
Mechanical and Conductive Performance of Aged 6xxx Aluminum Alloy during Rotary Swaging

1
Key Laboratory of Lightweight Structural Materials Liaoning Province, School of Materials Science and Engineering, Northeastern University, Shenyang 110819, China
2
Engineering Research Center of Continuous Extrusion, Ministry of Education, Dalian Jiaotong University, Dalian 116028, China
3
Key Laboratory of Near-Net Forming of Light Metals of Liaoning Province, Dalian 116028, China
*
Authors to whom correspondence should be addressed.
Crystals 2022, 12(4), 530; https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12040530
Submission received: 20 March 2022
/
Revised: 7 April 2022
/
Accepted: 9 April 2022
/
Published: 10 April 2022
(This article belongs to the Special Issue Microstructure Characterization and Design of Alloys)
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:Thermomechanical treatment consisting of heat treatment and deformation is an effective processing route for precipitation-hardened 6xxx alloy (Al-Mg-Si-Cu system), and precipitates and dislocations produced during the process can significantly change its mechanical and conductive performance. We therefore investigated the microstructural evolution of precipitates in a representative 6xxx alloy during thermomechanical treatment. When the precipitates encountered the accumulated dislocations, the precipitates were bent and broken into dispersed smaller particles. The strength of the alloy was significantly improved by the proliferation of dislocations and precipitates and desired electrical conductivity was obtained as well. Our results prove that peak aging plus cold rotary swaging is an efficient processing route for simultaneously improving the mechanical and conductive performance of 6xxx alloy.
1. Introduction
With the increasing global energy consumption, aluminum alloys shows their unique advantage as lightweight metallic materials compared with steel and copper alloys, and have drawn widespread attention of researchers [1,2]. As a precipitation-hardened alloy, 6xxx aluminum alloy (Al-Mg-Si-Cu alloy) is widely applied as conductive materials, automotive materials and building materials due to its good conductivity, high specific strength and good formability [3,4]. Thermomechanical treatment consisting of heat treatment and deformation is an effective processing route for 6xxx alloy [5], and precipitates and dislocations produced during the process can significantly change its mechanical and conductive performance [6]. Therefore, thermomechanical treatment is an important method to tailor the mechanical and conductive properties of the alloy through changing the morphology and distribution of precipitates, especially when used as conductive materials. As one of the most effective thermomechanical treatments, aging treatment plus cold rotary swaging is the optimizing candidate process for high-performance conductive materials, especially conductive tubes [7].
Huang et al. [7] reported a copper alloy with excellent electrical conductivity and strength fabricated by rotary swaging and aging treatment. Fan et al. [8] performed cold stamping treatment on the Al-Cu-Mg alloy containing θ′ and S′ phases. Their work showed that the hardness reached 125 HB, which is ca. 127% higher than the alloy before deformation. Huang et al. [9] reported the dissolution of the θ″ phase in the multiaxial compression and precipitation of Guinier Preston zones (GPs) in the following natural aging treatment, which led to a significant increase in hardness value of Al-4Cu (wt.%) alloy. Sauvage et al. [10] conducted high pressure torsion (HPT) and post-aging treatment on the Al-Mg-Si alloy, and obtained nano-sized precipitates and grain, and reported attainment of outstanding combination of strength and electrical conductivity compared with T6 treatment (quenching-artificial aging).
In accordance with different copper content, there may be several types of nano-sized precipitates and their composite phases in the 6xxx alloy matrix after aging treatment, including β″, Q′, L, etc., and we previously studied the transformation mechanism between them on a nanometer level [11,12,13]. Based on these achievements, we applied peak aging plus cold rotary swaging treatment for a 6xxx alloy. Several nano-sized precipitates were found in the treated alloy, and both the mutual transformation between precipitates and GPs and the dissolution process of the precipitates were observed during the deformation process. These nano-structural changes will significantly affect the mechanical and conductive performance of the alloy. Therefore, we investigated the evolution of morphology and distribution of nano-sized precipitates in the alloy during the thermomechanical process, and explain how these nano-structural changes determine the mechanical and conductive behavior of the alloy in this present paper. The results will provide a deeper understanding of the nano-structural evolution of 6xxx aluminum alloy in thermomechanical treatment and contribute to the design of such alloy when used as conductive materials.
2. Materials and Methods
A representative 6xxx alloy (Al-0.71Si-0.65Mg-0.05Cu, wt.%) was prepared under a protective atmosphere (99.998 vol.% argon) utilizing an electric resistance (ZG-10, Borui Source, Jinzhou, Liaoning, China) melting at 740 °C. The raw materials were high purity aluminum (99.99 wt.%, JinHai Aluminium, Nanjing, JiangSu, China), Al-10Si (wt.%, CSRE, Changsha, Hunan, China) master alloy, Al-10Mg (wt.%, CSRE, Changsha, Hunan, China) master alloy and Al-50Cu (wt.%, CSRE, Changsha, Hunan, China) master alloy, respectively. Hot extrusion processing was conducted by using an extruder (XJ-800T, Yuanchang, Suzhou, JiangSu, China). The prepared rods with 5.0 mm in radius were then pre-treated by solution treatment at 540 °C for 1 h followed by cold water quenching (SX2 resistance furnace, Huyueming, Shanghai, China), and artificial aging treatment at 175 °C for 9 h (BPG-9106A, Yiheng, Shanghai, China). Pre-treated rods were cold rotary swaging processed with different area reduction ratios of 19%, 58% and 91%.
Uniaxial tensile experiments were carried out on an AG-XPLUS100 tensile testing device (Shimadzu, Kyoto, Japan) with strain rates of 10–3 s−1. Electrical conductivity was measured utilizing a PC36C electrical conductivity testing device (Hanyi, Shanghai, China) and the data were expressed in International Annealed Copper Standard (%IACS). All the measurements were performed five times to obtain the statistical data.
The optical microstructure was observed with a Carl Zeiss Scanning Electron Microscope (SEM), equipped with an Electron Back-Scatter Diffractor (EBSD). The evolution of precipitates and dislocations during the thermomechanical treatment was examined using a Thermo-Fisher Tecnai G20 Transmission Electron Microscope (TEM, Thermo Fisher, Waltham, MA, USA). A JEOL ARM200F Scanning Transmission Electron Microscope (STEM, JEOL, Tokyo, Japan) equipped with a spherical aberration corrector was used to acquire the low angle annular dark field-scanning transmission electron microscopic (LAADF-STEM) images and bright field-scanning transmission electron microscopic (BF-STEM) images. All the photographs were observed along the <001>Al direction. An X’Pert MPD X-ray diffraction instrument (XRD, PANalytical, Almelo, The Netherlands) was employed to determine the XRD patterns and the crystallite size of the alloy with a scanning angle between 20° and 100° and a scanning speed of 2°·min−1. X‘Pert Highscore software with Rietveld refinement method was used to analyze the data [14].
