Calcination of Calcium Sulphoaluminate Cement Using Pyrite-Rich Cyanide Tailings

1
School of Metallurgy, Northeastern University, 3-11 Wenhua Road, Shenyang 110004, China
2
CSIRO Minerals Resources, Clayton, VIC 3168, Australia
3
Science and Technology Innovation Center of Smart Water and Resource Environment, Northeastern University, 3-11 Wenhua Road, Shenyang 110004, China
*
Authors to whom correspondence should be addressed.
Crystals 2020, 10(11), 971; https://0-doi-org.brum.beds.ac.uk/10.3390/cryst10110971
Submission received: 23 September 2020
/
Revised: 20 October 2020
/
Accepted: 23 October 2020
/
Published: 26 October 2020
(This article belongs to the Special Issue Metallurgical Slag)
Abstract
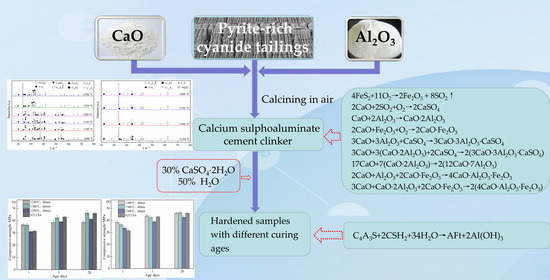
:Pyrite-rich cyanide tailings (CTs) are industrial hazardous solid wastes arising from the gold mining industry. Every year, hundreds of millions of tons of cyanide tailings are produced and discharged to tailings dams. It is of great significance to dispose of cyanide tailings harmlessly and resourcefully. The feasibility of calcination of calcium sulphoaluminate (CSA) cement clinker using pyrite-rich cyanide tailings as Fe2O3 and SO3 sources was investigated for this paper. The behavior of pyrite during the calcination of cyanide tailings under various calcination conditions and the properties of calcium sulphoaluminate cement clinker were examined. The results show that it is feasible to produce calcium sulphoaluminate cement clinker using pyrite-rich cyanide tailings. The optimal conditions for the calcination of calcium sulphoaluminate cement using pyrite-rich cyanide tailings are confirmed. During the calcination process, the cyanides decompose into carbonate, CO2, and N2. The pyrite decomposes into Fe2O3 and SO2, and they react with CaO and Al2O3 to form the intermediates of CaSO4, 2CaO·Fe2O3, and CaO·2Al2O3, which further react to form 3CaO·3Al2O3·CaSO4, 4CaO·Al2O3·Fe2O3, and 12CaO·7Al2O3. The calcium sulphoaluminate cement prepared by pyrite-rich cyanide tailings exhibits excellent mechanical properties and meets the compressive strength criteria of 42.5 grade calcium sulphoaluminate cement.
1. Introduction
Calcium sulphoaluminate (CSA) cement was essentially developed in China in the 1970s [1,2]. It is usually produced by limestone, clay, and bauxite in addition to natural gypsum at 1250–1350 °C, about 100–200 °C lower than that for ordinary Portland cement (OPC) production [3,4]. CO2 emissions could be reduced significantly in this process because the major phase in CSA clinker is 3CaO·3Al2O3·CaSO4 (C4A3) compared to 3CaO·SiO2 in OPC [5]. Thus, CSA cement is considered as a sustainable and eco-friendly alternative to OPC due to the lower energy consumption and fewer CO2 emissions during the production [6].
This cement is widely used in architecture engineering, emergency maintenance, permeability resistance engineering, cement manufacturing, and other fields owing to its low alkalinity, rapid hardening, high early-age strength, high impermeability, chemical resistance/freeze–thaw corrosion, and low shrinkage [5,7]. However, the aluminum and sulfur sources suitable for the production of CSA cement are limited [8]. In recent years, increasing attention has been paid to the recycling of industrial by-products such as fly ash [9,10], gypsum [4,11], slag [12], and other solid wastes [13,14] for CSA production.
Cyanide tailings (CTs), produced from the gold cyanidation process in the gold mining industry, are one of the hazardous solid wastes [15]. It is estimated that more than 2.45 million tons of CTs are discharged to tailings dams in China every year [16]. It is required by law that CTs must be detoxified to a total cyanide concentration of less than 5 mg·L−1 before being discharged to tailings dams; otherwise, a penalty rate of $150 per ton is imposed in addition to the disposal fees charged by the certified solid waste disposal company [17]. Many technologies for the treatment and utilization of CTs have thus been developed [15,18]. Some treatment methods were implemented for CTs detoxification, such as alkali-chlorination [19], dry stack technology [20], incineration [21], the biological method [22], and natural degradation [23]. However, these methods may have problems of uncertain effects, the formation of toxic intermediates, limited capacity, and large occupation area, and the detoxified cyanide tailings need further care. The methods of backfilling [24] and reclamation of land [25] are also used for the disposal of CTs. However, high costs and strict environmental requirements may restrict their practical application [26].
Based on the content of valuable metals such as gold and silver in the CTs, various approaches on the recovery of Au and Ag [27,28] and the extraction of Fe, S, Pb-Zn, and Cu [29,30,31,32] have been proposed. To fully utilize the “low-value content” in the CTs, such as SiO2 and Al2O3, some researchers have investigated the potential use of CTs for producing brick [33], glass-ceramics [34], aerated concrete [35], and Portland cement [36].
However, to the best of our knowledge, the technology on CSA cement clinker produced by pyrite-rich CTs has not been reported. In this work, the calcination process for the preparation of CSA cement clinker using pyrite-rich CTs was investigated to elucidate the calcination mechanism of pyrite-rich CTs to produce CSA cement clinker. The potential effect of operational parameters on the formation of CSA cement clinker and its compressive strength was examined in detail, including temperature and calcination time. The feasibility of recycling CTs as the cement material for mining infrastructure construction and backfilling is discussed.
2. Materials and Methods
2.1. Raw Materials
The pyrite-rich CTs used in this study were obtained from a gold mining company in Shandong Province of China. To eliminate the interference of impurities, the analytical reagents alumina and calcium carbonate, supplied by Sinopharm Chemical Reagent Co., Ltd. (Shanghai, China), were used to produce cement clinker. The pyrite-rich CTs were dehydrated at 60 °C for 72 h and crushed to below 58 μm in particle size. Calcium carbonate was calcined at 1050 °C for 240 min to prepare CaO as a raw material. The other chemical reagents (Shanghai, China) used in this work were of analytical grade.
2.2. Experimental Procedure
The main phases of ordinary CSA cement clinker are C4A3, 4CaO·Al2O3·Fe2O3 (C4AF), and 2CaO·SiO2 [2]. Therefore, the designed mineral composition of the cement clinker was C4A3, C4AF, 2CaO·SiO2 (if any), and CaO·TiO2 (if any). About 5 g of CTs were weighed, and the proportion of CaO and Al2O3 was determined by Equations (1) and (2) [37]. The alkalinity modulus (Cm) was 1.00, and the alumina–sulfur ratio (P) was 3.82. These raw materials were then uniformly mixed in a ball mill for 3 h. After homogenization, the mixture was cold isostatically pressed at 15 MPa to produce cylindrical samples with a diameter and height of 20 and 25 mm, respectively. The cylinders were calcined in a programmable resistance furnace (Shanghai, China) from room temperature to the setting temperature (900–1450 °C) at a heating rate of 10 °C min−1 in air. According to the literature [4], after calcining at the setting temperature for setting time, the cement clinker was taken out immediately and cooled down in air. The mixture and clinker were weighed and the values recorded. The cooled clinker was ground to a particle size of less than 58 μm for the following analysis:
2.3. Analysis
The chemical composition of CaO and S in the mixture and cement clinker were determined by inductively coupled plasma optical emission spectroscopy (Agilent 7800, Agilent Technologies Inc., Santa Clara, CA, USA) and a carbon/sulfur analyzer (SC 114DR, LECO, St. Joseph County, MI, USA), respectively. The free CaO (f-CaO) in the cement clinker was analyzed according to a Chinese standard of GB/T 176-2008 [38]. The total cyanides in the CTs and cement clinker were analyzed according to a Chinese standard of HJ 745-2015 [39].
