
Effect of Processing Parameters on Wear Properties of Hybrid AA1050/Al2O3/TiO2 Composites
 , and
, and
Abstract
:1. Introduction
2. Experimental Procedure
3. Result and Discussions
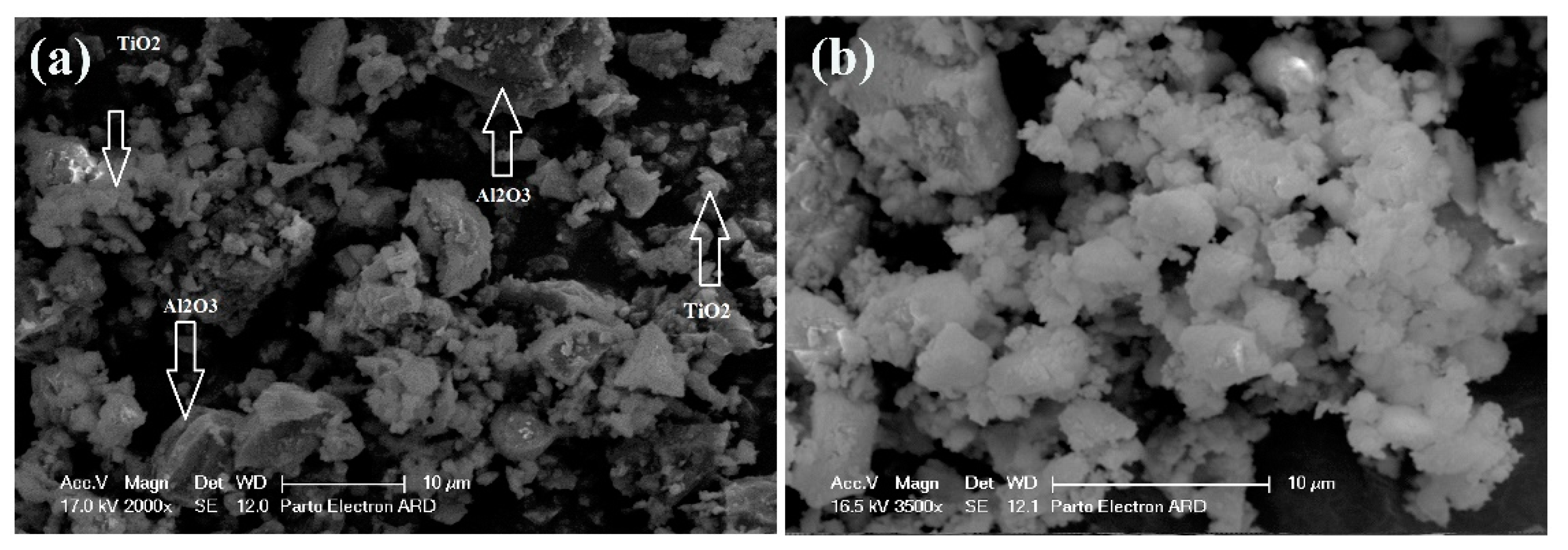
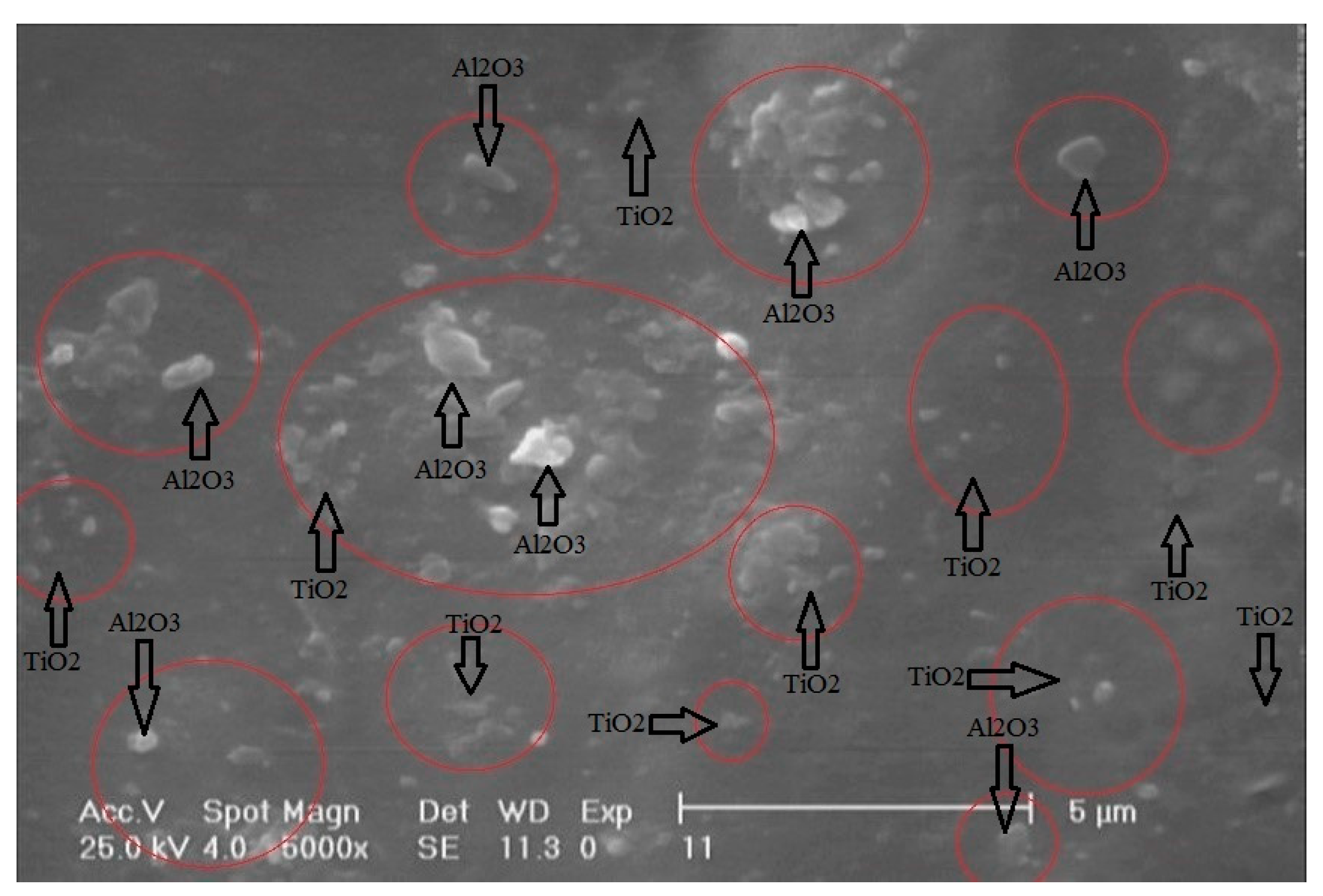
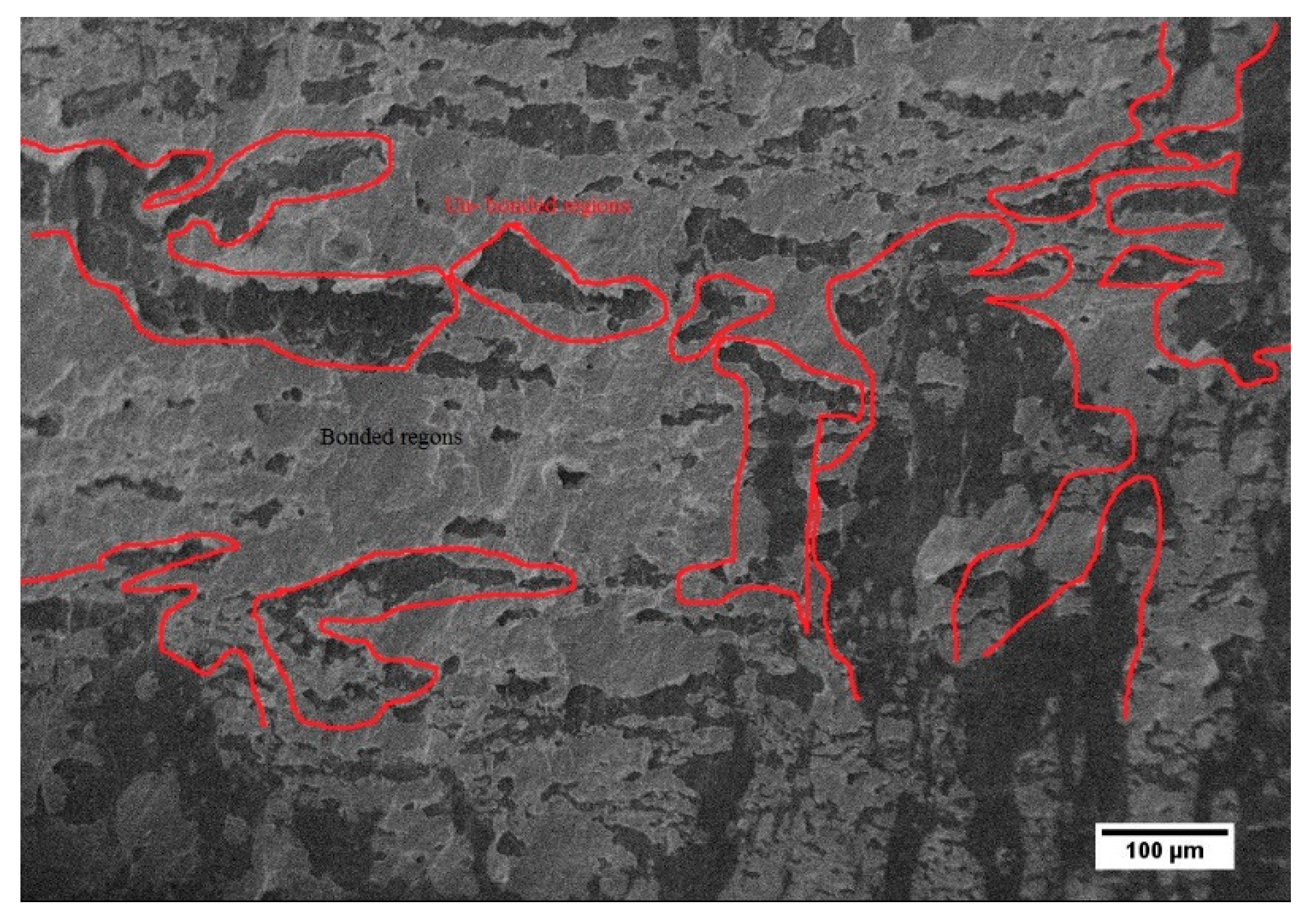
3.1. Microstructure Investigation
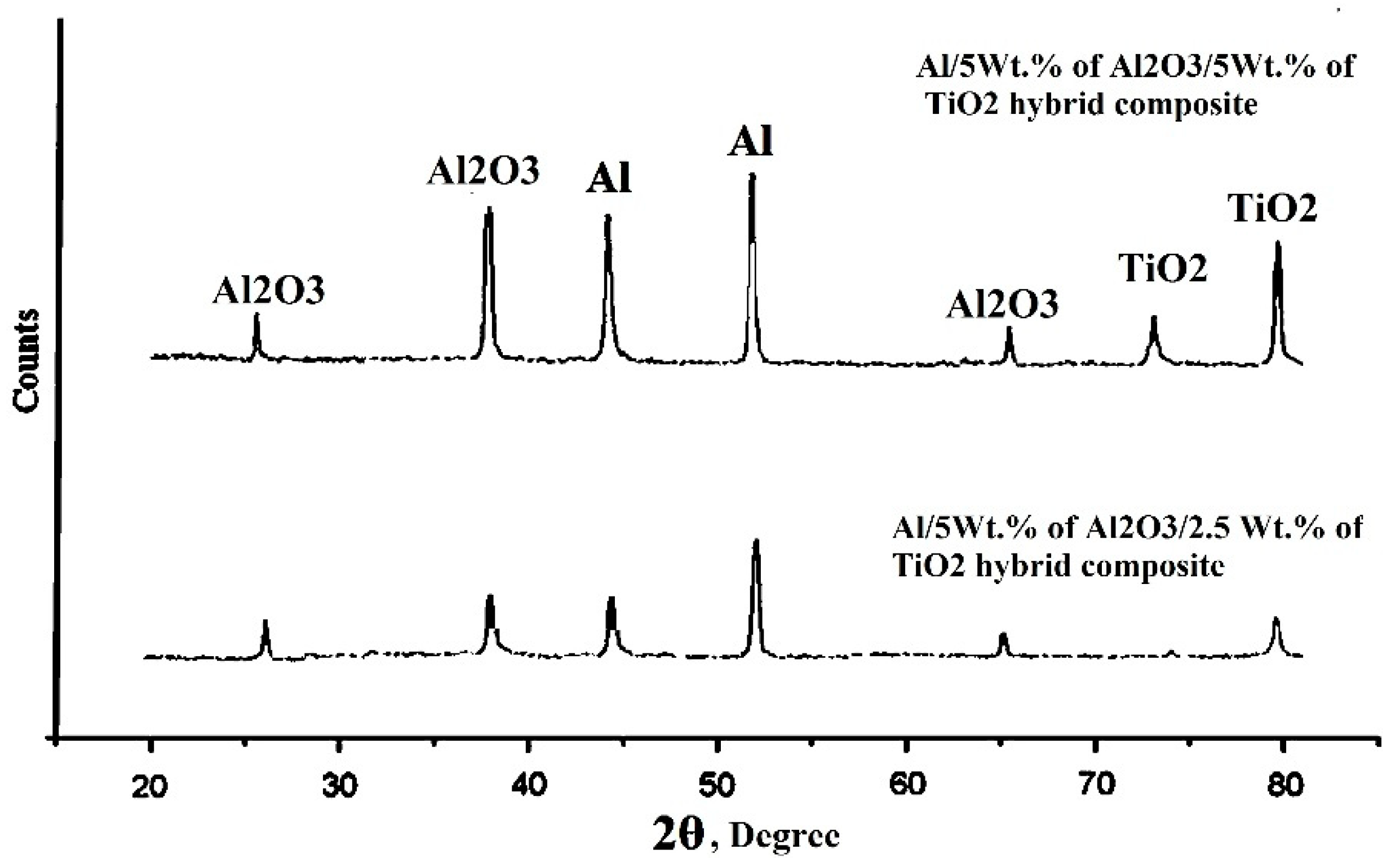
3.2. X-ray Diffraction Analysis
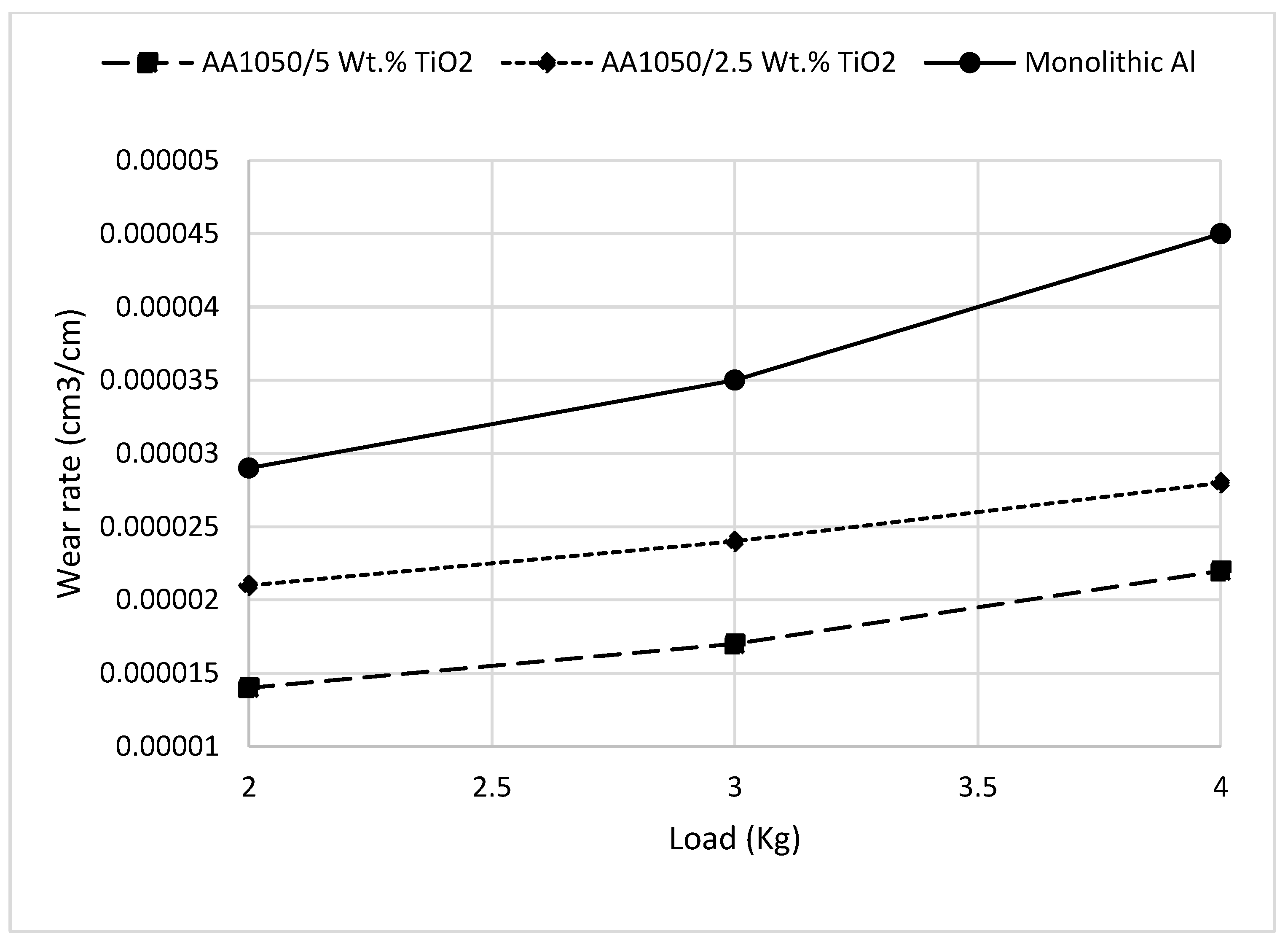
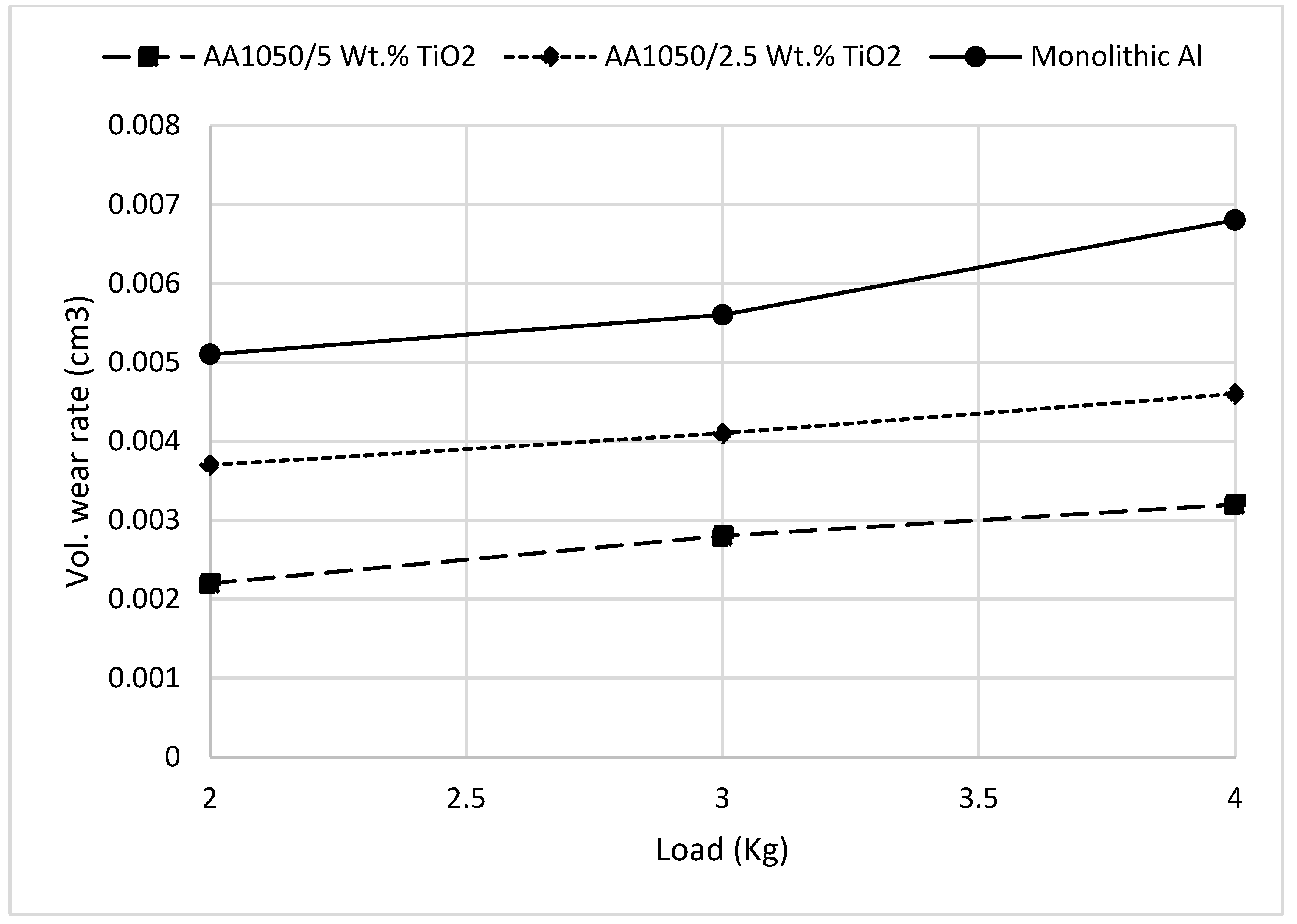
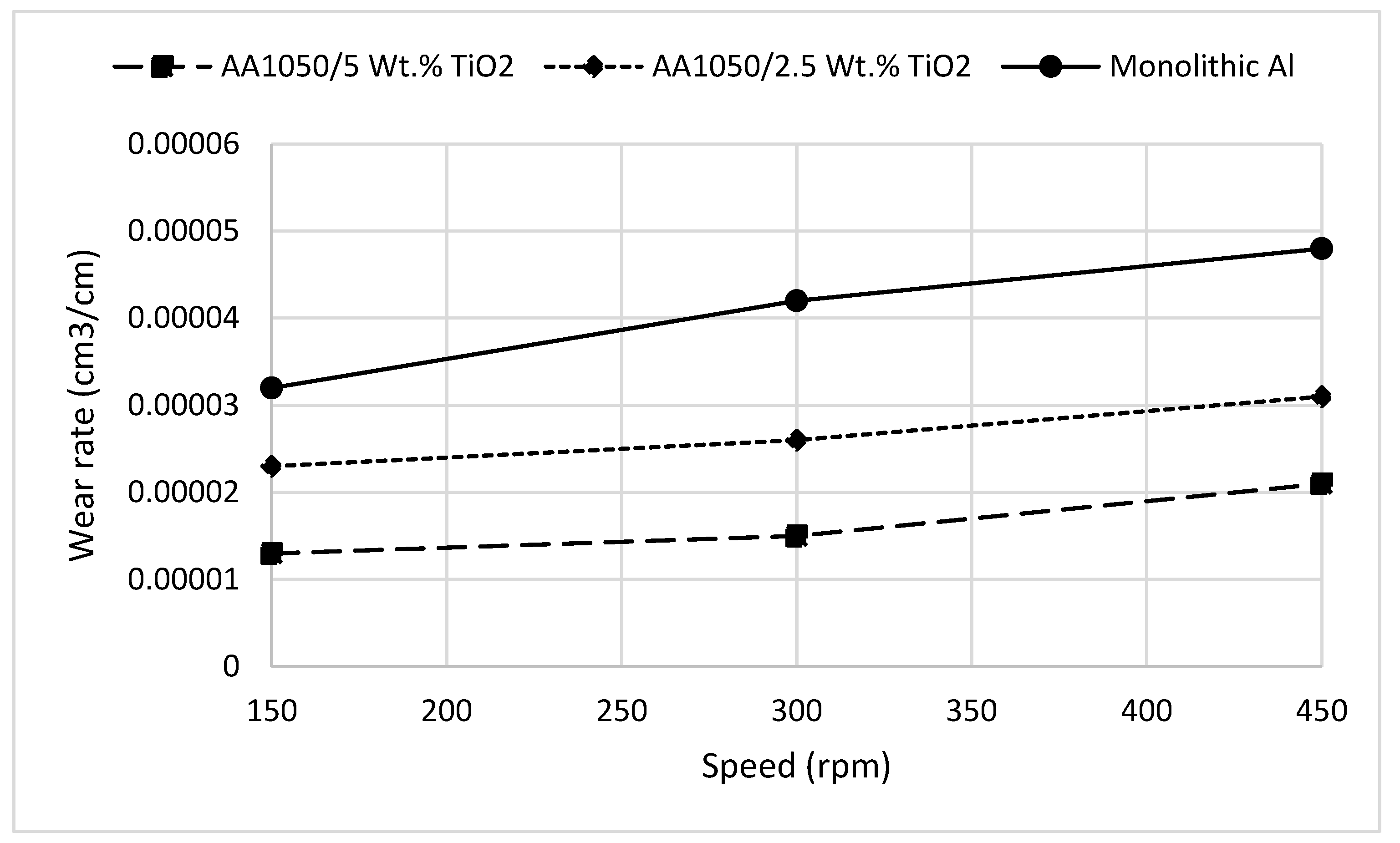
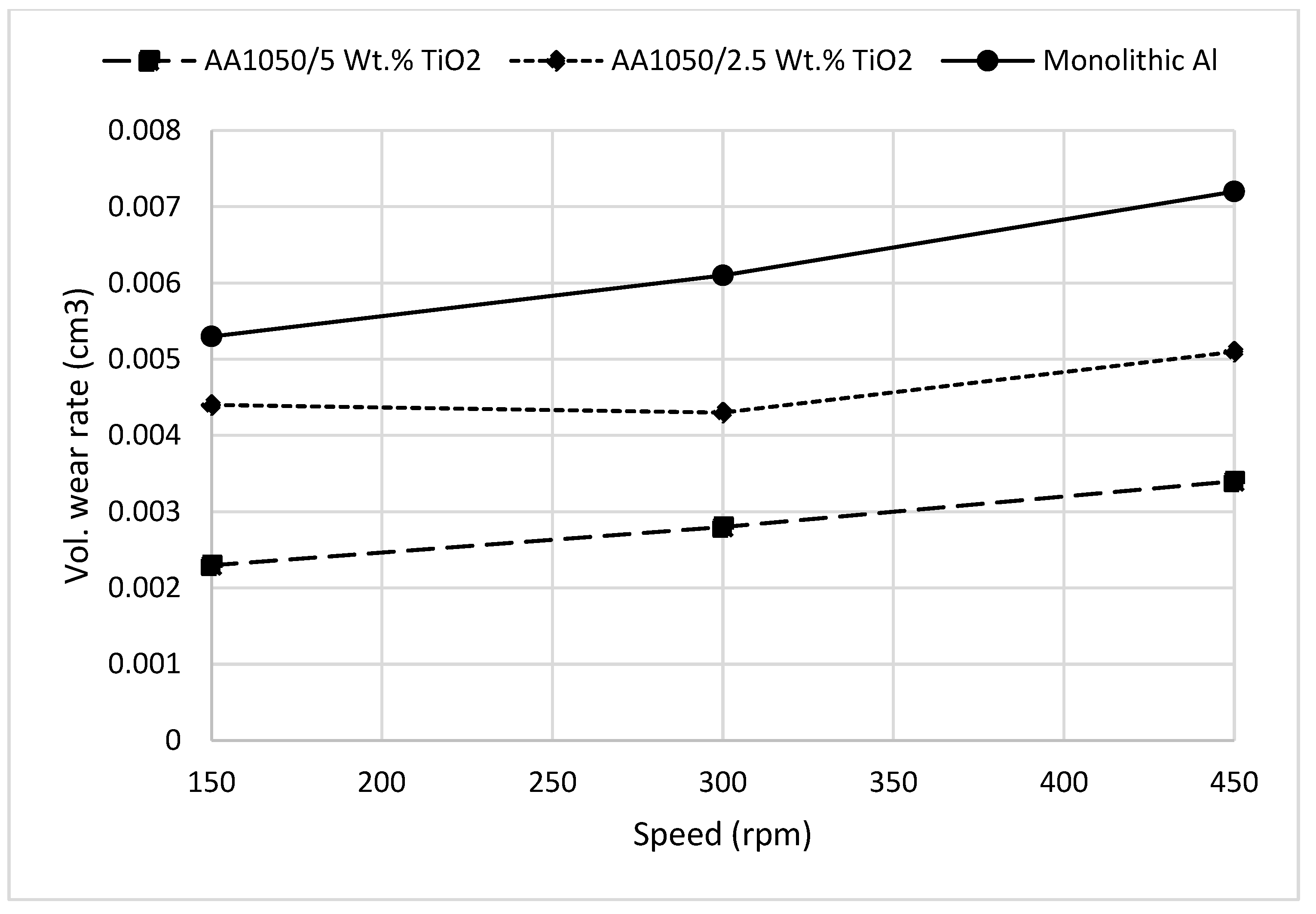
3.3. Wear Rate
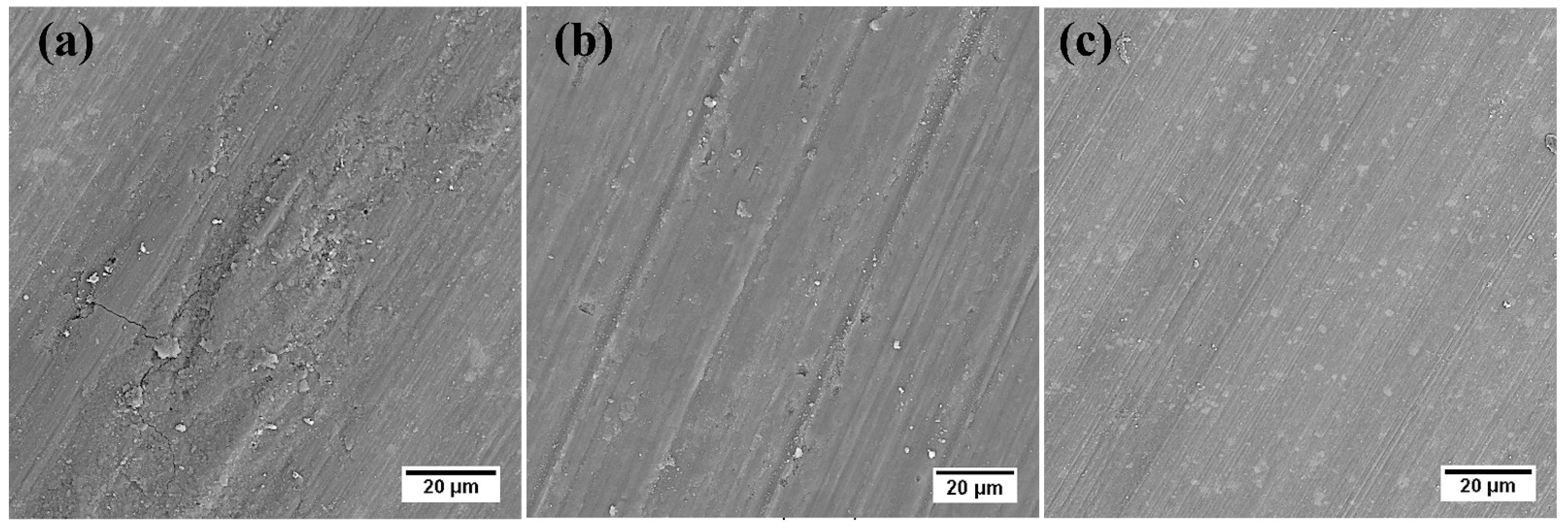
3.4. Worn Surface
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Baniya, H.B.; Guragain, R.P.; Subedi, D.P. Cold atmospheric pressure plasma technology for modifying polymers to enhance adhesion: A critical review. Rev. Adhes. Adhes. 2021, 9, 269–307. [Google Scholar] [CrossRef]
- Müssig, J.; Graupner, N. Test Methods for Fiber/Matrix Adhesion in Cellulose Fiber-Reinforced Thermoplastic Composite Materials: A Critical Review. Rev. Adhes. Adhes. 2021, 8, 68–129. [Google Scholar] [CrossRef]
