
Investigation on Friction Stir Welding Parameters: Mechanical Properties, Correlations and Corrosion Behaviors of Aluminum/Titanium Dissimilar Welds
 , ,
, ,
Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
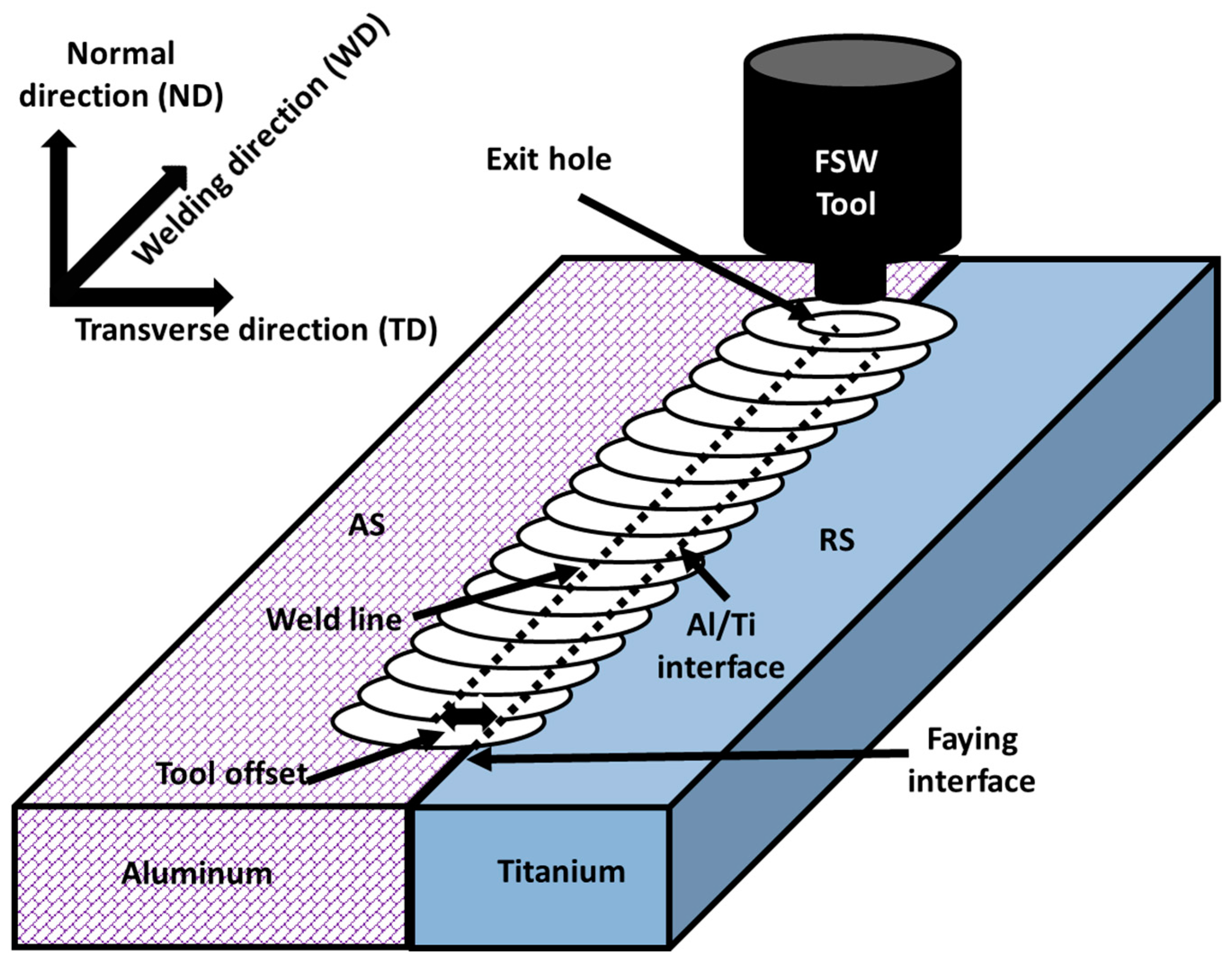
2.2. FSW and Optimization of Parameters
