
A Local Density-Based Abnormal Case Removal Method for Industrial Operational Optimization under the CBR Framework


1
School of Automation, Central South University, Changsha 410083, China
2
School of Computer and Information Engineering, Central South University of Forestry & Technology, Changsha 410004, China
*
Author to whom correspondence should be addressed.
Machines 2022, 10(6), 471; https://0-doi-org.brum.beds.ac.uk/10.3390/machines10060471
Submission received: 4 May 2022
/
Revised: 7 June 2022
/
Accepted: 9 June 2022
/
Published: 12 June 2022
(This article belongs to the Special Issue Deep Learning-Based Machinery Fault Diagnostics)
Abstract
:Operational optimization is essential in modern industry and unsuitable operations will deteriorate the performance of industrial processes. Since measuring error and multiple working conditions are inevitable in practice, it is necessary to reduce their negative impacts on operational optimization under the case-based reasoning (CBR) framework. In this paper, a local density-based abnormal case removal method is proposed to remove the abnormal cases in a case retrieval step, so as to prevent performance deterioration in industrial operational optimization. More specifically, the reasons as to why classic CBR would retrieve abnormal cases are analyzed from the perspective of case retrieval in industry. Then, a local density-based abnormal case removal algorithm is designed based on the Local Outlier Factor (LOF), and properly integrated into the traditional case retrieval step. Finally, the effectiveness and the superiority of the local density-based abnormal case removal method was tested by a numerical simulation and an industrial case study of the cut-made process of cigarette production. The results show that the proposed method improved the operational optimization performance of an industrial cut-made process by 23.5% compared with classic CBR, and by 13.3% compared with case-based fuzzy reasoning.
1. Introduction
Frequent changes in operating conditions require the operating settings to change accordingly and appropriately, and unsuitable settings will bring about performance deterioration and disqualified products [1]. Therefore, operational optimization plays an essential role in industrial production since it ensures process safety and enhances economic benefit [2,3,4]. Generally, there are two kinds of operational optimization methods: model-based methods and data-based methods. In particular, the model-based methods firstly build a process model with some basic operational laws, such as material conservation and energy conservation, and then construct a constrained optimization problem with the pre-established process model [5,6]. On this basis, global optimal solutions are obtained with some optimization algorithms, such as sequential quadratic programming (SQP) [7], the genetic algorithm (GA) [8], and particle swarm optimization (PSO) [9]. Although model-based methods have been successfully applied to many fields, their shortages are inevitable when the industrial process is extremely complex. In fact, it is difficult to build an accurate model if the process is featured by a large scale, long procedure, and changeable environments [10]. Moreover, it is challenging to select an appropriate optimization algorithm to balance the efficiency and the accuracy of a certain operational optimization problems [11].
In response to the drawbacks of model-based methods, data-based methods–which are free from prior knowledge on process mechanisms [12]–have attracted much attention in both the academic and industrial community [13]. For example, Wang et al. designed an adaptive moving window convolutional neural network to extract useful information from the process time-series data, based on which the optimal decision is made according to the expected operational indices [14]. Ding et al. integrated the reinforcement learning strategy with Case-Based Reasoning (CBR) so that the optimal operational indices for a large mineral processing plant can be easily found [15]. Overall, data-based methods benefit from various kinds of sensors installed in modern industry, and they can make optimal decisions using plentiful historical data and operational experience.
Among the data-based methods, CBR does not rely on any process mechanism knowledge, so it is suitable for operational optimization problems where it is difficult to establish accurate process models. In detail, CBR solves the operational optimization problem by referring to previous operating experience, and it has been successfully applied to many processes. For example, Li et al. developed a principal component regression-based case reuse method under the CBR framework [16]. To be specific, the developed method could learn valuable experience from historical production data and finally obtain the global optimal operating settings for a coking flue gas denitration process. Ding et al. integrated a multi-objective evolutionary algorithm into the classic CBR, and the modified CBR was then employed to optimize some operating indexes of the largest hematite ore processing plant in western China [17]. Basically, since CBR could work out the optimal operating settings for certain conditions with some successful cases (also named historical optimal cases or case base), requirements of safety and stability are automatically satisfied for the acquired settings [18]. This is another advantage of CBR when it is employed to solve operational optimization problems in industry.
Conventionally, CBR includes the following steps: (1) Case retrieval; (2) Case reuse; (3) Case revision; and (4) Case retention [19]. Among them, case retrieval is one of the most important steps and its task is to retrieve the most useful cases from the pre-established case base to solve the target problem [20,21]. Currently, the majority of case retrieval is based on similarity [22], which is typically measured by various kinds of distances, such as the Euclidean distance, the Mahalanobis distance, the cosine angle distance, etc. [23]. However, similarity fails to consider the significance among different dimensions. Therefore, reference [24] employs the weighted Mahalanobis distance to measure the similarity, and reference [25] designed a new similarity measurement that combined the Euclidean distance and the cosine angle distance. To improve the accuracy of case retrieval facing nonlinearity, Li et al. introduced a new similarity index that can transfer traditional distance-based similarity into their corresponding Gaussian forms by Gaussian transformation [26]. In terms of industrial operational optimization, the Euclidean distance or the weighted Euclidean distance is adopted to calculate the similarity between two cases in most previous studies. Usually, the weights are allocated based on experience, and the allocation requires prior knowledge about the studied process. Moreover, the accuracy of case retrieval would be decreased if the process data include measuring error. Therefore, Zhang et al. utilized fuzzy logic to select the most suitable cases from a case base, and then obtained the global optimal solution for the target problem in an oil refinery [18].
