
Effect of Austempering on Mechanical Properties of Nb/V Microalloyed Bainitic Bearing Steel

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
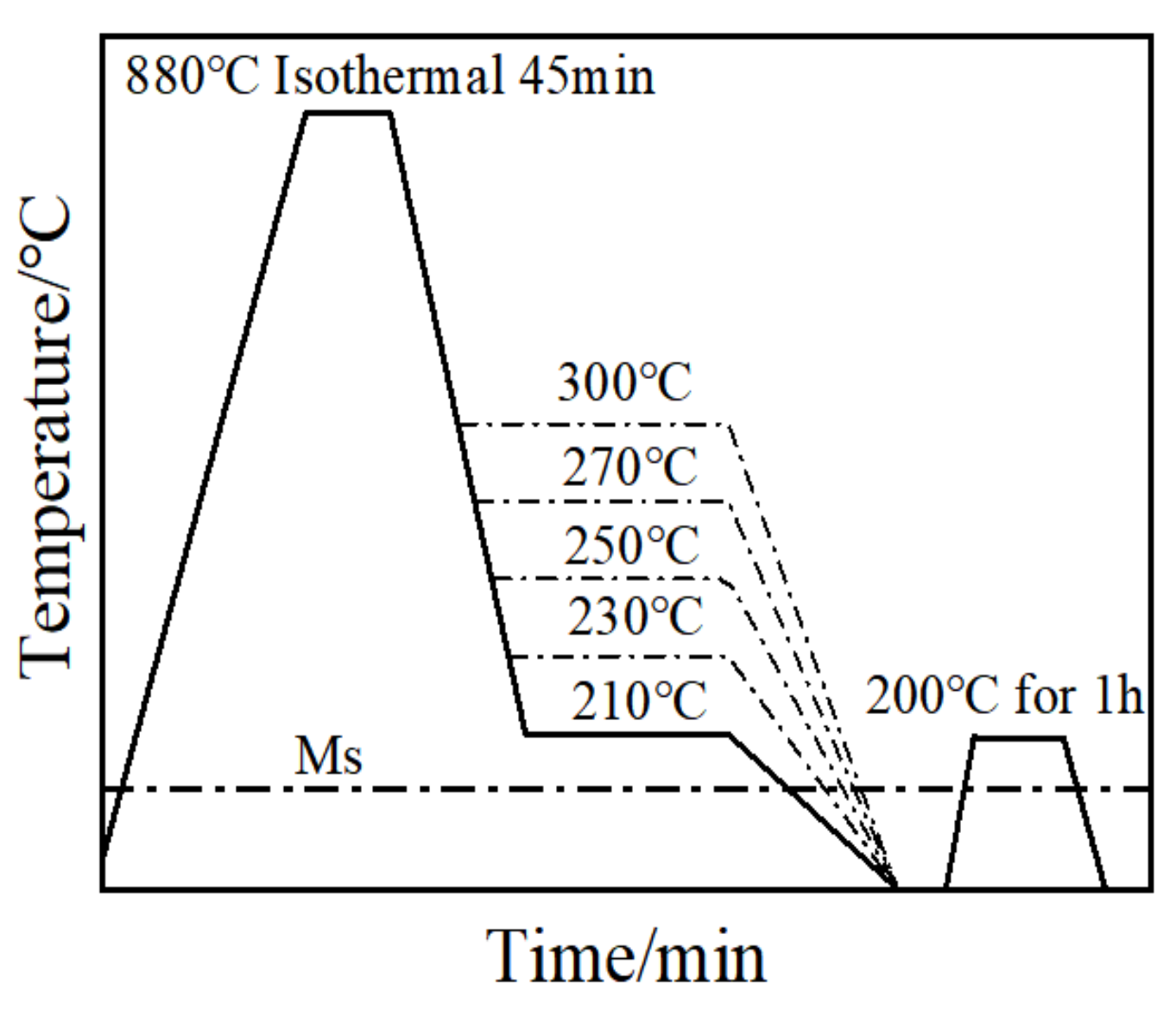
2.1. Material and Heat Treatment Process
2.2. Mechanical Performance Experiment
2.3. Microstructure Experiment
3. Results and Analysis
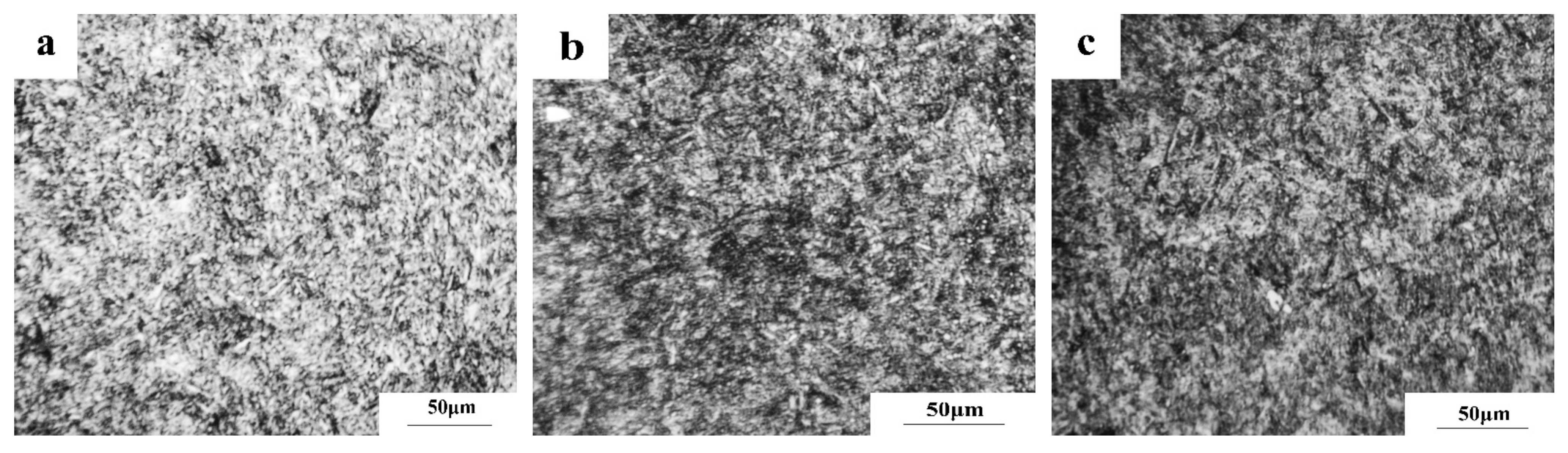
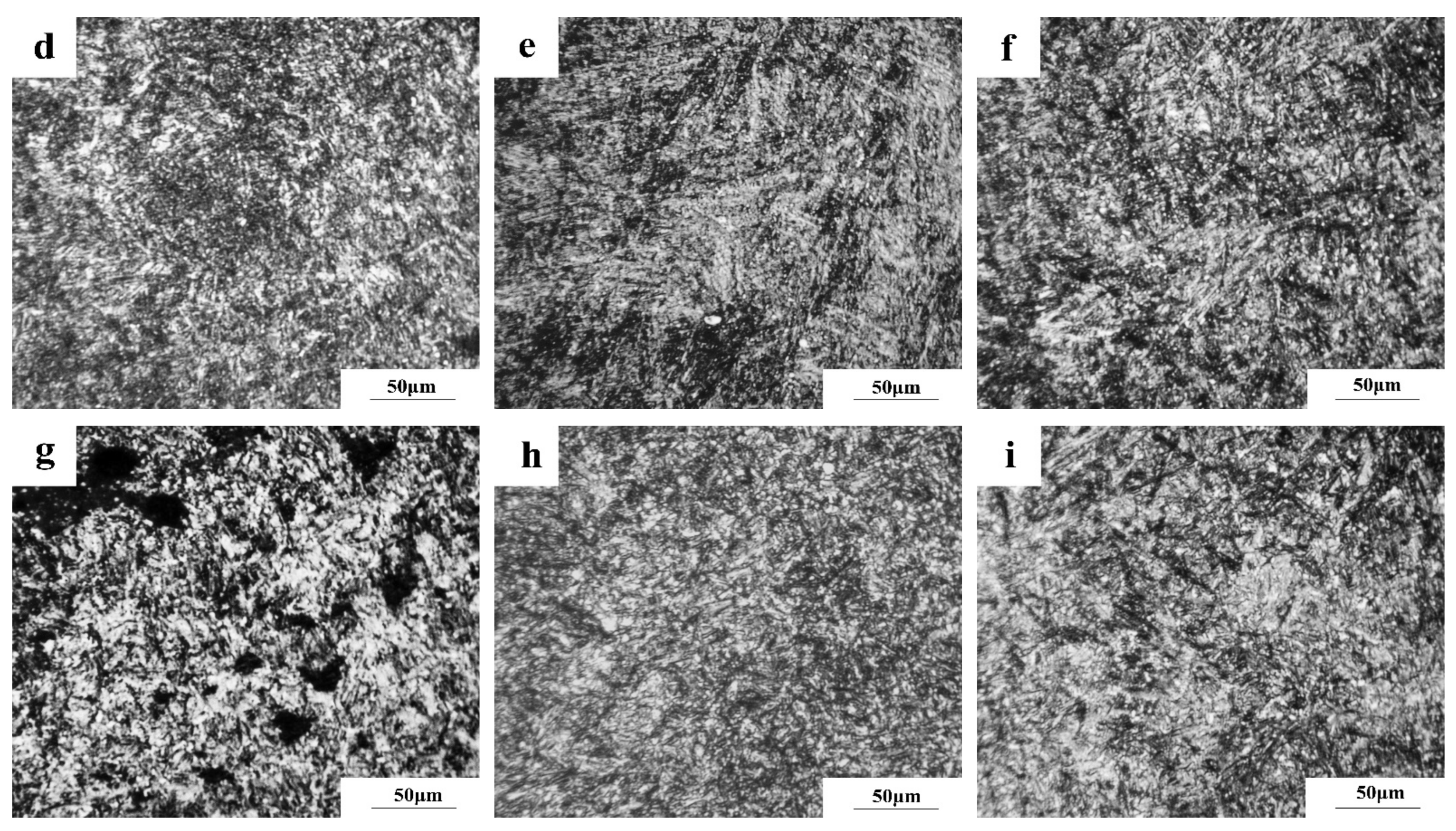
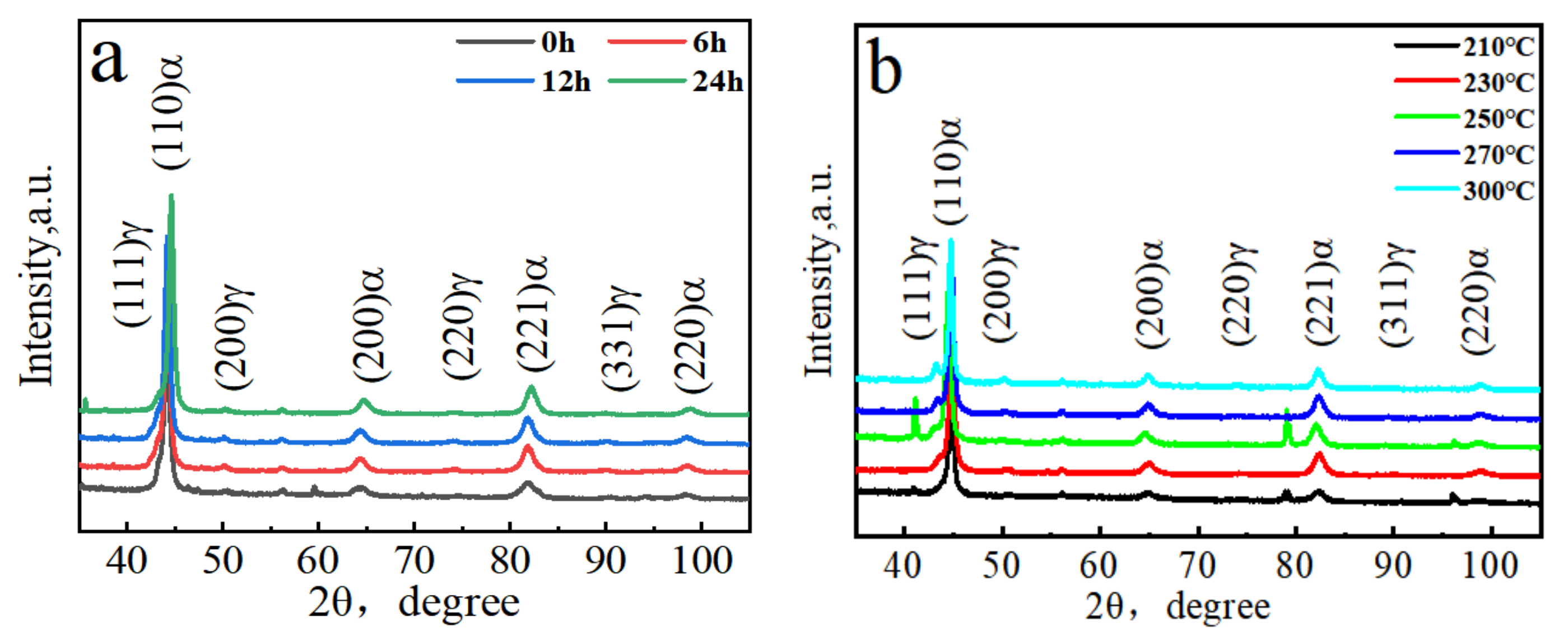
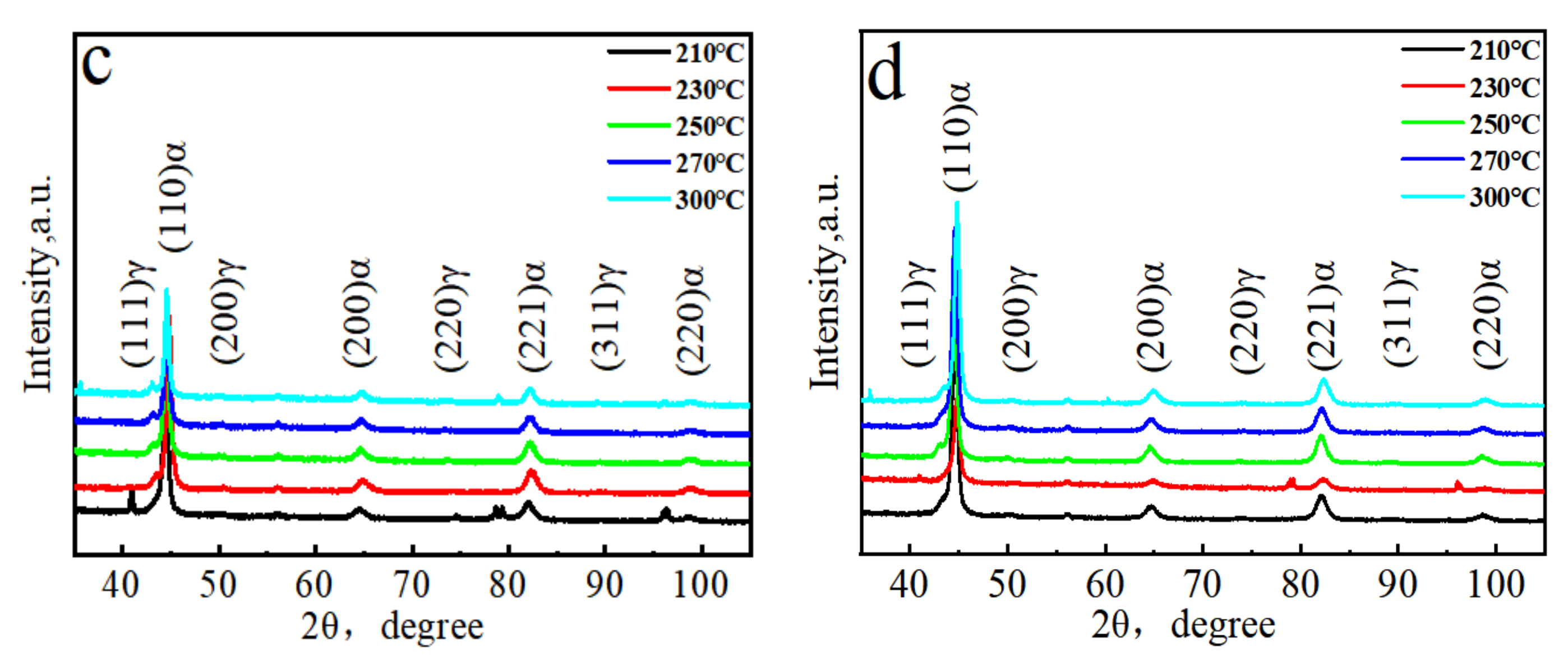
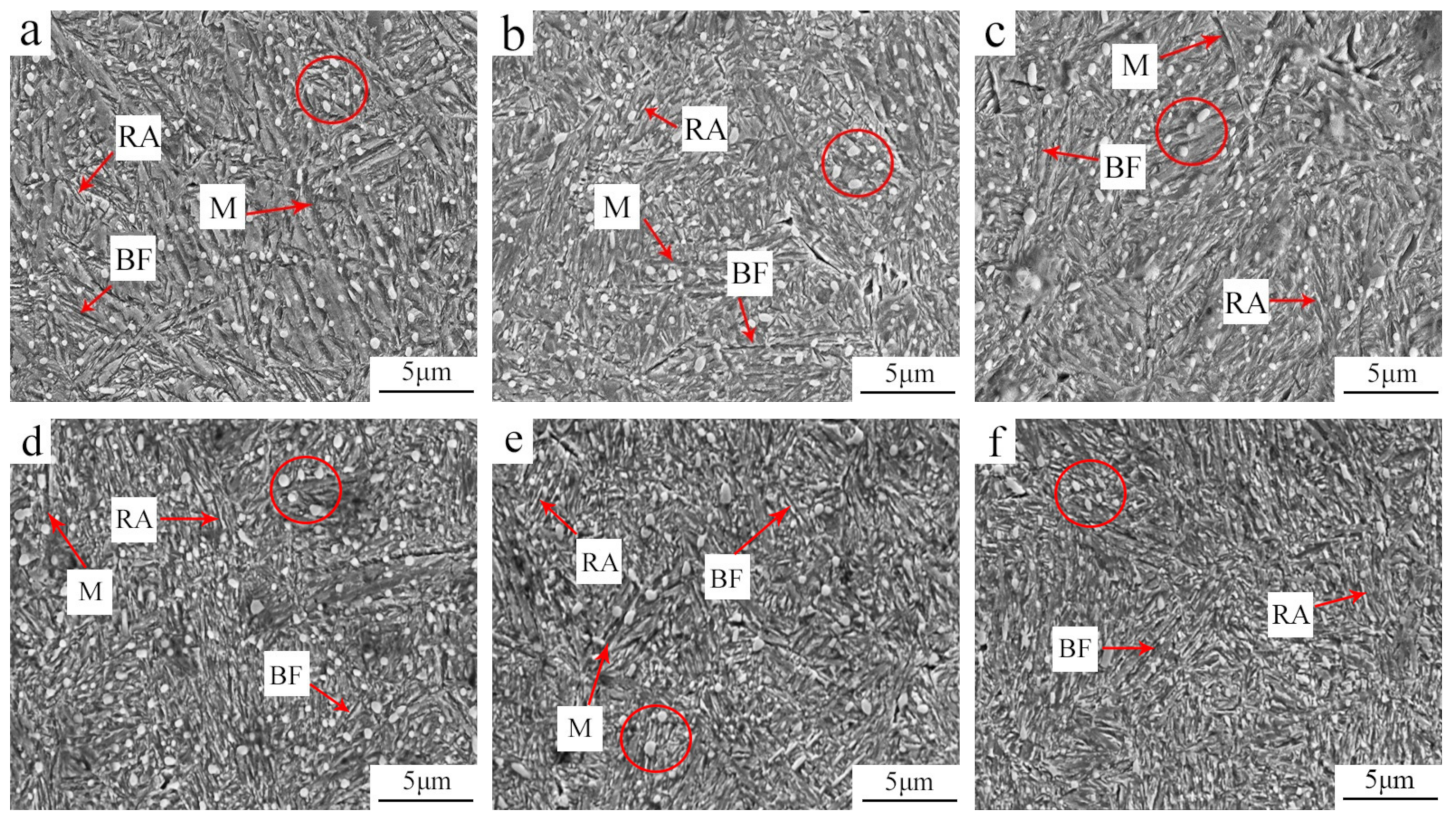
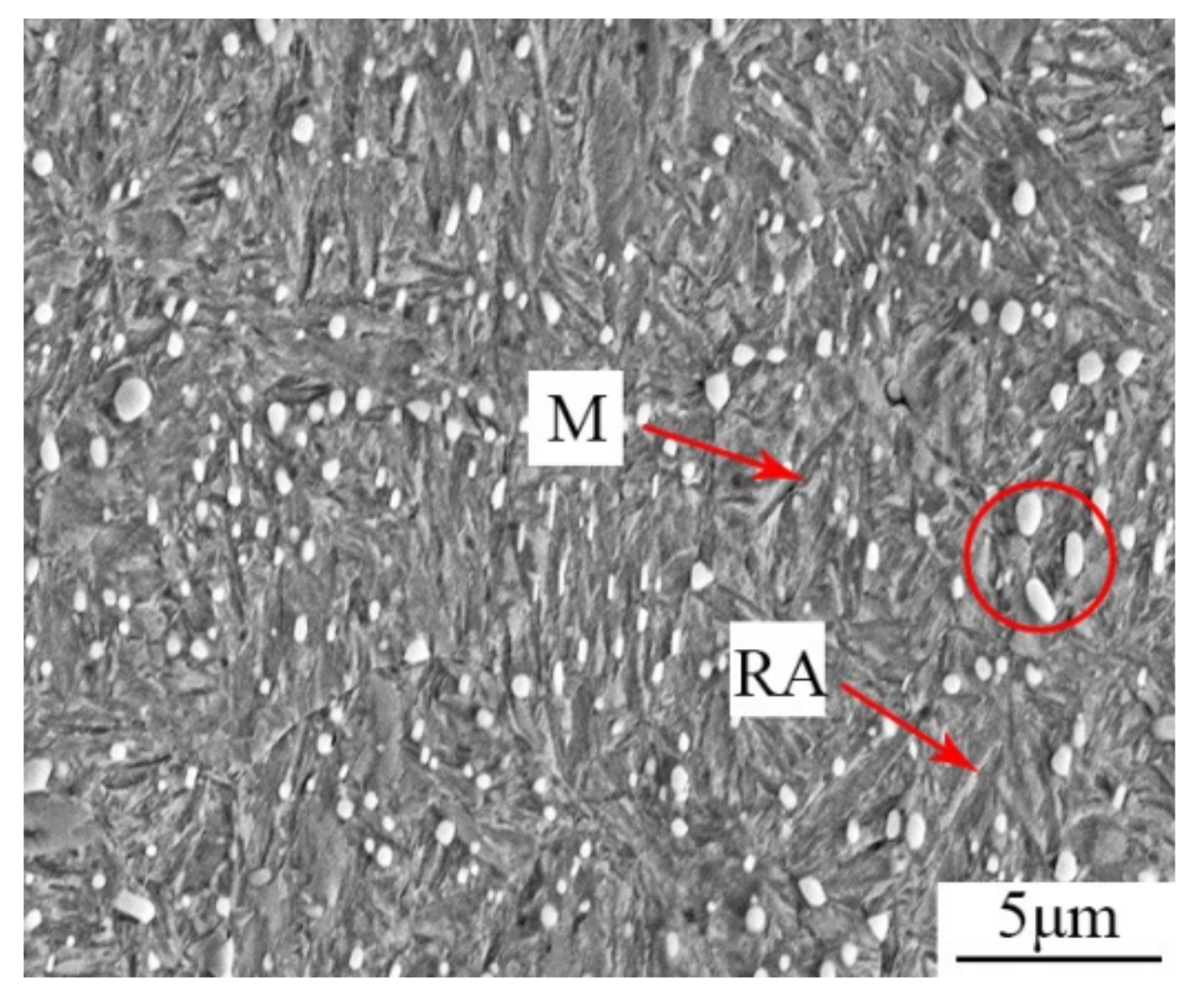
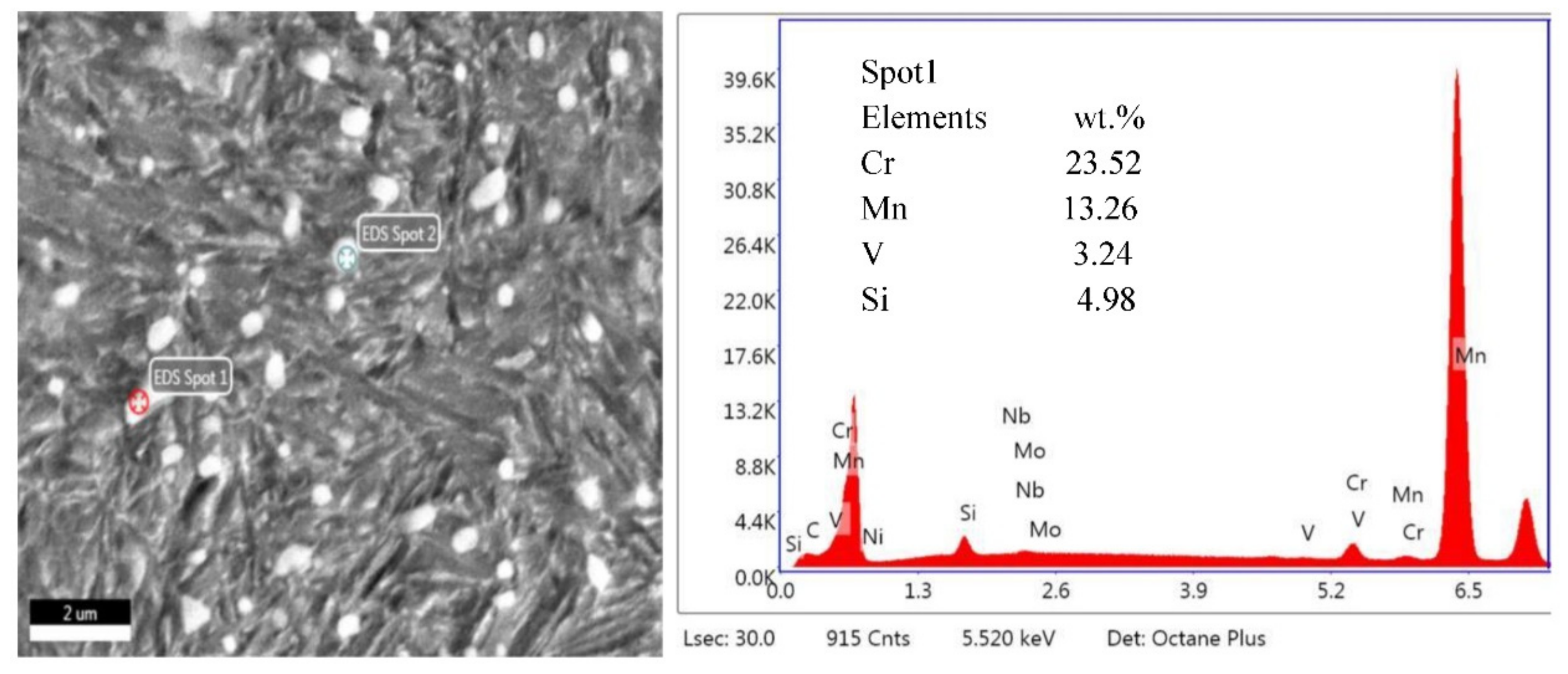
3.1. Microstructure Analysis
3.2. Mechanical Performance Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| bainitic ferrite | BF |
| Martensite | M |
| retained austenite | RA |
| martensitic phase transition point | Ms |
| X-ray diffraction | XRD |
| austenite phase | γ |
| ferrite phase | α |
| volume fraction of retained austenite | Vγ |
| scanning electron microscopy | SEM |
| Image-Pro Plus | IPP |
| Rockwell C hardness | HRC |
References
- Bhadeshia, H.K.D.H. Steels for bearings. Prog. Mater. Sci. 2012, 57, 268–435. [Google Scholar] [CrossRef]