2.3. Microstructural and Phase Analyses
2.4. Mechanical Properties
2.5. Corrosion Studies
3. Results
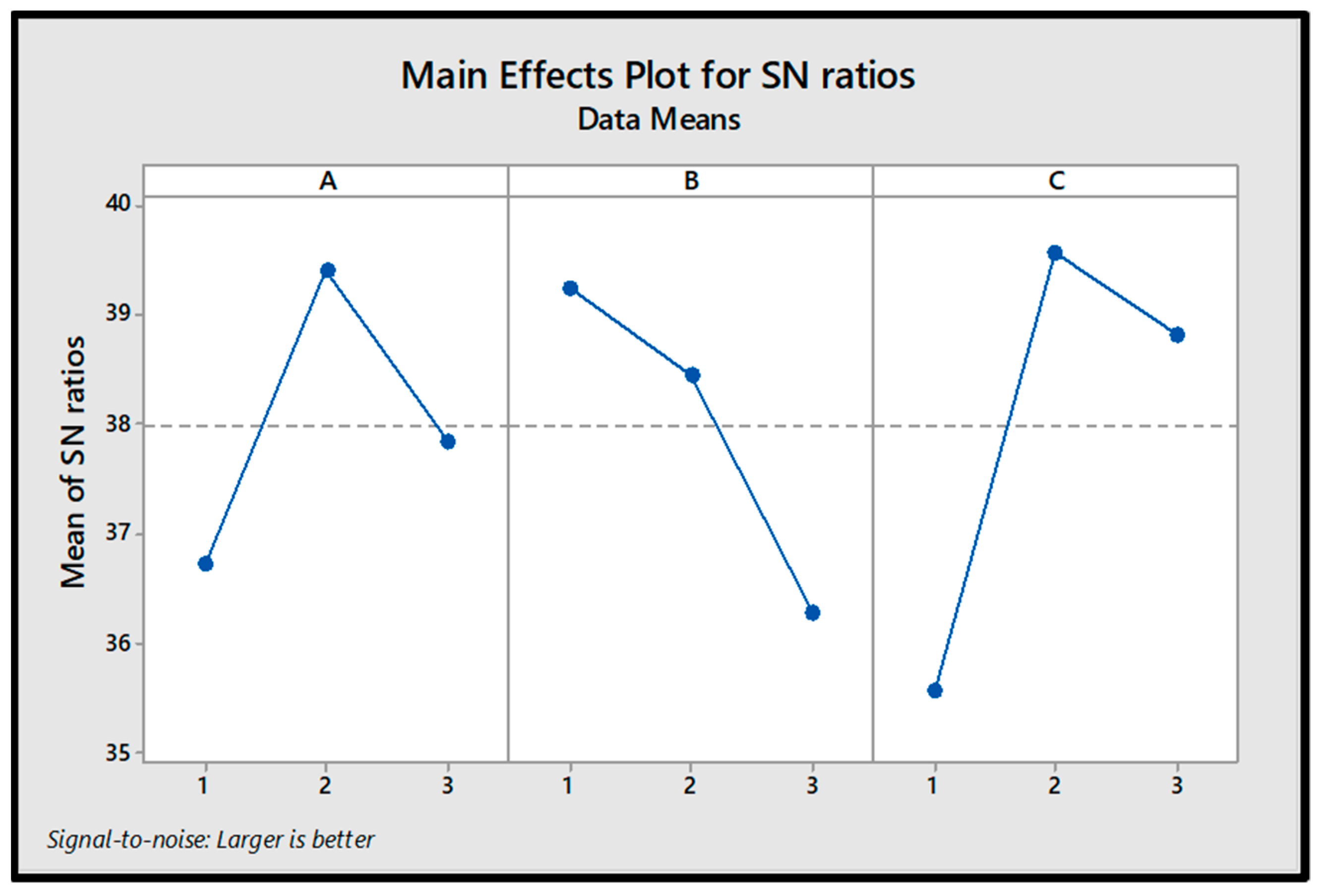
3.1. Process Parameter Optimization
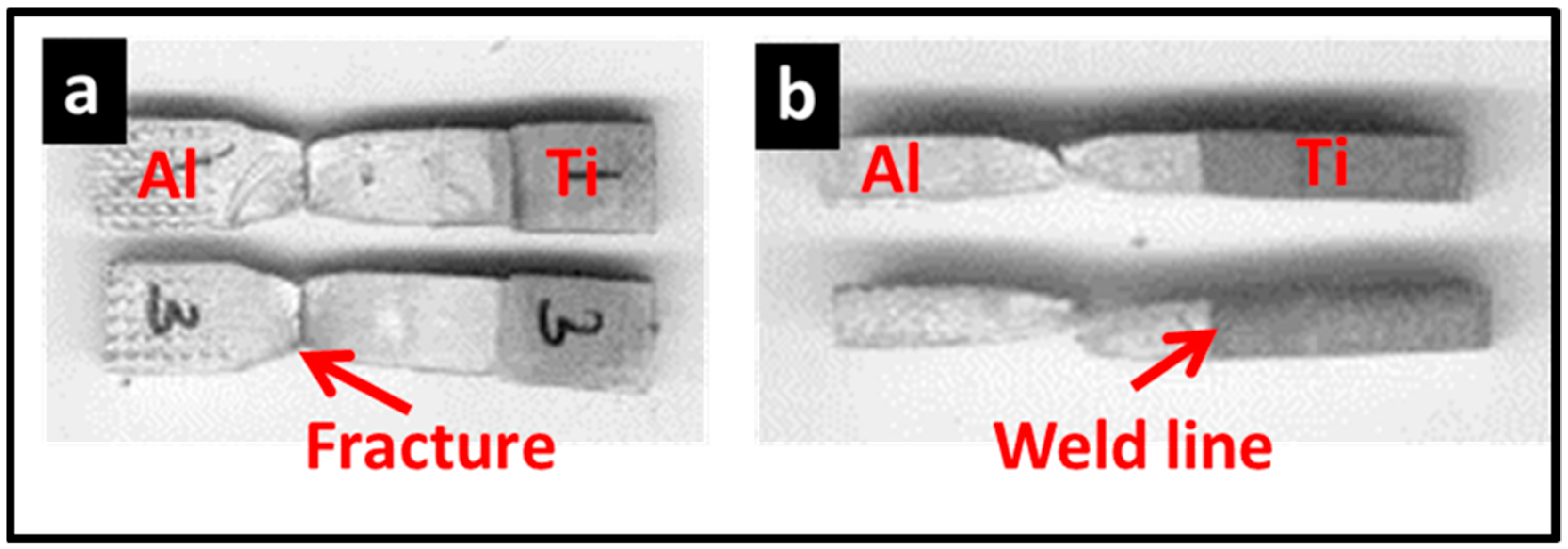
3.2. Macrostructural Features of the Optimized Weld
