Levulinic acid (LA) is a biomass-derived platform chemical which has attracted increasing interest in recent years due to the possibility to be converted into added-value derivatives, such as biofuels, fragrances, solvents, pharmaceuticals, and plasticizers [
1], thus justifying the increasing worldwide market demand for LA production [
2]. LA is traditionally produced in water medium via dehydration of C6 sugars through the formation of 5-hydroxymethylfurfural as the main reaction intermediate, the overall reaction occurring in the presence of a suitable acid catalyst [
3,
4,
5,
6,
7]. Among the LA-derived platforms chemicals, alkyl levulinates appear significantly attractive due to their potential applications developed in recent years for the global market scenario, such as fuel blending additives for diesel/gasoline, and as intermediates for the synthesis of valuable polymers, perfumes, and flavoring formulations [
8,
9]. Levulinates can be synthesized by the esterification of pure LA with a simple equilibrium reaction, requiring a mild acid catalysis/reaction conditions, and generally affording very high yields towards the desired ester products. Both the reduced number of process units and the enhanced performances of new technological solutions, such as the reactive distillation, should allow significant improvements in the economics of the esterification process [
10,
11,
12]. However, despite these ascertained potentials, the catalysis issue can be further improved, taking into account both the synthetic strategy and the adopted feedstock. Up to now, much work has been done on the synthesis of methyl and ethyl levulinates, which were recognized as effective additives for diesel and biodiesel transportation fuels, showing excellent performances, including non-toxicity, high lubricity and good flashpoint stability and flow properties under cold conditions [
13,
14,
15]. In addition, the conversion of these short-chain alkyl levulinates into more added-value bio-products, such as γ-valerolactone, is preferred respect to that of LA due to the improved selectivity. Moreover, the hydrogenation of alkyl levulinates with short alkyl chains facilitates down-stream processing as separation of alcohol in the final step is easier and cheaper, compared to water [
16]. The synthesis of alkyl levulinates was carried out in the presence of homogeneous or, more advantageously, heterogeneous catalysts due to their easy recovery from the reaction mixture, starting from pure LA or expensive pure model precursors, such as C6 carbohydrates (glucose, fructose, and clean cellulose), C5 derivatives (furfuryl alcohol), and even real lignocellulosic biomasses [
17,