3. Results
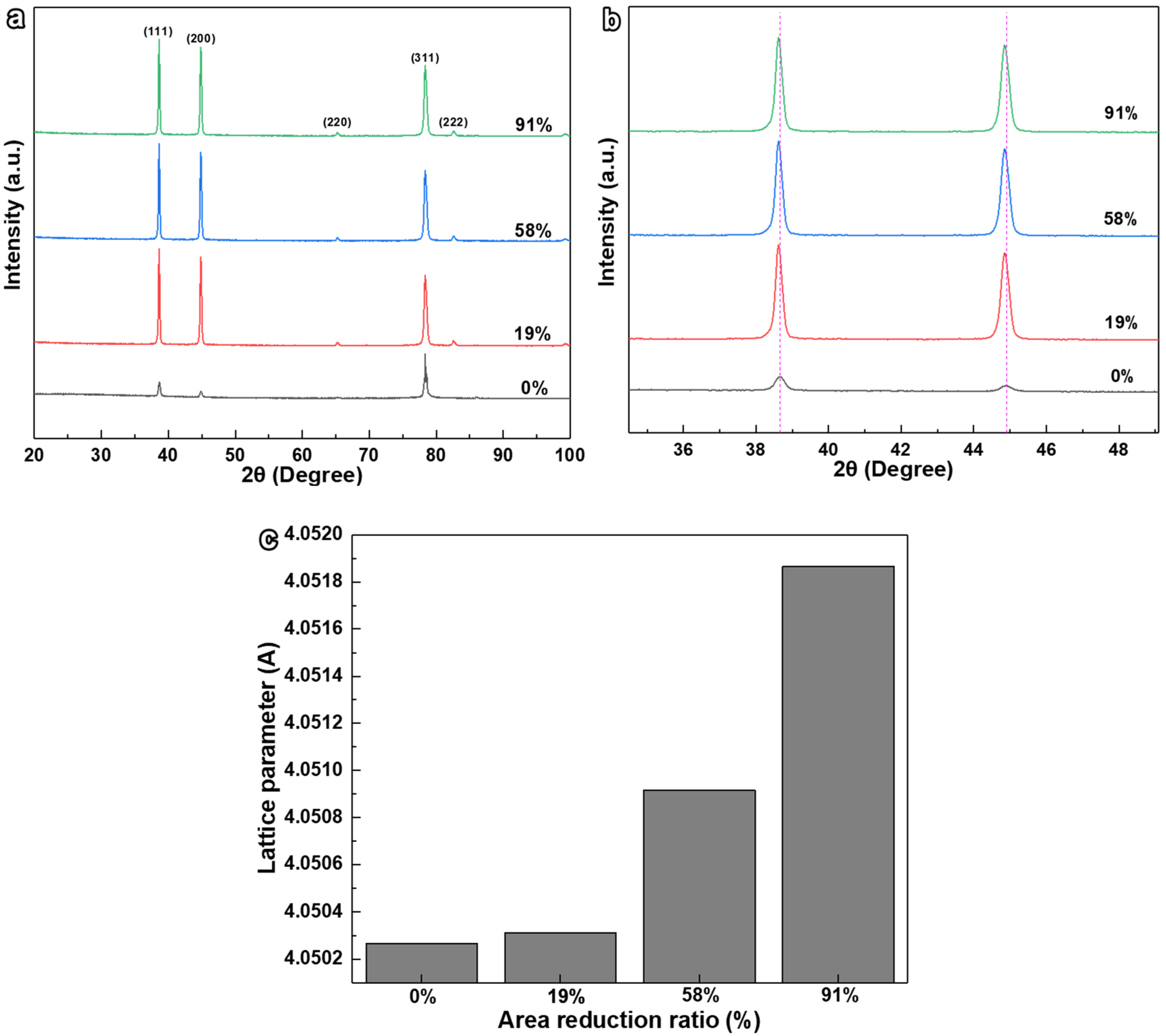
The XRD patterns of the alloy before and after cold swaging and the corresponding lattice parameter variation histogram are shown in Figure 1. It can be seen that the X-ray diffraction peaks of the alloy shift from the high angle to low angle after deformation, indicating that there is lattice expansion caused by atomic dissolution [15,16]. The increasing deformation amount also leads to the increase of lattice constant, indicating that more solute atoms diffused into crystal lattice [15,17].
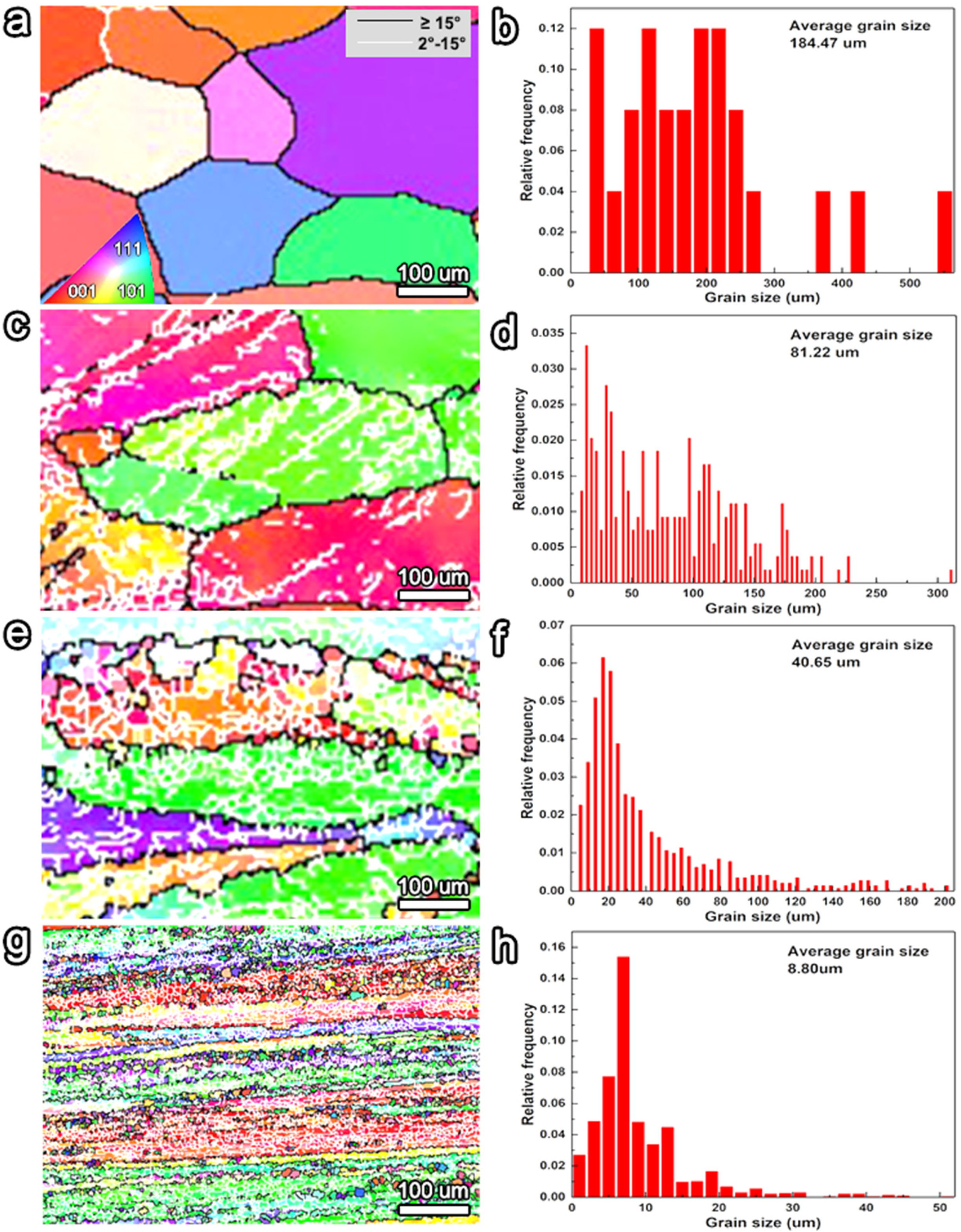
The EBSD images and their corresponding grain size distribution of the alloy with different deformation amounts are shown in Figure 2. In the peak-aged state, the grains showed equiaxed in shape (Figure 2a). When the area reduction rate was 19%, the grains were elongated with reduced grain size from 184.47 μm to 81.22 μm. Meanwhile, the small angle grain boundaries (SAGBs, boundary angle < 15°) inside the grains increased remarkably (Figure 2c). With increasing area reduction rate, the grain elongation and refinement effect became more obvious. When the area reduction rate increased to 91%, the grains exhibited slender and fibrous shape, whose average grain size decreased to 8.80 μm (Figure 2g and Figure 3h). Compared with the alloys with lower deformation amount, the quantity density of SAGBs increased significantly (Figure 2g).