Although plenty of works have improved the accuracy of case retrieval, it is still difficult to guarantee the quality of retrieved cases when applied to complex industrial processes when only using distance-based similarity. Firstly, measuring error is unavoidable in historical data [27], so it is hard to build the case base accurately. Secondly, industrial processes often run in many working conditions [28], so it is difficult to ensure the distance-based case retrieval would only retrieve cases from the same working conditions as the target problem. In this paper, these wrongly retrieved cases are named as abnormal cases because they are not helpful for the target problem. Furthermore, applying the operational settings of abnormal cases to the target problem is hazardous and may result in performance deterioration and disqualified products, or even stall the production of subsequent processes. Therefore, a local density-based abnormal case removal method is proposed in this paper to remove the abnormal cases in the case retrieval step, and finally to improve the performance of CBR for industrial operational optimization. The main contributions of this paper are summarized as follows:
- (1)
- The reason why historical cases in low-density areas should not be included in the case reuse step is analyzed from the perspective of safety and reliability requirements in industrial operational optimization problems.
- (2)
- A novel abnormal case removal method, which could effectively remove the abnormal cases before case reuse, is proposed on the basis of the Local Outlier Factor (LOF), and properly integrated into the case retrieval step.
- (3)
- The effectiveness and superiority of the newly proposed local density-based abnormal case removal method is verified by a numerical optimization case study and an industrial operational optimization case study.
The rest of this paper is organized as follows. Some preliminaries of the CBR framework and the distance-based similarity measurements are briefly reviewed in Section 2, then the motivations, principles, and procedures of the local density-based abnormal case removal method are systematically presented in Section 3. Section 4 exhibits the operational optimization results of a numerical case study and an industrial case study. Finally, conclusions are given in Section 5.
2. Preliminaries
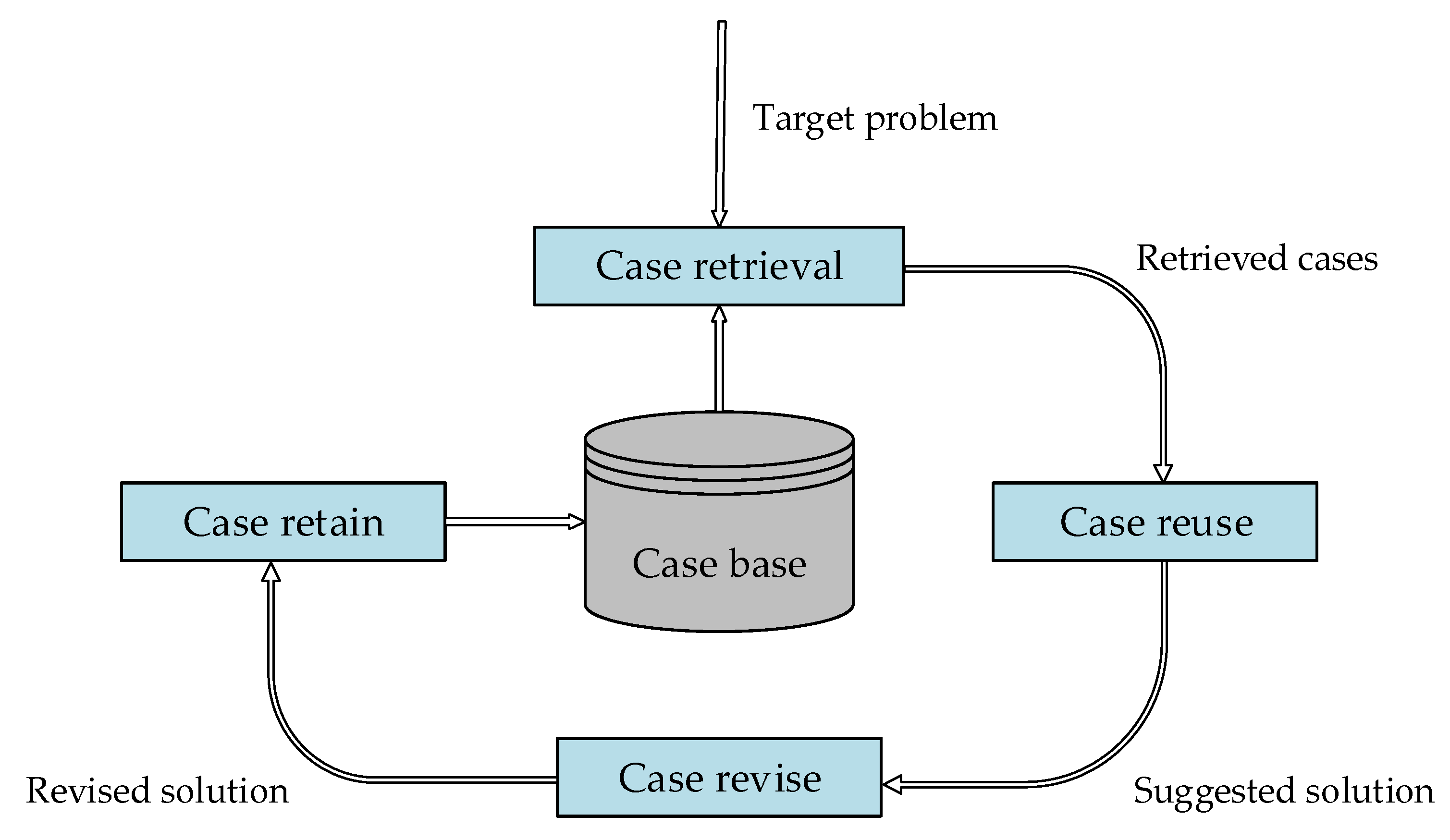
In this section, some basic knowledge on the CBR framework and the distance-based similarity measurements is introduced. Unlike the model-based methods, CBR solves the target problem with several related cases stored in the case base. To be specific, the case base should be constructed with as many historical cases as possible. Each case consists of a problem description and a case solution. Figure 1 gives the basic framework of CBR (also known as the CBR cycle).
