
Dehydration of 2,3-Butanediol to 1,3-Butadiene and Methyl Ethyl Ketone: Modeling, Numerical Analysis and Validation Using Pilot-Scale Reactor Data

Abstract
:1. Introduction
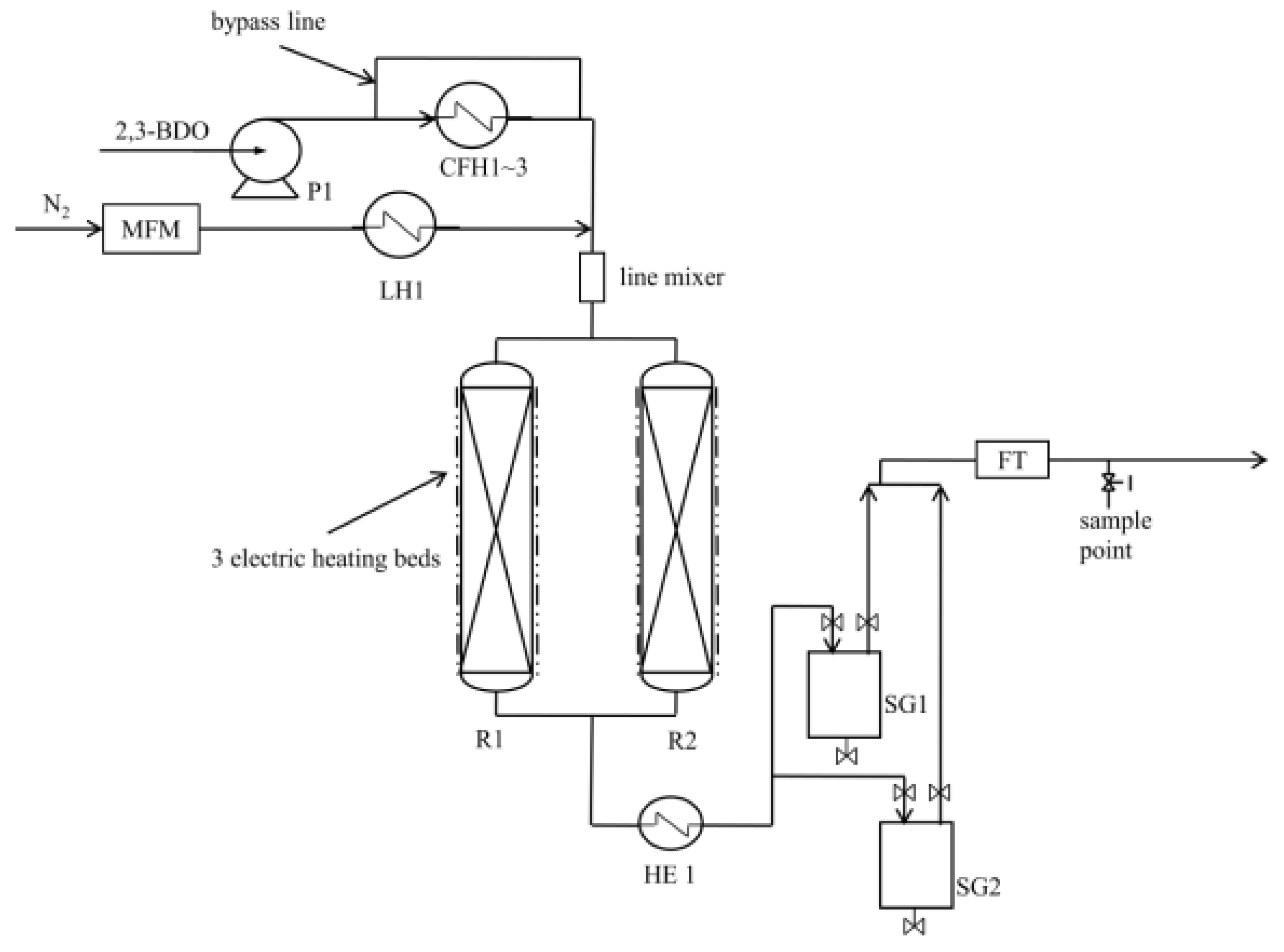
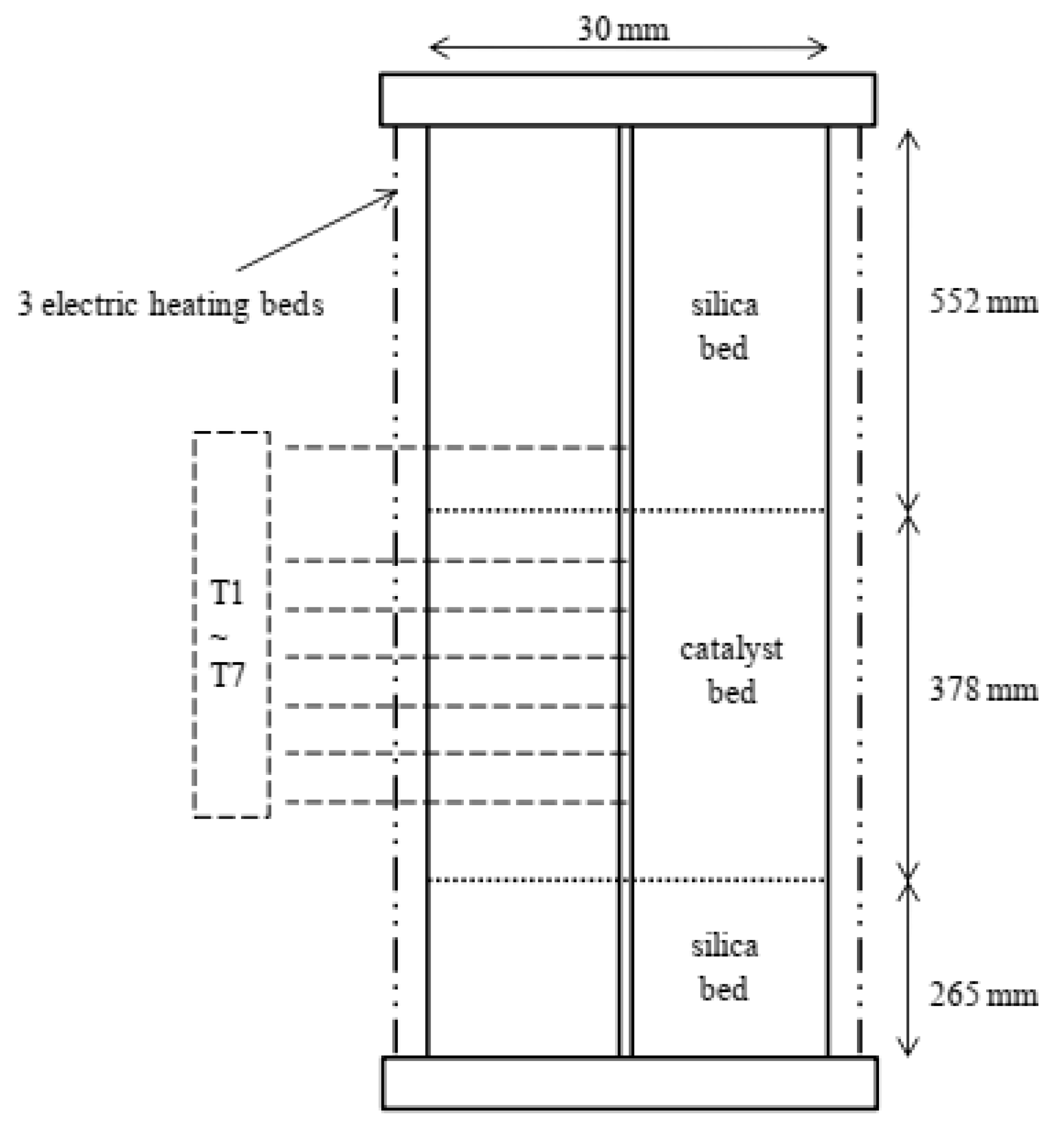
2. Pilot-Scale Experiment
3. Reactor Modeling
3.1. Reaction Kinetics
3.2. The Reactor Model
4. Numerical Analysis
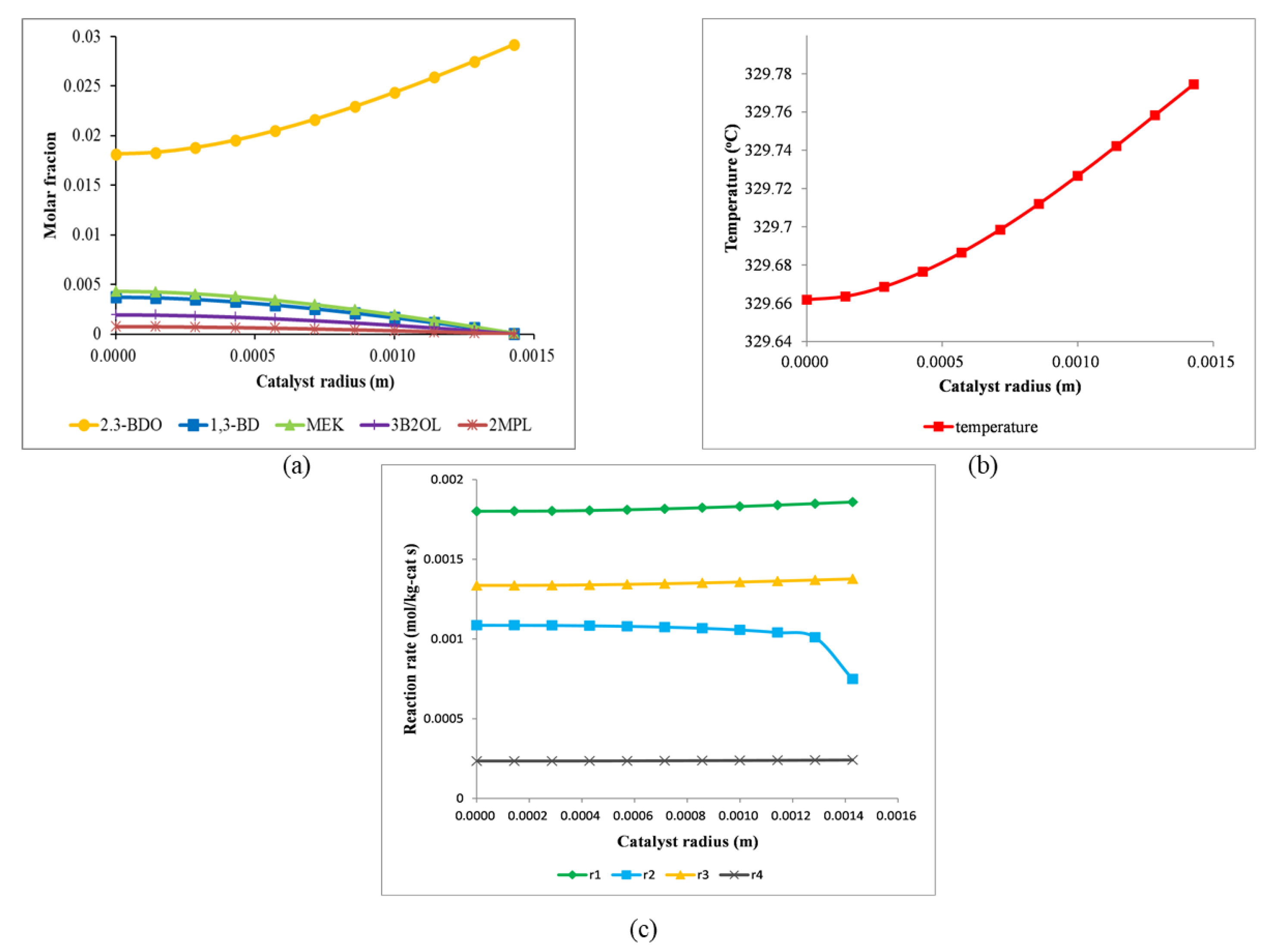
4.1. Molar Fractions of Components and Temperature, and Reaction Rate Profile Analysis in the Catalyst Pellet
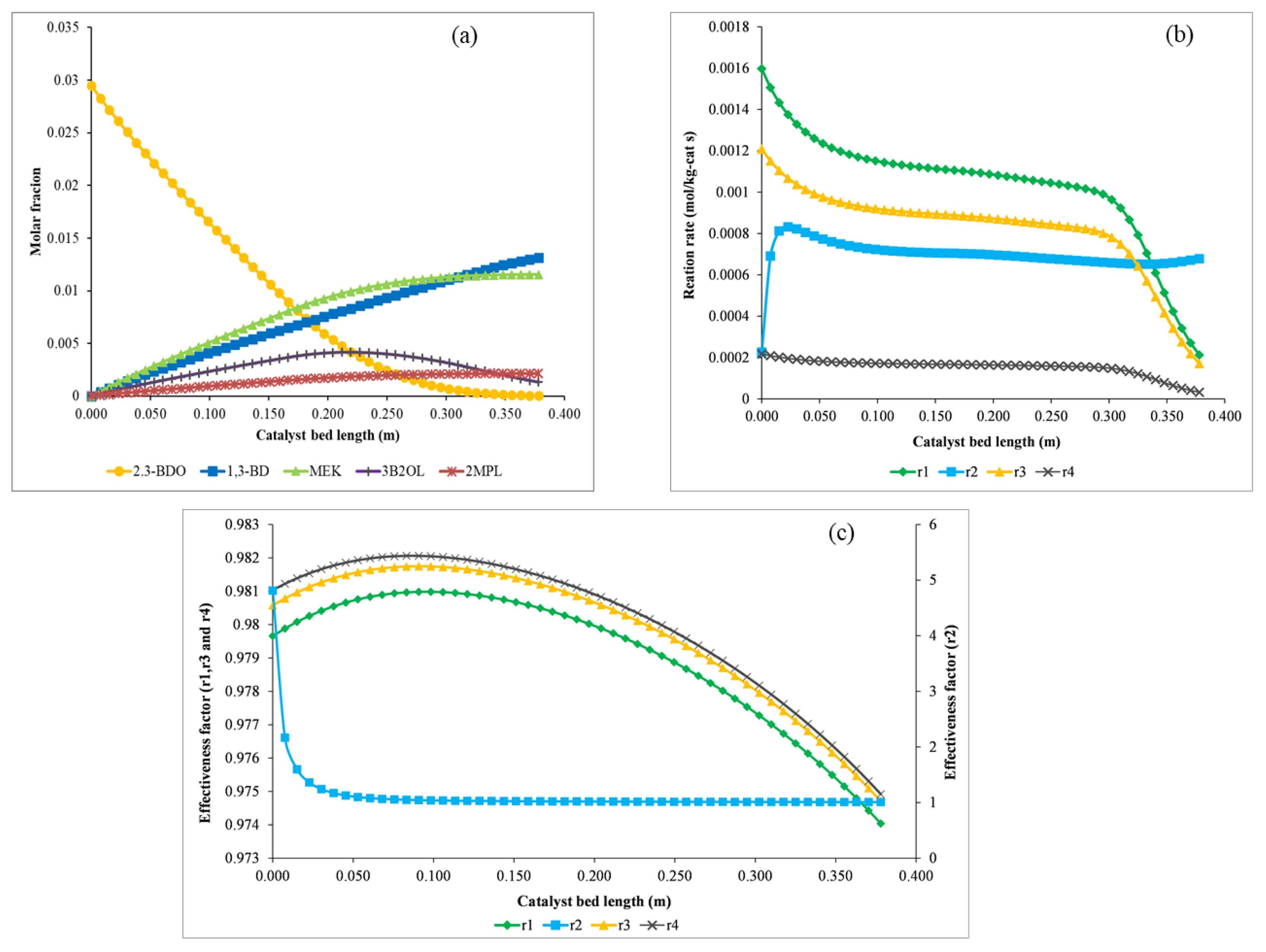
4.2. Molar Fractions of Components, Reaction Rate, and Effectiveness Factor Profile Analysis along the Length of the Catalyst Bed
5. Validation of the Reactor Model
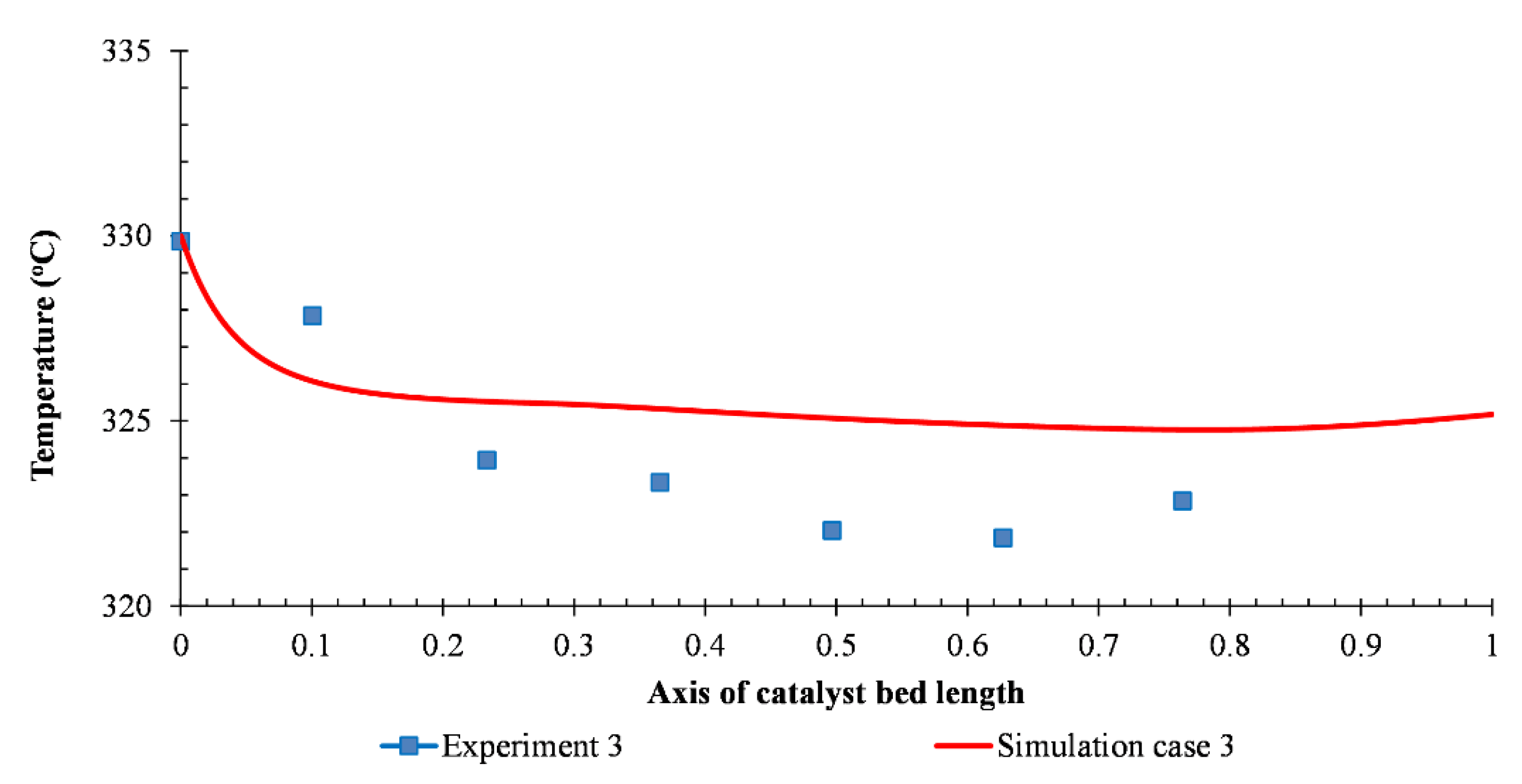
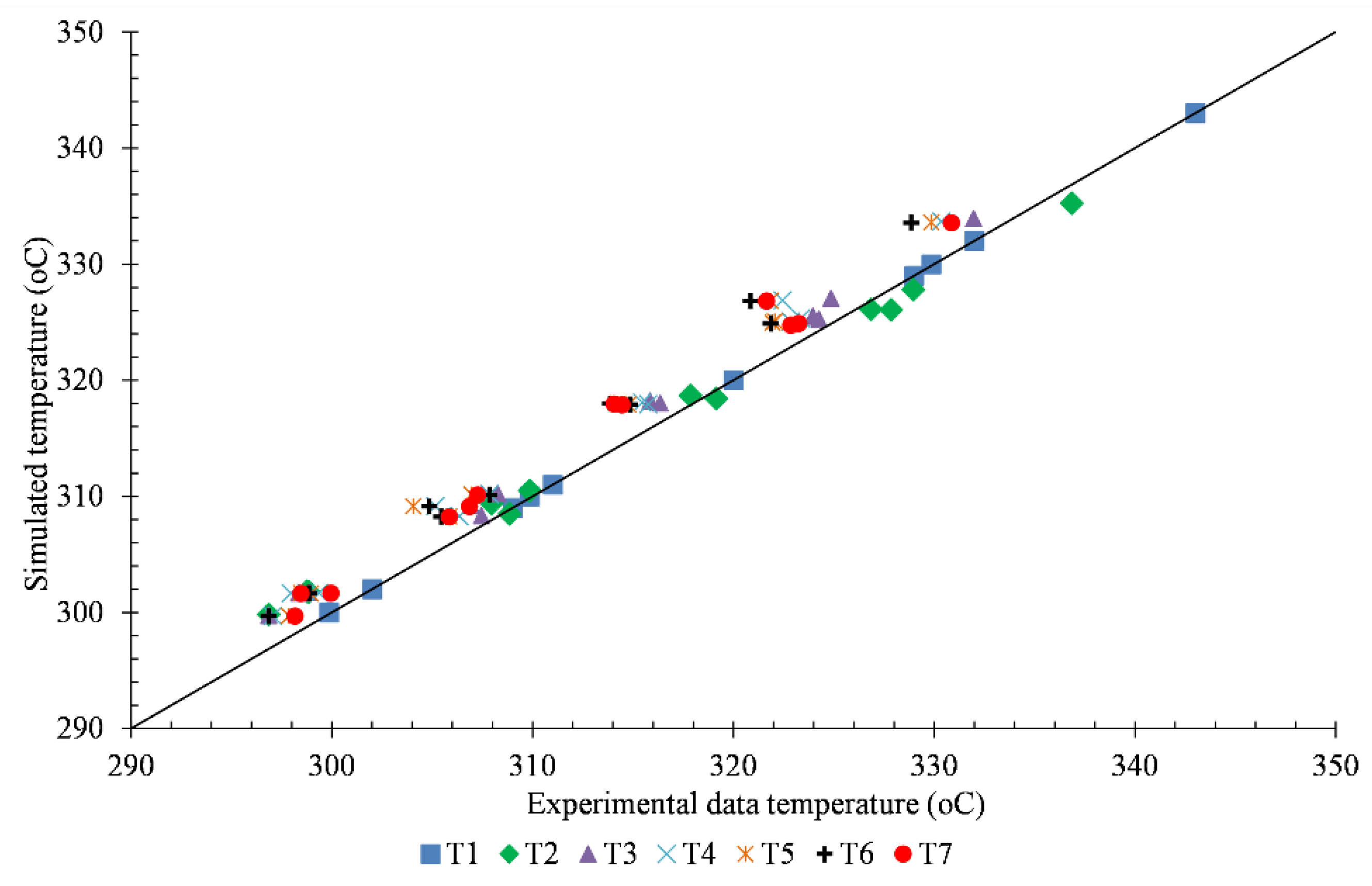
5.1. Temperature Profile
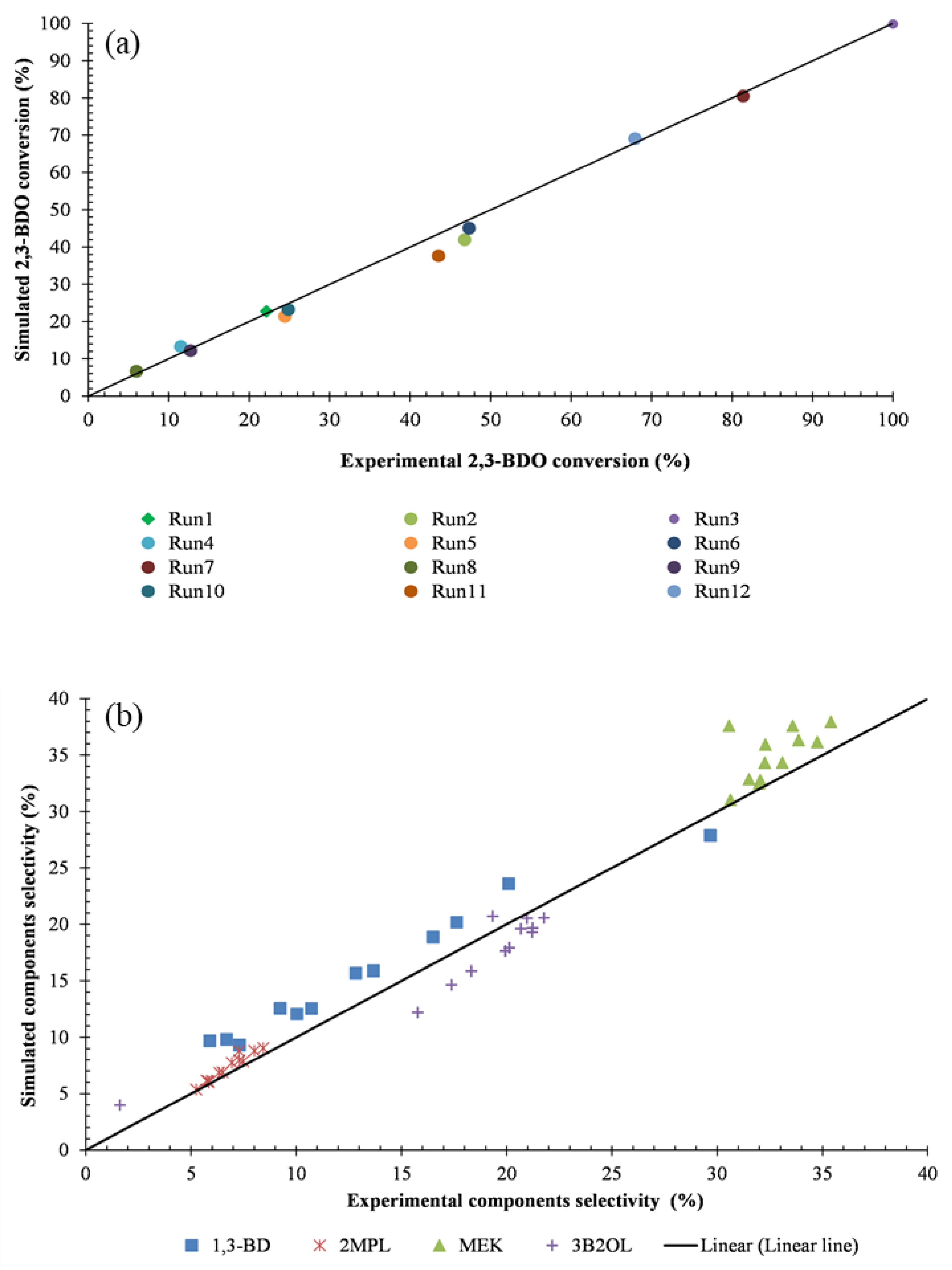
5.2. BDO Conversion and Major Components Selectivity
6. Sensitive Analysis
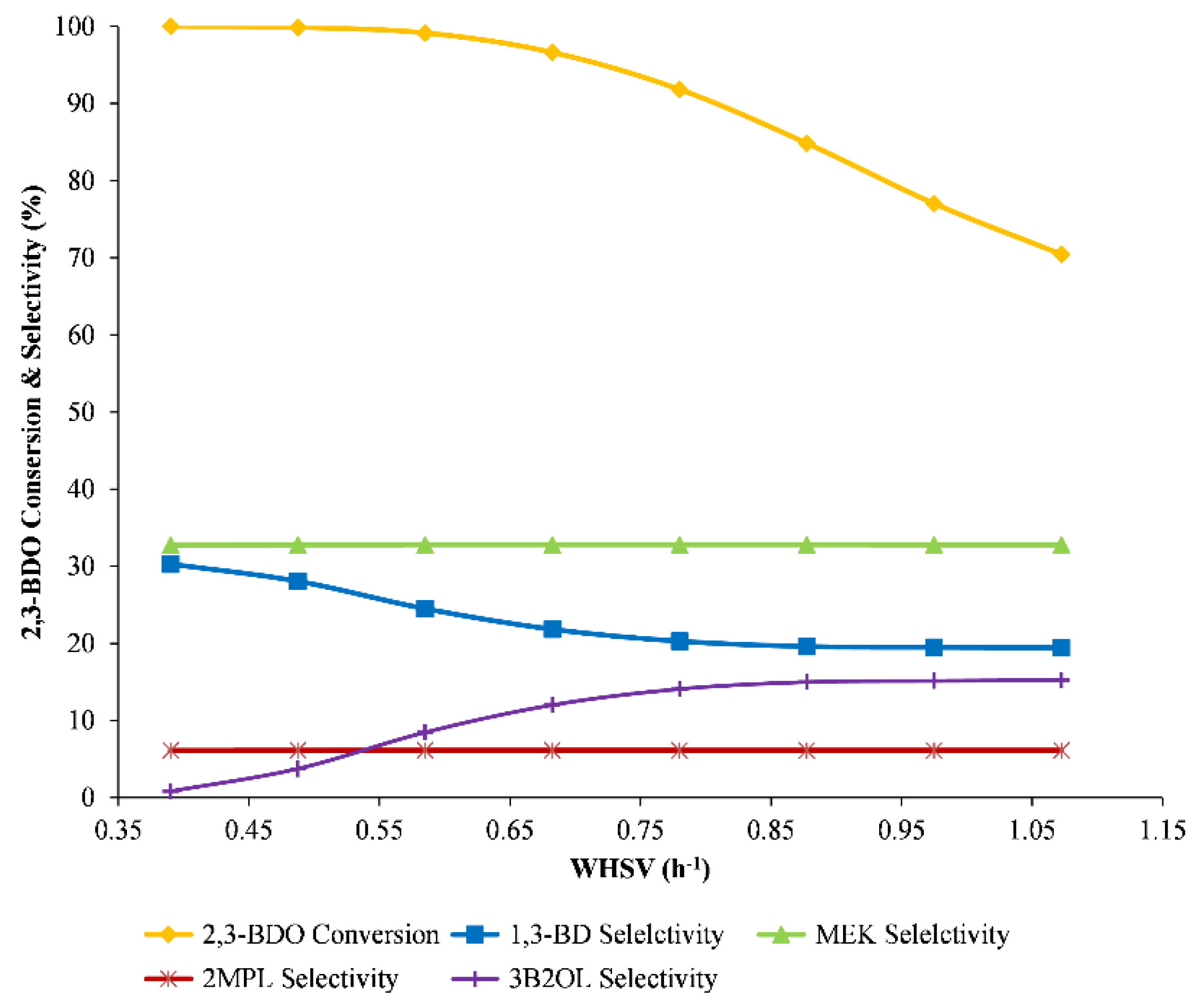
6.1. Effect of WHSV
