1. Introduction
Metal Matrix Composites (MMCs) are the lightweight materials possessing enormous exceptional mechanical and physical properties such as high specific strength, stiffness and wear resistance [
1,
2,
3]. SiC particles reinforced aluminum matrix (Al-SiC) is one of the categories of MMCs finding huge applications in the aerospace and automotive sectors and various other industries. The machining of difficult-to-cut materials such as ceramics, super alloys and composites has been a major challenge for manufacturing industries in today’s era. New and advanced machining techniques as “non-conventional machining methods” have been the breakthrough to curb the engineering challenges posed by the rapid growth in the development of such materials. These days, these non-conventional machining processes are more commonly employed in the manufacturing for machining such hard-to-process materials class. One such machining method- EDM, is being widely used for machining all kinds of metallic materials to the desired size and shape accurately regardless of their mechanical properties [
4]. It is a thermoelectric technique wherein, material removal and desired surface roughness from the workpiece is achieved by the spark generated repeatedly between tool and workpiece submerged in dielectric. Indeed, the selection of suitable machining parameters is of utmost important to achieve optimal machining responses [
5,
6]. For instance, as reported [
7] surface roughness depended capillary imbibitions phenomenon is very important parameters in many applications of petroleum engineering, textile industries or fuel cell etc. Thus, these desired roughness can easily controlled with the suitable tuning of EDM spark energy parameters. Furthermore, aerospace related prototypes and products, automobile industry, electronics, medical and surgical components are the few prominent fields where applications of this manufacturing technology can be witnessed [
8]. Additionally, desired surface modification or topology of numerous parts in medical, aeronautical and aerospace industry has been achieved using the optimized EDM process [
9].
However, the reliability and safety of conventional ED machined components is being questioned repeatedly. The surface cracking of the machined components owing to the development of recast layer (also known as white layer) and heat affected zone underneath it has been the prominent issue. The hybrid machining (mixing of two or more conventional machining processes) has proved to be a key future technology to solve this issue. Owing to this, it’s never been an uphill task to achieve desired surface integrity as complex shapes and precision with the advent of hybrid EDM. The hybrid EDM is a mechanism to enhance the machining characteristics of a conventional EDM by combining various individual processes together to achieve desired surface integrity and stability of process and to overcome the limitations of the individual constituents [
10,
11]. From the research studies [
12], it is witnessed that the magnetic field incorporation with conventional EDM technique significantly improves the thermoelectric properties, enhancing its machining capability. In addition, various researchers have experimented with EDM to improve for its low MRR, and enhance the surface properties of workpiece by mixing various types of powders in dielectric fluid (known as powder mixed EDM), which has proved to be a major breakthrough [
13,
14,
15]. Likewise, an increased MRR and micro-hardness of machined surface along with reduced roughness has been witnessed in powder mixed hybrid EDM by researchers [
16]. The research community has also been successful in achieving mirror-finish surfaces with a powder-mixed dielectric [
17,
18].
A novel hybrid EDM methodology using the external magnetic field has showcases its process effectiveness by enhancing the effective debris expulsion from the melt pool. Some researchers and academicians have put forward the impact of magnetic field on MRR and Surface Roughness (SR) [
19] experimentally in the spark machining process. Moving a step forward, Heinz et al. [
20] fully investigated the possibility to employ external magnetic field to generate a ‘Lorentz Force’ (LF) affecting the melt pool as a resultant of mutually perpendicular electric and magnetic fields. Recently, Rouniyar and Shandilya [
21] experimented with an identical hybrid EDM process assisted by external magnetic field and highlighted that a resultant Force (RF) was witnessed. They demonstrated that the RF was due to the interplay of Magnetic Field (MF) and Electric Field (EF), which as a result increased the density of electrons and enhanced MRR.
This elaborative literature study encouraged the authors to dive deep into this magnetic and electric field interference to explore and uncover its process capabilities. The review of past work recognized the noteworthy effects of magnetic field on the EDM process parameters. Therefore, we aimed the present study towards the investigation of the effects of Magnetic field on the output parameters of Al-SiC composite when coupled with EDM. The quest for more efficient machining techniques necessitated the requirement of hybridization of state-of-the-art technologies with exceptional efficiency and stability. The main motive behind this study was to analyze the performance of magnetic field environment on powder mixed assisted EDM operation on machining characteristics for instance, MRR, MH, and SR of Al-SiC metal matrix composite. The prominent process parameters like peak current, duration of T-on/off, and magnetic field intensity were selected to analyze their effects on process performance.
