
Microstructural Master Alloys Features of Aluminum–Erbium System

1
Metallurgy Department, Saint-Petersburg Mining University, 199106 Saint Petersburg, Russia
2
Laboratory of Pyrometallurgy, Gipronickel Institute, 195220 Saint Petersburg, Russia
3
The Automation of Technological Processes and Production Department, Saint-Petersburg Mining University, 199106 Saint Petersburg, Russia
4
Institute of Metal Forming, Technische Universität Bergakademie Freiberg, 09599 Freiberg, Germany
*
Author to whom correspondence should be addressed.
Crystals 2021, 11(11), 1353; https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11111353
Submission received: 8 October 2021
/
Revised: 3 November 2021
/
Accepted: 3 November 2021
/
Published: 8 November 2021
(This article belongs to the Special Issue Microstructural and Mechanical Characterization of Alloys Volume II)
Abstract
:Aluminum master alloys with rare earth metals are widely studied by many scientists around the world, but research on the production of Al-Er master alloys is still limited. The purpose of this work is to study the microstructure parameters of aluminum-erbium master alloys obtained by metallothermic reduction of salt mixtures containing erbium oxide or fluoride. The structural features were investigated by optical and scanning electron microscopy, and the dependence of the microhardness of the eutectic and solid solution fields of obtained master alloys on the content of erbium in the master alloy was determined. Studies have shown that master alloys obtained by metallothermic reduction of erbium compounds from chloride–fluoride melts are characterized by a uniform distribution of Al3Er intermetallic compounds in the volume of double eutectic [(Al) + Al3Er] and have a strong grain refinement effect. The analysis of the microstructure showed that the structure of the master alloys varies depending on the content of erbium. When the content of erbium in the master alloy is up to 6 wt.%, the eutectic structure is preserved. When the content of erbium in the master alloy is 8 wt.% or more, the structure becomes a solid solution with individual inclusions of various shapes and intermetallic compounds.
Keywords:
aluminum alloys; master alloy; erbium; aluminothermic reduction; flux; microstructure; metallide; Al3Er1. Introduction
Scrutiny of aluminum alloys with rare earth metals carried out by scientists from various countries has revealed several new effective reinforcing alloying additives, such as erbium [1,2,3,4,5,6] and ytterbium [7,8]. Today, microalloying of aluminum alloys with erbium is attracting more and more attention due to the formation of the Al3Er phase with a stable face-centered cubic (FCC) lattice, which is comparable in structural and dimensional parameters to the aluminum lattice, which has a grain refinement effect due to the formation of a large number of crystallization centers (Al3Er). In turn from the crystallization centers, the formation of aluminum solid solution grains begins, which, during subsequent deformation, provides hardening of aluminum and alloys based on it by increasing the elastic interaction of Al3Er phase particles with the aluminum matrix [9,10,11,12]. In this regard, new alloys of systems are being developed: Al-Ni-Er, Al-Sc-Zr-Er, Al-Li-Cu-Mg-Er, Al-Si-Mg-Er, Al-Li-Yb-Er-Sc-Zr and others [1,2,13,14,15]. Currently, aluminum alloys with rare earth metals (including erbium) are widely used in aircraft and automotive engineering, construction and other industries.
The production of aluminum alloys, and the derivative products thereof with high-performance characteristics, is largely determined by the type of master alloys used. Master alloys are the most important charging material that ensures the quality of both alloys during their preparation and cast products and ingots. Therefore, methods for their production are actively studied all over the world [16,17,18,19,20,21,22]. The known methods of production of aluminum master alloys with erbium obtained by alloyage are characterized by the need for preliminary production of pure metallic erbium according to a complex technological scheme; difficulties in alloying erbium with aluminum are caused by a large difference in the melting temperatures of the components (more than 800 °C) and the associated losses of both the alloying component and aluminum, which can be up to approximately 25% for the alloying component and up to 10% for aluminum, as well as incomplete absorption of erbium during the fusion process [23,24,25].
Thus, it seems relevant to develop new technological solutions for the production of aluminum–erbium master alloy systems. It should be mentioned that for the domestic industry, the state’s priority is to stimulate the improvement of the technical level of production of Russian companies in order to increase the efficiency of processing raw mineral materials [26,27,28,29,30], including magnetite–hematite, kaolin and polymetallic ores [31,32,33], needle coke [34,35] oil and marine fuels [36,37,38].
In a series of works carried out by us [39,40] on the development of technology for obtaining aluminum–erbium master alloys, a method of metallothermic reduction of erbium compounds was used in which the formation of the master alloy structure was initiated by aluminothermic reduction of erbium-containing complex compounds formed during the melting of the initial salt mixture (flux). In this case, the production of aluminum –erbium master alloys is associated with the course of high-temperature heterogeneous physicochemical processes based on the difference in the affinity of the reducing metal and the metal being reduced to oxygen or to the elements that make up the flux. Furthermore, diffusion processes transfer the resulting intermetallic compounds from the boundary layer into the volume of the master alloy during mixing of the melt, as well as with surface phenomena at the molten aluminum–molten flux. This technology was developed in the following stages: (1) thermodynamic modeling of the process of reducing compounds and a comprehensive assessment of the effect of the formation of intermediate and intermetallic compounds on the probability of the process realization; (2) thermal study of the technological salt mixture (flux) in order to find a composition with a minimum melting point for maximum energy efficiency of the process; (3) experimental determination of rational technological parameters of reducing melting, ensuring maximum extraction, development of technological techniques for separation of flux and metal parts, casting of master alloys, as well as processing and salvage of spent flux; (4) investigation of the quality of the obtained master alloys, including metallographic studies to determine the parameters of the structure and intermetallic compounds depending on the content of the alloying component, and assessment of the grain refinement ability; (5) testing of melting modes on an enlarged scale or pilot tests of the developed technology.
In this paper, attention is paid to the fourth stage in which the purpose is to study the parameters of the microstructure of aluminum–erbium master alloys that determine both the quality of the master alloys themselves and obtained castings and ingots, semi-finished products and products made of aluminum alloys.
2. Materials and Methods
For the preparation of the aluminum–erbium master alloys, an electric pit-type heating furnace with silicon carbide heaters was used in the laboratory. To increase the rate of the complete exchange reaction of molten salts with aluminum, all melts were agitated with a graphite mixer.
The chemical composition of the obtained master alloys was determined using such modern analytical methods as X-ray fluorescence spectrometry and atomic absorption spectrometry with ICP (ICP-AAS).
Elemental analysis of Er in the obtained master alloys was performed using a sequential X-ray fluorescence spectrometer XRF-1800 (Shimadzu, Kyoto, Japan). Full elemental analysis of the obtained master alloys and Al alloys was performed using inductively coupled plasma atomic emission spectrometer Optima-9000 (Perkin Elmer, Norwalk, USA). Metallographic study of the samples of the obtained master alloys was performed with the use of an electron microscope Tescan Vega 5136-LM (Brno, Czech Republic) with energy dispersive X-rays spectrometer and a Carl Zeiss Axio Vert 40 MAT (Oberkochen, Germany) inverted microscope. To determine the grain size, the “ImageJ” image analyzer program and the intercept method were used in accordance with the interstate standard GOST 21073.3-75 non-ferrous metals. The grain size was determined by counting the grain intersections.
To determine the microhardness of the samples of the obtained master alloys, an ultra-micro tester DUH-211S (Shimadzu, Kyoto, Japan) was used to test the hardness (microhardness) of materials. To determine the value of microhardness, a standard indenter in the form of a triangular pyramid with an angle at the apex of 115° (Berkovich indenter) was used.
