
Printing MEMS: Application of Inkjet Techniques to the Manufacturing of Inertial Accelerometers
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Design and Finite Element Analysis (FEA)
2.2. Materials
2.3. Device Fabrication
2.4. Devices’ Morphological and Mechanical Characterization
2.5. Device Testing
2.6. Data Reproducibility
3. Results and Discussion
3.1. Device Design
3.2. Production Process
3.3. Dimensional Analysis
3.4. Morphological and Mechanical Characterization
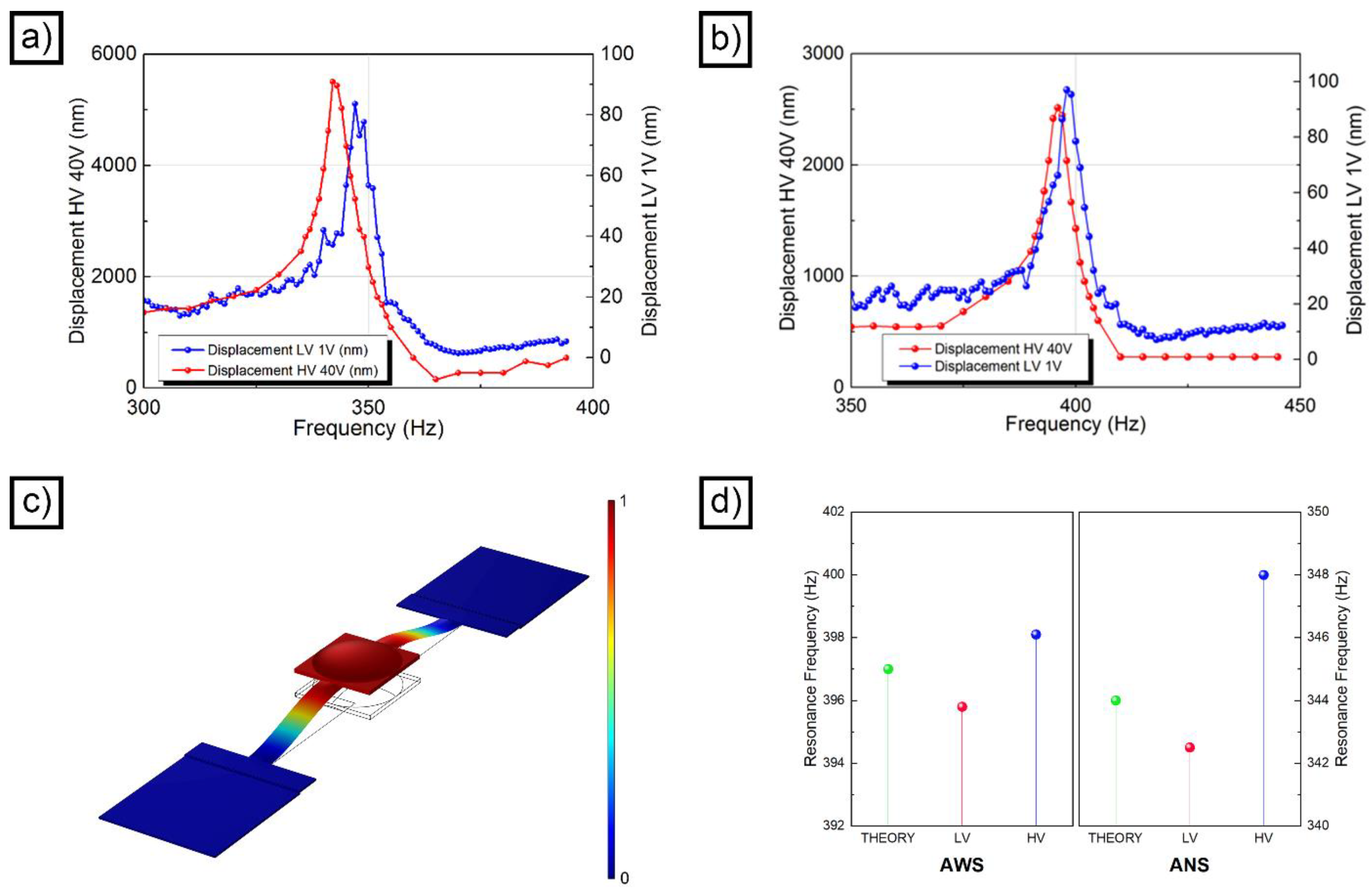
3.5. Accelerometer Testing
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Adams, T.M.; Layton, R.A. Introductory MEMS: Fabrication and Applications; Springer: Berlin/Heidelberg, Germany, 2010. [Google Scholar]
- Faudzi, A.A.M.; Sabzehmeidani, Y.; Suzumori, K. Application of Micro-Electro-Mechanical Systems (MEMS) as Sensors: A Review. J. Robot. Mechatron. 2020, 32, 281–288. [Google Scholar] [CrossRef]
- Lyshevski, S.E. MEMS and NEMS: Systems, Devices, and Structures; CRC Press: Boca Raton, FL, USA, 2018; ISBN 1315220245. [Google Scholar]
- Développement, Y. Status of the MEMS Industry 2020–Market and Technology Report; Technical Report; Yole Development: Villeurbanne, France, 2020. [Google Scholar]
- Arh, M.; Slavič, J.; Boltežar, M. Design principles for a single-process 3d-printed accelerometer—Theory and experiment. Mech. Syst. Signal Process. 2021, 152, 107475. [Google Scholar] [CrossRef]
- Krimpenis, A.A.; Noeas, G.D. Application of Hybrid Manufacturing processes in microfabrication. J. Manuf. Process. 2022, 80, 328–346. [Google Scholar] [CrossRef]
- Vaezi, M.; Seitz, H.; Yang, S. A review on 3D micro-additive manufacturing technologies. Int. J. Adv. Manuf. Technol. 2013, 67, 1721–1754. [Google Scholar] [CrossRef]
- Teh, K.S. Additive direct-write microfabrication for MEMS: A review. Front. Mech. Eng. 2017, 12, 490–509. [Google Scholar] [CrossRef]
- Kumar, S.; Bhushan, P.; Pandey, M.; Bhattacharya, S. Additive manufacturing as an emerging technology for fabrication of microelectromechanical systems (MEMS). J. Micromanuf. 2019, 2, 175–197. [Google Scholar] [CrossRef]
- Fischer, A.C.; Mäntysalo, M.; Niklaus, F. Inkjet Printing, Laser-Based Micromachining, and Micro-3D Printing Technologies for MEMS. In Handbook of Silicon Based MEMS Materials and Technologies; Elsevier: Amsterdam, The Netherlands, 2020; pp. 531–545. [Google Scholar] [CrossRef]
- Zega, V.; Credi, C.; Bernasconi, R.; Langfelder, G.; Magagnin, L.; Levi, M.; Corigliano, A. The First 3-D-Printed z-Axis Accelerometers with Differential Capacitive Sensing. IEEE Sens. J. 2018, 18, 53–60. [Google Scholar] [CrossRef]
