Effect of Annealing Process on Microstructure, Texture, and Mechanical Properties of a Fe-Si-Cr-Mo-C Deep Drawing Dual-Phase Steel

Abstract
:1. Introduction
2. Experimental Material and Procedure
2.1. Material Design
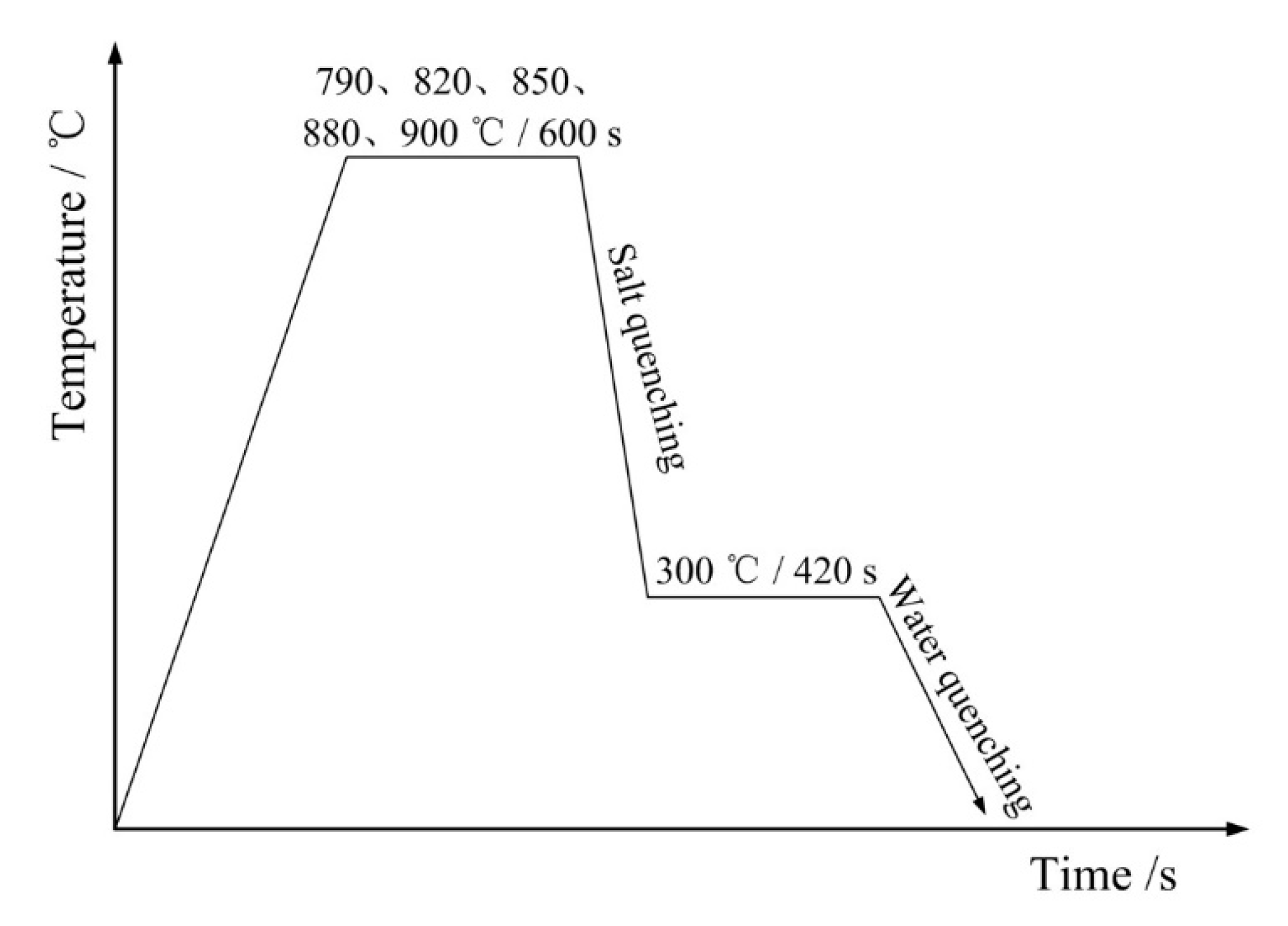
2.2. Experimental Procedure
3. Results and Discussion
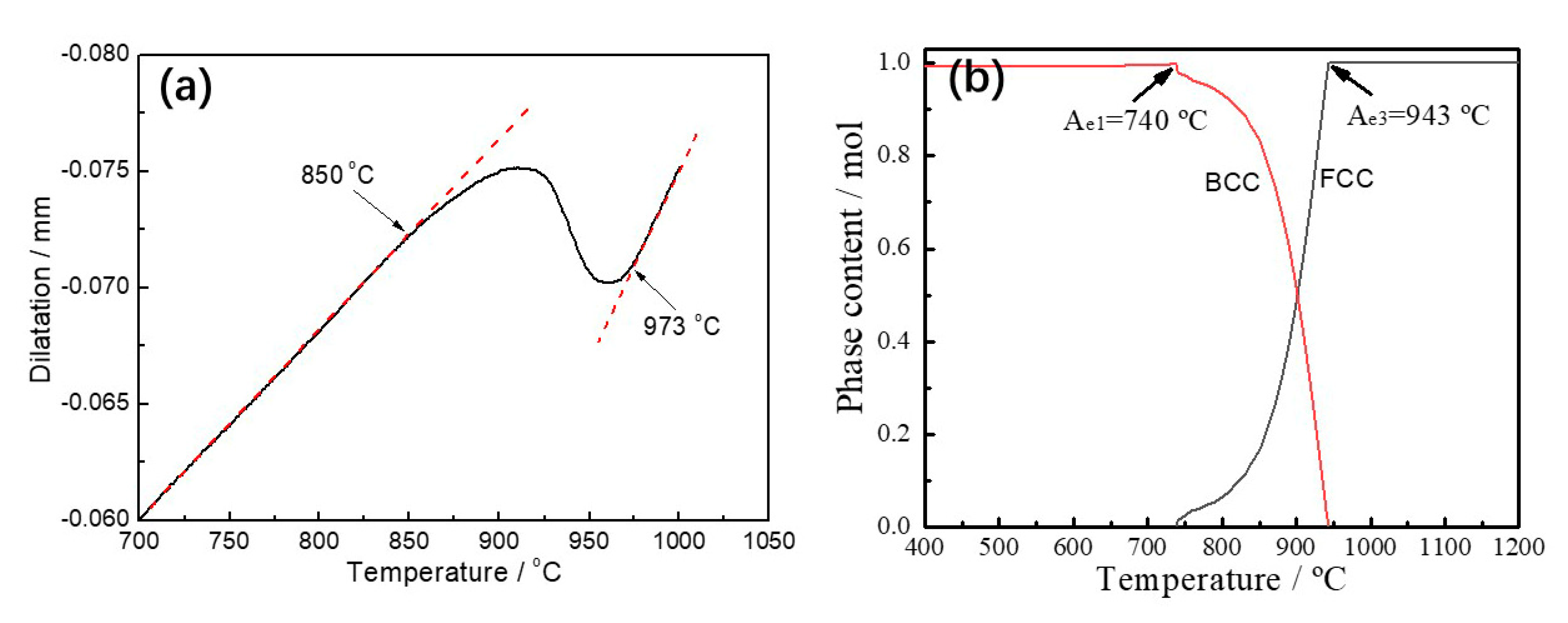
3.1. The Phase Transformation Behavior
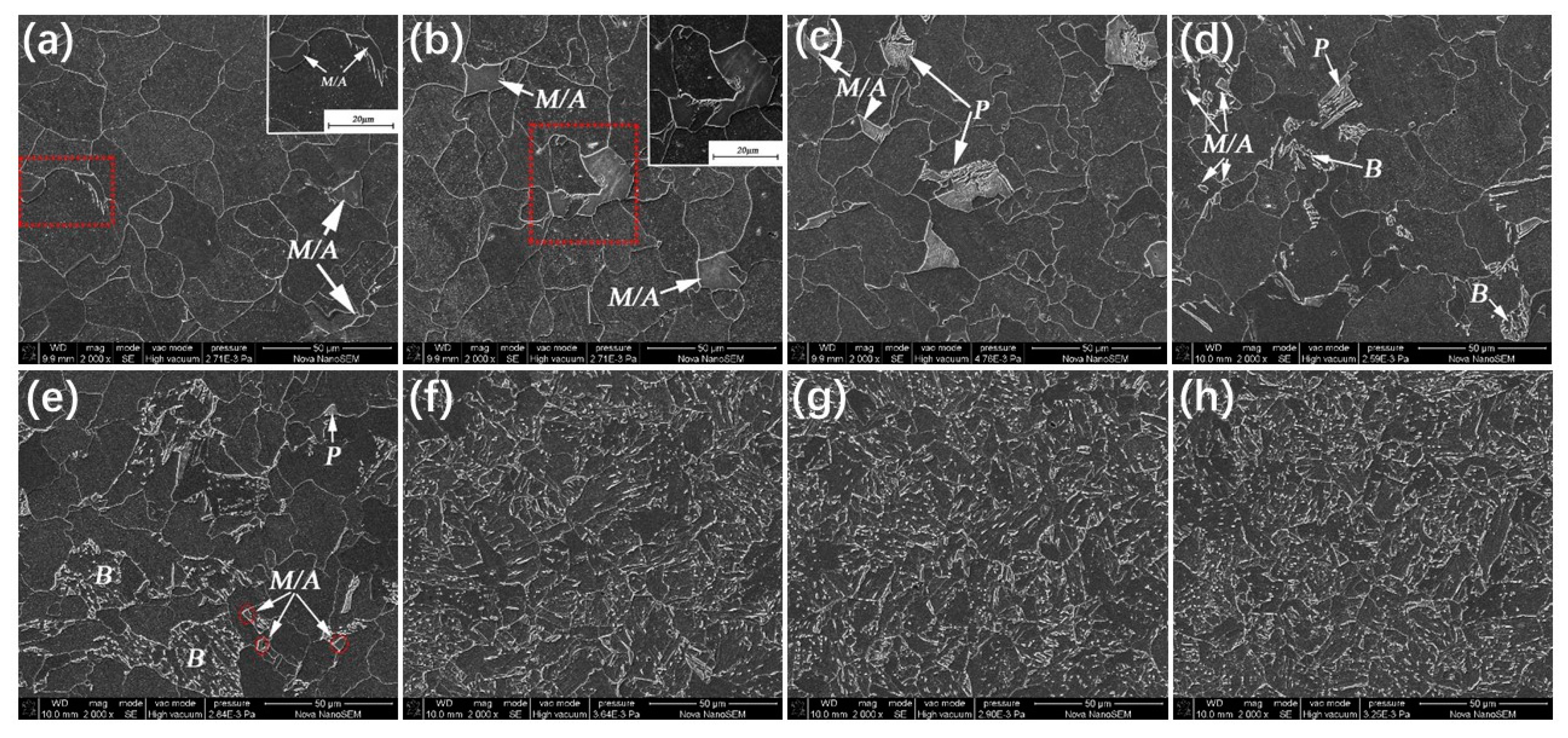
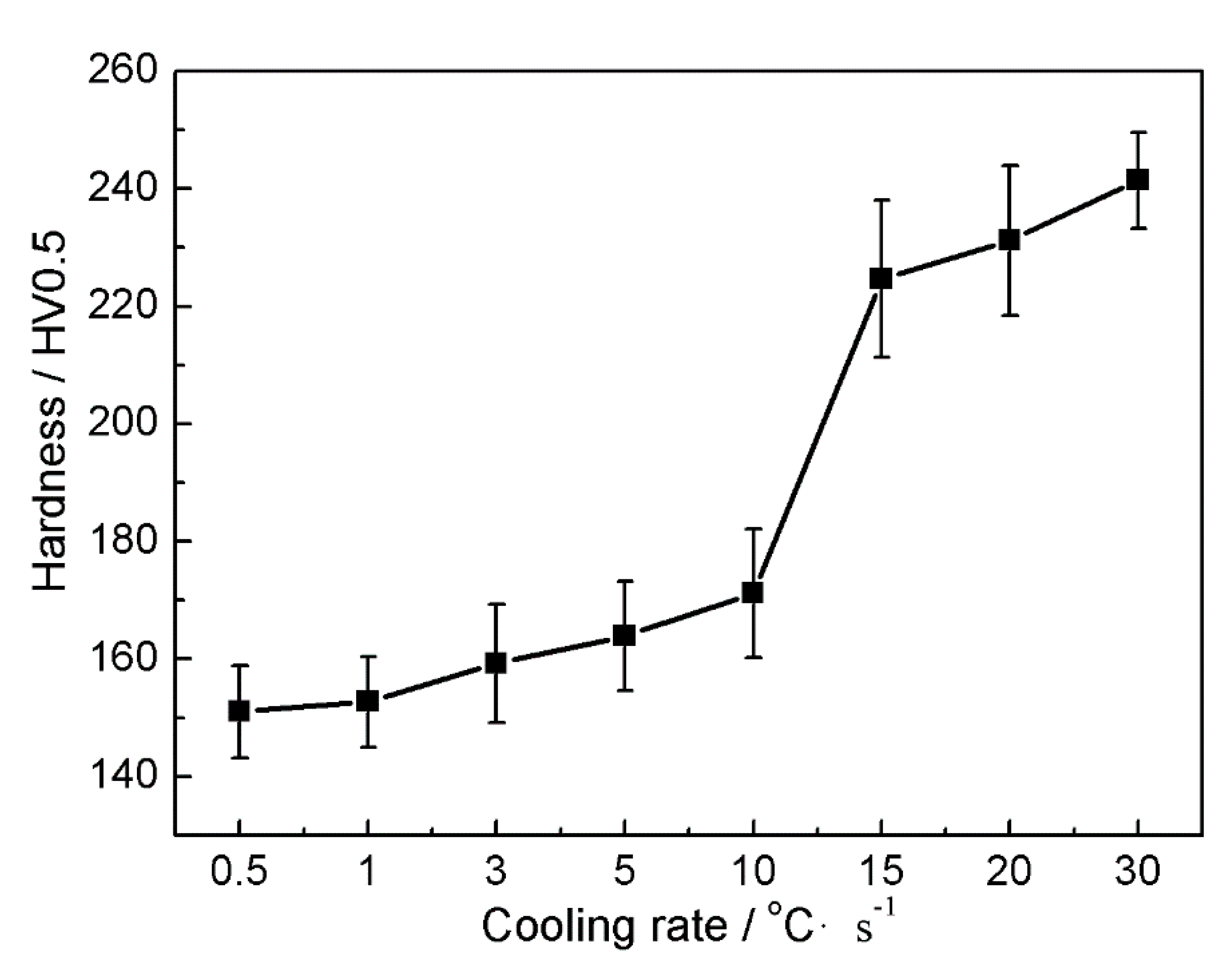
3.2. Effect of Cooling Rate on Microstructure Evolution and Hardness
3.3. Effect of Annealing Temperature on Microstructure, Texture, and Corresponding Mechanical Properties
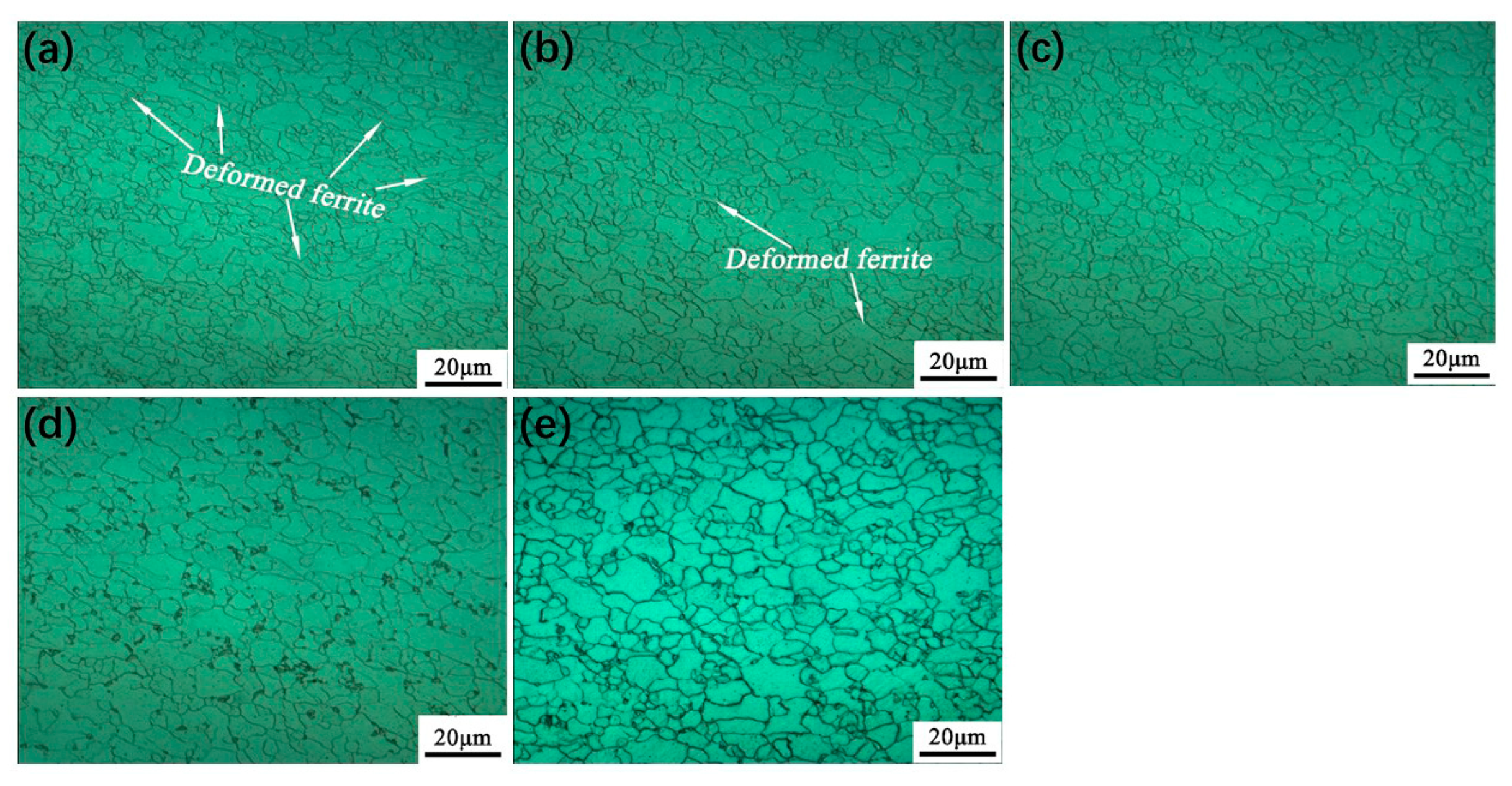
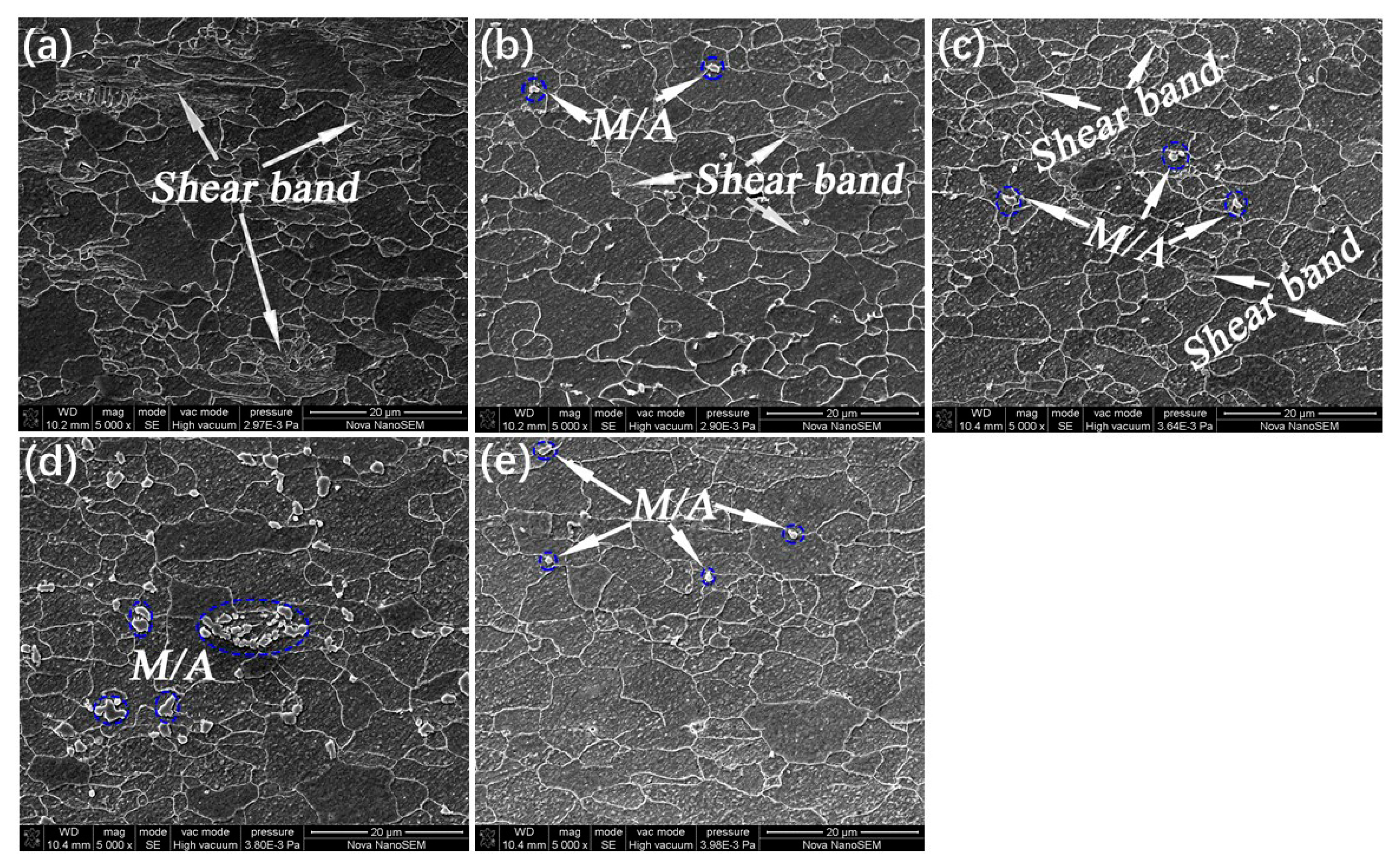
3.3.1. Microstructure
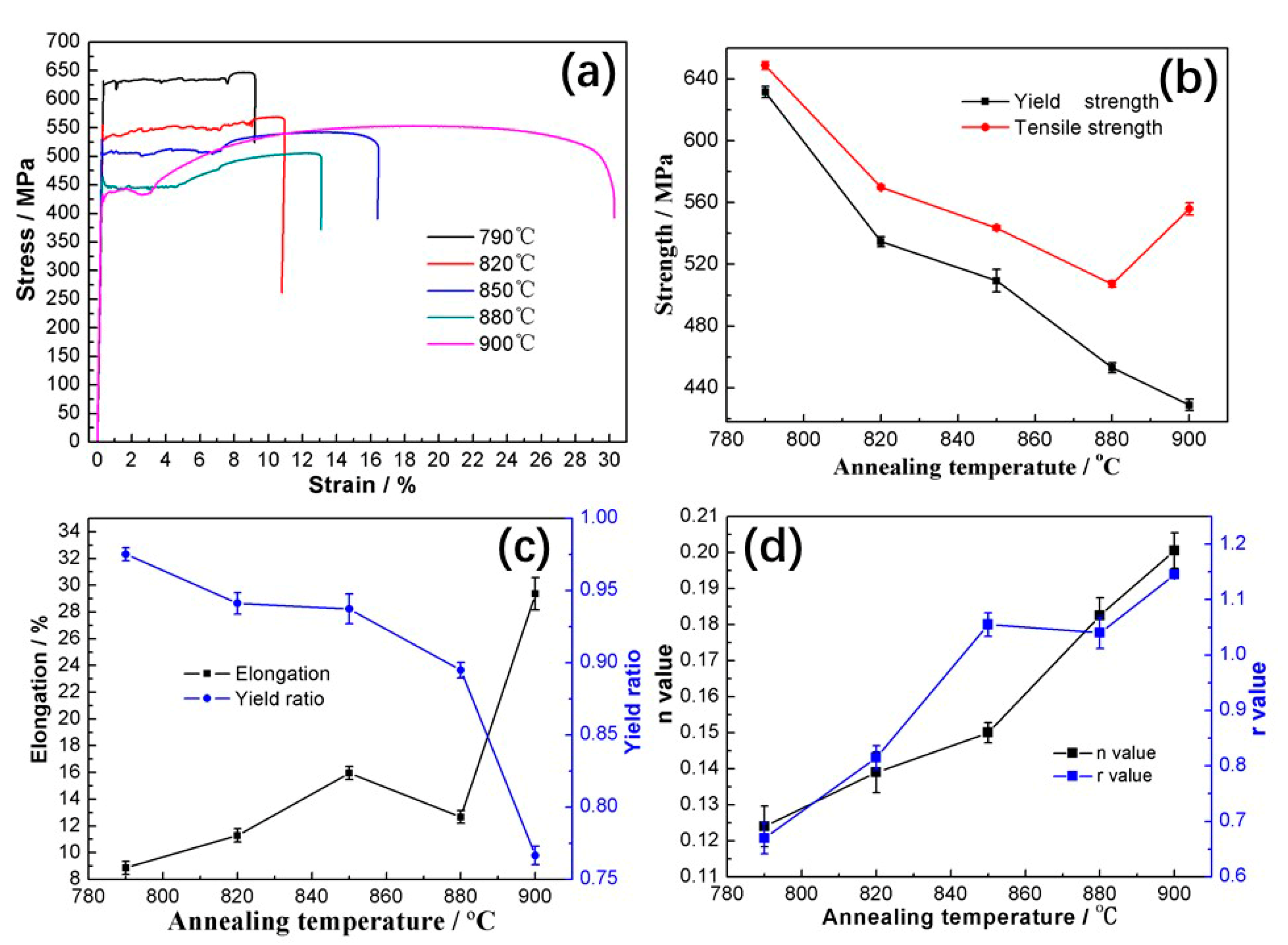
3.3.2. Mechanical Properties
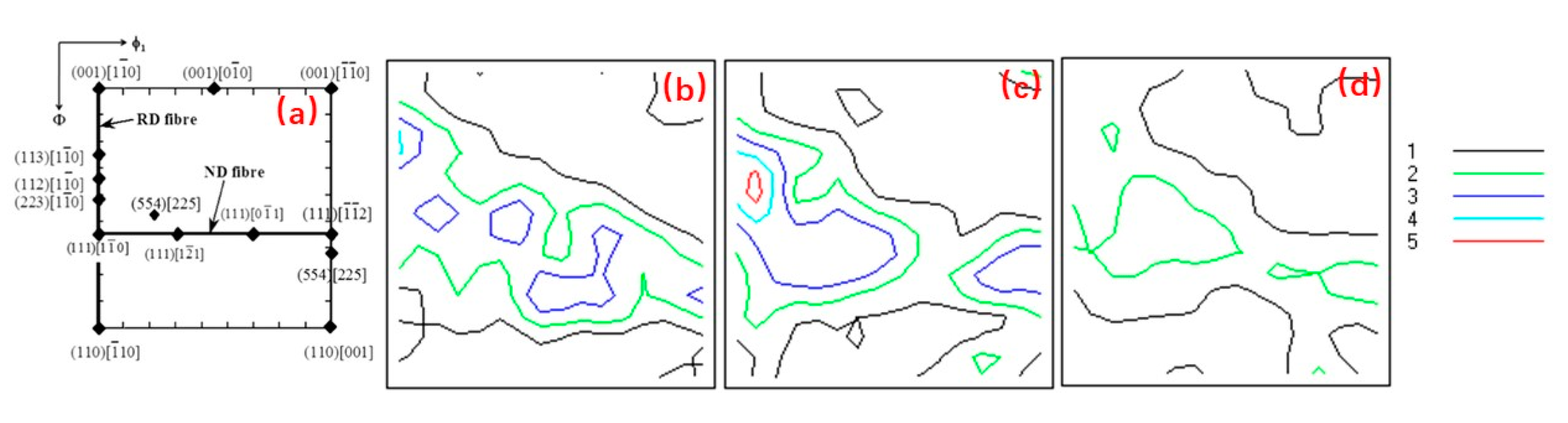
3.3.3. Texture
4. Discussion
4.1. Alloy Elements Diffusion
4.2. Ferrite Recrystallization and Growth
4.3. Texture Evolution
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Vaidya, B.; Mouftah, H.T. Connected autonomous electric vehicles as enablers for low-carbon future. In Research Trends and Challenges in Smart Grids; Vaccaro, A., Ed.; IntechOpen: London, UK, 2020; pp. 1–15. [Google Scholar] [CrossRef] [Green Version]