It could be seen from Figure 1 that case retrieval is the first step of the CBR cycle. The task of case retrieval is to retrieve several valuable cases from the constructed case base. Supposing the number of retrieved cases is fixed as , the retrieved cases are the first cases with the most similar problem descriptions to the target problem. After the case retrieval step, the case reuse is performed to obtain a suggested solution according to the retrieved cases. If the suggested solution is not applicable to the target problem, the suggested solution needs revising to adapt to the target problem. In the last step, the experience of solving this target problem is stored to update the case base, which enable CBR to constantly learn during the CBR cycle.
In general, CBR solves the target problem by learning from historical cases with similar problem descriptions to the target problem. Therefore, case retrieval is the foundation of CBR, and the retrieval accuracy directly affects the performance of CBR [29,30,31]. In previous studies, most case retrievals are based on distance-based similarity. Table 1 lists five most commonly used distances for similarity measurement in CBR.
As shown in Table 1, several distances can be applied to measure the similarity between two cases. Under the CBR framework, great attention has been paid to measure the similarity between the target problem and historical problems in the case base. However, due to the complexity of industrial processes, it is still hard to choose an appropriate similarity index that only retrieves valuable cases when facing gross measuring error and multiple working conditions. Therefore, it is necessary to develop an abnormal case removal method so as to obtain the most valuable cases in industrial operational optimization.
3. Methods
3.1. Analysis of Case Retrieval in Industrial Operational Optimization
To improve product quality and enhance economic benefits, operational optimization has been widely implemented in industrial processes. CBR can find the optimal operational settings by learning from the historical optimal operational settings in the case base, so it has been widely studied in the industrial operational optimization community. Suppose that there are cases overall retrieved from the case base, and and represent the problem descriptions and the optimal solutions of the retrieved case, respectfully. Under the CBR framework, the suggested solution of the target problem can be determined as follows:
where represents the similarity between the target problem and the problem description of the historical case . In fact, the suggested solution is a weighted sum of historical optimal solutions. Concretely, historical cases are selected by the case retrieval step according to their similarity to the target problem. Moreover, Equation (1) shows that the weight of the suggested solution is only determined by the similarity between the target problem and the problem description of the selected historical case. In other words, the case retrieval step not only provides some helpful candidates for the suggested solution, but also determines their weights in the suggested solution. Hence, the accuracy of case retrieval is vital to the performance of industrial operational optimization.
Since CBR assumes that similar problem descriptions always have similar case solutions [32], most of the previous studies tend to discover the most similar cases to the target problem. Although the classic case retrieval methods have been proved effective in many fields, the accuracy of case retrieval is still inevitably affected by measuring error and by multiple working conditions. As a result, not all retrieved cases are helpful for solving the target problem. The concrete reasons are as follows.
- (a)
- Accuracy of case retrieval would be influenced by the measuring error
Industrial data are collected by various kinds of sensors installed in the factory. Since perturbations and noises are inevitable in industrial processes, measuring error is naturally introduced in the case base. Consequently, the descriptions of historical cases are not accurate. For the case, its measured description can be represented as follows:
where and are the accurate description and the measuring error of the case, respectively. Considering the measuring error in its corresponding measured description, the true Euclidean distance between and are calculated as follows:
Then the similarity between and can be calculated as follows:
Obviously, the measuring error in industrial data would degrade the accuracy of case retrieval and make it hard to evaluate the importance of historical cases in solving the target problem. Therefore, it is necessary to eliminate negative impacts from historical cases that have gross measuring error.
- (b)
- Accuracy of case retrieval would be influenced by the multiple working conditions
Industrial processes always run in many working conditions, which leads to some undesirable results if the number of retrieved cases is not appropriate. That is to say, not only the similarity but also the number have an impact on the accuracy of case retrieval. Therefore, an appropriate parameter is crucial for the success of industrial operational optimization under the CBR framework. However, for a particular process, there are different numbers of historical cases in different working conditions, suggesting that the case base is imbalanced. There are a larger number of cases in common working conditions and a smaller number of cases in uncommon working conditions. Therefore, it is easy to retrieve enough cases from a common working condition, yet difficult to do the same from an uncommon working condition. Since the parameter is fixed as a constant in classic CBR, it may perform well for some working conditions but perform poorly for others. The reason why classic CBR has a different performance in different working conditions is that some irrelevant cases from other working conditions may be retrieved if the target problem belongs to uncommon working conditions. Thus, the suggested solution may be inapplicable.