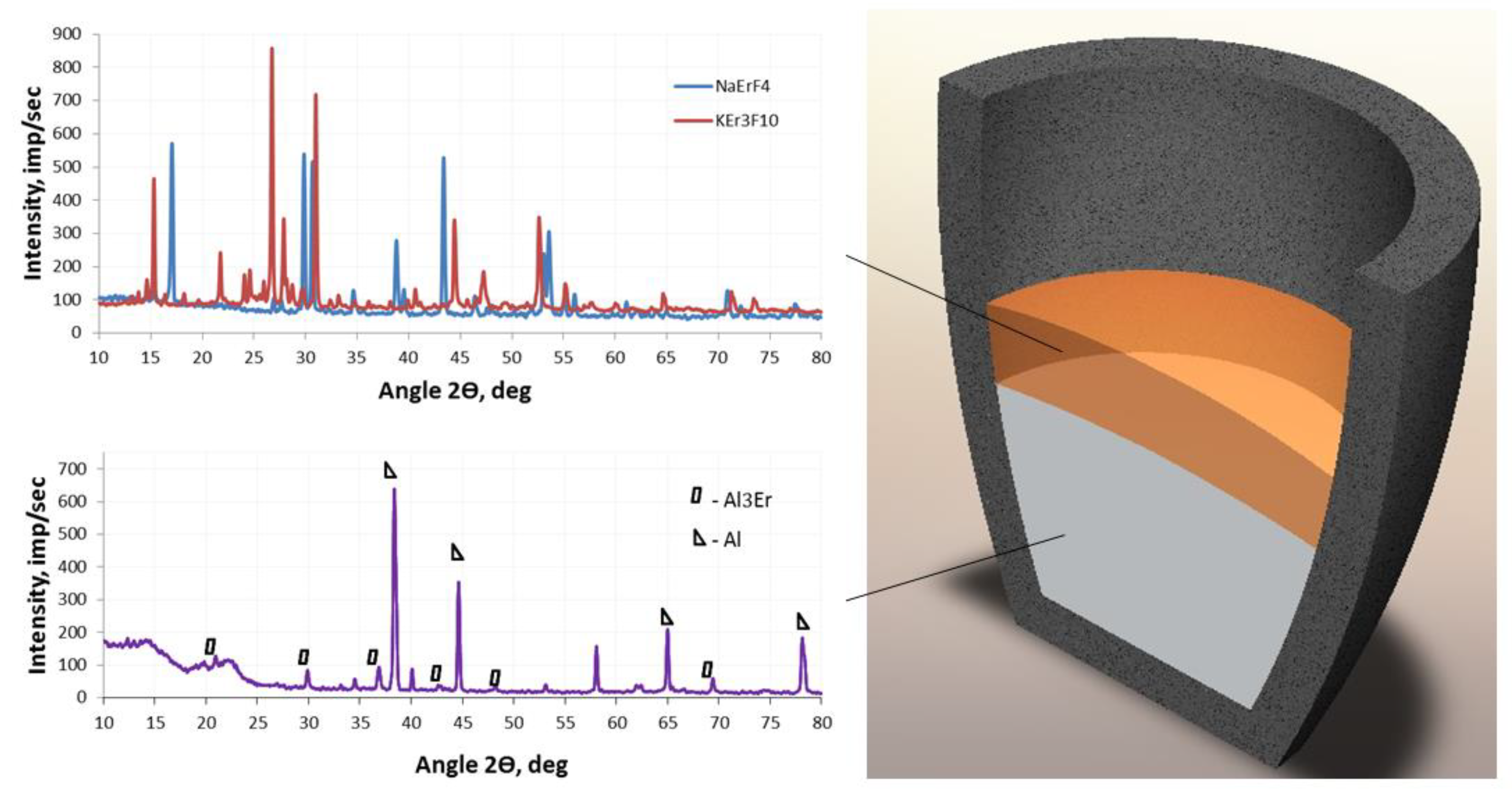
Investigation and selection of the technological parameters of the melting processes were carried out on the basis of the conducted research experiments and the analysis of the scientific and technical information in the field of basic technical parameters of the production of aluminum alloys. All experiments were conducted with pure granular aluminum (grade A99.7) and the qualification of useable salts: KCl, NaF, AlF3, Er2O3 and ErF3 are analytical grade reagents. Metallothermic melting experiments were carried out according to the following methodology [39]: First, a technological salt mixture consisting of chlorides and erbium oxide or trifluoride was prepared in advance. Then, the salts were rigorously agitated, after which the salt mixture, together with aluminum, was placed in a crucible that was installed in the electric pit-type heating furnace kept at a temperature of 600–800 °C for 10–30 min with continuous stirring at a speed of up to 100 rpm. Technological parameters (temperature and time) depended on the composition of the original technological salt mixture, particularly the use of erbium trifluoride or oxide, respectively. At the end of the reduction reaction, the melt was settled for a specified time during which the separation of the reaction products took place: the upper layer consisted of the melt of salts, and the lower level was the Al-Er master alloy (Figure 1). Furthermore, the surface part of the salt melt was poured into a slag ingot mold together with slag, and the resulting master alloy was poured into ingots.
Preparation of samples for metallographic studies included the cutting of templates using a cutting machine with a diamond wheel, as well as subsequent grinding and polishing. Prior to polishing, the templates were fixed in a mandrel and filled with self-hardening acrylic plastic. Polishing was done using sandpaper with a reduction of the dispersion of abrasive particles. After polishing with sandpaper, polishing with fine-grained corundum paste was conducted.
To isolate intermetallic crystals, the master alloy sample was dissolved in a 20% sodium hydroxide solution. The isolated and dried crystals were subjected to X-ray phase analysis.
3. Results
3.1. Microstructure
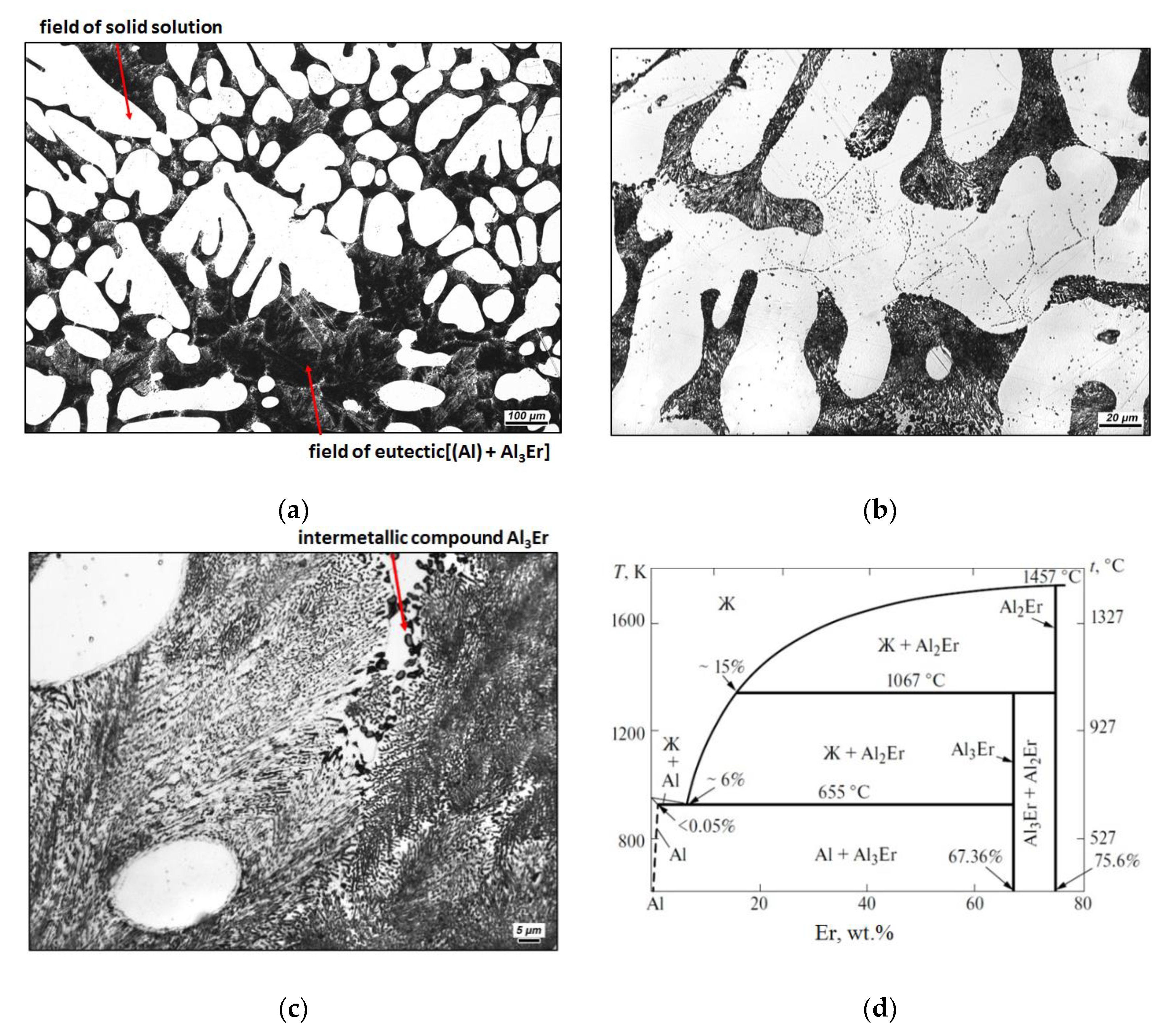
According to the analysis of equilibrium phase diagrams [41,42] (Figure 2d) of binary systems, the microstructure of the Al-Er master alloy should contain primary crystals of a solid solution of aluminum (Al) and eutectic [(Al) + Al3Er]. Eutectic with a high aluminum content contains about 6 wt.% Er and solidifies at 655 °C, which is slightly below the melting point of pure Al (660 °C).
Figure 2 shows typical images of microstructures of aluminum–erbium master alloys obtained by aluminothermic reduction of chloride-fluoride melt. Such structures are characteristic of this master alloy with an erbium content up to ~6 wt.%. The main structural elements of the obtained master alloys are α-aluminum dendrites surrounded by eutectic colonies of the composition [(Al) + Al3Er] (Figure 2a,b), which corresponds to the data of the phase diagrams. Individual Al3Er intermetallic compounds are rarely found at the interphase boundary (Figure 2c).
Table 1 shows the results of the average size calculation of the Al dendritic cell and the erbium content in the eutectic region of the microstructure of the obtained master alloys based on the results of X-ray spectroscopic microanalysis (EDX).
As can be seen from the data obtained, with an increase in the Er content from 3.4 to 4.2 wt.% in the master alloy, the Er content in the eutectic increases from 12.5 to 16.0 wt.%. With a further increase in the erbium content to 6.1 wt.%, its content in the eutectic decreases to 8.6 wt.%, which is associated with the coarsening of intermetallic Al3Er particles and the diffusion resistance of the dissolution of erbium in aluminum. Potentially, such a master alloy will take longer to dissolve and may lead to the introduction of large Al3Er particles into the alloy structure, which may cause a decrease in the manufacturability and properties of deformed semi-finished products or defects in castings.