- Gusikhin, O.; Filev, D.; Rychtyckyj, N. Intelligent vehicle systems: Applications and new trends. In Informatics in Control, Automation and Robotics; Cetto, J., Ed.; Springer: Berlin/Heidelberg, Germany, 2008; pp. 3–14. [Google Scholar] [CrossRef]
- Cao, Y.; You, J.; Shi, Y.; Hu, W. The obstacles of China’s intelligent automobile manufacturing industry development. Chin. Manag. Stud. 2020, 14, 159–183. [Google Scholar] [CrossRef]
- Yao, M.; Liu, H.; Feng, X. The development of low-carbon vehicles in China. Energy Policy 2011, 39, 5457–5464. [Google Scholar] [CrossRef]
- Behzad, S. The role of the automobile industry in the economy of developed countries. Int. Robot. Autom. J. 2018, 4, 1. [Google Scholar] [CrossRef] [Green Version]
- Miglani, S. The Growth of the Indian Automobile Industry: Analysis of the Roles of Government Policy and Other Enabling Factors. Innovation, Economic Development, and Intellectual Property in India and China, ARCIALA Series on Intellect; Liu, K.C., Racherla, U., Eds.; Springer: Singapore, 2019; pp. 439–463. [Google Scholar] [CrossRef] [Green Version]