In summary, both the measuring error and the multiple working conditions would decrease the accuracy of case retrieval, which is going to affect the performance of operational optimization under the CBR framework. To decrease the negative impact from these abnormal cases, a local density-based abnormal case removal method for the case retrieval step is proposed in the following subsection.
3.2. Local Density-Based Abnormal Case Removal
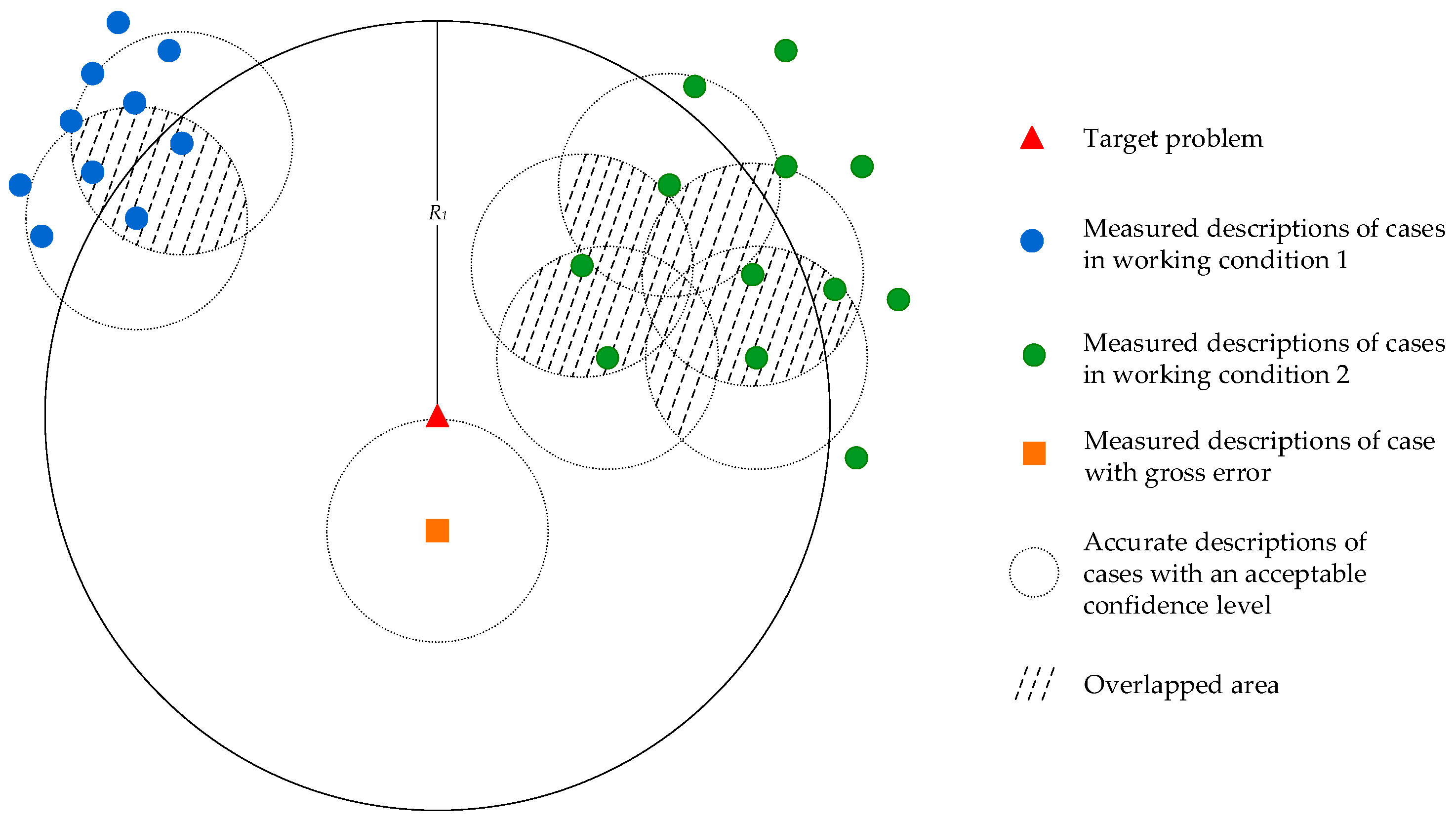
Most of the previous studies on case retrieval have only focused on similarity measurement, while the distribution of retrieved cases was neglected. The goal of case retrieval is, in essence, to search the case base for valuable cases in order to solve the target problem. In Section 3.1, the reasons as to why abnormal cases commonly exist in industry are thoroughly analyzed. Consequently, the retrieval results may not be reliable and the accuracy of case retrieval needs enhancing. In contrast to the model-based methods, CBR directly uses the operational information in retrieved cases, so the accuracy of retrieved cases is vital to the performance of CBR. In another words, abnormal cases are harmful for the industrial operational optimization, so they must be removed before the case reuse. In this paper, it is believed that the distribution of retrieved cases can reflect their reliability. By eliminating low-reliability cases, the quality of the retrieved cases can be significantly enhanced. Figure 2 presents a demonstration of the relationship between the distribution and the reliability of cases.
