
Cu-Cu Thermocompression Bonding with a Self-Assembled Monolayer as Oxidation Protection for 3D/2.5D System Integration
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Sample Description
2.2. Passivation Procedure
2.3. Analysis of the Cu Surface, SAM Layer Quality, and Its Protective Effect
2.4. Analysis of the Interconnect Bonding Quality
3. Results
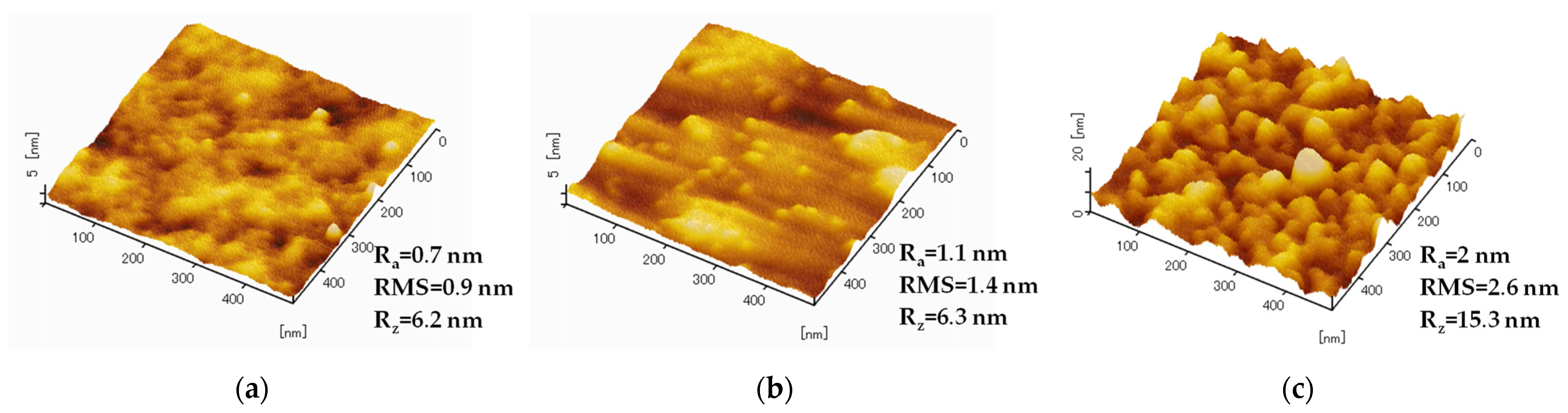
3.1. Influence of the SAM Passivation on the Cu Surface Roughness
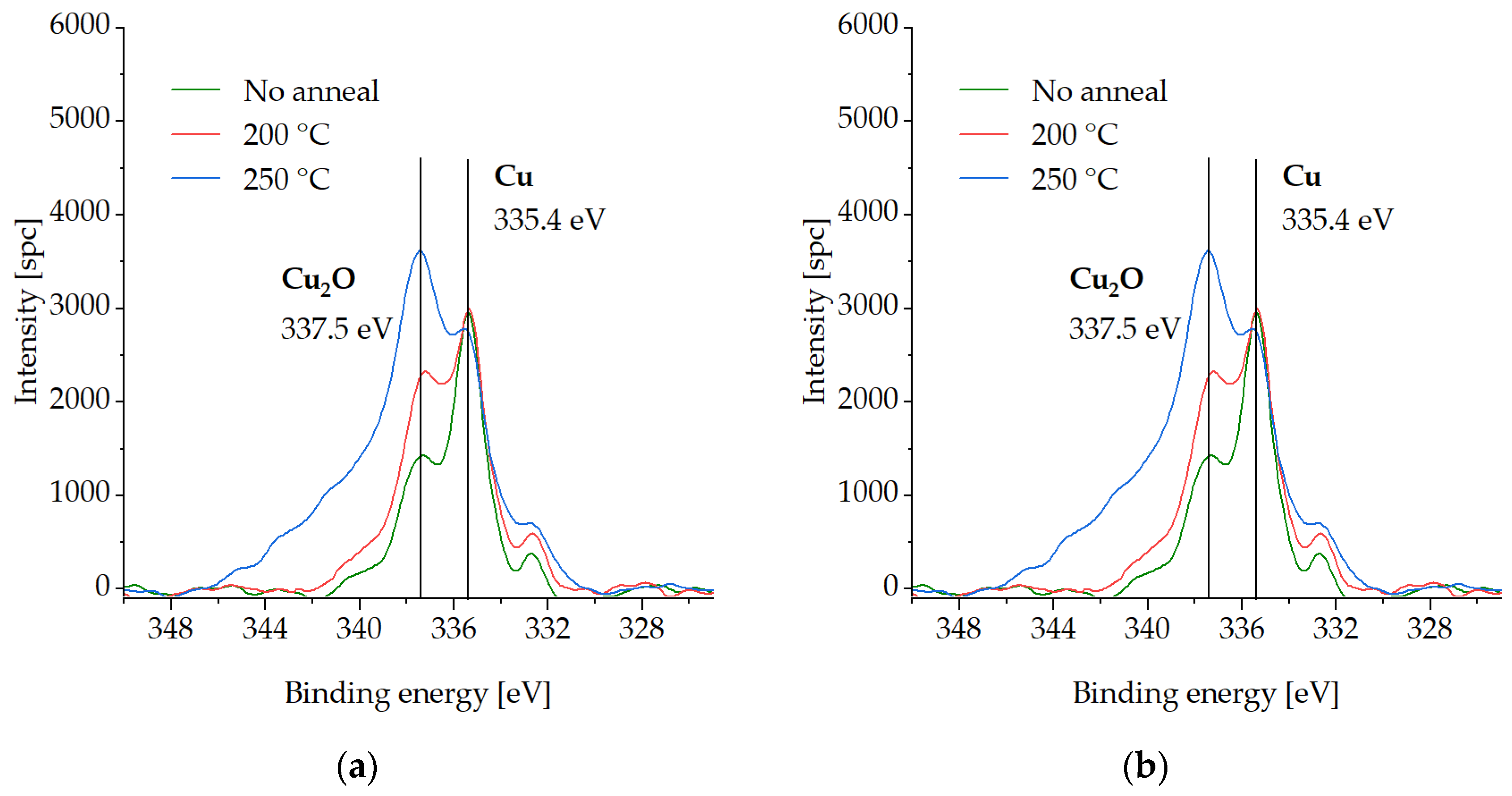
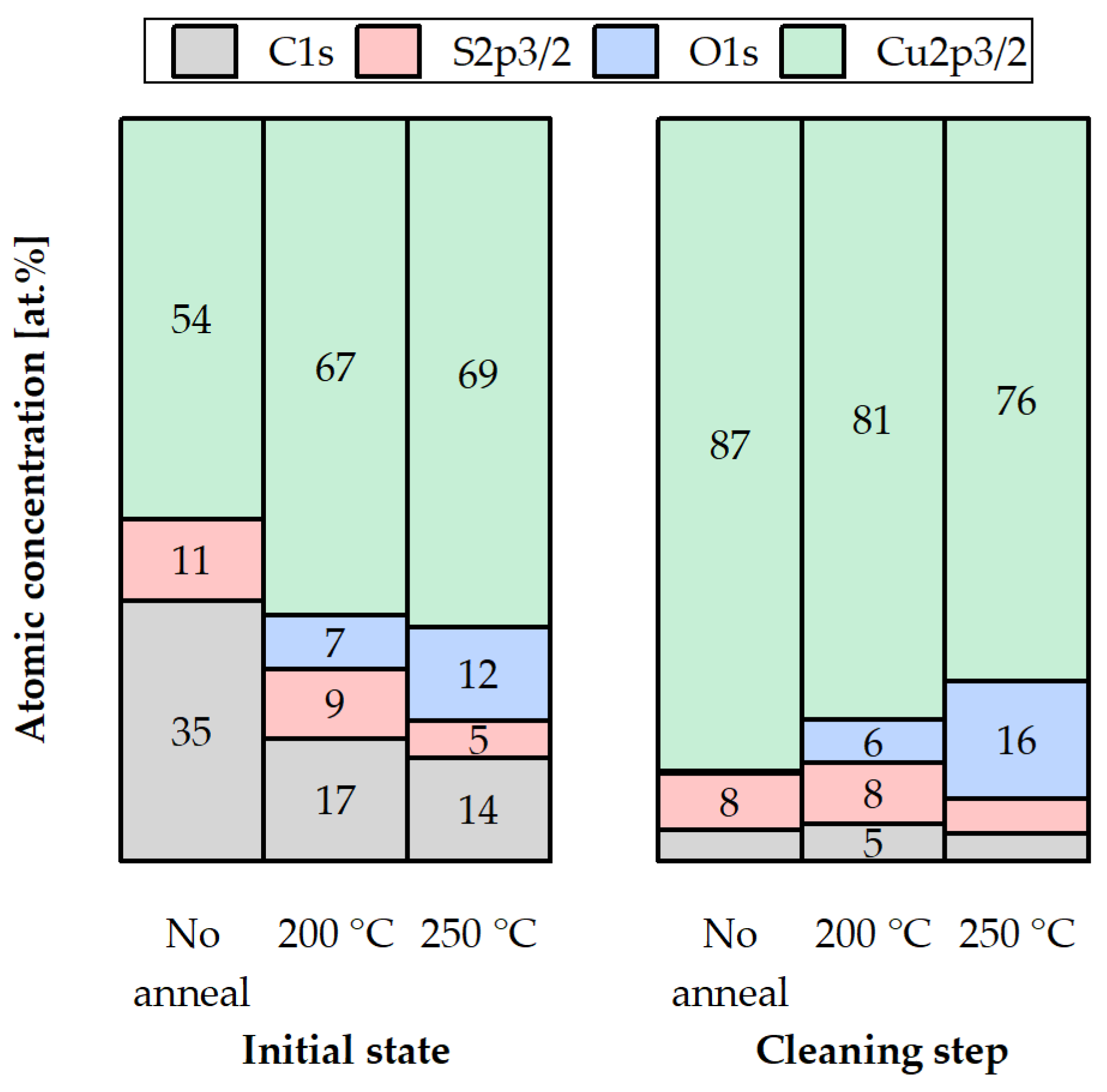
3.2. Impact of the Desorption and Storage Parameters on the Chemical Composition of the Cu Surface
3.2.1. Impact of the Desorption Parameters on the Chemical Composition of the Cu Surface
3.2.2. Impact of the Storage Parameters on the Chemical Composition of the Cu Surface
3.3. Impact of the Desorption and Storage Parameters on the Shear Strength of the Cu-Cu Interconnects
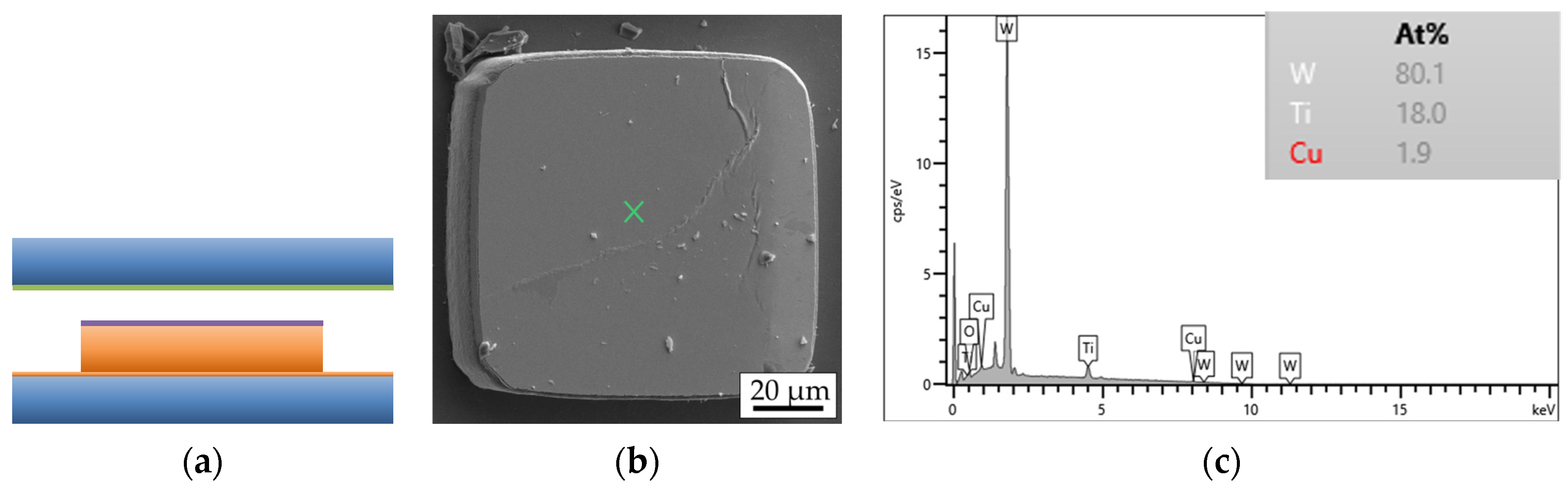
3.3.1. Proposed Classification of the Fracture Surfaces after the Shear Strength Tests
3.3.2. Impact of the Desorption Parameters on the Shear Strength of the Cu-Cu Interconnects
3.3.3. Impact of the Storage Parameters on the Shear Strength of the Cu-Cu Interconnects
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tummala, R.R. Fundamentals of Microsystems Packaging; McGraw-Hill: New York, NY, USA, 2001. [Google Scholar]
- Waldrop, M.M. More Than Moore. Nature 2016, 530, 144–147. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, S. Challenges and recent prospectives of 3D heterogeneous integration. e-Prime–Adv. Electr. Eng. Electron. Energy 2022, 2, 100052. [Google Scholar] [CrossRef]
- Veres, J.; Bringans, R.D.; Chow, E.M.; Lu, J.P.; Mei, P.; Ready, S.E.; Schwartz, D.E.; Street, R.A. Additive manufacturing for electronics “Beyond Moore”. In Technical Digest–International Electron Devices Meeting, IEDM; Institute of Electrical and Electronics Engineers, Inc.: Piscataway, NJ, USA, 2017; pp. 25.6.1–25.6.3. [Google Scholar] [CrossRef]