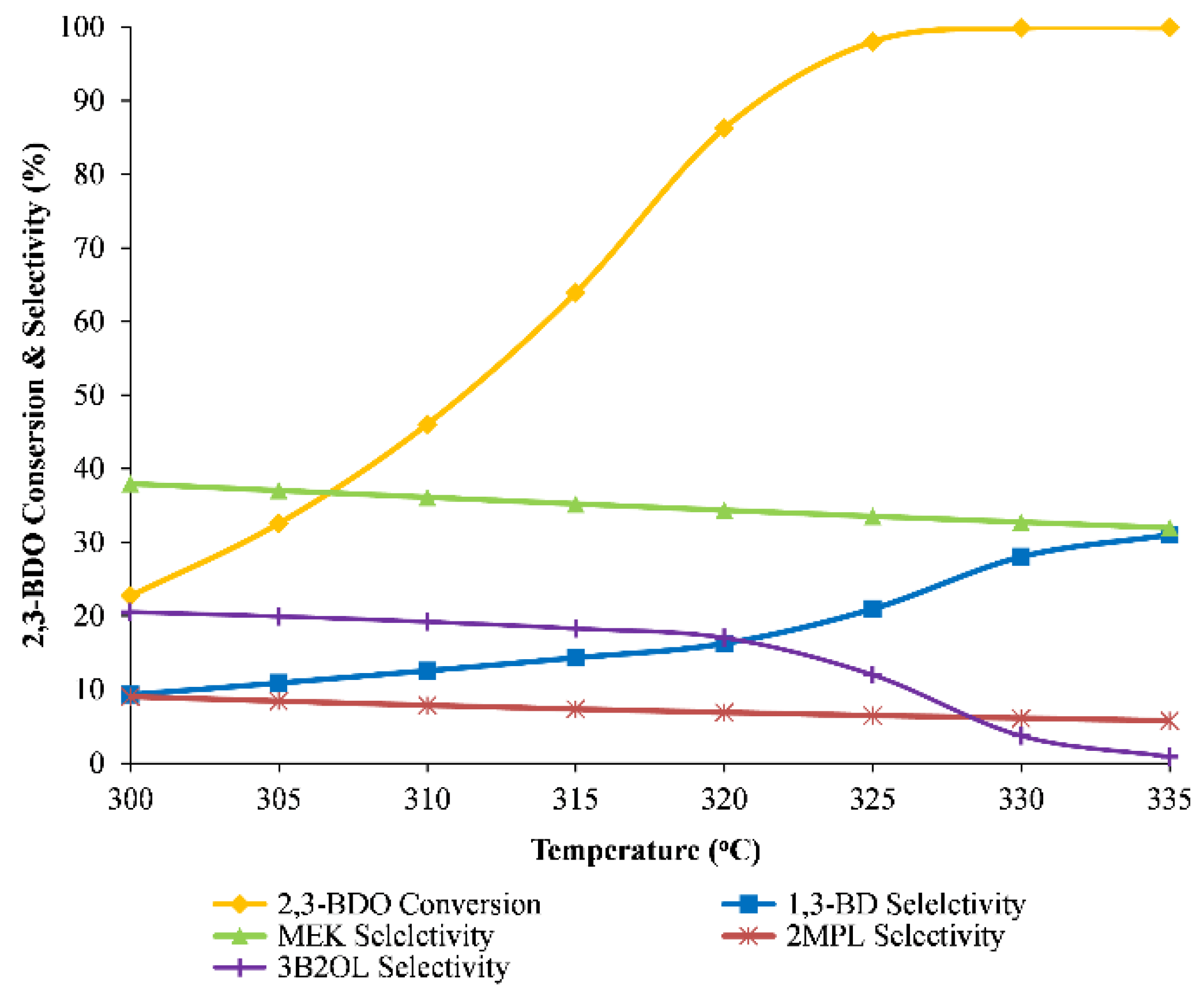
6.2. Effect of Inlet Temperature
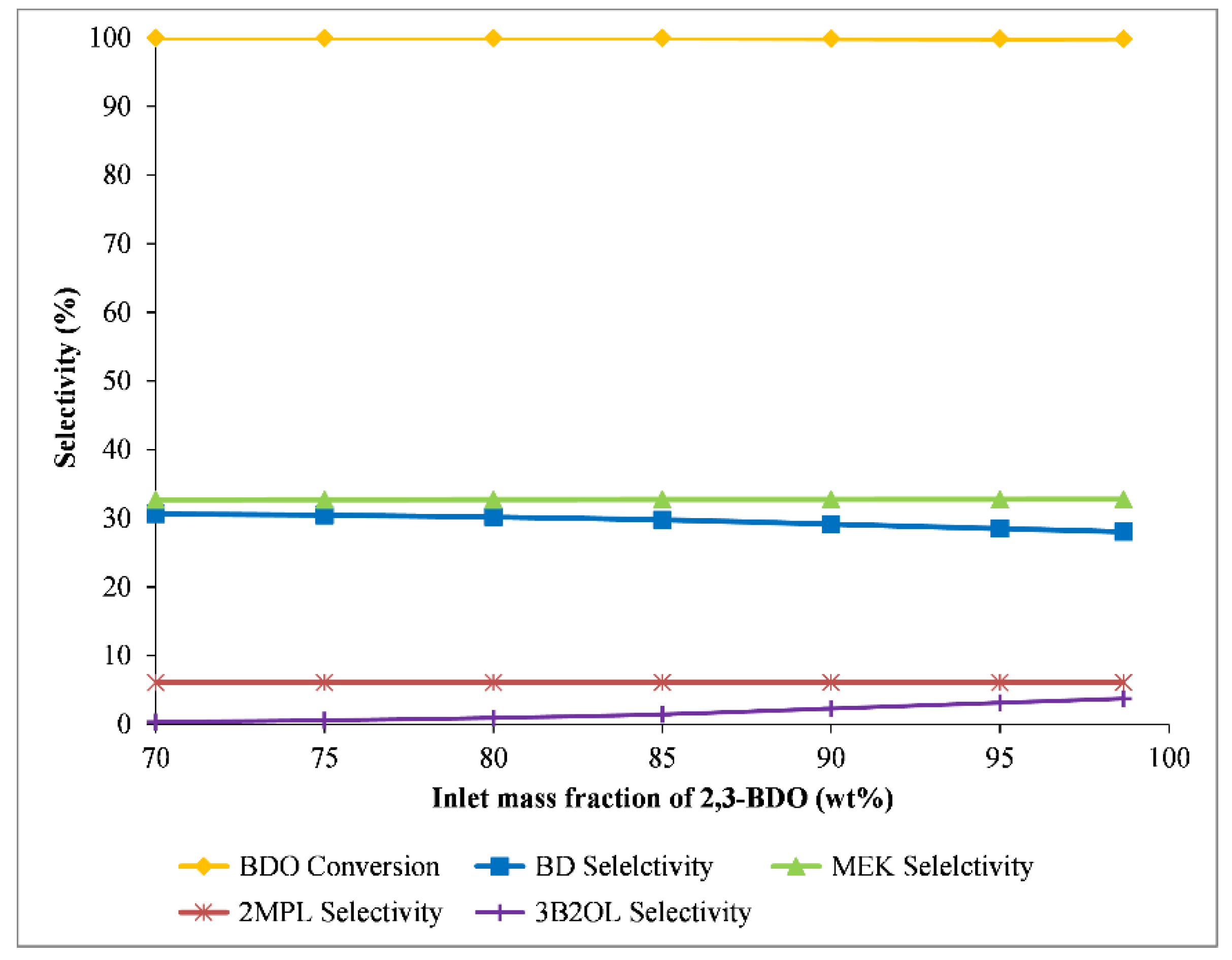
6.3. Effect of Feed Composition
7. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Nguyen, N.T.T.; Matei-Rutkovska, F.; Huchede, M.; Jaillardon, K.; Qingyi, G.; Michel, C.; Millet, J.M.M. Production of 1,3-butadiene in one step catalytic dehydration of 2,3-butanediol. Catal. Today 2019, 323, 62–68. [Google Scholar] [CrossRef]
- Kim, J.S.; Lee, Y.Y.; Kim, T.H. A review on alkaline pretreatment technology for bioconversion of lignocellulosic biomass. Bioresour. Technol. 2016, 199, 42–48. [Google Scholar] [CrossRef] [PubMed]
- Ji, X.J.; Huang, H.; Ouyang, P.K. Microbial 2,3-butanediol production: A state-of-the-art review. Biotechnol. Adv. 2011, 29, 351–364. [Google Scholar] [CrossRef]
- Hazeena, S.H.; Sindhu, R.; Pandey, A.; Binod, P. Lignocellulosic bio-refinery approach for microbial 2,3-Butanediol production. Bioresour. Technol. 2020, 302, 122873. [Google Scholar] [CrossRef]
