1. Introduction
The quest to minimise ecological footprints of wastewater treatment has been ameliorated by the emergence of circular economy in wastewater treatment [
1,
2]. This concept includes the treatment, beneficiation, and valorisation of wastewater prior to them being discharged to different receiving environments [
2,
3,
4,
5]. In light of that, research studies seek prudent ways to address the issue of mineral recovery from wastewater although the quest is still ongoing [
2]. The emergence of acid mine drainage (AMD) post industrial revolution has led to the development of numerous technologies that aims at the recovery of valuable minerals and reclamation of wastewater to drinking water, but the primary attempt is to off-set ecological impacts associated to AMD [
6,
7,
8,
9]. Depending on hydro–geochemical properties, the composition of AMD vary significantly but it is predominated by Al, Fe, Mn, and SO
42− as major elements and traces of As, Cr, Cu, Ni, Pb, and Zn including traces of radionuclides, rare-earth metals and metalloids [
10,
11,
12]. The predominance of the elements is dependent on the weathered mineral. For instance, the oxidation of pyrite would lead to AMD that is rich in Fe and SO
42−, whereas the weathering of arsenopyrite will lead to the formation of AMD rich in As, Fe and SO
42− [
6,
10,
13,
14,
15,
16,
17]. A similar trend applies for the weathering of other acid-forming sulphide bearing minerals [
18].
Chemical species embodied in AMD pose numerous ecological problems on discharge to the environment [
19,
20,
21], of which the majority could pose numerous eco-toxicological effects to living organisms since they are above the prescribed limits as stipulated in different water guidelines, standards, and specifications [
22,
23,
24,
25]. Countries such as South Africa, The United States, China, Australia, Russia, and Canada indispensably rely on coal and gold-based products and market, hence confirming the potential challenge that could be envisaged in these countries [
6,
11,
21,
26,
27]. For example, the quantities of AMD produced by the Western Basin on the West Rand in Gauteng Province, South Africa amount to ~60 ML/d, with sulphate (SO
42−) concentrations of ≥5 g/L and ferrous iron (Fe
2+/Fe
3+) concentrations of ≥1.5 g/L but this depends on the seasons, underlying geology, and availability of catalysts, whilst the Mpumalanga coal basins comprise ≥1.8 g/L of sulphate and ≥6 g/L of Fe
2+/Fe
3 [
28,
29,
30,
31]. Specifically, the coal and gold could be mined using surface and underground mining approaches; however, the commonly used subsurface mining can potentially lead to flooding of the mine voids and storage facilities, thus causing numerous environmental problems such as the contamination of surface water resources, hence impairing their ability to support life [
18,
32,
33,
34].
Considering the magnitude and dynamics of the mining industry in South Africa, Australia, China, US, other countries, and afield, it must be accepted that the challenges of mine water management, and AMD in particular, cannot be administered by either government or the mining sector alone unless if the process of minerals recovery is practiced to make mining process sustainable [
6,
7,
11]. Numerous technologies have been developed but the quest is still ongoing to fully crystallise the solution. This will ensure that the concepts of sustainability and circular economy in mine water management are practiced, crystally due to the valorisation, beneficiation and value recovery from real AMD. Consequently, there is a wide array of technologies that have been employed for the treatment of AMD specifically at lab scale, bench scale, pilot scale, and full plant implementation [
6,
18,
34,
35,
36]; however, most of them have been reported to depollute the water with varying success, of which the main challenges are residual sulphates, generation of sludge that is toxic and expensive to dispose of, poor efficiencies in highly concentrated solutions, and high operating cost [
5,
18,
37,
38,
39,
40], whilst recent technological development has cascaded effort towards sequentially recovery valuable minerals from AMD, hence off-setting possible ecological footprints of conventional treatment technologies [
6,
8,
11,
18,
41,
42]. Researchers mainly rely on two- or multi-staged approaches to sequentially recover valuable minerals [
43]. To this end, cross contamination and the inability of sulphate to precipitate at a solo-pH range has been a challenge of gypsum and oxyhydrosulphates cross contamination [
13,
44,
45]. To fulfil this goal, active and passive technologies have been used for the treatment of acid mine drainage (AMD) [
13]. These techniques rely on different mechanisms such as oxidation, neutralisation, adsorption, phyto-bio-absorption, and filtration amongst others [
6,
11,
34,
36,
46]. Surface waters rely mainly on active and passive treatment whilst groundwaters rely on passive systems such as reactive permeable barriers [
7,
11,
18,
47,
48].