The phase composition of the cement clinker was estimated using a PW 3040/60 (PANalytical, Netherlands) with Cu-Kα radiation. The diffractometer was conducted at 45 kV and 40 mA with a scanning rate of 5°·min−1 and a range of 5°–80° (2θ). Each powdered sample was evenly placed onto a rectangular steel holder, flattened with a glass slide. The data was analyzed by Jade 6.0 (MDI, USA) using the PDF2-2004 database. The Rietveld quantitative analysis of the mineralogical composition of the CSA cement clinker was determined by the internal standard method with 15.0% MgO addition.
The cement clinker was then mixed with 30% calcium sulfate dihydrate (analytical reagent) to produce CSA cement. The cement slurry was prepared at a water-to-blinder ratio of 0.50. After stirring for 4 min in a mechanical mixer (NJ-160, Huaxi Building Materials Testing Inc., Wuxi, Jiangsu, China), the paste was filled into 20 × 20 × 20 mm3 steel molds and compacted. The fresh samples were covered with a polyethylene sheet to prevent evaporation. Subsequently, the samples were demolded and cured in water at 20 ± 1 °C [40]. Thereafter, the compressive strength of different hardened samples with curing ages of 1, 3, and 28 days was measured using an HM-5030.3F (Humboldt, USA) at a speed of 7 mm/min. Four specimens were tested for each condition.
2.4. Calculation
The mass ratio of the cement clinker to the mixture (wc/m) was determined based on the discrepancy between the initial and remnant masses. The decomposition ratio of S in the mixture (ηS) was calculated based on the chemical composition of S in the mixture and cement clinker.
where
- mm is the mass of the mixture;
- mc is the mass of the cement clinker;
- wc/m is the mass ratio of the cement clinker to the mixture;
- wm is the mass ratio of S in the mixture;
- wc is the mass ratio of S in the cement clinker.
3. Results and Discussion
3.1. Characterization of the Raw Materials
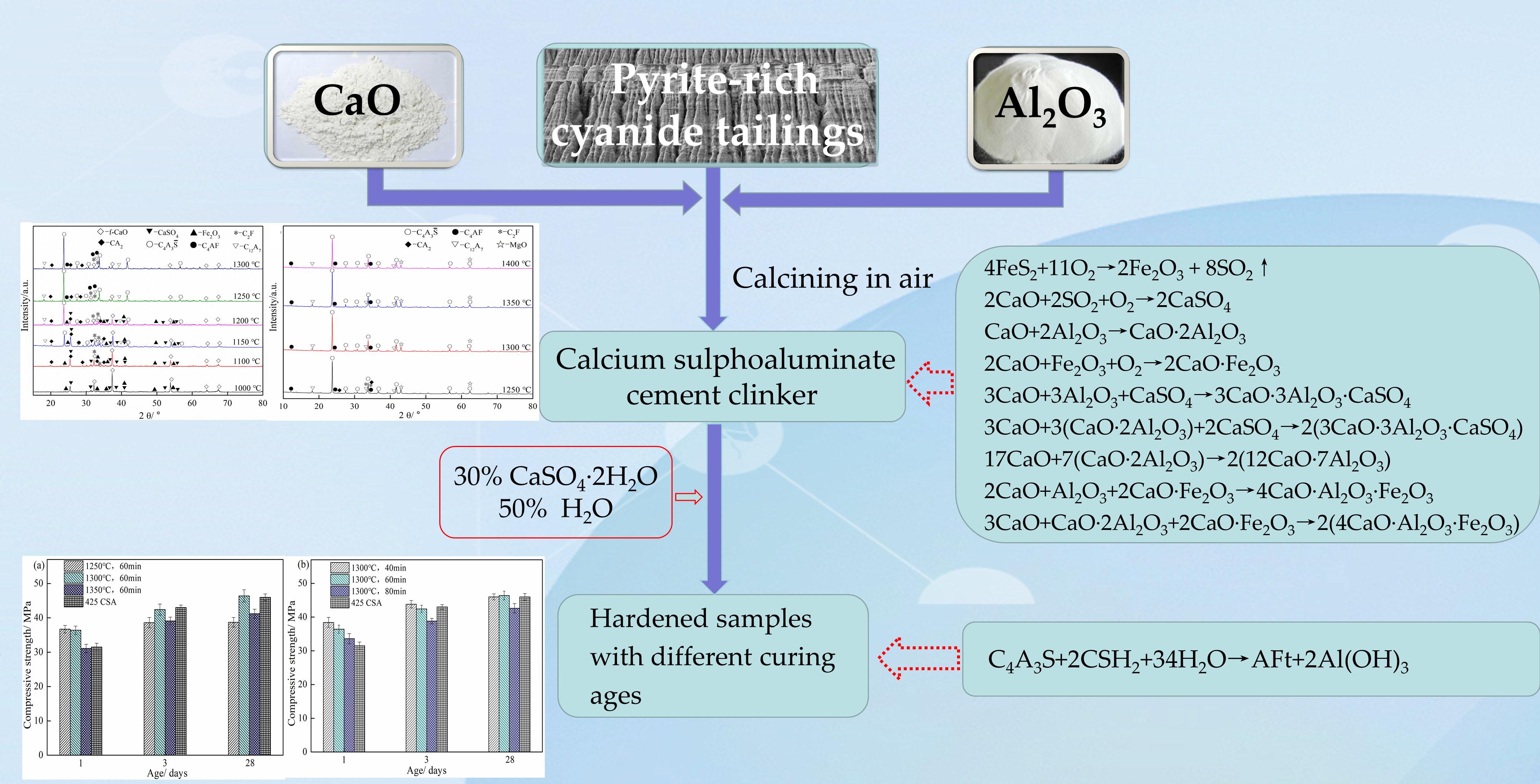
The chemical compositions of the pyrite-rich CTs, calcium carbonate, and alumina are listed in Table 1. The mineral phases of the pyrite-rich CTs, analyzed by X-ray diffraction (XRD), are shown in Figure 1a. According to Table 1 and Figure 1a, the main components of the CTs are pyrite (FeS2), quartz (SiO2) as well as minor muscovite with a total cyanide of 339 mg·kg−1. Analysis of Al2O3 by X-ray diffraction (Figure 1b) reveals that the diffraction peaks of Al2O3 are poor, which is believed to be attributed to the amorphous state of Al2O3. The analytical reagent of calcium carbonate contains 55.91% CaO, whereas that of alumina mainly consists of 94.60% Al2O3 and 5.09% loss on ignition (LOI).