- Patterson, W.C. Technological trends in the automobile industry and their impact on aluminum usage. Technol. Forecast. Soc. Chang. 1980, 18, 205–216. [Google Scholar] [CrossRef]
- Zheng, J.; Yu, R.; Liu, Y.; Zou, Y.; Zhao, D. The technological progress of the fuel consumption rate for passenger vehicles in China: 2009–2016. Energies 2019, 12, 2384. [Google Scholar] [CrossRef] [Green Version]
- Koffler, C.; Rohde-Brandenburger, K. On the calculation of fuel savings through lightweight design in automotive life cycle assessments. Int. J. Life Cycle Assess. 2009, 15, 128–135. [Google Scholar] [CrossRef]
- Hirsch, J.; Hirsch, J. Recent development in aluminium for automotive applications. Trans. Nonferrous Met. Soc. China 2014, 24, 1995–2002. [Google Scholar] [CrossRef]
- Mayyas, A.T.; Mayyas, A.; Qattawi, A.; Omar, M. Sustainable lightweight vehicle design: A case study of eco-material selection for body-in-white. Int. J. Sustain. Manuf. 2012, 2, 317. [Google Scholar] [CrossRef]
- Witik, R.A.; Payet, J.; Michaud, V.; Ludwig, C.; Månson, J.-A.E. Assessing the life cycle costs and environmental performance of lightweight materials in automobile applications. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1694–1709. [Google Scholar] [CrossRef]