In that regard, mining houses are looking for cheap and effective technologies that can treat acid mine drainage (AMD) and recover valuable minerals. Some of the technologies can reclaim drinking water but there is brine generation which becomes an environmental liability, whilst some produce sludge that requires proper handling and disposal [
2,
6,
7,
8,
18,
34,
45]. In response to this call, the Council for Scientific and Industrial Research (CSIR) has developed and patented a novel process for the treatment of acid mine drainage (AMD) using an integration of a number of steps (technologies) [
2,
39,
45,
49]. The developed technology can reclaim drinking water and synthesise a number of valuable minerals such as goethite, hematite, magnetite, gypsum and limestone [
39,
40,
50]. Different steps allow for the recovery of a specific mineral and minimises cross-contamination hence making MASRO a unique technology and game changer. The recovered material can be used to off-set the running cost of the treatment process through their sales. However, the detailed techno-economic evaluation of this process was not thoroughly evaluated. According to the literature, techno-economic evaluation depicts the adoptability and feasibility of the developed technology on real applications [
5,
51,
52,
53]. As such, the primary aim of this study is to point out the operational expenditure (OPEX) and capital expenditure (CAPEX) of the magnesite softening and reverse osmosis (MASRO) process as developed by the CSIR, hence depicting its operational viabilities. This is an additional study to our previous study on the valorisation of AMD, since the economics were high-level. Specifically, this study will pursue the in-depth techno–economic analysis (TEA) of an integrated plant that can treat 3 kiloliters (kL) of acid mine drainage (AMD) per run and 20,000 L per day (LPD).