- Shylesh, S.; Gokhale, A.A.; Scown, C.D.; Kim, D.; Ho, C.R.; Bell, A.T. From sugars to wheels: The conversion of ethanol to 1,3-butadiene over metal-promoted magnesia-silicate catalysts. ChemSusChem 2016, 9, 1462–1472. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Makshina, E.V.; Dusselier, M.; Janssens, W.; Degreve, J.; Jacobs, P.A.; Sels, B.F. Review of old chemistry and new catalytic advances in the on-purpose synthesis of butadiene. Chem. Soc. Rev. 2014, 43, 7917–7953. [Google Scholar] [CrossRef] [Green Version]
- González, G.M.C.; Perales, A.L.V.; Campoy, M.; Beltran, J.R.L.; Martínez, A.; Vidal-Barrero, F. Kinetic modelling of the one-step conversion of aqueous ethanol into 1,3-butadiene over a mixed hemimorphite-HfO2/SiO2 catalyst. Fuel Process. Technol. 2021, 216, 106767. [Google Scholar] [CrossRef]
- Halawy, S.A.; Mohamed, M.A.; Abdelkader, A. Hierarchical nanocrystalline NiO with coral-like structure derived from nickel galactarate dihydrate: An active mesoporous catalyst for methyl ethyl ketone production. Arab. J. Chem. 2018, 11, 991–999. [Google Scholar] [CrossRef]