2. Experimentation
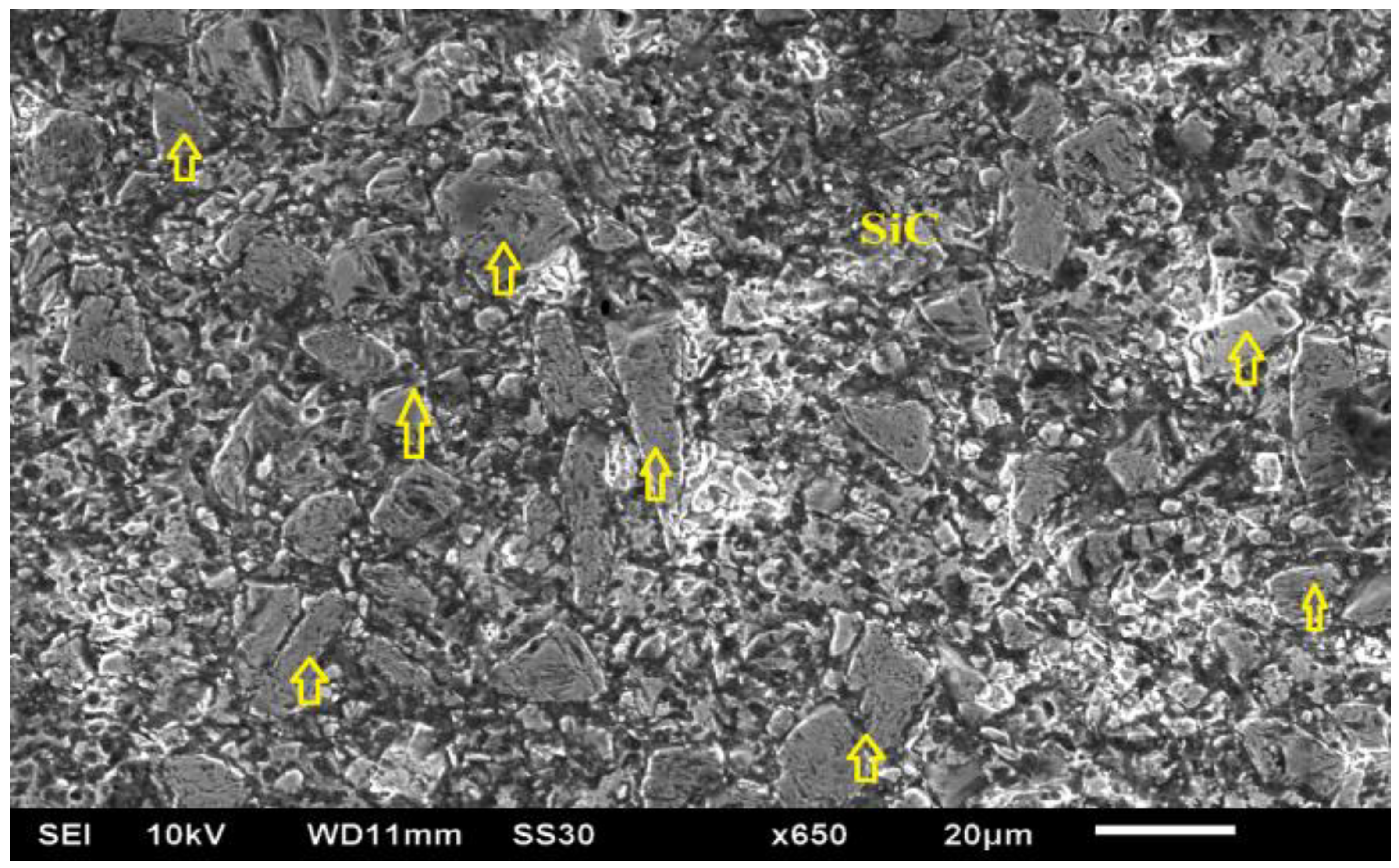
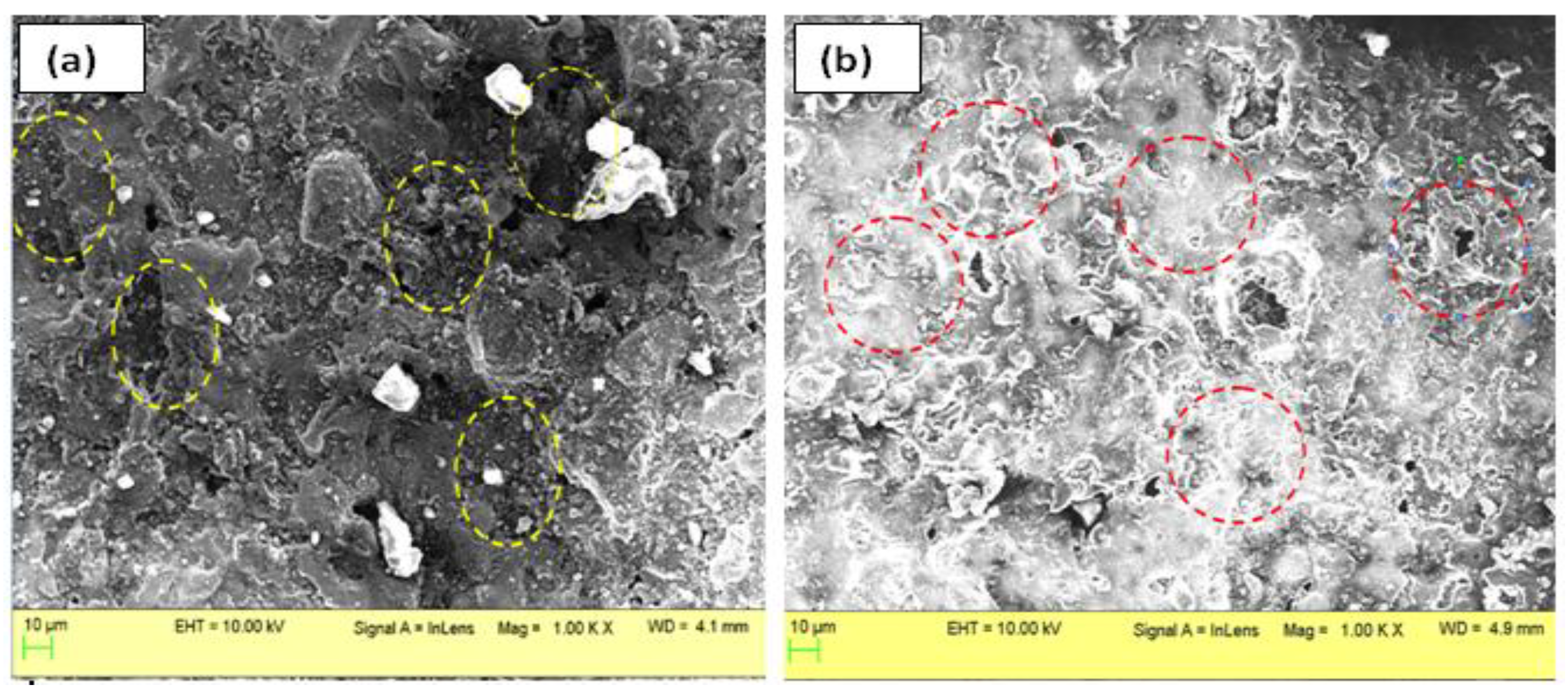
In this study, aluminum matrix-based composite (
Table 1) variants reinforced with silicon carbide (SiCp, electronic grade manufactured by CPS Technologies, Norton, MA, USA) were used as workpiece. The distribution of SiC (yellow arrows) in alumnium matrix is presented in
Figure 1.
