
Evaluation of the Relationship between the Milling Breakage Parameters and Mineralogical Data: A Case Study of Three Copper Ores from a Multi-Mineralised Deposit

 , ,
, ,  and
and
Abstract
:1. Introduction
2. Theoretical Background
3. Methodology
4. Results and Discussion
4.1. Chemical and Mineralogical Characterisation of Copper Ores
4.2. Determination of Rate of Breakage (Si) Parameters
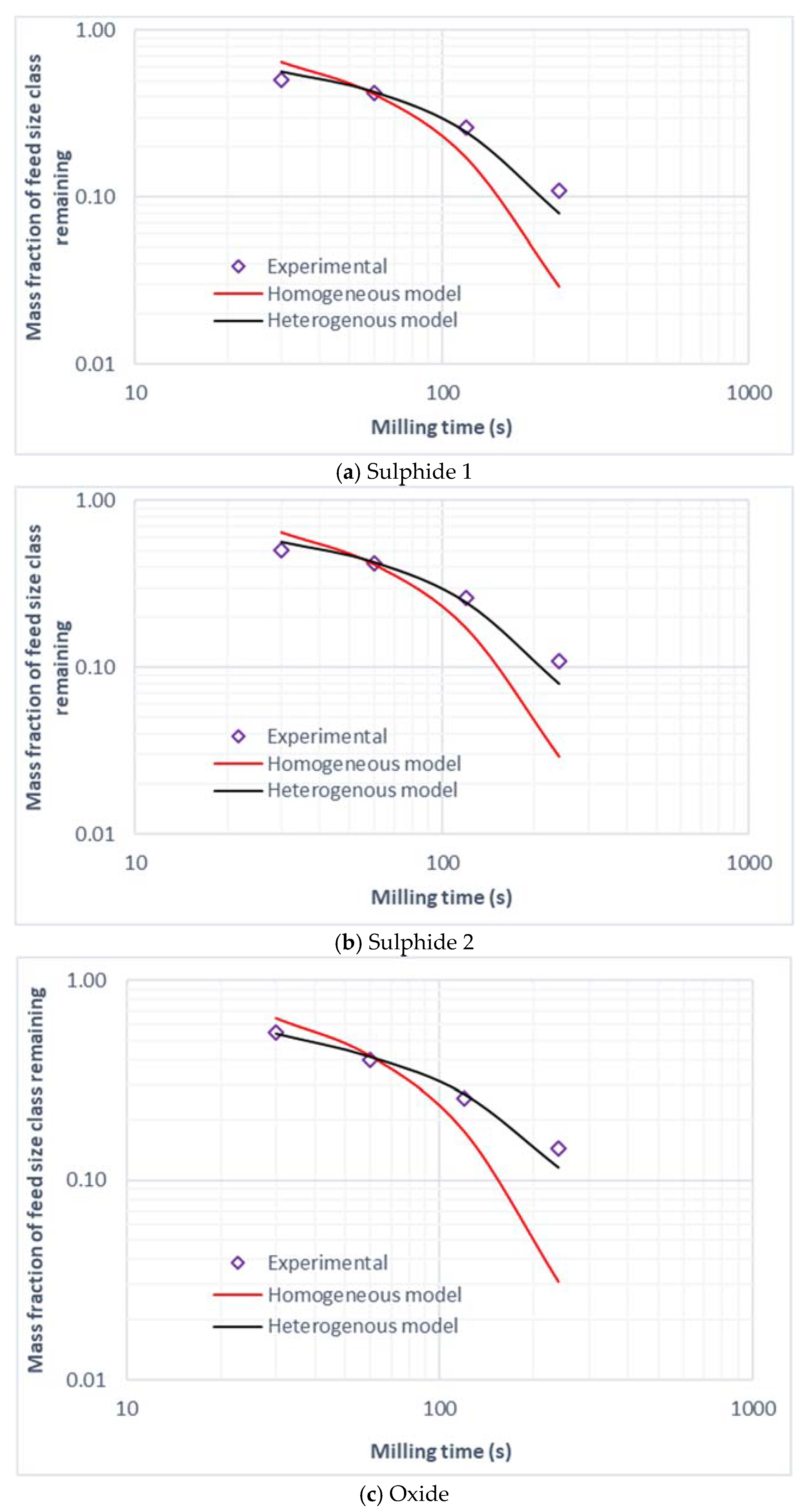
4.3. Determination of Cumulative Breakage Distributions
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A. Chemical Composition Results from XRF Machine

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Size Range (µm) | Sulphide 1 | |||
|---|---|---|---|---|
| Cu | Fe | Si | Ca | |
| −1180 + 300 | 27,576 | 11,845 | 327,526 | 7550 |
| −300 + 212 | 31,471 | 18,987 | 340,865 | 6275 |
| −212 + 150 | 21,301 | 8299 | 345,942 | 5293 |
| −150 + 106 | 29,722 | 14,405 | 330,893 | 6899 |
| −106 + 75 | 27,498 | 13,939 | 337,652 | 6255 |
| −75 | 37,327 | 17,438 | 326,128 | 6142 |
| Size Range (µm) | Sulphide 2 | |||
| Cu | Fe | Si | Ca | |
| −1180 + 300 | 13,042 | 13,397 | 302,660 | 7941 |
| −300 + 212 | 9540 | 15,317 | 341,106 | 4766 |
| −212 + 150 | 10,312 | 10,640 | 308,237 | 6822 |
| −150 + 106 | 12,350 | 13,319 | 295,873 | 7961 |
| −106 + 75 | 13,199 | 15,549 | 291,599 | 9223 |
| −75 | 20,130 | 27,119 | 285,252 | 8092 |
| Size Range (µm) | Oxide | |||
| Cu | Fe | Si | Ca | |
| −1180 + 300 | 27,758 | 32,941 | 279,608 | 42,936 |
| −300 + 212 | 13,760 | 33,219 | 328,267 | 19,119 |
| −212 + 150 | 9813 | 25,292 | 299,502 | 24,157 |
| −150 + 106 | 9470 | 26,720 | 297,838 | 25,040 |
| −106 + 75 | 20,612 | 50,958 | 270,221 | 38,314 |
| −75 | 19,360 | 58,322 | 260,513 | 37,432 |
Appendix B. Single and Two-Component Models Fitted to Experimental Data




| Model | −1180 + 850 µm | ||
| Sulphide 1 | Sulphide 2 | Oxide | |
| Homogeneous | 99.92 | 99.80 | 99.94 |
| Heterogeneous | 99.97 | 99.94 | 99.94 |
| −850 + 600 µm | |||
| Sulphide 1 | Sulphide 2 | Oxide | |
| Homogeneous | 98.92 | 99.52 | 99.33 |
| Heterogeneous | 99.05 | 99.91 | 99.85 |
| −600 + 425 µm | |||
| Sulphide 1 | Sulphide 2 | Oxide | |
| Homogeneous | 97.74 | 99.15 | 99.15 |
| Heterogeneous | 99.62 | 99.99 | 99.99 |
| −425 + 300 µm | |||
| Sulphide 1 | Sulphide 2 | Oxide | |
| Homogeneous | 95.53 | 96.93 | 95.04 |
| Heterogeneous | 99.37 | 100.00 | 99.28 |
| Model | −300 + 212 µm | ||
| Sulphide 1 | Sulphide 2 | Oxide | |
| Homogeneous | 85.34 | 97.41 | 94.50 |
| Heterogeneous | 85.29 | 99.92 | 99.98 |
Appendix C. Cumulative Breakage Distribution Functions



