Fusarium Mycotoxins Stability during the Malting and Brewing Processes

 , , , and
, , , and
Abstract
:1. Introduction
2. Results
2.1. Method Validation
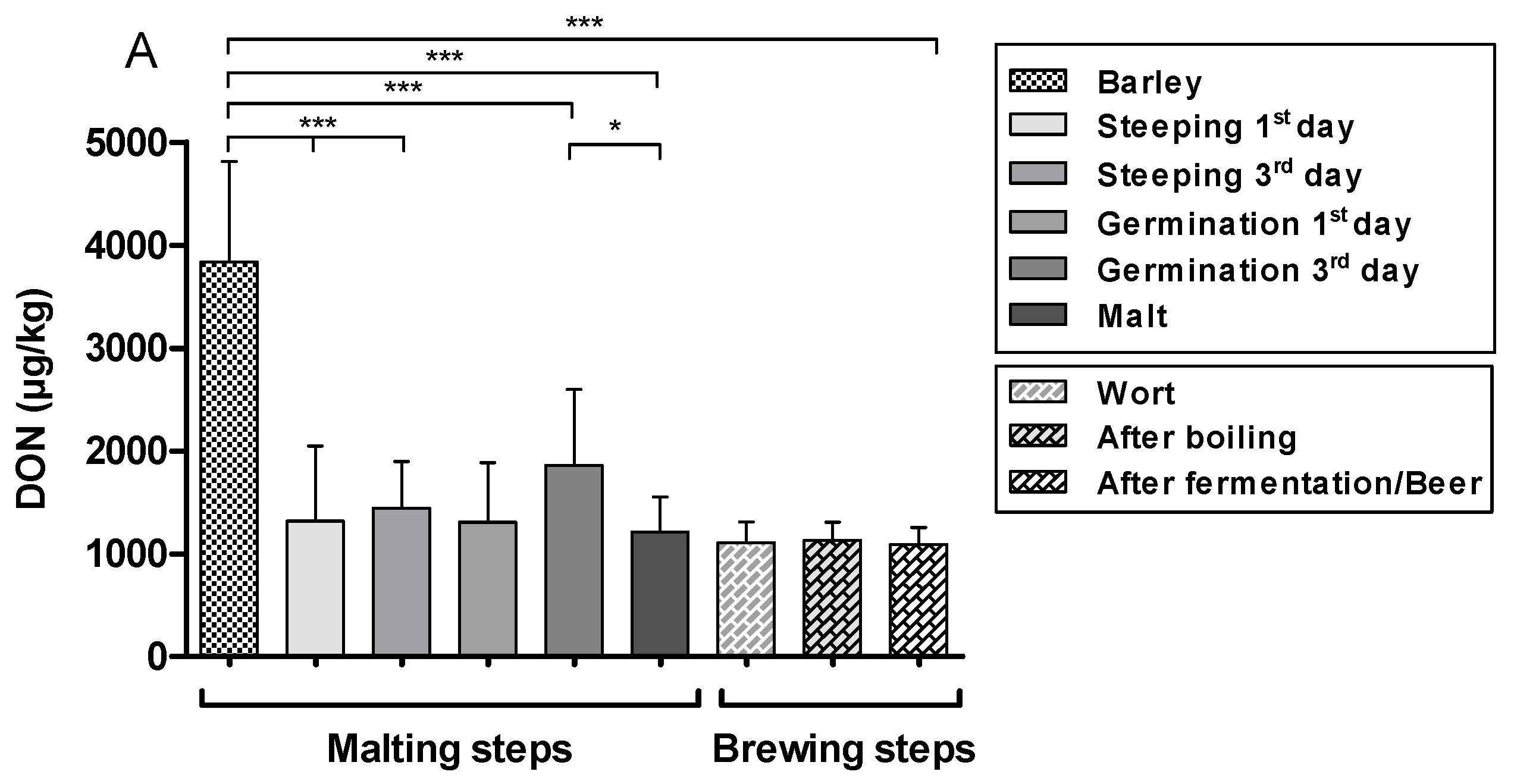
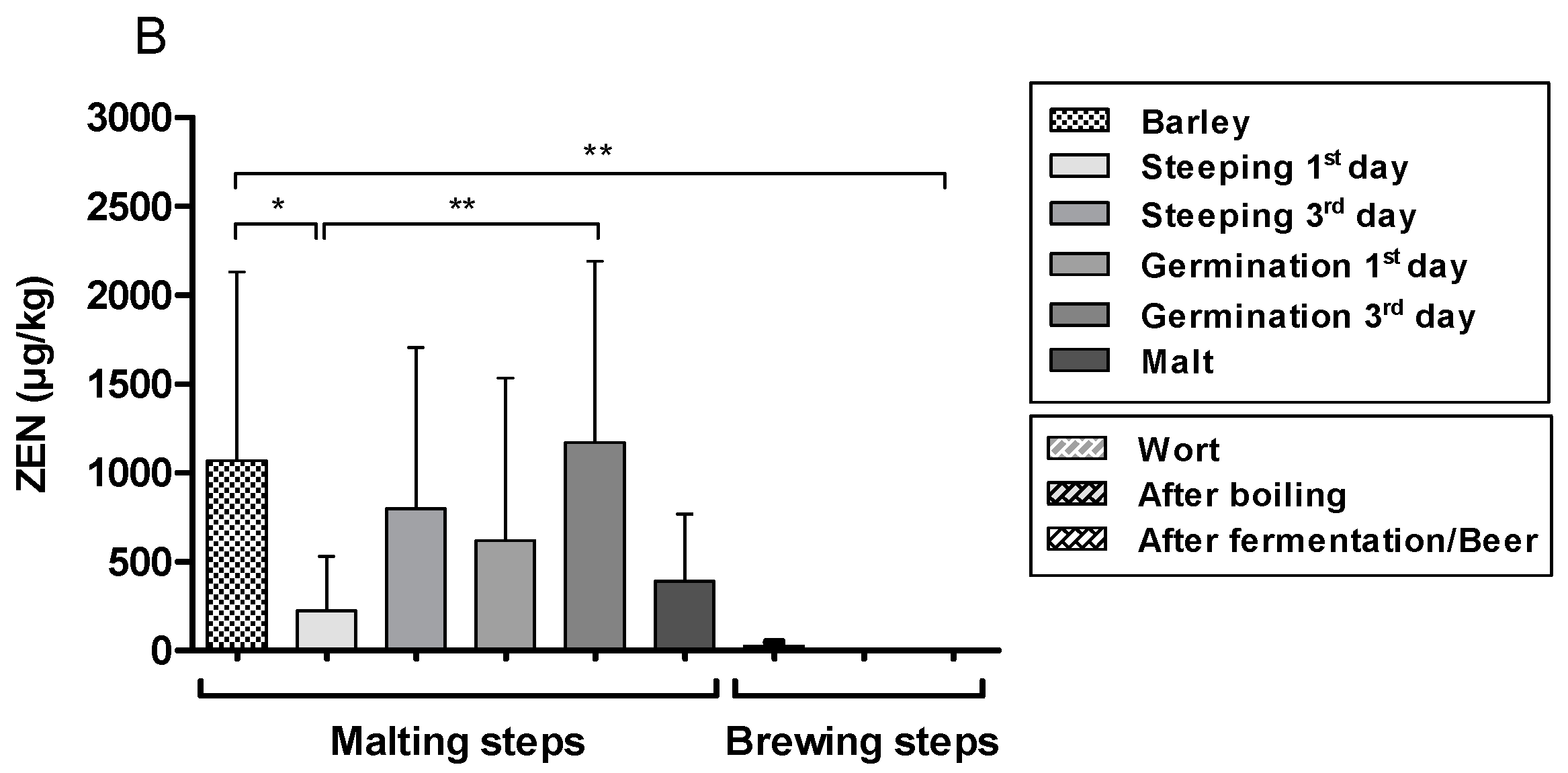
2.2. DON and ZEN Stability during the Malting and Brewing Processes
2.3. Mycotoxin Dietary Intake Estimation from Beer Consumption
3. Discussion
4. Material and Methods
4.1. Samples
4.2. Chemicals and Reagents
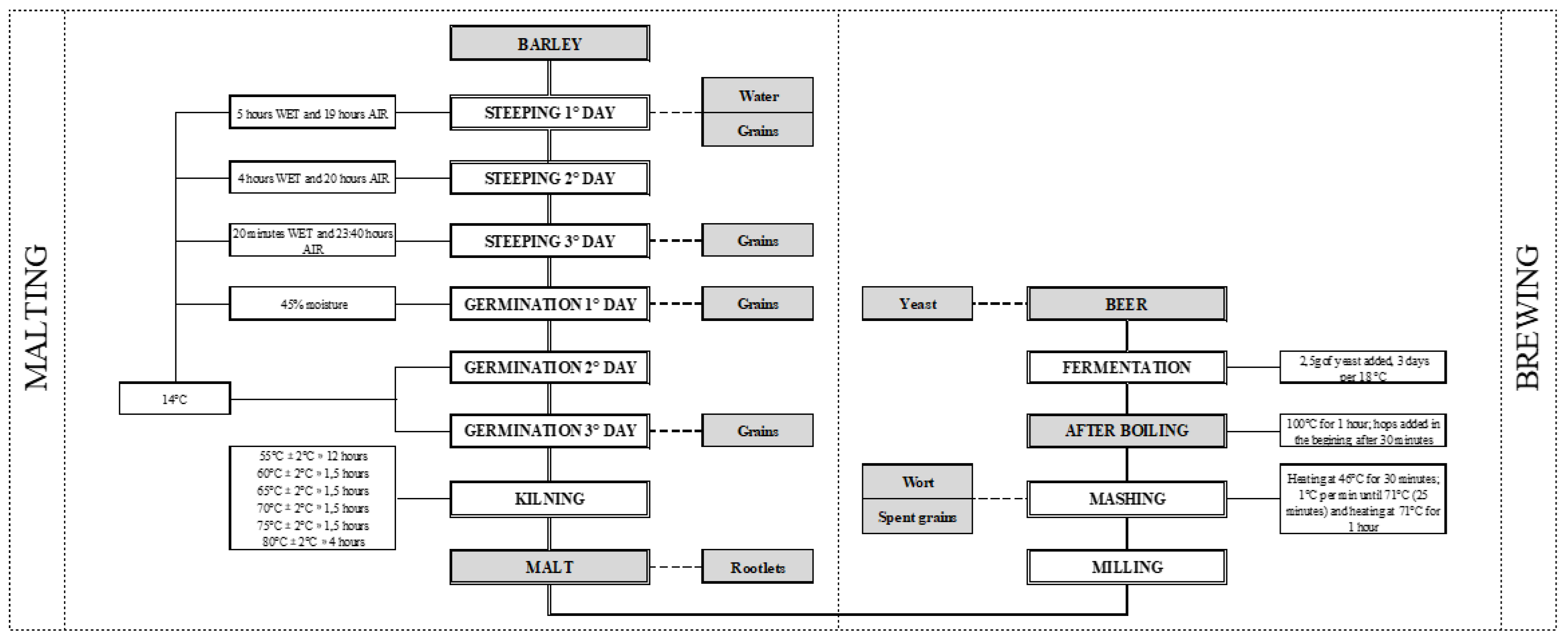
4.3. Malting and Brewing Process
4.4. Extraction and Mycotoxin Cleanup
4.5. LC/MS-MS Method for Analysis
4.6. Estimation of the Average Tolerable Daily Intake (TDI) and Maximum Tolerable Daily Intake
4.7. Statistical Analysis
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Oliveira, M.S.; Rocha, A.; Sulyok, M.; Krska, R.; Mallmann, C.A. Natural mycotoxin contamination of maize (Zea mays L.) in the South region of Brazil. Food Control 2017, 73, 127–132. [Google Scholar] [CrossRef]