- Safari, H.; Nahvi, H.; Esfahanian, M. Improving automotive crashworthiness using advanced high strength steels. Int. J. Crashworthiness 2017, 23, 645–659. [Google Scholar] [CrossRef]
- Kang, Y.L. Lightweight vehicle, advanced high strength steel and energy-saving and emission reduction. Iron Steel 2008, 43, 1–7. [Google Scholar] [CrossRef]
- Lesch, C.; Kwiaton, N.; Klose, F.B. Advanced High Strength Steels (AHSS) for automotive applications−Tailored properties by smart microstructural adjustments. Steel Res. Int. 2017, 88, 1700210. [Google Scholar] [CrossRef]
- Tasan, C.; Diehl, M.; Yan, D.; Bechtold, M.; Roters, F.; Schemmann, L.; Zheng, C.; Peranio, N.; Ponge, D.; Koyama, M.; et al. An overview of dual-phase steels: Advances in microstructure-oriented processing and micromechanically guided design. Annu. Rev. Mater. Res. 2015, 45, 391–431. [Google Scholar] [CrossRef]
- Belde, M.; Springer, H.; Inden, G.; Raabe, D. Multiphase microstructures via confined precipitation and dissolution of vessel phases: Example of austenite in martensitic steel. Acta Mater. 2015, 86, 1–14. [Google Scholar] [CrossRef]