- Lu, X.H.; Yang, Z.H.; Qian, D.S.; Lan, J. Effect of martensite pre-quenching on bainite transformation kinetics, martensite/bainite duplex microstructures, mechanical properties and retained austenite stability of GCr15 bearing steel. J. Mater. Res. 2021, 15, 2429–2438. [Google Scholar] [CrossRef]
- Zhou, M.X.; Xu, G.; Tian, J.Y.; Hu, H.J. Bainitic transformation and properties of low carbon carbide-free bainitic steels with Cr addition. Metals 2017, 7, 263. [Google Scholar] [CrossRef]
- Baker, T.N. Microalloyed steels. Ironmak. Steelmak. 2016, 43, 264–307. [Google Scholar] [CrossRef] [Green Version]
- Foder, J.; Burja, J.; Klančnik, G. Grain size evolution and mechanical properties of Nb, V–Nb, and Ti–Nb boron type S1100QL steels. Metals 2021, 11, 492. [Google Scholar] [CrossRef]
- Hang, C.; Zhang, C.L.; Jiang, L.; Yang, Y.; Liu, Y.Z. Isothermal heat treatment of a bearing steel for improved mechanical properties. J. Alloy. Compd. 2016, 660, 131–135. [Google Scholar] [CrossRef]
- Tang, S.; Lan, H.F.; Liu, Z.Y.; Wang, G.D. Enhancement of balance in strength, ductility, and stretch flangeability by two-step austempering in a 1000 MPa grade cold rolled bainitic steel. Metals 2021, 11, 96. [Google Scholar] [CrossRef]