3.2. Compressive Strength of the Cement Clinker
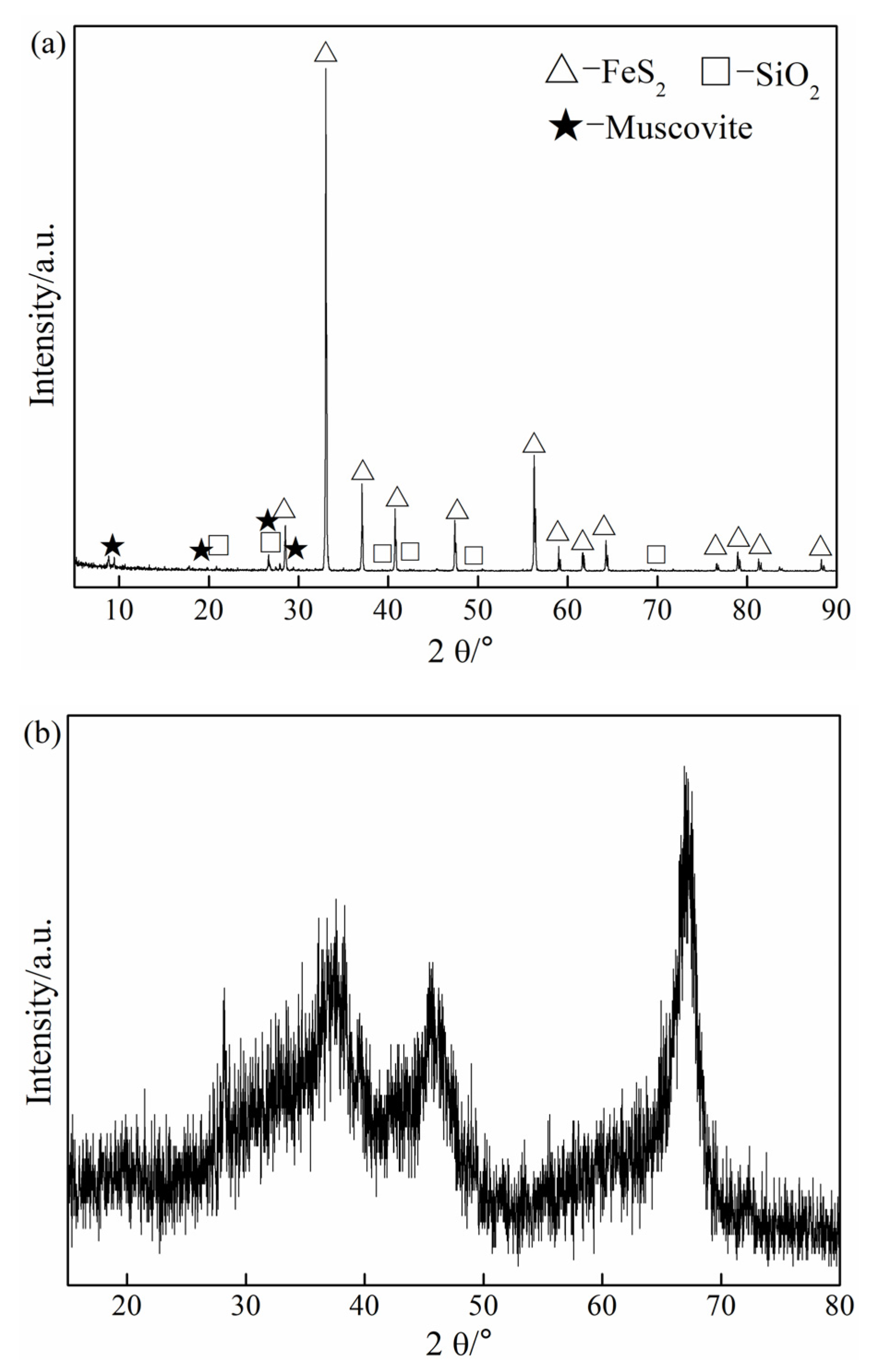
According to reaction (5), the phase of C4A3 in the cement clinker reacts rapidly with water (H) and CaSO4·2H2O (CH2) to form 3CaO·Al2O3·3CaSO4·32H2O (AFt) and Al(OH)3 (AH3), which play important roles in the early-age strength development [4]. The calcination temperature and time directly affect the performance of cement clinker [2]. The influence of calcination temperature and calcination time on the compressive strength of the cement clinker was explored at 1250–1350 °C for 40–80 min. The compressive strength of the cement clinker calcined under various conditions at different curing ages is shown in Figure 2, including that of CSA cement labeled with 42.5 grade (42.5 CSA) in Chinese standard GB/T 20472–2006.
Figure 2a shows that the compressive strength of the cement clinker increases with the increase in curing ages. When the calcination temperature rises from 1250 °C to 1300 °C, the compressive strength of the cement clinker at the same curing ages increases, but decreases dramatically as the temperature rises to 1350 °C. According to L. W. et al. [41], it is believed that C4A3 is not formed completely at low temperature, and the crystal particle of C4A3 is larger at high temperature, leading to the deterioration of the cement clinker’s activity. The compressive strength of the cement clinker calcined at 1300 °C is similar to that of 42.5 CSA. This suggests that the optimal calcination temperature is determined to be 1300 °C and the compressive strength of the cement clinker meets the requirements of 42.5 CSA. In Figure 2b, the compressive strength of the cement clinker increases with the increase in curing ages. With the prolongation of calcination time, the compressive strength of the cement clinker decreases at the curing ages of 1 and 3 days, but remains almost constant first and then decreases at the curing age of 28 days. This suggests that the cement clinker’s activity decreases with the extension of calcination time. The compressive strength of the cement clinker calcined at 1300 °C for 40–60 min meets the requirements of 42.5 CSA. This suggests that the cement clinker meeting the compressive strength requirements of 42.5 CSA can be obtained at 1300 °C for 40–60 min.