- Kim, J.; Murali, G.; Park, H.; Qin, E.; Kwon, H.; Chaitanya, V.; Chekuri, K.; Dasari, N.; Singh, A.; Lee, M.; et al. Architecture, chip, and package co-design flow for 2.5D IC design enabling heterogeneous IP reuse. In Proceedings of the Design Automation Conference, Las Vegas, NV, USA, 2–6 June 2019; Institute of Electrical and Electronics Engineers, Inc.: Piscataway, NJ, USA, 2019. [Google Scholar] [CrossRef]
- He, R.; Fujino, M.; Akaike, M.; Sakai, T.; Sakuyama, S.; Suga, T. Combined surface activated bonding using H-containing HCOOH vapor treatment for Cu/Adhesive hybrid bonding at below 200 °C. Appl. Surf. Sci. 2017, 414, 163–170. [Google Scholar] [CrossRef]
- Panigrahy, A.K.; Chen, K.N. Low Temperature Cu-Cu Bonding Technology in Three-Dimensional Integration: An Extensive Review. J. Electron. Packag. Trans. ASME 2018, 140, 010801. [Google Scholar] [CrossRef] [Green Version]
- Yamamoto, M.; Higurashi, E.; Suga, T.; Sawada, R.; Itoh, T. Properties of various plasma surface treatments for low-temperature Au–Au bonding. Jpn. J. Appl. Phys. 2018, 57, 04FC12. [Google Scholar] [CrossRef]
- Wang, C.; Suga, T. A novel room-temperature wafer direct bonding method by fluorine containing plasma activation. In Proceedings of the 2010 60th Electronic Components and Technology Conference (ECTC), Las Vegas, NV, USA, 1–4 June 2010; pp. 303–308. [Google Scholar] [CrossRef]
- Lei, H.; Tang, Y.-J. Stress-induced stacking faults in the Cu/Au interface. J. Phys. Condens. Matter 2004, 16, 7823. [Google Scholar] [CrossRef]
- Huang, Y.-P.; Chien, Y.-S.; Tzeng, R.-N.; Chen, K.-N. Demonstration and Electrical Performance of Cu–Cu Bonding at 150 °C With Pd Passivation. IEEE Trans. Electron. Devices 2015, 62, 2587–2592. [Google Scholar] [CrossRef]