18]. The one-pot synthesis of these levulinates directly from monosaccharides, polysaccharides, and, above all, starting from lignocellulosic biomass, has gained more interest due to the low cost of these feedstocks, and the feasibility of this approach was demonstrated, in particular for the biomass alcoholysis to ethyl levulinate [
19]. A key advantage of the direct alcoholysis is represented by the limited formation of undesired furanic products, named
humins, when using alcohol (instead of water) as the solvent for biomass conversion [
20,
21]. On the other hand, the yields of levulinate esters from real biomass are generally lower than those obtained from pure model compounds due to the usually higher recalcitrance of the former [
18], and to the increased formation of reaction by-products, such as formates, HMF ethers and, above all, dialkyl ethers, originating from the alcohol dehydration [
20,
21]. Differently,
n-butyl levulinate (BL) was less studied, but its use as an efficient fuel additive was already demonstrated [
22], resulting in a more promising diesel additive than EL [
18,
23]. In addition,
n-butanol (
n-BuOH) is a green reagent/solvent, being obtainable by fermentation and also by catalytic conversion of bio-ethanol [
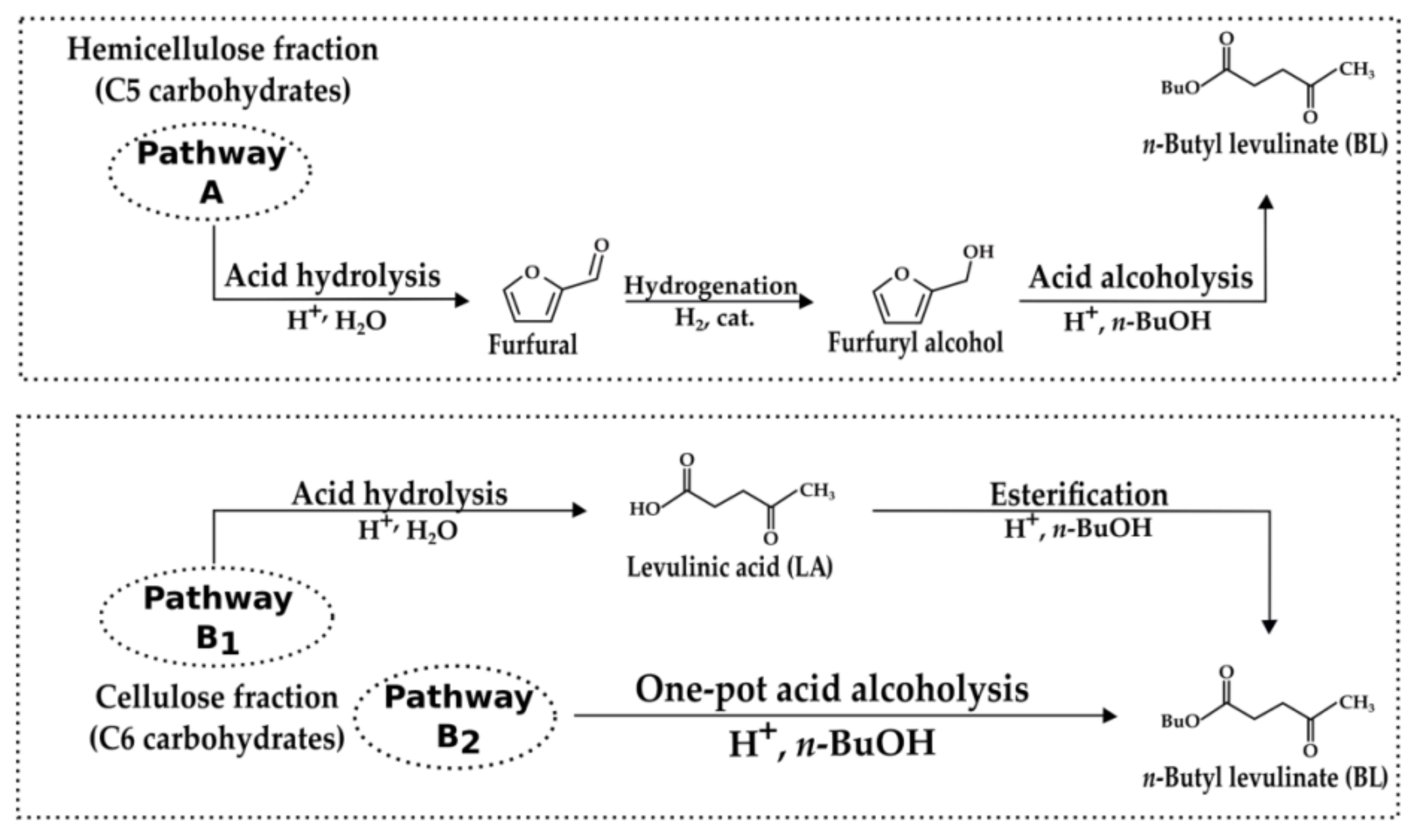
24], thus further justifying the interest towards the sustainable production of BL. Regarding the possible pathways for BL production, as previously stated for methyl and ethyl levulinates, it can also be obtained with a two-steps process from C5 or C6 carbohydrates or their conversion products (Pathway A or Pathway B
1, respectively, in
Figure 1) or, more advantageously, with a one-pot approach from C6 carbohydrates (Pathway B
2,
Figure 1). In the first case, furfuryl alcohol or LA (from hemicellulose and cellulose fractions, respectively) must be synthesized in the first step, recovered, and properly purified before the subsequent stage, consisting of acid alcoholysis or esterification, respectively. The C5 route (Pathway A,
Figure 1) is a three-step process consisting of: (1) acid-catalyzed hydrolysis of the hemicellulose fraction to simpler C5 sugars and their dehydration to furfural; (2) hydrogenation of furfural over a suitable catalyst to furfuryl alcohol; (3) acid alcoholysis of furfuryl alcohol to BL, occurring in the presence of strong acid catalysts [
25]. The C5 route was investigated in the literature adopting furfuryl alcohol as starting feedstock, in the presence of heterogeneous catalysts, due to their easier separation from the liquid reaction mixture [
26,
27,
28,
29]. On the other hand, BL synthesis through the C6 route (Pathway B
1,
Figure 1) provides the hydrolysis of the C6 carbohydrates to LA, followed by its esterification in
n-BuOH, and both steps occur in the presence of a suitable acid catalyst.