- Mollayousefi, H.S.; Shojaei, A.F.; Mahmoodi, N.A. Preparation, Characterization, and Performance Study of PVDF Nanocomposite Contained Hybrid Nanostructure TiO2-POM Used as a Photocatalytic Membrane. Iran. J. Chem. Chem. Eng. (IJCCE) 2021, 40, 35–47. [Google Scholar] [CrossRef]
- Apalak, M.K.; Gul, K.; Arslan, Y.E. Buckling and Post-Buckling Behaviors of Adhesively Bonded Aluminium Beams: A Review. Rev. Adhes. Adhes. 2022, 10, 1–46. [Google Scholar]
- Ahmed Khan, I.; Hussain, H.; Yasin, T. Fabrication and characterization of amid oxime-grafted silica composite particles via emulsion graft polymerization. Iran. J. Chem. Chem. Eng. (IJCCE) 2020, 39, 111–120. [Google Scholar] [CrossRef]
- Li, Y.; Wang, H.; Niu, T.; Zhang, H.; Yuan, M. Study on SPF/DB Technology for Two-Sheet Hollow Structure of 1420 Al-Li Alloy. Metals 2022, 12, 389. [Google Scholar] [CrossRef]
- Wang, Y.; Xu, Y.; Zhang, P.; Yang, X.; Chen, Y. Evolution of Interface Microstructure and Tensile Properties of AgPd30/CuNi18Zn26 Bilayer Laminated Composite Manufactured by Rolling and Annealing. Metals 2022, 12, 367. [Google Scholar] [CrossRef]
- Spalek, N.; Brunow, J.; Braun, M.; Rutner, M. WAAM-Fabricated Laminated Metal Composites. Metals 2021, 11, 1948. [Google Scholar] [CrossRef]