| Size (um) | Sulphide 1 (Bornite) | Sulphide 2 (Chalcopyrite) | Oxide | ||||||
|---|---|---|---|---|---|---|---|---|---|
| γ | β | γ | β | γ | β | ||||
| 850 | 0.15 | 0.00 | 1.54 | 0.01 | 0.01 | 1.31 | 0.48 | 1.17 | 3.00 |
| 600 | 0.51 | 1.48 | 7.28 | - | - | - | 0.52 | 1.12 | 6.29 |
| 425 | 0.02 | 0.05 | 1.70 | 0.85 | 1.82 | 8.00 | 0.47 | 1.33 | 4.50 |
| 300 | 0.79 | 1.34 | 7.00 | 0.70 | 1.43 | 7.82 | 0.23 | 0.80 | 4.69 |
| 212 | 0.39 | 1.35 | 5.55 | 0.05 | 0.00 | 2.66 | 0.15 | 0.46 | 4.21 |
| Average | 0.37 | 0.84 | 4.61 | 0.40 | 0.82 | 4.95 | 0.37 | 0.98 | 4.54 |
| Variance | 0.093 | 0.562 | 7.916 | 0.193 | 0.903 | 11.991 | 0.029 | 0.121 | 1.391 |
References
- Kalichini, M.; Corin, K.C.; O’Connor, C.T.; Simukanga, S. The role of pulp potential and the sulphidization technique in the recovery of sulphide and oxide copper minerals from a complex ore. J. S. Afr. Inst. Min. Metall. 2017, 117, 803–810. [Google Scholar] [CrossRef]
- Lee, K.; Archibald, D.; McLean, J.; Reuter, M.A. Flotation of mixed copper oxide and sulphide minerals with xanthate and hydroxamate collectors. Miner. Eng. 2009, 22, 395–401. [Google Scholar] [CrossRef]
- Paquot, F.X.; Ngulube, C. Development and optimization of mixed sulphide/oxide copper ore treatment at Kansanshi. J. S. Afr. Inst. Min. Metall. 2015, 115, 1253–1258. [Google Scholar] [CrossRef]
- Bradshaw, D. The role of “process mineralogy” in improving the process performance of complex sulphide ores. In Proceedings of the IMPC 2014—27th International Mineral Processing Congress, Santiago, Chile, 20–24 October 2014. [Google Scholar]
- Henley, K.J. Ore dressing mineralogy—A review of techniques, applications and recent developments. In First International Congress on Applied Mineralogy, Special Publication; Society, G., Ed.; The Geological Society of South Africa: Johannesburg, South Africa, 1983; pp. 175–200. [Google Scholar]
- Schouwstra, R.P.; Smit, A.J. Developments in mineralogical techniques—What about mineralogists? Miner. Eng. 2011, 24, 1224–1228. [Google Scholar] [CrossRef]
- Whiteman, E.; Lotter, N.O.; Amos, S.R. Process mineralogy as a predictive tool for flowsheet design to advance the Kamoa project. Miner. Eng. 2016, 96–97, 185–193. [Google Scholar] [CrossRef]
- Andrea, P.; Lopera, M.; Andrea, P.; Lopera, M. Geometallurgical Mapping and Mine Modelling—Comminution Studies: La Colosa Case Study, AMIRA P843A. Master’s Thesis, University of Tasmania, Hobart, Tasmania, 2014. [Google Scholar] [CrossRef]
- Bahrami, A.; Abdollahi, M.; Mirmohammadi, M.; Kazemi, F.; Danesh, A.; Shokrzadeh, M. A process mineralogy approach to study the efficiency of milling of molybdenite circuit processing. Sci. Rep. 2020, 10, 21211. [Google Scholar] [CrossRef]