Regarding this C6 route, in the literature, it is possible to find many BL synthesis from pure LA, the intermediate compound, usually preferring the use of heterogeneous catalysts, achieving excellent yields (>90 mol%) under sustainable reaction conditions [
9,
30,
31]. On the contrary, BL synthesis from C6 carbohydrates was not exploited with the same emphasis, although this approach should result very attractive from the industrial perspective if realized in a single step without any intermediate purification procedures (Pathway B
2,
Figure 1), thus decreasing the BL production cost. In this context, some authors have reported the one-pot butanolysis of microcrystalline cellulose to BL [
32,
33,
34,
35,
36,
37,
38,
39,
40,
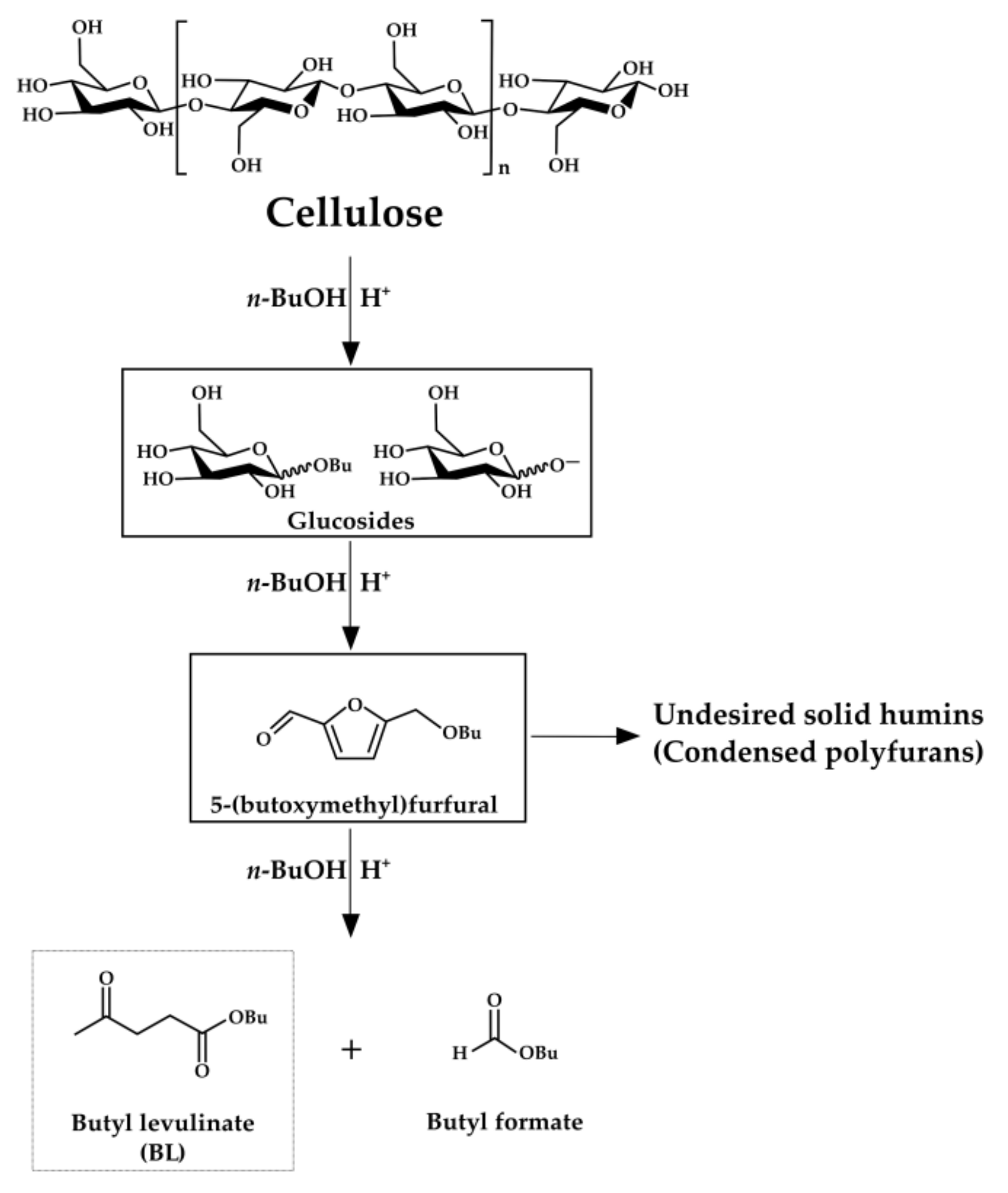
41], which is already very difficult to achieve due to its recalcitrance to the solubilization/conversion, while the butanolysis of the real biomass, which includes lignin as a further recalcitrant component, is even unexplored. In this regard, a simplified scheme of the C6 fraction butanolysis pathway is shown in
Figure 2.
Butanolysis of the C6 fraction is a complex pathway, which involves the formation of many reactive species, in particular butyl glucosides and furanic derivatives as the main reaction intermediates, in addition to butyl formate (BF) as the main reaction co-product. Furanic intermediates are very reactive species, which could condense to solid insoluble polyfurans, the humins [
40]. The first step of the butanolysis process consists of the depolymerization of cellulose chains to form glucosides, followed by the subsequent formation of furan derivatives, whereas the final step involves the conversion of the furanic intermediates to BL, and all these steps occur in the presence of an acid catalyst [
40]. When the above reaction is performed adopting a real solid lignocellulosic biomass, the use of homogeneous catalysts is the best choice. Some typical drawbacks, such as the possible corrosion of the equipment, and the recovery of the acid catalyst, need to be further improved by adopting very low acid concentrations and more technological work-up solutions. Moreover, the use of a very low acid concentration in the alcoholysis reaction, which helps to minimize the corrosion of the equipment, should also control the formation extent of by-products, in particular the dialkyl ether [
8,
14]. In this context, it is noteworthy the work of Démolis et al. [
37], who achieved the highest BL molar yield of about 50 mol%, working in an autoclave at 200 °C for 30 min, adopting pure cellulose as starting feedstock (2.4 wt%), with a very low concentration of H
2SO
4 (0.6 wt%). However, this good BL yield, although academically interesting, was obtained with a low starting cellulose loading, which should represent significant limitations for the development on the intensified industrial scale.