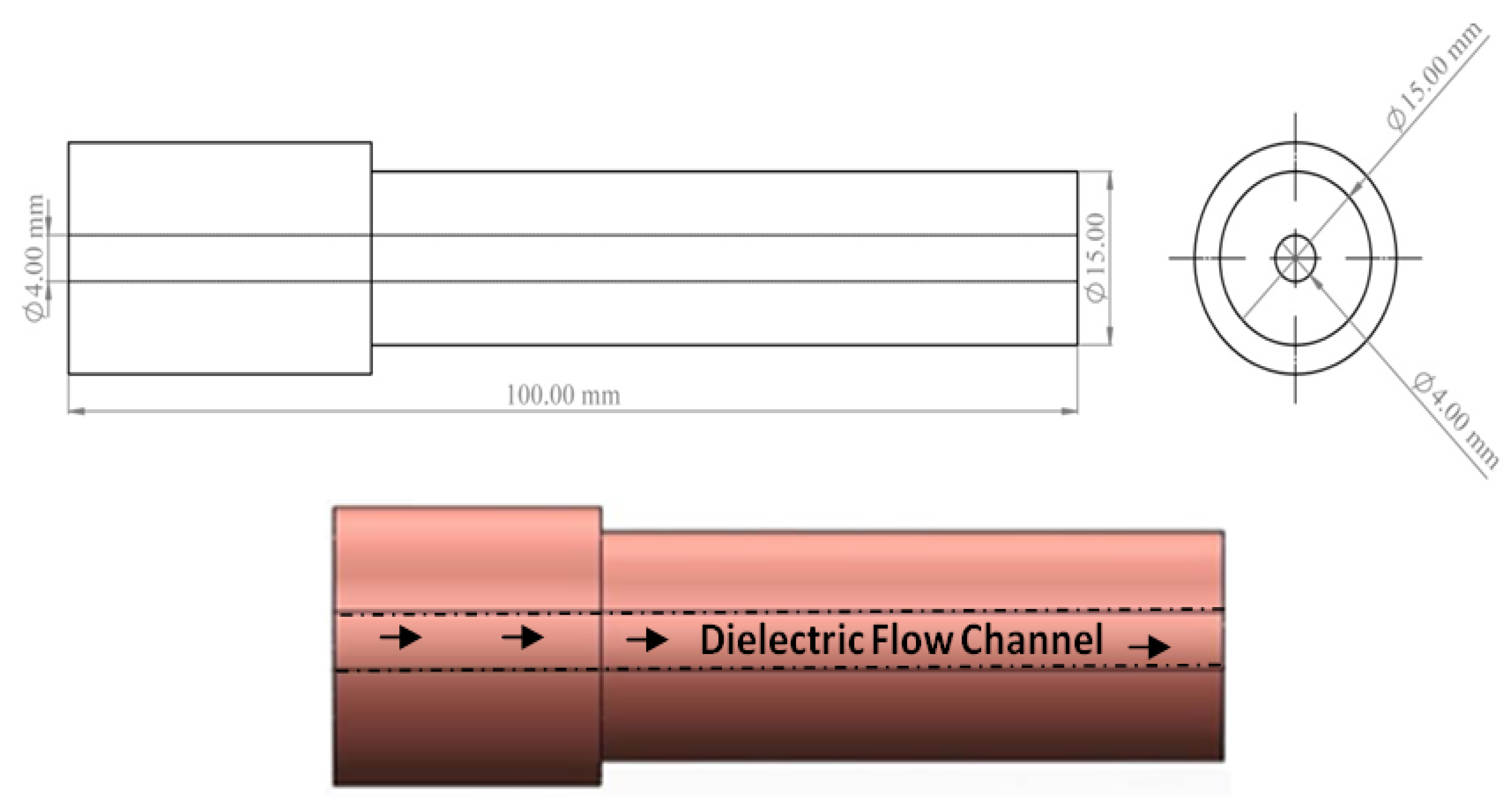
The electrolytic copper tube electrode (
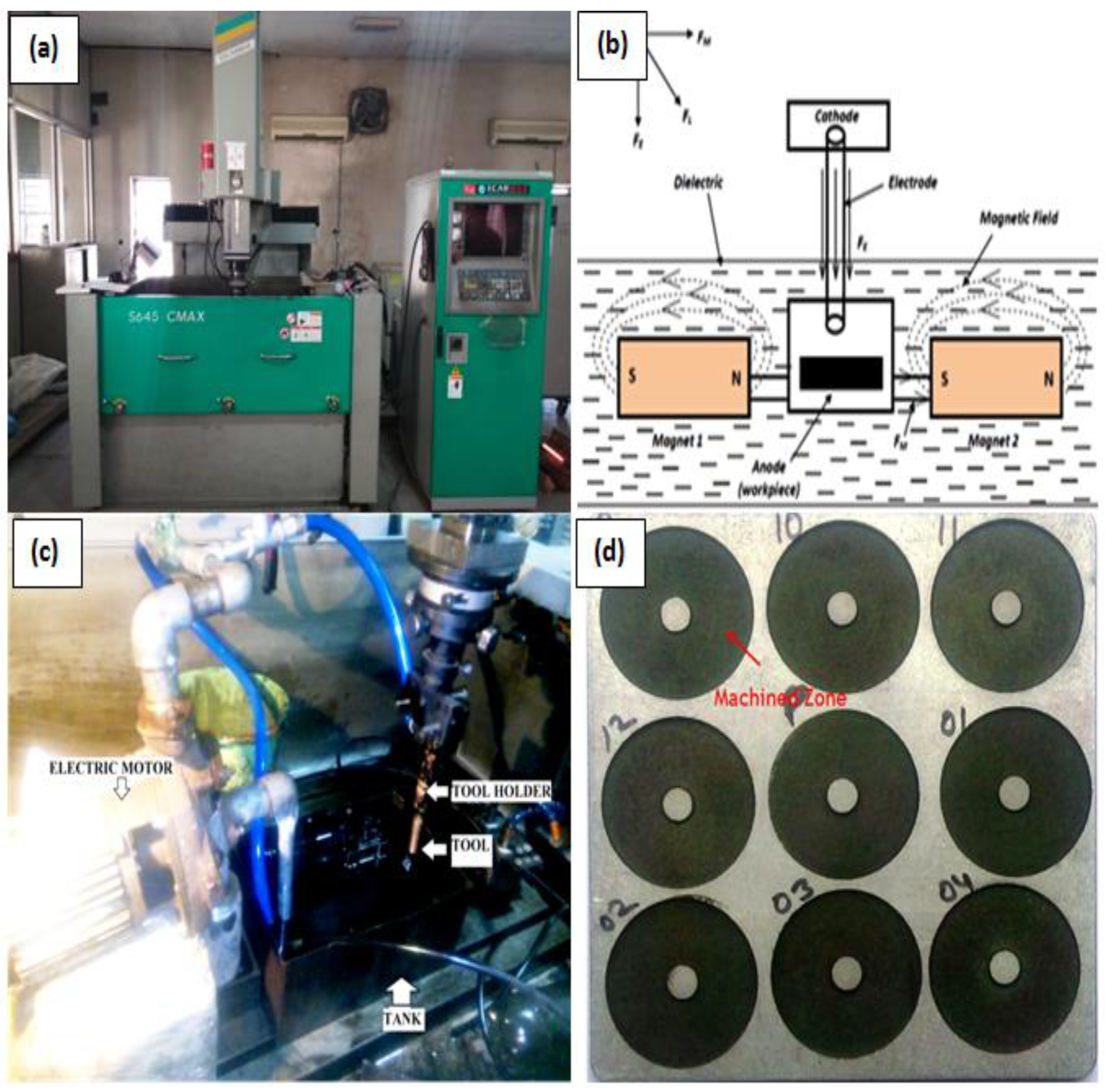
Figure 2) having 15 mm outer and 4 mm inner diameter was used to allow the powder mixed dielectric to flow through the tool. The experimentation was carried out employing the ZNC EDM (Make: OSCARMAX, Taichung City, Taiwan) (
Figure 3a). As the past studies witnessed the application of magnetic field enhanced the plasma ionization in EDM spark zone and controlled its expansion, same principle was implemented in present study. Two sets of permanent magnets (0.33 T each) were fixed in such a manner so as to achieve desired magnetic field effect into the machining zone, as shown in
Figure 3b. Commercial grade EDM oil (specific gravity = 0.763, freezing point = 94 °C) was used as the dielectric medium.
Figure 3c presents the arrangement of dielectric flow through the hollow electrode.
Figure 3d shows the machined zone on the Al-SiC workpiece. The merits of powder mixed EDM have been witnessed from literature. Hence, the SiC (220 mesh) abrasive particles and graphite particulates (400 mesh) were used in 30 g/L for circulating through tool while machining. All the experimentation trials were conducted with magnetic field intensity, current, duration of pulse, volume percentage of SiC and type of dielectric medium (
Table 2) as prominent parameters. The material removal rate, average surface roughness (Ra), and micro-hardness were evaluated as the response outcomes in this study. The surface roughness value was recorded with surface roughness tester (Surftest SJ-400, Mitutoyo America Corporation, Aurora, IL, USA) at three distinct positions of the machined surface and mean was considered.
To achieve accuracy in output responses, two replications were performed at random order to find out the mean. The Taguchi’s experimental design matrix [
22] assisted the authors to identify and scrutinize the prominent parameters for this study. The orthogonal array of Taguchi’s experimental design reduces number of experimental trials to measure the effect of parameters included in the study. Valid conclusions during ED machining of Al-SiC MMCs were drawn and the factor assignment was done using Minitab-17 software.