- Ghanei, J. Evaluation of the Relation between Ore Texture and Grindability. Master’s Thesis, Lulea University of Technology, Luleå, Sweden, 2020. [Google Scholar]
- Leon, L.G.; Hogmalm, K.J.; Bengtsson, M. Understanding mineral liberation during crushing using grade-by-size analysis—A case study of the penuota sn-ta mineralization, spain. Minerals 2020, 10, 164. [Google Scholar] [CrossRef] [Green Version]
- Mine, A. Geometallurgical Estimation of Comminution Indices for Porphyry Copper Deposit Applying Mineralogical Approach. Master’s Thesis, Luleå University of Technology, Luleå, Sweden, 2017. [Google Scholar]
- Mwanga, A. Development of a Geometallurgical Testing Framework for ore Grinding and Liberation Properties. Ph.D. Dissertation, Luleå University of Technology, Luleå, Sweden, 2016. [Google Scholar]
- Ngwira, R.Y. Grind Optimization of Konkola Blended Copper Ore. Int. J. Metall. Eng. 2020, 2020, 7–21. [Google Scholar] [CrossRef]
- Vizcarra, T.G.; Wightman, E.M.; Johnson, N.W.; Manlapig, E.V. The effect of breakage mechanism on the mineral liberation properties of sulphide ores. Miner. Eng. 2010, 23, 374–382. [Google Scholar] [CrossRef]
- Solomon, N.; Becker, M.; Mainza, A.; Petersen, J.; Franzidis, J.P. Understanding the influence of HPGR on PGM flotation behavior using mineralogy. Miner. Eng. 2011, 24, 1370–1377. [Google Scholar] [CrossRef]
- Zhou, H.; Liu, G.; Zhang, L.; Zhou, C. Mineralogical and morphological factors affecting the separation of copper and arsenic in flash copper smelting slag flotation beneficiation process. J. Hazard. Mater. 2021, 401, 123293. [Google Scholar] [CrossRef]
- Arpalahti, A.; Lundström, M. The leaching behavior of minerals from a pyrrhotite-rich pentlandite ore during heap leaching. Miner. Eng. 2018, 119, 116–125. [Google Scholar] [CrossRef]
- Astuti, W.; Mufakhir, F.R.; Prasetyo, E.; Yuda, A.P.T.; Sumardi, S.; Nurjaman, F.; Supriyatna, Y.I.; Handoko, A.S.; Suharto. Effect of ore mineralogy on the reductive-leaching of manganese ores. IOP Conf. Ser. Mater. Sci. Eng. 2019, 478, 012014. [Google Scholar] [CrossRef]
- Charikinya, E.; Bradshaw, S.; Becker, M. Characterising and quantifying microwave induced damage in coarse sphalerite ore particles. Miner. Eng. 2015, 82, 14–24. [Google Scholar] [CrossRef]
- Valix, M.; Tang, J.Y.; Cheung, W.H. The effects of mineralogy on the biological leaching of nickel laterite ores. Miner. Eng. 2001, 14, 1629–1635. [Google Scholar] [CrossRef]