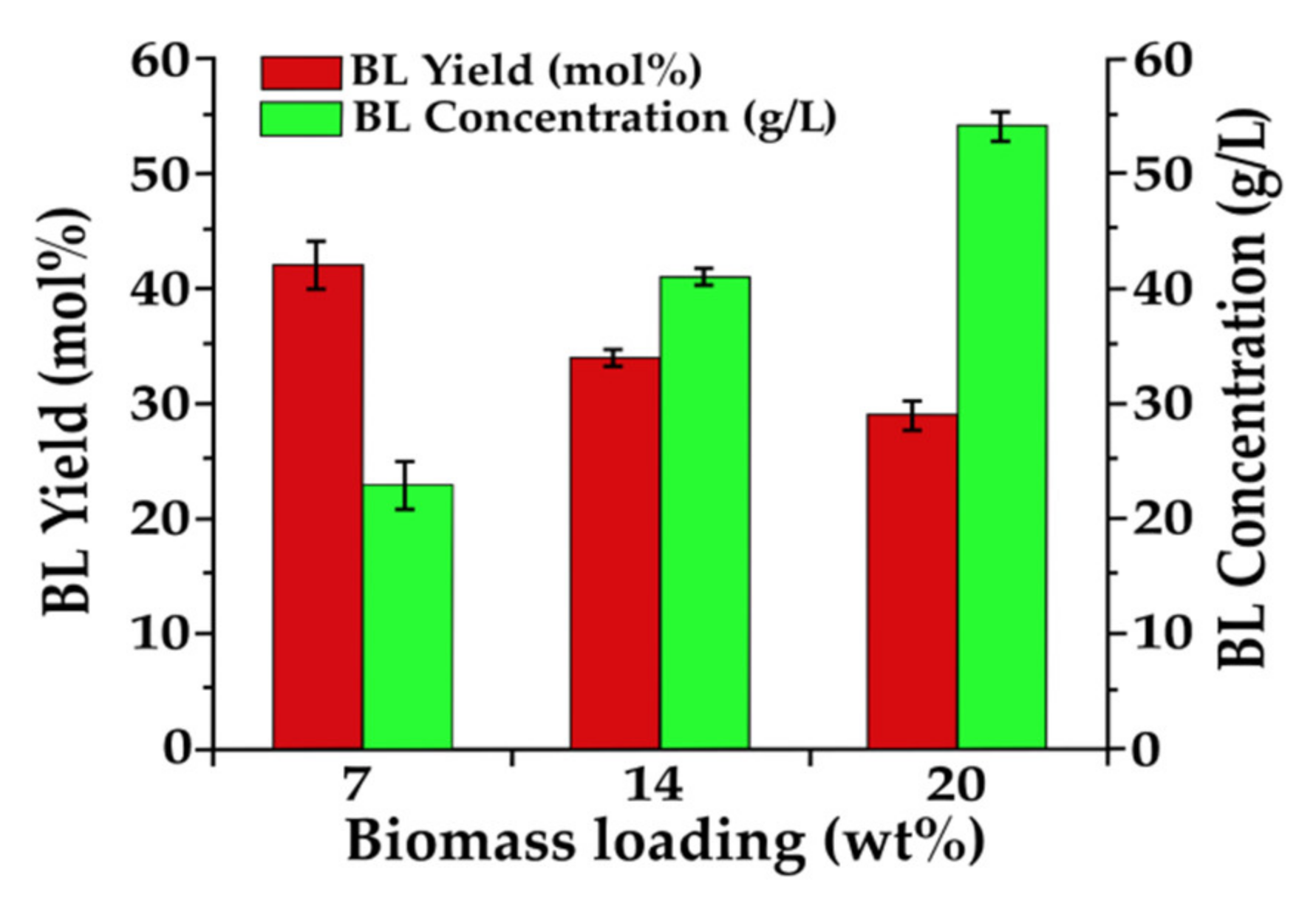
Definitely, at this state-of-the-art, the main bottlenecks of the published works are related to the adoption of (1) model compounds as starting substrates instead of the cheaper and largely available real biomasses, and (2) low substrate loading, which is not a limit for an academic investigation, in a preliminary phase, but it is certainly for the next industrial scale-up. Therefore, the resolution of both these aspects is fundamental for the BL development towards the biofuel market, and this work contributes to filling this gap. In this context, wood is the most abundant type of lignocellulosic biomass and, more in detail,
Eucalyptus is a widespread, fast-growing, and widely distributed species, which shows a good adaptation to grow in zones with a high probability of freezing and affording decreased susceptibility to diseases [