The selection of Taguchi’s orthogonal array depends on the number of factors (i.e., process parameters, herein 6 factors) and interactions of interest (herein, 1 interaction) and the number of levels of process parameters (i.e., 3 levels, refer
Table 2). The total degree of freedom (fa) for each factor is the number of levels (la) minus one i.e.,
and the degree of freedom for interaction is the product of interacting factors degrees of freedom i.e.
. The minimum required degree of freedom in the experimental design is the sum of the entire factors and the interaction’s degree of freedom. Thus, the degree of freedom selected array (f
OA) has must satisfy the inequality
. Thus L27 orthogonal array was selected for the present study.
For the critical discussion on MRR, MH and SR of the powder mixed electrical discharge machining process; the results of the investigations are represented graphically. The various outcomes were analyzed through ANOVA to test the significance of model adopted. Prior to experimentation, the workpiece was designated as negative and tool with positive polarity. A precision electronic balance (Citizen, CY220, Mumbai, India) was used to measure workpiece weights before and after the machining. The investigation consisted of 27 distinct trials that helped to investigate the material removed, micro-hardness and surface quality of machined Al-SiC metal matrix composite using various input variables as tabulated in
Table 3. This corresponding table constituted the input variables opted as a part of standard L27 orthogonal array control log and recorded values of responses for individual machined surface. The observed values, with and without magnetic field were recorded in designated columns as MRR, MH and SR output.
4. Conclusions
The study was carried out on EDM of aluminum composite with plain and powder mixed flushing conditions. The following observations are enlisted.