- Abdel-Khalek, N.A.; El-Shatoury, E.H.; Abdel-Motelib, A.; Hassan, M.S.; Abdel-Khalek, M.A.; El-Sayed, S. Mineralogical study and enhanced gravity separation of gold-bearing mineral, South Eastern Desert, Egypt. Physicochem. Probl. Miner. Process. 2020, 56, 839–848. [Google Scholar] [CrossRef]
- Grobler, J.D.; Bosman, J.B. Gravity separator performance evaluation using Qemscan® particle mineral analysis. J. S. Afr. Inst. Min. Metall. 2011, 111, 401–408. Available online: http://www.scielo.org.za/scielo.php?script=sci_arttext&pid=S2225-62532011000600006 (accessed on 5 July 2022).
- Walklate, J.R.; Fourie, P.J. A history of gravity separation at Richards Bay Minerals. J. S. Afr. Inst. Min. Metall. 2006, 106, 741–748. [Google Scholar]
- Chen, C.-F.; Xu, T.; Li, S.-H. Microcrack Evolution and Associated Deformation and Strength Properties of Sandstone Samples Subjected to Various Strain Rates. Minerals 2018, 8, 231. [Google Scholar] [CrossRef] [Green Version]
- Gutierrez, M.; Youn, D.J. Effects of fracture distribution and length scale on the equivalent continuum elastic compliance of fractured rock masses. J. Rock Mech. Geotech. Eng. 2015, 7, 626–637. [Google Scholar] [CrossRef] [Green Version]
- Zhao, Y.; Zhang, L.; Wang, W.; Pu, C.; Wan, W.; Tang, J. Cracking and Stress–Strain Behavior of Rock-Like Material Containing Two Flaws under Uniaxial Compression. Rock Mech. Rock Eng. 2016, 49, 2665–2687. [Google Scholar] [CrossRef]
- Kamona, A.F.; Günzel, A. Stratigraphy and base metal mineralization in the Otavi Mountain Land, Northern Namibia-a review and regional interpretation. Gondwana Res. 2007, 11, 396–413. [Google Scholar] [CrossRef]
- Kröner, A.; Correia, H. Continuation of the Pan African Damara belt into Angola: A proposed correlation of the Chela group in Southern Angola with the Nosib group in Northern Namibia/SWA. S. Afr. J. Geol. 1980, 83, 5–16. [Google Scholar]
- Melcher, F.; Oberthür, T.; Rammlmair, D. Geochemical and mineralogical distribution of germanium in the Khusib Springs Cu-Zn-Pb-Ag sulfide deposit, Otavi Mountain Land, Namibia. Ore Geol. Rev. 2006, 28, 32–56. [Google Scholar] [CrossRef]
- Melcher, F. The Otavi Mountain Land in Nambia: Tsumeb, Germanium and Snowball Earth. Mitt.Osterr.Miner.Ges. 2003, 148, 413–435. [Google Scholar]
- Pitiya, R.P.; Peter, L.J. A Review on the Deposit Geology and Mineralization Mechanism of Tsumeb Polymetallic Deposit, Namibia. OALib 2021, 8, 1–13. [Google Scholar] [CrossRef]
- Barrios, G.K.P.; Tavares, L.M. A preliminary model of high pressure roll grinding using the discrete element method and multi-body dynamics coupling. Int. J. Miner. Process. 2016, 156, 32–42. [Google Scholar] [CrossRef]
