
Waveguide Manufacturing Technologies for Next-Generation Millimeter-Wave Antennas

 , , , ,
, , , ,
Abstract
:1. Introduction
2. High-Precision Subtractive Machining
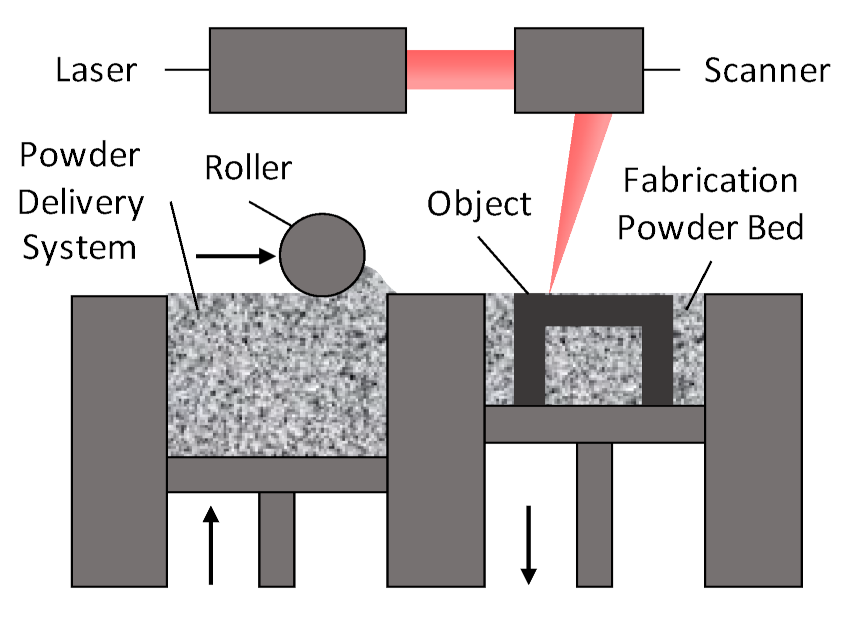
3. Direct Metal Laser Sintering (DMLS)
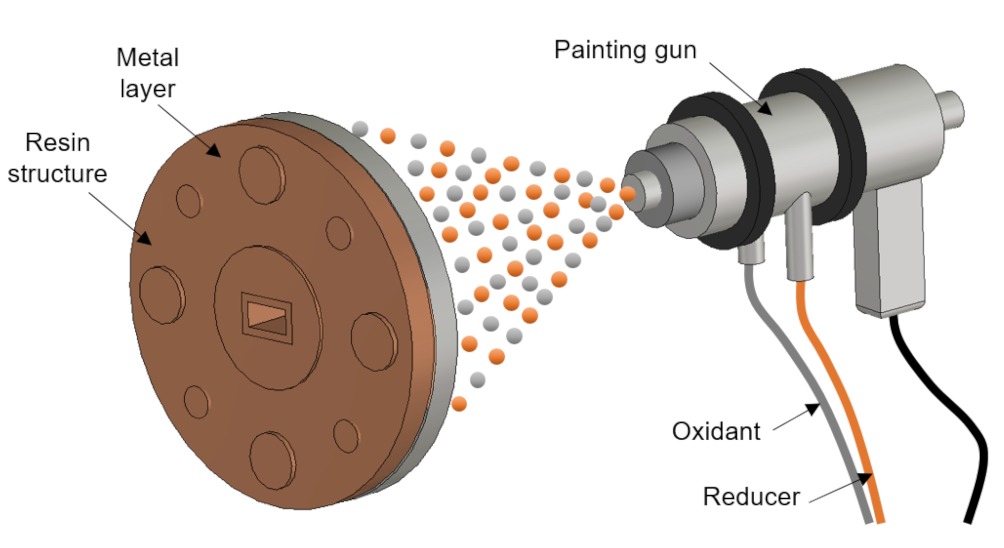
4. Stereolithography (SLA) and Post-Metallization Process
5. Discussion
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- 3GPP Specification Series: 38 Series. Available online: https://www.3gpp.org/release-16 (accessed on 11 November 2021).