- Taghizadeh Yusefabad, E.; Tavasoli, A.; Zamani, Y. Influence of the Borate on the Performance of ASA-Al2O3 supported Ni-Mo Hydrocracking Catalyst. Iran. J. Chem. Chem. Eng. (IJCCE) 2021, 40, 1247–1255. [Google Scholar] [CrossRef]
- Gairola, S.; Jayaganthan, R. XFEM Simulation of Tensile and Fracture Behavior of Ultrafine-Grained Al 6061 Alloy. Metals 2021, 11, 1761. [Google Scholar] [CrossRef]
- Zhao, G.; Zhang, R.; Li, J.; Liu, C.; Li, H.; Li, Y. Study on Microstructure and Properties of NM500/Q345 Clad Plates at Different Austenitization Temperatures. Crystals 2022, 12, 1395. [Google Scholar] [CrossRef]
- Saqib, N.; Adnan, R.; Shah, I. Impact of Silver Ions Doping and Calcination on the Physicochemical Characteristics of TiO2 Nanoparticles with Photocatalytic and Regeneration Potential. Iran. J. Chem. Chem. Eng. (IJCCE) 2021, 40, 1012–1022. [Google Scholar] [CrossRef]
- Azin, Z.; Pourghobadi, Z. Electrochemical Sensor Based on Nanocomposite of Multi-Walled Carbon Nano-Tubes (MWCNTs)/TiO2/Carbon Ionic Liquid Electrode Analysis of Acetaminophen in Pharmaceutical Formulations. Iran. J. Chem. Chem. Eng. (IJCCE) 2021, 40, 1030–1041. [Google Scholar] [CrossRef]