3.3. Behavior of Pyrite in CTs During Calcination
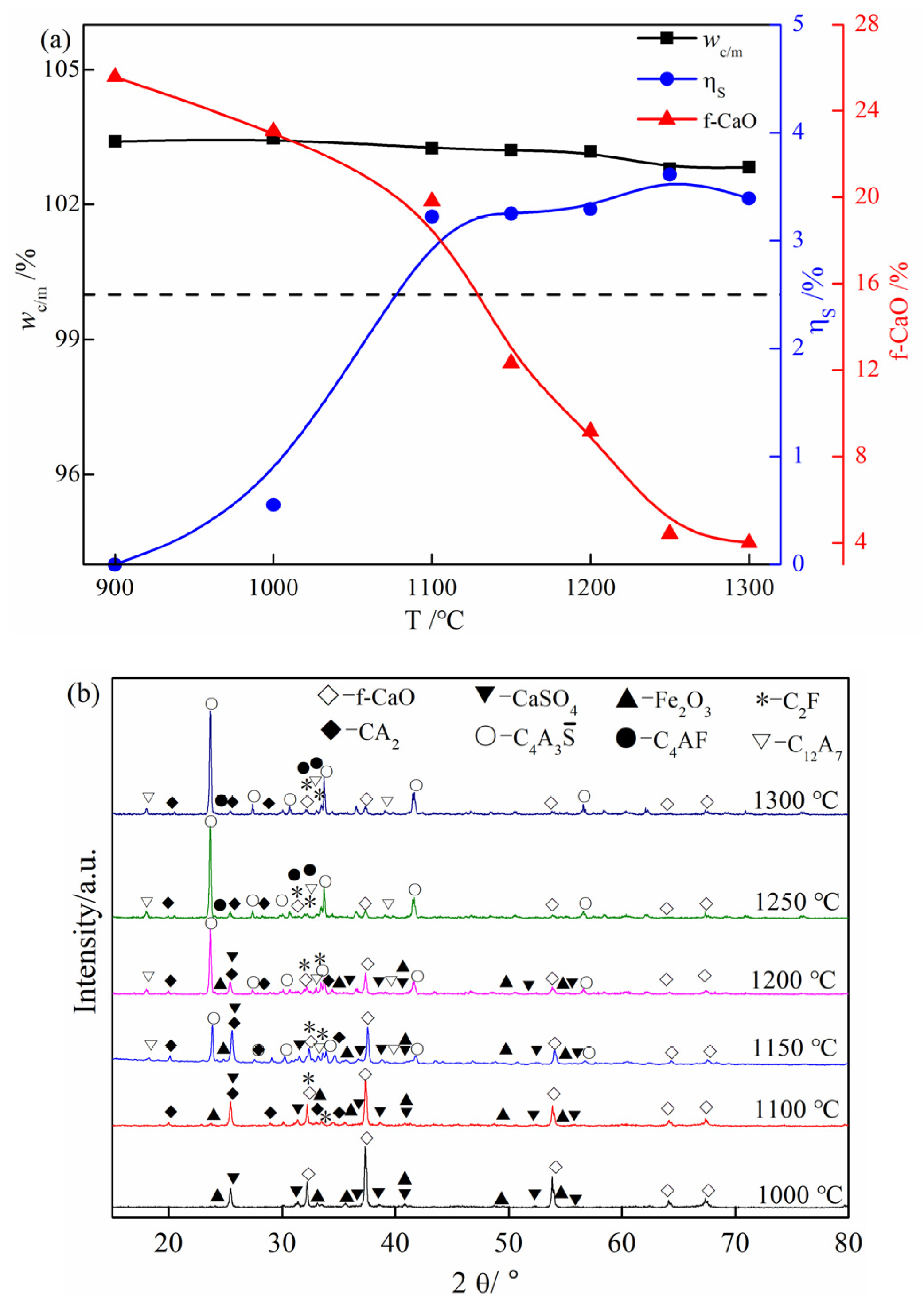
To investigate the behavior of pyrite in CTs during the production of CSA cement clinker, a series of experiments were conducted at 900–1300 °C without retention time. Cyanides were not detected in all samples. According to the results of previous research [42], it is believed that the cyanides in CTs decompose into carbonate, CO2, and N2 during the calcination process. The other results are displayed in Figure 3. As shown in Figure 3a, wc/m is more than 100% in all cases and decreases slightly with increasing temperature, indicating that during the calcination process the pyrite in CTs is oxidized [43]. The increase of ηS with increasing temperature suggests that some of the formed sulfur-containing components decompose at higher temperatures. The mass ratio of f-CaO in the samples decreases with the increase in temperature, indicating that more and more f-CaO is involved in the formation of cement clinker. When the mixture calcined at 1300 °C without retention time, 4% of f-CaO was detected in the sample, indicating that the reaction between f-CaO and the pyrite-rich CTs is still incomplete [6].
Figure 3b shows that the phase composition of the clinker varies greatly at different temperatures. The diffraction peaks of Al2O3 are absent in all samples as it is amorphous. The sample calcined at 1000 °C consists of Fe2O3, CaSO4, and f-CaO, suggesting that FeS2 reacts with O2 and f-CaO to form Fe2O3 and CaSO4 by reactions (6) and (7). New phases of CaO·2Al2O3 (CA2) and 2CaO·Fe2O3 (C2F) are presented at 1100 °C, indicating that reactions (8) and (9) occur at 1100 °C, C4A3 and 12CaO·7Al2O3 (C12A7) are observed at 1150 °C, and the diffraction intensity of CA2 and CaSO4 decreases rapidly over 1150 °C. This suggests that the reactions (10)–(12) occur over 1150 °C. When the mixture calcines at 1250 or 1300 °C, the clinker is composed of C4A3, C4AF, CA2, C12A7, and C2F. As the calcination temperature increases, the diffraction intensity of Fe2O3 and CaSO4 gradually decreases but disappears at 1250 °C, whereas that of f-CaO decreases sharply. This suggests that reactions (9)–(11) are almost complete. The diffraction intensity of CA2 increases first and then decreases, whereas that of C4A3 and C12A7 increases substantially with increasing temperature, meaning that CA2 is formed as an intermediate, and the increase in temperature facilitates the reactions (8) and (10)–(12). The diffraction intensity of C2F decreases gradually and nearly disappears, whereas that of C4AF remains almost constant above 1250 °C. It suggests that C2F is also formed as an intermediate, and higher temperatures promote reactions (13) and (14).
3.4. Preparation of the Cement Clinker
3.4.1. Effect of Calcination Temperature
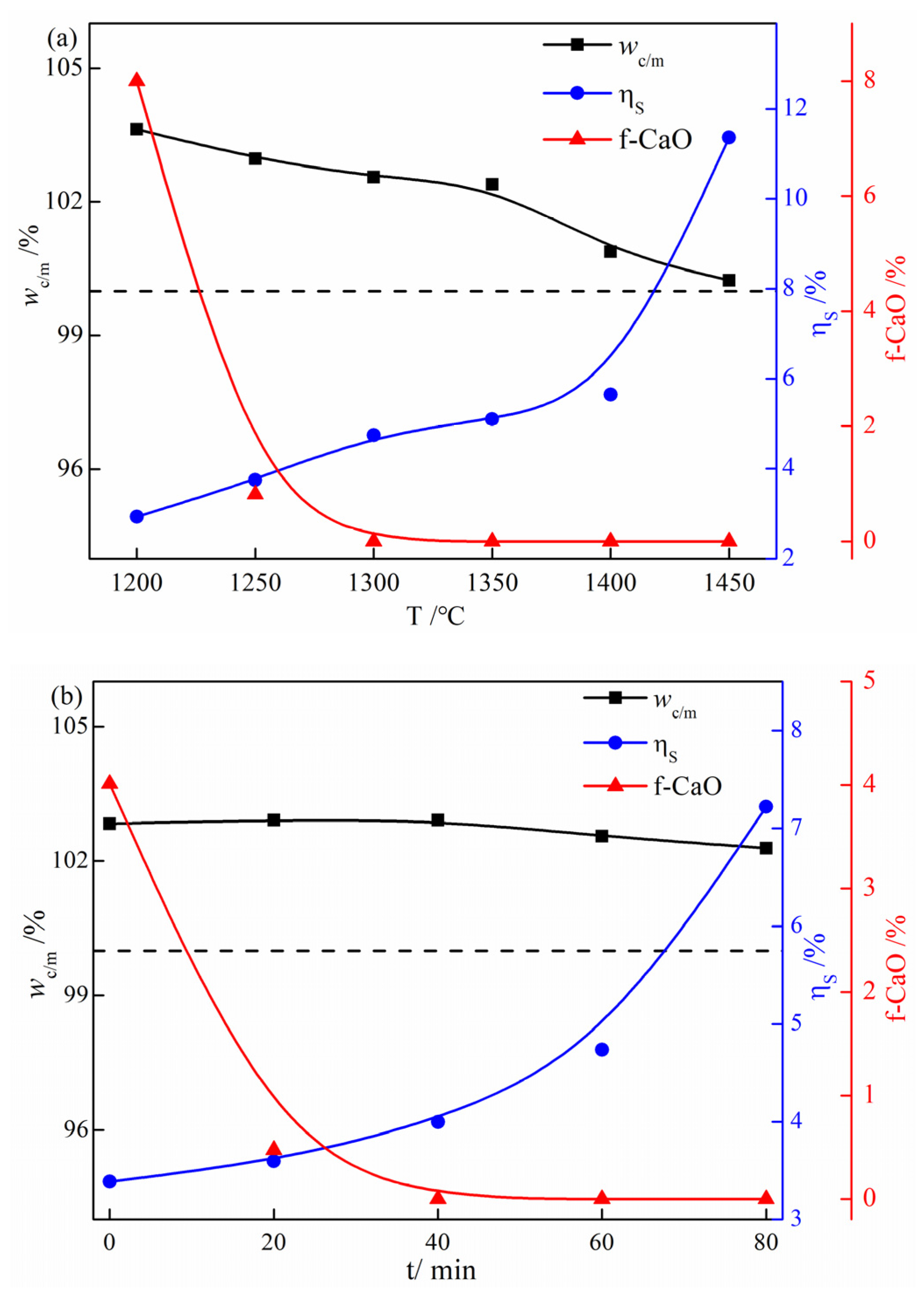
The effect of calcination temperature on the preparation of the cement clinker was investigated by maintaining the mixture at 1200–1450 °C for 60 min. The results (Figure 4a) show that wc/m is more than 100% in all cases and gradually decreases with the increase in temperature. This indicates that the oxidation of pyrite-rich CTs increases the mass of cement clinker. The increase of ηS with the rise in temperature indicates that higher temperatures promote the loss of sulfur in clinker. The mass ratio of f-CaO in clinker decreases rapidly with the rise in temperature, suggesting that higher temperatures facilitate the reactions in which f-CaO is consumed.