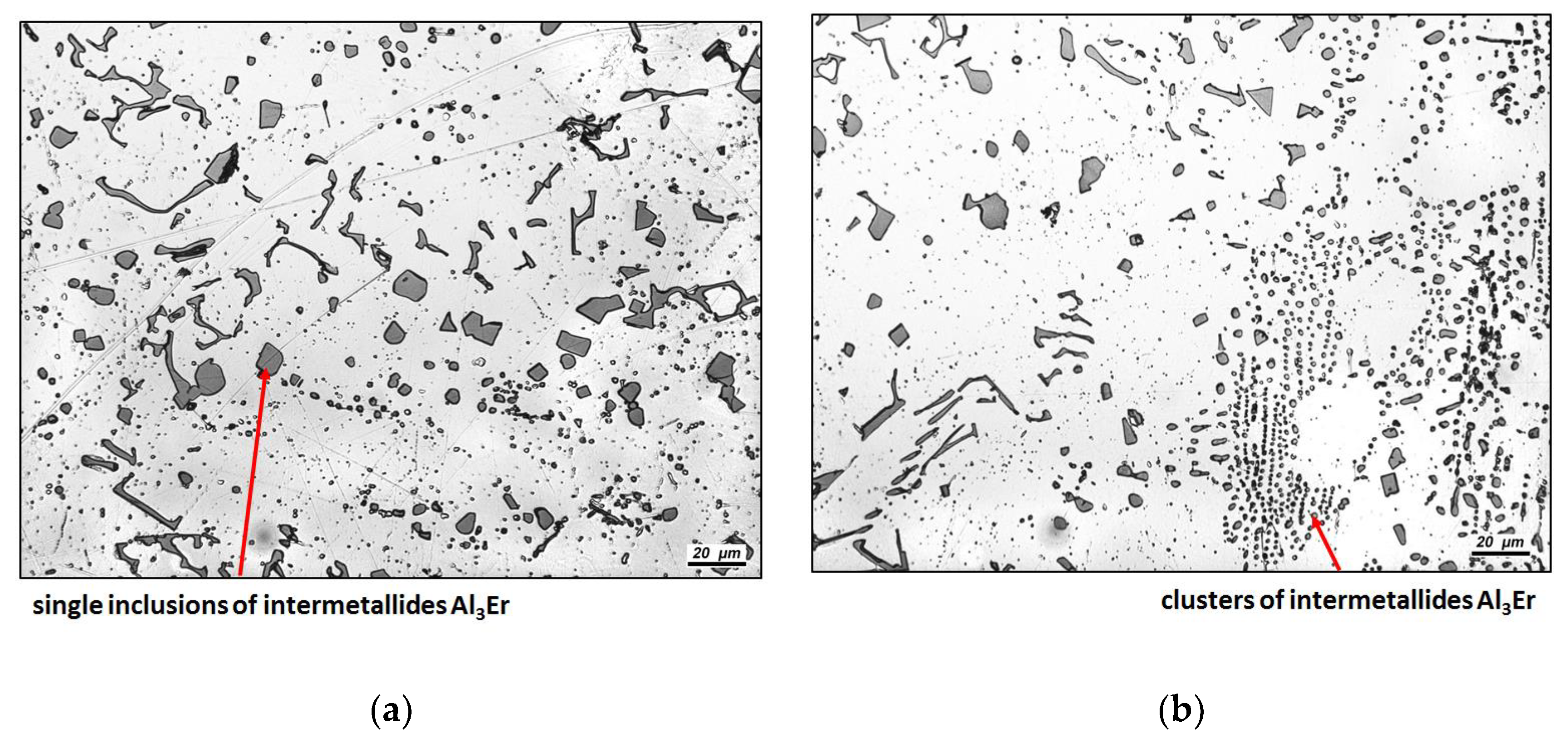
When the erbium content in the master alloy is at the level of 8 wt.% and above (over-eutectic region), its internal structure varies greatly. A13Er aluminides appear in the structure (Figure 3) which crystallize in the form of single inclusions. The shape of the secretions is polyhedral: needle-shaped (elongated) and in the form of a cube (Figure 3a), with the size of the secretions being 20–50 microns. Clusters of intermetallides up to 8 microns are less common in the structure (Figure 3b).
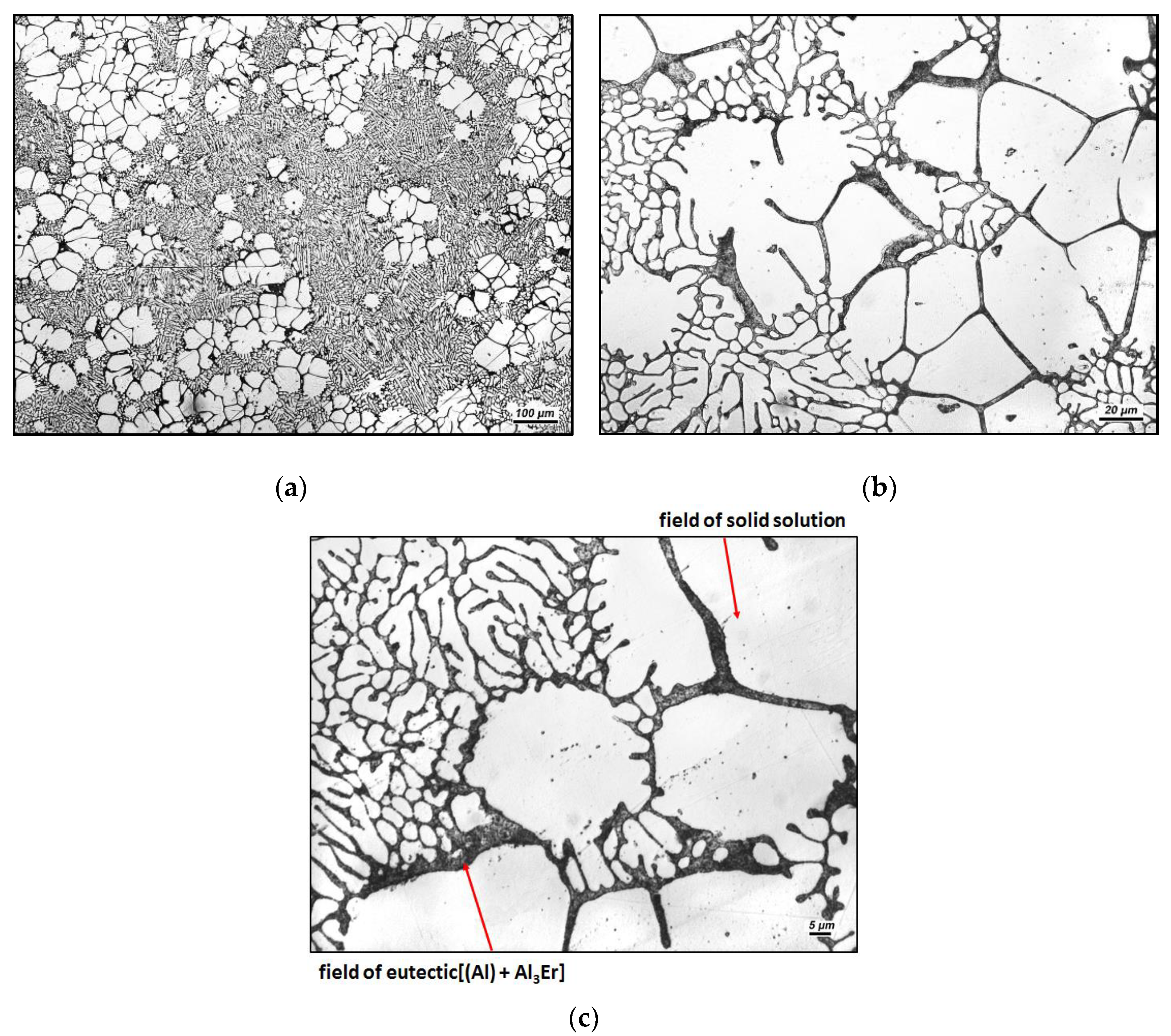
From the practice of applying master alloys [43] for grain refinement, it is known that the higher the dispersion and uniformity in the phase distribution of the modifier (in our case, Al3Er intermetallic in eutectic), the higher the rate of dissolution of the master alloy during alloying of aluminum alloy. For this purpose, in order to achieve maximum grinding of the structure, master alloys were obtained using this technology but cooling was carried out at a high speed (~100 °C/s). The morphology of the microstructure of such master alloys (Figure 4) is very different from the microstructures given earlier. Primary crystals of individual Al3Er intermetallic compounds are absent in the structure (Figure 4a–c).
