
Quasi-Continuous Wave Pulsed Laser Welding of Copper Lap Joints Using Spatial Beam Oscillation

 , , ,
, , ,
Abstract
:1. Introduction
2. Materials and Methods
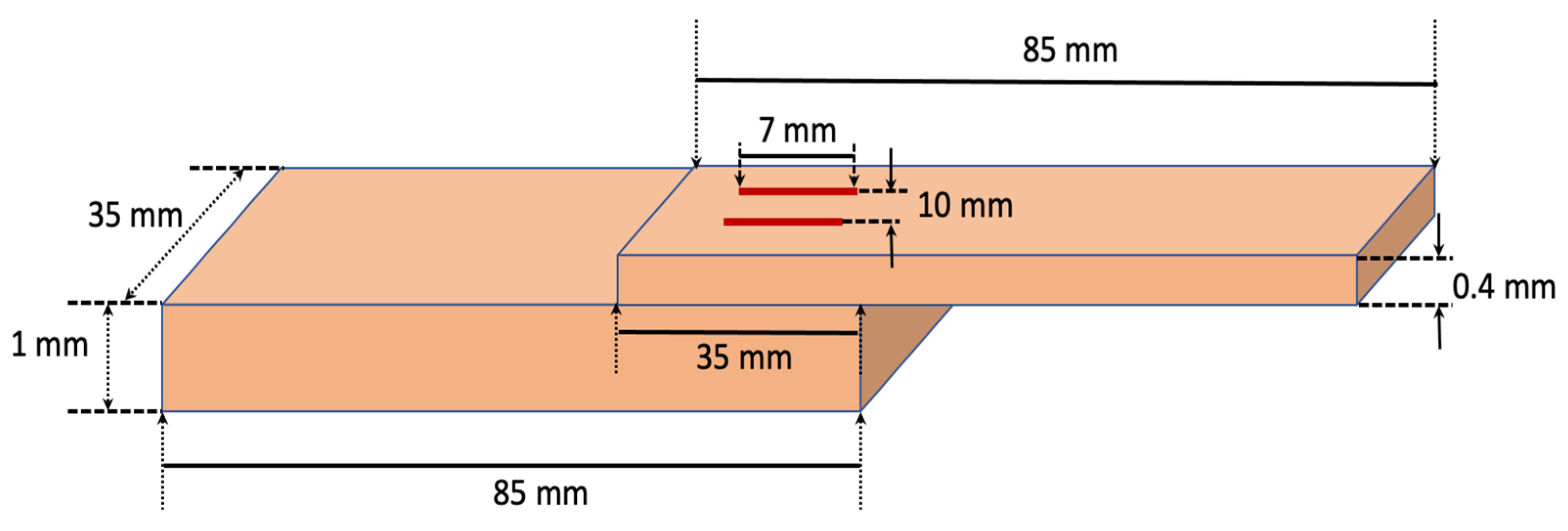
2.1. Materials
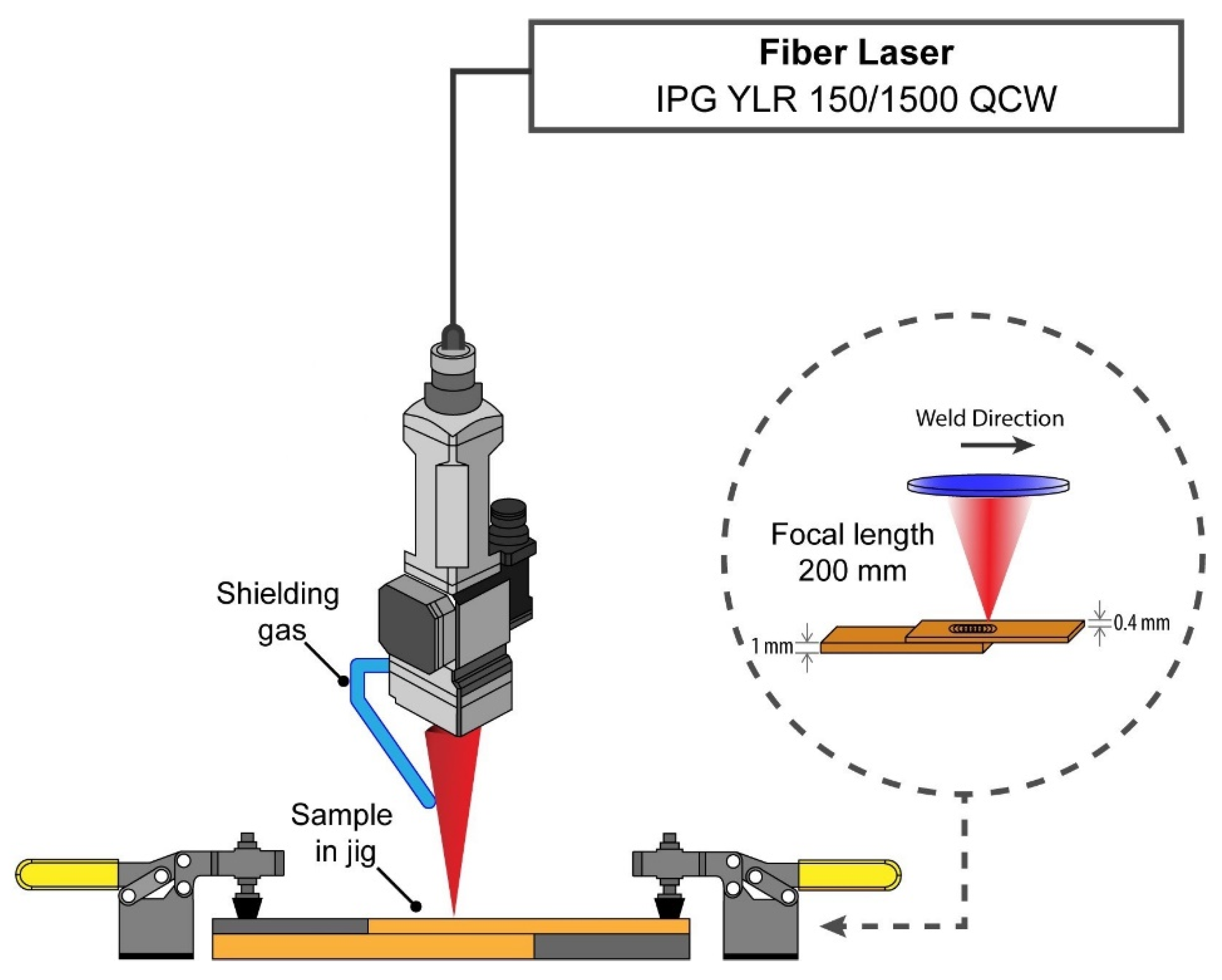