3.4.2. Effect of Calcination Time
The effect of calcination time on the preparation of the cement clinker was explored at 1300 °C for 0–80 min. The results presented in Figure 4b show that wc/m is greater than 100% in all cases, and decreases slightly with the increase in calcination time. ηS increases gradually, whereas the mass ratio of f-CaO decreases rapidly with the prolongation of reaction time. The mass ratio of f-CaO is undetected as the calcination time is above 40 min. This suggests that longer calcination time contributes to the loss of sulfur and the consumption of f-CaO in clinker, and favors reactions (13) and (14).
3.5. Mineral Phases of the Cement Clinker
3.5.1. XRD Patterns at Different Calcination Temperatures
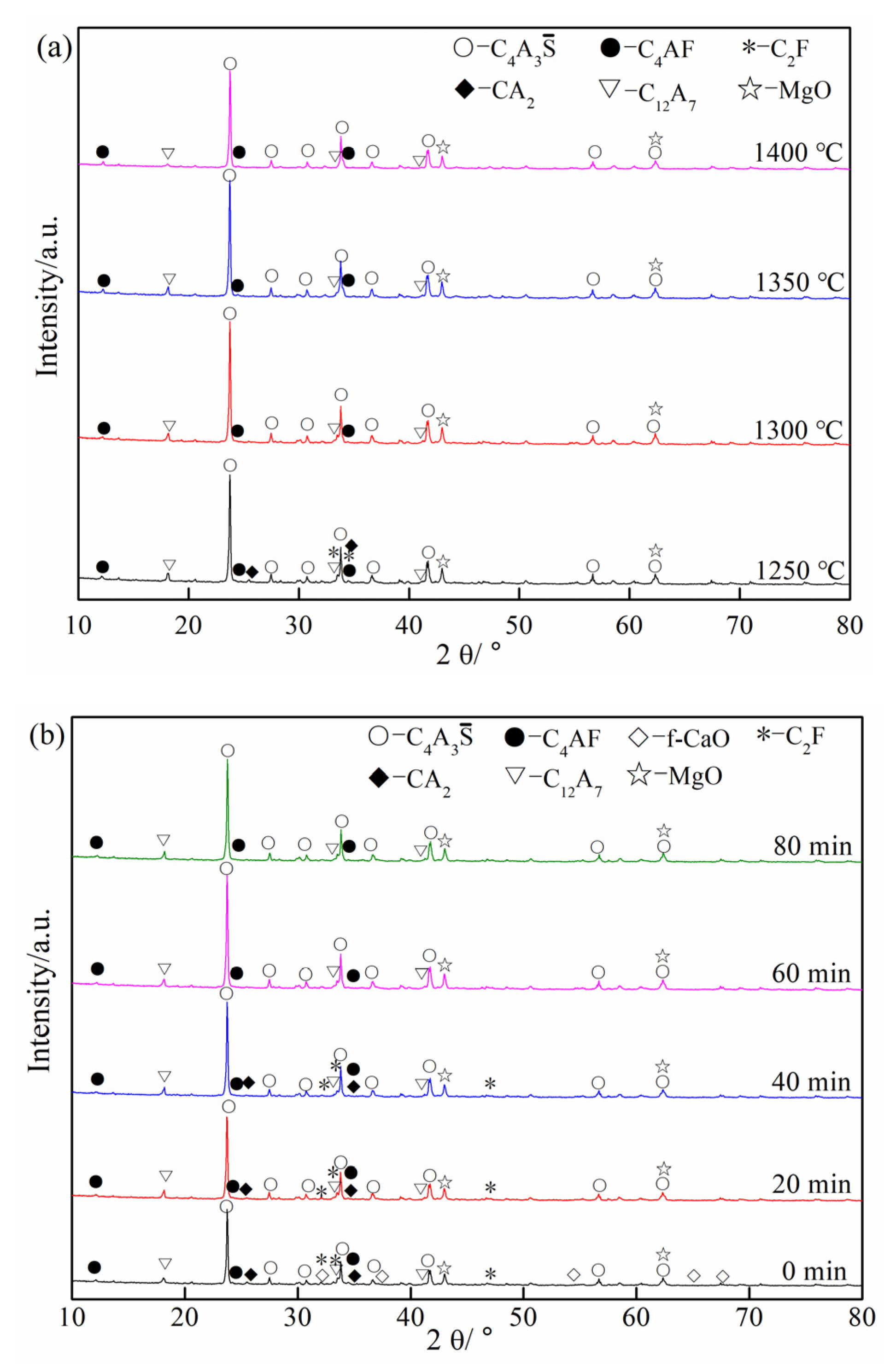
The XRD patterns of the cement clinker calcined at 1250–1400 °C for 60 min are shown in Figure 5a. It shows that C4A3, C4AF, and C12A7, which are favorable phases in normal CSA cement clinker [44], occur at all cement clinker phases. CA2 and C2F are found in the clinker calcined at 1250 °C for 60 min. The major phases of the cement clinker calcined above 1300 °C for 60 min are C4A3, C4AF, and C12A7, suggesting that a higher temperature favors the decomposition of intermediates (CA2 and C2F) and the formation of the desired mineral phases of CSA cement. The mineralogical composition of the cement clinker was analyzed using the Rietveld refinement method with 15.0% MgO internal standard. The portable document format (PDF) and inorganic crystal structure database (ICSD) codes of mineral phases for quantitative analysis are listed in Table 2, and the refinement results are listed in Table 3. When the mixture calcined at 1250 °C for 60 min, 1.9% C2F and 5.2% CA2 remain in clinker, while 61.2% C4A3 and 7.4% C4AF are formed. C2F and CA2 disappear at higher temperatures, indicating that reaction (14) happens. The content of C4A3 increases with the rise in temperature, while that of C4AF increases considerably, and that of C12A7 decreases. This demonstrates that a higher temperature promotes the formation of C4A3 and C4AF, but causes the decomposition of C12A7.