- Bakhshkandi, R.; Ghoranneviss, M. Investigating the synthesis and growth of titanium dioxide nanoparticles on a cobalt catalyst. J. Res. Sci. Eng. Technol. 2019, 7, 1–3. [Google Scholar] [CrossRef]
- Piramoon, S.; Aberoomand Azar, P.; Saber Tehrani, M.; Mohamadi Azar, S. Optimization of Solar-Photocatalytic Degradation of Polychlorinated Biphenyls Using Photocatalyst (Nd/Pd/TiO2) by Taguchi Technique and Detection by Solid Phase Nano Extraction. Iran. J. Chem. Chem. Eng. (IJCCE) 2021, 40, 1541–1553. [Google Scholar] [CrossRef]
- Roy, P.; Ghosh, A.; Barclay, F.; Khare, A.; Cuce, E. Perovskite Solar Cells: A Review of the Recent Advances. Coatings 2022, 12, 1089. [Google Scholar] [CrossRef]
- Sadeghi, B.; Shabani, A.; Heidarinejad, A.; Laska, A.; Szkodo, M.; Cavaliere, P. A Quantitative Investigation of Dislocation Density in an Al Matrix Composite Produced by a Combination of Micro-/Macro-Rolling. J. Compos. Sci. 2022, 6, 199. [Google Scholar] [CrossRef]
- Xing, T.; Liu, C.; Liu, J.; Gui, H.; Hu, X.; Chu, Z.; Tuo, L. Investigation on the Interface Morphology of Mg/Al Corrugated Composite Plate in the Straightening Process. Materials 2022, 15, 4383. [Google Scholar] [CrossRef]