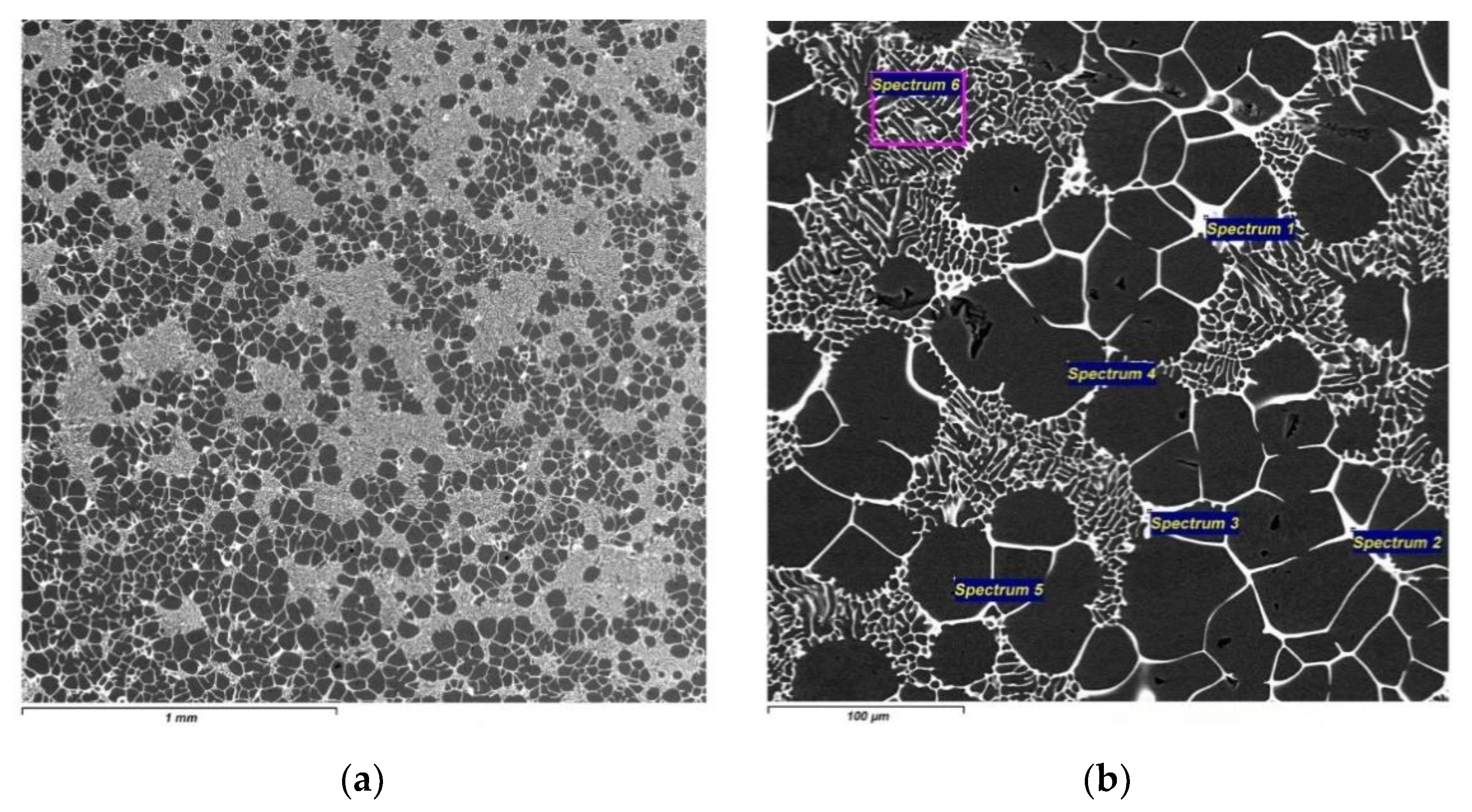
The electronic pictures of the microstructure and the EDX results of master alloys cast with a high cooling rate are shown in Figure 5. The spectrums are shown in Table 2.
Along the boundaries of the crushed dentrite cells of the Al solid solution, thin layers of dispersed eutectic can be observed that are even more enriched with erbium at 20–24 wt.%.
Thus, high-speed crystallization of the aluminum–erbium master alloys caused the following microstructure changes:
- -
- Grain refinement;
- -
- A decrease in the thickness of eutectic layers, a more uniform “enveloping” of aluminum grains and an increase in the Er content in eutectic (according to the EDX).
As a consequence, the production of master alloys with such a structure should ensure faster dissolution of the master alloy in the alloying process and the strongest grain refinement effect.
It is also important to note the low content of impurities in the obtained master alloys. The main impurities affecting the quality of aluminum alloys and master alloys are iron and silicon.
Table 3 shows the results of determining the content of impurities in the obtained master alloys with different erbium content.
The low impurity content is ensured by the use of pure charge components (compounds, aluminum granules) and inert materials (crucible, agitator) to obtain the master alloy.
In practice, the content of impurities introduced with the initial metal materials is easy to control. It is more difficult to exclude contamination factors of master alloys during their smelting (washing of the furnace during the transition from one alloy to another, the quality of the lining of the melting bath, etc.).
3.2. Microhardness
The microhardness of master alloys is the hardness of individual phases and/or structural components. Microhardness data are used to study the degree of heterogeneity of the elements of the microstructure of master alloys and can be used to determine the distribution of soluble impurities, plot phase diagrams, etc.
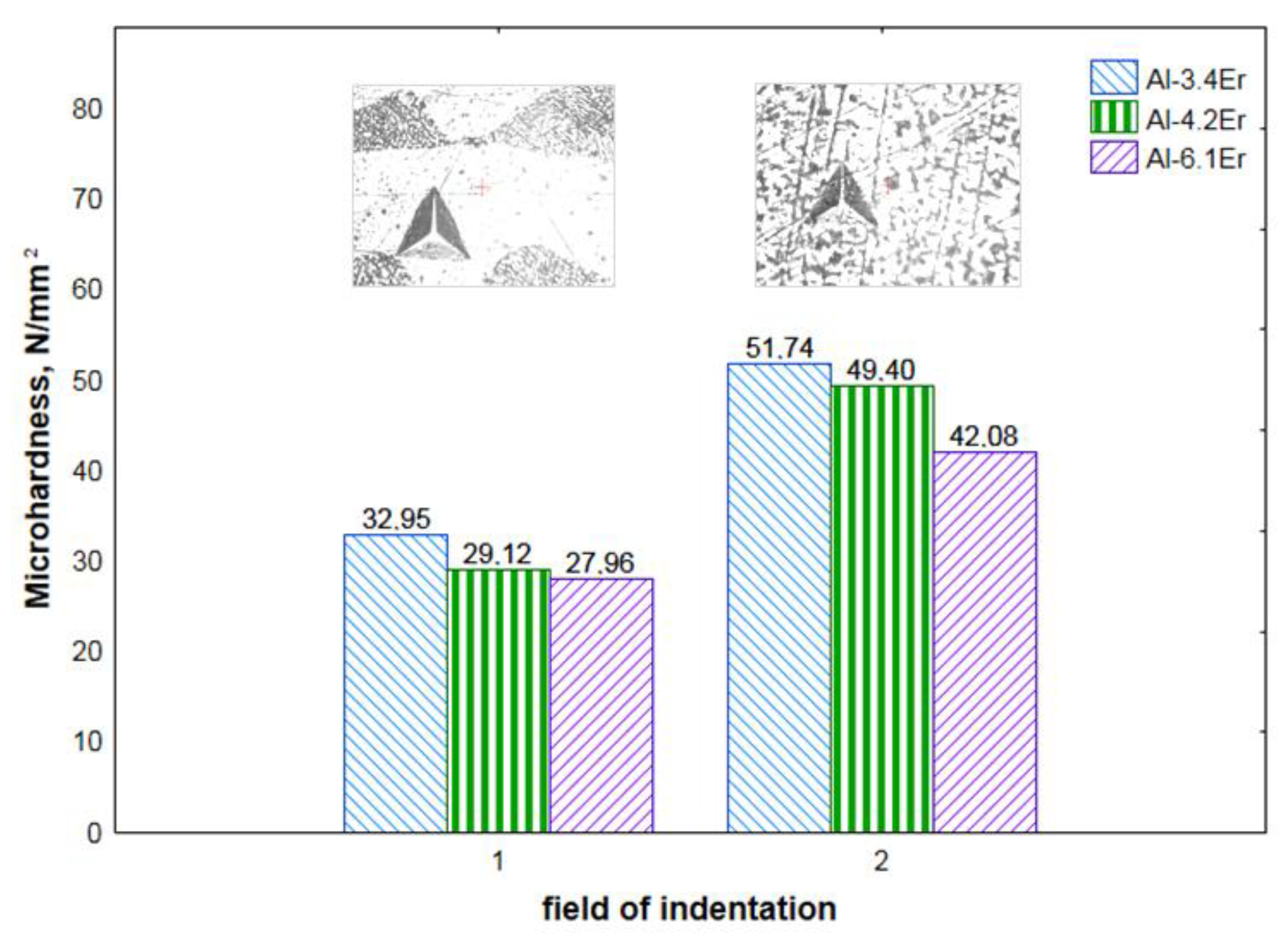
Figure 6 shows a histogram of the microhardness distribution over the indentation fields depending on the erbium content in the obtained master alloys. The average value of microhardness was determined by the results of 20 tests of each area.
From the analysis of the histogram, it can be seen that with an increase in the total erbium content in the master alloy, the degree of surface hardening, characterized by the microhardness values of region No. 1, does not decrease significantly. The hardening of the surface layer of region No. 2 is ensured by the formation of dispersed eutectic colonies, which have a developed interfacial surface due to the structural correspondence of the intermetallide with aluminum. With an increase in the Er content in the master alloy, the microhardness of the eutectic mixture [(Al) + Al3Er] decreases since the structure is coarsened and the amount of the Al phase becomes predominant in the eutectic mixture.
The microhardness of a sample of a master alloy cast with a high cooling rate (Figure 5) containing 4.2 wt.% of erbium by field has the following values: field 1 (solid solution), 29.86 N/mm2; field 2 (eutectic), 40.94 N/mm2. The results of the microhardness analysis of field 2 are complicated by the fact that most areas of this field are smaller than the resulting imprint. As a result, the imprint touches neighboring areas and the microhardness value is averaged.
Microhardness can be used as an express method for determining the uniformity of the obtained master alloy, taking into account the differences in their structural components, and taking into account the development of computer tools for image analysis tools and process automation.