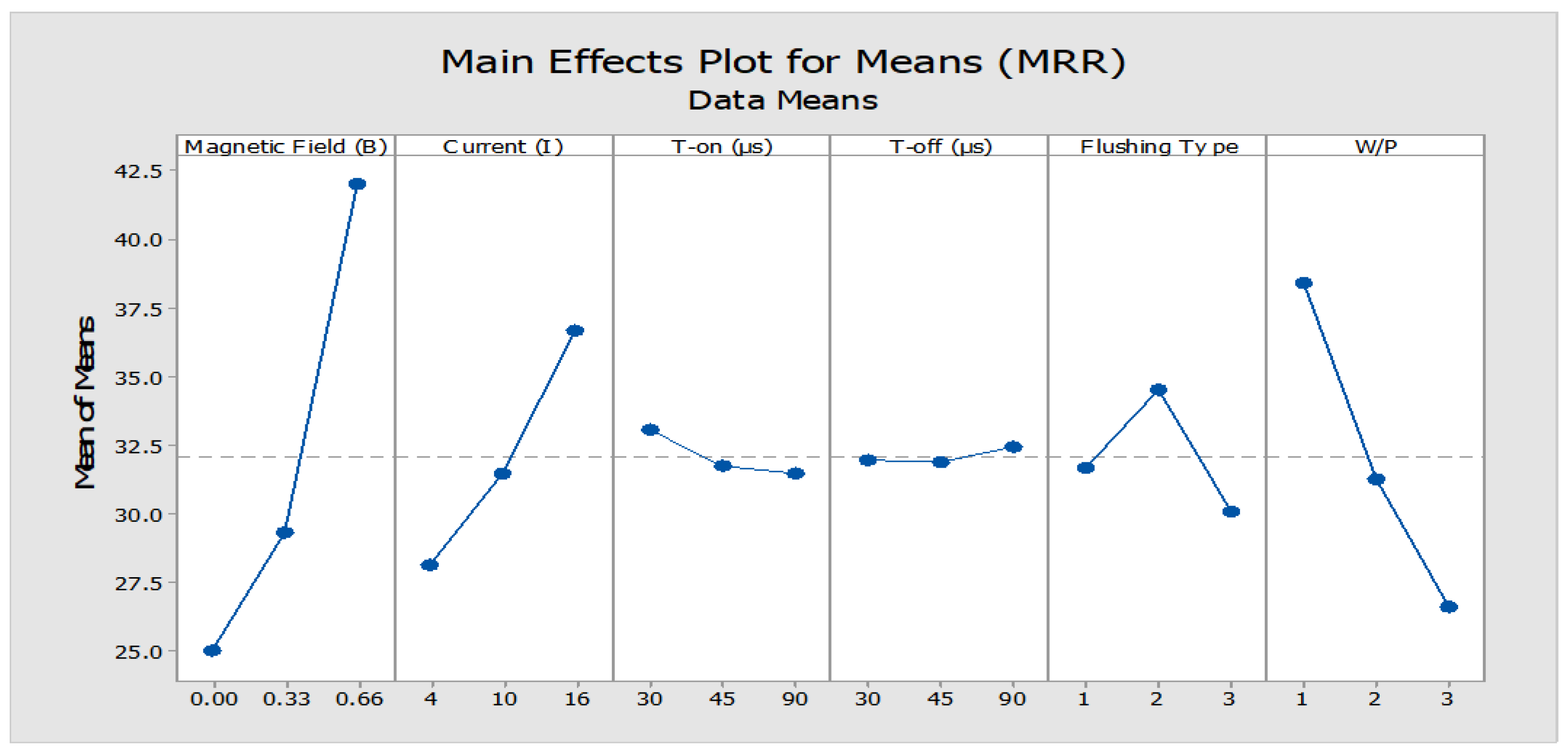
The MRR is significantly affected by the machining parameters such as magnetic field environment, peak current and SiC% content of workpiece.
The removal rate increased significantly with the incorporation of magnetic field intensity along with peak current.
It is also evident that the decreased vol.