- Hoppe, F.; Burke, U.; Thewes, M.; Heufer, A.; Kremer, F.; Pischinger, S. Tailor-Made Fuels from Biomass: Potentials of 2-butanone and 2-methylfuran in direct injection spark ignition engines. Fuel 2016, 167, 106–117. [Google Scholar] [CrossRef]
- Thion, S.; Diévart, P.; van Cauwenberghe, P.; Dayma, G.; Serinyel, Z.; Dagaut, P. An experimental study in a jet-stirred reactor and a comprehensive kinetic mechanism for the oxidation of methyl ethyl ketone. Proc. Combust. Inst. 2017, 36, 459–467. [Google Scholar] [CrossRef]
- Song, D.; Yoon, Y.-G.; Lee, C.-J. Conceptual design for the recovery of 1,3-Butadiene and methyl ethyl ketone via a 2,3-Butanediol-dehydration process. Chem. Eng. Res. Des. 2017, 123, 268–276. [Google Scholar] [CrossRef]
- Winfield, M.E. The catalytic dehydration of 2,3-butanediol to 1,3-Butadiene. J. Sci. Ind. Res. 1945, 412–423. [Google Scholar]
- Zhang, W.; Yu, D.; Ji, X.; Huang, H. Efficient dehydration of bio-based 2,3-butanediol to butanone over boric acid modified HZSM-5 zeolites. Green Chem. 2012, 14, 3441–3450. [Google Scholar] [CrossRef]
- Torok, B.; Bucsi, I.; Beregszászi, T.; Kapocsi, I.; Molnár, Á. Transformation of diols in the presence of heteropoly acids under homogeneous and heterogeneous condition. J. Mol. Catal. A Chem. 1996, 107, 305–311. [Google Scholar] [CrossRef]
- Tsukamoto, D.; Sakami, S.; Ito, M.; Yamada, K.; Yonehara, T. Production of bio-based 1,3-butadiene by highly selective dehydration of 2,3-butanediol over SiO2-supported cesium dihydrogen phosphate catalyst. Chem. Lett. 2016, 45, 831–833. [Google Scholar] [CrossRef] [Green Version]
- Duan, H.; Yamada, Y.; Sato, S. Efficient production of 1,3-butadiene in the catalytic dehydration of 2,3-butanediol. Appl. Catal. A Gen. 2015, 491, 163–169. [Google Scholar] [CrossRef]
- Kim, W.; Shin, W.; Lee, K.J.; Cho, Y.; Kim, H.S.; Filimonov, I.N. 2,3-Butanediol dehydration catalyzed by silica-supported alkali phosphates. Appl. Catal. A Gen. 2019, 570, 148–163. [Google Scholar] [CrossRef]
