7):3733. https://0-doi-org.brum.beds.ac.uk/10.3390/su14073733
Chicago/Turabian StyleBilir, Turhan, Beyza Fahriye Aygun, Jinyan Shi, Osman Gencel, and Togay Ozbakkaloglu. 2022. "Influence of Different Types of Wastes on Mechanical and Durability Properties of Interlocking Concrete Block Paving (ICBP): A Review" Sustainability 14, no. 7: 3733. https://0-doi-org.brum.beds.ac.uk/10.3390/su14073733