- Guidotti, A.; Vanelli-Coralli, A.; Conti, M.; Andrenacci, S.; Chatzinotas, S.; Maturo, N.; Evans, B.; Awoseyila, A.; Ugolini, A.; Foggi, T.; et al. Architectures and key technical challenges for 5G systems incorporating satellites. Inst. Electr. Electron. Eng. Trans. Veh. Technol. 2019, 68, 2624–2639. [Google Scholar] [CrossRef] [Green Version]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; Springer: New York, NY, USA, 2014; Chapter 5. [Google Scholar] [CrossRef]
- Barnatt, C. 3D Printing, 2nd ed.; CreateSpace: Scotts Valley, CA, USA, 2014. [Google Scholar]
- Sorrentino, R.; Martin-Iglesias, P.; Peverini, O.A.; Weller, T.M. Additive Manufacturing of Radio-Frequency Components [Scanning the Issue]. Proc. Inst. Electr. Electron. Eng. 2017, 105, 589–592. [Google Scholar] [CrossRef]
- Delhote, N.; Baillargeat, D.; Verdeyme, S.; Delage, C.; Chaput, C. Ceramic layer-by-layer stereolithography for the manufacturing of 3-D millimeter-wave filters. IEEE Trans. Microw. Theory Technol. 2007, 55, 548–554. [Google Scholar] [CrossRef]
- Lorente, J.A.; Mendoza, M.M.; Petersson, A.Z.; Pambaguian, L.; Melcon, A.A.; Ernst, C. Single part microwave filters made from selective laser melting. In Proceedings of the European Microwave Conference (EuMC), Rome, Italy, 29 September–1 October 2009; pp. 1421–1424. [Google Scholar] [CrossRef]
- Zhang, B.; Zirath, H. 3D printed iris bandpass filters for millimetrewave applications. Electron. Lett. 2015, 51, 1791–1793. [Google Scholar] [CrossRef]
- Sanz-Izquierdo, B.; Parker, E.A. 3-D printing of elements in frequency selective arrays. IEEE Trans. Antennas Propag. 2014, 62, 6060–6066. [Google Scholar] [CrossRef]
- Zhang, B.; Zirath, H. Metallic 3-D printed rectangular waveguides for millimeter-wave applications. IEEE Trans. Compon. Packag. Manuf. Technol. 2016, 6, 796–804. [Google Scholar] [CrossRef]
- Verploegh, S.; Coffey, M.; Grossman, E.; Popović, Z. Properties of 50–110-GHz Waveguide Components Fabricated by Metal Additive Manufacturing. IEEE Trans. Microw. Theory Tech. 2017, 65, 5144–5153. [Google Scholar] [CrossRef]
- Nawaz, M.I.; Huiling, Z.; Nawaz, M.S.S.; Zakim, K.; Zamin, S.; Khan, A. A review on wideband microstrip patch antenna design techniques. In Proceedings of the International Conference on Aerospace Science & Engineering (ICASE), Islamabad, Pakistan, 21–23 August 2013; pp. 1–8. [Google Scholar] [CrossRef]
- Bozzi, M.; Georgiadis, A.; Wu, K. Review of substrate-integrated waveguide circuits and antennas. IET Microw. Antennas Propag. 2011, 5, 909–920. [Google Scholar] [CrossRef]
- Wady, M.; Swelam, W.; Azeem, M.H.A. Low-cost steerable antenna for satellite applications. In Proceedings of the 18th International Conference on Aerospace Sciences & Aviation Technology, Cairo, Egypt, 9–11 April 2019; Volume 610. [Google Scholar] [CrossRef]
- He, Y.; Lv, S.; Zhao, L.; Huang, G.L.; Chen, X.; Lin, W. A Compact Dual-Band and Dual-Polarized Millimeter-Wave Beam Scanning Antenna Array for 5G Mobile Terminals. IEEE Access 2021, 9, 109042–109052. [Google Scholar] [CrossRef]
- Cavallo, D.; Syed, W.H.; Neto, A. Connected-Slot Array with Artificial Dielectrics: A 6 to 15 GHz Dual-Pol Wide-Scan Prototype. IEEE Trans. Antennas Propag. 2018, 66, 3201–3206. [Google Scholar] [CrossRef] [Green Version]
- Garcia-Marin, E.; Sanchez-Olivares, P.; Masa-Campos, J.L.; Ruiz-Cruz, J.A.; Herranz-Alpanseque, J.; Garcia-Froilan, R.; Criado-Lopez, F. Dual Circularly Polarized Array Antenna Based on Corporate Feeding Network in Square Waveguide Technology. IEEE Trans. Antennas Propag. 2021, 69, 1763–1768. [Google Scholar] [CrossRef]