3.3. Grain Refinement Ability
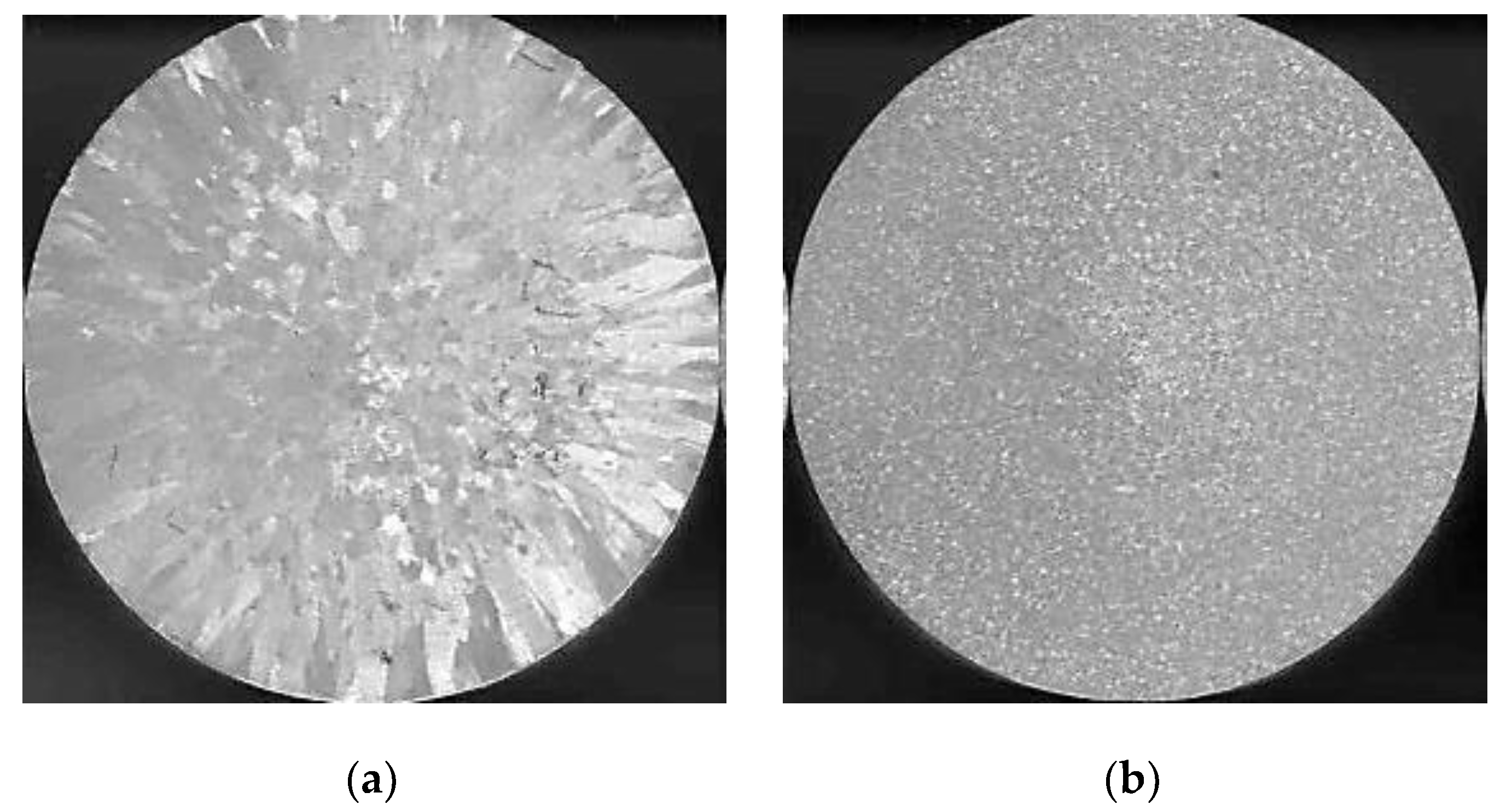
To determine the effectiveness of the obtained master alloy, an aluminum alloy was cast without the introduction of a master alloy with erbium and with the introduction of a master alloy with 3 wt.% Er during alloy melting. Figure 7 shows photos of the microstructure of cast alloys: (a) without erbium and (b) with erbium.
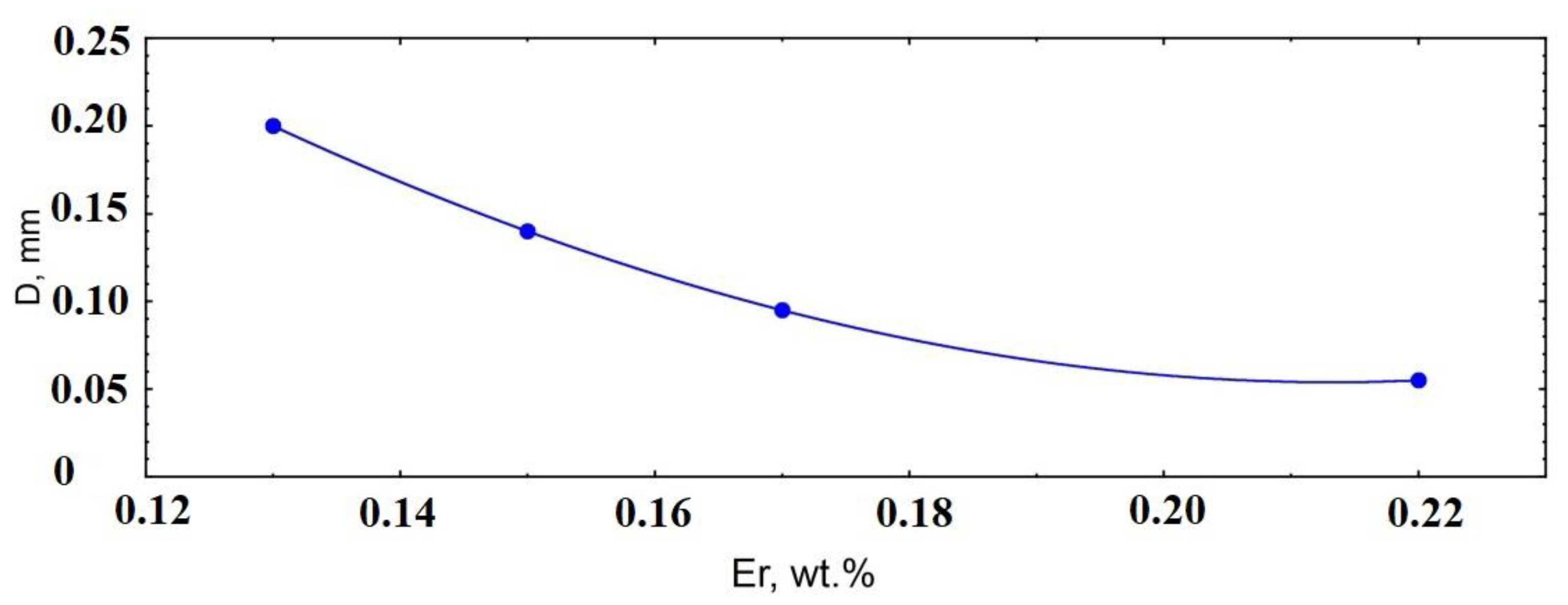
Implemented studies of the dependence of the size of cast grains on the Er content in the ingots of experimental Al alloy smelts have shown that in order to obtain a dendritic fine-crystalline ingot with a cast grain size of no more than 0.1 mm, it is necessary to introduce more than 0.17 wt.% Er into the alloy. The change in the size of the cast grain (D, mm) depending on the erbium content is clearly illustrated by the graph shown in Figure 8.
The grinding of aluminum alloy grains occurs due to the introduction of primary Al3Er intermetallides from the master alloy. These particles serve as nuclei for the formation of grains of a solid solution of aluminum and, as a result, provide its modification. Obtaining a cast billet with a uniform distribution of alloying elements and a dispersed structure will ensure manufacturability during pressure treatment and increase the level of mechanical properties of deformed semi-finished products.
3.4. Production of Individual Intermetallic Compounds Al3Er
As is known, individual particles of intermetallides are increasingly being used independently. Studies of the physical properties and crystal structure of intermetallic compounds are the theoretical basis for the creation of new materials. Due to the lack of knowledge of Al3Er intermetallic compounds, an attempt was made to isolate them with a chemical method in order to determine their physical and thermodynamic properties.