2. Materials and Methods
2.1. Characterisation of Solid Minerals and Water Quality
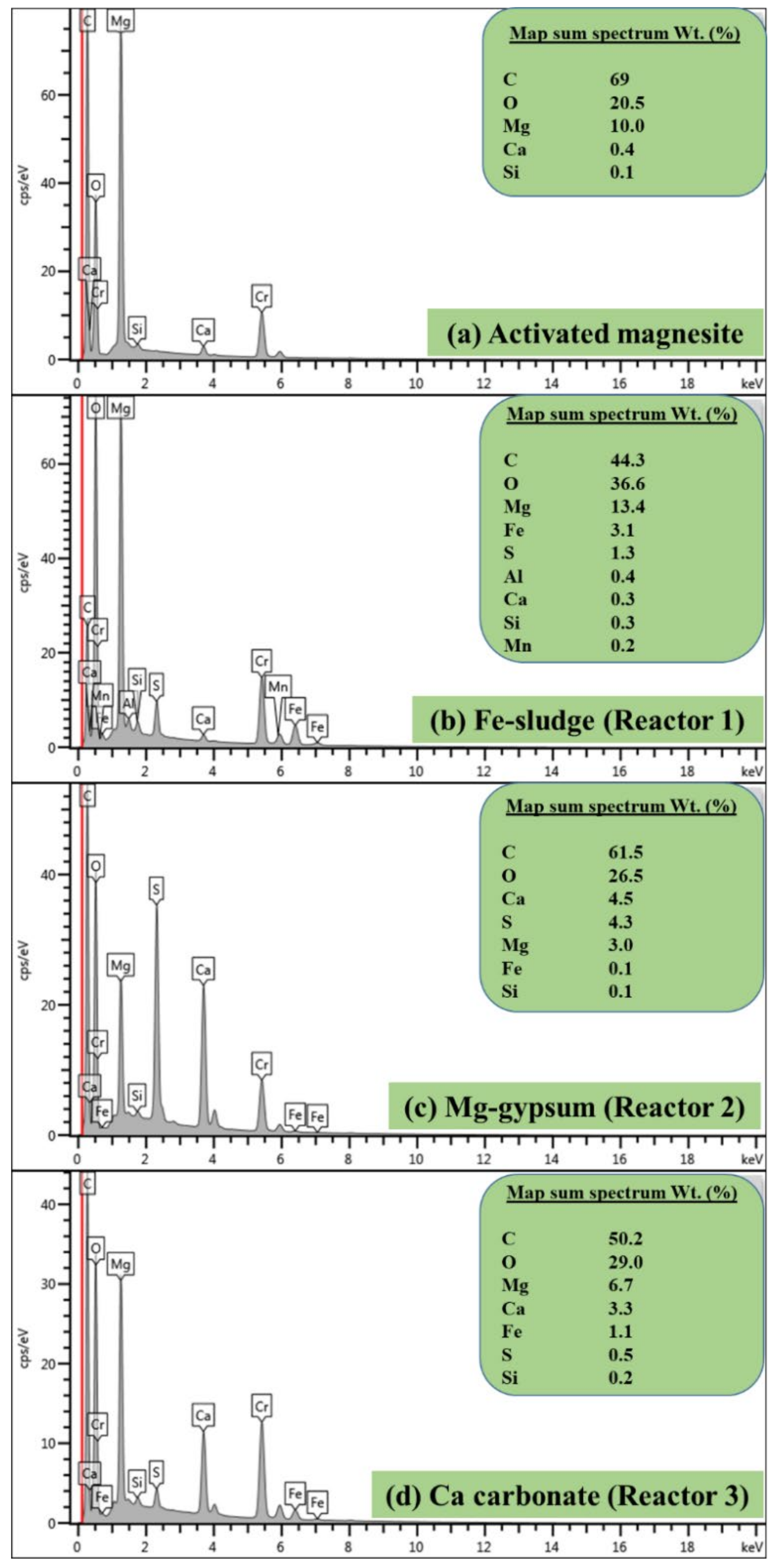
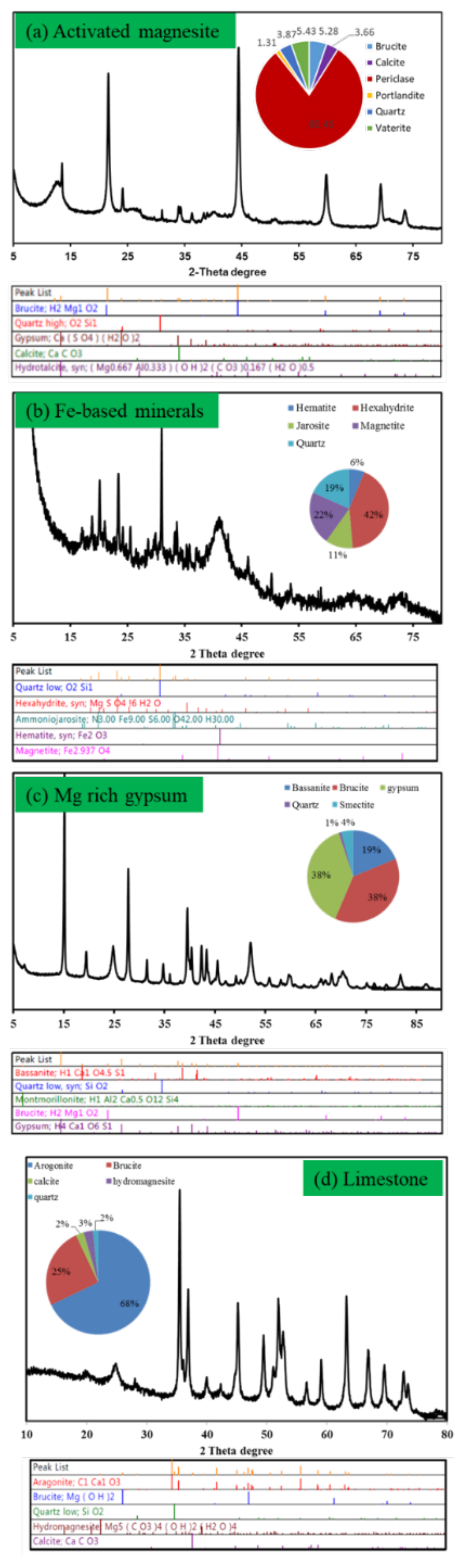
Metals were ascertained using Inductively coupled plasma mass spectrometry (ICP-MS), X-Series 2, ICP-MS, supplied by Thermo scientific, from Hanna-Kunath-Str. 11, 28199 Bremen, Germany. The ICP-MS was coupled to an ASX-520 Auto sampler (Thermo scientific, Bremen, Germany). Additionally, sulphate and other metals were ascertained using a Gallery plus photo spectrometer, an Automated chemistry analyser, Supplied by Thermo Fisher scientific, Made in Vantaa, Finland. pH was ascertained using a multi-meter (HANNA instrument, HI9828, Woonsocket, RI, USA). The morphological properties and elemental compositions were ascertained using a High Resolution (HR)-Focused-Ion Beam (FIB)-Scanning Electron Microscope (SEM) (Carl-Zeiss-Strasse, Oberkochen, Germany) equipped with Electron Dispersion Spectroscopy (EDS) (Carl-Zeiss-Strasse, Oberkochen, Germany), The Auriga Cobra FIB FESEM (Model: Sigma VP FESEM with an Oxford EDS Sputtering System, make: Carl Zeiss, Supplier: Carl Zeiss, Thornwood, New York, USA). Mineralogical composition was elucidated using the state-of the-art PANalytical X’Pert Pro powder diffractometer (Enigma Business Park, Grove wood Road, Malvern, WR14 1XZ, United Kingdom) in θ-θ configuration with an X’Celerator detector and variable divergence and fixed receiving slits equipped with Fe filtered Co-K-θ radiation (θ = 1.789Å). The phases were identified using X’Pert High-score plus software. Specifically, the relative phase amounts, i.e., in weight (Wt.) %, were estimated following the Rietveld method (Autoquan Program (High-score suit 4.8, Enigma Business Park, Grove wood Road, Malvern, UK).