- Song, D. Kinetic model development for dehydration of 2,3-butanediol to 1,3-butadiene and methyl ethyl ketone over an amorphous calcium phosphate catalyst. Ind. Eng. Chem. Res. 2016, 55, 11664–11671. [Google Scholar] [CrossRef]
- Song, D. Development of a deactivation model for the dehydration of 2,3-butanediol to 1,3-butadiene and methyl ethyl ketone over an amorphous calcium phosphate catalyst. Ind. Eng. Chem. Res. 2017, 56, 11013–11020. [Google Scholar] [CrossRef]
- Song, D. Modeling of a Pilot-Scale Fixed-Bed Reactor for Dehydration of 2,3-Butanediol to 1,3-Butadiene and Methyl Ethyl Ketone. Catalysts 2018, 8, 72. [Google Scholar] [CrossRef] [Green Version]
- Song, D. Method of Preparing 1,3-Butadiene and Methyl Ethyl Ketone from 2,3-Butanediol Using Adiabatic Reactor. U.S. Patent 9,884,800 B2, 2 August 2018. [Google Scholar]
- Ergun, S. Fluid Flow Through Packed Columns. Chem. Eng. Prog. 1952, 48, 89–94. [Google Scholar]
- Hougen, O. Engineering aspects of solid catalysts. Ind. Eng. Chem. 1961, 53, 509–528. [Google Scholar] [CrossRef]