- Ashrafi, H.; Shamanian, M.; Emadi, R.; Sarmadi, M.A. Comparison of microstructure and tensile properties of dual phase steel welded using friction stir welding and gas tungsten arc welding. Steel Res. Int. 2018, 89. [Google Scholar] [CrossRef]
- Cheng, G.; Choi, K.S.; Hu, X.; Sun, X. Predicting deformation limits of dual-phase steels under complex loading paths. JOM 2017, 69, 1046–1051. [Google Scholar] [CrossRef]
- Sun, S.; Pugh, M. Properties of thermomechanically processed dual-phase steels containing fibrous martensite. Mater. Sci. Eng. A 2002, 335, 298–308. [Google Scholar] [CrossRef]
- Thomser, C.; Uthaisangsuk, V.; Bleck, W. Influence of martensite distribution on the mechanical properties of dual phase steels: Experiments and simulation. Steel Res. Int. 2008, 80, 582–587. [Google Scholar] [CrossRef]
- Oliver, S.; Jones, T.B.; Fourlaris, G. Dual phase versus TRIP strip steels: Comparison of dynamic properties for automotive crash performance. Mater. Sci. Technol. 2007, 23, 423–431. [Google Scholar] [CrossRef]
- Embury, J.D.; Duncan, J.L. Formability of dual-phase steels. JOM 1982, 34, 24–29. [Google Scholar] [CrossRef]