- Piacentini, K.C.; Rocha, L.O.; Savi, G.D.; Carnielli-Queiroz, L.; Almeida, F.G.; Minella, E.; Corrêa, B. Occurrence of deoxynivalenol and zearalenone in brewing barley grains from Brazil. Mycotoxin Res. 2018, 34, 173–178. [Google Scholar] [CrossRef] [PubMed]
- Tralamazza, S.M.; Bemvenuti, R.H.; Zorzete, P.; De Souza Garcia, F.; Corrêa, B. Fungal diversity and natural occurrence of deoxynivalenol and zearalenone in freshly harvested wheat grains from Brazil. Food Chem. 2016, 196, 445–456. [Google Scholar] [CrossRef] [PubMed]
- Bolechová, M.; Benešová, K.; Běláková, S.; Čáslavský, J.; Pospíchalová, M.; Mikulíková, R. Determination of seventeen mycotoxins in barley and malt in the Czech Republic. Food Control 2015, 47, 108–113. [Google Scholar] [CrossRef]
- Xu, W.; Han, X.; Li, F. Co-occurrence of multi-mycotoxins in wheat grains harvested in Anhui province, China. Food Control 2019, 96, 180–185. [Google Scholar] [CrossRef]
- Savi, G.D.; Piacentini, K.C.; Bittencourt, K.O.; Scussel, V.M. Ozone treatment efficiency on Fusarium graminearum and deoxynivalenol degradation and its effects on whole wheat grains (Triticum aestivum L.) quality and germination. J. Stored Prod. Res. 2014, 59, 245–253. [Google Scholar] [CrossRef]
- da Rocha, M.E.B.; Freire, F.D.C.O.; Maia, F.E.F.; Guedes, M.I.F.; Rondina, D. Mycotoxins and their effects on human and animal health. Food Control 2014, 36, 159–165. [Google Scholar] [CrossRef]
- Pascari, X.; Ramos, A.J.; Marín, S.; Sanchís, V. Mycotoxins and beer. Impact of beer production process on mycotoxin contamination. A review. Food Res. Int. 2018, 103, 121–129. [Google Scholar] [CrossRef]
- Pestka, J.J.; Smolinski, A.T. Deoxynivalenol: Toxicology and Potential Effects on Humans. J. Toxicol. Environ. Heal. Part B 2005, 8, 39–69. [Google Scholar] [CrossRef]
- Rocha, L.O.; Laurence, M.H.; Proctor, R.H.; McCormick, S.P.; Summerell, B.A.; Liew, E.C.Y. Variation in type A trichothecene production and trichothecene biosynthetic genes in Fusarium goolgardi from Natural Ecosystems of Australia. Toxins (Basel) 2015, 7, 4577–4594. [Google Scholar] [CrossRef]
- van der Lee, T.; Zhang, H.; van Diepeningen, A.; Waalwijk, C. Biogeography of Fusarium graminearum species complex and chemotypes: A review. Food Addit. Contam. Part A 2015, 32, 453–460. [Google Scholar]
- Savi, G.D.; Piacentini, K.C.; Rocha, L.O.; Carnielli-Queiroz, L.; Furtado, B.G.; Scussel, R.; Zanoni, E.T.; Machado-de-Ávila, R.A.; Corrêa, B.; Angioletto, E. Incidence of toxigenic fungi and zearalenone in rice grains from Brazil. Int. J. Food Microbiol. 2018, 270, 5–13. [Google Scholar] [CrossRef]
- Takemura, H.; Shim, J.Y.; Sayama, K.; Tsubura, A.; Zhu, B.T.; Shimoi, K. Characterization of the estrogenic activities of zearalenone and zeranol in vivo and in vitro. J. Steroid Biochem. Mol. Biol. 2007, 103, 170–177. [Google Scholar] [CrossRef]
- Commission Regulation (EC) No 1881/2006 Maximum levels for certain contaminants in food. Off. J. Eur. Union 2006, 2006, 5–24.