- Li, T.; Meng, H.; Dou, W. Design and Implementation of Dual-Frequency Dual-Polarization Slotted Waveguide Antenna Array for Ka-Band Application. IEEE Antennas Wirel. Propag. Lett. 2014, 13, 1317–1320. [Google Scholar] [CrossRef]
- Hirokawa, J.; Miyagawa, T.; Ando, M.; Goto, N. Waveguide-fed parallel plate slot array antenna. IEEE Trans. Antennas Propag. 1992, 40, 218–223. [Google Scholar] [CrossRef]
- Uher, J.; Bornemann, J.; Rosenberg, U. Waveguide Components for Antenna Feed Systems: Theory and CAD; Artech House: Boston, MA, USA, 1993. [Google Scholar]
- Shellabear, M.; Nyrhilä, O. DMLS—Development history and state of the art. In Proceedings of the Laser Assisted Netshape Engineering (LANE) Conference, Erlangen, Germany, 21–24 September 2004; pp. 1–12. [Google Scholar]
- Polo-López, L.; Córcoles, J.; Ruiz-Cruz, J.A.; Montejo-Garai, J.R.; Rebollar, J.M. Triple Radiation Pattern Monopulse Horn Feed with Compact Single-layer Comparator Network. IEEE Trans. Antennas Propag. 2021, 69, 2546–2559. [Google Scholar] [CrossRef]
- Shelley, M.; Vazquez, J.; Moore, D. X- and Ka-band low profile antennas for aeronautical and land mobile satcom. In Proceedings of the 8th European Conference on Antennas and Propagation (EuCAP 2014), The Hague, The Netherlands, 6–11 April 2014; pp. 2619–2622. [Google Scholar] [CrossRef]
- Al-Tarifi, M.A.; Filipovic, D.S. Design and Fabrication of a Full W-Band Multi-Step Waveguide 90° Twist. IEEE Microw. Wirel. Compon. Lett. 2016, 26, 903–905. [Google Scholar] [CrossRef]
- Manafi, S.; Al-Tarifi, M.; Filipovic, D.S. 45–110 GHz Quad-Ridge Horn with Stable Gain and Symmetric Beam. IEEE Trans. Antennas Propag. 2017, 65, 4858–4863. [Google Scholar] [CrossRef]
- Protolabs. Design Guidelines: Stereolithography (SLA). Available online: https://www.protolabs.com/ (accessed on 9 September 2021).
- Xu, L.; Lin, Y.; Li, J.; Wang, H.; Xu, J. Ka-Band Monolithic Stereolithography 3-D Printed Broadband Passive Waveguide Devices. In Proceedings of the 2018 International Conference on Microwave and Millimeter Wave Technology (ICMMT), Chengdu, China, 7–11 May 2018; pp. 1–3. [Google Scholar] [CrossRef]
- Decrossas, E.; Reck, T.; Lee, C.; Jung-Kubiak, C.; Mehdi, I.; Chattopadhyay, G. Evaluation of 3D printing technology for corrugated horn antenna manufacturing. In Proceedings of the 2016 Institute of Electrical and Electronics Engineers International Symposium on Electromagnetic Compatibility (EMC), Ottawa, ON, Canada, 25–29 July 2016; pp. 251–255. [Google Scholar] [CrossRef] [Green Version]
- D’Auria, M.; Otter, W.J.; Hazell, J.; Gillatt, B.T.; Long-Collins, C.; Ridler, N.M.; Lucyszyn, S. 3-D Printed Metal-Pipe Rectangular Waveguides. IEEE Trans. Compon. Packag. Manuf. Technol. 2015, 5, 1339–1349. [Google Scholar] [CrossRef] [Green Version]
- Miek, D.; Kamrath, F.; Boe, P.; Höft, M. WR-3 Band Waveguide Filter Tolerance Analysis and Surface Metallization Comparison. J. Infrared Millim. Terahertz Waves 2020, 41, 1576–1590. [Google Scholar] [CrossRef]
- Kildal, P.S.; Alfonso, E.; Valero-Nogueira, A.; Rajo-Iglesias, E. Local Metamaterial-Based Waveguides in Gaps Between Parallel Metal Plates. IEEE Antennas Wirel. Propag. Lett. 2009, 8, 84–87. [Google Scholar] [CrossRef]
- Olver, A.; Clarricoats, P.; Kishk, A.; Shafai, L. Microwave Horns and Feeds. In Electromagnetic Waves Series; Institution of Electrical Engineers: London, UK; New York, NY, USA, 1994. [Google Scholar]