- Zega, V.; Invernizzi, M.; Bernasconi, R.; Cuneo, F.; Langfelder, G.; Magagnin, L.; Levi, M.; Corigliano, A. The First 3D-Printed and Wet-Metallized Three-Axis Accelerometer with Differential Capacitive Sensing. IEEE Sens. J. 2019, 19, 9131–9138. [Google Scholar] [CrossRef]
- Pagani, L.G.; Carulli, P.; Zega, V.; Suriano, R.; Bernasconi, R.; Frangi, A.; Levi, M.; Magagnin, L.; Langfelder, G. The First Three-Dimensional Printed and Wet-Metallized Coriolis Mass Flowmeter. IEEE Sens. Lett. 2020, 4, 2500604. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, Q.; Zhao, Y.; Shao, Y.; Zhang, D. Design and Development of a Fully Printed Accelerometer with a Carbon Paste-Based Strain Gauge. Sensors 2020, 20, 3395. [Google Scholar] [CrossRef]
- Lee, Y.; Han, J.; Choi, B.; Yoon, J.; Park, J.; Kim, Y.; Lee, J.; Kim, D.H.; Kim, D.M.; Lim, M.; et al. Three-Dimensionally Printed Micro-electromechanical Switches. ACS Appl. Mater. Interfaces 2018, 10, 15841–15846. [Google Scholar] [CrossRef] [PubMed]
- Blachowicz, T.; Ehrmann, A. 3D Printed MEMS Technology—Recent Developments and Applications. Micromachines 2020, 11, 434. [Google Scholar] [CrossRef] [PubMed]
- Liu, G.; Wang, C.; Jia, Z.; Wang, K.; Ma, W.; Li, Z. A Rapid Design and Fabrication Method for a Capacitive Accelerometer Based on Machine Learning and 3D Printing Techniques. IEEE Sens. J. 2021, 21, 17695–17702. [Google Scholar] [CrossRef]
- Kawa, B.; Śliwa, K.; Lee, V.C.; Shi, Q.; Walczak, R. Inkjet 3D Printed MEMS Vibrational Electromagnetic Energy Harvester. Energies 2020, 13, 2800. [Google Scholar] [CrossRef]
- Golvari, P.; Kuebler, S.M. Fabrication of Functional Microdevices in SU-8 by Multi-Photon Lithography. Micromachines 2021, 12, 472. [Google Scholar] [CrossRef] [PubMed]
- Smith, P.J.; Shin, D.H. Inkjet-Based Micromanufacturing; John Wiley & Sons: Hoboken, NJ, USA, 2012; ISBN 3527647112. [Google Scholar]
- Hu, Z.; Yin, Y.; Ali, M.U.; Peng, W.; Zhang, S.; Li, D.; Zou, T.; Li, Y.; Jiao, S.; Chen, S.-J.; et al. Inkjet printed uniform quantum dots as color conversion layers for full-color OLED displays. Nanoscale 2020, 12, 2103–2110. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Han, F.; Li, F.; Zhao, Y.; Chen, M.; Xu, Z.; Zheng, X.; Hu, H.; Yao, J.; Guo, T.; et al. Inkjet-printed unclonable quantum dot fluorescent anti-counterfeiting labels with artificial intelligence authentication. Nat. Commun. 2019, 10, 2409. [Google Scholar] [CrossRef] [PubMed]
- Moya, A.; Gabriel, G.; Villa, R.; del Campo, F.J. Inkjet-printed electrochemical sensors. Curr. Opin. Electrochem. 2017, 3, 29–39. [Google Scholar] [CrossRef]
- Bernasconi, R.; Mangogna, A.; Magagnin, L. Low Cost Inkjet Fabrication of Glucose Electrochemical Sensors Based on Copper Oxide. J. Electrochem. Soc. 2018, 165, B3176–B3183. [Google Scholar] [CrossRef]