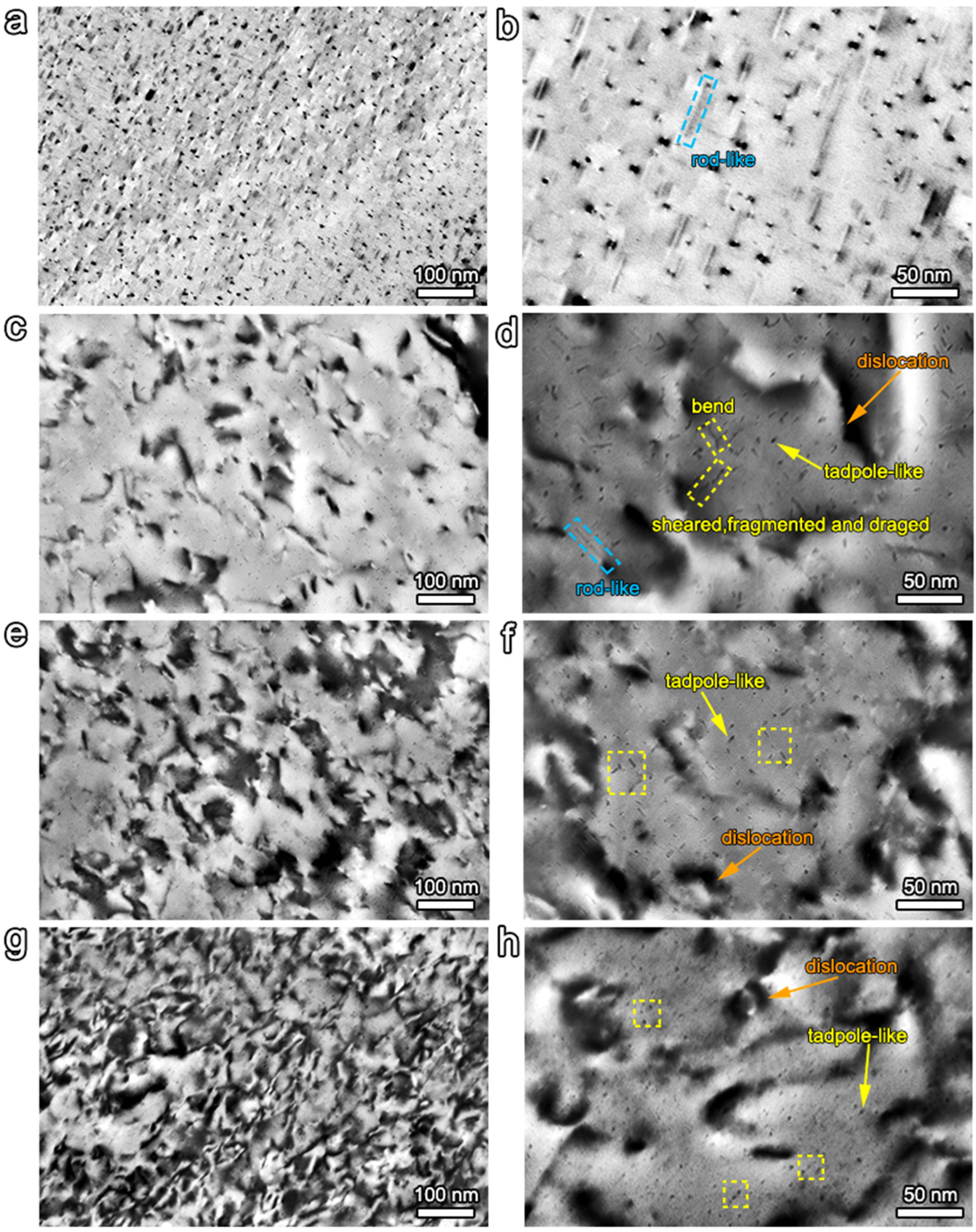
We then comparatively analyzed the TEM images of the alloys with different deformation amounts to study the interaction between dislocations and precipitates (Figure 3). As deformation amount increased the quantity density of dislocations kept growing. The nano-sized precipitates were observed as rod-shaped contrasts along their long axis, while their cross sections appeared in the form of punctate black contrasts (Figure 3b). A small portion of the rod-shaped precipitates could still be observed when the area reduction rate was 19%, while most of them were bent and broken along their long axis under the shear action of dislocations. The fractured precipitates were further pulled and smashed by dislocations (Figure 3c and Figure 4d). When the area reduction rate reached 58%, no rod-shaped precipitates were observed. With the increasing deformation amount, dislocations accumulated on the surface of precipitates and kept cutting them. This process repeatedly occurred during the whole deformation process until all the bigger precipitates were broken into smaller nano-sized particles and GPs, and therefore the density of precipitates significantly increased (Figure 3g and Figure 4h).