- Li, H.; McDowell, G.R.; Lowndes, I.S. A laboratory investigation and discrete element modeling of rock flow in a chute. Powder Technol. 2012, 229, 199–205. [Google Scholar] [CrossRef]
- Powell, M.S.; Morrison, R.D. The future of comminution modelling. Int. J. Miner. Process. 2007, 84, 228–239. [Google Scholar] [CrossRef]
- Quist, J.; Evertsson, C.M. Cone crusher modelling and simulation using DEM Cone crusher modelling and simulation using DEM. Miner. Eng. 2016, 85, 92–105. [Google Scholar] [CrossRef]
- Weerasekara, N.S.; Powell, M.S.; Cleary, P.W.; Tavares, L.M.; Evertsson, M.; Morrison, R.D.; Quist, J.; Carvalho, R.M. The contribution of DEM to the science of comminution. Powder Technol. 2013, 248, 3–24. [Google Scholar] [CrossRef]
- Solsvik, J.; Jakobsen, H.A. The Foundation of the Population Balance Equation: A Review. J. Dispers. Sci. Technol. 2015, 36, 510–520. [Google Scholar] [CrossRef]
- Austin, L.G.; Klimpel, R.R.; Luckie, P.T. Process Engineering of Size Reduction: Ball Mills; Society of Mining Engineers: Englewood, CO, USA; American Institute of Mining, Metallurgical, and Petroleum Engineers: New York, NY, USA, 1984. [Google Scholar]
- Austin, L.G. Introduction to the mathematical description of grinding as a rate process. Powder Technol. 1971, 5, 1–17. [Google Scholar] [CrossRef]
- Gardner, R.P.; Rogers, R.S. A two-component mechanistic approach for the comminution of material that exhibits heterogeneous breakage characteristics. Powder Technol. 1975, 12, 247–258. [Google Scholar] [CrossRef]
- Kiangi, K.K. Effect of Particle Filling and Size on the Behaviour of the Ball Load and Power in a Dry Mill. Doctoral Dissertation, Faculty of Engineering and the Built Environment, University of the Witwatersrand, Johannesburg, South Africa, 2011; pp. 1–241. [Google Scholar]
- Mulenga, F.K.; Moys, M.H. Effects of slurry filling and mill speed on the net power draw of a tumbling ball mill. Miner. Eng. 2014, 56, 45–56. [Google Scholar] [CrossRef]
- Gan, D.; Gao, F.; Zhang, Y.; Zhang, J.; Niu, F.; Gan, Z. Effects of the shape and size of irregular particles on specific breakage energy under drop weight impact. Shock. Vib. 2019, 2019, 4–7. [Google Scholar] [CrossRef]
- Norazirah, A.; Fuad, S.H.S.; Hazizan, M.H.M. The Effect of Size and Shape on Breakage Characteristic of Mineral. Procedia Chem. 2016, 19, 702–708. [Google Scholar] [CrossRef] [Green Version]
- Shi, F.; Zuo, W. Coal breakage characterisation—Part 1: Breakage testing with the JKFBC. Fuel 2014, 117 Pt b, 1148–1155. [Google Scholar] [CrossRef]