- Dikić, S.; Glišić, D.; Fadel, A.; Jovanović, G. Structure and strength of isothermally heat-treated medium carbon Ti-V microalloyed steel. Metals 2021, 11, 1011. [Google Scholar] [CrossRef]
- Voothaluru, R.; Bedekar, V.; Yu, D.J.; Xie, Q.G.; An, K. Investigating the difference in mechanical stability of retained austenite in bainitic and martensitic high-carbon bearing steels using in situ neutron diffraction and crystal plasticity modeling. Metals 2019, 9, 482. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.H.; Yang, Z.N.; Zhang, F.C.; Qin, Y.M.; Wang, X.B.; Lv, B. Microstructures and properties of a novel carburizing nanobainitic bearing steel. Mater. Sci. Eng. A 2020, 777, 139086. [Google Scholar] [CrossRef]
- Pashangeh, S.; Somani, M.; Banadkouki, S.S.G. Microstructural evolution in a high-silicon medium carbon steel following quenching and isothermal holding above and below the Ms temperature. J. Mater. Res. 2020, 9, 3438–3446. [Google Scholar] [CrossRef]
- Guo, H.; Fan, Y.P.; Feng, X.Y.; Li, Q. Ultrafine bainitic steel produced through ausforming-quenching process. J. Mater. Res. Technol. 2020, 9, 3659–3663. [Google Scholar] [CrossRef]
- Kučerová, L. The effect of two-step heat treatment parameters on microstructure and mechanical properties of 42SiMn steel. Metals 2017, 7, 537. [Google Scholar] [CrossRef] [Green Version]
- Gu, X.L.; Xu, Y.B.; Peng, F.; Misra, R.D.K.; Wang, Y. Role of martensite/austenite constituents in novel ultra-high strength TRIP-assisted steels subjected to non-isothermal annealing. Mater. Sci. Eng. A 2019, 754, 318–329. [Google Scholar] [CrossRef]
- Talebi, S.; Ghasemi-nanesa, H.; Jahazi, M.; Melkonyan, H. In Situ study of phase transformations during non-isothermal tempering of bainitic and martensitic microstructures. Metals 2017, 7, 346. [Google Scholar] [CrossRef]
- Wang, Y.H.; Yang, Z.N.; Zhang, F.C.; Wu, D.D. Microstructures and mechanical properties of surface and center of carburizing 23Cr2Ni2Si1Mo steel subjected to low-temperature austempering. Mater. Sci. Eng. A 2016, 670, 166–177. [Google Scholar] [CrossRef]
- Zhang, F.C.; Yang, Z.N. Development of and perspective on high-performance nanostructured bainitic bearing steel. Engineering 2019, 5, 319–328. [Google Scholar] [CrossRef]