2.2. Process Description
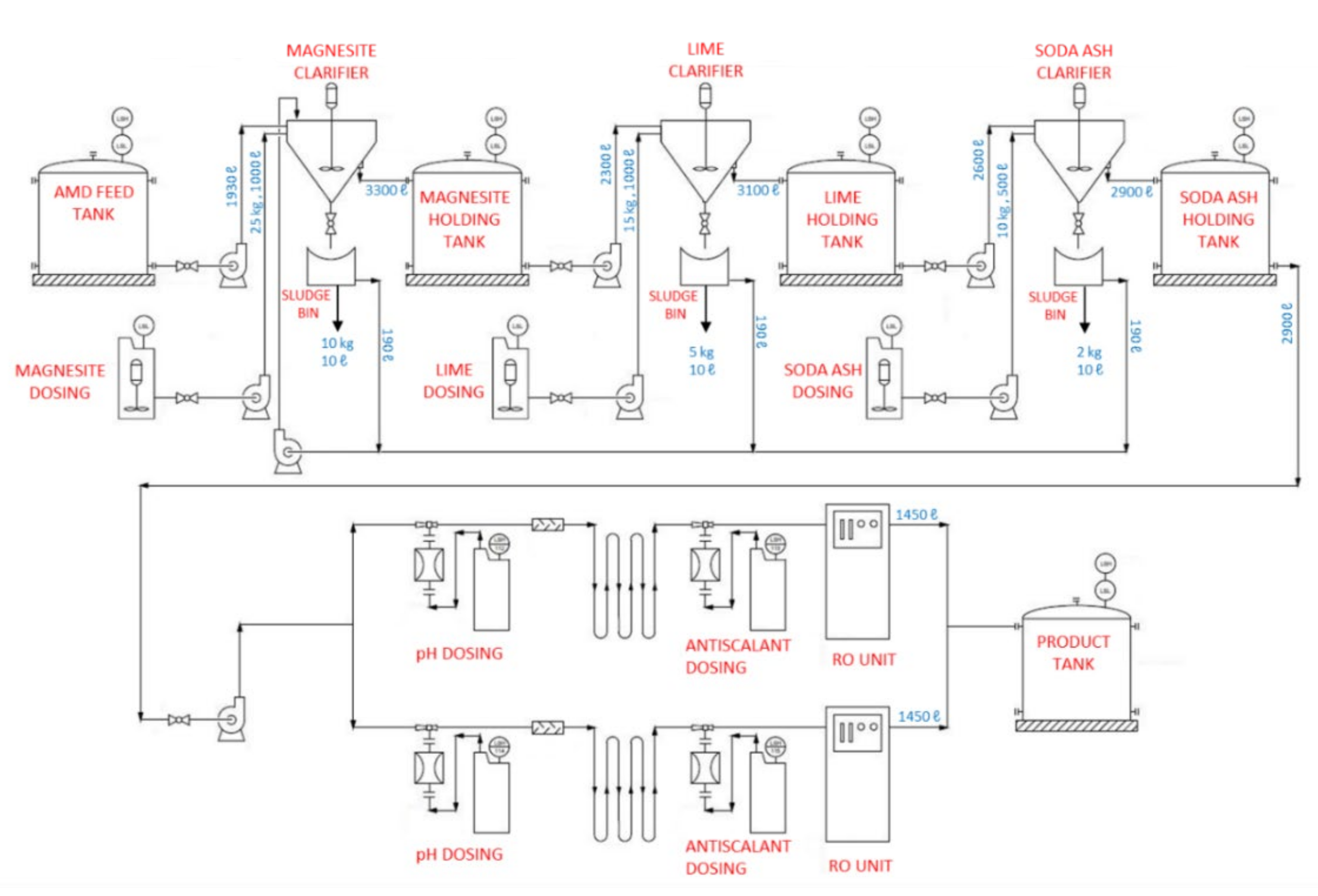
The Council for Scientific and Industrial Research (CSIR) has developed and patented the mine water treatment technology known as the Magnesite, Softening, and Reverse Osmosis (MASRO) process. The developed technology has the ability to produce either discharge water quality or drinking water and recover valuable minerals in the quest to ensure and achieve a zero liquid discharge (ZLD). The primary aim was to develop a cost-effective solution that could recover valuable products, which will in-turn off-set the OPEX of the plant hence reducing environmental footprint of mine water treatment. This technology could be a game changer when compared to other active treatment technologies. To determine the robustness of the technology and to fulfil the goals of this study, the developed technology was tested against AMD emanating from Gold and Coal mines. The assembled water treatment plant comprises the:
Clarifier;
Filtration;
pH balance;
RO Skid System;
Product water tank;
Brine storage tank.
This is a five-stage technology with a recycle stream for mine water neutralisation and mineral phase synthesis. It has a multi-function clarifier that also acts as a mixer and a clarifier.
Stage 1: Neutralisation of acid mine drainage using magnesite. This stage will remove all the metals in acid mine drainage and leave sulphate as a MgSO4 complex due to high solubility.
Stage 2: Synthesis of gypsum using limestone. This stage will remove residual sulphate as gypsum and magnesium as brucite due to pH which is greater than 10.