- Yan, B.; Laurin, K.; Xu, K.; Sriram, S.; Huang, M.; Chintamani, J.; Lalam, S. A new dual phase steel for automotive body panels. SAE Tech. Pap. Ser. 2003, 112, 228–237. [Google Scholar] [CrossRef]
- Bouaziz, O.; Zurob, H.; Huang, M. Driving force and logic of development of advanced high strength steels for automotive applications. Steel Res. Int. 2013, 84, 937–947. [Google Scholar] [CrossRef]
- Gündüz, S. Effect of chemical composition, martensite volume fraction and tempering on tensile behaviour of dual phase steels. Mater. Lett. 2009, 63, 2381–2383. [Google Scholar] [CrossRef]
- Ghaheri, A.; Shafyei, A.; Honarmand, M. Effects of inter-critical temperatures on martensite morphology, volume fraction and mechanical properties of dual-phase steels obtained from direct and continuous annealing cycles. Mater. Des. 2014, 62, 305–319. [Google Scholar] [CrossRef]
- Bezobrazov, Y.; Naumov, A.A.; Kolbasnikov, N. High strength dual-phase steel structure evolution during hot rolling. In Proceedings of the Materials Science and Technology (MS&T) Conference, Pittsburgh, PA, USA, 7–11 October 2012; Available online: https://www.researchgate.net/publication/282845941 (accessed on 20 November 2012).