- Qin, Y.M.; Li, X.M.; Lv, B.; Long, X.Y.; Yang, Z.N.; Zhang, F.C. Effect of refined cementite on the microstructure and properties of nanostructured bainitic bearing steel. Mater. Sci. Eng. A 2020, 797, 140220. [Google Scholar] [CrossRef]
- Kostryzhev, A.; Singh, N.; Chen, L.; Killmore, C.; Pereloma, E. Comparative effect of Mo and Cr on microstructure and mechanical properties in NbV-microalloyed bainitic steels. Metals 2018, 8, 134. [Google Scholar] [CrossRef] [Green Version]
- Bansal, G.K.; Tripathy, S.; Chandan, A.K. Influence of quenching strategy on phase transformation and mechanical properties of low alloy steel. Mater. Sci. Eng. A 2021, 826, 141937. [Google Scholar] [CrossRef]
- Zhao, J.; Liu, D.Z.; Li, Y.; Yang, Y.S.; Wang, T.S.; Zhou, Q. Microstructure and mechanical properties of tempered ausrolled nanobainite steel. Crystals 2020, 10, 573. [Google Scholar] [CrossRef]
- Zhou, S.B.; Hu, F.; Zhou, W.; Cheng, L.; Hu, C.Y. Effect of retained austenite on impact toughness and fracture behavior of medium carbon submicron-structured bainitic steel. J. Mater. Res. Technol. 2021, 14, 1021–1034. [Google Scholar] [CrossRef]