- BRASIL Limites máximos tolerados (LMT) para micotoxinas. Agência Nac. Vigilância Sanitária ANVISA 2017, 2017, 3.
- 401/2006/EC Commision Regulation (EC) No 401/2006 of 23 February 2006 laying down the methods of sampling and analysis for the official control of the levels of mycotoxins in foodstuffs. Off. J. Eur. Union 2006, L70, 12–34.
- Briggs, D.E.; Boulton, C.A.; Brookes, P.A.; Stevens, R. Brewing: Science and Practice, 1st ed.; Woodhead Publishing: Cambridge, UK, 2004; ISBN 9781855734906. [Google Scholar]
- Kabak, B. The fate of mycotoxins during thermal food processing. J. Sci. Food Agric. 2009. [CrossRef]
- Briggs, D.E. Malts and Malting, 1st ed.; Blackie Academic & Professional: London, UK, 1998; ISBN 0412298007. [Google Scholar]
- Schwarz, P.B.; Casper, H.H.; Beattie, S. Fate and Development of Naturally Occurring FusariumMycotoxins During Malting and Brewing. J. Am. Soc. Brew. Chem. 1995, 53, 101–127. [Google Scholar]
- Maul, R.; Müller, C.; Rieß, S.; Koch, M.; Methner, F.J.; Irene, N. Germination induces the glucosylation of the Fusarium mycotoxin deoxynivalenol in various grains. Food Chem. 2012, 131, 274–279. [Google Scholar] [CrossRef]
- Schneweis, I.; Meyer, K.; Engelhardt, G.; Bauer, J. Occurrence of Zearalenone-4-b-D-glucopyranoside in Wheat. J. Agric. Food Chem. 2002, 50, 1736–1768. [Google Scholar] [CrossRef] [PubMed]
- Vegi, A.; Schwarz, P.; Wolf-Hall, C.E. Quantification of Tri5 gene, expression, and deoxynivalenol production during the malting of barley. Int. J. Food Microbiol. 2011, 150, 150–156. [Google Scholar] [CrossRef]
- Cavaglieri, L.R.; Keller, K.M.; Pereyra, C.M.; Gonz??lez Pereyra, M.L.; Alonso, V.A.; Rojo, F.G.; Dalcero, A.M.; Rosa, C.A.R. Fungi and natural incidence of selected mycotoxins in barley rootlets. J. Stored Prod. Res. 2009, 45, 147–150. [Google Scholar] [CrossRef]
- Zachariasova, M.; Dzuman, Z.; Veprikova, Z.; Hajkova, K.; Jiru, M.; Vaclavikova, M.; Zachariasova, A.; Pospichalova, M.; Florian, M.; Hajslova, J. Occurrence of multiple mycotoxins in european feedingstuffs, assessment of dietary intake by farm animals. Anim. Feed Sci. Technol. 2014, 193, 124–140. [Google Scholar] [CrossRef]
- Mastanjević, K.; Šarkanj, B.; Warth, B.; Krska, R.; Sulyok, M.; Mastanjević, K.; Šantek, B.; Krstanović, V. Fusarium culmorum multi-toxin screening in malting and brewing by-products. LWT 2018, 98, 642–645. [Google Scholar] [CrossRef]
- Wolf-Hall, C.E. Mold and mycotoxin problems encountered during malting and brewing. Int. J. Food Microbiol. 2007, 119, 89–94. [Google Scholar] [CrossRef]
- Habler, K.; Geissinger, C.; Hofer, K.; Schüler, J.; Moghari, S.; Hess, M.; Gastl, M.; Rychlik, M. Fate of fusarium toxins during brewing. J. Agric. Food Chem. 2017, 65, 190–198. [Google Scholar] [CrossRef] [PubMed]