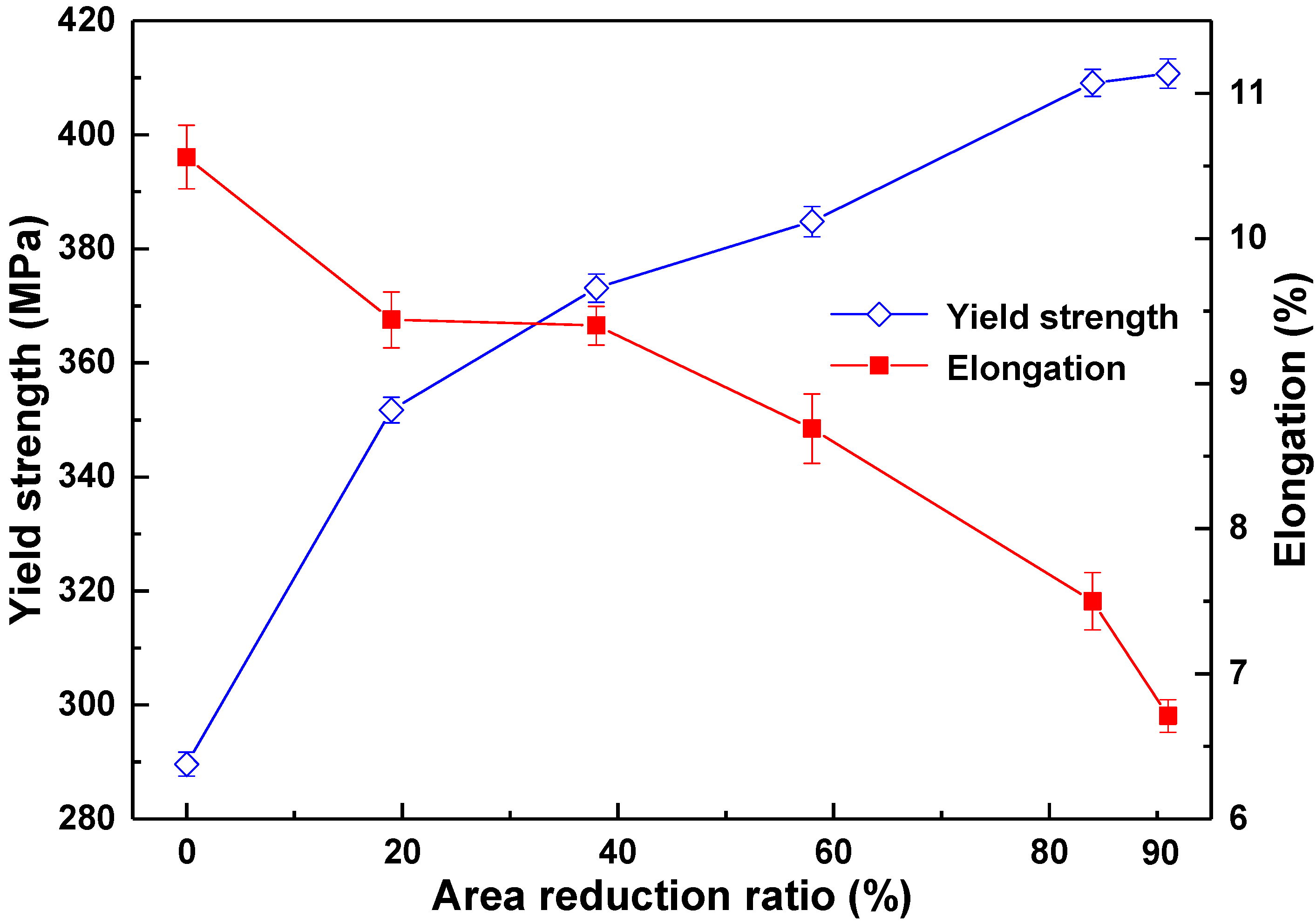
Figure 4 demonstrates the mechanical performance of the Al-Mg-Si-Cu alloys with different area reduction ratios. The peak-aged alloy showed the lowest yield strength and highest elongation rate. After cold rotary swaging, the yield strength of the sample increased continuously, while the elongation decreased gradually. When the area reduction ratio was 19%, the yield strength and elongation rate of the deformed sample were 351 MPa and 9.44%, respectively. When the area reduction ratio increased to 91%, the yield strength of the sample increased to 410.72 MPa whilst the elongation rate decreased to 6.71%. It is worth noting that, although the elongation rate of the alloy decreased after deformation, its value was still higher than the relevant standards of aluminum alloy conductors [18]. This phenomenon is mainly due to the prevention effect to crack propagation by cold rotary swaging [19].
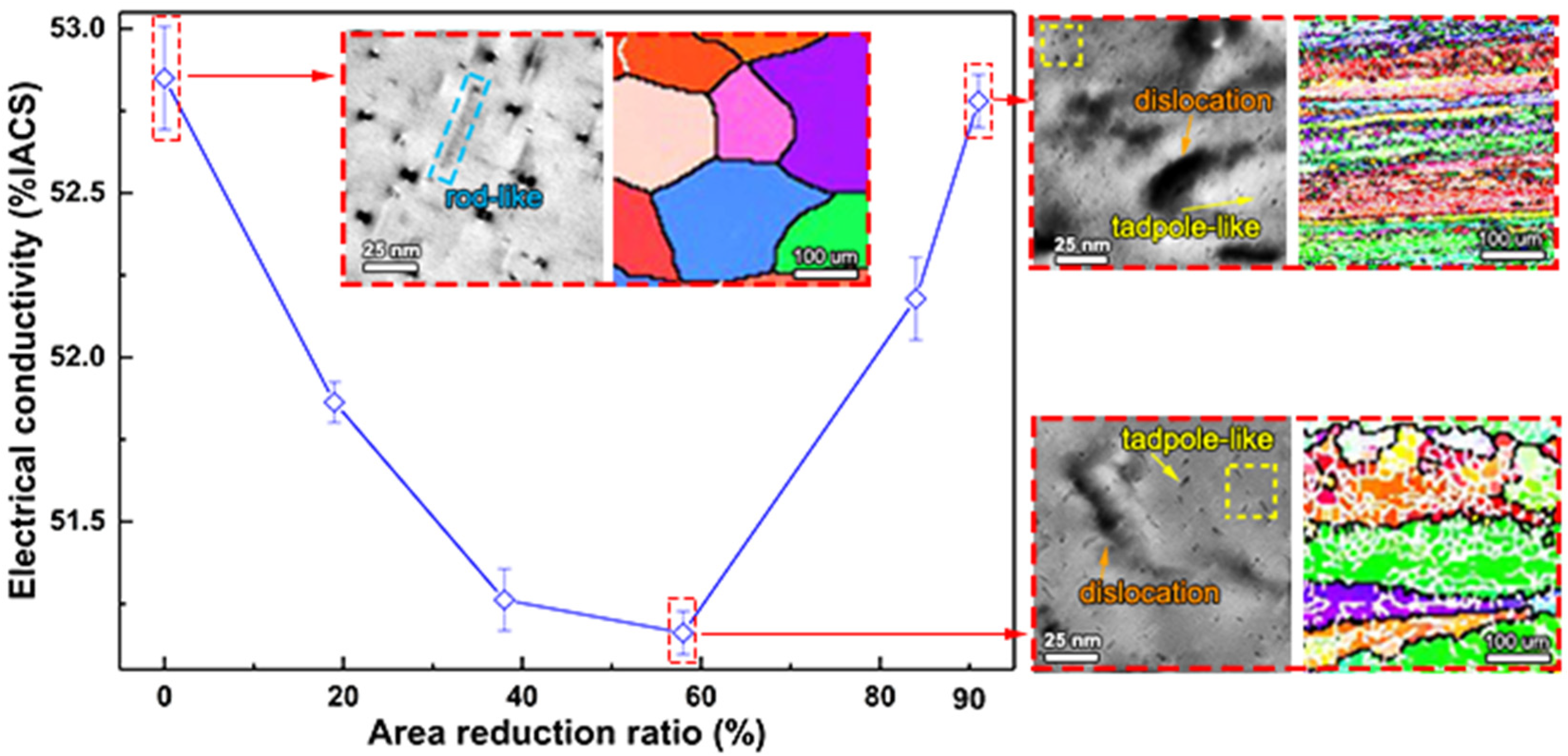
Electrical conductivity with different area reduction ratio of the Al-Mg-Si-Cu alloys is shown in Figure 5. The electrical conductivity decreased from 52.85% IACS to 51.16% IACS when the area reduction ratio increased to 58%. With the continuous increasing deformation amount, the electrical conductivity gradually recovered. When the area reduction ratio reached 91%, the electrical conductivity was 52.78% IACS. In the initial phase of the deformation process, the re-dissolution of solute atoms occurred in the transformation between precipitates and GPs (Figure 1 and Figure 3), resulting in the decreasing electrical conductivity [20,21]. However, the growing slender fibrous grains produced during the cold rotary swaging process led to a quick recovery of electrical conductivity [22].