- Desai, H.B.; Kumar, A.; Tanna, A.R. Structural and Magnetic Properties of MgFe2O4 Ferrite Nanoparticles Synthesis Through Auto Combustion Technique. Eur. Chem. Bull. 2021, 10, 186–190. [Google Scholar]
- STROIANOVSKYI Dmytro. The study of welding requirements during construction and installation of seismic-resistant steel structures. Journal of Research in Science. Eng. Technol. 2020, 8, 17–20. [Google Scholar]
- Dwijendra, N.K.A.; Patra, I.; Ahmed, Y.M.; Hasan, Y.M.; Najm, Z.M.; Al Mashhadani, Z.I.; Kumar, A. Carbonyl sulfide gas detection by pure, Zn- and Cd-decorated AlP Nano-sheet. Monatsh. Chem. 2022, 153, 873–880. [Google Scholar] [CrossRef]
- Wani, S.D.; Mundada, A. A Review: Emerging Trends in Bio nanocomposites. J. Pharm. Res. Technol. 2022, 11, 1–8. [Google Scholar] [CrossRef]
- Radhy, N.; Jasim, L. A novel economical friendly treatment approach: Composite hydrogels. Casp. J. Environ. Sci. 2021, 19, 841–852. [Google Scholar] [CrossRef]
- Suhad, H.; Neihaya, H.; Raghad, A. Evaluating the biological activities of biosynthesized ZnO nanoparticles using Escherichia coli. Casp. J. Environ. Sci. 2021, 19, 809–815. [Google Scholar] [CrossRef]