3.3. Interfacial Characteristics of the Optimized Weld
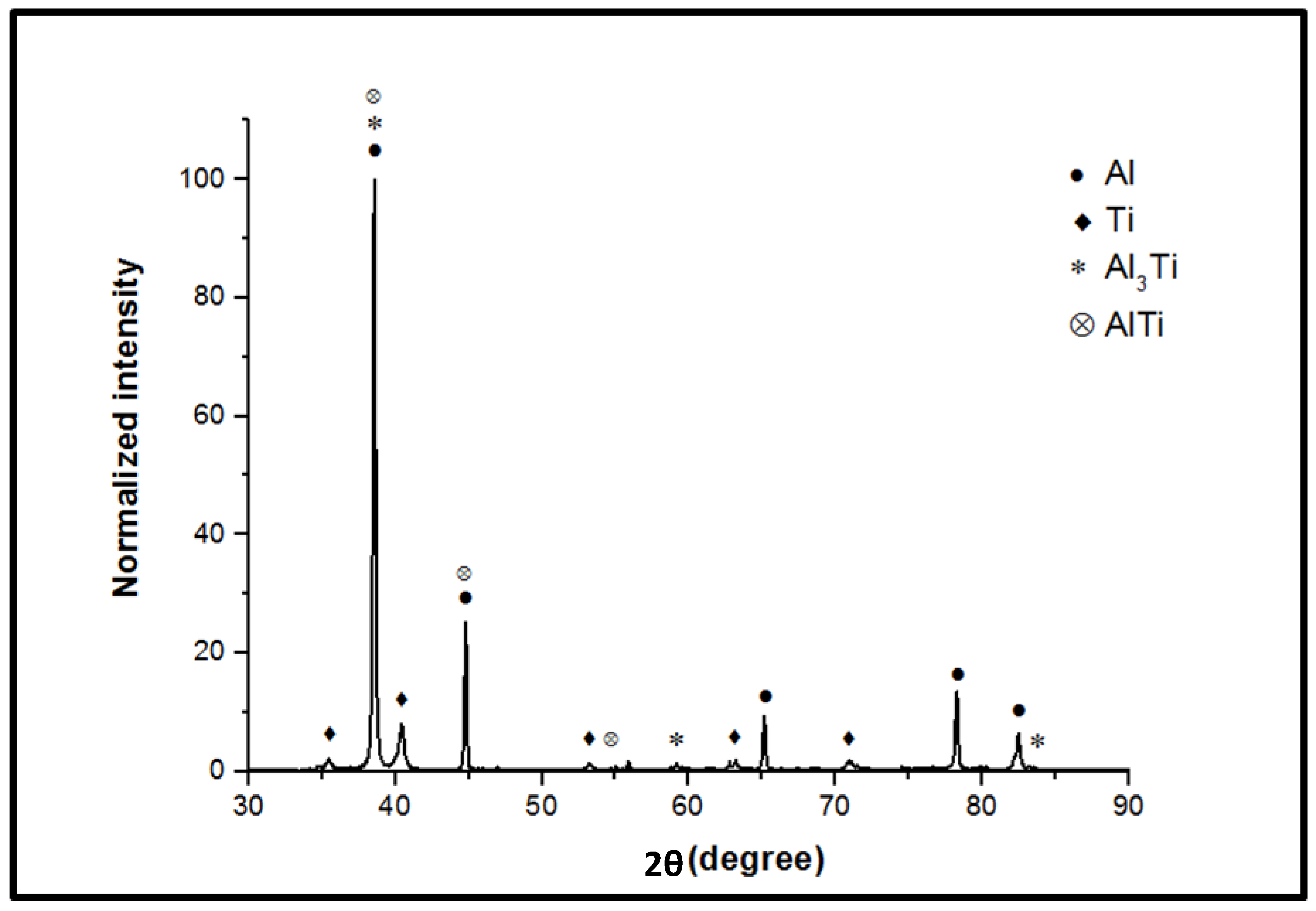
3.4. Phase Evolution in the Optimized Weld
3.5. Microstructure Development in Al
3.6. Tensile Properties of the Weld
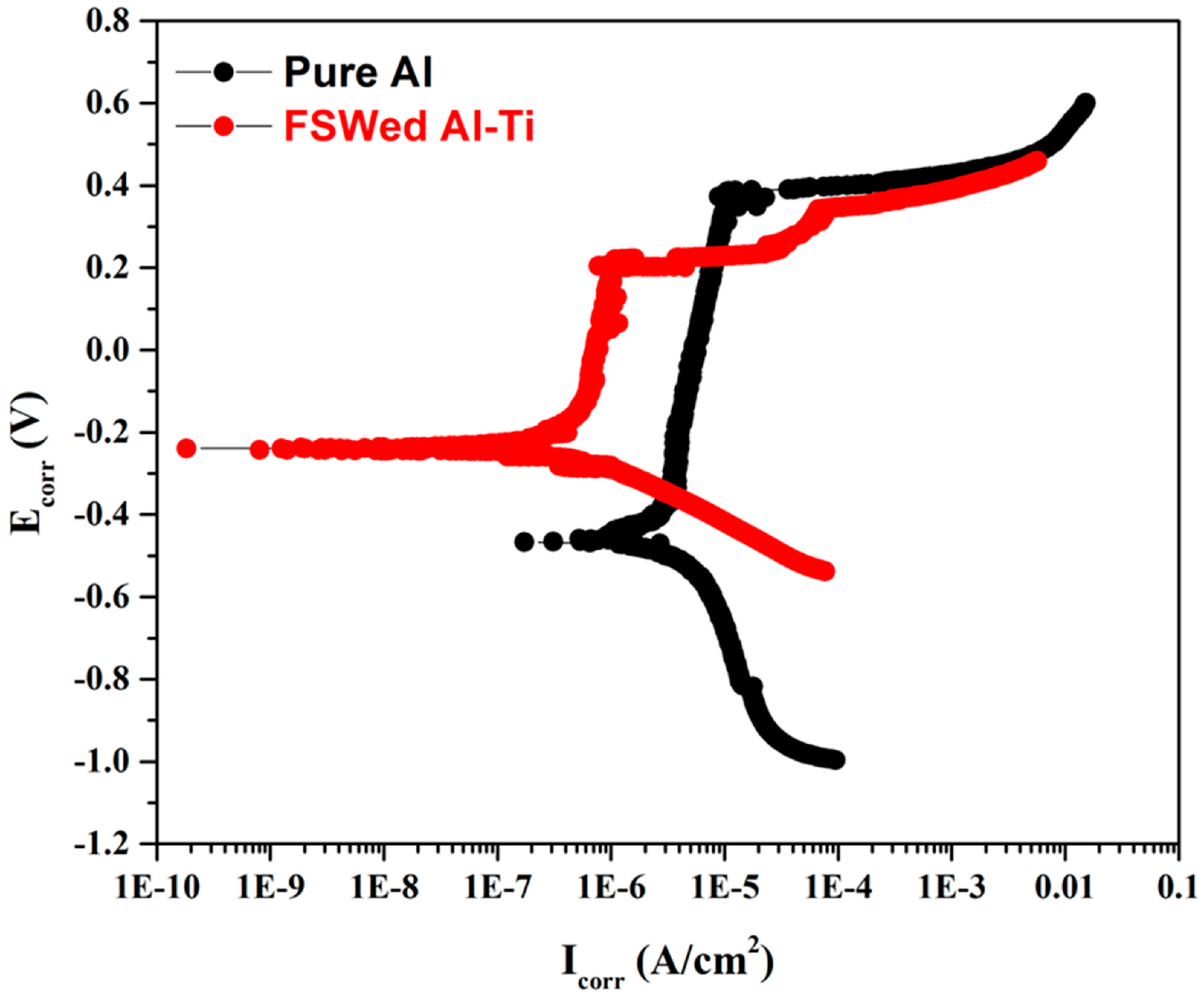
3.7. Corrosion Properties
4. Discussion