- Milani, J.; Maleki, G. Effects of processing on mycotoxin stability in cereals. J. Sci. Food Agric. 2014, 94, 2372–2375. [Google Scholar] [CrossRef]
- Piacentini, K.C.; Rocha, L.O.; Fontes, L.C.; Carnielli, L.; Reis, T.A.; Corrêa, B. Mycotoxin analysis of industrial beers from Brazil: The influence of fumonisin B1 and deoxynivalenol in beer quality. Food Chem. 2017, 218, 64–69. [Google Scholar] [CrossRef] [PubMed]
- Basarova, G.; Savel, J.; Petr, B.; Lejsek, T. The Comprehensive Guide to Brewing: From Raw Materials to Packaging; Fachverlag Hans Carl: Nuremberg, Germany, 2017. [Google Scholar]
- EBC European Brewery Convention - Analytica EBC; Fachverlag Hans Carl: Nuremberg, Germany, 2009; ISBN 3-418-00759-7.
- Campagnollo, F.B.; Franco, L.T.; Rottinghaus, G.E.; Kobashigawa, E.; Ledoux, D.R.; Daković, A.; Oliveira, C.A.F. In vitro evaluation of the ability of beer fermentation residue containing Saccharomyces cerevisiae to bind mycotoxins. Food Res. Int. 2015, 77, 643–648. [Google Scholar] [CrossRef]
- Jouany, J.; Yiannikouris, A.; Bertin, G. The chemical bonds between mycotoxins and cell wall components of Saccharomyces cerevisiae have been identified. Arch. Zootech. 2005, 26–50. [Google Scholar]
- Renato Matos Lopes, P.; Marin Morales, E.; Nallin Montagnolli, R. Cerveja brasileira: do campo ao copo. Rev. Agron. Bras. 2018, 1. [Google Scholar] [CrossRef]
- EFSA Deoxynivalenol in food and feed: occurrence and exposure. EFSA J. 2013.
- CPTEC Centro de Previsão de Tempo e Estudos Climáticos—CPTEC/INPE. Available online: http://www.cptec.inpe.br/ (accessed on 5 September 2017).
- INMET Instituto Nacional de Meteorologia. Available online: http://www.inmet.gov.br/portal/ (accessed on 4 December 2017).
- MEBAK. Raw Materials—Barley, Adjuncts, Malt, Hops and Hop Products; MEBAK: Freising-Weihenstephan, Germany, 2011. [Google Scholar]
- Běláková, S.; Benešová, K.; Mikulíková, R.; Svoboda, Z. Determination of ochratoxin A in brewing materials and beer by ultra performance liquid chromatography with fluorescence detection. Food Chem. 2011, 126, 321–325. [Google Scholar] [CrossRef]
- Běláková, S.; Benešová, K.; Čáslavský, J.; Svoboda, Z.; Mikulíková, R. The occurrence of the selected fusarium mycotoxins in czech malting barley. Food Control 2014, 37, 93–98. [Google Scholar] [CrossRef]
- Lopes, P.R.M.; Morales, E.M.; Montagnolli, R.N. Cerveja brasileira: do campo ao copo. Rev. Agron. Bras. 2018, 1, 18–21. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
| Analytes | Matrix | Spiking Level (ng/mL) | Recovery (%) | RSD c (%) | LOD *d | LOQ *e |
|---|---|---|---|---|---|---|