- Cha, L. A Metastable HCP Intermetallic Phase in Cu-Al Bilayer Films; Universität Stuttgart: Stuttgart, Germany, 2006. [Google Scholar]
- Smet, V.; Kobayashi, M.; Wang, T.; Raj, P.M.; Tummala, R. A new era in manufacturable, low-temperature and ultra-fine pitch Cu interconnections and assembly without solders. In Proceedings of the 2014 IEEE 64th Electronic Components and Technology Conference (ECTC), Lake Buena Vista, FL, USA, 27–30 May 2014; pp. 484–489. [Google Scholar] [CrossRef]
- Sharifi, S.H. Exploration and Optimization of Different SAM (Self-Assembled Monolayer) Deposition Methods to Passivate Copper Microbumps for 3D Stacking. Master’s Thesis, Technical University of Dresden, Dresden, Germany, 2017. [Google Scholar]
- Tan, C.S. Self-Assembled Monolayer (SAM) Passivation of Copper and Its Application in Wafer Bonding. In Encyclopedia of Packaging Materials, Processes, and Mechanics: Set 1: Interconnect and Wafer Bonding Technology. Volume 4: Wafer Bonding Technology; World Scientific: Singapore, 2019; pp. 81–127. [Google Scholar] [CrossRef]
- Lykova, M. Investigation of Cu-Cu Bonding for 2.5D and 3D System Integration Using Self-Assembled Monolayer as Oxidation Inhibitor. Ph.D. Thesis, Technische Universität Dresden, Dresden, Germany, 2022. [Google Scholar]
- Lim, D.F.; Wei, J.; Leong, K.C.; Tan, C.S. Cu passivation for enhanced low temperature (≤300 °C) bonding in 3D integration. Microelectron. Eng. 2013, 106, 144–148. [Google Scholar] [CrossRef]
- Nuzzo, R.G.; Korenic, E.M.; Dubois, L.H. Studies of the temperature-dependent phase behavior of long chain n-alkyl thiol monolayers on gold. J. Chem. Phys. 1990, 93, 767–773. [Google Scholar] [CrossRef]
- Ebbens, S.; Hutt, D.; Liu, C. The Thermal Stability of Alkanethiol Self-Assembled Monolayers on Copper for Fluxless Soldering Applications. IEEE Trans. Compon. Packag. Technol. 2010, 33, 251–259. [Google Scholar] [CrossRef] [Green Version]