- Bax, C.; Bernasconi, R.; Massironi, F.; Magagnin, L.; Grizzi, F.; Capelli, L.; Taverna, G. Inkjet Printed ZnO Sensors for Early Prostate Cancer Detection by Means of Urine Odor Analysis. J. Electrochem. Soc. 2021, 168, 047513. [Google Scholar] [CrossRef]
- Hartwig, M.; Zichner, R.; Joseph, Y. Inkjet-Printed Wireless Chemiresistive Sensors—A Review. Chemosensors 2018, 6, 66. [Google Scholar] [CrossRef]
- Ketelsen, B.; Tjarks, P.P.; Schlicke, H.; Liao, Y.-C.; Vossmeyer, T. Fully Printed Flexible Chemiresistors with Tunable Selectivity Based on Gold Nanoparticles. Chemosensors 2020, 8, 116. [Google Scholar] [CrossRef]
- Gu, Y.; Wu, A.; Sohn, H.; Nicoletti, C.; Iqbal, Z.; Federici, J.F. Fabrication of rechargeable lithium ion batteries using water-based inkjet printed cathodes. J. Manuf. Process. 2015, 20, 198–205. [Google Scholar] [CrossRef]
- Schackmar, F.; Eggers, H.; Frericks, M.; Richards, B.S.; Lemmer, U.; Hernandez-Sosa, G.; Paetzold, U.W. Perovskite Solar Cells with All-Inkjet-Printed Absorber and Charge Transport Layers. Adv. Mater. Technol. 2021, 6, 2000271. [Google Scholar] [CrossRef]
- Liu, Y.; Li, F.; Huang, W. Perovskite micro-/nanoarchitecture for photonic applications. Matter 2023, 6, 3165–3219. [Google Scholar] [CrossRef]
- Wallace, D.; Hayes, D.; Chen, T.; Shah, V.; Radulescu, D.; Cooley, P.; Technologies, M. THINK ADDITIVE: Ink-Jet Deposition of Materials for MEMS Packaging. In Proceedings of the 6th Topical Workshop on Packaging of MEMS and Related Micro-Nano-Bio Integrated Systems, Long Beach, CA, USA, 18–20 November 2004; pp. 1–7. [Google Scholar]
- Nallani, A.; Chen, T.; Hayes, D.; Che, W.-S.; Lee, J.-B. A method for improved VCSEL packaging using MEMS and ink-jet technologies. J. Light. Technol. 2006, 24, 1504–1512. [Google Scholar] [CrossRef]
- Roshanghias, A.; Ma, Y.; Gaumont, E.; Neumaier, L. Inkjet printed adhesives for advanced M(O)EMS packaging. J. Mater. Sci. Mater. Electron. 2019, 30, 20285–20291. [Google Scholar] [CrossRef]
- Bernasconi, R.; Hatami, D.; Hosseinabadi, H.N.; Zega, V.; Corigliano, A.; Suriano, R.; Levi, M.; Langfelder, G.; Magagnin, L. Hybrid additive manufacturing of a piezopolymer-based inertial sensor. Addit. Manuf. 2022, 59, 103091. [Google Scholar] [CrossRef]
- Lau, G.-K.; Shrestha, M. Ink-Jet Printing of Micro-Electro-Mechanical Systems (MEMS). Micromachines 2017, 8, 194. [Google Scholar] [CrossRef]
- Ando, B.; Baglio, S.; Lombardo, C.O.; Marletta, V.; Pistorio, A. A Low-Cost Accelerometer Developed by Inkjet Printing Technology. IEEE Trans. Instrum. Meas. 2015, 65, 1242–1248. [Google Scholar] [CrossRef]