| DON a | Grains (malt) | 100 | 92.1 | 9.2 | 3.5 | 11.6 |
| 500 | 92.9 | 2.9 | ||||
| 1000 | 87.6 | 4.4 | ||||
| Liquid (wort) | 50 | 90.6 | 1.4 | 0.5 | 1.6 | |
| 100 | 91.5 | 2.0 | ||||
| 250 | 94.6 | 1.4 | ||||
| ZEN b | Grains (malt) | 50 | 89.6 | 5.3 | 2.8 | 9.2 |
| 250 | 99.8 | 2.9 | ||||
| 500 | 105.7 | 0.4 | ||||
| Liquid (wort) | 10 | 85.8 | 1.1 | 2.0 | 6.7 | |
| 50 | 89.2 | 0.9 | ||||
| 100 | 97.9 | 0.8 |
| Process | Steps | DON (µg/kg) | ZEN (µg/kg) | ||||
|---|---|---|---|---|---|---|---|
| Average | Maximum | Minimum | Average | Maximum | Minimum | ||
| Malting | Barley | 3835 | 5204 | 2687 | 1070 | 3596 | 175 |
| Water 1st day | 599 | 851 | 470 | 12 | 21 | 3 | |
| Steeping 1st day | 1319 | 2906 | 438 | 222 | 1045 | 53 | |
| Steeping 3rd day | 1442 | 2103 | 754 | 799 | 2602 | 15 | |
| Germination 1st day | 1308 | 2641 | 617 | 618 | 2385 | 57 | |
| Germination 3rd day | 1858 | 2957 | 822 | 1172 | 2854 | 140 | |
| Malt | 1211 | 1780 | 728 | 392 | 1386 | 95 | |
| Rootlets | 1797 | 2181 | 1431 | 1122 | 1735 | 206 | |
| Brewing | Wort | 1105 | 1505 | 808 | 25 | 64 | 9 |
| Spent grains | 1068 | 1742 | 590 | 1429 | 3188 | 200 | |
| After boiling | 1132 | 1483 | 840 | <LOQ | <LOQ | <LOQ | |
| After fermentation/beer | 1089 | 1414 | 863 | <LOQ | <LOQ | <LOQ | |
| Yeast | 166 | 241 | 89 | <LOQ | <LOQ | <LOQ | |
| DON | ||
|---|---|---|
| Level Study | Level Regulation | |
| Mean (µg/L) | 272.17 | 88.75 |
| Daily average exposure (µg/kg/bw) | 0.77 | 0.25 |
| Tolerable daily intake (µg/kg/bw) | 1 | 1 |
| % of tolerable daily intake | 77 | 25 |
| Mycotoxin | Retention Time (min.) | Precursor ion (m/z) | Product ion (m/z) * | Normalized CE (%) | Tube Lens |
|---|---|---|---|---|---|
| DON | 6.3 | 355 | 295C | 34 | 15 |
| 265Q | |||||
| ZEN | 16.2 | 317 | 273C | 64 | 15 |
| 299Q |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Piacentini, K.C.; Běláková, S.; Benešová, K.; Pernica, M.; Savi, G.D.; Rocha, L.O.; Hartman, I.; Čáslavský, J.; Corrêa, B. Fusarium Mycotoxins Stability during the Malting and Brewing Processes. Toxins 2019, 11, 257. https://0-doi-org.brum.beds.ac.uk/10.3390/toxins11050257
Piacentini KC, Běláková S, Benešová K, Pernica M, Savi GD, Rocha LO, Hartman I, Čáslavský J, Corrêa B. Fusarium Mycotoxins Stability during the Malting and Brewing Processes. Toxins. 2019; 11(5):257. https://0-doi-org.brum.beds.ac.uk/10.3390/toxins11050257
Chicago/Turabian StylePiacentini, Karim C., Sylvie Běláková, Karolína Benešová, Marek Pernica, Geovana D. Savi, Liliana O. Rocha, Ivo Hartman, Josef Čáslavský, and Benedito Corrêa. 2019. "Fusarium Mycotoxins Stability during the Malting and Brewing Processes" Toxins 11, no. 5: 257. https://0-doi-org.brum.beds.ac.uk/10.3390/toxins11050257