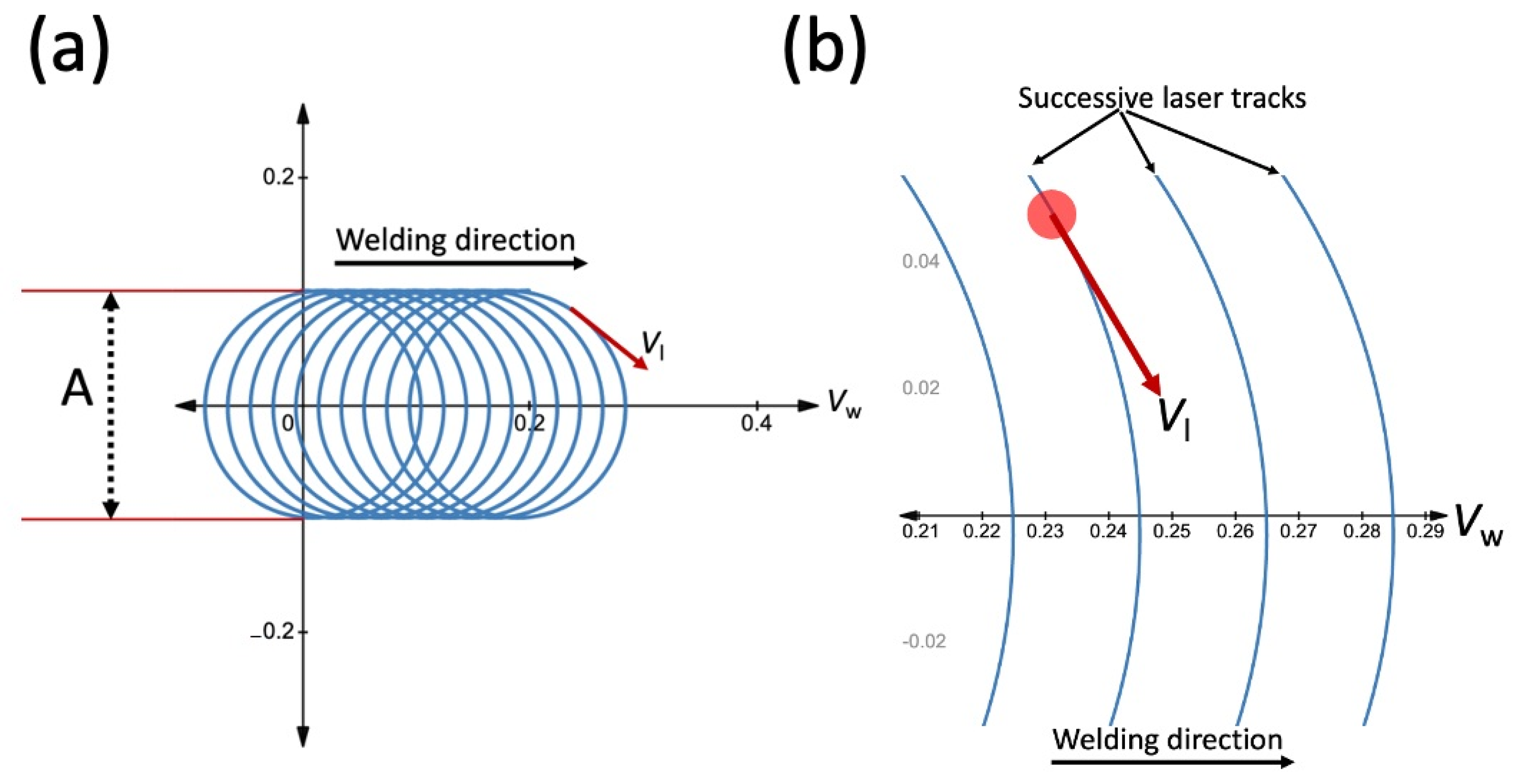
2.2. Wobble Laser Beam Welding
2.3. Characterisation Techniques
3. Results and Discussion
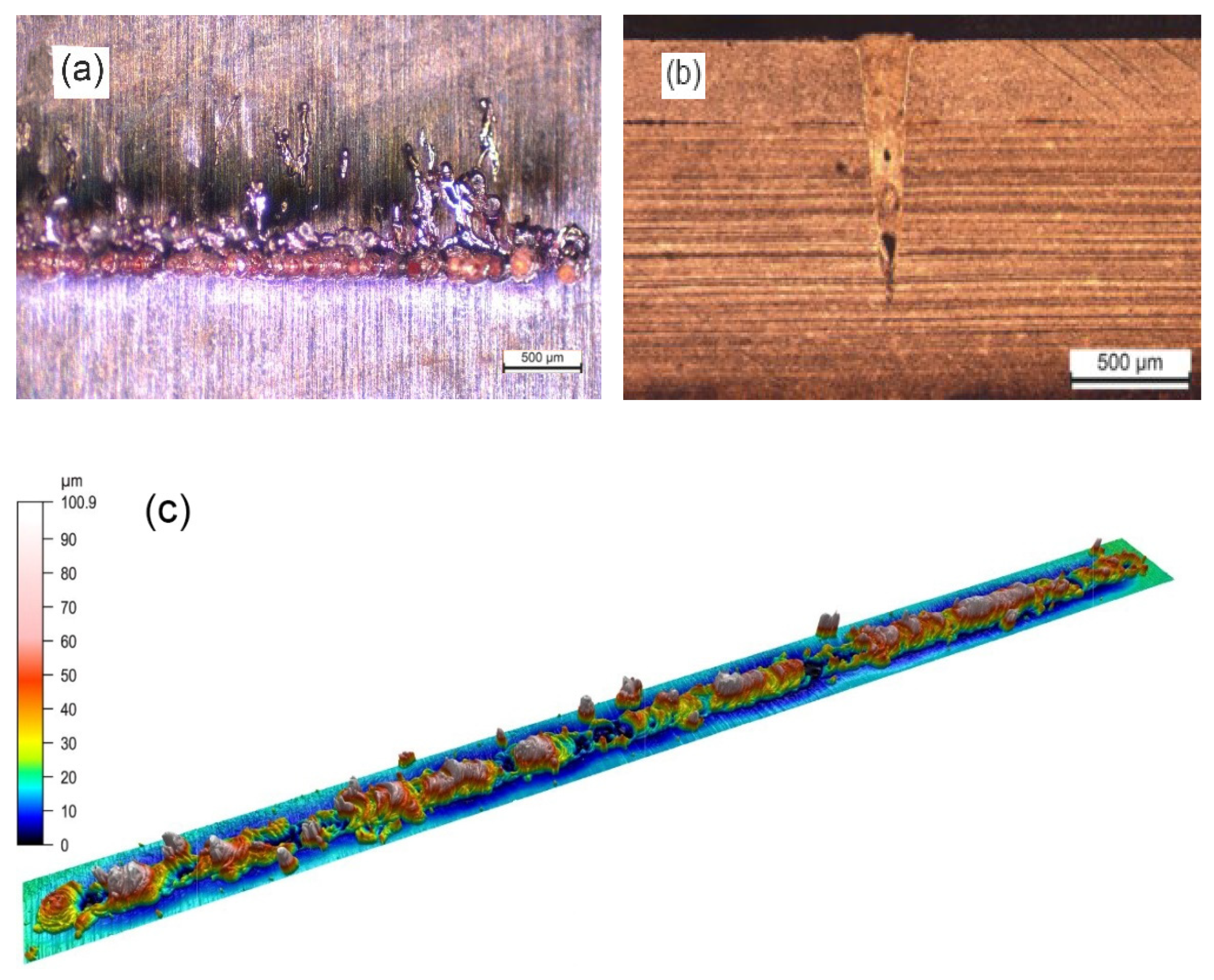
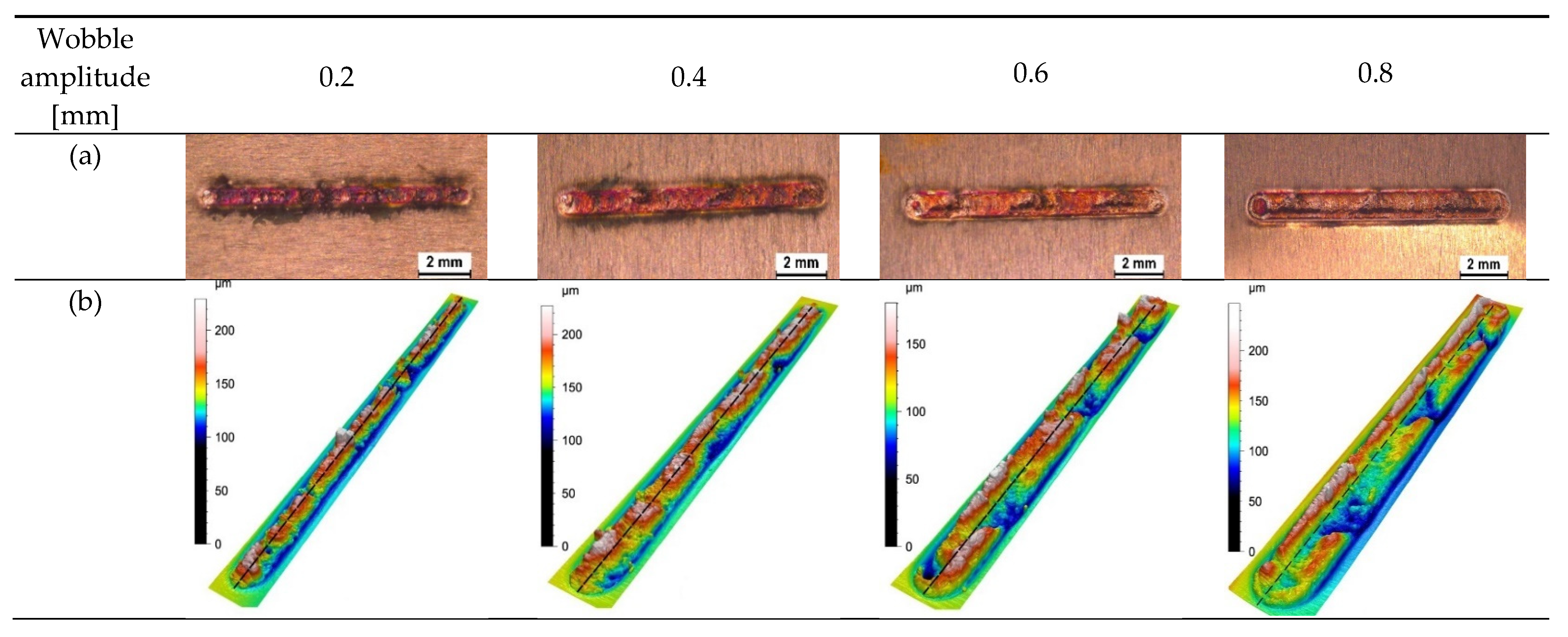