- Rahimnejad, S.; Bikhof Torbati, M. Synthesis of Hydroxyapatite/Ag/TiO2 Nanotubes and Evaluation of Their Anticancer Activity on Breast Cancer Cell Line MCF-7. J. Chem. Health Risks 2016, 6, 203–212. [Google Scholar] [CrossRef]
- Shokri, A.; Mahanpoor, K. Removal of Ortho-Toluidine from Industrial Wastewater by UV/TiO2 Process. J. Chem. Health Risks 2016, 6, 213–223. [Google Scholar] [CrossRef]
- Ashkezari, H.D.; Kalal, H.S.; Hoveidi, H.; Almasian, M.; Ashoor, M. Fabrication of UV/TiO2 nanotubes/Pd system by electrochemical anodization for furfural photocatalytic degradation. Casp. J. Environ. Sci. 2017, 15, 1–11. [Google Scholar]
- Mansouri, M.; Nademi, M.; Ebrahim Olya, M.; Lotfi, H. Study of Methyl tert-butyl Ether (MTBE) Photocatalytic Degradation with UV/TiO2-ZnO-CuO Nanoparticles. J. Chem. Health Risks 2017, 7, 19–32. [Google Scholar] [CrossRef]
- Prasad, S.V.; Asthana, R. Aluminum metal-matrix composites for automotive applications. Tribological considerations. Tribol. Lett. 2004, 17, 445–453. [Google Scholar] [CrossRef]
- Saito, Y.; Utsunomiya, H.; Tsuji, N.; Sakai, T. Novel ultra-high straining process for bulk materials—Development of the accumulative roll-bonding (ARB) process. Acta Mater. 1999, 47, 579–583. [Google Scholar] [CrossRef]