42,
43,
44]. It already shows an interesting potential in many industrial fields, as in the paper-making production, where it is already used as a valuable and cheap fiber source. Moreover, it is an ideal energy crop, thanks to its high yield, low energy input for production, low cost, minimal contents of contaminants, and low nutrient requirements. From a different perspective, it may represent a promising feedstock for many biochemical conversion processes, given its high content of C5 and C6 carbohydrates (about 60 wt%) [
42,
43,
44]. The use of this feedstock is particularly advantageous if the complete fractionation and the successive valorization of each component are achieved, according to the perspective of an integrated biorefinery [
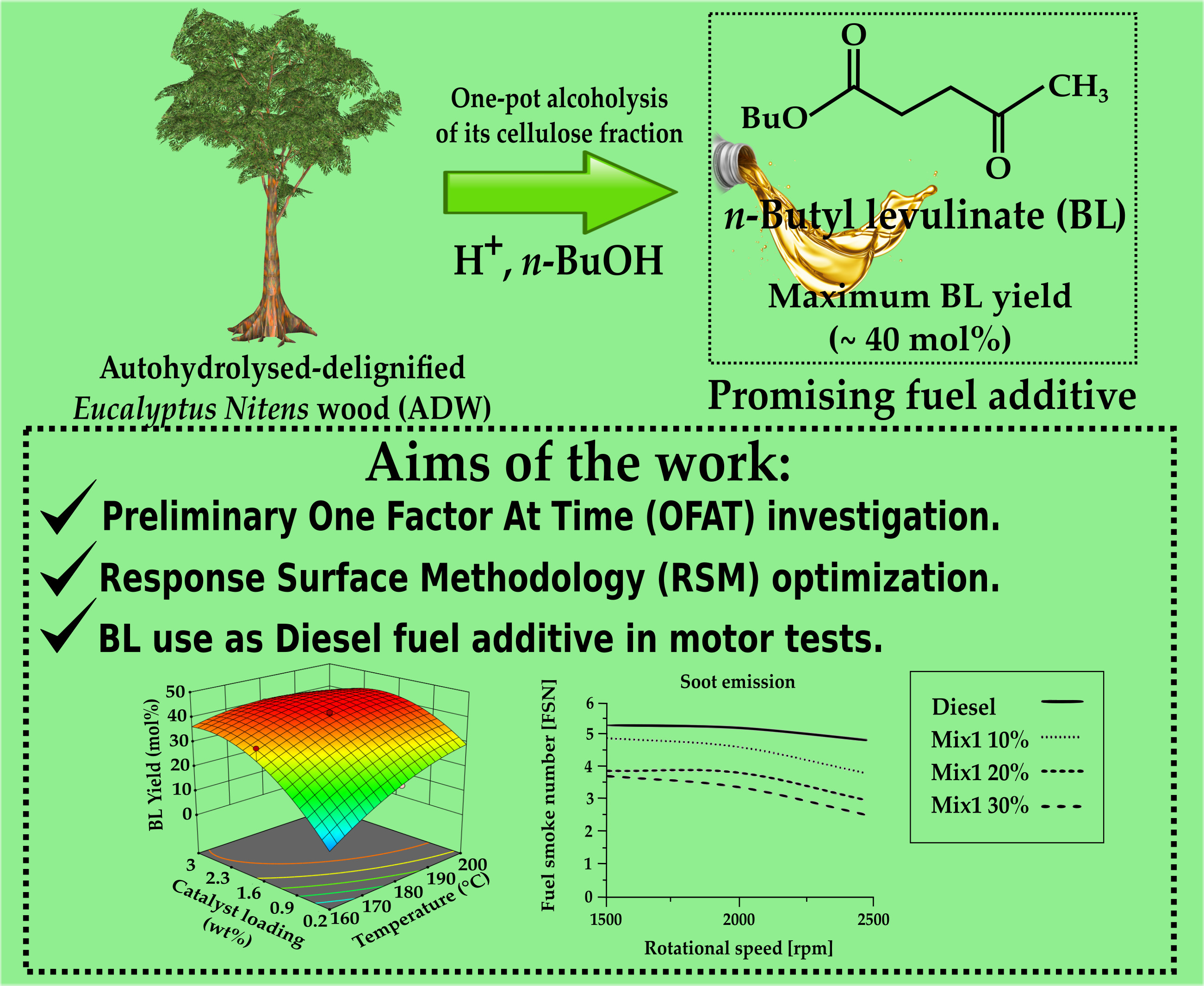
45]. In this context, the aim of the present work is the complete exploitation of
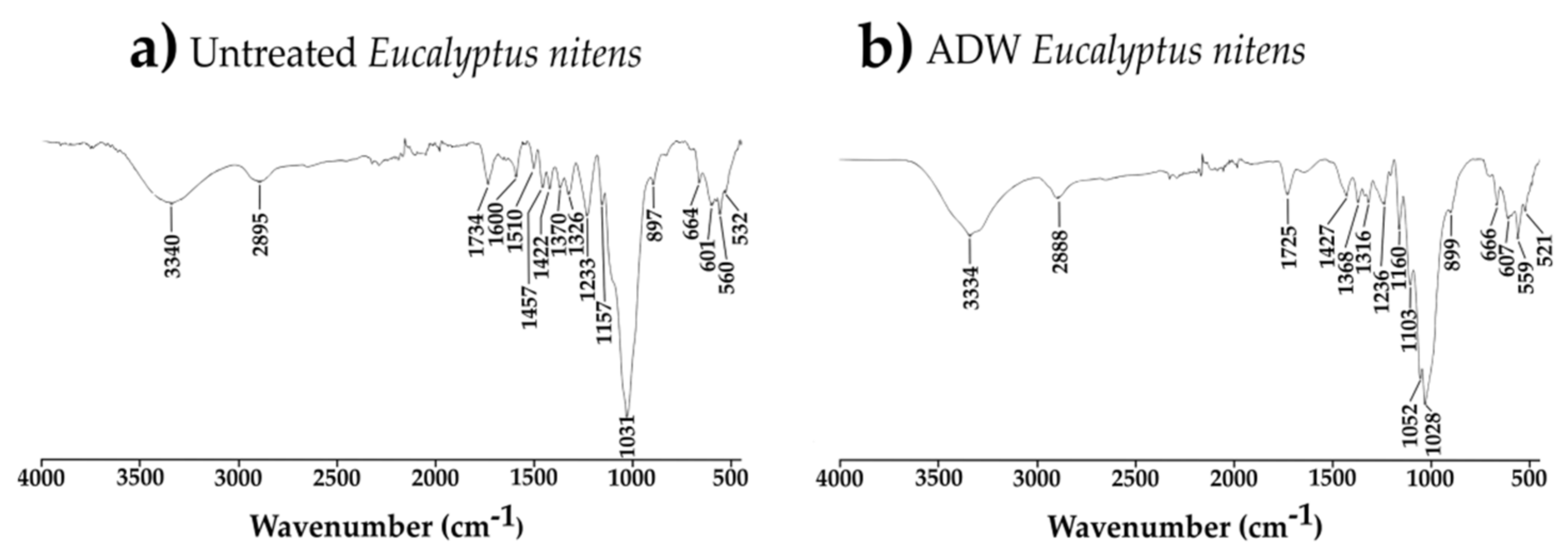
Eucalyptus nitens biomass. For this purpose, pre-treated autohydrolyzed-delignified wood (ADW)
Eucalyptus nitens was obtained from a first autohydrolysis treatment of the starting raw biomass in order to remove and exploit hemicellulose and water-soluble extractives, followed by a second step of delignification on the resulting solid through the HCl-catalyzed acetic acid treatment (Acetosolv method). The recovered cellulose-rich feedstock was employed for the one-pot production of BL in