Stage 3: Synthesis of limestone using soda ash. This stage will remove residual calcium as hydrated calcium carbonate. The sodium will be taken to an RO for filtration.
Stage 4: Acid dosing to neutralise the pH. The HCl dosing will neutralise the water for RO, thus prolonging the life and RO, and protecting it from pH attack.
Stage 5: Filtration of water using a reverse osmosis system. Brine and product water will be stored in the respective tanks. A schematic presentation of the MASRO process is shown in
Figure 1.
2.2.1. Clarification
Clarification involves the precipitation and sedimentation of pollutants from real AMD by the addition of different chemical reagents. This is a 3-stage process with each stage taking a total of 2.5 h. The following alkali reagents are used: magnesite, hydrated lime, and soda ash. The differentiator in this active process is the use of magnesite in the removal of inorganic contaminants in AMD as the first stage of the treatment process. Subsequently, stage 2, which mainly uses lime for the removal of residual sulphate and magnesium. This stage allows for recovery of high-quality gypsum (Stage 2) and, lastly, residual Ca and Mg from the lime reactor tend to be removed since this contributes to hardness. Therefore, stage 3 focuses on the synthesis of limestone using a softener (soda ash). The softener protects the membrane from scaling. Moreover, the clarifier is fitted with a variable speed drive (VSD) mixer, which is necessary for thorough mixing of dry reagent feed with an aqueous matrix. After each clarification stage, clear water is recovered into a Holding Tank and sludge is released into waste drums as denoted in
Figure 1 and
Figure 2.