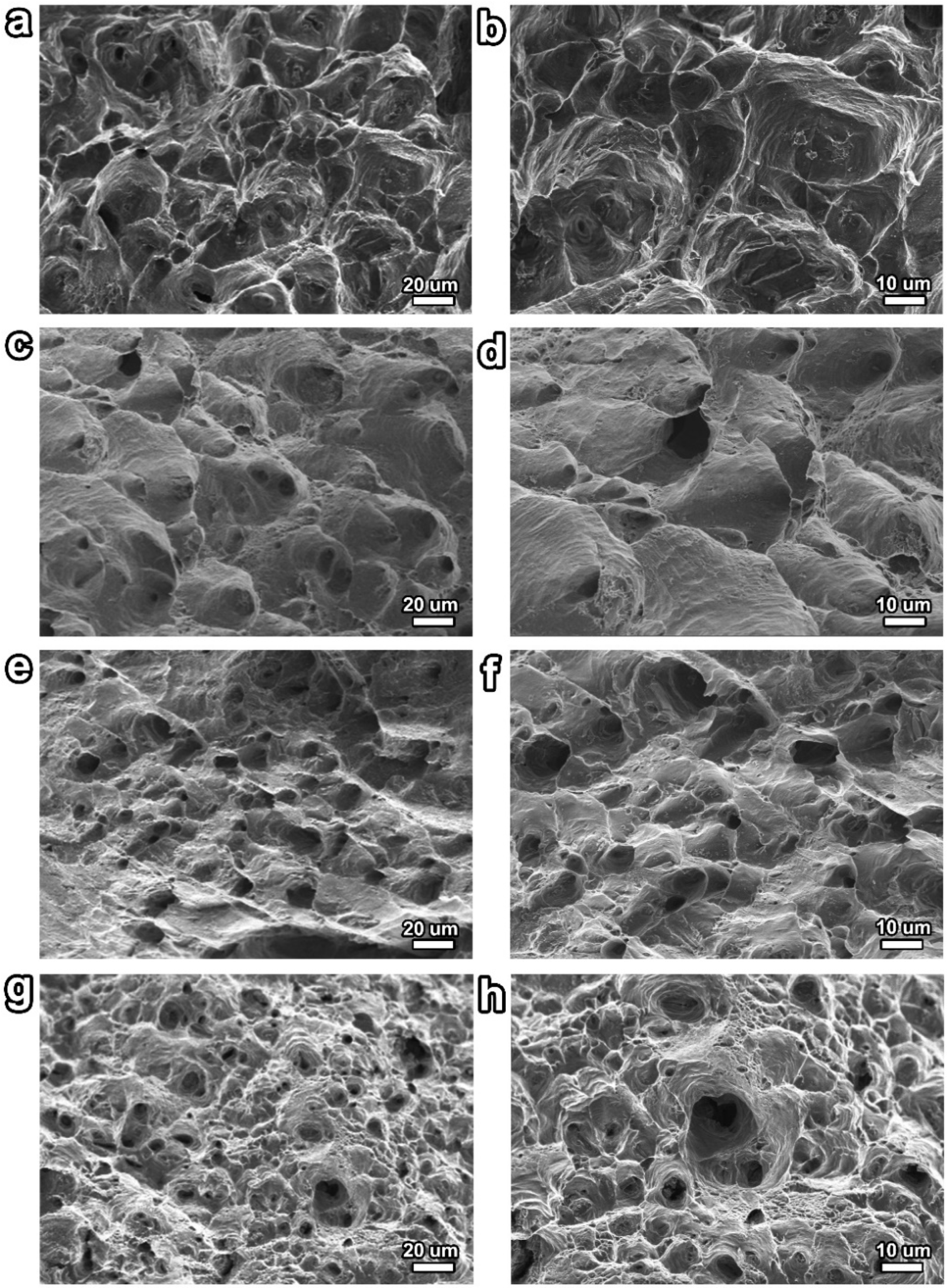
Fractographic SEM images of the Al-Mg-Si-Cu alloys with different area reduction ratios are presented in Figure 6. A large number of elliptical or circular dimples were observed in the fracture surfaces of all samples, indicating a ductile fracture mode. The nucleation, growth, aggregation and fracture of micro voids are the primary mechanism of fracture failure of the samples during deformation. With the increase of the area reduction rate, the average depth and size of the dimples decreased gradually owing to the microstructure refinement and work hardening [23], leading to a decreasing elongation rate.
4. Discussion
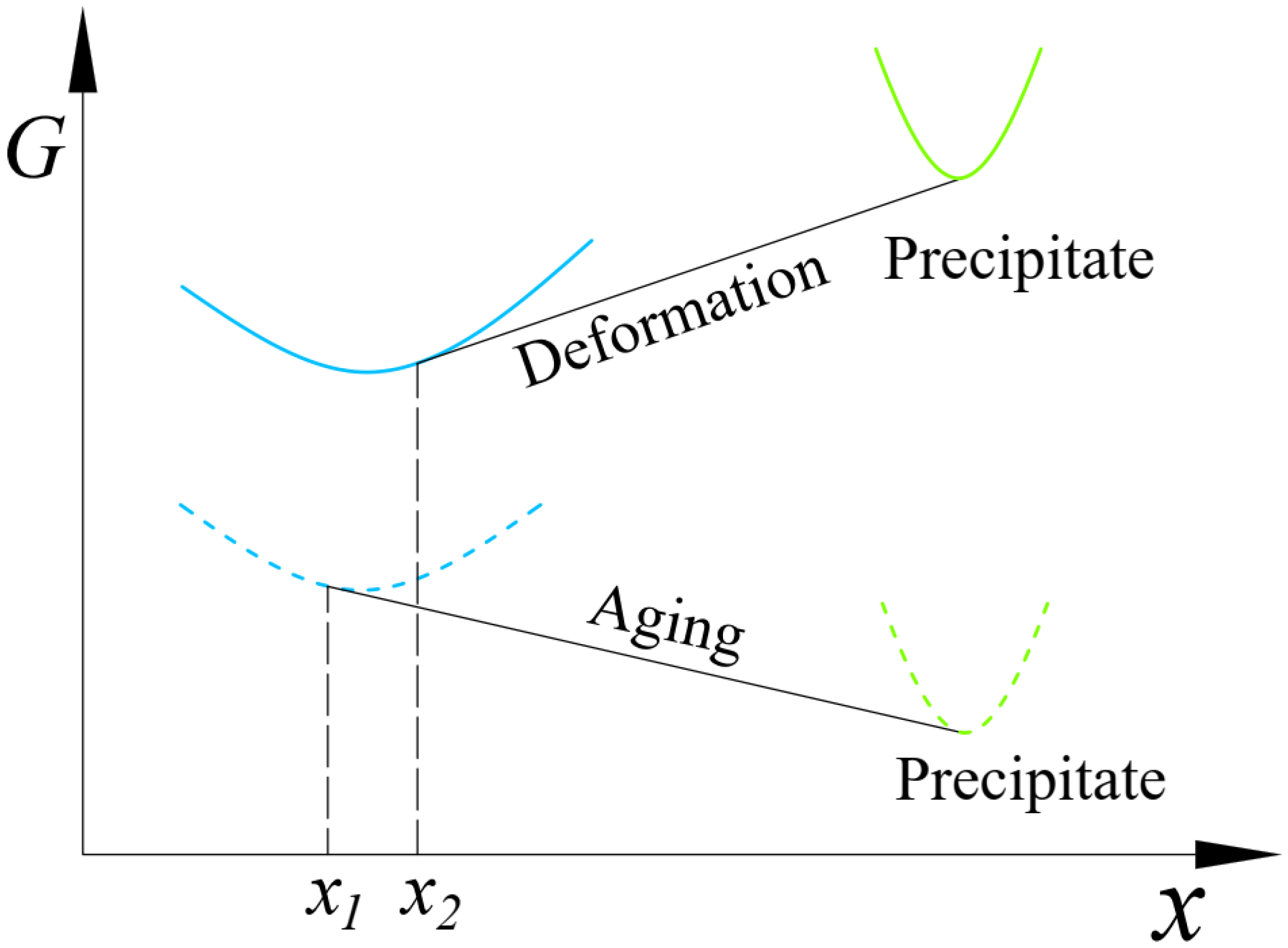
Free energy of precipitates is the decisive factor of their transition behavior, and further determines the mechanical and conductive behavior of the alloy [24]. The free energy comparison of the peak-aged alloy and the peak-aged plus cold swaged alloy is schematically illustrated in Figure 7. According to the solid-state phase transformation theory of aluminum alloy, the Gibbs free energy of precipitates is lower than that of the aluminum matrix during aging treatment, so the intermetallic compounds precipitate from the aluminum matrix [25]. During the subsequent swaging process, the free energy of the aluminum matrix and the metastable precipitates increased due to the presence of crystal defects represented by dislocations [26,27]. However, the shear modulus of the precipitates (μβ″ = 34.2 GPa [28], μQ = 46.61 GPa [29]) is higher than that of the aluminum matrix (μα-Al = 26.9 GPa [30]), leading to the higher increasing distortion energy [26]. Furthermore, as an obstacle to dislocation slip, higher density dislocations will accumulate on the surface of nano-sized precipitates in the alloy (Figure 3) [26]. Therefore, the growth of free energy of nano-size precipitates is significantly higher than that of the aluminum matrix, as shown in Figure 7. Consequently, the concentration of solute atoms in deformed alloy is higher than that of the peak-aged alloy (x2 > x1), which provides the driving force for the re-dissolution of solute atoms.