- Tavares, L.M. Breakage of single particles: Quasi-Static. In Handbook of Powder Technology; Elsevier B.V.: Amsterdam, The Netherlands, 2007; Volume 12. [Google Scholar] [CrossRef]
- Tavares, L.M.; King, R.P. Single-particle fracture under impact loading. Int. J. Miner. Process. 1998, 54, 1–28. [Google Scholar] [CrossRef]
- Buntoro, A.; Prasetyadi, C.; Wibowo, R.A.; Suranto; Lukmana, A.H. Validation of shale brittleness index calculation from wireline log of well BETRO-001 by using XRD test results and uniaxial test as parameters for determining potential of shale hydrocarbon—Brown shale of Pematang Group Formation, Central Sumatra Basin. IOP Conf. Ser. Earth Environ. Sci. 2018, 212, 012069. [Google Scholar] [CrossRef]
- Kim, Y.; Lee, H.S.; Choi, J.; Kim, K.H.; Ozyer, C. Comparison among brittleness, hardness and mineral composition of the Besa River Formation in the Liard Basin, Canada. J. Nat. Gas Sci. Eng. 2022, 103, 104632. [Google Scholar] [CrossRef]
- Mews, K.S.; Alhubail, M.M.; Barati, R.G. A review of brittleness index correlations for unconventional tight and ultra-tight reservoirs. Geosciences 2019, 9, 319. [Google Scholar] [CrossRef]
- Ye, Y.; Tang, S.; Xi, Z. Brittleness evaluation in shale gas reservoirs and its influence on fracability. Energies 2020, 13, 388. [Google Scholar] [CrossRef]
















| Parameter | Description | Values |
|---|---|---|
| Internal diameter (mm) | - | 305 |
| Mill speed | Critical speed (rpm) | 76.6 |
| Fraction of critical speed (%) | 75 | |
| Fill level factors | fc (%) | 3.01 |
| J (%) | 7.61 | |
| U (%) | 98.8 | |
| Milling time (minutes) | bij experiments | 0.5 |
| Si experiments | 0.5, 1, 2, and 4 |
| Element | XRF Assays (%) | ||
|---|---|---|---|
| Sulphide 1 | Sulphide 2 | Oxide | |
| Ca | 2.76 ± 0.0045 | 1.32 ± 0.0019 | 2.04 ± 0.0015 |
| Fe | 1.18 ± 0.0039 | 1.34 ± 0.0024 | 2.75 ± 0.0002 |
| S | 0.84 ± 0.0012 | 1.03 ± 0.0016 | 0.03 ± 0.0019 |
| Si | 32.75 ± 0.068 | 30.27 ± 0.030 | 29.92 ± 0.038 |
| Ca | 0.76 ± 0.0030 | 0.79 ± 0.0069 | 4.17 ± 0.0029 |
| Al | 3.63 ± 0.041 | 6.87 ± 0.042 | 4.86 ± 0.0974 |
| K | 3.35 ± 0.044 | 4.85 ± 0.012 | 3.49 ± 0.016 |
| Others | 54.73 ± 0.024 | 53.53 ± 0.014 | 52.74 ± 0.023 |
| Element | SEM EDS Assays (%) | ||
|---|---|---|---|
| Sulphide 1 | Sulphide 2 | Oxide | |
| Ca | 2.55 ± 0.13 | 1.64 ± 0.10 | 1.63 ± 0.23 |
| Fe | 0.33 ± 0.06 | 1.11 ± 0.10 | 0.51 ± 0.06 |
| S | 0.79 ± 0.02 | 1.83 ± 0.02 | 0.13 ± 0.02 |
| Si | 36.81 ± 0.14 | 34.97 ± 0.13 | 38.18 ± 0.14 |
| Ca | 0.61 ± 0.05 | 0.52 ± 0.06 | 1.53 ± 0.05 |
| Al | 2.79 ± 0.03 | 5.66 ± 0.03 | 3.34 ± 0.03 |