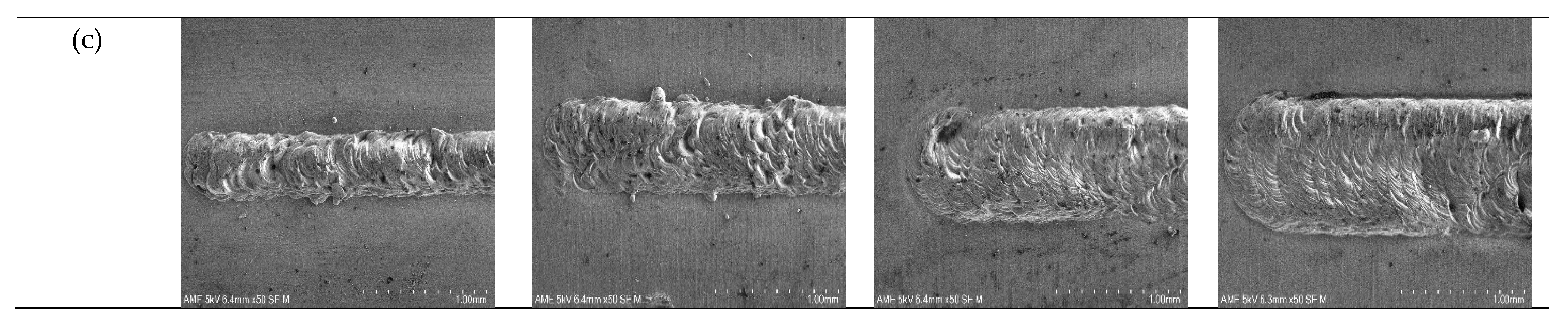
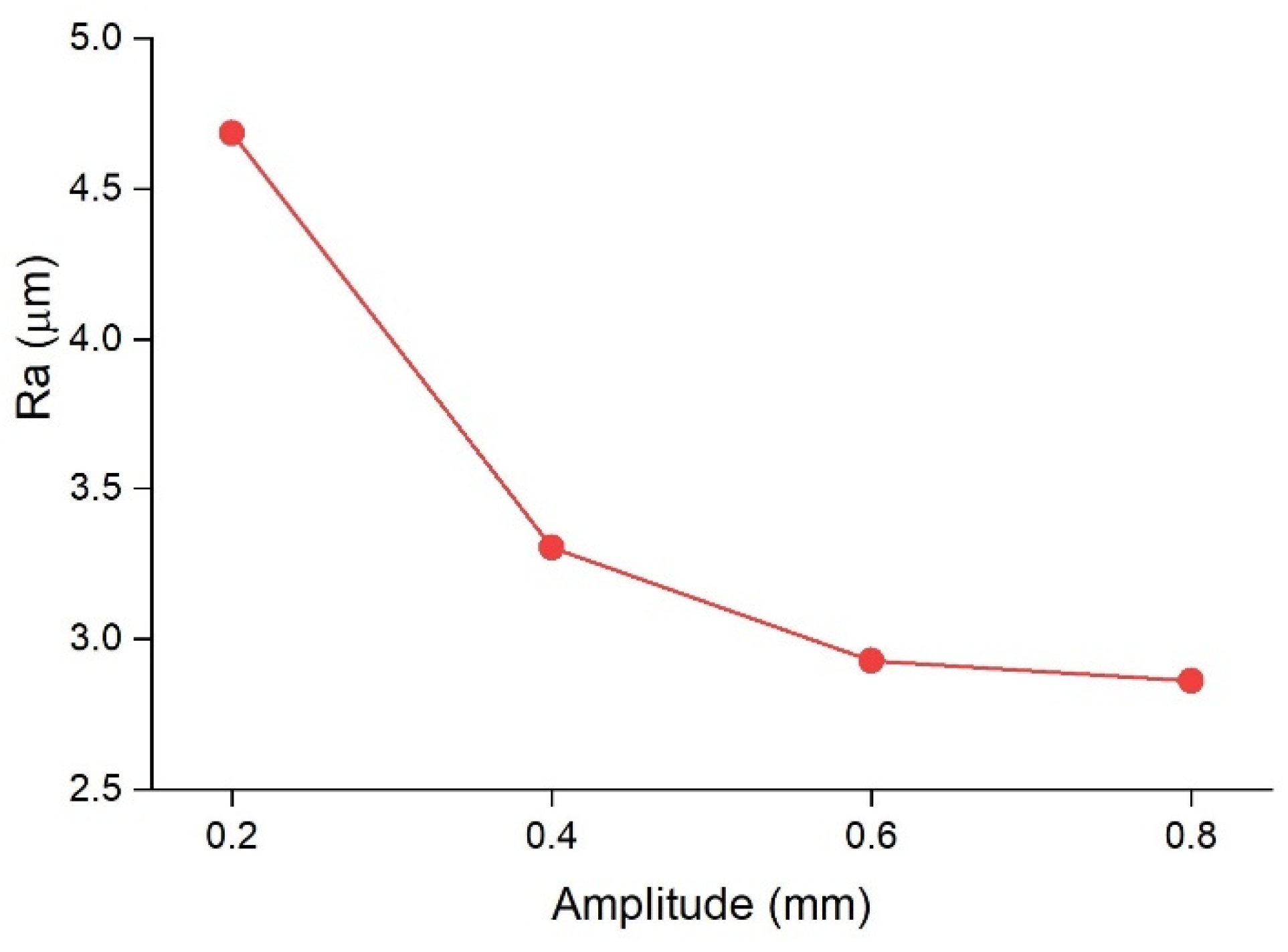
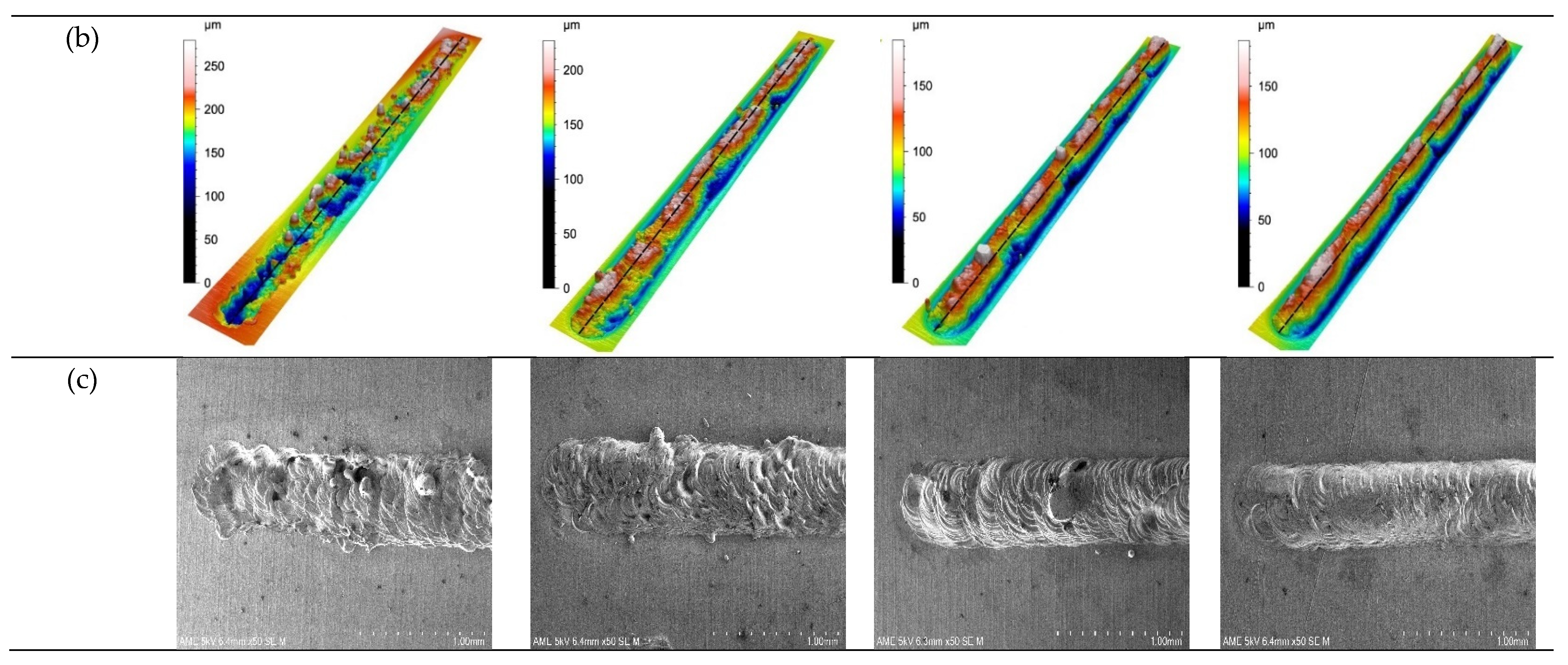
3.1. Surface Quality of Welds
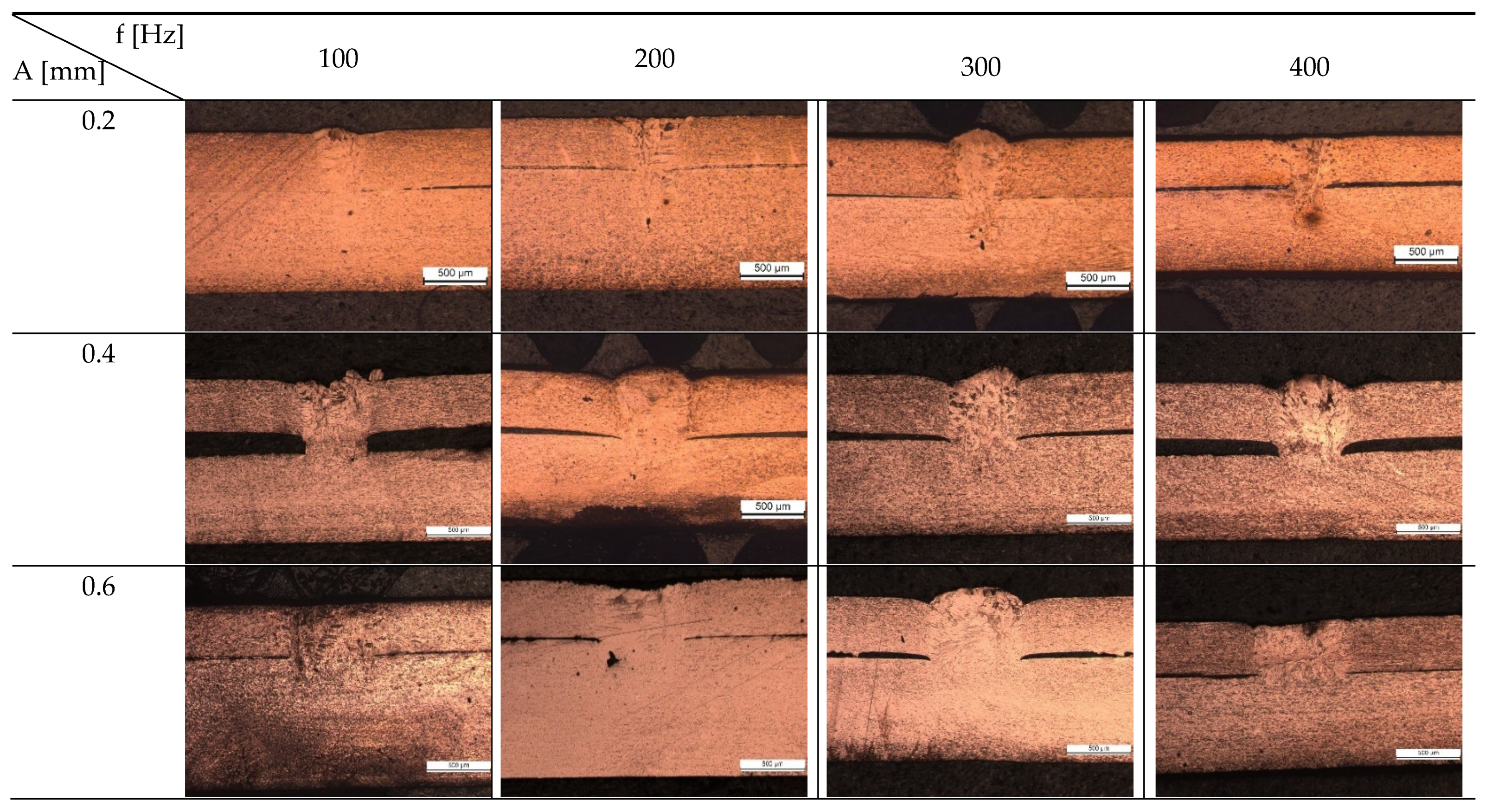
3.2. Weld Cross-Section
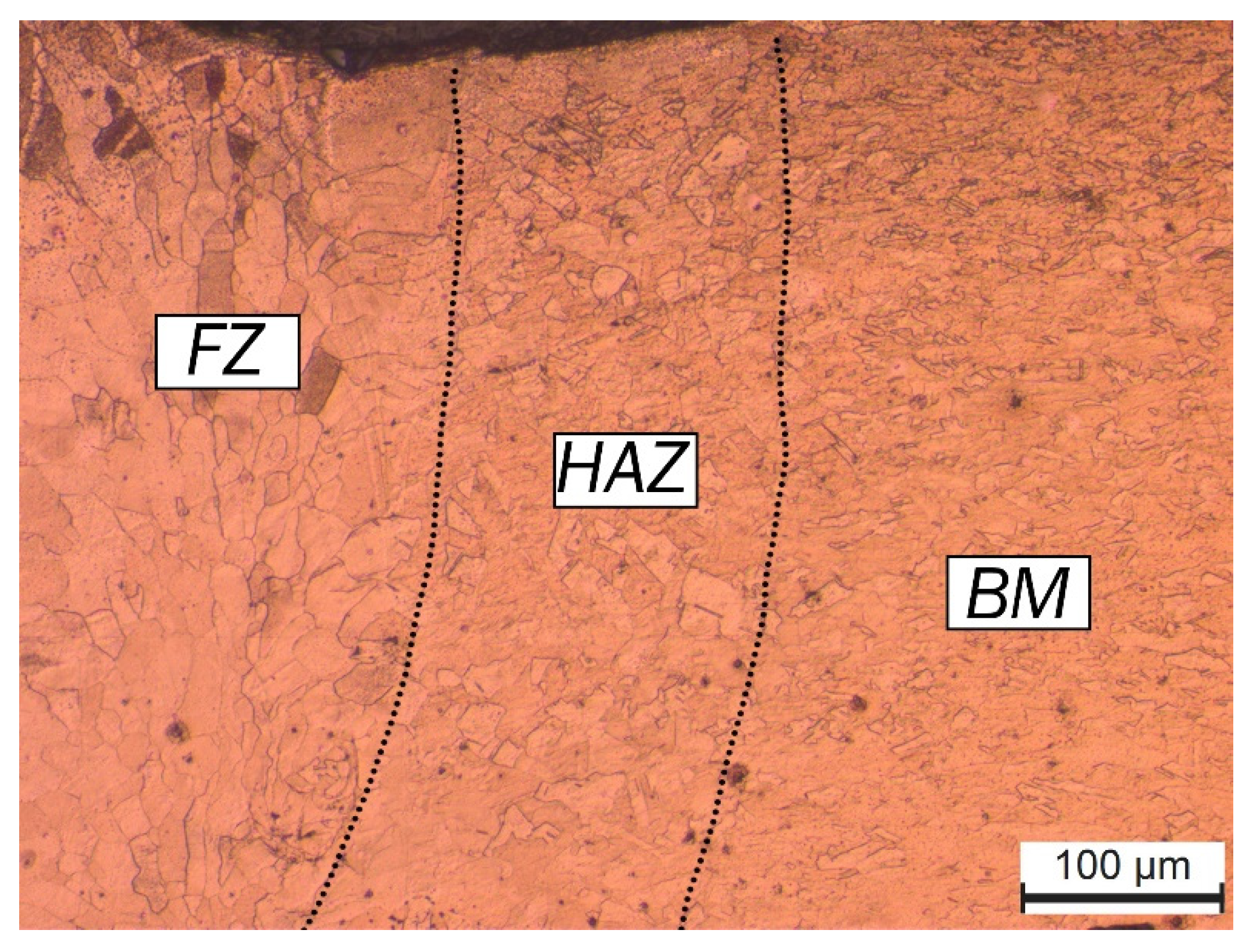