There are two primary precipitation strengthening mechanisms, namely dislocation shearing mechanism and Orowan dislocation bypassing mechanism [30,31]. For the peak-aged alloy in this present study, dislocation shearing is the main mechanism [32]. The dislocation shearing behavior has also been proved by our previous study, which resulted in the reverse transformation of precipitates into Guinier–Preston zones (GPs) [13]. The increment of yield strength due to the precipitation strengthening caused by dislocation shearing can be calculated by the following equation [30,32]:
where M is the Taylor factor (3.06 for the fcc aluminum matrix [30]), αε is a constant (2.6 [30]), G is the shear modulus of the aluminum matrix (26.9 GPa [30]), ε is the lattice strain between precipitate and matrix, b is the Burger vector (0.286 nm for the aluminum matrix [15]), r is average radius of the equivalent cross-section on the slip planes, fv is the volume fraction of precipitates.
σshppt = Mαε(Gε)3/2(2fvr/Gb)1/2
From the microstructural analysis of the alloy (Figure 3), we can calculate that r = 1.52 nm, fv = 0.88% and ε = 0.021. Therefore, the increment of yield strength of the peak-aged alloy due to precipitation strengthening is 199.19 MPa.
In the following cold swaging process, the average grain size decreased with the increase of deformation amount (Figure 2). When the area reduction rate reached 91%, the grain size decreased from 184.47 μm to 8.8 μm. The increment of yield strength caused by grain refinement is 17.92 MPa, which can be determined as follows [33]:
where k is a constant (0.068 MPa m1/2 for the aluminum alloy [33]), d is the average grain size. The dislocation density increased with the increase of deformation amount (Figure 3). When the area reduction rate reached 91%, the dislocation density was 4.4 × 1014 m−2. The increment of yield strength due to dislocation strengthening can be calculated by the following equation [33]:
where α is a constant (0.2 for the fcc aluminum matrix [33]), ρ is the dislocation density.
σgb = kd−1/2
σdis = MαGbρ1/2
The contribution of dislocation strengthening is ca. 98.76 MPa, and the total increment of yield strength for the alloy after deformation (area reduction rate of 91%) is 121.11 MPa. Therefore, it is estimated that the increment of yield strength caused by solid-solution strengthening from re-dissolution of solute atoms is ca. 4.43 MPa. Hence, the dominant strengthening mechanisms of the thermomechanically treated alloy are precipitation strengthening and dislocation strengthening.
Similar to the alloy strengthening mechanism, the total electrical resistivity of the alloy is equal to the sum of electron scattering caused by different types of structure in the alloy, which can be expressed by Matthiessen’s rule [15,34]:
where ρpure is the electrical resistivity of pure aluminum (2.7 μΩ cm [15]), ρgb, ρss, ρppt and ρdis are the electrical resistivity induced by grain boundaries, solute atoms, precipitates and dislocations. Among these factors, solute atom resistivity and grain boundary resistivity play the leading roles [20,21,30]. The solid solution atom resistivity can be calculated by the following equation [15,34]:
where Ciss is the concentration of the i solute atom, Δρiss is a constant described by the electrical resistivity caused by the i solute atom per unit concentration.
ρtotal = ρpure + ρgb + ρss + ρppt + ρdis
ρss = ∑iCissΔρiss
During the subsequent swaging treatment of the peak-aged alloy, a part of the precipitates transformed into GPs under the shear action of dislocations, which could further release solute atoms (Figure 1 and Figure 3) [35]. With the increase of deformation amount, this process was accelerated and the concentration of solute atoms correspondingly increased. Therefore, with the increasing area reduction rate, the electrical resistivity of the alloy gradually increased while the electrical conductivity gradually decreased (Figure 5). When the area reduction rate reached 58%, the conductivity of the alloy reached the minimum value. Subsequently, with the further increasing deformation amount, the conductivity slightly increased as the result of the morphological change of grains [22]. The increment of electrical resistivity due to the grain boundaries can be calculated by the following equation [22]:
where Δρgb is a constant described by the electrical resistivity caused by the grain boundary per unit density, L is average grain length.
ρgb = Δρgb/L
It can be observed from Figure 2 that when the area reduction was higher than 58%, the grains were significantly elongated and presented a slender shape. Therefore, with the increase of the L value (average grain length), the electrical resistivity decreased and the electrical conductivity increased. It is worth noting that in this state the dominant factor inhibiting the electron moving is still the increment of solute atom density. Hence the electrical conductivity of the alloy after deformation is still lower than that before deformation (Figure 5). These results prove the effectiveness of peak aging plus rotary swaging on optimizing the mechanical and conductive performance of 6xxx alloys. Our future work will focus on precisely regulating the alloy’s mechanical and conductive properties by tailoring its nanometer scale microstructure via adjusting the thermomechanical treatment system.
5. Conclusions
We systematically studied the microstructural, mechanical properties and conductivity evolution of an aged typical 6xxx alloy during cold rotary swaging. The quantity density of SAGBs increased significantly with increasing deformation amount. Dislocations accumulated on the surface of the precipitates and kept cutting them until all the bigger precipitates were broken into smaller nano-sized particles. Attributed to the co-strengthening contribution of precipitation and dislocation, the yield strength of the thermomechanically treated alloy increased from 289.61 MPa to 410.72 MPa. Meanwhile, the electrical conductivity of the alloy first slightly degreased and then recovered to 52.78% IACS during the thermomechanical treatment. When the area reduction was higher than 58%, the grains were significantly elongated and therefore led to the recovery in the electrical conductivity. Our findings are crucial to precisely designing the thermomechanical treatment system for 6xxx alloy to meet those special performance requirements.
Author Contributions
H.J.: investigation, data curation and writing—original draft; R.G.: supervision and project administration; D.T.: conceptualization, formal analysis and reviewing and editing. All authors have read and agreed to the published version of the manuscript.