3.5.2. XRD Patterns at Different Calcination Times
The cement clinker calcined at 1300 °C for 0–80 min was analyzed by XRD. As shown in Figure 5b, C4A3, C4AF, and C12A7 are present in all cement clinker phases. F-CaO is observed at the free retention time of 1300 °C, but disappears when the calcination time exceeds 20 min, indicating that part of f-CaO remains unreacted due to the lack of calcination time, and the reactions involving the consumption of f-CaO are almost complete when the calcination time exceeds 20 min. CA2 and C2F are found in the clinker calcined at 1300 °C for 0–40 min, but disappear when the calcination time is above 40 min. The major phases of the cement clinker calcined at 1300 °C for more than 40 min are C4A3, C4AF, and C12A7. This indicates that the prolongation of calcination time contributes to the decomposition of CA2 and C2F and the formation of the desired mineral phases of C4A3 and C4AF. The mineralogical composition of the cement clinker was analyzed using the Rietveld refinement method with 15.0% MgO internal standard. The PDF and ICSD codes of mineral phases for quantitative analysis are listed in Table 2, and the results are listed in Table 4. The clinker contains 56.7% C4A3, 7.5% C4AF, and 9.3% C12A7, as well as 3.1% C2F, 4.7% CA2, and 3.3% f-CaO when the mixture calcined at 1300 °C without retention time. It implies that the reactions in cement clinker are not complete due to the lack of reaction time. F-CaO was not found at 1300 °C for 20 min, corresponding to the results shown in Figure 4b. This indicates that the reactions involving f-CaO are complete. C2F and CA2 are absent in the cement clinker calcined at 1300 °C for more than 40 min. The content of both C4A3 and C4AF increases significantly with calcination time, whereas that of C12A7 remains quite constant. This suggests that the prolongation of the calcination time promotes the decomposition of CA2 and C2F and the formation of C4A3 and C4AF. Overall, the favorable cement clinker is obtained at 1300 °C for more than 40 min.
4. Conclusions
It is feasible to produce CSA cement clinker using pyrite-rich CTs as the sources of Fe2O3 and SO3. The main conclusions are summarized as follows.
The compressive strength of cement clinker is affected by calcination temperature and time, especially the calcination temperature. It meets the compressive strength criteria of 42.5 CSA when the mixture is calcined at 1300 °C for 40–60 min.
During the calcination process, the cyanides decompose into carbonate, CO2, and N2. The pyrite is oxidized into Fe2O3 and SO2 below 1000 °C and they react with CaO and Al2O3 above 1000 °C to form the intermediates of CaSO4, CF2, and CA2, which further react to form the desired mineral phases of C4A3 and C4AF.
In the production of CSA cement clinker, the mass ratio of f-CaO and the decomposition of S in CSA cement clinker are influenced by calcination temperature and time. The optimal conditions are to calcine the mixture at 1300 °C for 40–60 min.
The major mineral phases of the cement clinker calcined at 1300 °C for more than 40 min are C4A3, C4AF, and C12A7.
Author Contributions
Investigation, K.D.; Writing—Original draft preparation, K.D.; Supervision, F.X.; Validation, F.X.; Resources, F.X. and Y.C.; Project administration, F.X.; Funding acquisition, F.X. and Y.C.; Writing—Reviewing, F.X., W.W., and C.C.; Visualization, W.W.; Software; W.W.; Conceptualization, C.C. and X.G.; Data curation, W.W. and X.G. All authors have read and agreed to the published version of the manuscript.
Funding
The work was funded by the National Key Research and Development Program of China (No. 2018YFC0604604), the National Natural Science Foundation of China-Yunnan Joint Fund (No. U1702252), the Fundamental Research Funds for Central Universities of China (No. N182506003), and the Key Research Program of Liaoning Province (No. 2019JH2/10300051).
Acknowledgments
The authors would like to thank Y.F., J.R., and H.L. from the Center for Experiment of the School of Metallurgy, Northeastern University, Shenyang, China, for their support. The authors gratefully acknowledge the Department of Heavy Precious Metals Metallurgy and Materials, Northeastern University, Shenyang, China. The authors would also like to thank Jiang Haiqiang, Gao Peng, Li Qi, Jie Yongshuai, Bai Yunlong, Lu Yuhe, Zhang Zhuang, and Zhang Ning for their support.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Habert, G. Assessing the environmental impact of conventional and ‘green’ cement production. In Eco-Efficient Construction and Building Materials; Elsevie: Amsterdam, The Netherlands, 2014; pp. 199–238. [Google Scholar]
- Wang, Y.; Su, M.; Zhang, L. Sulphoaluminate Cement; Beijing University of Technology Press: Beijing, China, 1999. [Google Scholar]
- Bullerjahn, F.; Schmitt, D.; Ben Haha, M. Effect of raw mix design and of clinkering process on the formation and mineralogical composition of (ternesite) belite calcium sulphoaluminate ferrite clinker. Cem. Concr. Res. 2014, 59, 87–95. [Google Scholar] [CrossRef]
- Wu, S.; Wang, W.; Ren, C.; Yao, X.; Yao, Y.; Zhang, Q.; Li, Z. Calcination of calcium sulphoaluminate cement using flue gas desulfurization gypsum as whole calcium oxide source. Constr. Build. Mater. 2019, 228, 116676. [Google Scholar] [CrossRef]
- Shen, Y.; Qian, J.; Chai, J.; Fan, Y. Calcium sulphoaluminate cements made with phosphogypsum: Production issues and material properties. Cem. Concr. Compos. 2014, 48, 67–74. [Google Scholar] [CrossRef]
- Xue, P.; Xu, A.; He, D.; Yang, Q.; Liu, G.; Engström, F.; Björkman, B. Research on the sintering process and characteristics of belite sulphoaluminate cement produced by BOF slag. Constr. Build. Mater. 2016, 122, 567–576. [Google Scholar] [CrossRef]
- Zhou, H.; Liu, J.; Liu, J.; Li, C. Hydration kinetics process of low alkalinity sulphoaluminate cement and its thermodynamical properties. Procedia Eng. 2012, 27, 323–331. [Google Scholar] [CrossRef] [Green Version]
- Schneider, M.; Romer, M.; Tschudin, M.; Bolio, H. Sustainable cement production—present and future. Cem. Concr. Res. 2011, 41, 642–650. [Google Scholar] [CrossRef]
- Mao, Y.; Wu, H.; Wang, W.; Jia, M.; Che, X. Pretreatment of municipal solid waste incineration fly ash and preparation of solid waste source sulphoaluminate cementitious material. J. Hazard. Mater. 2020, 385, 121580. [Google Scholar] [CrossRef]
- Shen, Y.; Chen, X.; Zhang, W.; Li, X.; Qian, J. Influence of ternesite on the properties of calcium sulfoaluminate cements blended with fly ash. Constr. Build. Mater. 2018, 193, 221–229. [Google Scholar] [CrossRef]
- Jin, Z.; Ma, B.; Su, Y.; Lu, W.; Qi, H.; Hu, P. Effect of calcium sulphoaluminate cement on mechanical strength and waterproof properties of beta-hemihydrate phosphogypsum. Constr. Build. Mater. 2020, 242, 118198. [Google Scholar] [CrossRef]
- Gao, D.; Meng, Y.; Yang, L.; Tang, J.; Lv, M. Effect of ground granulated blast furnace slag on the properties of calcium sulfoaluminate cement. Constr. Build. Mater. 2019, 227, 116665. [Google Scholar] [CrossRef]
- Ge, Z.; Yuan, H.; Sun, R.; Zhang, H.; Wang, W.; Qi, H. Use of green calcium sulphoaluminate cement to prepare foamed concrete for road embankment: A feasibility study. Constr. Build. Mater. 2020, 237, 117791. [Google Scholar] [CrossRef]
- Da Costa, E.B.; Rodríguez, E.D.; Bernal, S.A.; Provis, J.L.; Gobbo, L.A.; Kirchheim, A.P. Production and hydration of calcium sulfoaluminate-belite cements derived from aluminium anodising sludge. Constr. Build. Mater. 2016, 122, 373–383. [Google Scholar] [CrossRef]
- Lv, C.; Ding, J.; Qian, P.; Li, Q.; Ye, S.; Chen, Y. Comprehensive recovery of metals from cyanidation tailing. Miner. Eng. 2015, 70, 141–147. [Google Scholar] [CrossRef]
- Lei, Z.; Guangfeng, K.; Shufen, L.; Xianfeng, C.; Xianyang, W. Research on multi-element resources of utilizing cyaniding tailings. Environ. Sci. Technol. 2010, 23, 5–7. [Google Scholar]
- Order no. 61 of the President of the People’s Republic of China. Environmental Protection Tax Law of the People’s Republic of China; Republic of China: Beijing, China, 2016; Chapter V.