- Dixon, A.G. An improved equation for the overall heat transfer coefficient in packed beds. Chem. Eng. Process. 1996, 35, 323–331. [Google Scholar] [CrossRef]
- Specchia, V.; Baldi, G.; Sicardi, S. Heat transfer in packed bed reactors with one phase flow. Chem. Eng. Commun. 1980, 4, 361–380. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run 1 | Run 2 | Run 3 | Run 4 | Run 5 | Run 6 | |
|---|---|---|---|---|---|---|
| Inlet temperature(°C) | 300 | 310 | 330 | 302 | 309 | 320 |
| Outlet temperature (°C) | 299 | 308 | 328 | 299 | 308 | 316 |
| WHSV (/h) | 0.5 | 0.48 | 0.5 | 1.01 | 1.03 | 0.99 |
| Pressure (bar) | 0.22 | 0.21 | 0.2 | 0.19 | 0.2 | 0.321 |
| N2 (g/h) | 393 | 391 | 392 | 392 | 390 | 392 |
| Run 7 | Run 8 | Run 9 | Run 10 | Run 11 | Run 12 | |
| Inlet temperature (°C) | 332 | 302 | 311 | 320 | 329 | 343 |
| Outlet temperature (°C) | 324 | 299 | 308 | 316 | 323 | 329 |
| WHSV (/h) | 0.98 | 2.02 | 2.01 | 2.02 | 1.98 | 1.99 |
| Pressure (bar) | 0.21 | 0.19 | 0.2 | 0.19 | 0.2 | 0.2 |