Funding
This work was financially supported by the National Key Research and Development Program (No. 2018YFB2001800), and the National Natural Science Foundation of China (Nos. 51974083, 52171235 and 51871184), and Dalian High-level Talents Innovation Support Program [No. 2021RD06].
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The raw data required to reproduce these findings cannot be shared at this time as the data also forms part of an ongoing study.
Acknowledgments
Authors would like to thank the National Key Research and Development Program (No. 2018YFB2001800), and the National Natural Science Foundation of China (Nos. 51974083, 52171235 and 51871184), and Dalian High-level Talents Innovation Support Program [No. 2021RD06].
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zhang, Q.; Zhu, Y.; Gao, X.; Wu, Y.; Hutchinson, C. Training high-strength aluminum alloys to withstand fatigue. Nat. Commun. 2020, 11, 5198. [Google Scholar] [CrossRef] [PubMed]
- Zha, M.; Zhang, H.; Jia, H.; Gao, Y.; Jin, S.; Sha, G.; Bjørge, R.; Mathiesen, R.H.; Roven, H.J.; Wang, H. Prominent role of multi-scale microstructural heterogeneities on superplastic deformation of a high solid solution Al–7Mg alloy. Int. J. Plast. 2021, 146, 103108. [Google Scholar] [CrossRef]
- Lai, Y.; Fan, W.; Yin, M.; Wu, C.; Chen, J. Structures and formation mechanisms of dislocation-induced precipitates in relation to the age-hardening responses of Al-Mg-Si alloys. J. Mater. Sci. Technol. 2020, 41, 127–138. [Google Scholar] [CrossRef]
- Khangholi, S.N.; Javidani, M.; Maltais, A.; Chen, X.G. Review on recent progress in Al–Mg–Si 6xxx conductor alloys. J. Mater. Res. 2022, 37, 670–691. [Google Scholar] [CrossRef]
- Zhang, J.; Ma, M.; Shen, F.; Yi, D.; Wang, B. Influence of deformation and annealing on electrical conductivity, mechanical properties and texture of Al-Mg-Si alloy cables. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2018, 710, 27–37. [Google Scholar] [CrossRef]
- Lentz, M.C.; Rengel, M.; Stray, K.; Engler, O. A modified processing route for high strength Al-Mg-Si aluminum conductors based on twin-roll cast strip. J. Mater. Process. Technol. 2020, 278, 116463. [Google Scholar] [CrossRef]
- Huang, A.; Wang, Y.; Wang, M.; Song, L.; Li, Y.; Gao, L.; Huang, C.; Zhu, Y. Optimizing the strength, ductility and electrical conductivity of a Cu-Cr-Zr alloy by rotary swaging and aging treatment. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2019, 746, 211–216. [Google Scholar] [CrossRef]
- Fan, C.-H.; Ling, O.; Hu, Z.-Y.; Yang, J.-J.; Chen, X.-H. Re-dissolution and re-precipitation behavior of nano-precipitated phase in Al−Cu−Mg alloy subjected to rapid cold stamping. Trans. Nonferrous Met. Soc. China 2019, 29, 2455–2462. [Google Scholar] [CrossRef]
- Huang, W.; Liu, Z.; Xia, L.; Xia, P.; Zeng, S. Severe plastic deformation-induced dissolution of θ” particles in Al–Cu binary alloy and subsequent nature aging behavior. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2012, 556, 801–806. [Google Scholar] [CrossRef]
- Sauvage, X.; Bobruk, E.; Murashkin, M.Y.; Nasedkina, Y.; Enikeev, N.; Valiev, R. Optimization of electrical conductivity and strength combination by structure design at the nanoscale in Al–Mg–Si alloys. Acta Mater. 2015, 98, 355–366. [Google Scholar] [CrossRef]
- Marioara, C.; Andersen, S.; Stene, T.; Hasting, H.; Walmsley, J.; Van Helvoort, A.; Holmestad, R. The effect of Cu on precipitation in Al–Mg–Si alloys. Philos. Mag. 2007, 87, 3385–3413. [Google Scholar] [CrossRef]
- Sunde, J.K.; Marioara, C.D.; Holmestad, R. The effect of low Cu additions on precipitate crystal structures in overaged Al-Mg-Si (-Cu) alloys. Mater. Charact. 2020, 160, 110087. [Google Scholar] [CrossRef]
- Jin, H.M.; Guan, R.G.; Huang, X.X.; Fu, Y.; Zhang, J.; Chen, X.L.; Wang, Y.; Gao, F. Understanding the precipitation mechanism of copper-bearing phases in Al-Mg-Si system during thermo-mechanical treatment. J. Mater. Sci. Technol. 2022, 96, 226–232. [Google Scholar] [CrossRef]
- Zhang, H.; Li, F.; Jia, Q. Preparation of titanium nitride ultrafine powders by sol–gel and microwave carbothermal reduction nitridation methods. Ceram. Int. 2009, 35, 1071–1075. [Google Scholar] [CrossRef]
- Mohammadi, A.; Enikeev, N.A.; Murashkin, M.Y.; Arita, M.; Edalati, K. Developing age-hardenable Al-Zr alloy by ultra-severe plastic deformation: Significance of supersaturation, segregation and precipitation on hardening and electrical conductivity. Acta Mater. 2021, 203, 116503. [Google Scholar] [CrossRef]
- Ortiz, A.; Shaw, L. X-ray diffraction analysis of a severely plastically deformed aluminum alloy. Acta Mater. 2004, 52, 2185–2197. [Google Scholar] [CrossRef]
- Zhang, Z.; Yu, J.; He, D. Effects of contact body temperature and holding time on the microstructure and mechanical properties of 7075 aluminum alloy in contact solid solution treatment. J. Alloys Compd. 2020, 823, 153919. [Google Scholar] [CrossRef]
- GBT23308; Aluminum-Magnesium-Silicon Alloy Wire for Overhead Line Conductors. Chinese Standard: Beijing, China, 2009.
