
Catalytic Pyrolysis of High-Density Polyethylene: Decomposition Efficiency and Kinetics

 ,
,
Abstract
:1. Introduction
2. Results and Discussion
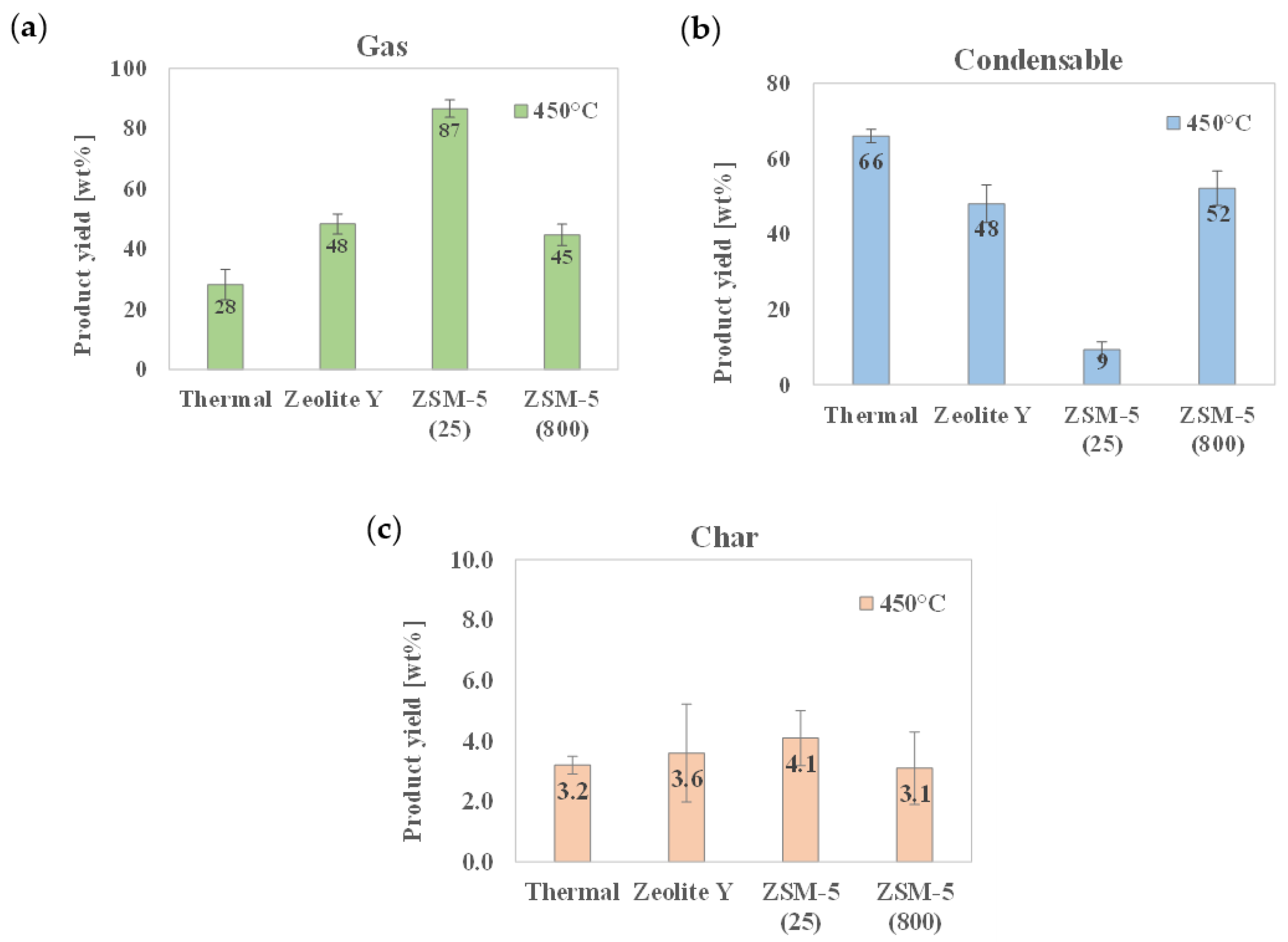
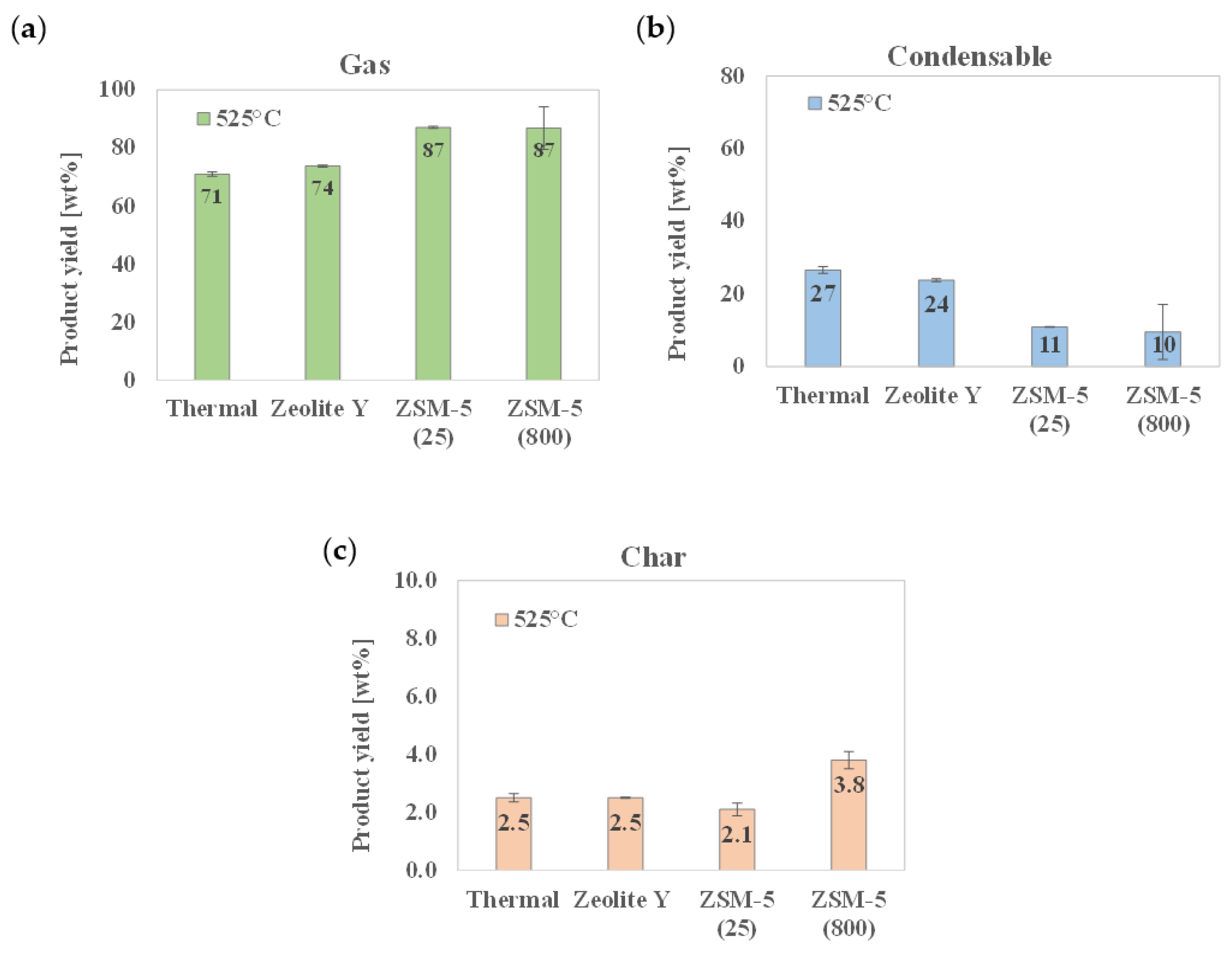
2.1. Impact of Aluminosilicate Catalysts and Reaction Temperature
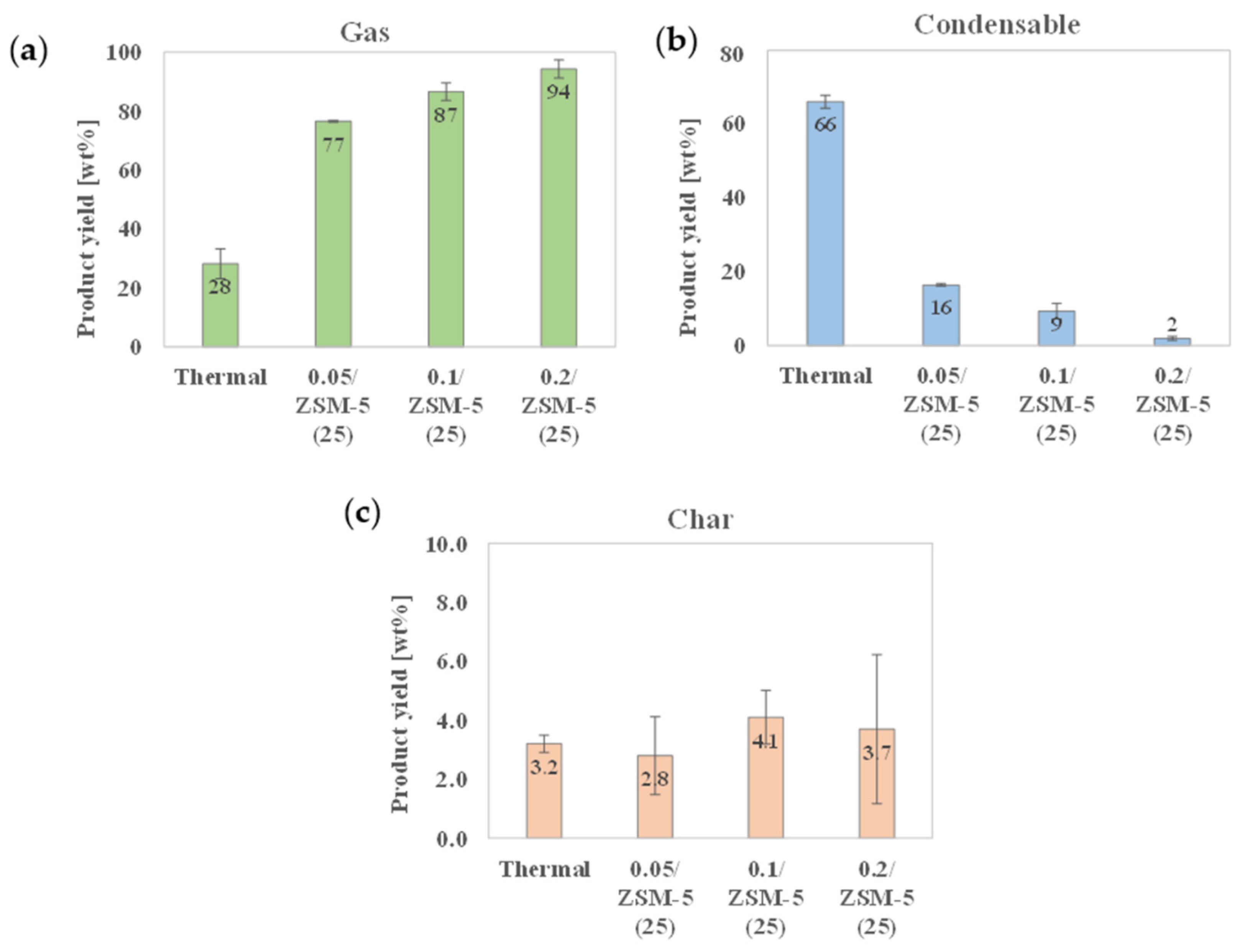
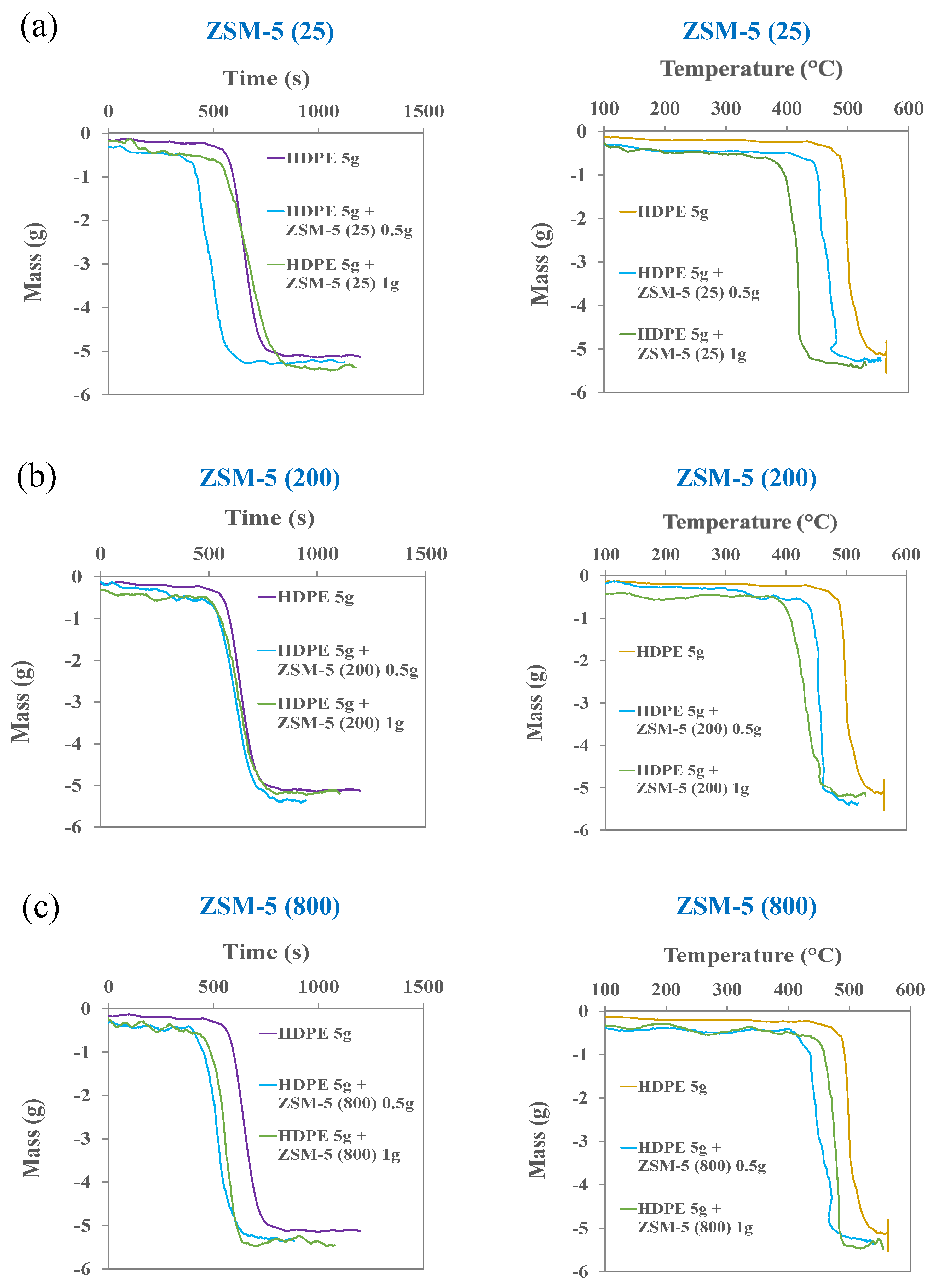
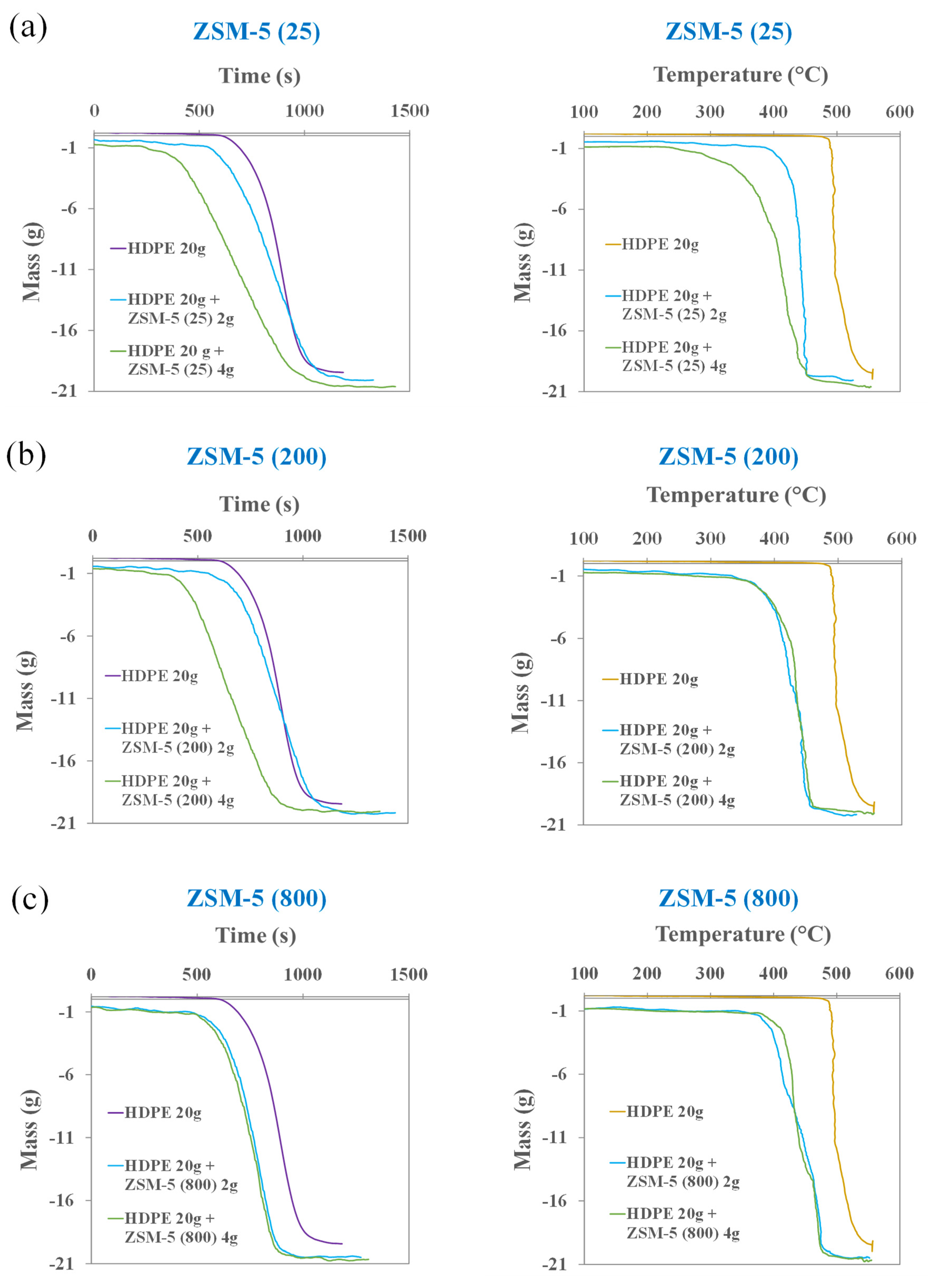
2.2. Impact of Catalyst Loadings
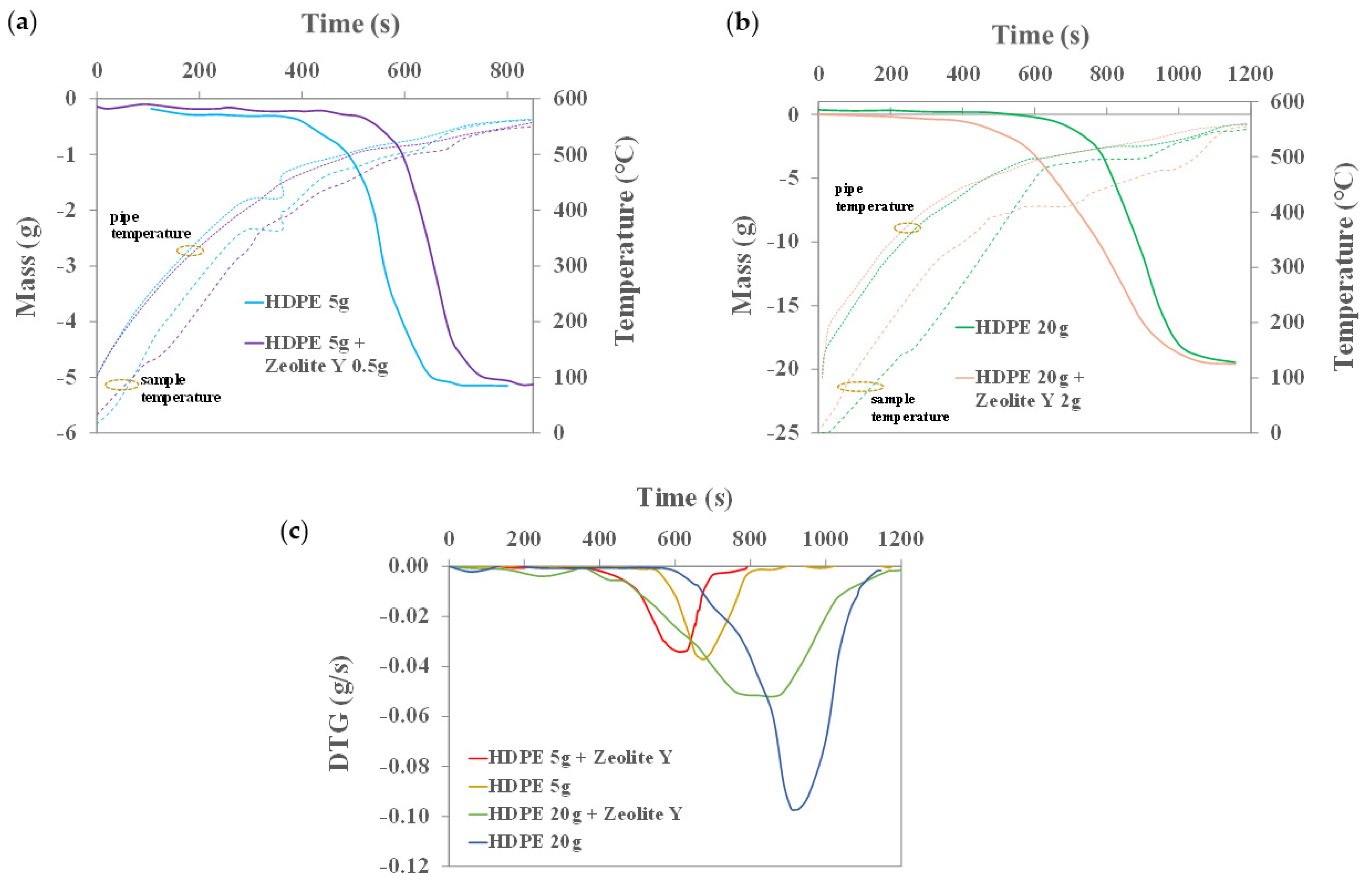
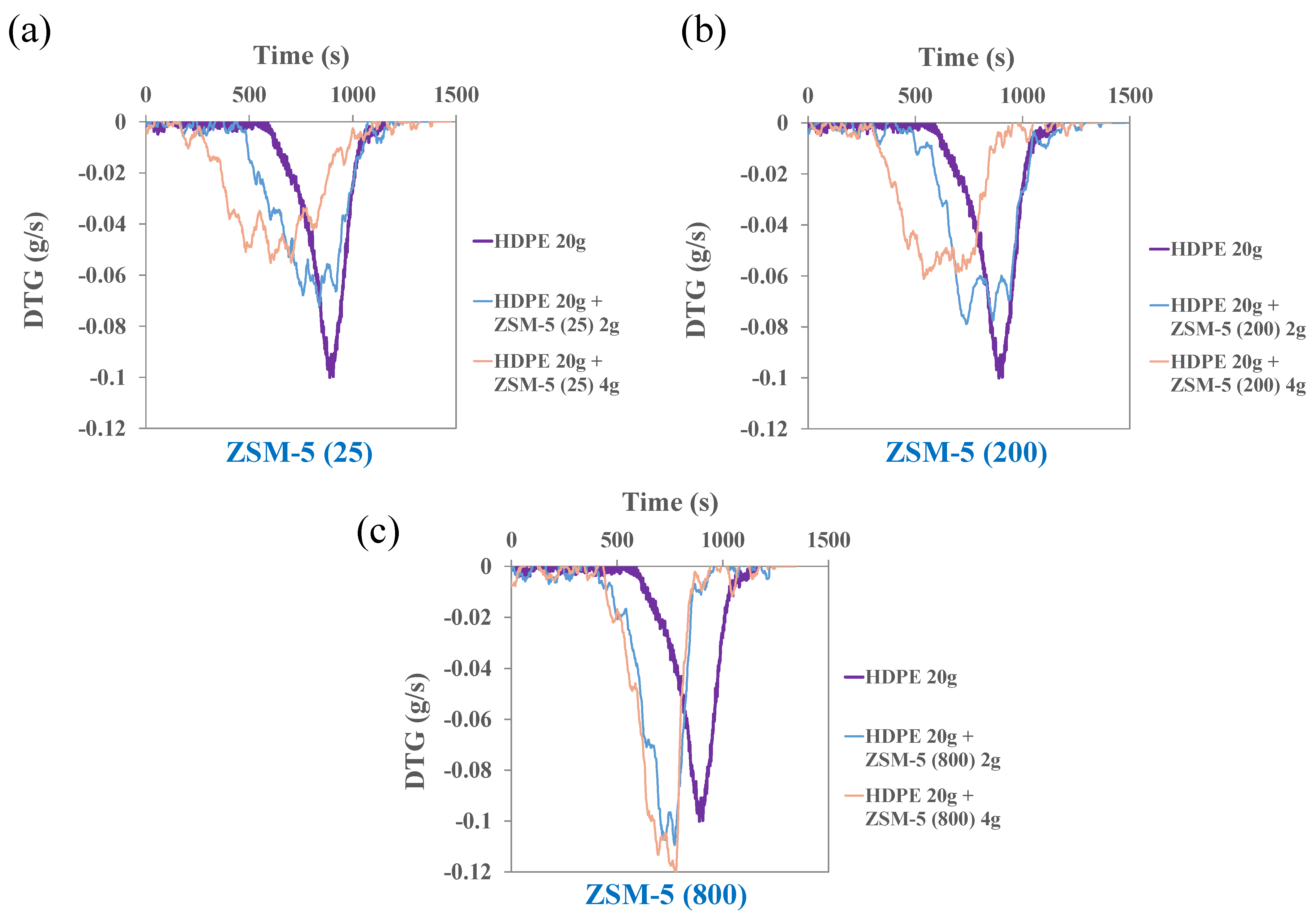
2.3. Thermogravimetric Analysis: Onset of Decomposition and Reaction Rate
3. Materials and Methods
3.1. Materials
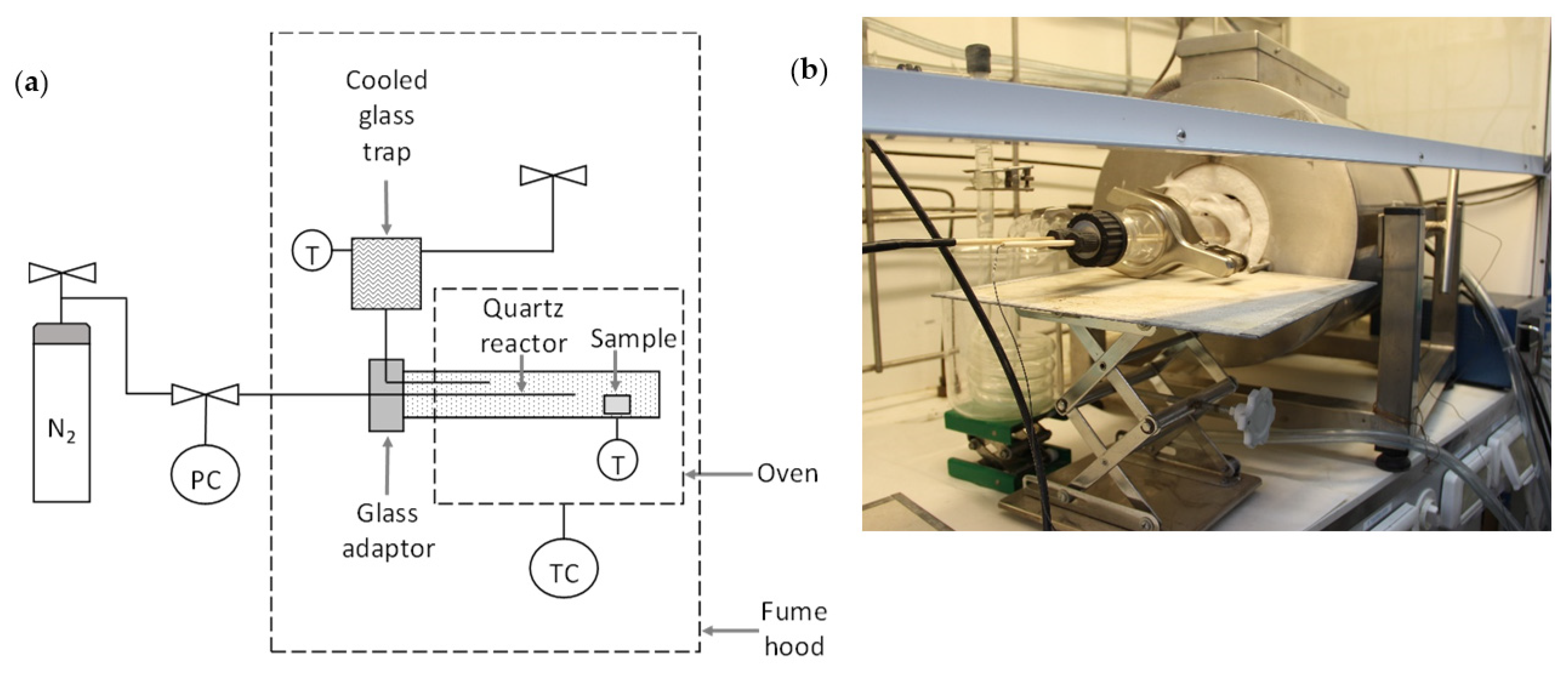
3.2. Laboratory-Scale Pyrolysis System, Experimental Conditions and Product Conversion
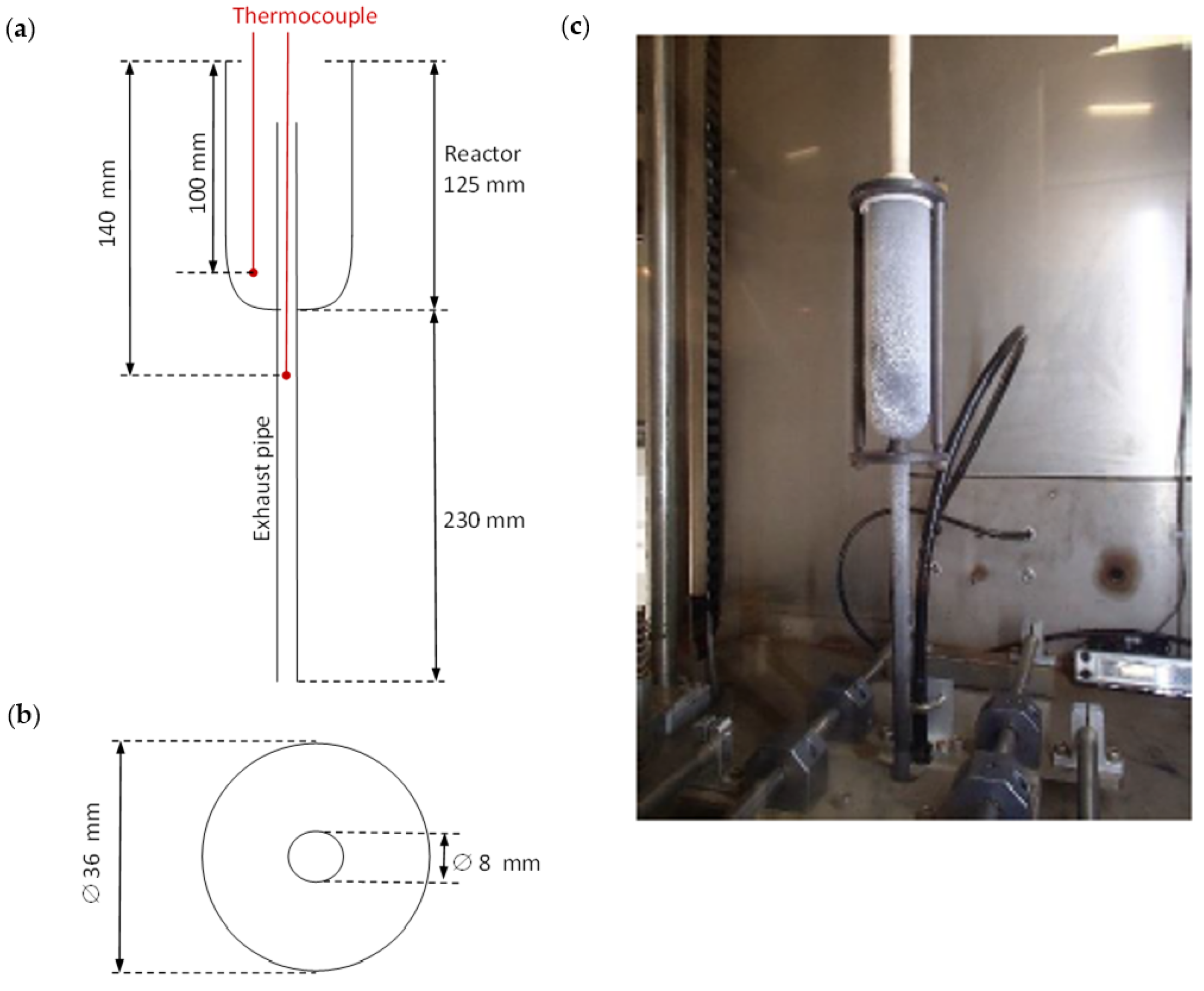