% of SiC particulates led to a sharp rise in MRR. A 118% increase in MRR under the influence of magnetic field was observed in plain dielectric flushing when compared to identical parametric conditions in trials without magnetic field.
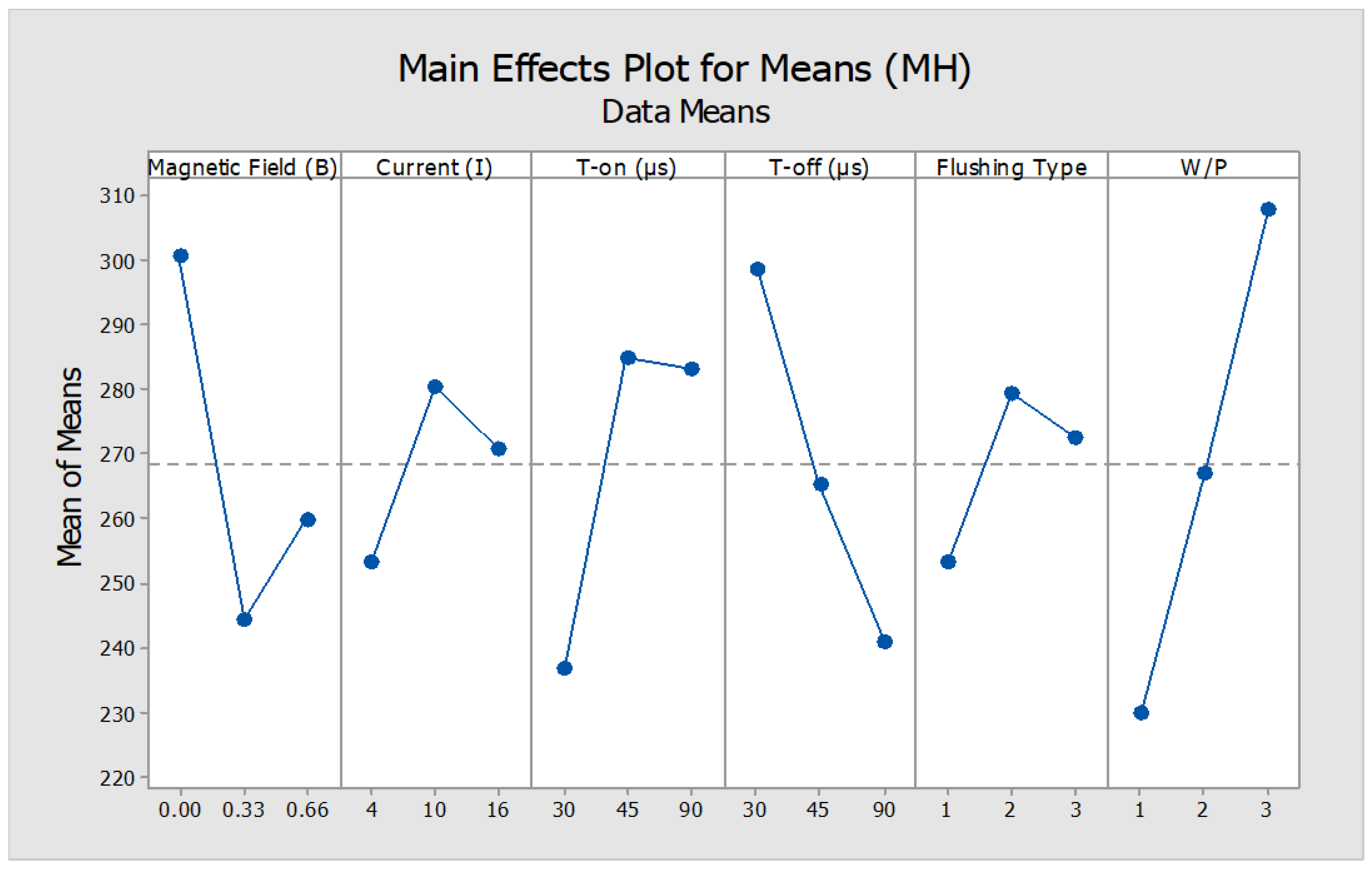
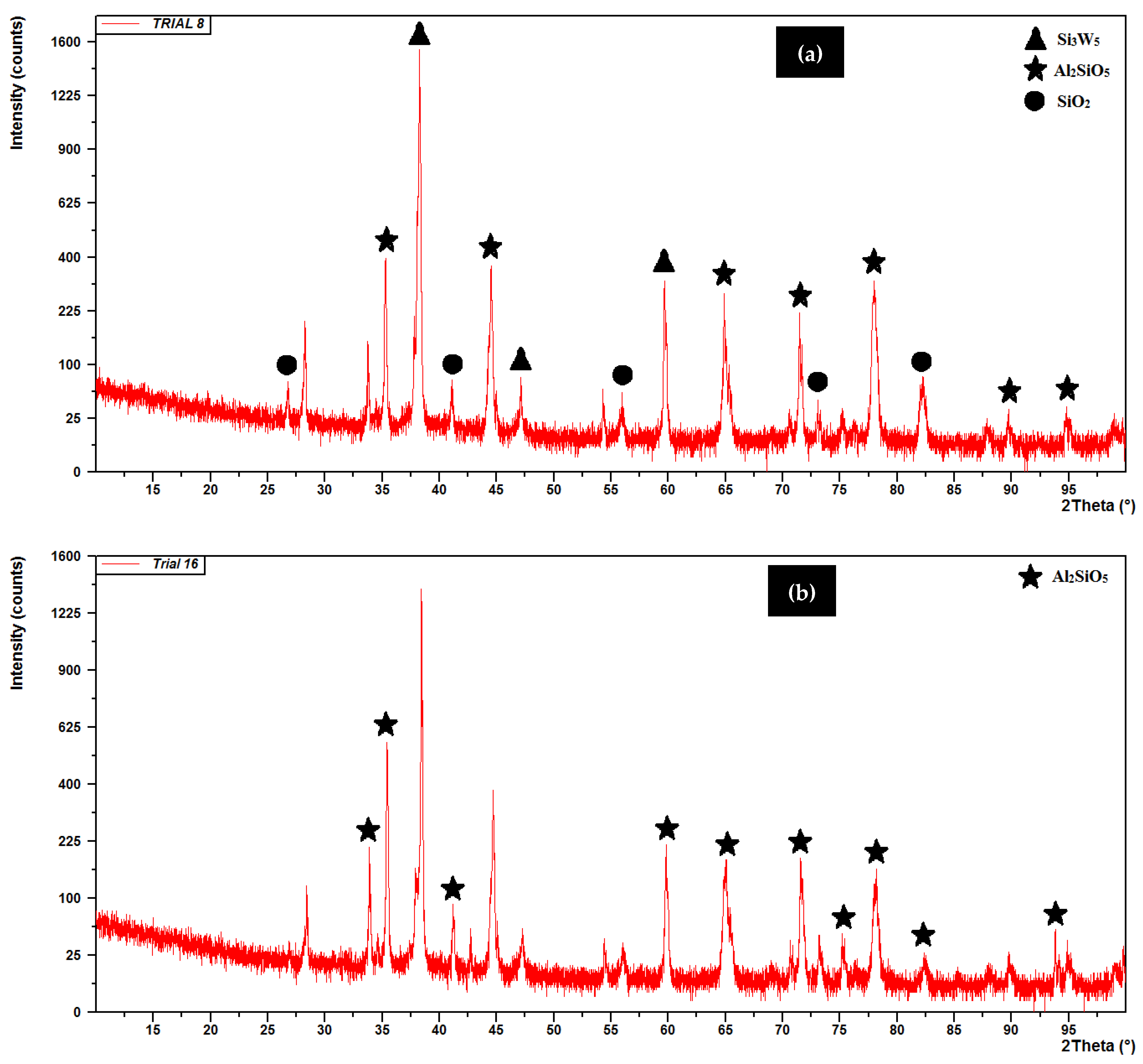
An enhancement (613.6%) in the micro-hardness was witnessed due to the transfer of materials and formation of new phases while ED machining.