| K | 1.04 ± 0.02 | 2.74 ± 0.04 | 1.16 ± 0.02 |
| Others | 55.11 ± 0.064 | 51.53 ± 0.069 | 53.52 ± 0.079 |
| Element | SEM-EDS Elemental Analysis (wt %) | Atom–Gram Ratio | ||||
|---|---|---|---|---|---|---|
| Sulphide 1 (Point 1 on Sulphide 1 Micrograph) | Sulphide 2 (Point 2 on Sulphide 2 Micrograph) | Oxide (Point 1 on Oxide Micrograph) | Sulphide 1 (Relative to Fe) | Sulphide 2 (Relative to Fe) | Oxide (Relative to O) | |
| Cu | 27.18 ± 0.80 | 13.17 ± 0.49 | 59.44 ± 1.33 | 2.5 | 0.5 | 1.6 |
| Fe | 11.03 ± 0.34 | 24.08 ± 0.32 | - | 1.0 | 1.0 | - |
| S | 22.71 ± 0.17 | 38.42 ± 0.17 | - | 2.1 | 1.2 | - |
| O | 25.99 ± 0.25 | 15.38 ± 0.27 | 38.05 ± 0.34 | - | - | 1.0 |
| Si | 12.82 ± 0.12 | 4.78 ± 0.07 | 1.82 ± 0.11 | - | - | - |
| Al | 0.26 ± 0.05 | 2.76 ± 0.04 | - | - | - | - |
| Mg | - | 0.24 ± 0.04 | - | - | - | - |
| K | - | 0.97 ± 0.07 | - | - | - | - |
| Ca | - | 0.19 ± 0.03 | 0.69 ± 0.12 | - | - | - |
| Total | 100.00 | 100.00 | 100.00 | - | - | - |
| Element | Relative Atom–Gram Proportions | ||||
|---|---|---|---|---|---|
| Bornite (Cu5FeS4) Relative to Fe | Chalcopyrite (CuFeS2) Relative to Fe | Malachite (Cu2CO3(OH)2) Relative to O | Cuprite (Cu2O) Relative to O | Azurite (2CuCO3.Cu(OH)2) Relative to O | |
| Cu | 5.6 | 1.1 | 1.6 | 8.0 | 1.6 |
| Fe | 1.0 | 1.0 | - | - | - |
| S | 2.3 | 1.1 | - | - | - |
| O | - | - | 1.0 | 0.0 | 1.0 |
| Element | SEM-EDS Elemental Analysis (wt %) | ||
|---|---|---|---|
| Sulphide 1 (Point 3) | Sulphide 2 (Point 4) | Oxide (Point 4) | |
| O | 55.65 ± 0.36 | 47.94 ± 0.30 | 52.88 ± 0.34 |
| Al | 0.92 ± 0.05 | 9.80 ± 0.08 | 0.17 ± 0.03 |
| Si | 42.52 ± 0.19 | 30.50 ± 0.14 | 46.95 ± 0.19 |
| K | 0.91 ± 0.06 | 11.42 ± 0.10 | - |
| Na | - | 0.34 ± 0.04 | - |
| Total | 100.00 | 100.00 | 100.00 |
| Ore Type | Particle Size Range (µm) | Gangue Minerals Content (%) | Others in −3350 + 75 µm (%) | |||
|---|---|---|---|---|---|---|
| Quartz | Microcline | Orthoclase | Total in −3350 + 75 µm | |||
| SiO2 | KAlSi3O8 | KAlSi3O8 | ||||
| Sulphide 1 | −3350 + 300 | 82.1 | - | 5.1 | 89.1 | 10.9 |
| −300+75 | 86.0 | - | 6.0 | |||
| Sulphide 2 | −3350 + 300 | 65.2 | 4.9 | - | 75.0 | 25.0 |
| −300+75 | 77.6 | 4.7 | - | |||
| Oxide | −3350 + 300 | 73.0 | 3.9 | - | 67.9 | 32.1 |
| −300+75 | 49.5 | 4.8 | - | |||
| Ore Type | −1180 + 300 µm Size Class | ||
|---|---|---|---|
| XRF Si Assays (ppm) | Calculated SiO2 (%) | SiO2 and K-Feldspar (%) | |
| Sulphide 1 | 327,526 | 70.2 | 74.5 |
| Sulphide 2 | 302,660 | 64.9 | 69.7 |
| Oxide | 279,608 | 59.9 | 63.1 |
| xi (µm) | Sulphide 1 | Sulphide 2 | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Two-Component | Equation (3) Si | Experimental Si | Two-Component | Equation (3) Si | Experimental Si | |||||