- Wu, J.; Bao, L.; Gu, Y.; Liu, J. The strengthening and toughening mechanism of dual martensite in quenching-partitioning steels. Mater. Sci. Eng. A 2020, 772, 138765. [Google Scholar] [CrossRef]
- Yang, Z.N.; Zhang, F.C.; Ji, Y.L.; Wang, Y.H.; Lv, B.; Wang, M.L. Notably improved mechanical properties via introducing a short austempering treatment on low-carbon martensite steel. Mater. Sci. Eng. A 2016, 673, 524–529. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G.; Bhadeshia, H.K.D.H. Low temperature bainite. J. Phys. IV 2003, 112, 285–288. [Google Scholar] [CrossRef] [Green Version]
- Zhao, J.; Wang, T.S.; Lv, B.; Zhang, F.C. Microstructures and mechanical properties of a modified high-C–Cr bearing steel with nano-scaled bainite. Mater. Sci. Eng. A 2015, 628, 327–331. [Google Scholar] [CrossRef]
- Wang, Y.H.; Zhang, F.C.; Wang, T.S. A novel bainitic steel comparable to maraging steel in mechanical properties. Scr. Mater. 2013, 68, 763–766. [Google Scholar] [CrossRef]
- Shan, J. Study on Accelerating Spheroidization and Contact Fatigue Property of Bainite Bearing Steel Containing Aluminum; Yanshan University: Qinhuangdao, China, 2014. [Google Scholar]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Si | Mn | Cr | Mo | Nb | V | Fe |