3.3. Weld Microstructure
3.4. Mechanical Properties
4. Conclusions
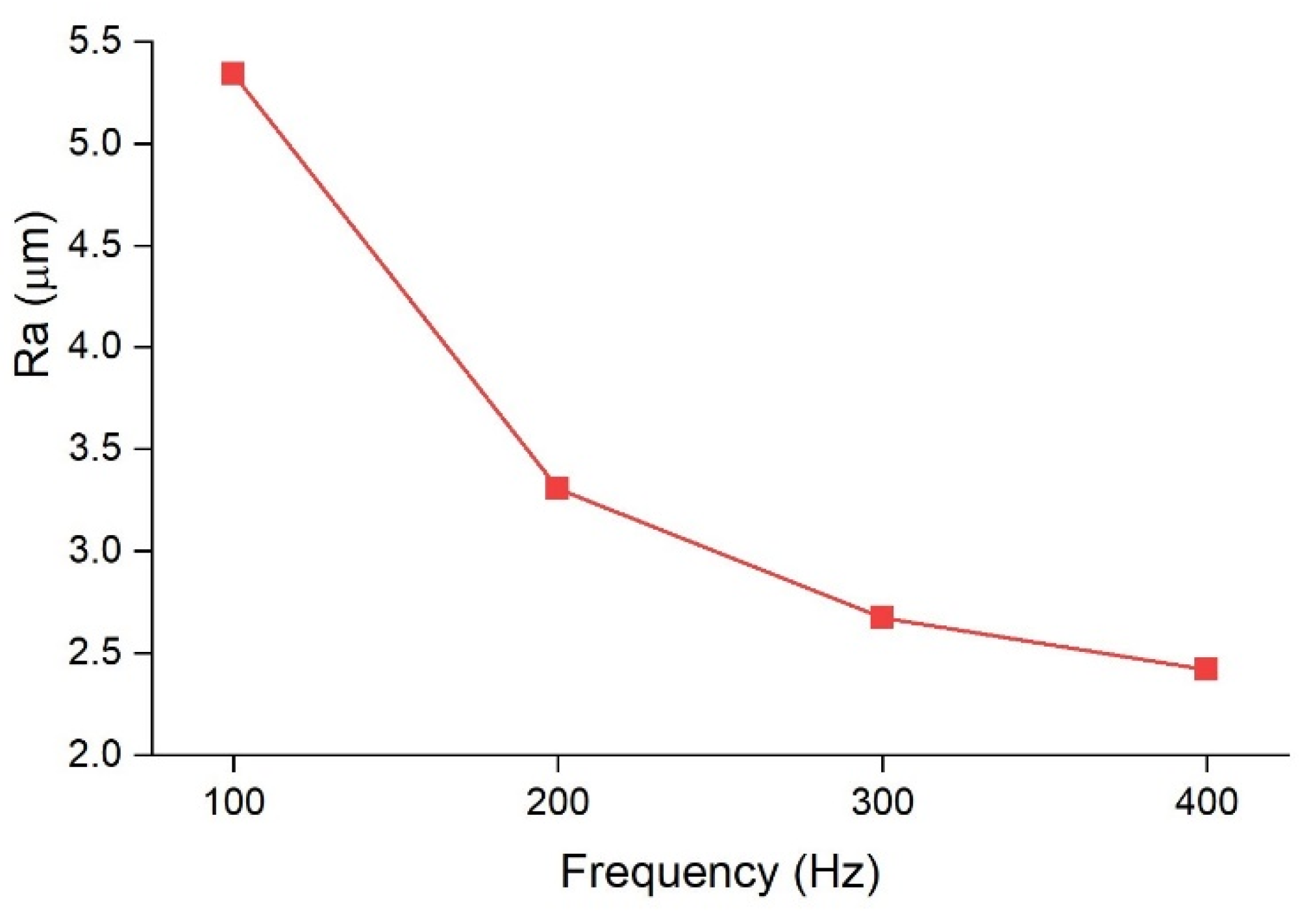
- Laser welding with spatial beam oscillation greatly influenced surface roughness, weld geometry, and mechanical strength compared to joints made without beam oscillation. A smoother surface with fewer surface voids, porosities, and cracks was observed in the samples with beam wobbling, especially in joints with higher oscillation amplitudes (0.6 mm and 0.8 mm).