- Hutt, D.A.; Liu, C. Oxidation protection of copper surfaces using self-assembled monolayers of octadecanethiol. Appl. Surf. Sci. 2005, 252, 400–411. [Google Scholar] [CrossRef]
- Love, J.C.; Estroff, L.A.; Kriebel, J.K.; Nuzzo, R.G.; Whitesides, G.M. Self-Assembled Monolayers of Thiolates on Metals as a Form of Nanotechnology. Chem. Rev. 2004, 105, 1103–1170. [Google Scholar] [CrossRef]
- Tan, C.S.; Lim, D.F.; Ang, X.F.; Wei, J.; Leong, K.C. Low temperature Cu-Cu thermo-compression bonding with temporary passivation of self-assembled monolayer and its bond strength enhancement. Microelectron. Reliab. 2012, 52, 321–324. [Google Scholar] [CrossRef]
- Ghosh, T.; Dutta, A.; Lingareddy, E.; Subrahmanyam, C.; Singh, S.G. Room temperature desorption of Self Assembly Monolayer (SAM) passivated Cu for lowering the process temperature Cu-Cu bonding of 3-D ICs. In Proceedings of the Emerging Electronics (ICEE), 2012 International Conference, Bombay, India, 15–17 December 2012; pp. 1–4. [Google Scholar] [CrossRef]
- Liu, C.; Hutt, D.A. Fluxless Soldering of Copper Substrates Using Self-Assembled Monolayers for Preservation. IEEE Trans. Compon. Packag. Technol. 2006, 29, 512–521. [Google Scholar] [CrossRef]
- Carbonell, L.; Whelan, C.M.; Kinsella, M.; Maex, K. A thermal stability study of alkane and aromatic thiolate self-assembled monolayers on copper surfaces. Superlattices Microstruct. 2004, 36, 149–160. [Google Scholar] [CrossRef]
- Kodama, C.; Hayashi, T.; Nozoye, H. Decomposition of alkanethiols adsorbed on Au (1 1 1) at low temperature. Appl. Surf. Sci. 2001, 169–170, 264–267. [Google Scholar] [CrossRef]
- Schlenoff, J.B.; Li, M.; Ly, H. Stability and Self-Exchange in Alkanethiol Monolayers. J. Am. Chem. Soc. 1995, 117, 12528–12536. [Google Scholar] [CrossRef]