As shown in Figure 2, the retrieved cases are not uniformly distributed in the whole space. Moreover, the accurate descriptions of historical cases are uncertain due to the existence of measuring error. In this paper, the measuring error is assumed to follow the Gaussian distribution. With a certain confidence level, accurate descriptions of historical cases lie in dashed circles centered in their corresponding measured descriptions. Since the similarity is usually calculated according to the measured descriptions, cases with the highest similarity are not necessarily the most helpful cases for the target problem. However, there exist some overlaps in the area with high-density cases, showing cases in the high-density area have higher reliability than other cases since the accurate descriptions are more likely to lie in the overlaps. Therefore, although cases in the low-density area may have a higher similarity to the target problem, they should not proceed to the case reuse step due to their lower reliability.
Another issue that impacts the accuracy of case retrieval is the multiple working conditions of industrial processes. For a target problem that lies on the edge of a working condition, its nearest neighbors probably include cases from other working conditions. Obviously, these cases will not help to solve the target problem and should not be included in the retrieved cases. This issue can be partly solved by assigning different number of retrieved cases to every working condition, but it requires identifying the working conditions in advance and setting a different parameter for every working condition. Consequently, it demands more priori knowledge and becomes much more complicated. Considering the working condition identification problem can be transformed into a classic classification problem, the K-Nearest Neighbors (KNN) classifier believes that the target problem belongs to the working condition that the majority of its nearest neighbors belongs to. That is to say, the number of retrieved cases from other working conditions is less than the number of retrieved cases from the working condition that the target problem belongs to. Since all retrieved cases belong to the same neighborhood, cases from other working conditions are more likely to be in the low-density area, so they can be identified by calculating the density of retrieved cases.
To conclude, measuring error and multiple working conditions are two inevitable problems affecting the accuracy of case retrieval and degrading the performance of CBR. Therefore, developing an abnormal case removal method is urgent and necessary. Since cases in a high-density area are more reliable than those in a low-density area, the latter should be removed from the retrieved cases. In this subsection, a local density-based abnormal case removal algorithm is designed based on the Local Outlier Factor (LOF), which is a common index showing how isolated a data point is comparing with its nearest data points. The LOF of historical case is defined as follows:
where is an adjustable parameter; and stand for the local reachability density of case and , respectively; is the similar cases in the retrieved cases. Particularly, the can be represented as follows:
where is the Euclidean distance between and .
As shown in Equation (5), LOF reflects the average ratio of to . Therefore, a bigger LOF indicates a smaller local density, and the corresponding case should be removed. Normally, the threshold of LOF is determined after the whole dataset has been analyzed, while in this paper, the threshold of LOF can be adaptively adjusted. To automatically eliminate the retrieved cases in a low-density area, the threshold of the local density-based abnormal case removal algorithm is designed as follows:
where is an adjustable parameter of the threshold , and is the average LOF of the retrieved cases, which can be calculated as follows:
In this paper, is optimized according to the mean absolute error of the training set; and are optimized determined by orthogonal experiments. With the optimal parameter , , , pseudo-codes of the designed local density-based abnormal case removal algorithm are shown in Algorithm 1.
| Algorithm 1: Local density-based abnormal case removal |
| Input: retrieved cases; optimal parameter , |
| Output: The retrieved cases without abnormal cases |
| 1 Calculate the local density of every retrieved case according to Equation (6) |
| 2 Calculate the LOF of every retrieved case according to Equation (5) |
| 3 Calculate the threshold of the retrieved cases according to Equations (7) and (8) |
| 4 Remove the cases whose LOF are higher than the threshold |
With the aforementioned local density-based abnormal case removal algorithm, procedures of the industrial operational optimization are as follows:
- Step 1:
- construct the case base with history data;
- Step 2:
- for a target problem, select most similar cases from the case base and construct the original retrieved cases ;
- Step 3:
- employ the local density-based abnormal case removal algorithm to remove wrongly retrieved cases;
- Step 4:
- acquire the suggested solution for the target problem according to Equation (1);
- Step 5:
- revise the suggested solution, if necessary;
- Step 6:
- store it in the case base after the target problem is solved.
4. Case Studies
In this section, the effectiveness and the superiority of the designed local density-based abnormal case removal method were validated by two case studies. Firstly, a numerical simulation was designed, where case descriptions were featured with multiple working conditions and measurement error. Then, an industrial case study, whose data were collected from a cut-made process of cigarette production, was designed to show the effectiveness and the superiority of the abnormal case removal method in industrial operation optimization under the CBR framework. In these case studies, the proposed method was compared with classic CBR and case-based fuzzy reasoning in which the fuzzy membership function and its parameters were determined according to their ability to resist measuring error [18]. The concrete hardware and software are as follows: Intel(R) Core (TM) i5-4590, ROM 8 GB, Windows 10 professional.