3.3. Macro-Thermogravimetric System, Experimental Conditions and Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Nieminen, M.; Olin, M.; Laatikainen-Luntama, J.; Wickham, S.M.; Doudou, S.; Fuller, A.J.; Kent, J.; Fournier, M.; Clarke, S.; Scales, C.; et al. Thermal treatment for radioactive waste minimization. EPJ Nucl. Sci. Technol. 2020, 6, 25. [Google Scholar] [CrossRef]
- Deckers, J. Incineration and plasma processes and technology for treatment and conditioning of radioactive waste. In Handbook of Advanced Radioactive Waste Conditioning Technologies, 1st ed.; Ojovan, M.I., Ed.; Woodhead Publishing: Cambridge, UK, 2011; pp. 43–66. [Google Scholar]
- Qureshi, M.S.; Oasmaa, A.; Pihkola, H.; Deviatkin, I.; Tenhunen, A.; Mannila, J.; Minkkinen, H.; Pohjakallio, M.; Laine-Ylijoki, J. Pyrolysis of plastic waste: Opportunities and challenges. J. Anal. Appl. Pyrolysis 2020, 152, 104804. [Google Scholar] [CrossRef]
- Jha, K.K.; Kannan, T.T.M. Recycling of plastic waste into fuel by pyrolysis—A review. Mater. Today Proc. 2021, 37, 3718–3720. [Google Scholar] [CrossRef]
- Armenise, S.; SyieLuing, W.; Ramírez-Velásquez, J.M.; Launay, F.; Wuebben, D.; Ngadi, N.; Rams, J.; Muñoz, M. Plastic waste recycling via pyrolysis: A bibliometric survey and literature review. J. Anal. Appl. Pyrolysis 2021, 158, 105265. [Google Scholar] [CrossRef]
- Soni, V.K.; Singh, G.; Vijayan, B.K.; Chopra, A.; Kapur, G.S.; Ramakumar, S.S.V. Thermochemical Recycling of Waste Plastics by Pyrolysis: A Review. Energy Fuels 2021, 35, 12763–12808. [Google Scholar] [CrossRef]
- Kremer, I.; Tomić, T.; Katančić, Z.; Hrnjak-Murgić, Z.; Erceg, M.; Schneider, D.R. Catalytic decomposition and kinetic study of mixed plastic waste. Clean Technol. Environ. Policy 2021, 23, 811–827. [Google Scholar] [CrossRef]