- Ando, B.; Baglio, S.; Lombardo, C.O.; Marletta, V.; Pistorio, A. An inkjet printed seismic sensor. In Proceedings of the 2015 IEEE International Instrumentation and Measurement Technology Conference (I2MTC) Proceedings, Pisa, Italy, 11–14 May 2015; pp. 1169–1173. [Google Scholar]
- Andò, B.; Baglio, S.; Bulsara, A.R.; Emery, T.; Marletta, V.; Pistorio, A. Low-Cost Inkjet Printing Technology for the Rapid Prototyping of Transducers. Sensors 2017, 17, 748. [Google Scholar] [CrossRef]
- Andò, B.; Baglio, S.; Marletta, V.; Crispino, R. A Low Cost Inkjet-Printed Mass Sensor Using a Frequency Readout Strategy. Sensors 2021, 21, 4878. [Google Scholar] [CrossRef] [PubMed]
- Xu, T.; Yoo, J.H.; Babu, S.; Roy, S.; Lee, J.-B.; Lu, H. Characterization of the mechanical behavior of SU-8 at microscale by viscoelastic analysis. J. Micromech. Microeng. 2016, 26, 105001. [Google Scholar] [CrossRef]
- Chung, S.; Park, S. Effects of temperature on mechanical properties of SU-8 photoresist material. J. Mech. Sci. Technol. 2013, 27, 2701–2707. [Google Scholar] [CrossRef]
- Jangra, M.; Arya, D.S.; Khosla, R.; Sharma, S.K. Maskless lithography: An approach to SU-8 based sensitive and high-g Z-axis polymer MEMS accelerometer. Microsyst. Technol. 2021, 27, 2925–2934. [Google Scholar] [CrossRef]
- Jeong, S.J.; Wang, W. Microaccelerometers Using Cured SU-8 as Structural Material. In Proceedings of the MEMS/MOEMS Components and Their Applications; SPIE: San Jose, CA, USA, 2004; Volume 5344, pp. 115–123. [Google Scholar]
- Ahmed, A.; Khlifi, A.; Pandit, S.; Patkar, R.; Joshi, A.; Dixit, P.; Mezghani, B.; Baghini, M.S. Design, fabrication, and characterization of SU-8/carbon black nanocomposite based polymer MEMS acceleration sensor. Microsyst. Technol. 2020, 26, 2857–2867. [Google Scholar] [CrossRef]
- Andò, B.; Baglio, S.; Castorina, S.; Graziani, S.; Trigona, C. Technologies for the Development of Polymeric Sensors. In Proceedings of the AISEM Annual Conference on Sensors and Microsystems; Springer: Berlin/Heidelberg, Germany, 2023; pp. 322–329. [Google Scholar]
- Stefani, A.; Andresen, S.; Yuan, W.; Herholdt-Rasmussen, N.; Bang, O. High Sensitivity Polymer Optical Fiber-Bragg-Grating-Based Accelerometer. IEEE Photon-Technol. Lett. 2012, 24, 763–765. [Google Scholar] [CrossRef]
- Kim, B.J.; Meng, E. Review of polymer MEMS micromachining. J. Micromech. Microeng. 2015, 26, 013001. [Google Scholar] [CrossRef]
- Saleem, M.M.; Saghir, S.; Bukhari, S.A.R.; Hamza, A.; Shakoor, R.I.; Bazaz, S.A. A Low-g MEMS Accelerometer with High Sensitivity, Low Nonlinearity and Large Dynamic Range Based on Mode-Localization of 3-DoF Weakly Coupled Resonators. Micromachines 2021, 12, 310. [Google Scholar] [CrossRef]