4.1. Numerical Simulation
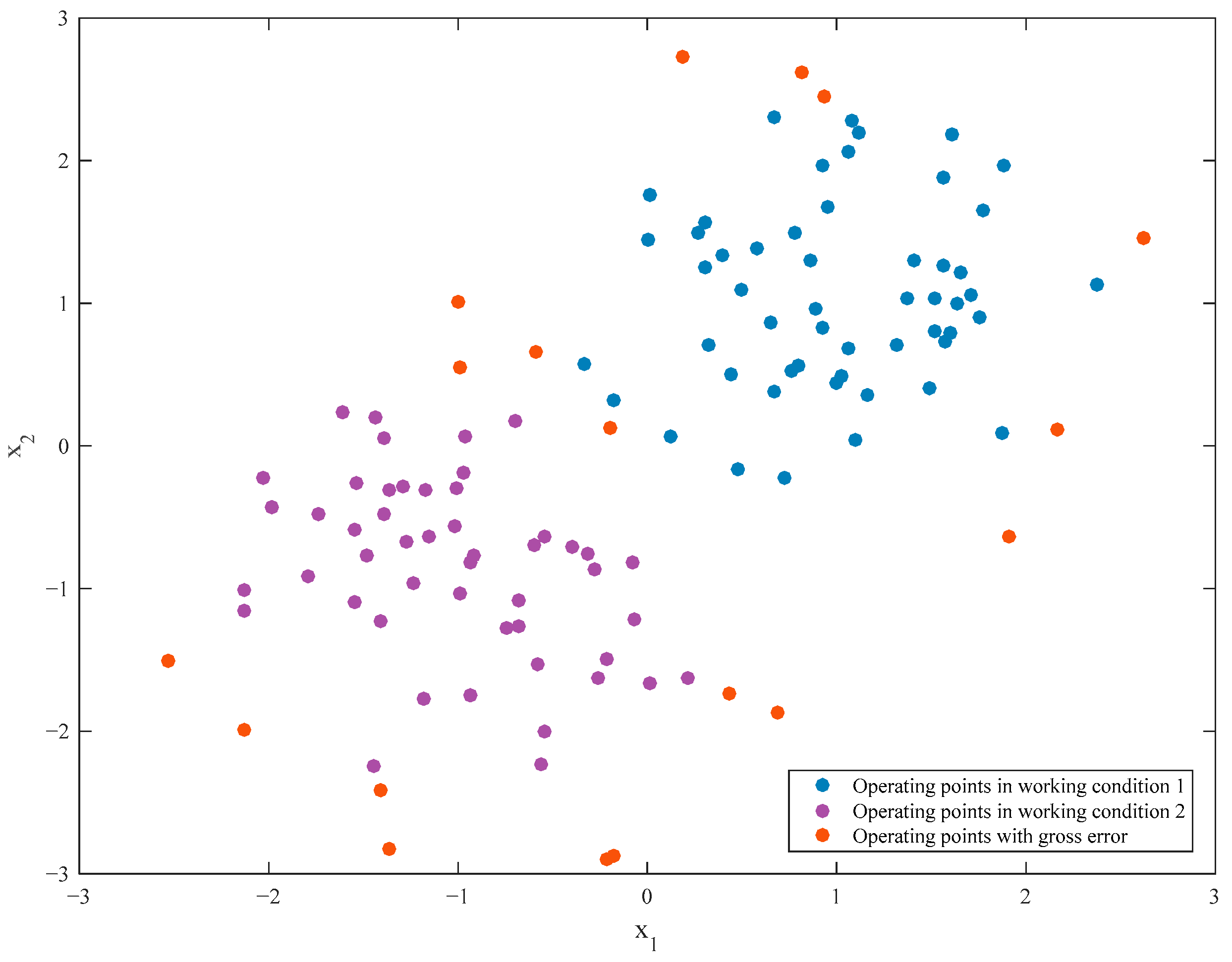
In this numerical simulation, 120 operating points were generated with MATLAB 2019A to simulate the characteristics of multiple working conditions and measurement error of industrial data. Particularly, two working conditions were generated with different centers and deviations (the deviations followed Gaussian distribution to simulate the measurement error in industry). In detail, every working condition consisted of 60 operating points, and the centers of working condition 1 and working condition 2 were set as (1, 1) and (−1, −1), respectively. In addition, standard deviations of the two working conditions were both set as 0.5. It should be noted that the operating points with larger deviation from their corresponding centers were considered as operating points with gross error, and they should be removed before the case reuse. Figure 3 shows the distribution of the generated dataset, which can perfectly reflect the characteristics of industrial data.
As shown in Figure 3, the operating points lying on the edge of working condition 1 and working condition 2 were considered as operating points with gross error in this study. Moreover, the case solutions of working condition 1 and working condition 2 were designed as Equations (9) and (10), respectively.
Their parameters were designed differently to reflect diverse operating experience in different working conditions. Furthermore, Equations (9)–(12) were designed as quadratic polynomials to represent the nonlinearity in the operating experience. For operating points with gross error, their measured descriptions were heavily deviated from their accurate descriptions. Consequently, their case solutions are less helpful for operational optimization than those of normal cases. For this reason, the case solutions of working condition 1 and working condition 2 with gross error were designed as Equations (11) and (12), respectively.
In this numerical simulation, 60 operating points were randomly chosen from the generated dataset as a case base, while the rest of 60 operating points were equally divided into two datasets. To be specific, the first was used as training dataset to pick out the optimal parameters including , , and , and the last was chosen as a testing dataset to evaluate the performance of the designed abnormal case removal method with the selected optimal parameters. The concrete evaluation criterion was Mean Absolute Error (MAE).
where is the number of cases in the testing dataset. and are the optimal solution and the suggested solution of the cases, respectively.