- Kremer, I.; Tomić, T.; Katančić, Z.; Erceg, M.; Papuga, S.; Vuković, J.P.; Schneider, D.R. Catalytic pyrolysis of mechanically non-recyclable waste plastics mixture: Kinetics and pyrolysis in laboratory-scale reactor. J. Environ. Manag. 2021, 296, 113145. [Google Scholar] [CrossRef] [PubMed]
- Miandad, R.; Barakat, M.A.; Aburiazaiza, A.S.; Rehan, M.; Nizami, A.S. Catalytic pyrolysis of plastic waste: A review. Process Saf. Environ. Prot. 2016, 102, 822–838. [Google Scholar] [CrossRef]
- Ji, Y.; Yang, H.; Yan, Y. Strategies to Enhance the Catalytic Performance of ZSM-5 Zeolite in Hydrocarbon Cracking: A Review. Catalysts 2017, 7, 367. [Google Scholar] [CrossRef] [Green Version]
- Chen, D.; Yin, L.; Wang, H.; He, P. Pyrolysis technologies for municipal solid waste: A review. Waste Manag. 2014, 34, 2466–2486. [Google Scholar] [CrossRef] [PubMed]
- Hu, D.H.; Chen, M.Q.; Huang, Y.W.; Wei, S.H.; Zhong, X.B. Evaluation on isothermal pyrolysis characteristics of typical technical solid wastes. Thermochim. Acta 2020, 688, 178604. [Google Scholar] [CrossRef]