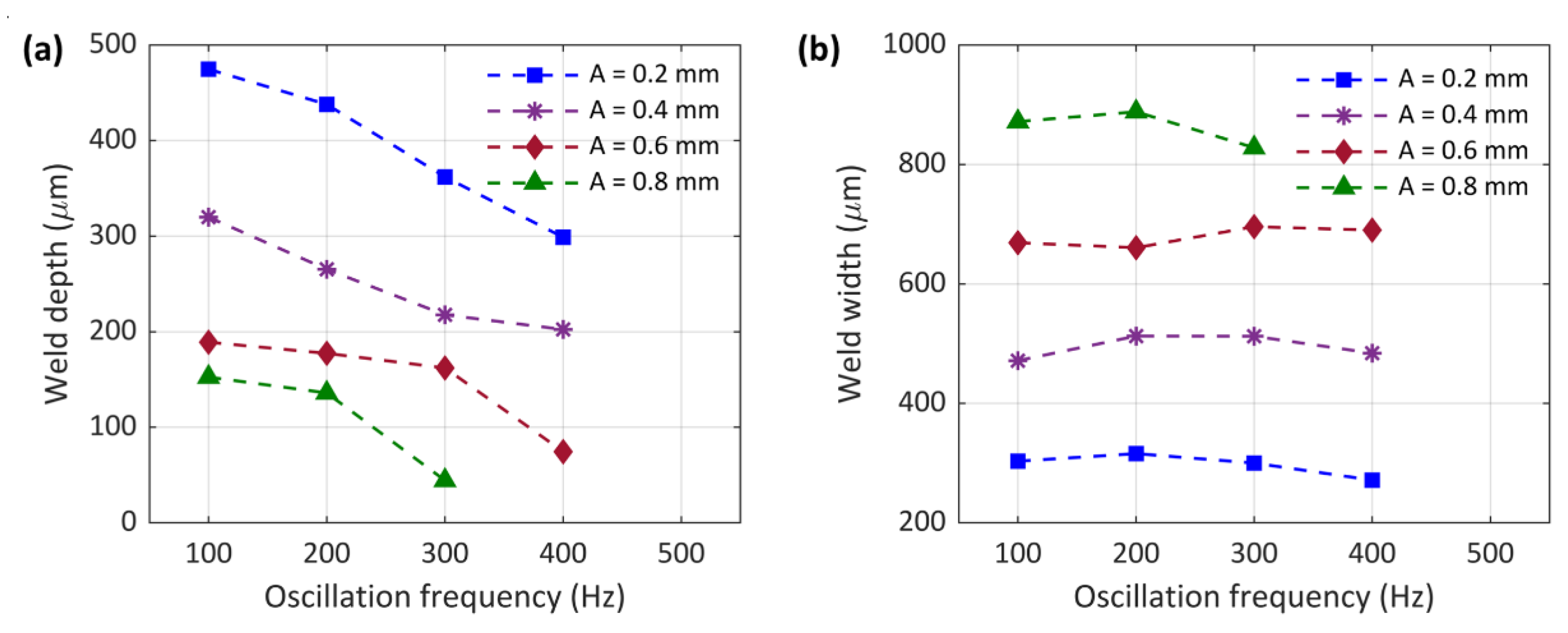
- The width-to-depth ratio of welds was mainly controlled by oscillation amplitude. As the oscillation amplitude increased, the weld width increased, and the weld penetration depth decreased. The oscillation frequency did not have a significant effect on the weld width but increasing the oscillation frequency reduced the penetration depth, causing a lack of fusion in samples with high amplitude.
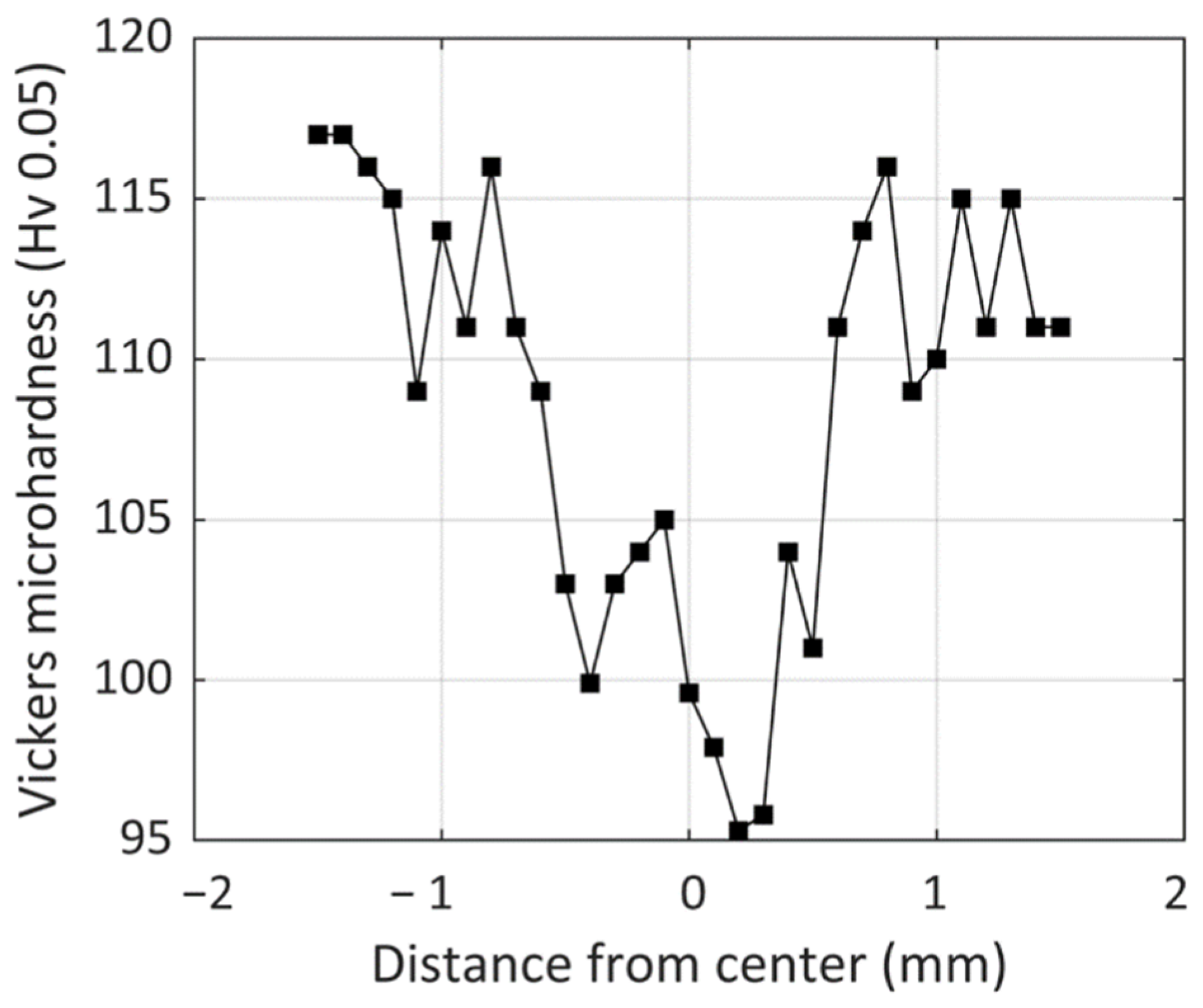
- A complex microstructure was observed in the weld region of joints made with beam oscillation with columnar grains in the FZ and coarser grains in the HAZ compared to BM. The microhardness profile across the joint showed a decrease in microhardness values from BM to HAZ and FZ due to grain coarsening.