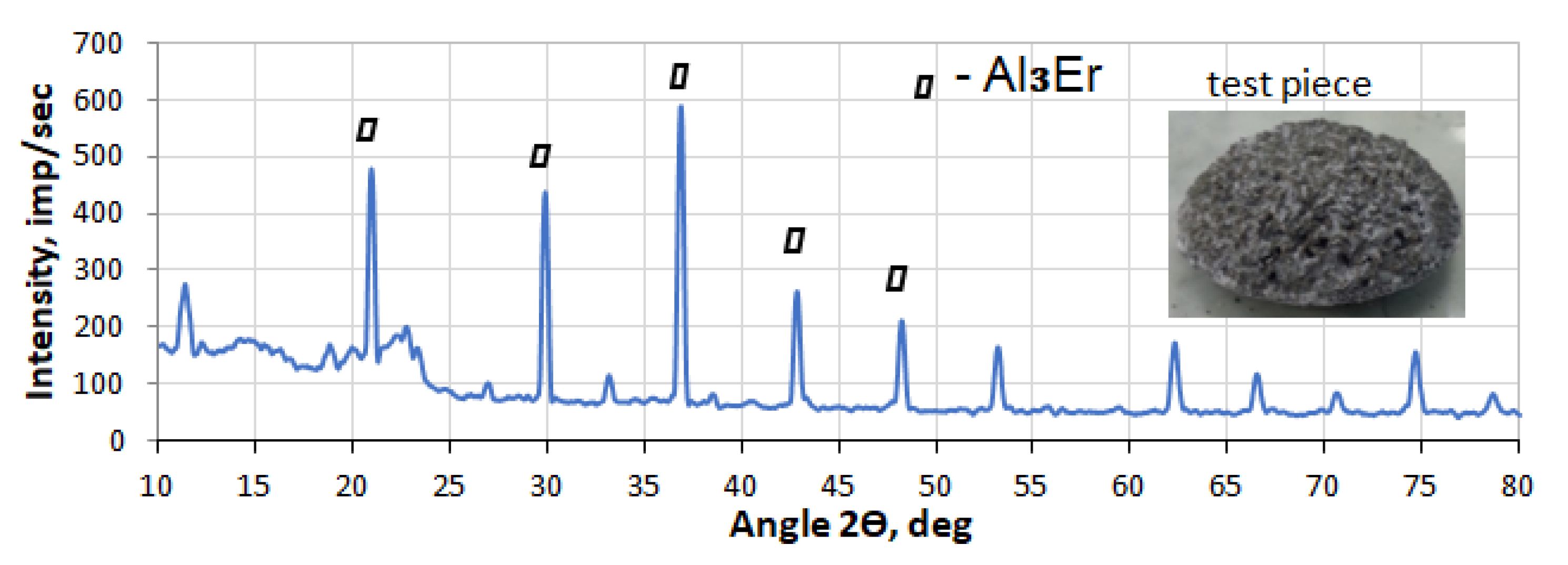
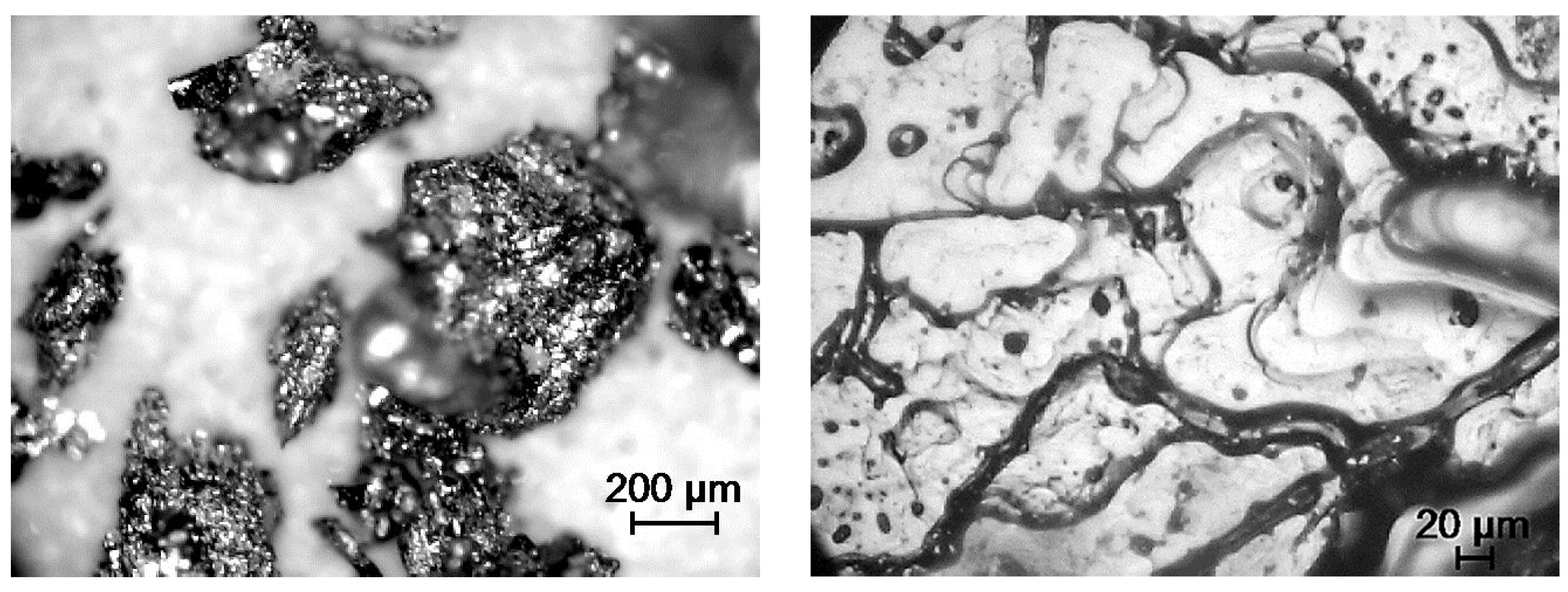
The results of the experiments on the production of erbium aluminides by aluminothermic reduction of erbium fluoride showed that the chemical composition of the synthesized master alloys, calculated for the production of intermetallic compounds in the Al-Er system, is close to the calculated value (64.7 wt.% erbium). X-ray phase analysis established the formation of an intermetallic compound Al3Er (Figure 9), and Figure 10 shows micrographs of the selected intermetallic compounds.
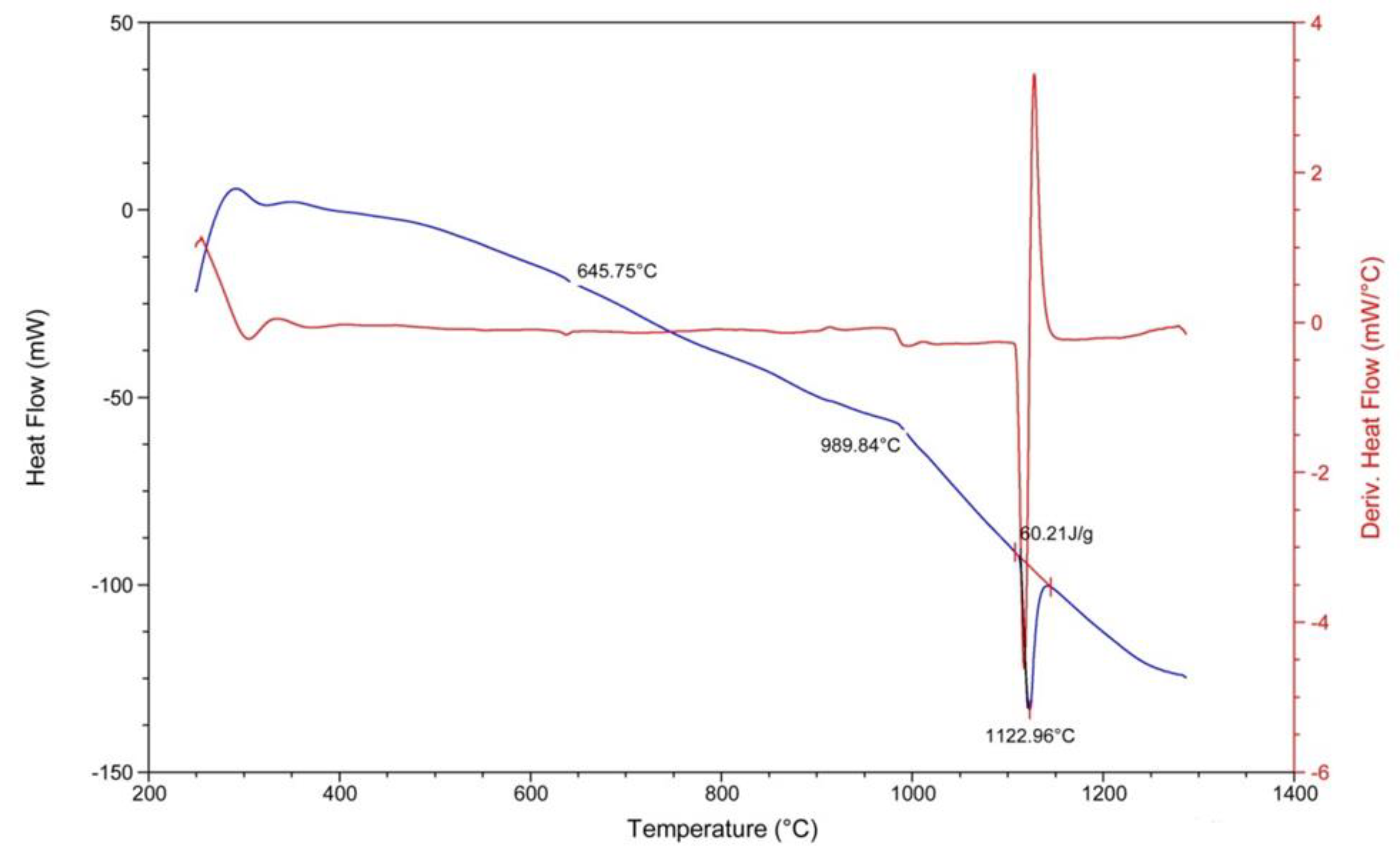
After their separation into a separate phase, their thermodynamic properties were determined. The DSC heating curve of the intermetallic compound is shown in Figure 11.
The temperature of 645.75 °C corresponds to the isothermal line of the eutectic reaction L → (Al) + (Al3Er), and the temperature of 989.84 °C corresponds to the peretectic transformation Al3Er = Al2Er + Al. At a temperature of 1123 °C, an endothermic effect corresponding to the liquidus point was registered.
The experimentally determined heat of the melting of the sample (test piece with 64.7 wt.% erbium), equal to 60.21 kJ/kg, corresponds to 15.552 kJ/mol. Since the diagram in Figure 11 shows (abrupt) heat absorption (a phase transition of the first order), it is fair to determine the entropy of the phase transition according to Richard’s rule [44]:
Experimental and calculated data on the thermodynamic properties of the intermetallic compound Al3Er can be used as reference data. Richard’s rule is used to find the melting entropy of compounds that have not yet been studied, including intermetallic compounds.
4. Conclusions
As has been discovered by way of research, the master alloys obtained by metallothermic reduction of erbium compounds from chloride–fluoride melts are characterized by a uniform distribution of Al3Er intermetallides in the volume of double eutectic [(Al) + Al3Er] and have a strong modifying effect.
Analysis of the microstructure showed that the structure of the master alloy varies depending on the content of erbium. When the content of erbium in the master alloy is up to 6 wt.%, the eutectic structure is preserved. When the content of erbium in the master alloy is 8 wt.% or more, the structure becomes a solid solution with individual inclusions of intermetallic compounds of various shapes. At a high crystallization rate, the structure of the master alloy has a cellular structure.