- Salehi, A.R.; Serajzadeh, S.; Taheri, A.K. A study on the microstructural changes in hot rolling of dual-phase steels. J. Mater. Sci. 2006, 41, 1917–1925. [Google Scholar] [CrossRef]
- Rocha, R.; Melo, T.; Pereloma, E.; Santos, D. Microstructural evolution at the initial stages of continuous annealing of cold rolled dual-phase steel. Mater. Sci. Eng. A 2005, 391, 296–304. [Google Scholar] [CrossRef]
- Liang, X.; Li, J.; Peng, Y. Effect of water quench process on mechanical properties of cold rolled dual phase steel microalloyed with niobium. Mater. Lett. 2008, 62, 327–329. [Google Scholar] [CrossRef]
- Kuang, S.; Liu, R.-D.; Kang, Y.-L.; Yu, H. Effect of continuous annealing parameters on the mechanical properties and microstructures of a cold rolled dual phase steel. Int. J. Miner. Met. Mater. 2009, 16, 159–164. [Google Scholar] [CrossRef]
- Hai-Rong, G.; Zheng-Zhi, Z.; Jie-Yun, Y.; Zhi-Gang, W.; Ai-Min, Z. Texture evolution of high-strength deep-drawing dual-phase steels. Mater. Res. Innov. 2015, 19, S5–S631. [Google Scholar] [CrossRef]
- Ye, J.Y.; Zhao, Z.Z.; Wang, Z.G.; Zhao, A.M.; Chen, J.J. Microstructures, mechanical properties and textures of deep drawing dual-phase steel. Adv. Mater. Res. 2012, 535, 670–673. [Google Scholar] [CrossRef]
- Zhang, Y.; Yuan, Q.; Ye, J.; Weng, X.; Wang, Z. Effect of cold rolling reduction on microstructure, mechanical properties, and texture of deep drawing dual-phase (DP) steel. Mater. Res. Express 2019, 6, 096530. [Google Scholar] [CrossRef]
- Wang, Z.-G.; Zhao, A.; Zhao, Z.-Z.; Ye, J.-Y.; Chen, J.-J.; He, J.-G. Precipitation behavior and textural evolution of cold-rolled high strength deep drawing dual-phase steels. J. Iron Steel Res. Int. 2013, 20, 61–68. [Google Scholar] [CrossRef]
- Yuan, Q.; Wang, Z.; Zhang, Y.; Ye, J.; Huang, Y.; Huang, A. Effect of warm rolling temperature on the microstructure and texture of microcarbon dual-phase (DP) steel. Metals 2020, 10, 566. [Google Scholar] [CrossRef]
- Kong, Z.; Zhang, J.; Li, H.; Kong, N. Deep drawing and bulging forming limit of dual-phase steel under different mechanical properties. Int. J. Adv. Manuf. Technol. 2018, 97, 2111–2124. [Google Scholar] [CrossRef]
- Almojil, M.A. Deformation and Recrystallisation in Low Carbon Steels; The University of Manchester: Manchester, UK, 2010; pp. 49–50. [Google Scholar]
- Zhao, J.; Jiang, Z. Thermomechanical processing of advanced high strength steels. Prog. Mater. Sci. 2018, 94, 174–242. [Google Scholar] [CrossRef]
- Pan, H.; Cao, J.; Fu, B.; Liu, W.; Shen, X.; Yan, J.; Dai, Y.; Wan, Y.; Wang, H. An investigation on microstructure evolution and mechanical properties of cryogenic steel rebars under different cooling conditions. Mater. Res. Express 2019, 6, 106592. [Google Scholar] [CrossRef]
- Uranga, P.; Shang, C.-J.; Senuma, T.; Yang, J.-R.; Guo, A.-M.; Mohrbacher, H. Molybdenum alloying in high-performance flat-rolled steel grades. Adv. Manuf. 2020, 8, 15–34. [Google Scholar] [CrossRef] [Green Version]
- Jia, X.; Zuo, X.; Chen, N.; Huang, J.; Tang, X.; Rong, Y. Microstructure and properties of Q235 steel treated by novel Q-P-T process. Acta Met. Sin. 2013, 49, 35. [Google Scholar] [CrossRef]
- Kozeschnik, E.; Bhadeshia, H.K.D.H. Influence of silicon on cementite precipitation in steels. Mater. Sci. Technol. 2008, 24, 343–347. [Google Scholar] [CrossRef]
- Tenaglia, N.E.; Massone, J.M.; Boeri, R.E.; Speer, J.G. Effect of microsegregation on carbide-free bainitic transformation in a high-silicon cast steel. Mater. Sci. Technol. 2020, 36, 690–698. [Google Scholar] [CrossRef]
- Timokhina, I.; Liss, K.-D.; Raabe, D.; Rakha, K.; Beladi, H.; Xiong, X.Y.; Hodgson, P.D. Growth of bainitic ferrite and carbon partitioning during the early stages of bainite transformation in a 2 mass% silicon steel studied by in situ neutron diffraction, TEM and APT. J. Appl. Crystallogr. 2016, 49, 399–414. [Google Scholar] [CrossRef] [Green Version]
- Chen, J.-P.; Kang, Y.-L. Interstitial solution carbon concentration and defects of Ti + Nb ULC-BH steel by internal friction and positron annihilation methods. J. Iron Steel Res. Int. 2014, 21, 91–97. [Google Scholar] [CrossRef]
- Wolf, L.O.; Nuernberger, F.; Rodman, D.; Maier, H.J. 1-Step “quenching and partitioning” of the press-hardening steel 22MnB5. Steel Res. Int. 2016, 88, 1–14. [Google Scholar] [CrossRef]
- Speer, J.G.; Edmonds, D.V.; Rizzo, F.; Matlock, D.K. The “quenching and partitioning” process: Background and recent progress. Mater. Res. 2005, 8. [Google Scholar] [CrossRef] [Green Version]