- Keil, P.; Lützenkirchen-Hecht, D.; Frahm, R. Investigation of Room Temperature Oxidation of Cu in Air by Yoneda-XAFS. AIP Conf. Proc. 2007, 882, 490–492. [Google Scholar] [CrossRef] [Green Version]
- Lykova, M.; Panchenko, I.; Künzelmann, U.; Reif, J.; Geidel, M.; Wolf, M.J.; Lang, K.-D. Characterisation of Cu/Cu bonding using self-assembled monolayer. Solder. Surf. Mt. Technol. 2018, 30, 106–111. [Google Scholar] [CrossRef]
- Liu, C.; Liu, A.; Su, Y.; Zhou, Z.; Liu, C. Nano Ag sintering on Cu substrate assisted by self-assembled monolayers for high-temperature electronics packaging. Microelectron. Reliab. 2021, 126, 114241. [Google Scholar] [CrossRef]
- Ghosh, T.; Krushnamurthy, E.; Subrahmanyam, C.; SivaRamaKrishna, V.; Dutta, A.; Singh, S.G. Room temperature desorption of Self Assembled Monolayer from Copper surface for low temperature amp; low pressure thermocompression bonding. In Proceedings of the 65th Electronic Components and Technology Conference (ECTC), San Diego, CA, USA, 26–29 May 2015; pp. 2200–2204. [Google Scholar] [CrossRef] [Green Version]
- Lan, P. Wafer-Level Fine Pitch Cu-Cu Bonding for 3-D Stacking of Integrated Circuits; Nanyang Technological University: Singapore, 2012; Available online: https://repository.ntu.edu.sg/handle/10356/53452 (accessed on 25 May 2023).
- Biesinger, M.C. Advanced analysis of copper X-ray photoelectron spectra. Surf. Interface Anal. 2017, 49, 1325–1334. [Google Scholar] [CrossRef]
- El-Desawy, M. Characterization and Application of Aromatic Self-Assembled Monolayers. Ph.D. Thesis, University of Bielefeld, Bielefeld, Germany, 2007. Available online: https://pub.uni-bielefeld.de/publication/2302009 (accessed on 2 September 2019).
- Paul, A.; Laibinis, E.; Whitesides, G.M. Self-Assembled Monolayers of n-Alkanethiolates on Copper Are Barrier Films That Protect the Metal against Oxidation by air. J. Am. Chem. Soc. 1992, 114, 9022–9028. [Google Scholar]