It was found that with an increase in the total erbium content in the master alloy, the degree of surface hardening characterized by microhardness values does not decrease significantly, and with an increase in the Er content in the master alloy, the microhardness of the eutectic mixture [(Al) + Al3Er] decreases.
The high grain refinement ability of the master alloy was determined. It was revealed that the grinding of aluminum alloy grains occurs due to the introduction of primary Al3Er intermetallides from the master alloy. When the Er content in the alloy is 0.17 wt.%, the value of the cast grain does not exceed 0.1 mm.
Powders of Al3Er intermetallides have been isolated which can be used for the synthesis of composite metal materials. The heat of the melting was determined experimentally, equal to 60.21 kJ/kg, and the entropy of the phase transition equal to 14.53 J/deg·mol was calculated.
The experimental data obtained are a prerequisite for the development of industrial technology for the production of aluminum–erbium master alloys for their use in non-ferrous metallurgy.
Author Contributions
Conceptualization, S.S.; methodology, Y.K.; software, S.S.; validation, Y.K., S.S., R.K.; formal analysis, V.B.; investigation, Y.K.; resources, S.S.; writing—original draft preparation, Y.K., S.S., K.K.; writing—review and editing, S.S., R.K. and V.B.; visualization, K.K.; supervision, R.K. and V.B.; project administration, S.S.; funding acquisition, S.S. All authors have read and agreed to the published version of the manuscript.
Funding
The research was performed at the expense of the subsidy for the state assignment in the field of scientific activity for 2021 No. FSRW-2020-0014.
Acknowledgments
The authors thank Saint Petersburg Mining University for enabling the laboratory experiments. The investigations were carried out using the equipment of the Center for Collective Use of Saint Petersburg Mining University.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Liu, L.; Jiang, J.T.; Cui, X.Y.; Zhang, B.; Zhen, L.; Ringer, S.P. Correlation between precipitates evolution and mechanical properties of Al-Sc-Zr alloy with Er additions. J. Mater. Sci. Technol. 2022, 99, 61–72. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, H.; Yan, B.; Zou, C.; Wei, Z. The effect of grain refinement and precipitation strengthening induced by Sc or Er alloying on the mechanical properties of cast Al-Li-Cu-Mg alloys at elevated temperatures. Mater. Sci. Eng. A 2021, 822, 141641. [Google Scholar] [CrossRef]
- Kong, Y.; Jia, Z.; Liu, Z.; Liu, M.; Roven, H.J.; Liu, Q. Effect of Zr and Er on the microstructure, mechanical and electrical properties of Al-0.4Fe alloy. J. Alloys Compd. 2021, 857, 157611. [Google Scholar] [CrossRef]
- Wang, Y.; Wu, X.; Cao, L.; Tong, X.; Couper, M.J.; Liu, Q. Effect of trace Er on the microstructure and properties of Al–Zn–Mg–Cu–Zr alloys during heat treatments. Mater. Sci. Eng. A 2020, 792, 139807. [Google Scholar] [CrossRef]
- Pan, S.; Chen, X.; Zhou, X.; Wang, Z.; Chen, K.; Cao, Y.; Lu, F.; Li, S. Micro-alloying effect of Er and Zr on microstructural evolution and yield strength of Al-3Cu (wt.%) binary alloys. Mater. Sci. Eng. A 2020, 790, 139391. [Google Scholar] [CrossRef]
- Pozdniakov, A.V.; Barkov, R.Y.; Prosviryakov, A.S.; Churyumov, A.Y.; Golovin, I.S.; Zolotorevskiy, V.S. Effect of Zr on the microstructure, recrystallization behavior, mechanical properties and electrical conductivity of the novel Al-Er-Y alloy. J. Alloys Compd. 2018, 765, 1–6. [Google Scholar] [CrossRef]
- Wang, W.; Yi, D.; Hua, W.; Wang, B. High damping capacity of Al-40Zn alloys with fine grain and eutectoid structures via Yb alloying. J. Alloys Compd. 2021, 870, 159485. [Google Scholar] [CrossRef]
- Vo, N.Q.; Bayansan, D.; Sanaty-Zadeh, A.; Ramos, E.H.; Dunand, D.C. Effect of Yb microadditions on creep resistance of a dilute Al-Er-Sc-Zr alloy. Materialia 2018, 4, 65–69. [Google Scholar] [CrossRef]
- Zhang, Y.; Gao, K.; Wen, S.; Huang, H.; Nie, Z.; Zhou, D. The study on the coarsening process and precipitation strengthening of Al3Er precipitate in Al–Er binary alloy. J. Alloys Compd. 2014, 610, 27–34. [Google Scholar] [CrossRef]
- Yi, H.E.; Xi, H.H.; Ming, W.Q.; Shao, Q.Q.; Shen, R.H.; Lai, Y.X.; Wu, C.L.; Chen, J.H. Thermal stability and precipitate microstructures of Al−Si−Mg−Er alloy. Trans. Nonferr. Met. Soc. China 2021, 31, 1–10. [Google Scholar]
- Qian, W.; Zhao, Y.; Kai, X.; Gao, X.; Jin, L.; Huang, L. Evolution of microstructure and mechanical properties influenced by nanosized precipitates during rolling deformation. J. Alloys Compd. 2021, 858, 157687. [Google Scholar] [CrossRef]
- Wang, J.; Xu, J.; Pan, F. Effect of annealing on microstructure and properties of Er modified 5052 alloy. Results Phys. 2018, 10, 476–480. [Google Scholar] [CrossRef]
- Zhao, F.; Zhang, L.; Wang, H.; Liu, L. Phase equilibria investigation of the Al–Ni–Er ternary system at 600 °C and 700 °C. Calphad 2021, 75, 102353. [Google Scholar] [CrossRef]
- Liang, Y.; Li, G.; Shi, Z.; Zhao, X.; Zhang, R.; Lei, X. Influence of Er content on microstructural evolution and mechanical properties of Al-2Fe alloy. J. Alloy. Compd. 2021, 162416. Available online: https://0-www-sciencedirect-com.brum.beds.ac.uk/science/article/abs/pii/S0925838821038263 (accessed on 24 October 2021). [CrossRef]
- Wang, Y.; Zhang, S.; Wu, R.; Turakhodjaev, N.; Hou, L.; Zhang, J.; Betsofen, S. Coarsening kinetics and strengthening mechanisms of core-shell nanoscale precipitates in Al-Li-Yb-Er-Sc-Zr alloy. J. Mater. Sci. Technol. 2021, 61, 197–203. [Google Scholar] [CrossRef]
- Wei, G.; Peng, X.; Li, J.; Xie, W.; Wei, Q. Structure Heredity Effect of Mg-10Y Master Alloy in AZ31 Magnesium Alloy. Rare Met. Mater. Eng. 2013, 42, 2009–2013. [Google Scholar]
- Peng, X.; Li, J.; Xie, S.; Wei, G. Effects of Different State Mg-5Sr-10Y Master Alloys on the Microstructure Refinement of AZ31 Magnesium Alloy. Rare Met. Mater. Eng. 2013, 42, 2421–2426. [Google Scholar]
- Wang, C.; Sun, M.; Zheng, F.; Peng, L.; Ding, W. Improvement in grain refinement efficiency of Mg–Zr master alloy for magnesium alloy by friction stir processing. J. Magnes. Alloys 2014, 2, 239–244. [Google Scholar] [CrossRef] [Green Version]
- Popova, E.A.; Kotenkov, P.V. Influence of the Composition of the Ligature Al–Zr–Y on the Effect of Al–4% Cu Alloy Modification. Melts 2016, 2, 185–192. [Google Scholar]
- Zhang, Z.; Hu, J.; Teng, J.; Chen, J.; Zhao, G.; Jiang, F.; Fuac, D.; Zhang, H. Hot compression and industrial extrusion characteristics of an as-cast Al-10Sr master alloy. J. Manuf. Process. 2021, 61, 481–491. [Google Scholar] [CrossRef]
- Dong, Y.; Wang, M.; Wei, G.; Xu, Z.H. Influence of Ti/C mass ratio on the microstructure of Al-Ti-C master alloy and refinement effect on pure aluminum. Results Phys. 2021, 23, 104000. [Google Scholar] [CrossRef]
- Ding, W.; Zhao, X.; Chen, T.; Zhang, H.; Liu, X.; Cheng, Y.; Lei, D. Effect of rare earth Y and Al–Ti–B master alloy on the microstructure and mechanical properties of 6063 aluminum alloy. J. Alloys Compd. 2020, 830, 154685. [Google Scholar] [CrossRef]
- Napalkov, V.I.; Makhov, S.V.; Popov, D.A. Production of additions for aluminum alloys. Met. Sci. Heat Treat. 2012, 53, 478–483. [Google Scholar] [CrossRef]
- van Dalen, M.E. Erbium and ytterbium solubilities and diffusivities in aluminum as determined by nanoscale characterization of precipitates. Acta Mater. 2009, 57, 4081–4089. [Google Scholar] [CrossRef]
- Pozdnyakov, A.V.; Osipenkova, A.A.; Popov, D.A.; Makhov, S.V.; Napalkov, V.I. Effect of low additives of Y, Sm, Gd, Hf and Er on the structure and hardness of alloy Al-0.2% Zr-0.1% Sc. Mater. Sci. Heat Treat. 2016, 735, 25–30. [Google Scholar]
- Litvinenko, V.S. Digital Economy as a Factor in the Technological Development of the Mineral Sector. Nat. Resour. Res. 2020, 29, 1521–1541. [Google Scholar] [CrossRef]
- Nevskaya, M.; Seleznev, S.; Masloboev, V.; Klyuchnikova, E.; Makarov, D. Involving small and medium-sized mining industry businesses in mining waste processing in the Russian Federation. Miner. Econ. 2021, 34, 81–86. [Google Scholar] [CrossRef]