| φ | SiA | SiB | φ | SiA | SiB | |||||
| 850 | 0.75 | 1.47 | 35.71 | 1.96 | 0.83 | 0.70 | 1.99 | 36.21 | 2.64 | 0.88 |
| 600 | 0.75 | 0.33 | 31.11 | 0.53 | 0.44 | 0.70 | 0.58 | 3.37 | 0.90 | 0.57 |
| 425 | 0.75 | 0.56 | 37.98 | 0.89 | 0.43 | 0.70 | 0.53 | 4.63 | 0.87 | 0.51 |
| 300 | 0.75 | 0.20 | 6.60 | 0.37 | 0.19 | 0.70 | 0.28 | 5.22 | 0.54 | 0.29 |
| 212 | 0.75 | 0.20 | 0.16 | 0.19 | 0.07 | 0.70 | 0.13 | 1.56 | 0.28 | 0.17 |
| xi (µm) | Oxide | ||||
|---|---|---|---|---|---|
| Two-Component | Equation (3) Si | Experimental Si | |||
| φ | SiA | SiB | |||
| 850 | 0.63 | 1.08 | 2.27 | 1.40 | 0.88 |
| 600 | 0.63 | 0.70 | 4.85 | 1.20 | 0.73 |
| 425 | 0.63 | 0.43 | 4.91 | 0.87 | 0.37 |
| 300 | 0.63 | 0.22 | 39.87 | 0.54 | 0.25 |
| 212 | 0.63 | 0.16 | 2.81 | 0.41 | 0.19 |
| Statistical Measures | Model Parameter | Experimental Si | ||
|---|---|---|---|---|
| Sulphide 1 | Sulphide 2 | Oxide | ||
| Correlation Coefficient | SiA | 0.920 | 0.995 | 0.981 |
| SiB | 0.842 | 0.816 | −0.443 | |
| p-value | SiA | 0.037227 | 0.000752 | 0.001305 |
| SiB | 0.4793 | 0.4769 | 0.5125 | |
| Si Parameters | Ore Type | ||
|---|---|---|---|
| Sulphide 1 | Sulphide 2 | Oxide | |
| a | 0.841 | 0.893 | 0.891 |
| α | 1.611 | 1.247 | 1.472 |
| Ore Type | Relative a | Relative α | Relative Brittleness Index (βi) |
|---|---|---|---|
| Sulphide 1 | 1.0 | 1.0 | 1.0 |
| Sulphide 2 | 1.1 | 0.8 | 0.8 |
| Oxide | 1.1 | 0.9 | 0.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nghipulile, T.; Moongo, T.E.; Dzinomwa, G.; Nkwanyana, S.; Mapani, B.; Kurasha, J.T. Evaluation of the Relationship between the Milling Breakage Parameters and Mineralogical Data: A Case Study of Three Copper Ores from a Multi-Mineralised Deposit. Minerals 2022, 12, 1263. https://0-doi-org.brum.beds.ac.uk/10.3390/min12101263
Nghipulile T, Moongo TE, Dzinomwa G, Nkwanyana S, Mapani B, Kurasha JT. Evaluation of the Relationship between the Milling Breakage Parameters and Mineralogical Data: A Case Study of Three Copper Ores from a Multi-Mineralised Deposit. Minerals. 2022; 12(10):1263. https://0-doi-org.brum.beds.ac.uk/10.3390/min12101263
Chicago/Turabian StyleNghipulile, Titus, Thomas Ehongo Moongo, Godfrey Dzinomwa, Sandile Nkwanyana, Benjamin Mapani, and Jaquiline Tatenda Kurasha. 2022. "Evaluation of the Relationship between the Milling Breakage Parameters and Mineralogical Data: A Case Study of Three Copper Ores from a Multi-Mineralised Deposit" Minerals 12, no. 10: 1263. https://0-doi-org.brum.beds.ac.uk/10.3390/min12101263