|---|---|---|---|---|---|---|---|---|
| Content | 0.985 | 1.424 | 0.338 | 1.433 | 0.376 | 0.086 | 0.146 | balance |
| Temperature/°C | 6 h | 12 h | 24 h |
|---|---|---|---|
| 210 | 18.74 | 16.37 | 9.77 |
| 230 | 11.95 | 11.15 | 9.50 |
| 250 | 10.68 | 10.36 | 8.35 |
| 270 | 13.82 | 11.68 | 10.60 |
| 300 | 16.20 | 14.23 | 10.51 |
| Oil quenching | 14.70 | ||
| Temperature/°C | 6 h | 12 h | 24 h |
|---|---|---|---|
| 210 | 0.989 | 1.294 | 1.824 |
| 230 | 1.220 | 1.448 | 1.835 |
| 250 | 1.555 | 1.408 | 1.645 |
| 270 | 1.562 | 2.000 | 1.654 |
| 300 | 1.703 | 1.645 | 1.725 |
| Isothermal Temperature | 0 h | 6 h | 12 h | 24 h |
|---|---|---|---|---|
| 210 °C 230 °C | 5.72 5.72 | 5.61 5.66 | 5.87 5.76 | 5.85 5.79 |
| Temperature/°C | 6 h | 12 h | 24 h |
|---|---|---|---|
| 210 | 62.4 ± 0.3 | 61.3 ± 0.1 | 61.4 ± 0.3 |
| 230 | 60.4 ± 0.3 | 60.4 ± 0.2 | 60.5 ± 0.1 |
| 250 | 58.2 ± 0.2 | 59.6 ± 0.3 | 60.4 ± 0.2 |
| 270 | 57.2 ± 0.2 | 58.4 ± 0.2 | 59.1 ± 0.3 |
| 300 | 54.1 ± 0.1 | 52.9 ± 0.3 | 54.8 ± 0.2 |
| Oil quenching | 65.3 ± 0.4 |