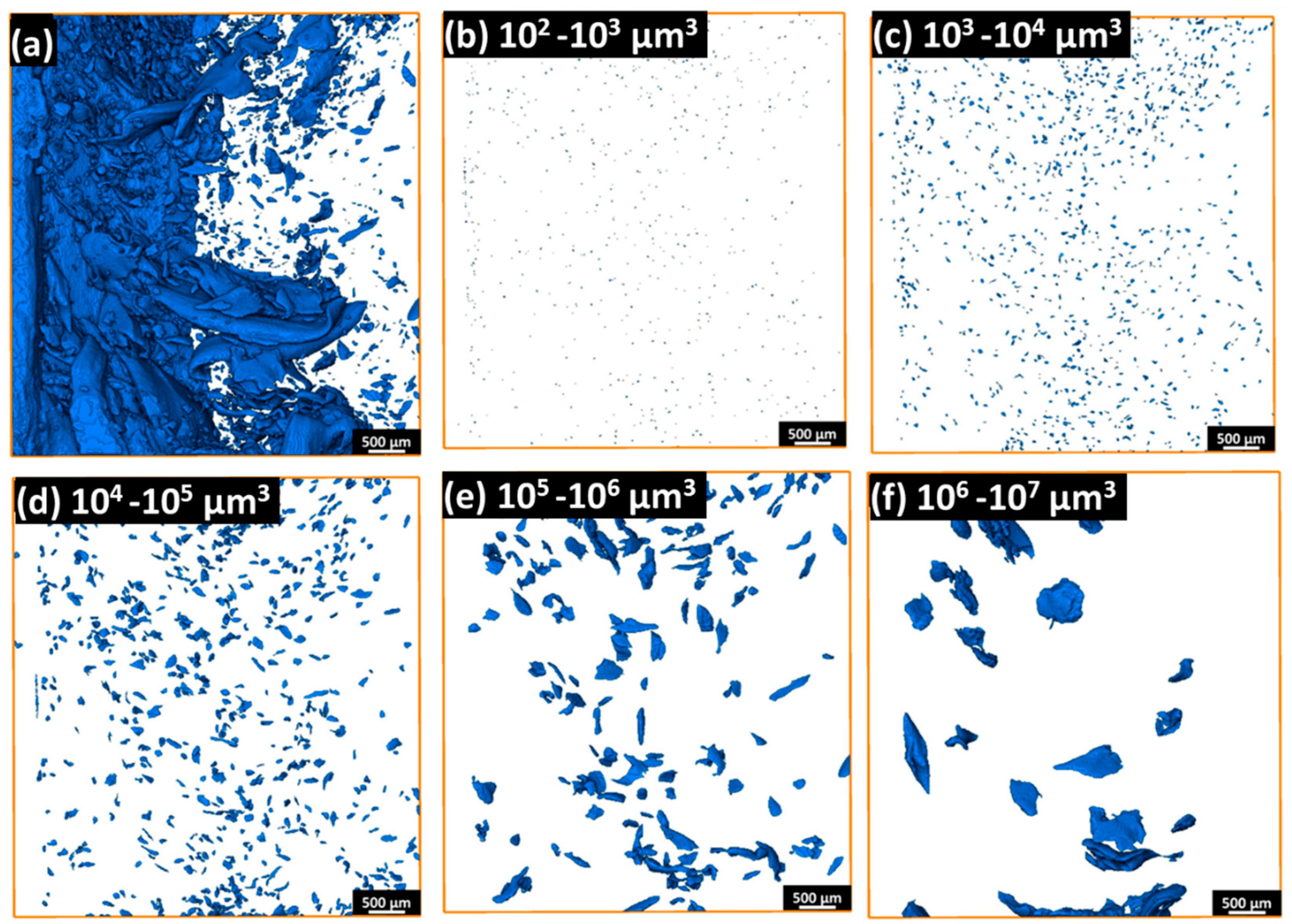
4.1. Mechanism of Particle Formation
4.2. Recrystallization Mechanism in Al
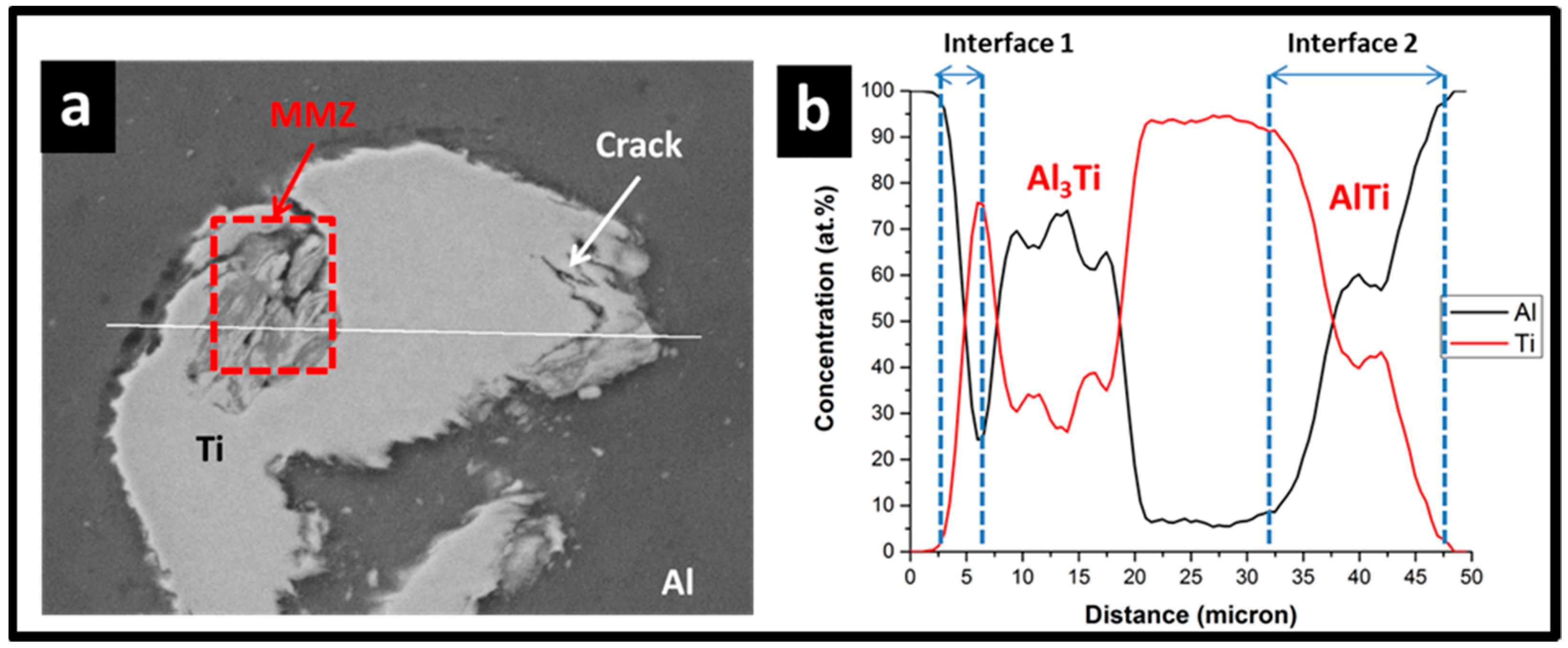
4.3. Mechanism of Phase Evolution
4.4. Improvement in Mechanical Properties of the Weld
4.5. Improvement in Corrosion Properties of the Weld
5. Conclusions
- The Taguchi optimization method was used to determine the optimal FSW process parameters for welding commercially pure aluminum and titanium. The optimized parameters were a tool rotation speed of 800 rpm, welding speed of 75 mm/min, and tool offset of 2 mm.