- Yin, J.; Lu, J.; Ma, H.; Zhang, P. Nanostructural formation of fine grained aluminum alloy by severe plastic deformation at cryogenic temperature. J Mater Sci. 2004, 39, 2851–2854. [Google Scholar] [CrossRef]
- Vini, M.H.; Daneshmand, S. Bonding evolution of bimetallic Al/Cu laminates fabricated by asymmetric roll bonding. Adv. Mater. Res. AMR 2019, 8, 1–10. [Google Scholar]
- Kok, M. Production and mechanical properties of Al2O3 particle-reinforced 2024 aluminium alloy composites. J. Mater. Process. Technol. 2004, 161, 381–387. [Google Scholar] [CrossRef]
- Vini, M.H.; Zadeh, O.H. Significant enhancement of bond strength in the roll bonding process using Pb particles. Int. J. Mater. Res. 2017, 109, 42–49. [Google Scholar] [CrossRef]
- Vini, M.H.; Daneshmand, S. Corrosion of Al/TiO2 composites fabricated by accumulative roll bonding. Mater Perform (NACE) 2022, 59, 28–31. [Google Scholar]
- Korbel, A.; Richert, M.; Richert, J. The Effects of Very High Cumulative Deformation on Structure and Mechanical Properties of Aluminium. Available online: https://xueshu.baidu.com/usercenter/paper/show?paperid=b19520579bf38154083fd6e87f0e4c78&site=xueshu_se (accessed on 9 January 2023).