| Isothermal Time | 6 h | 12 h | 24 h |
|---|---|---|---|
| 210 °C | 1960 ± 10 | 2150 ± 9 | 2301 ± 9 |
| 230 °C | 2126 ± 8 | 2283 ± 11 | 2320 ± 10 |
| 250 °C | 2100 ± 9 | 2133 ± 8 | 2204 ± 8 |
| 270 °C | 2072 ± 10 | 2107 ± 8 | 2122 ± 8 |
| 300 °C | 1995 ± 9 | 1807 ± 9 | 1799 ± 10 |
| Oil quenching | 1900 ± 11 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Liu, B.; Pan, Q.; Zhao, J.; Zhao, X.; Sun, H.; Xu, D.; Yang, Z. Effect of Austempering on Mechanical Properties of Nb/V Microalloyed Bainitic Bearing Steel. Crystals 2022, 12, 1001. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12071001
Wang Y, Liu B, Pan Q, Zhao J, Zhao X, Sun H, Xu D, Yang Z. Effect of Austempering on Mechanical Properties of Nb/V Microalloyed Bainitic Bearing Steel. Crystals. 2022; 12(7):1001. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12071001
Chicago/Turabian StyleWang, Yanhui, Baisong Liu, Qiang Pan, Jing Zhao, Xiaojia Zhao, Huaqiang Sun, Dong Xu, and Zhinan Yang. 2022. "Effect of Austempering on Mechanical Properties of Nb/V Microalloyed Bainitic Bearing Steel" Crystals 12, no. 7: 1001. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst12071001