- Particle formation was due to the evolution of adiabatic shear bands and crack development, resulting in particles of different sizes. The morphology and size of the Ti particles mixed with Al varied, with fine particles being homogeneously distributed and larger particles and flakes being scattered and unpredictable.
- A high fraction of recrystallized grains was noticed in Al due to deformation-induced recovery and continuous dynamic recrystallization. This is attributed to the higher SFE of Al and severe deformation at high strain and welding temperature. The evolution of strain-free grains in Al resulted in an enhancement in ductility of the weld.
- The formation of intermetallic phases (Al3Ti and AlTi) was influenced by process dynamics, particle morphology, and weld temperature, with AlTi forming due to high stress-assisted deformation and thermal diffusion.
- The enhanced mechanical properties of the weld are attributed to the defect-free weld interface, formation of intercalated particles, homogenous distribution of fine particles and recrystallization of Al matrix in the weld nugget.
- The fine particle distribution in the weld nugget area enhances corrosion resistance by displaying cathodic behavior, reducing Al dissolution. The optimized Al/Ti weld shows superior corrosion resistance compared to cp-Al, attributed to the significant enhancement in Ecorr value in the presence of homogeneously distributed fine particles. These particles form a less intense galvanic cell, limiting Al dissolution. Conversely, regions with larger particles exhibit higher galvanic cell intensity, diminishing the effectiveness of the passive film and increasing matrix dissolution.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ohnuma, I.; Fujita, Y.; Mitsui, H.; Ishikawa, K.; Kainuma, R.; Ishida, K. Phase equilibria in the Ti–Al binary system. Acta Mater. 2000, 48, 3113–3123. [Google Scholar] [CrossRef]
- Casalino, G.; D’Ostuni, S.; Guglielmi, P.; Leo, P.; Mortello, M.; Palumbo, G.; Piccininni, A. Mechanical and microstructure analysis of AA6061 and Ti6Al4V fiber laser butt weld. Optik 2017, 148, 151–156. [Google Scholar] [CrossRef]
- Wang, P.; Chen, X.; Pan, Q.; Madigan, B.; Long, J. Laser welding dissimilar materials of aluminum to steel: An overview. Int. J. Adv. Manuf. Technol. 2016, 87, 3081–3090. [Google Scholar] [CrossRef]
- Leo, P.; D’Ostuni, S.; Casalino, G. Low temperature heat treatments of AA5754-Ti6Al4V dissimilar laser welds: Microstructure evolution and mechanical properties. Opt. Laser Technol. 2018, 100, 109–118. [Google Scholar] [CrossRef]
- Cross, C.E. On the Origin of Weld Solidification Cracking. In Hot Cracking Phenomena in Welds; Böllinghaus, T., Herold, H., Eds.; Springer: Berlin/Heidelberg, Germany, 2005; pp. 3–18. [Google Scholar]
- Kar, A.; Kailas, S.V.; Suwas, S. Formation sequence of intermetallics and kinetics of reaction layer growth during solid state reaction between titanium and aluminum. Materialia 2020, 11, 100702. [Google Scholar] [CrossRef]
- Li, Z.; Liu, Z.; Chen, D.; Mo, F.; Fu, Y.; Dai, Y.; Wu, X.; Cong, D. Study of Microstructure and Properties of Aluminum/Steel Inertia Radial Friction Welding. Metals 2022, 12, 2023. [Google Scholar] [CrossRef]
- Singh, V.P.; Patel, S.K.; Ranjan, A.; Kuriachen, B. Recent research progress in solid state friction-stir welding of aluminium–magnesium alloys: A critical review. J. Mater. Res. Technol. 2020, 9, 6217–6256. [Google Scholar] [CrossRef]
- Alam, M.M.; Jha, A.K.; Mukherjee, S.; Panda, S.; Chakraborty, S.S. A Review on Friction Stir Welding—A Green Manufacturing Technology. In Recent Trends in Manufacturing and Materials Towards Industry 4.0; Zahid, M.N.O., Sani, A.S.A., Yasin, M.R.M., Ismail, Z., Lah, N.A.C., Turan, F.M., Eds.; Springer: Singapore, 2021; pp. 869–880. [Google Scholar]