- Amirkhanlou, S.; Ketabchi, M.; Parvin, N.; Khorsand, S.; Carreño, F. Manufacturing of nanostructured Al/WCp metal- matrix composites by accumulative press bonding. IOP Conf. Ser. Mater. Sci. Eng. 2014, 63, 1–5. [Google Scholar] [CrossRef]
- Vini, M.H.; Daneshmand, S. Investigation of bonding properties of Al/Cu bimetallic laminates fabricated by the asymmetric roll bonding techniques. Adv. Comput. Des. 2019, 4, 33–41. [Google Scholar]
- Vini, M.H.; Daneshmand, S. Fabrication of Bimetal Aluminum-5% Alumina-Bromine Composites by Warm Accumulative Roll Bonding. J. Test. Eval. 2020, 49, 2757–2766. [Google Scholar] [CrossRef]
- Mostafapor, A.; Mohammadinia, V. Mechanical properties and microstructure evolution of AA1100 aluminum sheet processed by accumulative press bonding process. Acta Metall. Sin. (Engl. Lett.) 2016, 29, 735–741. [Google Scholar] [CrossRef] [Green Version]
- Vini, M.H.; Daneshmand, S. Effect of Electrically Assisted Accumulative Roll Bonding (EARB) Process on the Mechanical Properties and Microstructure Evolution of AA5083/Al2O3 Composites. Mater. Perform. Charact. 2019, 8, 594–603. [Google Scholar] [CrossRef]
- Hashim, J.; Looney, L.; Hashmi, M.S.J. Metal Matrix Composites: Production by the Stir Casting Method. J. Mater. Process. Technol. 1999, 92, 1–7. [Google Scholar] [CrossRef]
- Güler, O.; Çelebi, M.; Dalmış, R.; Çanakçi, A.; Çuvalci, H. Novel ZA27/B4C/Graphite Hybrid Nanocomposite-Bearing Materials with Enhanced Wear and Corrosion Resistance. Metall. Mater. Trans. A 2020, 59, 4632–4646. [Google Scholar] [CrossRef]
- Çelebi, M.; Çanakçı, A.; Güler, O.; Özkaya, S.; Karabacak, A.H.; Arpacı, K.A. Investigation of Microstructure, Hardness and Wear Properties of Hybrid Nanocomposites with Al2024 Matrix and Low Contents of B4C and h-BN Nanoparticles Produced by Mechanical Milling Assisted Hot Pressing. JOM-J. Miner. Met. Mater. Soc. 2022, 74, 4449–4461. [Google Scholar] [CrossRef]
- Wang, W.; Vini, M.H.; Daneshmand, S. Mechanical and Wear Properties of Al/TiC Composites Fabricated via Combined Compo-Casting and APB Process. Crystals 2022, 12, 1440. [Google Scholar] [CrossRef]
- Vini, M.H.; Daneshmand, S. Fabrication of AA1060/Al2O3 Composites by Warm Accumulative Roll Bonding Process and Investigation of Its Mechanical Properties and Microstructural Evolution. Adv. Des. Manuf. Technol. 2017, 10, 91–98. [Google Scholar]
- Sivaraman, R.; Jalil, A.T.; Aravindhan, S.; Nan, Z.; Vini, M.H.; Daneshmand, S. Fabrication of a High Wear Resistance AA7075/AL2O3 Composites Via Liquid Metallurgy Process. Int. J. Appl. Mech. Eng. 2022, 27, 205–210. [Google Scholar] [CrossRef]
- Luo, W.; Feng, Y.; Xue, Z.; Kong, Q.; Han, X. Effect of Al Layer Thickness on the Bonding and Mechanical Behavior of a Mg-(Al-)Ti Laminated Sheet Prepared by Hot-Rolling after Differential Preheating Treatment. Materials 2022, 15, 2805. [Google Scholar] [CrossRef] [PubMed]
- Que, Z.; Fu, Y.; Shi, J.; Ai, X.; Xu, C. Pyrolysis and Volatile Evolution Behaviors of Cold-Rolling Oily Sludge. Processes 2022, 10, 543. [Google Scholar] [CrossRef]
- Bahar, M.; Brysch, M.; Sinapius, M. In Situ Consolidation of Thermoplastic Prepreg by Generating Harmonic Oscillations on the Consolidation Roller. J. Compos. Sci. 2022, 6, 1. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Al | Ni | Cu | Ti | Zn | Mn | Fe | Si | Cr |
|---|---|---|---|---|---|---|---|---|---|
| Wt. % | balance | 0.0016 | 0.125 | 0.004 | 0.013 | 0.035 | 0.225 | 0.11 | 0.0015 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, Y.; Vini, M.H.; Daneshmand, S.; Alameri, A.A.; Benjeddou, O.; Alfilh, R.H.C. Effect of Processing Parameters on Wear Properties of Hybrid AA1050/Al2O3/TiO2 Composites. Crystals 2023, 13, 335. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst13020335
Gao Y, Vini MH, Daneshmand S, Alameri AA, Benjeddou O, Alfilh RHC. Effect of Processing Parameters on Wear Properties of Hybrid AA1050/Al2O3/TiO2 Composites. Crystals. 2023; 13(2):335. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst13020335
Chicago/Turabian StyleGao, Yuanfei, Mohammad Heydari Vini, Saeed Daneshmand, Ameer A. Alameri, Omrane Benjeddou, and Raed H. C. Alfilh. 2023. "Effect of Processing Parameters on Wear Properties of Hybrid AA1050/Al2O3/TiO2 Composites" Crystals 13, no. 2: 335. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst13020335