- Barcelos, D.A.; Pontes, F.V.; Da Silva, F.A.; Castro, D.C.; Dos Anjos, N.O.; Castilhos, Z.C. Gold mining tailing: Environmental availability of metals and human health risk assessment. J. Hazard. Mater. 2020, 397, 122721. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, C. Applying alkali-chlorination method in treatment for cyanide containing gold tailing sands. Environ. Sanit. Eng. 2009, 17, 42–44. [Google Scholar]
- Xing, W.; Jin, Y.; Yao, X. Discussion on some issues in dry stack technology of tailings from gold mines. Nonferr. Metals (Min.) 2008, 60, 48–50. [Google Scholar]
- Qian-jin, G. Discussion on treatment technology of cyanide waste in sodium cyanide plant. J. Shanxi Coal-Min. Adm. Col. 2004, 87–88. [Google Scholar]
- Khamar, Z.; Makhdoumi-Kakhki, A.; Gharaie, M.M. Remediation of cyanide from the gold mine tailing pond by a novel bacterial co-culture. Int. Biodeterior. Biodegrad. 2015, 99, 123–128. [Google Scholar] [CrossRef]
- Ritcey, G.M. Tailings management in gold plants. Hydrometallurgy 2005, 78, 3–20. [Google Scholar] [CrossRef]
- Amaratunga, L.M.; Hmidi, N. Cold-bond agglomeration of gold mill tailings for backfill using gypsum betahemihydrate and cement as low cost binders. Can. Metal. Quart. 1997, 36, 283–288. [Google Scholar] [CrossRef]
- Jiao, X.; Liu, X. Restoring tailing pool of gold mine to farmland. Gold 2004, 25, 46–47. [Google Scholar]
- GB 18598-2001. Standard for Pollution Control on the Security Landfill Site for Hazardous Wastes; China Standard Press: Beijing, China, 2001; pp. 421–429. [Google Scholar]
- Li, H.; Long, H.; Zhang, L.; Yin, S.; Li, S.; Zhu, F.; Xie, H. Effectiveness of microwave-assisted thermal treatment in the extraction of gold in cyanide tailings. J. Hazard. Mater. 2020, 384, 121456. [Google Scholar] [CrossRef]
- Long, H.; Ma, A.; Srinivasakannan, C.; Zhang, L.; Li, S.; Yin, S. Investigation on the recovery of gold and silver from cyanide tailings using chlorination roasting process. J. Alloy. Compd. 2018, 763, 241–249. [Google Scholar] [CrossRef]
- Zhang, Y.-L.; Li, H.-M.; Yu, X.-J. Fe extraction from high-silicon and aluminum cyanide tailings by pretreatment of water leaching before magnetic separation. Trans. Nonferrous Met. Soc. China 2013, 23, 1165–1173. [Google Scholar] [CrossRef]
- Yang, X.; Huang, X.; Qiu, T. Recovery of zinc from cyanide tailings by flotation. Miner. Eng. 2015, 84, 100–105. [Google Scholar] [CrossRef]
- Zhang, M.; Cao, Y.; Peng, B.; Tian, Y.; Barvor, J.B. Removal of copper cyanide by precipitate flotation with ammonium salts. Process. Saf. Environ. Prot. 2020, 133, 82–87. [Google Scholar] [CrossRef]
- Junfeng, G.; Xiaobo, L. Utilization of cyanided tailings from gold ore dressing plant. Miner. Eng. 2005, 3, 38–39. [Google Scholar]
- Roy, S.; Adhikari, G.R.; Gupta, R.N. Use of gold mill tailings in making bricks: A feasibility study. Waste Manag. Res. 2007, 25, 475–482. [Google Scholar] [CrossRef]
- Shao, H.; Liang, K.; Peng, F.; Zhou, F.; Hu, A. Production and properties of cordierite-based glass-ceramics from gold tailings. Miner. Eng. 2005, 18, 635–637. [Google Scholar] [CrossRef]
- Ding, Y.; Wu, W. Preparation of aerated concrete block by making use of the gold tailings. New Build. Mater. 2009, 38–40. [Google Scholar] [CrossRef]
- Qiu, Y.; Zhao, Y. Utilization of metal mine solid waste in production of construction materials. Nonferr. Metal Eng. Res. 2008, 29, 35–38. [Google Scholar]
- Zhang, S.; Shuai, G. Charge calculation of sulfoaluminate belite cement clinker. J. Nanchang Univ. (Eng. Technol.) 2011, 33, 30–32. [Google Scholar]
- GB/T 6730. 8-2016. Iron Ores-Determination of Iron (Ⅱ) Content-Potassium Dichromate Titrimetric Method; China Standard Press: Beijing, China, 2017; p. 12. [Google Scholar]
- MEP. China, Soil-Determination of Cyanide and Total Cyanide-Spectrometric Method; China Environmental Science Press: Beijing, China, 2015. [Google Scholar]
- Phutthimethakul, L.; Kumpueng, P.; Supakata, N. Use of Flue Gas Desulfurization Gypsum, Construction and Demolition Waste, and Oil Palm Waste Trunks to Produce Concrete Bricks. Crystals 2020, 10, 709. [Google Scholar] [CrossRef]
- Wei, L.; Zhao, S.; Liu, S.; Wang, L.; Guan, X. Effect of preparation conditions on the shape and distribution of MgO in clinker. J. Wuhan Univ. Technol. 2013, 35, 27–32. [Google Scholar]
- Dong, K.; Xie, F.; Chang, Y.; Chen, C.; Wang, W.; Lu, D.; Gu, X. A novel strategy for the efficient decomposition of toxic sodium cyanate by hematite. Chemosphere 2020, 256, 127047. [Google Scholar] [CrossRef]
- Zhang, T.; Wu, C.; Li, B.; Wang, C.; Chen, X.; Wei, J.; Yu, Q. Clarifying the decomposition process of pyrite and SO2 release in the cyclone preheater of a dry rotary cement kiln system. J. Clean. Prod. 2019, 241, 118422. [Google Scholar] [CrossRef]
- Li, L.; Wang, R.; Zhang, S. Effect of curing temperature and relative humidity on the hydrates and porosity of calcium sulfoaluminate cement. Constr. Build. Mater. 2019, 213, 627–636. [Google Scholar] [CrossRef]
- Zhai, H.; Bian, C.; Yu, Y.; Zhu, L.; Guo, L.; Wang, X.; Yu, Q.; Zhu, J.; Cao, X. Sustainable Route for Synthesis of All-Silica SOD Zeolite. Crystals 2019, 9, 338. [Google Scholar] [CrossRef] [Green Version]
- Colville, A.A.; Geller, S. The crystal structure of brownmillerite, Ca2FeAlO5. Acta Crystallogr. Sect. B Struct. Crystallogr. Cryst. Chem. 1971, 27, 2311–2315. [Google Scholar] [CrossRef]
- Salasin, J.R.; Rawn, C. Structure Property Relationships and Cationic Doping in [Ca24Al28O64]4+ Framework: A Review. Crystals 2017, 7, 143. [Google Scholar] [CrossRef] [Green Version]
- Ceretti, M.; Corallini, S.; Paulus, W. Influence of Phase Transformations on Crystal Growth of Stoichiometric Brownmillerite Oxides: Sr2ScGaO5 and Ca2Fe2O5. Crystals 2016, 6, 146. [Google Scholar] [CrossRef] [Green Version]
- Boyko, E.; Wisnyl, L.G. The optical properties and structures of CaO2Al2O3and SrO2Al2O3. Acta Crystallogr. 1958, 11, 444–445. [Google Scholar] [CrossRef]
- Natta, G.; Passerini, L. Soluzioni solide, isomorfismo e simmorfismo tra gli ossidi dei metalli bivalenti. Sistemi: CaO-CdO. CaOMnO, CaO-CoO, CaO-NiO, CaO- MgO. Gazz. Chim. Ital. 1929, 59, 129–154. (In Italian) [Google Scholar]
- Schmahl, N.G.; Eikerling, G.F. Über Kryptomodifikationen desCu(II)-Oxids. Z. Phys. Chem. 1968, 62, 268–279. [Google Scholar] [CrossRef]
Figure 1.