- Kar, A.; Suwas, S.; Kailas, S.V. Multi-Length Scale Characterization of Microstructure Evolution and Its Consequence on Mechanical Properties in Dissimilar Friction Stir Welding of Titanium to Aluminum. Metall. Mater. Trans. A 2019, 50, 5153–5173. [Google Scholar] [CrossRef]
- Ma, Z.; Sun, X.; Ji, S.; Wang, Y.; Yue, Y. Influences of ultrasonic on friction stir welding of Al/Ti dissimilar alloys under different welding conditions. Int. J. Adv. Manuf. Technol. 2021, 112, 2573–2582. [Google Scholar] [CrossRef]
- Pereira, V.F.; Fonseca, E.B.; Costa, A.M.S.; Bettini, J.; Lopes, E.S.N. Nanocrystalline structural layer acts as interfacial bond in Ti/Al dissimilar joints produced by friction stir welding in power control mode. Scr. Mater. 2020, 174, 80–86. [Google Scholar] [CrossRef]
- Choi, J.-W.; Liu, H.; Fujii, H. Dissimilar friction stir welding of pure Ti and pure Al. Mater. Sci. Eng. A 2018, 730, 168–176. [Google Scholar] [CrossRef]
- Wei, Y.; Li, J.; Xiong, J.; Huang, F.; Zhang, F.; Raza, S.H. Joining aluminum to titanium alloy by friction stir lap welding with cutting pin. Mater. Charact. 2012, 71, 1–5. [Google Scholar] [CrossRef]
- Kar, A.; Yadav, D.; Suwas, S.; Kailas, S.V. Role of plastic deformation mechanisms during the microstructural evolution and intermetallics formation in dissimilar friction stir weld. Mater. Charact. 2020, 164, 110371. [Google Scholar] [CrossRef]
- Vacchi, G.S.; Plaine, A.H.; Silva, R.; Sordi, V.L.; Suhuddin, U.F.H.; Alcântara, N.G.; Kuri, S.E.; Rovere, C.A.D. Effect of friction spot welding (FSpW) on the surface corrosion behavior of overlapping AA6181-T4/Ti-6Al-4V joints. Mater. Des. 2017, 131, 127–134. [Google Scholar] [CrossRef]
- Gharavi, F.; Matori, K.A.; Yunus, R.; Othman, N.K. Corrosion behavior of friction stir welded lap joints of AA6061-T6 aluminum alloy. Mater. Res. 2014, 17, 672–681. [Google Scholar] [CrossRef]
- Kar, A.; Suwas, S.; Kailas, S.V. Significance of tool offset and copper interlayer during friction stir welding of aluminum to titanium. Int. J. Adv. Manuf. Technol. 2018, 100, 435–443. [Google Scholar] [CrossRef]
- Kar, A.; Suwas, S.; Kailas, S.V. Two-pass friction stir welding of aluminum alloy to titanium alloy: A simultaneous improvement in mechanical properties. Mater. Sci. Eng. A 2018, 733, 199–210. [Google Scholar] [CrossRef]
- Mallmann, C.; Hannard, F.; Ferrié, E.; Simar, A.; Daudin, R.; Lhuissier, P.; Pacureanu, A.; Fivel, M. Unveiling the impact of the effective particles distribution on strengthening mechanisms: A multiscale characterization of Mg+Y2O3 nanocomposites. Mater. Sci. Eng. A 2019, 764, 138170. [Google Scholar] [CrossRef]
- Lauke, B. Effect of particle size distribution on fracture toughness of polymer composites considering plastic void growth after particle debonding. Mech. Res. Commun. 2015, 66, 1–6. [Google Scholar] [CrossRef]
- Qiao, Q.; Su, Y.; Li, Z.; Cui, Q.; Yu, H.; Ouyang, Q.; Zhang, D. Effect of overlapping region on double-sided friction stir welded joint of 120 mm ultra-thick SiCp/Al composite plates. Mater. Sci. Eng. A 2020, 782, 139238. [Google Scholar] [CrossRef]
- Singh, V.P.; Patel, S.K.; Kuriachen, B. Mechanical and microstructural properties evolutions of various alloys welded through cooling assisted friction-stir welding: A review. Intermetallics 2021, 133, 107122. [Google Scholar] [CrossRef]
- Rhodes, C.G.; Mahoney, M.W.; Bingel, W.H.; Spurling, R.A.; Bampton, C.C. Effects of friction stir welding on microstructure of 7075 aluminum. Scripta Mater. 1997, 36, 69–75. [Google Scholar] [CrossRef]
- Kar, A.; Kailas, S.V.; Suwas, S. Friction stir welding of aluminum to titanium: Quest for optimum tool-offset, deformation of titanium, and mechanism of joint formation. Int. J. Adv. Manuf. Technol. 2023, 128, 1943–1956. [Google Scholar] [CrossRef]