- Moulder, J.F.; Stickle, W.F.; Sobol, P.E.; Bomben, K.D.; Chastain, J. Handbook of X-ray Photoelectron Spectroscopy; Pekin-Elmer Corporation: Waltham, MA, USA, 1993. [Google Scholar]
- Deroubaix, G.; Marcus, P. X-ray photoelectron spectroscopy analysis of copper and zinc oxides and sulphides. Surf. Interface Anal. 1992, 18, 39–46. [Google Scholar] [CrossRef]
- Du, T.; Tamboli, D.; Desai, V.; Seal, S. Mechanism of Copper Removal during CMP in Acidic H2O2 Slurry. J. Electrochem. Soc. 2004, 151, G230. [Google Scholar] [CrossRef]
- Tajima, S.; Tsuchiya, S.; Matsumori, M.; Nakatsuka, S.; Ichiki, T. Reduction of Copper Oxide Films by an Atmospheric-Pressure Inductively Coupled Plasma Microjet. Trans. Mater. Res. Soc. Jpn. 2010, 35, 621–625. [Google Scholar] [CrossRef] [Green Version]
- Biesinger, M.C. Accessing the robustness of adventitious carbon for charge referencing (correction) purposes in XPS analysis: Insights from a multi-user facility data review. Appl. Surf. Sci. 2022, 597, 153681. [Google Scholar] [CrossRef]
- Arai, Y.; Nimura, M.; Tomokage, H. Cu-Cu direct bonding technology using ultrasonic vibration for flip-chip interconnection. In Proceedings of the 2015 International Conference on Electronic Packaging and iMAPS All Asia Conference (ICEP-IAAC), Kyoto, Japan, 14–17 April 2015; pp. 468–472. [Google Scholar] [CrossRef]
- Luk, C.F.; Chan, Y.C.; Hung, K.C. Development of gold to gold interconnection flip chip bonding for chip on suspension assemblies. Microelectron. Reliab. 2002, 42, 381–389. [Google Scholar] [CrossRef]
- Panchenko, I. Process-Dependent Microstructure Changes in Solid-Liquid Interdiffusion Interconnects for 3D Integration; TU Dresden: Dresden, Germany, 2013; Available online: https://books.google.de/books/about/Process_dependent_Microstructure_Changes.html?id=NGc8nwEACAAJ&redir_esc=y (accessed on 3 July 2019).