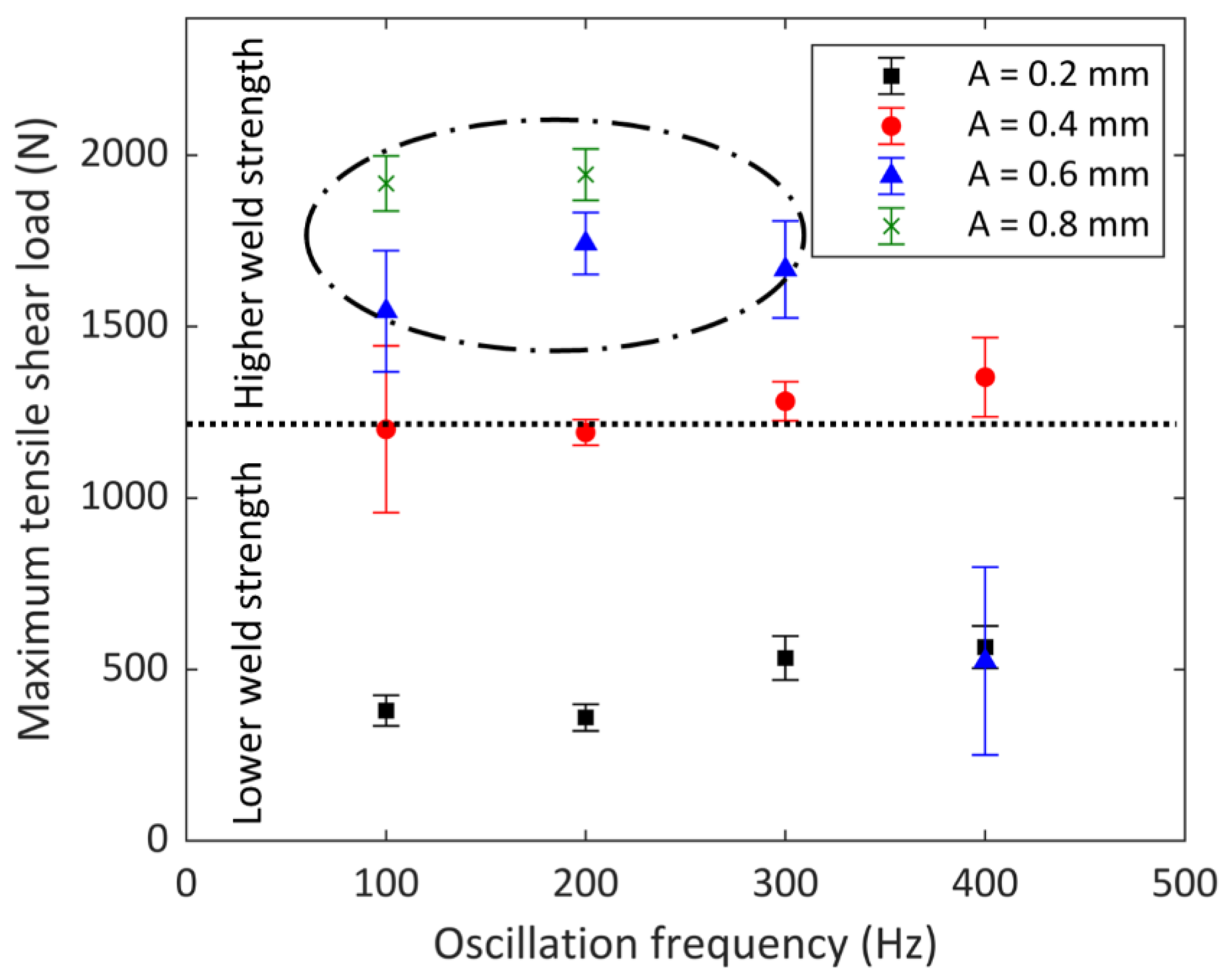
- The mechanical strength of welds was mainly governed by the weld width as long as the penetration depth was sufficient (over 100 µm). The tensile shear load significantly increased with the increase in weld width. A range for oscillation amplitude and oscillation frequency (100 Hz and 200 Hz for the 0.8 mm sample and 100 Hz, 200 Hz, and 300 Hz for the 0.6 mm sample) was defined, corresponding to the highest tensile shear loads.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Cai, W. Lithium-Ion Battery Manufacturing For Electric Vehicles: A Contemporary Overview. Adv. Battery Manuf. Serv. Manag. Syst. 2016, 1. [Google Scholar]
- Ascari, A.; Fortunato, A. Laser dissimilar welding of highly reflective materials for E-Mobility applications. Join. Process. Dissimilar Adv. Mater. 2022, 579–645. [Google Scholar] [CrossRef]
- Sadeghian, A.; Iqbal, N. A review on dissimilar laser welding of steel-copper, steel-aluminum, aluminum-copper, and steel-nickel for electric vehicle battery manufacturing. Opt. Laser Technol. 2022, 146, 107595. [Google Scholar] [CrossRef]
- Lee, S.S.; Kim, T.H.; Hu, S.J.; Cai, W.W.; Abell, J.A. Joining technologies for automotive lithium-ion battery manufacturing: A review. In Proceedings of the International Manufacturing Science and Engineering Conference, Erie, PA, USA, 12–15 October 2010; pp. 541–549. [Google Scholar]
- Perner, A.; Vetter, J. Lithium-ion batteries for hybrid electric vehicles. In Advances in Battery Technologies for Electric Vehicles; Elsevier: Amsterdam, The Netherlands, 2015; pp. 173–190. [Google Scholar]
- Zwicker, M.F.R.; Moghadam, M.; Zhang, W.; Nielsen, C.V. Automotive battery pack manufacturing–a review of battery to tab joining. J. Adv. Join. Process. 2020, 1, 100017. [Google Scholar] [CrossRef]
- Brand, M.J.; Schmidt, P.A.; Zaeh, M.F.; Jossen, A. Welding techniques for battery cells and resulting electrical contact resistances. J. Energy Storage 2015, 1, 7–14. [Google Scholar] [CrossRef]
- Das, A.; Li, D.; Williams, D.; Greenwood, D. Joining technologies for automotive battery systems manufacturing. World Electr. Veh. J. 2018, 9, 22. [Google Scholar] [CrossRef] [Green Version]
- Davim, J.P. Nontraditional machining processes. Manuf. Process Sel. Handb. 2013, 205–226. [Google Scholar] [CrossRef]
- Auwal, S.T.; Ramesh, S.; Yusof, F.; Manladan, S.M. A review on laser beam welding of copper alloys. Int. J. Adv. Manuf. Technol. 2018, 96, 475–490. [Google Scholar] [CrossRef]
- Dadras, S.; Torkamany, M.J.; Sabbaghzadeh, J. Spectroscopic characterization of low-nickel copper welding with pulsed Nd:YAG laser. Opt. Lasers Eng. 2008, 46, 769–776. [Google Scholar] [CrossRef]
- Petring, D.; Goneghany, V.N. Parameter Dependencies of Copper Welding with Multi-kW Lasers at 1 Micron Wavelength. Phys. Procedia 2011, 12, 95–104. [Google Scholar] [CrossRef]
- Hess, A.; Schuster, R.; Heider, A.; Weber, R.; Graf, T. Continuous Wave Laser Welding of Copper with Combined Beams at Wavelengths of 1030nm and of 515nm. Phys. Procedia 2011, 12, 88–94. [Google Scholar] [CrossRef]
- Reisgen, U.; Olschok, S.; Jakobs, S.; Turner, C. Sound welding of copper: Laser beam welding in vacuum. Phys. Procedia 2016, 83, 447–454. [Google Scholar] [CrossRef] [Green Version]
- Chen, H.-C.; Bi, G.; Nai, M.L.S.; Wei, J. Enhanced welding efficiency in laser welding of highly reflective pure copper. J. Mater. Process. Technol. 2015, 216, 287–293. [Google Scholar] [CrossRef]
- Helm, J.; Schulz, A.; Olowinsky, A.; Dohrn, A.; Poprawe, R. Laser welding of laser-structured copper connectors for battery applications and power electronics. Weld. World 2020, 64, 611–622. [Google Scholar] [CrossRef] [Green Version]
- Maina, M.R.; Okamoto, Y.; Inoue, R.; Nakashiba, S.-i.; Okada, A.; Sakagawa, T. Influence of surface state in micro-welding of copper by Nd: YAG laser. Appl. Sci. 2018, 8, 2364. [Google Scholar] [CrossRef] [Green Version]
- Will, T.; Jeron, T.; Hoelbling, C.; Müller, L.; Schmidt, M. In-Process Analysis of Melt Pool Fluctuations with Scanning Optical Coherence Tomography for Laser Welding of Copper for Quality Monitoring. Micromachines 2022, 13, 1937. [Google Scholar] [CrossRef]
- Zhang, J.; Huang, T.; Mironov, S.; Wang, D.; Zhang, Q.; Wu, Q.; Xu, J.; Xiao, R. Laser pressure welding of copper. Opt. Laser Technol. 2021, 134, 106645. [Google Scholar] [CrossRef]