- Kar, A.; Kailas, S.V.; Suwas, S. Mechanism of variation in high-temperature grain stability of aluminum in dissimilar friction stir welds. Mater. Perform. Character. 2020, 6, 20190011. [Google Scholar] [CrossRef]
- Tian, S.; Liu, Y.; Ma, Q.; Zhang, P.; Zhou, J.; Xue, F.; Sun, Z. Intermetallics-induced directional growth of Sn whiskers in Sn-3.5Ag coating on Al substrate. Appl. Surf. Sci. 2021, 539, 148135. [Google Scholar] [CrossRef]
- Liu, Z.; Han, Q.; Li, J. Fabrication of in situ Al3Ti/Al composites by using ultrasound assisted direct reaction between solid Ti powders and liquid Al. Powder Technol. 2013, 247, 55–59. [Google Scholar] [CrossRef]
- Ghosh, S.; Bibhanshu, N.; Suwas, S.; Chatterjee, K. Surface mechanical attrition treatment of additively manufactured 316L stainless steel yields gradient nanostructure with superior strength and ductility. Mater. Sci. Eng. A 2021, 820, 141540. [Google Scholar] [CrossRef]
- Bandil, K.; Vashisth, H.; Kumar, S.; Verma, L.; Jamwal, A.; Kumar, D.; Singh, N.; Sadasivuni, K.K.; Gupta, P. Microstructural, mechanical and corrosion behaviour of Al–Si alloy reinforced with SiC metal matrix composite. J. Compos. Mater. 2019, 53, 4215–4223. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cu | Mg | Si | Fe | Mn | Ti | Zn | C | Al | Other |
|---|---|---|---|---|---|---|---|---|---|---|
| Al | 0.002 | 0.003 | 0.17 | 0.12 | 0.002 | 0.009 | 0.003 | - | 99.66 | 0.03 |
| Ti | - | - | - | 0.30 | - | 99.51 | - | 0.08 | - | 0.11 |
| Material | Ultimate Tensile Strength (UTS), MPa | Ductility, % |
|---|---|---|
| Al | 104 | 18 |
| Ti | 344 | 20 |
| Level | Control Factors | ||
|---|---|---|---|
| A Tool Rotation Speed (rpm) | B Traverse Speed (mm/min) | C Tool Offset Position (mm) | |
| 1 | 600 | 75 | 1.5 |
| 2 | 800 | 100 | 2 |
| 3 | 1000 | 125 | 2.5 |
| Exp. No. | Control Factors | Mean Tensile Strength (MPa) | S/N Ratio | ||
|---|---|---|---|---|---|
| A | B | C | |||
| 1 | 600 | 75 | 1.5 | 67 | 36.739 |
| 2 | 600 | 100 | 2 | 50 | 37.492 |
| 3 | 600 | 125 | 2.5 | 56 | 35.928 |
| 4 | 800 | 75 | 2 | 87 | 42.321 |
| 5 | 800 | 100 | 2.5 | 79 | 41.877 |
| 6 | 800 | 125 | 1.5 | 41 | 34.021 |
| 7 | 1000 | 75 | 2.5 | 58 | 38.661 |
| 8 | 1000 | 100 | 1.5 | 52 | 35.965 |
| 9 | 1000 | 125 | 2 | 57 | 38.906 |
| Levels | S/N Ratio | ||
|---|---|---|---|
| A | B | C | |
| 1 | 36.72 | 39.24 | 35.58 |
| 2 | 39.41 | 38.44 | 39.57 |
| 3 | 37.84 | 36.29 | 38.82 |
| Delta | 2.69 | 2.95 | 3.99 |
| Rank | 3 | 2 | 1 |
| Material | Yield Strength (MPa) | Ultimate Tensile Strength (MPa) | Elongation (%) |
|---|---|---|---|
| Optimized weld | 87.24 | 131 | 21 |
| cp-Al | 71.52 | 106 | 19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kar, A.; Mathiyalagan, S.; Malopheyev, S.; Kaibyshev, R.; Suwas, S.; Kailas, S.V. Investigation on Friction Stir Welding Parameters: Mechanical Properties, Correlations and Corrosion Behaviors of Aluminum/Titanium Dissimilar Welds. Crystals 2024, 14, 305. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst14040305
Kar A, Mathiyalagan S, Malopheyev S, Kaibyshev R, Suwas S, Kailas SV. Investigation on Friction Stir Welding Parameters: Mechanical Properties, Correlations and Corrosion Behaviors of Aluminum/Titanium Dissimilar Welds. Crystals. 2024; 14(4):305. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst14040305
Chicago/Turabian StyleKar, Amlan, Sribalaji Mathiyalagan, Sergey Malopheyev, Rustam Kaibyshev, Satyam Suwas, and Satish V. Kailas. 2024. "Investigation on Friction Stir Welding Parameters: Mechanical Properties, Correlations and Corrosion Behaviors of Aluminum/Titanium Dissimilar Welds" Crystals 14, no. 4: 305. https://0-doi-org.brum.beds.ac.uk/10.3390/cryst14040305