- Edmonds, D.; He, K.; Miller, M.K.; Rizzo, F.; Clarke, A.; Matlock, D.K.; Speer, J.G. Microstructural features of ‘quenching and partitioning’: A new martensitic steel heat treatment. Mater. Sci. Forum 2007, 539, 4819–4825. [Google Scholar] [CrossRef]
- Wolf, L.O.; Nuernberger, F.; Rodman, D.; Maier, H.J. The effect of intercritical annealing on the microstructure and mechanical properties of ferritic-martensitic two-phase steels. Steel Res. Int. 2016, 88, 1600107. [Google Scholar] [CrossRef]
- Escobar, D.P.; Dafé, S.; Santos, D.B. Martensite reversion and texture formation in 17Mn-0.06C TRIP/TWIP steel after hot cold rolling and annealing. J. Mater. Res. Technol. 2015, 4, 162–170. [Google Scholar] [CrossRef] [Green Version]
- Ma, D.-D.; Yang, P.; Gu, X.-F.; Onuki, Y.; Sato, S. In-situ neutron diffraction investigation on the martensite transformation, texture evolution and martensite reversion in high manganese TRIP steel. Mater. Charact. 2020, 163, 110244. [Google Scholar] [CrossRef]
- Cerda, F.M.C.; Goulas, C.; Sabirov, I.; Papaefthymiou, S.; Monsalve, A.; Petrov, R. Microstructure, texture and mechanical properties in a low carbon steel after ultrafast heating. Mater. Sci. Eng. A 2016, 672, 108–120. [Google Scholar] [CrossRef] [Green Version]
- Hillert, M. On the theory of normal and abnormal grain growth. Acta Met. 1965, 13, 227–238. [Google Scholar] [CrossRef]
- Ali, M.; Porter, D.; Kömi, J.; Eissa, M.; El Faramawy, H.; Mattar, T. Effect of cooling rate and composition on microstructure and mechanical properties of ultrahigh-strength steels. J. Iron Steel Res. Int. 2019, 26, 1350–1365. [Google Scholar] [CrossRef] [Green Version]
- Hutchinson, W.B. Development and control of annealing textures in low-carbon steels. Int. Met. Rev. 1984, 29, 25–42. [Google Scholar] [CrossRef]
- Sztwiertnia, K. Recrystallization; InTech Publish: Rijeka, Croatia, 2012; p. 137. [Google Scholar]
- Vaish, A.K.; Humane, M.M.; Mahato, B.; Kumar, B.R. Effect of texture formation on formability of cold rolled and annealed extra deep drawing and interstitial free steel sheets. J. Met. Mater. Sci. 2003, 45, 1–10. [Google Scholar]
- Donachie, M.J.; Donachie, S.J. Superalloys: A Technical Guide, 2nd ed.; ASM International: Materials Park, OH, USA, 2002; p. 108. [Google Scholar]
- Masoumi, M.; Echeverri, E.A.A.; Silva, C.C.; Aguiar, W.M.; De Abreu, H.F.G. Improvement of formability and tensile mechanical properties of SAE 970X steel by controlled rolling process. J. Mater. Res. Technol. 2019, 8, 1353–1365. [Google Scholar] [CrossRef]
- Jia, M.; Lu, Y.P.; Lingfeng, X.; Song, Y.P. The influence of friction on the texture formation of a IF steel during hot rolling in the ferrite region. Steel Res. Int. 2013, 84, 761–765. [Google Scholar] [CrossRef]
- Mao, W.; Zhang, X. Quantitative Texture Analysis of Crystalline Materials; Metall. Ind. Press: Beijing, China, 1995. [Google Scholar]
- Pan, H.; Wan, Y.; Wang, H.; Shen, X.; Fu, B.; Li, D.Y.; Dai, Y.; Yan, J. An investigation of friction coefficient on microstructure and texture evolution of interstitial-free steel during warm rolling and subsequent annealing. Crystals 2019, 9, 565. [Google Scholar] [CrossRef] [Green Version]
- Von Schlippenbach, U.; Emren, F.; Lucke, K. Investigation of the development of the cold rolling texture in deep drawing steels by ODF-analysis. Acta Met. 1986, 34, 1289–1301. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Nb | Cr | Mo | Al | P | S | N |
|---|---|---|---|---|---|---|---|---|---|
| 0.026 | 0.98 | 1.09 | 0.041 | 0.15 | 0.50 | 0.08 | 0.007 | 0.003 | ≤60 ppm |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pan, H.; Shen, X.; Li, D.; Liu, Y.; Cao, J.; Tian, Y.; Zhan, H.; Wang, H.; Wang, Z.; Xiao, Y. Effect of Annealing Process on Microstructure, Texture, and Mechanical Properties of a Fe-Si-Cr-Mo-C Deep Drawing Dual-Phase Steel. Crystals 2020, 10, 777. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst10090777
Pan H, Shen X, Li D, Liu Y, Cao J, Tian Y, Zhan H, Wang H, Wang Z, Xiao Y. Effect of Annealing Process on Microstructure, Texture, and Mechanical Properties of a Fe-Si-Cr-Mo-C Deep Drawing Dual-Phase Steel. Crystals. 2020; 10(9):777. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst10090777
Chicago/Turabian StylePan, Hongbo, Xiaohui Shen, Dongyang Li, Yonggang Liu, Jinghua Cao, Yaqiang Tian, Hua Zhan, Huiting Wang, Zhigang Wang, and Yangyang Xiao. 2020. "Effect of Annealing Process on Microstructure, Texture, and Mechanical Properties of a Fe-Si-Cr-Mo-C Deep Drawing Dual-Phase Steel" Crystals 10, no. 9: 777. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst10090777