n-BuOH, adopting microwave (MW) and/or traditional (TR) heating, in the presence of very dilute sulfuric acid as a homogeneous catalyst. MW heating represents an important tool because it can reduce reaction time and energy consumption, thus improving the efficiency of the process [
46,
47]. In the specific case of LA esterification, remarkable thermal (kinetic) advantages of MW towards this reaction were already reported by Ahmad et al. [
48]. The choice of H
2SO
4 as the acid catalyst was done taking into account its promising catalytic performances in the alcoholysis reaction to methyl and ethyl levulinates [
49,
50], while other acid catalysts, such as HCl or H
3PO
4, resulted less active, for example in the case of the one-pot reaction from cellulose to ethyl levulinate [
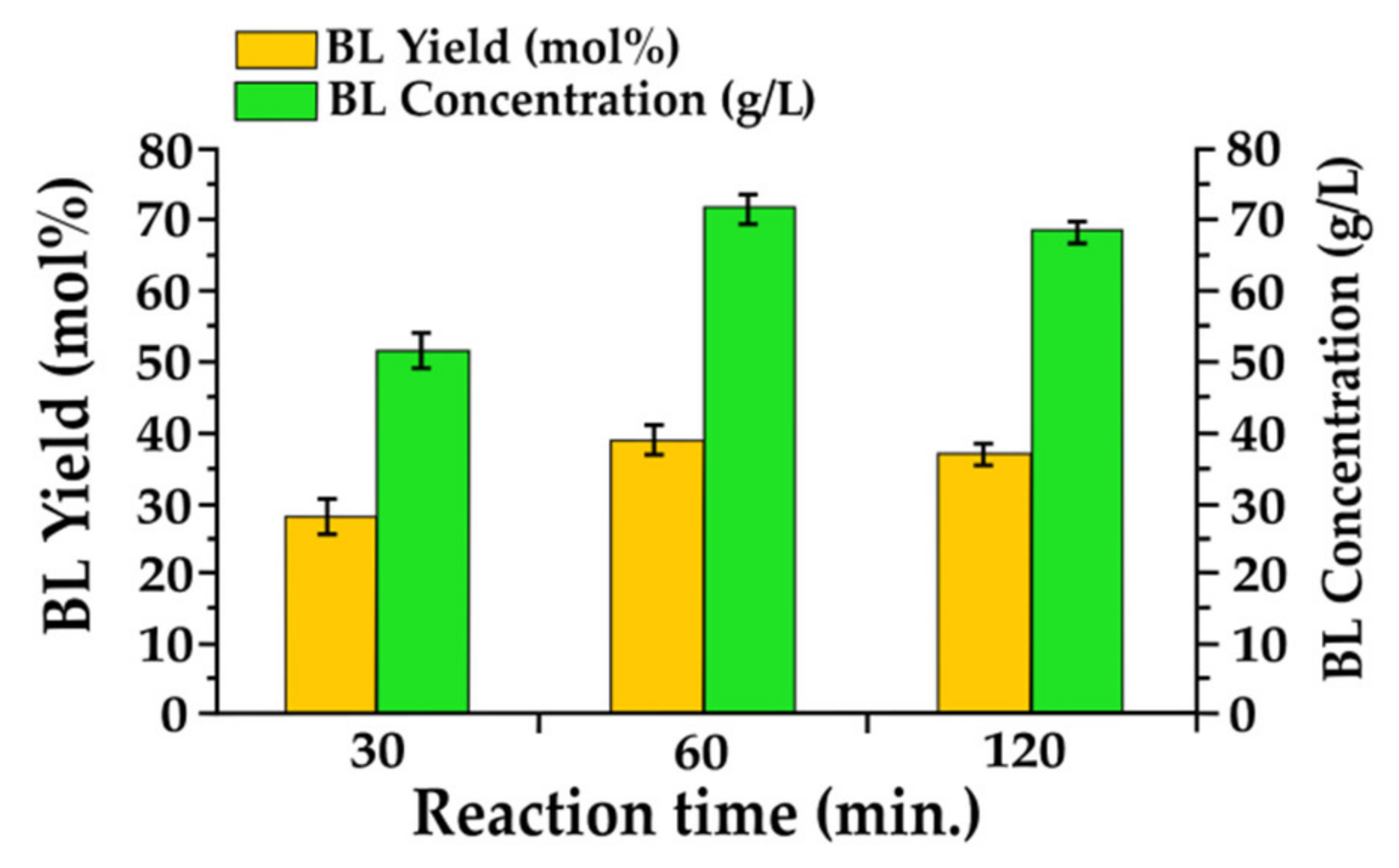
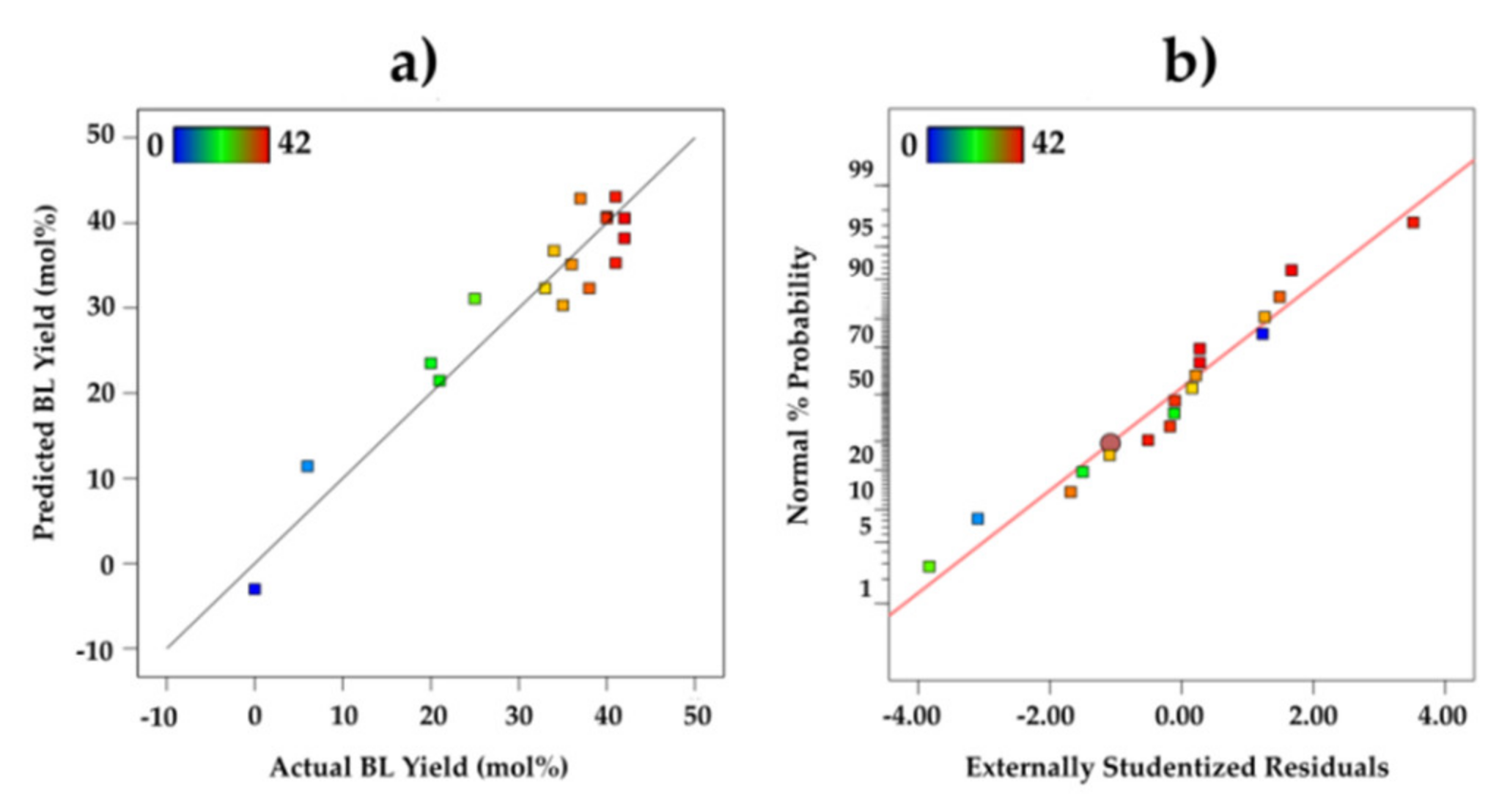