- Kumar, D.; Sarkar, N.S.; Acherjee, B.; Kuar, A.S. Beam wobbling effects on laser transmission welding of dissimilar polymers: Experiments, modeling, and process optimization. Opt. Laser Technol. 2022, 146, 107603. [Google Scholar] [CrossRef]
- Samson, B.; Hoult, T.; Coskun, M. Fiber laser welding technique joins challenging metals. J. Ind. Laser Solut. 2017, 32, 12–15. [Google Scholar]
- Dimatteo, V.; Ascari, A.; Fortunato, A. Continuous laser welding with spatial beam oscillation of dissimilar thin sheet materials (Al-Cu and Cu-Al): Process optimization and characterization. J. Manuf. Process. 2019, 44, 158–165. [Google Scholar] [CrossRef]
- Mathivanan, K.; Plapper, P. Laser welding of dissimilar copper and aluminum sheets by shaping the laser pulses. Procedia Manuf. 2019, 36, 154–162. [Google Scholar] [CrossRef]
- Franco, D.; Oliveira, J.P.; Santos, T.G.; Miranda, R.M. Analysis of copper sheets welded by fiber laser with beam oscillation. Opt. Laser Technol. 2021, 133, 106563. [Google Scholar] [CrossRef]
- Kumar, N.; Masters, I.; Das, A. In-depth evaluation of laser-welded similar and dissimilar material tab-to-busbar electrical interconnects for electric vehicle battery pack. J. Manuf. Process. 2021, 70, 78–96. [Google Scholar] [CrossRef]
- Hummel, M.; Häusler, A.; Gillner, A. High-Precision Adjustment of Welding Depth during Laser Micro Welding of Copper Using Superpositioned Spatial and Temporal Power Modulation. J. Manuf. Mater. Process. 2021, 5, 127. [Google Scholar] [CrossRef]
- Kancharla, V.; Mendes, M.; Grupp, M.; Baird, B. Recent advances in fiber laser welding. Biul. Inst. Spawal. Gliwicach 2018, 62, 175–181. [Google Scholar] [CrossRef]
- Smithells, C.J. Metals Reference Book; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Asirvatham, M.C.; Collins, S.; Masters, I. Laser wobble welding of steel to Aluminium busbar joints for Li-ion battery packs. Opt. Laser Technol. 2022, 151, 108000. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C101 |
|---|---|
| Melting point [°C] | 1083 |
| Density [g/cm3] | 8.92 |
| Electrical resistivity [×10−6 Ω·m] | 0.0171 |
| Thermal conductivity [W/m·k] | 391.1 |
| Thermal expansion [×10−6 K−1] | 16.9 |
| Parameter | Value/Type |
|---|---|
| Laser spot size [µm] | 28 |
| Focus position | On top surface |
| Peak power [W] | 750 |
| Pulse repetition rate [Hz] | 20 |
| Pulse width [ms] | 10 |
| linear welding speed [mm/s] | 2 |
| Oscillation amplitude [mm] | 0.2–0.8 |
| Oscillation frequency [Hz] | 100–400 |
| Shielding gas type | Argon |
| Gas flow rate [l/mm] | 15 |
| Sample No. | Oscillation Amplitude [mm] | Oscillation Frequency [Hz] | Overlap Factor [%] | Laser Velocity [mm/s] | Interaction Time [ms] |
|---|---|---|---|---|---|
| 1 | 0.2 | 100 | 90 | 62.8 | 0.445 |
| 2 | 0.2 | 200 | 95 | 125.6 | 0.222 |
| 3 | 0.2 | 300 | 96.7 | 188.4 | 0.148 |
| 4 | 0.2 | 400 | 97.5 | 251.2 | 0.111 |
| 5 | 0.4 | 100 | 95 | 125.6 | 0.222 |
| 6 | 0.4 | 200 | 97.5 | 251.2 | 0.111 |
| 7 | 0.4 | 300 | 98.3 | 376.8 | 0.074 |
| 8 | 0.4 | 400 | 98.75 | 502.4 | 0.055 |
| 9 | 0.6 | 100 | 96.7 | 188.4 | 0.148 |
| 10 | 0.6 | 200 | 98.3 | 376.8 | 0.074 |
| 11 | 0.6 | 300 | 98.9 | 565.2 | 0.049 |
| 12 | 0.6 | 400 | 99.2 | 753.6 | 0.037 |
| 13 | 0.8 | 100 | 97.5 | 251.2 | 0.111 |
| 14 | 0.8 | 200 | 98.75 | 502.4 | 0.055 |
| 15 | 0.8 | 300 | 99.2 | 753.6 | 0.037 |
| 16 | 0.8 | 400 | 99.4 | 1004.8 | 0.027 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sadeghian, A.; Nath, S.; Huang, Y.; Matharu, R.S.; Wadee, N.; Pembrey, N.; Waugh, D.G. Quasi-Continuous Wave Pulsed Laser Welding of Copper Lap Joints Using Spatial Beam Oscillation. Micromachines 2022, 13, 2092. https://0-doi-org.brum.beds.ac.uk/10.3390/mi13122092
Sadeghian A, Nath S, Huang Y, Matharu RS, Wadee N, Pembrey N, Waugh DG. Quasi-Continuous Wave Pulsed Laser Welding of Copper Lap Joints Using Spatial Beam Oscillation. Micromachines. 2022; 13(12):2092. https://0-doi-org.brum.beds.ac.uk/10.3390/mi13122092
Chicago/Turabian StyleSadeghian, Amirhossein, Subhasisa Nath, Yuze Huang, Ranveer S. Matharu, Noppawee Wadee, Nicolas Pembrey, and David G. Waugh. 2022. "Quasi-Continuous Wave Pulsed Laser Welding of Copper Lap Joints Using Spatial Beam Oscillation" Micromachines 13, no. 12: 2092. https://0-doi-org.brum.beds.ac.uk/10.3390/mi13122092