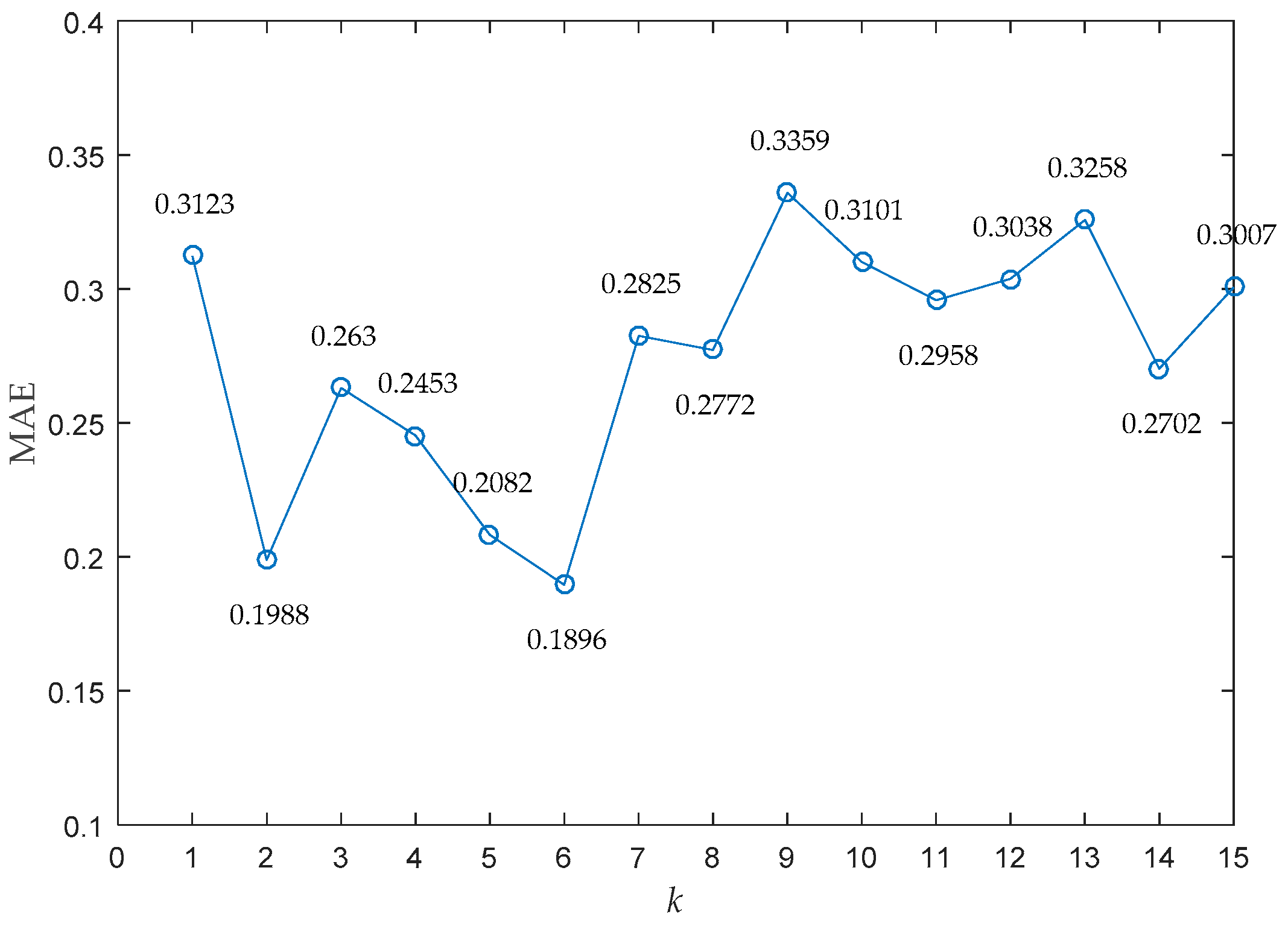
Since is a crucial parameter for case retrieval and its value directly affects the performance of CBR, sensitivity analysis was firstly carried out to find the best parameter . Figure 4 presents the MAE of the training dataset when changed from 1 to 15.
As shown in Figure 4, the tendency of MAE firstly decreases with changing from 1 to 6, and then generally increases with changing from 6 to 15. The minimal MAE was 0.1896 when the parameter was chosen as 6. Therefore, the number of retrieved cases was set as 6 both in classic CBR and the improved CBR with the proposed abnormal case removal method. In addition, in order to find out the best parameters and for the abnormal case removal algorithm, orthogonal experiments were designed with the training dataset. In particular, the parameter was set from 1 to 5 while the parameter was set from 0.2 to 2.2. Table 2 shows the MAE of the training dataset with different combination of parameter and parameter .
As shown in Table 2, the minimal MAE of the training dataset was 0.1457 when the parameter and were set as 4 and 1, respectively. The reason as to why and could influence the MAE of the training dataset were analyzed as follows:
- (1)
- Supposing the parameter was fixed as a constant, if the selected parameter was too small, it would result in a lower threshold and more normal cases would be removed by mistake in the retrieved cases. This would increase the MAE.
- (2)
- Supposing the parameter was fixed as a constant, if the selected parameter was too big, it would result in a larger threshold and more abnormal cases would be preserved in the retrieved cases. This would increase the MAE.
- (3)
- Supposing the parameter was fixed as a constant, if the selected parameter was too small, fewer nearest neighbors would be included in the calculation of LOF. This would make the LOF more vulnerable to uncertainty so as to increase the MAE.