- Bernasconi, R.; Angeli, M.C.; Mantica, F.; Carniani, D.; Magagnin, L. SU-8 inkjet patterning for microfabrication. Polymer 2019, 185, 121933. [Google Scholar] [CrossRef]
- Corigliano, A.; Ardito, R.; Comi, C.; Frangi, A.; Ghisi, A.; Mariani, S. Microsystems and Mechanics. Procedia IUTAM 2014, 10, 138–160. [Google Scholar] [CrossRef]
- Dellmann, L.; Roth, S.; Beuret, C.; Racine, G.-A.; Lorenz, H.; Despont, M.; Renaud, P.; Vettiger, P.; de Rooij, N. Fabrication process of high aspect ratio elastic and SU-8 structures for piezoelectric motor applications. Sens. Actuators A Phys. 1998, 70, 42–47. [Google Scholar] [CrossRef]
- Chang, S.; Warren, J.; Chiang, F.-P. Mechanical Testing of EPON SU-8 with SIEM. In Proceedings of the Microscale Systems: Mechanics And Measurements Symposium, Orlando, FL, USA, 8 June 2000; pp. 46–49. [Google Scholar]
- Wouters, K.; Puers, R. Determining the Young’s modulus and creep effects in three different photo definable epoxies for MEMS applications. Sens. Actuators A Phys. 2009, 156, 196–200. [Google Scholar] [CrossRef]
- Marinković, Ž.; Simić, V. Comparative analysis of interdiffusion in some thin film metal couples at room temperature. Thin Solid Films 1992, 217, 26–30. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| ANS | AWS | ||||
|---|---|---|---|---|---|
| Dimension | Expected Value (μm) | Measured Value (μm) | Variation (%) | Measured Value (μm) | Variation (%) |
| a | 1500 | 1614 ± 7 | 7.6 | 1541 ± 6 | 2.8 |
| b | 1500 | 1652 ± 9 | 10.1 | 1604 ± 7 | 7 |
| c | 300 | 226 ± 8 | −24.6 | 271 ± 6 | −9.8 |
| d | 100 | 231 ± 6 | 130.7 | 220 ± 6 | 120 |
| e | 1400 | 1294 ± 19 | −7.5 | 1325 ± 8 | −5.3 |
| f | 1000 | 1137 ± 7 | 13.7 | 1018 ± 13 | 1.8 |
| g | 1000 | 1172 ± 5 | 17.2 | 1157 ± 7 | 15.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bernasconi, R.; Invernizzi, G.P.; Gallo Stampino, E.; Gotti, R.; Gatti, D.; Magagnin, L. Printing MEMS: Application of Inkjet Techniques to the Manufacturing of Inertial Accelerometers. Micromachines 2023, 14, 2082. https://0-doi-org.brum.beds.ac.uk/10.3390/mi14112082
Bernasconi R, Invernizzi GP, Gallo Stampino E, Gotti R, Gatti D, Magagnin L. Printing MEMS: Application of Inkjet Techniques to the Manufacturing of Inertial Accelerometers. Micromachines. 2023; 14(11):2082. https://0-doi-org.brum.beds.ac.uk/10.3390/mi14112082
Chicago/Turabian StyleBernasconi, Roberto, Gabriele Pietro Invernizzi, Elisa Gallo Stampino, Riccardo Gotti, Davide Gatti, and Luca Magagnin. 2023. "Printing MEMS: Application of Inkjet Techniques to the Manufacturing of Inertial Accelerometers" Micromachines 14, no. 11: 2082. https://0-doi-org.brum.beds.ac.uk/10.3390/mi14112082