| N2 (g/h) | 393 | 391 | 393 | 394 | 392 | 395 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, D.; Cho, S.-Y.; Vu, T.-T.; Duong, H.-P.-Y.; Kim, E. Dehydration of 2,3-Butanediol to 1,3-Butadiene and Methyl Ethyl Ketone: Modeling, Numerical Analysis and Validation Using Pilot-Scale Reactor Data. Catalysts 2021, 11, 999. https://0-doi-org.brum.beds.ac.uk/10.3390/catal11080999
Song D, Cho S-Y, Vu T-T, Duong H-P-Y, Kim E. Dehydration of 2,3-Butanediol to 1,3-Butadiene and Methyl Ethyl Ketone: Modeling, Numerical Analysis and Validation Using Pilot-Scale Reactor Data. Catalysts. 2021; 11(8):999. https://0-doi-org.brum.beds.ac.uk/10.3390/catal11080999
Chicago/Turabian StyleSong, Daesung, Sung-Yong Cho, Toan-Thang Vu, Hoang-Phi-Yen Duong, and Eunkyu Kim. 2021. "Dehydration of 2,3-Butanediol to 1,3-Butadiene and Methyl Ethyl Ketone: Modeling, Numerical Analysis and Validation Using Pilot-Scale Reactor Data" Catalysts 11, no. 8: 999. https://0-doi-org.brum.beds.ac.uk/10.3390/catal11080999