- Ponomarenko, T.; Nevskaya, M.; Jonek-Kowalska, I. Mineral resource depletion assessment: Alternatives, problems, results. Sustainability (Switzerland) 2021, 13, 862. [Google Scholar] [CrossRef]
- Litvinenko, V.S.; Tsvetkov, P.S.; Molodtsov, K.V. The social and market mechanism of sustainable development of public companies in the mineral resource sector. Eurasian Min. 2020, 2020, 36–41. [Google Scholar] [CrossRef]
- Yurak, V.V.; Dushin, A.V.; Mochalova, L.A. Vs sustainable development: Scenarios for the future. J. Min. Inst. 2020, 242, 242–247. [Google Scholar] [CrossRef]
- Nikolaeva, N.V.; Aleksandrova, T.N.; Chanturiya, E.L.; Afanasova, A. Mineral and Technological Features of Magnetite-Hematite Ores and Their Influence on the Choice of Processing Technology. ACS Omega 2021, 6, 9077–9085. [Google Scholar] [CrossRef] [PubMed]
- Aleksandrova, T.; Nikolaeva, N.; Afanasova, A.; Romashev, A.; Kuznetsov, V. Selective disintegration justification based on the mineralogical and technological features of the polymetallic ores. Minerals 2021, 11, 851. [Google Scholar] [CrossRef]
- ElDeeb, A.B.; Brichkin, V.N.; Bertau, M.; Savinova, Y.A.; Kurtenkov, R.V. Solid state and phase transformation mechanism of kaolin sintered with limestone for alumina extraction. Appl. Clay Sci. 2020, 196, 105771. [Google Scholar] [CrossRef]
- Kondrasheva, N.K.; Rudko, V.A.; Nazarenko, M.Y.; Povarov, V.G.; Derkunskii, I.O.; Konoplin, R.R.; Gabdulkhakov, R.R. Influence of Parameters of Delayed Coking Process and Subsequent Calculation on the Properties and Morphology of Petroleum Needle Coke from Decant Oil Mixture of West Siberian Oil. Energy Fuels 2019, 33, 6373–6379. [Google Scholar] [CrossRef]
- Nazarenko, M.Y.; Saltykova, S.N.; Rudko, V.A.; Pihl, O. Production of Isotropic Coke from Shale Tar at Various Parameters of the Delayed Coking Process. ACS Omega 2021, 6, 22173–22179. [Google Scholar] [CrossRef] [PubMed]
- Beloglazov, I.; Morenov, V.; Leusheva, E.; Gudmestad, O.T. Modeling of heavy-oil flow with regard to their rheological properties. Energies 2021, 14, 359. [Google Scholar] [CrossRef]
- Islamov, S.R.; Bondarenko, A.V.; Mardashov, D.V. A selection of emulsifiers for preparation of invert emulsion drilling fluids. In Topical Issues of Rational Use of Natural Resources; CRC Press/Taylor & Francis Group: London, UK, 2019; pp. 487–494. [Google Scholar]
- Sultanbekov, R.; Islamov, S.; Mardashov, D.; Beloglazov, I.; Hemmingsen, T. Research of the Influence of Marine Residual Fuel Composition on Sedimentation Due to Incompatibility. J. Mar. Sci. Eng. 2021, 9, 1067. [Google Scholar] [CrossRef]
- Kosov, Y.I.; Bazhin, V.Y.; Kopylova, T.N. Effect of the Technological Parameters of the Aluminothermic Reduction of Erbium Oxide in Chloride–Fluoride Melts on the Transition of Erbium to a Master Alloy. Russ. Metall. 2019, 2019, 856–862. [Google Scholar] [CrossRef]
- Kosov, Y.I.; Bazhin, V.Y. Preparation of novel Al-Er master alloys in chloride-fluoride melt. Mater. Sci. Forum 2018, 918, 21–27. [Google Scholar] [CrossRef] [Green Version]
- Gschneidner, K.A., Jr.; Calderwood, F.W. Binary Alloy Phase Diagrams; Massalski, T.B., Ed.; ASM International: Novelty, OH, USA, 1990. [Google Scholar]
- Bannykh, O.A.; Lyakishev, N.P.; Rokhlin, L.L. Phase Diagrams of Binary Metallic Systems; Mashinostroenie: Moscow, Russian, 1996; Volume 1, 992p. [Google Scholar]
- Nikitin, K.V.; Timoshkin, I.Y.; Nikitin, V.I. Influence of Methods of Producing the AlTi Master Alloy on Its Structure and Efficiency in the Grain Refinement of Aluminum Alloy. Russ. J. Non-Ferr. Met. 2018, 59, 512–519. [Google Scholar] [CrossRef]
- Svelin, R.A. Thermodynamics of the Solid State; (In Russian). Metallurgiya Moscow: Moscow, Russia, 1968. [Google Scholar]
- Skachkov, V.M.; Yatsenko, S.P. Obtaining of Sc, Zr, Hf and Y base metals on the basis of aluminum by method of high-temperature exchange reactions in salt melts. Tsvetnye Met. 2014, 3, 22–26. [Google Scholar]
- Yatsenko, S.P.; Skachkov, V.M.; Pasechnik, L.A. Production of rich aluminum master alloys containing scandium, yttrium and zirconium for non-ferrous and ferrous metallurgy. Tsvetnye Met. 2020, 2020, 49–55. [Google Scholar] [CrossRef]
Figure 1.
Diagram of the location of melts during aluminothermic preparation of master alloy and radiographs of components.
Figure 1.
Diagram of the location of melts during aluminothermic preparation of master alloy and radiographs of components.

Figure 2.
Typical images of microstructures of aluminum-erbium master alloys: (a) ×100; (b) ×500; (c) ×1000; (d) Analysis of equilibrium phase diagrams.
Figure 2.
Typical images of microstructures of aluminum-erbium master alloys: (a) ×100; (b) ×500; (c) ×1000; (d) Analysis of equilibrium phase diagrams.

Figure 3.
Microstructure of the master alloy composition Al-8Er: (a) ×500; (b) ×500.

Figure 4.
Microstructure of the master alloy composition Al–4.2Er with a high cooling rate: (a) ×100; (b) ×500; (c) ×1000.
Figure 4.
Microstructure of the master alloy composition Al–4.2Er with a high cooling rate: (a) ×100; (b) ×500; (c) ×1000.

Figure 5.
The electronic pictures of the microstructure and the EDX results of master alloys Al-4.2Er cast with a high cooling rate: (a) ×40; (b) ×400.
Figure 5.
The electronic pictures of the microstructure and the EDX results of master alloys Al-4.2Er cast with a high cooling rate: (a) ×40; (b) ×400.

Figure 6.
Histogram of the microhardness distribution over the indentation fields depending on the erbium content in the master alloy.
Figure 6.
Histogram of the microhardness distribution over the indentation fields depending on the erbium content in the master alloy.

Figure 7.
Aluminum alloy ingot macrostructure (a) without erbium and (b) with erbium.

Figure 8.
The dependence of the cast grain size on the content of erbium in the alloy.

Figure 9.
X-ray pattern of intermetallic compound crystals Al3Er.

Figure 10.
Microimages of intermetallide crystals Al3Er.

Figure 11.
DSC of intermetallic compounds Al3Er curves.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Results of the average size calculation of the Al dendritic cell and the erbium content in the eutectic region of the master alloy microstructure.
Table 1.
Results of the average size calculation of the Al dendritic cell and the erbium content in the eutectic region of the master alloy microstructure.
| Master Alloy | Al-3.4Er | Al-4.2Er | Al-6.1Er |
|---|---|---|---|
| Average dendritic cell size of Al, µm | 40 ± 8 | 42 ± 4 | 53 ± 9 |
| Erbium content in the eutectic, wt.% | 12.5 | 16.0 | 8.6 |
Table 2.
EDX results of master alloys.
| Scheme. | Al, wt.% | Er, wt.% |
|---|---|---|
| spectrum 1 | 75.79 | 24.21 |
| spectrum 2 | 76.55 | 23.45 |
| spectrum 3 | 78.08 | 21.92 |
| spectrum 4 | 99.90 | 0.10 |
| spectrum 5 | 99.75 | 0.25 |
| spectrum 6 | 94.18 | 5.82 |
Table 3.
The impurity content in the master alloy Al-Er.
| Er Content, wt.% | Impurity Content, ppm | ||||||
|---|---|---|---|---|---|---|---|
| Fe | Si | F | Ca | Na | Cu | Ti | |
| 3.4 | 342 | 480 | 95 | 87 | 48 | 20 | 19 |
| 6.1 | 395 | 476 | 117 | 86 | 65 | 24 | 11 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Savchenkov, S.; Kosov, Y.; Bazhin, V.; Krylov, K.; Kawalla, R. Microstructural Master Alloys Features of Aluminum–Erbium System. Crystals 2021, 11, 1353. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11111353
AMA Style
Savchenkov S, Kosov Y, Bazhin V, Krylov K, Kawalla R. Microstructural Master Alloys Features of Aluminum–Erbium System. Crystals. 2021; 11(11):1353. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11111353
Chicago/Turabian StyleSavchenkov, Sergey, Yaroslav Kosov, Vladimir Bazhin, Kirill Krylov, and Rudolf Kawalla. 2021. "Microstructural Master Alloys Features of Aluminum–Erbium System" Crystals 11, no. 11: 1353. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst11111353
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.