- Shen, R.; Ye, X.; Miao, J. Design of a Multimode Feed Horn Applied in a Tracking Antenna. IEEE Trans. Antennas Propag. 2017, 65, 2779–2788. [Google Scholar] [CrossRef]
- Milewski, J. Additive Manufacturing of Metals: From Fundamental Technology to Rocket Nozzles, Medical Implants, and Custom Jewelry; Springer International Publishing: Berlin/Heidelberg, Germany, 2017; Chapter 8. [Google Scholar]
- Redwood, B.; Schöffer, F.; Garret, B. The 3D Printing Handbook: Technologies, Design and Applications; 3D Hubs: Amsterdam, The Netherlands, 2017; Chapter 4, 7. [Google Scholar]
- Polo-López, L.; Masa-Campos, J.L.; Muriel-Barrado, A.T.; Sanchez-Olivares, P.; Garcia-Marin, E.; Córcoles, J.; Ruiz-Cruz, J.A. Mechanically Reconfigurable Linear Phased Array Antenna Based on Single-block Waveguide Reflective Phase Shifters with Tuning Screws. IEEE Access 2020, 8, 113487–113497. [Google Scholar] [CrossRef]
- Leino, M.K.; Montoya Moreno, R.; Ala-Laurinaho, J.; Valkonen, R.; Viikari, V. Waveguide-Based Phased Array with Integrated Element-Specific Electronics for 28 GHz. IEEE Access 2019, 7, 90045–90054. [Google Scholar] [CrossRef]
- Ji, Y.; Ge, L.; Wang, J.; Chen, Q.; Wu, W.; Li, Y. Reconfigurable Phased-Array Antenna Using Continuously Tunable Substrate Integrated Waveguide Phase Shifter. IEEE Trans. Antennas Propag. 2019, 67, 6894–6908. [Google Scholar] [CrossRef]
- Ghasemi, A.; Laurin, J.-J. A Continuous Beam Steering Slotted Waveguide Antenna Using Rotating Dielectric Slabs. IEEE Trans. Antennas Propag. 2019, 67, 6362–6370. [Google Scholar] [CrossRef] [Green Version]
- CSEM & Swissto12. Improving the Adhesion of Metallic Coatings onto 3D Printed Plastic RF Components. Available online: https://www.csem.ch/pdf/128386?name=CSEM-STR-2019-p43.pdf (accessed on 11 November 2021).
- Garcia-Vigueras, M.; Menargues, E.; Debogovic, T.; Silva, J.; Dimitriadis, A.; Capdevila, S.; Mosig, J.R.; de Rijk, E. Mm-wave antennas and components: Profiting from 3D-printing. In Proceedings of the 2017 International Conference on Electromagnetics in Advanced Applications (ICEAA), Verona, Italy, 11–15 September 2017; pp. 1016–1020. [Google Scholar] [CrossRef]
- Dimitriadis, A.I.; Debogović, T.; Favre, M.; Billod, M.; Barloggio, L.; Ansermet, J.P.; De Rijk, E. Polymer-Based Additive Manufacturing of High-Performance Waveguide and Antenna Components. Proc. IEEE 2017, 105, 668–676. [Google Scholar] [CrossRef]
- Silva, J.S.; Garcia-Vigueras, M.; Debogović, T.; Costa, J.R.; Fernandes, C.A.; Mosig, J.R. Stereolithography-Based Antennas for Satellite Communications in Ka-Band. Proc. IEEE 2017, 105, 655–667. [Google Scholar] [CrossRef]
- Timbie, P.T.; Grade, J.; van der Weide, D.; Maffei, B.; Pisano, G. Stereolithographed mm-wave corrugated horn antennas. In Proceedings of the 2011 International Conference on Infrared, Millimeter, and Terahertz Waves, Houston, TX, USA, 2–7 October 2011. [Google Scholar] [CrossRef]
- Von Bieren, A.; De Rijk, E.; Ansermet, J.P.; Macor, A. Monolithic metal-coated plastic components for mm-wave applications. In Proceedings of the 39th International Conference on Infrared, Millimeter, and Terahertz Waves, Tucson, AZ, USA, 14–19 September 2014; pp. 1–2. [Google Scholar] [CrossRef] [Green Version]
- Macor, A.; De Rijk, E.; Alberti, S.; Goodman, T.; Ansermet, J.P. Note: Three-dimensional stereolithography for millimeter wave and terahertz applications. Rev. Sci. Instrum. 2012, 83, 046103. [Google Scholar] [CrossRef]
- Jet Metal Tecnnologies. Metallization Principle. 2018. Available online: http://jetmetal-tech.com (accessed on 11 November 2021).