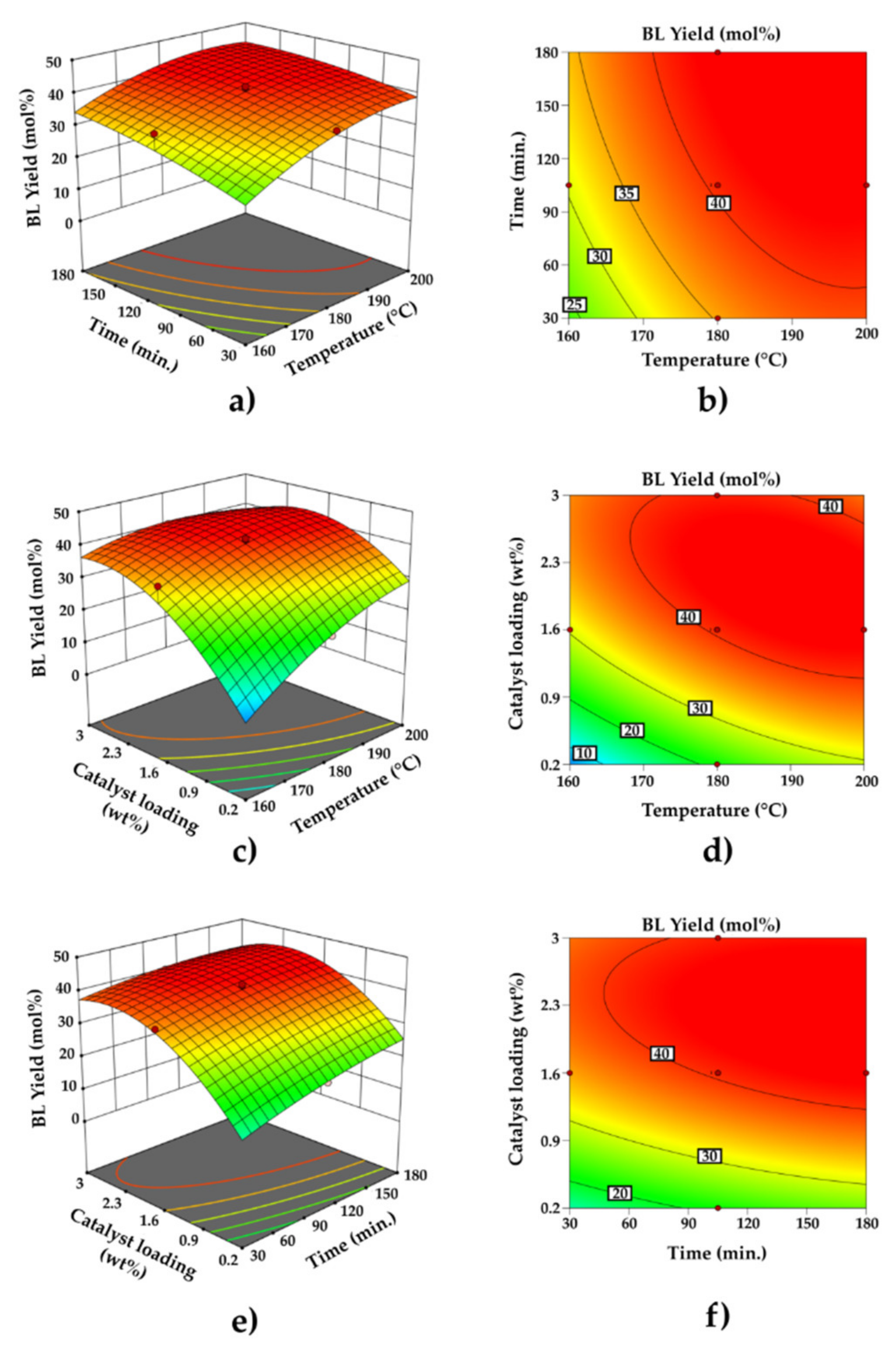
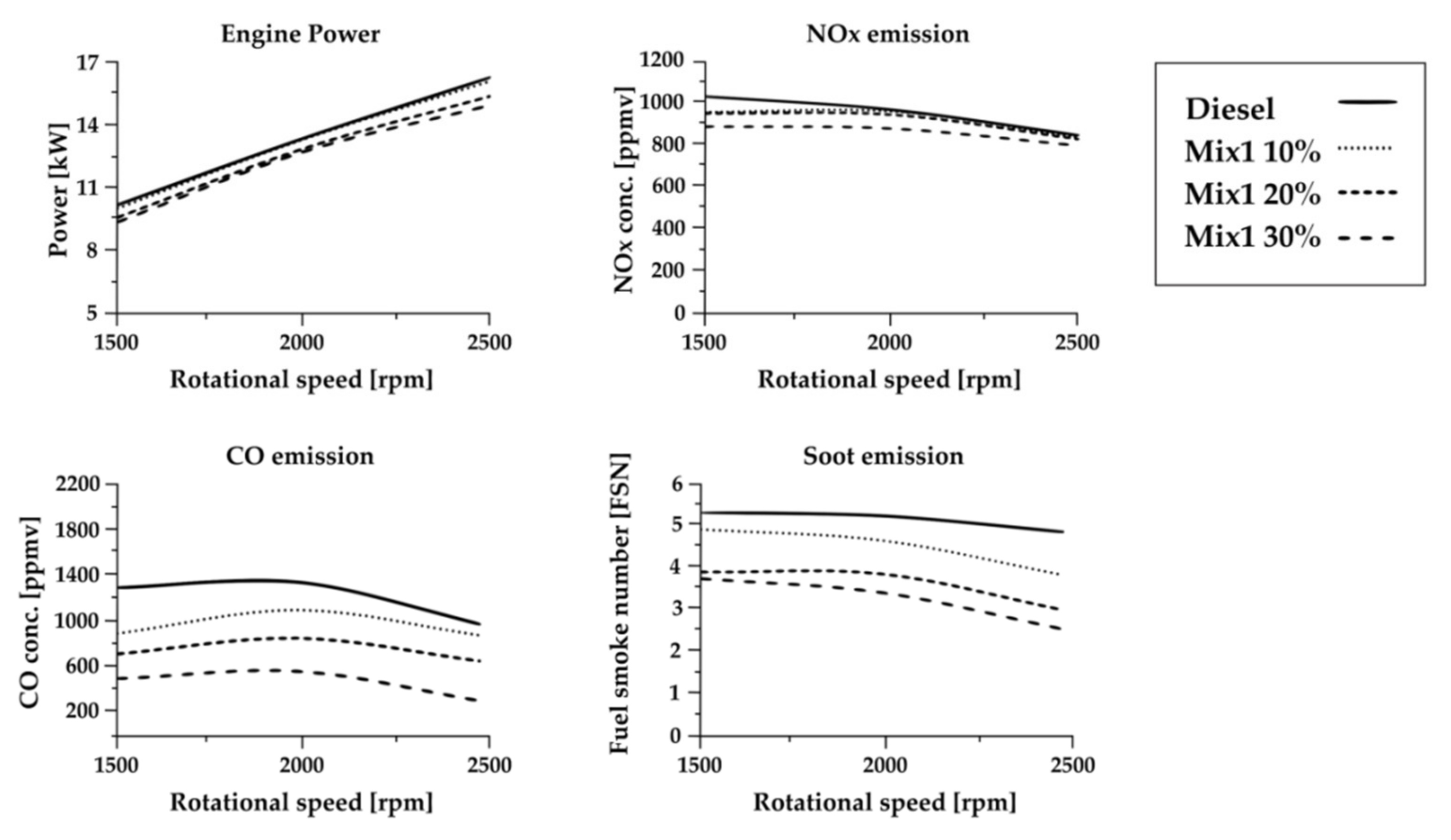
49]. The effects of the main reaction parameters, temperature, reaction time, and acid concentration were investigated by a traditional One-Factor-at-a-Time (OFAT) approach and further optimized by Response Surface Methodology (RSM), developing a Face-Centered Central Composite Design (FCCD), from the perspective of developing the BL process intensification. Finally, a preliminary study of diesel engine performances and emissions for a model mixture with analogous composition to that produced from the alcoholysis reaction was performed in order to evaluate its potential application as an additive for diesel fuel, without separation of each component.

 ,
, 










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}