- De SALVO, J.G.; Afonso, C.R. Fatigue strength and microstructure evaluation of Al 7050 alloy wires recycled by spray forming, extrusion and rotary swaging. Trans. Nonferrous Met. Soc. China 2020, 30, 3195–3209. [Google Scholar] [CrossRef]
- Han, Y.; Shao, D.; Chen, B.; Peng, Z.; Zhu, Z.; Zhang, Q.; Chen, X.; Liu, G.; Li, X. Effect of Mg/Si ratio on the microstructure and hardness–conductivity relationship of ultrafine-grained Al–Mg–Si alloys. J. Mater. Sci. 2017, 52, 4445–4459. [Google Scholar] [CrossRef]
- Guan, R.-G.; Jin, H.-M.; Jiang, W.; Xiang, W.; Wang, Y.-X.; Zheng, L.; Zhang, J.; Huinan, L. Quantitative contributions of solution atoms, precipitates and deformation to microstructures and properties of Al–Sc–Zr alloys. Trans. Nonferrous Met. Soc. China 2019, 29, 907–918. [Google Scholar] [CrossRef]
- Hou, J.; Li, R.; Wang, Q.; Yu, H.; Zhang, Z.; Chen, Q.; Ma, H.; Wu, X.; Li, X.; Zhang, Z. Three principles for preparing Al wire with high strength and high electrical conductivity. J. Mater. Sci. Technol. 2019, 35, 742–751. [Google Scholar] [CrossRef]
- Krishna, N.N.; Ashfaq, M.; Susila, P.; Sivaprasad, K.; Venkateswarlu, K. Mechanical anisotropy and microstructural changes during cryorolling of Al–Mg–Si alloy. Mater. Charact. 2015, 107, 302–308. [Google Scholar] [CrossRef]
- Zhao, Q.; Qian, Z.; Cui, X.; Wu, Y.; Liu, X. Influences of Fe, Si and homogenization on electrical conductivity and mechanical properties of dilute Al–Mg–Si alloy. J. Alloys Compd. 2016, 666, 50–57. [Google Scholar] [CrossRef]
- Porter, D.A.; Easterling, K.E. Phase Transformations in Metals and Alloys (Revised Reprint); CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Liu, Z.; Bai, S.; Zhou, X.; Gu, Y. On strain-induced dissolution of θ’ and θ particles in Al–Cu binary alloy during equal channel angular pressing. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2011, 528, 2217–2222. [Google Scholar] [CrossRef]
- Liu, Z.; Chen, X.; Han, X.; Gu, Y. The dissolution behavior of θ’ phase in Al–Cu binary alloy during equal channel angular pressing and multi-axial compression. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2010, 527, 4300–4305. [Google Scholar] [CrossRef]
- Zhang, B.; Wu, L.; Wan, B.; Zhang, J.; Li, Z.; Gou, H. Structural evolution, mechanical properties, and electronic structure of Al–Mg–Si compounds from first principles. J. Mater. Sci. 2015, 50, 6498–6509. [Google Scholar] [CrossRef]
- Pan, R.-K.; Ma, L.; Bian, N.; Wang, M.-H.; Li, P.-B.; Tang, B.-Y.; Peng, L.-M.; Ding, W.-J. First-principles study on the elastic properties of B’ and Q phase in Al–Mg–Si (–Cu) alloys. Phys. Scr. 2012, 87, 015601. [Google Scholar] [CrossRef]
- Hou, J.; Wang, Q.; Zhang, Z.; Tian, Y.; Wu, X.; Yang, H.; Li, X.; Zhang, Z. Nano-scale precipitates: The key to high strength and high conductivity in Al alloy wire. Mater. Des. 2017, 132, 148–157. [Google Scholar] [CrossRef]
- Lee, S.-H.; Jung, J.-G.; Baik, S.-I.; Seidman, D.N.; Kim, M.-S.; Lee, Y.-K.; Euh, K. Precipitation strengthening in naturally aged Al–Zn–Mg–Cu alloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2021, 803, 140719. [Google Scholar] [CrossRef]
- Yang, M.; Chen, H.; Orekhov, A.; Lu, Q.; Lan, X.; Li, K.; Zhang, S.; Song, M.; Kong, Y.; Schryvers, D. Quantified contribution of β″ and β′ precipitates to the strengthening of an aged Al–Mg–Si alloy. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2020, 774, 138776. [Google Scholar] [CrossRef]
- Liu, Z.-T.; Wang, B.-Y.; Wang, C.; Zha, M.; Liu, G.-J.; Yang, Z.-Z.; Wang, J.-G.; Li, J.-H.; Wang, H.-Y. Microstructure and mechanical properties of Al-Mg-Si alloy fabricated by a short process based on sub-rapid solidification. J. Mater. Sci. Technol. 2020, 41, 178–186. [Google Scholar] [CrossRef]
- Khangholi, S.N.; Javidani, M.; Maltais, A.; Chen, X.-G. Effects of natural aging and pre-aging on the strength and electrical conductivity in Al-Mg-Si AA6201 conductor alloys. Mater. Sci. Eng. A-Struct. Mater. Prop. Microstruct. Process. 2021, 820, 141538. [Google Scholar] [CrossRef]
- Feng, Z.; Luo, X.; Chen, Y.; Chen, N.; Wu, G. Surface severe plastic deformation induced solute and precipitate redistribution in an Al-Cu-Mg alloy. J. Alloys Compd. 2019, 773, 585–596. [Google Scholar] [CrossRef]
Figure 1.
XRD patterns of the Al-Mg-Si-Cu alloys with different deformation amount (a) and their corresponding local enlarged view (b); histogram of the lattice parameter with different area reduction ratio (c).
Figure 1.
XRD patterns of the Al-Mg-Si-Cu alloys with different deformation amount (a) and their corresponding local enlarged view (b); histogram of the lattice parameter with different area reduction ratio (c).

Figure 2.
EBSD images of the initial sample (a) and deformed samples at area reduction ratio of 19% (c), 58% (e) and 91% (g), and their corresponding grain size distribution (b,d,f,h); different colors represent different grain orientations; white lines represent SAGBs, while black lines represent large angle grain boundaries (LAGBs, boundary angle ≥ 15°).
Figure 2.
EBSD images of the initial sample (a) and deformed samples at area reduction ratio of 19% (c), 58% (e) and 91% (g), and their corresponding grain size distribution (b,d,f,h); different colors represent different grain orientations; white lines represent SAGBs, while black lines represent large angle grain boundaries (LAGBs, boundary angle ≥ 15°).

Figure 3.
Bright-field TEM images of the initial samples (a) and deformed sample at area reduction ratio of 19% (c), 58% (e) and 91% (g), and their corresponding enlarged drawings (b,d,f,h).
Figure 3.
Bright-field TEM images of the initial samples (a) and deformed sample at area reduction ratio of 19% (c), 58% (e) and 91% (g), and their corresponding enlarged drawings (b,d,f,h).

Figure 4.
Variations of yield strength and elongation with different area reduction ratio of the Al-Mg-Si-Cu alloys.
Figure 4.
Variations of yield strength and elongation with different area reduction ratio of the Al-Mg-Si-Cu alloys.

Figure 5.
Variations of electrical conductivity with different area reduction ratio of the Al-Mg-Si-Cu alloys. The corresponding TEM images and EBSD microstructure are depicted as an inset.
Figure 5.
Variations of electrical conductivity with different area reduction ratio of the Al-Mg-Si-Cu alloys. The corresponding TEM images and EBSD microstructure are depicted as an inset.

Figure 6.
Fractographic SEM images of the initial samples (a) and deformed sample at area reduction ratio of 19% (c), 58% (e) and 91% (g), and their corresponding enlarged drawings (b,d,f,h).
Figure 6.
Fractographic SEM images of the initial samples (a) and deformed sample at area reduction ratio of 19% (c), 58% (e) and 91% (g), and their corresponding enlarged drawings (b,d,f,h).

Figure 7.
Schematic illustration of Gibbs free energy changes for the α-Al matrix and precipitate under different conditions. Blue lines represent α-Al matrix and green lines represent precipitate; G represents Gibbs free energy and x represent the concentration of solute atoms.
Figure 7.
Schematic illustration of Gibbs free energy changes for the α-Al matrix and precipitate under different conditions. Blue lines represent α-Al matrix and green lines represent precipitate; G represents Gibbs free energy and x represent the concentration of solute atoms.

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Jin, H.; Guan, R.; Tie, D. Mechanical and Conductive Performance of Aged 6xxx Aluminum Alloy during Rotary Swaging. Crystals 2022, 12, 530. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12040530
AMA Style
Jin H, Guan R, Tie D. Mechanical and Conductive Performance of Aged 6xxx Aluminum Alloy during Rotary Swaging. Crystals. 2022; 12(4):530. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12040530
Chicago/Turabian StyleJin, Hongmei, Renguo Guan, and Di Tie. 2022. "Mechanical and Conductive Performance of Aged 6xxx Aluminum Alloy during Rotary Swaging" Crystals 12, no. 4: 530. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12040530
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.