- Lim, D.F.; Singh, S.G.; Ang, X.F.; Wei, J.; Ng, C.M.; Tan, C.S. Application of Self Assembly Monolayer (SAM) in lowering the process temperature during Cu-Cu diffusion bonding of 3D IC. In Proceedings of the IMPACT Conference 2009 International 3D IC Conference, Taipei, Taiwan, 21–23 October 2009; pp. 68–71. [Google Scholar] [CrossRef]
- Lim, D.F.; Singh, S.G.; Ang, X.F.; Wei, J.; Ng, C.M.; Tan, C.S. Achieving low temperature Cu to Cu diffusion bonding with self assembly monolayer (SAM) passivation. In Proceedings of the 2009 IEEE International Conference on 3D System Integration, San Francisco, CA, USA, 28–30 September 2009; pp. 1–5. [Google Scholar] [CrossRef]
- Lim, D.F.; Wei, J.; Leong, K.C.; Tan, C.S. Surface Passivation of Cu for Low Temperature 3D Wafer Bonding. ECS Solid State Lett. 2012, 1, P11–P14. [Google Scholar] [CrossRef]
- Peng, L.; Li, H.Y.; Lim, D.F.; Gao, S.; Tan, C.S. Thermal reliability of fine pitch Cu-Cu bonding with self assembled monolayer (SAM) passivation for Wafer-on-Wafer 3D-Stacking. In Proceedings of the 2011 IEEE 61st Electronic Components and Technology Conference (ECTC), Lake Buena Vista, FL, USA, 31 May–3 June 2011; pp. 22–26. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Top Die | Bottom Die |
|---|---|---|
| Die size | 3.35 × 6.2 mm2 | 10 × 10 mm2 |
| Bump height/Cu thickness | 26 µm | 2 µm |
| Cu type | ECD | ECD |
| Bump size or bump diameter | 100 × 100 µm2 | - |
| Bump form | square | - |
| Bump pitch | 130 µm | - |
| Bump quantity | 720 | - |
| Bump matrix | 18 × 40 | - |
| Bonding area | 7.2 mm2 | - |
| Planarization | fly cut | CMP |
| Roughness | Ra = 60 nm, Rz = 439 nm | Ra = 0.7 nm, Rz = 6 nm |
| Cu texture | {001} | {001}, {111} |
| Bonding Parameter | TC Bonding |
|---|---|
| Set bonding pressure | 40 MPa |
| Set bonding temperature | 250 °C |
| Bonding time | 30 min |
| Bonding area | 7.2 mm2 |
| Desorption temperature | 200 °C; 250 °C |
| Desorption time | 0 min; 30 min |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lykova, M.; Panchenko, I.; Schneider-Ramelow, M.; Suga, T.; Mu, F.; Buschbeck, R. Cu-Cu Thermocompression Bonding with a Self-Assembled Monolayer as Oxidation Protection for 3D/2.5D System Integration. Micromachines 2023, 14, 1365. https://0-doi-org.brum.beds.ac.uk/10.3390/mi14071365
Lykova M, Panchenko I, Schneider-Ramelow M, Suga T, Mu F, Buschbeck R. Cu-Cu Thermocompression Bonding with a Self-Assembled Monolayer as Oxidation Protection for 3D/2.5D System Integration. Micromachines. 2023; 14(7):1365. https://0-doi-org.brum.beds.ac.uk/10.3390/mi14071365
Chicago/Turabian StyleLykova, Maria, Iuliana Panchenko, Martin Schneider-Ramelow, Tadatomo Suga, Fengwen Mu, and Roy Buschbeck. 2023. "Cu-Cu Thermocompression Bonding with a Self-Assembled Monolayer as Oxidation Protection for 3D/2.5D System Integration" Micromachines 14, no. 7: 1365. https://0-doi-org.brum.beds.ac.uk/10.3390/mi14071365