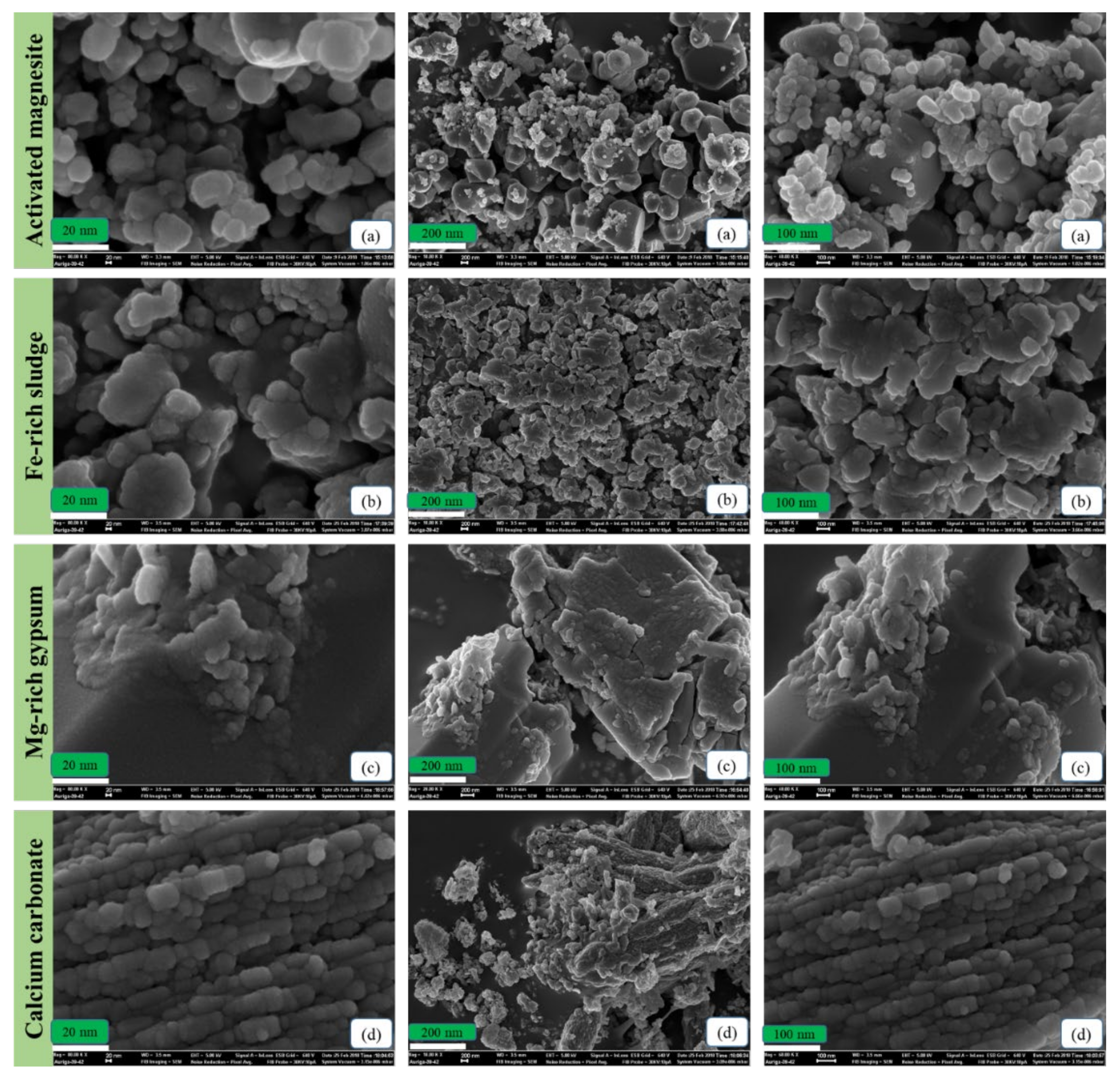
2.2.2. Valuable Minerals Recovery
This integrated technology can recover, reclaim, and synthesise a number of valuable minerals with huge economic value.
Drinking water reclamation.
This valuable mineral (resource) is reclaimed using RO system [
2]. The brine is further purified using eutectic freeze (EF) and membrane distillation (MD). The use of EF and MD are going to be reported in our future publications. Most importantly, in between the processes, water can be reclaimed for use but it should be fit for applications.
Recovery of Fe3+ and Fe2+ in the first reactor.