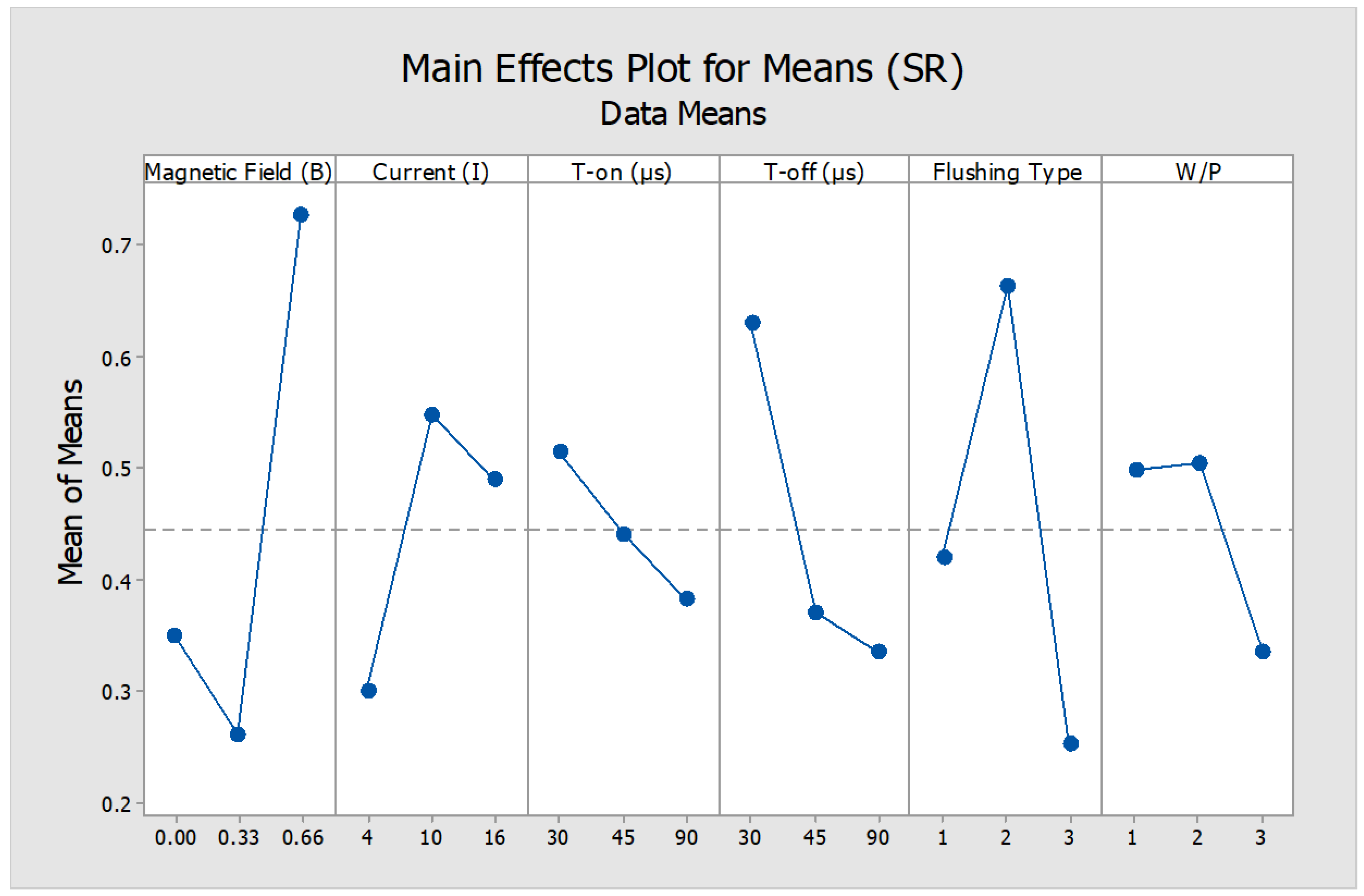
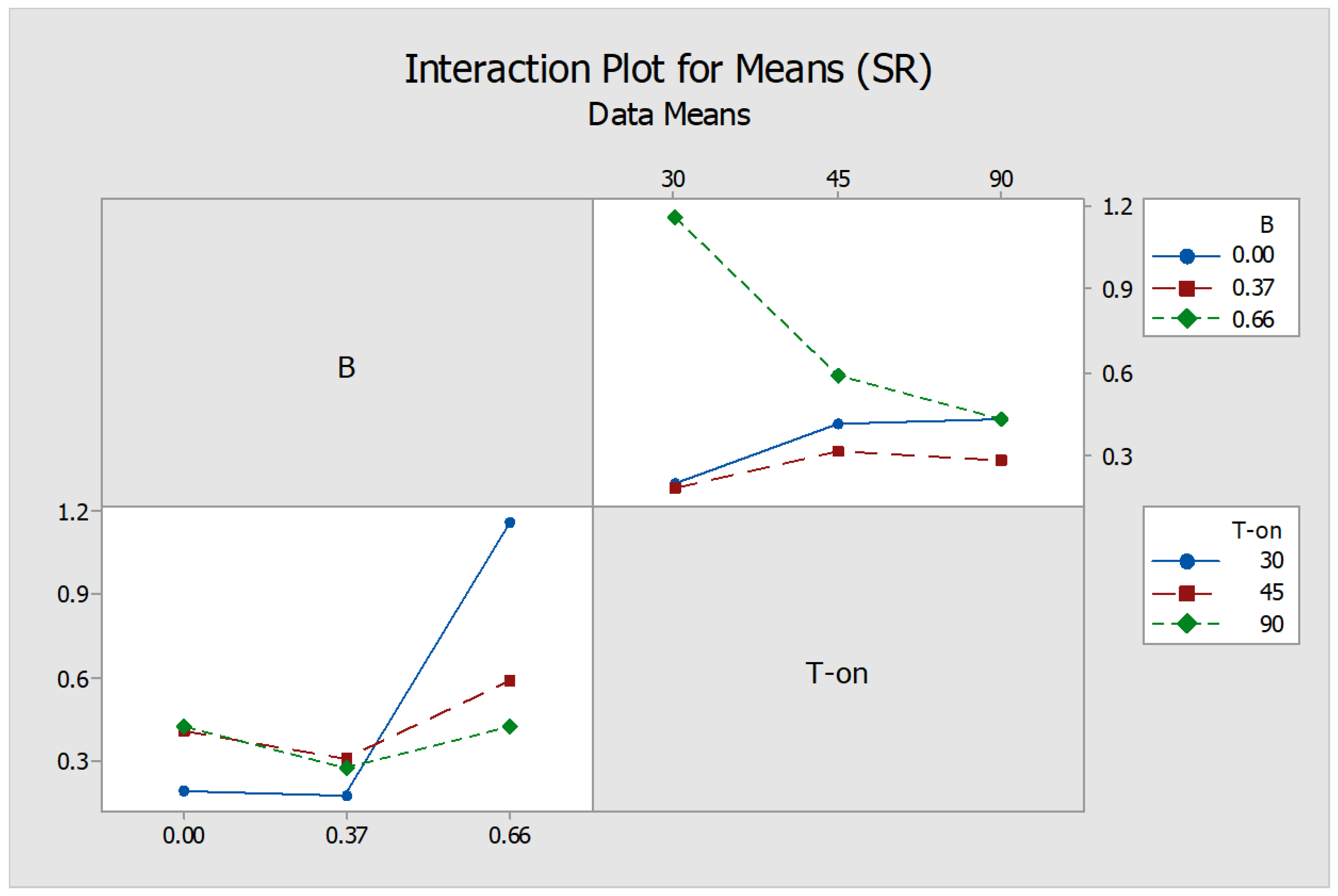
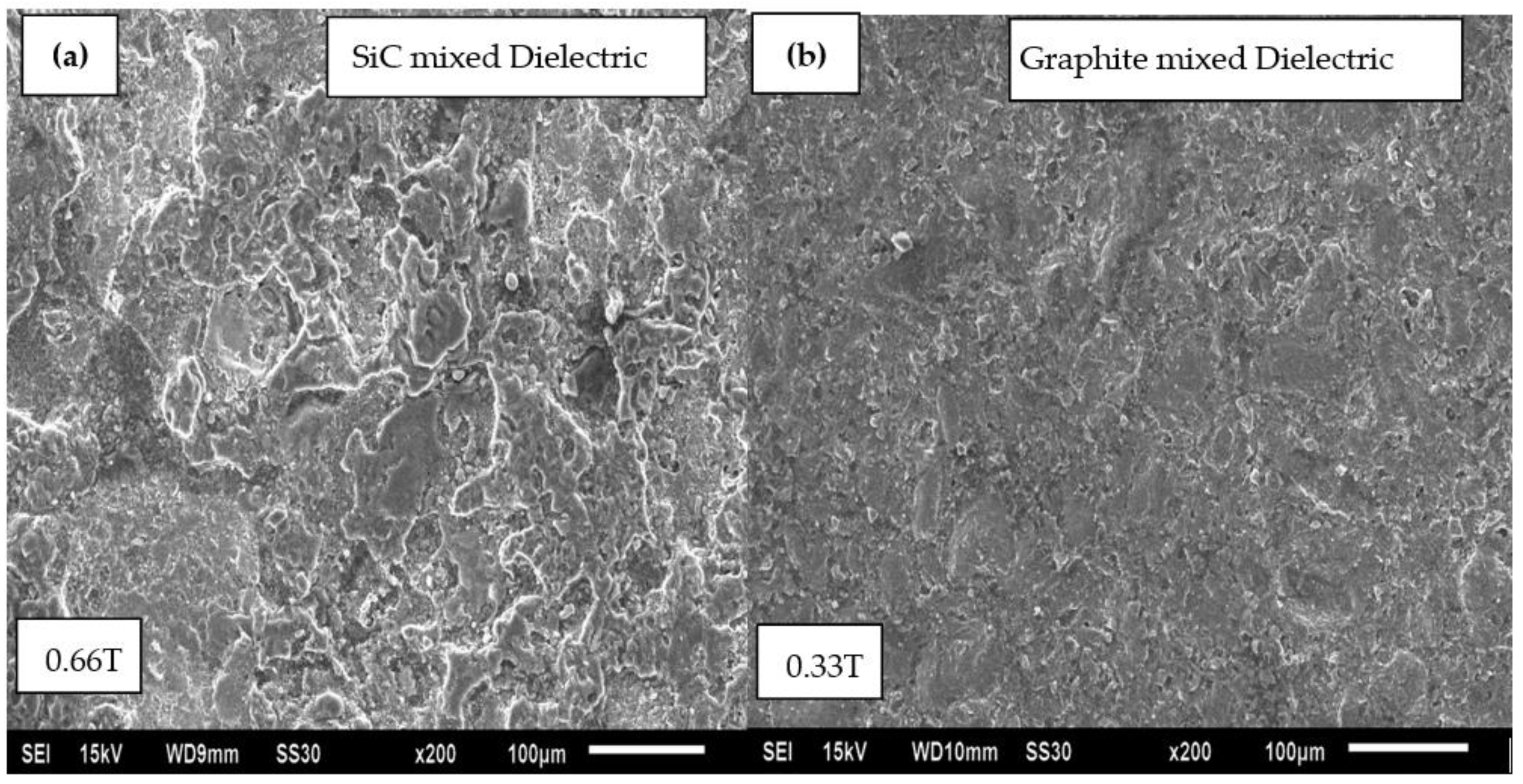
The surface finish of machined MMCs was greatly affected by magnetic field intensity as well as type of dielectric. The surface finish improved steeply in graphite powder mixed dielectric flushing conditions at intermediate (0.33 T) magnetic field.
Future Scope: The literature studies depicted that aluminum matrix composites have been the major choice in the field of EDM of MMCs, but no significant work is available for the composite with other matrix phase such cobalt, steel etc. In addition to this, the experimental research can be extended and analyzed using various other levels of magnetic field of permanent magnets as well as rotating electromagnets.


 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}