- Klein-BenDavid, O.; Peled, Y.; Tavor, D.; Ohaion, T.; Elias, P.; Bar-Nes, G. The pyrolysis and gasification of high-density polyethylene in a batch reactor. Waste Manag. Environ. VII 2014, 180, 77–87. [Google Scholar]
- Manos, G.; Garforth, A.; Dwyer, J. Catalytic degradation of high-density polyethylene over different zeolitic structures. Ind. Eng. Chem. Res. 2000, 39, 1198–1202. [Google Scholar] [CrossRef]
- Coelhoa, A.; Costaa, L.; Marquesc, M.M.; Fonsecab, I.M.; Lemosa, M.A.N.D.A.; Lemosa, F. The effect of ZSM-5 zeolite acidity on the catalytic degradation of high-density polyethylene using simultaneous DSC/TG analysis. Appl. Catal. A Gen. 2012, 413, 183–191. [Google Scholar] [CrossRef]
- Seo, Y.H.; Lee, K.H.; Shin, D.H. Investigation of catalytic degradation of high-density polyethylene by hydrocarbon group type analysis. J. Anal. Appl. Pyrolysis 2003, 70, 383–398. [Google Scholar] [CrossRef]
- Sethia, G.; Dangi, G.P.; Jetwani, A.L. Equilibrium and Dynamic Adsorption of Carbon Monoxide and Nitrogen on ZSM-5 with Different SiO2/Al2O3 Ratio. J. Sep. Sci. 2010, 45, 413–420. [Google Scholar] [CrossRef]
- Balme, Q.; Lemont, F.; Rousset, F.; Sedan, J.; Charvin, P.; Bondroit, J.; Marias, F. Design, calibration and testing of a new macro-thermogravimetric analyzer. J. Therm. Anal. Calorim. 2018, 132, 1439–1447. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Catalyst | SiO2/Al2O3 Ratio | Surface Area [m2/g] | Pore Radius [nm] |
|---|---|---|---|
| Zeolite Y | 5.1 | 900 | 0.74 |
| ZSM-5 (25) | 25 | 425 | 0.56 |
| ZSM-5 (200) | 200 | 400 | 0.56 |
| ZSM-5 (800) | 800 | 405 | 0.56 |
| Reaction Temperature | HDPE Mass | Catalyst (SiO2/Al2O3 Ratio) | Catalyst Loading |
|---|---|---|---|
| 450 °C | 5 g | No catalyst added | - |