Real AMD is rich in Fe (iii) and Fe (ii). Fe (iii) is used for the synthesis of Fe-hydroxide, goethite, and hematite whilst the mixture of Fe (iii): Fe (ii) at 2:1 ration leads to the synthesis of magnetite. All these minerals have a wide range of applications in the manufacturing industry [
2,
40,
50].
Synthesis of Mg-rich gypsum.
The MgSO
4 from the activated magnesite reactor leads to the formation of Ca and S (gypsum) due to addition of lime [
39].
Synthesis of calcium carbonate.
Residual Ca from the gypsum reactor is precipitated using soda ash to form calcium carbonate [
39].
This picture illustrates the tanker loading AMD into the water treatment plant at CSIR vicinity (premises), Pretoria, South Africa. Essentially, real AMD is lifted from the clarifier using a centrifugal pump and transferred to an AMD storage tank which also acts as a surge tank. Due to the inherent batch nature of the process, a series of holding tanks are installed. At any given time of operation, alkali-treated water from one of the holding tanks is supplied to the RO plant while the other one fills from the clarification process in the clarifier.
2.3. Economics Analysis
This section presents methods which were used to estimate the capital and operating costs of the developed system. Specifically, it reports the most important parameters used for economic analysis and defines the global outputs used as assessment criteria for the water treatment systems. The economic analysis is based on the calculation of the capital and operating expenditures (CAPEX and OPEX) of every unit.
2.3.1. Internal Rate of Return (IRR)
The return on the investment precisely refers to the percentage increase or decrease in the investment in the life cycle of the project.
where NPV = Net Present Value, N = total number of periods, n = non-negative integer, Cn = cash flow, and r = internal rate of return.
2.3.2. Net Present Value (NPV)
The NPV principally focus on the difference between the present value (PV) of cash inflows and outflows over a specified period of time or project life cycle. Specifically, the NPV is the net of the PV of cash inflows and outflows by discounting the flows at a specified rate.
where NPV = net present value, Rt = net cash flow at time t, i = discount rate, and t = time of the cash flow.
These mathematical formulae will be used to deduce the IRR and NPV of the system and potential return in investment of the developed system. This will then be used to define the viability and feasibility of the return in investment.
7. Conclusions
This study successfully evaluated the techno-economic feasibility of the treatment process. Findings from this techno-economic evaluation were explicitly confined to 3.0 KL/d of the AMD treatment plant. Furthermore, the treatment system, also known as the MASRO process, successfully proved that clean water, gypsum and limestone can be reclaimed and synthesised from AMD, hence confirming the viability of beneficiation and valorisation of AMD. This will go a long way to curtail potential ecological footprints associated with AMD. The total capital expenditure (CAPEX) for the plant is ZAR 452,000 (USD 31,103.22) which includes ZAR 110,000 (USD 7569.37) for civil works on a plant area of 100 m2. The operational expenditure (OPEX) for the pilot is ZAR 16,550,000 (South African Rand) or USD 1,138,845.72 in present value terms (a 10-year plant life). The plant reclaimed drinking water as specified in different water quality standards, guidelines, and specifications, including Fe-based minerals (goethite, magnetite, and hematite), Mg-gypsum, and calcium carbonate. These minerals were verified using state-of-the-art analytical equipment. The recovered valuables will be sold at ZAR 368/kL (USD 25.32), ZAR 1100/t (USD 75.69), and ZAR 2000/t (USD 137.62) for water, gypsum, and limestone, respectively. The project has an NPV of ZAR 60,000 (USD 4128.75) at an IRR of 26%. The payback period for this investment will take 3 years. The total power consumption per day was recorded to be 146.6 kWh, and 103,288 kWh/annum. The developed technology is a prototype that advocates for a Zero-Liquid-Discharge (ZLD) motion. It is a gate to gate solution that aims at evaluating the valorisation of acid mine drainage. The techno-economic evaluation depicted promising results but there are areas that need some improvements:
Plant stability needs to be evaluated prior deploying the plant to the mine.
Maintenance costs need to be factored into the techno-economic evaluation
Market analysis and quality grading of recovered materials need to be established.
For sustainability purposes, the plant needs to be run for more than 6 months within the CSIR premises or on site. This will enable the process developers to determine the robustness of the developed system under harsh ecological conditions.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}