X-ray diffraction (XRD) pattern of (a) pyrite-rich cyanide tailings and (b) Al2O3.

Figure 2.
Compressive strength of the cement clinker calcined (a) at 1250–1350 °C for 60 min and (b) at 1300 °C for 40–80 min.
Figure 2.
Compressive strength of the cement clinker calcined (a) at 1250–1350 °C for 60 min and (b) at 1300 °C for 40–80 min.

Figure 3.
(a) Variation of the mass of the cement clinker to the mixture (wc/m), the decomposition ratio of S for the mixture (ηS), and the mass ratio of free CaO (f-CaO) in the cement clinker versus temperature at 900–1300 °C without retention time; (b) XRD patterns of the cement clinker calcined at 1000–1300 °C without retention time.
Figure 3.
(a) Variation of the mass of the cement clinker to the mixture (wc/m), the decomposition ratio of S for the mixture (ηS), and the mass ratio of free CaO (f-CaO) in the cement clinker versus temperature at 900–1300 °C without retention time; (b) XRD patterns of the cement clinker calcined at 1000–1300 °C without retention time.

Figure 4.
Variation of the mass of the cement clinker to the mixture (wc/m), the decomposition ratio of S for the mixture (ηS), and the mass ratio of free CaO (f-CaO) in the cement clinker versus (a) temperature at 1200–1450 °C for 60 min and (b) calcination time at 1300 °C for 0–80 min.
Figure 4.
Variation of the mass of the cement clinker to the mixture (wc/m), the decomposition ratio of S for the mixture (ηS), and the mass ratio of free CaO (f-CaO) in the cement clinker versus (a) temperature at 1200–1450 °C for 60 min and (b) calcination time at 1300 °C for 0–80 min.

Figure 5.
XRD patterns of the cement clinker calcined (a) at 1250–1400 °C for 60 min and (b) at 1300 °C for 0–80 min.
Figure 5.
XRD patterns of the cement clinker calcined (a) at 1250–1400 °C for 60 min and (b) at 1300 °C for 0–80 min.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical composition of raw materials (wt %).
| Raw Materials | Total Fe | S | SiO2 | CaO | Al2O3 | LOI | Total Cyanide |
|---|---|---|---|---|---|---|---|
| Cyanide tailings | 41.41 | 48.40 | 5.72 | 0.47 | 1.48 | – | 339.14 × 10−6 |
| Calcium carbonate | <0.01 | <0.01 | 0.01 | 55.91 | 0.01 | 43.88 | – |
| Alumina | 0.01 | 0.02 | 0.04 | 0.02 | 94.60 | 5.09 | – |
Note: LOI, loss on ignition.
Table 2.
The portable document format (PDF) and the inorganic crystal structure database (ICSD) codes of mineral phases used for Rietveld refinement.
Table 2.
The portable document format (PDF) and the inorganic crystal structure database (ICSD) codes of mineral phases used for Rietveld refinement.
| Mineral Phases | PDF Code | ICSD Code | References |
|---|---|---|---|
| C4A3 | 85-2210 | 80361 | [45] |
| C4AF | 74-1346 | 27112 | [46] |
| C12A7 | 70-2144 | 6287 | [47] |
| C2F | 71-2264 | 15059 | [48] |
| CA2 | 89-3851 | 44519 | [49] |
| f-CaO | 78-0649 | 61550 | [50] |
| MgO | 78-0430 | 61325 | [51] |
Table 3.
Mineralogical composition of the cement clinker calcined at 1250–1400 ℃ for 60 min by Rietveld refinement with 15.0% MgO internal standard (wt %).
Table 3.
Mineralogical composition of the cement clinker calcined at 1250–1400 ℃ for 60 min by Rietveld refinement with 15.0% MgO internal standard (wt %).
| T/°C | C4AF | C12A7 | C2F | CA2 | MgO | R | |
|---|---|---|---|---|---|---|---|
| 1250 | 61.2 | 7.4 | 9.3 | 1.9 | 5.2 | 14.9 | 8.96 |
| 1300 | 64.1 | 11.0 | 9.4 | – | – | 15.3 | 8.08 |
| 1350 | 65.6 | 12.4 | 7.1 | – | – | 14.9 | 8.14 |
| 1400 | 68.8 | 13.5 | 2.9 | – | – | 14.8 | 9.21 |
Note: R, weighted residual error of refinement.
Table 4.
Mineralogical composition of the cement clinker calcined at 1300 °C for 0–80 min by Rietveld refinement with 15.0% MgO internal standard (wt %).
Table 4.
Mineralogical composition of the cement clinker calcined at 1300 °C for 0–80 min by Rietveld refinement with 15.0% MgO internal standard (wt %).
| t/min | C4AF | C12A7 | C2F | CA2 | CaO | MgO | R | |
|---|---|---|---|---|---|---|---|---|
| 0 | 56.7 | 7.5 | 9.3 | 3.1 | 4.7 | 3.3 | 15.4 | 8.99 |
| 20 | 62.1 | 7.5 | 9.7 | 2.3 | 3.6 | – | 14.9 | 9.30 |
| 40 | 64.1 | 7.0 | 9.1 | 2.3 | 2.4 | – | 15.1 | 9.09 |
| 60 | 64.1 | 11.0 | 9.4 | – | – | – | 15.3 | 8.08 |
| 80 | 64.4 | 10.9 | 9.3 | – | – | – | 15.3 | 8.72 |
Note: R, weighted residual error of refinement.
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Dong, K.; Xie, F.; Wang, W.; Chang, Y.; Chen, C.; Gu, X. Calcination of Calcium Sulphoaluminate Cement Using Pyrite-Rich Cyanide Tailings. Crystals 2020, 10, 971. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst10110971
AMA Style
Dong K, Xie F, Wang W, Chang Y, Chen C, Gu X. Calcination of Calcium Sulphoaluminate Cement Using Pyrite-Rich Cyanide Tailings. Crystals. 2020; 10(11):971. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst10110971
Chicago/Turabian StyleDong, Kaiwei, Feng Xie, Wei Wang, Yongfeng Chang, Chunlin Chen, and Xiaowei Gu. 2020. "Calcination of Calcium Sulphoaluminate Cement Using Pyrite-Rich Cyanide Tailings" Crystals 10, no. 11: 971. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst10110971
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.