| Zeolite Y (5.1) | 0.5 g | ||
| ZSM-5 (25) | 0.5 g | ||
| ZSM-5 (800) | 0.5 g | ||
| 525 °C | 5 g | No catalyst added | - |
| Zeolite Y (5.1) | 0.5 g | ||
| ZSM-5 (25) | 0.5 g | ||
| ZSM-5 (800) | 0.5 g | ||
| 450 °C | 5 g | ZSM-5 (25) | 0.25 g |
| ZSM-5 (25) | 1.0 g |
| HDPE Mass | Catalyst (SiO2/Al2O3 Ratio) | Catalyst Loading |
|---|---|---|
| 5 g | No catalyst added | - |
| Zeolite Y (5.1) | 0.5 g | |
| ZSM-5 (25) | 0.5 g | |
| ZSM-5 (25) | 1.0 g | |
| ZSM-5 (200) | 0.5 g | |
| ZSM-5 (200) | 1.0 g | |
| ZSM-5 (800) | 0.5 g | |
| ZSM-5 (800) | 1.0 g | |
| 20 g | No catalyst added | - |
| Zeolite Y (5.1) | 2.0 g | |
| ZSM-5 (25) | 2.0 g | |
| ZSM-5 (25) | 4.0 g | |
| ZSM-5 (200) | 2.0 g | |
| ZSM-5 (200) | 4.0 g | |
| ZSM-5 (800) | 2.0 g | |
| ZSM-5 (800) | 4.0 g |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Raveh-Amit, H.; Lemont, F.; Bar-Nes, G.; Klein-BenDavid, O.; Banano, N.; Gelfer, S.; Charvin, P.; Bin Rozaini, T.; Sedan, J.; Rousset, F. Catalytic Pyrolysis of High-Density Polyethylene: Decomposition Efficiency and Kinetics. Catalysts 2022, 12, 140. https://0-doi-org.brum.beds.ac.uk/10.3390/catal12020140
Raveh-Amit H, Lemont F, Bar-Nes G, Klein-BenDavid O, Banano N, Gelfer S, Charvin P, Bin Rozaini T, Sedan J, Rousset F. Catalytic Pyrolysis of High-Density Polyethylene: Decomposition Efficiency and Kinetics. Catalysts. 2022; 12(2):140. https://0-doi-org.brum.beds.ac.uk/10.3390/catal12020140
Chicago/Turabian StyleRaveh-Amit, Hadas, Florent Lemont, Gabriela Bar-Nes, Ofra Klein-BenDavid, Nissim Banano, Svetlana Gelfer, Patrice Charvin, Tahriri Bin Rozaini, Johann Sedan, and François Rousset. 2022. "Catalytic Pyrolysis of High-Density Polyethylene: Decomposition Efficiency and Kinetics" Catalysts 12, no. 2: 140. https://0-doi-org.brum.beds.ac.uk/10.3390/catal12020140