- Alkaraki, S.; Gao, Y.; Stremsdoerfer, S.; Gayets, E.; Parini, C.G. 3D Printed Corrugated Plate Antennas with High Aperture Efficiency and High Gain at X-Band and Ka-Band. IEEE Access 2020, 8, 30643–30654. [Google Scholar] [CrossRef]
- Tak, J.; Kantemur, A.; Sharma, Y.; Xin, H. A 3-D-Printed W-Band Slotted Waveguide Array Antenna Optimized Using Machine Learning. IEEE Antennas Wirel. Propag. Lett. 2018, 17, 2008–2012. [Google Scholar] [CrossRef]
- Jammes, A.; des Gayets, E.; Staelens, K.; Feger, R.; Lampersberger, T.; Stelzer, A. Silver metallization of 77 GHz 3D printed horn antennas. In Proceedings of the 12th European Conference on Antennas and Propagation (EuCAP 2018), London, UK, 9–13 April 2018; pp. 1–4. [Google Scholar] [CrossRef]
- Márquez-Segura, E.; Shin, S.H.; Dawood, A.; Ridler, N.; Lucyszyn, S. Microwave Characterization of Conductive PLA and Its Application to a 12 to 18 GHz 3-D Printed Rotary Vane Attenuator. IEEE Access 2021, 9, 84327–84343. [Google Scholar] [CrossRef]
- Sanchez-Olivares, P.; Masa-Campos, J.L.; Garcia-Marin, E.; Escalona-Moreno, D. High-Gain Conical-Beam Travelling-Wave Array Antenna Based on Slotted Circular Waveguide at Ku-band. IEEE Trans. Antennas Propag. 2020, 68, 6435–6440. [Google Scholar] [CrossRef]
- Sanchez-Olivares, P.; Masa-Campos, J.L.; Garcia-Marin, E. Dual-Polarization and Dual-Band Conical-Beam Array Antenna Based on Dual-Mode Cross-Slotted Cylindrical Waveguide. IEEE Access 2021, 9, 94109–94121. [Google Scholar] [CrossRef]
- Kruzelecky, R.V.; Haddad, E.; Wong, B.; Jamroz, W.; Soltani, M.; Chaker, M.; Nikanpour, D.; Jiang, X.X. Multifunction smart coatings for space applications. In Protection of Materials and Structures from the Space Environment; Springer: Dordrecht, The Netherlands, 2006; Volume 6, pp. 277–293. [Google Scholar] [CrossRef]
- Sheikh, D.A.; Connell, S.J.; Dummer, R.S. Durable silver coating for Kepler Space Telescope primary mirror. In Proceedings of the SPIE 7010, Space Telescopes and Instrumentation 2008: Optical, Infrared, and Millimeter, Marseille, France, 23–28 June 2008; Volume 70104E. [Google Scholar] [CrossRef]
- Shukla, S.; Gomathi, N.; George, R. Autocatalytic silver-plating of aluminium radio frequency waveguides with autocatalytic nickel as the undercoat for space applications. Surf. Topogr. Metrol. Prop. 2014, 2, 045004. [Google Scholar] [CrossRef]
- Mendoza, M.M.; Sobrino, S.; Daganzo, A.I.; Debogovic, T.; Favre, M.; de Rijk, E. Electrical tests of Ka band input filters for space applications. In Proceedings of the 2017 11th European Conference on Antennas and Propagation (EUCAP), Paris, France, 19–24 March 2017; pp. 572–575. [Google Scholar] [CrossRef]
- Dorlé, A.; Gillard, R.; Menargues, E.; Van Der Vorst, M.; De Rijk, E.; Martín-Iglesias, P.; García-Vigueras, M. Additive Manufacturing of Modulated Triple-Ridge Leaky-Wave Antenna. IEEE Antennas Wirel. Propag. Lett. 2018, 17, 2123–2127. [Google Scholar] [CrossRef]
- Le Sage, G.P. 3D Printed Waveguide Slot Array Antennas. IEEE Access 2016, 4, 1258–1265. [Google Scholar] [CrossRef]
- Palomares-Caballero, A.; Alex-Amor, A.; Valenzuela-Valdés, J.; Padilla, P. Millimeter-Wave 3-D-Printed Antenna Array Based on Gap-Waveguide Technology and Split E-Plane Waveguide. IEEE Trans. Antennas Propag. 2021, 69, 164–172. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | [22] | [33] |
|---|---|---|
| (GHz) | 35 | 93 |
| Sum Gain (dBi) | 24 | 20 |
| Diff Gain (dBi) | 22 | 18 |
| Sum Cxp (dB) | −21 | N/A |
| Diff Cxp (dB) | −21 | N/A |
| BW (%) @ 20 dB | 2.3 | 3.0 |
| Isolation (dB) | 33 | 25 |
| Measurements | Desired | ||||||
|---|---|---|---|---|---|---|---|
| 0 | 0 | 358.3 | 358.8 | 0.0 | 0 | 0 | 0 |
| 5 | 25.1 | 26.0 | 48.0 | 74.3 | 25.1 | 50.2 | 75.3 |
| 10 | 50.0 | 49.1 | 105.0 | 160.6 | 50.0 | 100.0 | 150.0 |
| 15 | 74.5 | 77.9 | 153.3 | 224.0 | 74.5 | 149.0 | 223.6 |
| 20 | 98.5 | 92.7 | 200.4 | 297.1 | 98.5 | 197.0 | 295.5 |
| 25 | 121.7 | 115.9 | 246.1 | 5.5 | 121.7 | 243.4 | 5.14 |
| Parameter | [36] | [37] | [38] | [39] |
|---|---|---|---|---|
| Nº of elements | 4 × 1 | 4 × 4 | 4 × 1 | 20 × 1 |
| (GHz) | 17.0 | 28.0 | 5.5 | 9.4 |
| Scanning range ( ) | 50 | 40 | 90 | 14 |
| Power losses (dB) | 0.46 | 8.50 | 1.50 | 0.73 |
| Measured gain (dB) | 12.0 | 10.7 | 11.0 | 19.1 |
| BW @ 12 dB | 23.5 | 9.0 | 12.8 | 4.3 |
| Parameter | [53] | [58] | [59] | [60] | [48] |
|---|---|---|---|---|---|
| Description | Conformal slotted array | Linear slotted array | Linear slotted array | Planar slotted array | Corrugated Plate Antenna |
| Polarization | Dual | Dual | Single | Single | Single |
| Frequency (GHz) | 38.5 | 23.3 | 21.7 | 70.0 | 11.3 |
| Efficiency (%) | 85/89 | 87/92 | 95 | 71/89 | 56.6 |
| Peak gain (dBi) | 13.5/14 | 17.8/18.2 | 29.5 | 20.0 | 18.7 |
| Beam shape | Conical | Pencil | Pencil | Pencil | Pencil |
| High-Precision Subtractive Machining | Direct Metal Laser Sintering | Stereolithography + Post-Metallization | |
|---|---|---|---|
| Surface finish | Perfect | Poor | Good |
| Internal channel manufacturing | No | Yes | Yes |
| Effective conductivity | Very high | Medium | High |
| Cost | Medium | Medium | Low |
| Weight | Heavy | Heavy | Light |
| Maturity | High | Low | Medium |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Polo-López, L.; Sanchez-Olivares, P.; García-Marín, E.; Ruiz-Cruz, J.A.; Córcoles, J.; Masa-Campos, J.L.; Montejo-Garai, J.R.; Rebollar, J.M. Waveguide Manufacturing Technologies for Next-Generation Millimeter-Wave Antennas. Micromachines 2021, 12, 1565. https://0-doi-org.brum.beds.ac.uk/10.3390/mi12121565
Polo-López L, Sanchez-Olivares P, García-Marín E, Ruiz-Cruz JA, Córcoles J, Masa-Campos JL, Montejo-Garai JR, Rebollar JM. Waveguide Manufacturing Technologies for Next-Generation Millimeter-Wave Antennas. Micromachines. 2021; 12(12):1565. https://0-doi-org.brum.beds.ac.uk/10.3390/mi12121565
Chicago/Turabian StylePolo-López, Lucas, Pablo Sanchez-Olivares, Eduardo García-Marín, Jorge A. Ruiz-Cruz, Juan Córcoles, José L. Masa-Campos, José R. Montejo-Garai, and Jesús M. Rebollar. 2021. "Waveguide Manufacturing Technologies for Next-Generation Millimeter-Wave Antennas" Micromachines 12, no. 12: 1565. https://0-doi-org.brum.beds.ac.uk/10.3390/mi12121565