- (4)
- Supposing the parameter was fixed as a constant, if the selected parameter was too big, more nearest neighbors would be included in the calculation of LOF. This would reduce the distinguish ability of LOF so as to increase the MAE.
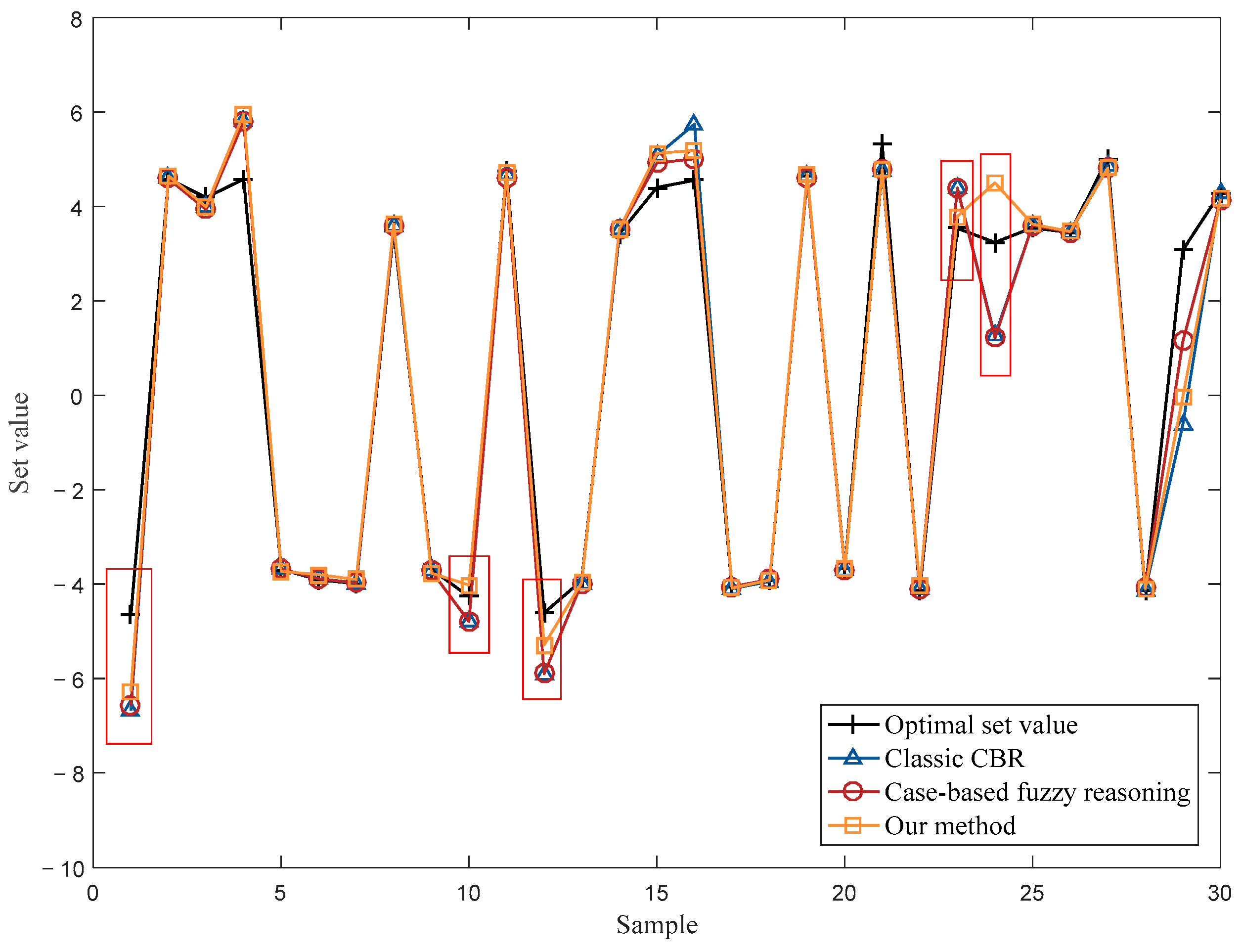
In the end, the best parameters of the designed abnormal case removal algorithm were set as , and , respectively. With the aforementioned parameter combination, the testing dataset was finally used to show the effectiveness and the superiority of our method. Additionally, Cauchy fuzzy membership function was selected for the case-based fuzzy reasoning and its optimal parameters were 0.725 and 0.837, based on its performance against measuring error. The concrete fuzzy membership functions evaluation method and parameters optimization method can be found in reference [18]. Figure 5 presents the concrete results.
According to Figure 5, it can be found that the set values of our method are closer to their corresponding optimal set values than that of the other two methods. Specifically, there are overall five operating points (marked with red boxes) in which our method outperformed the classic CBR and case-based fuzzy reasoning. As an average, the abnormal case removal method improved the setting accuracy in the testing dataset by 20.3% compared with classic CBR, and by 8.5% compared with case-based fuzzy reasoning. The reason why our method can obtain better results is that some abnormal cases retrieved by the classic case retrieval step could be removed with Equations (5) and (7). By eliminating these abnormal cases whose LOFs are higher than the threshold, the impacts of these cases can be removed in the case reuse step, thus improving the quality of the retrieved cases. Naturally, the MAE of the testing dataset would be decreased, and the performance of operational optimization would be improved under the CBR framework.
4.2. Operational Optimization of an Industrial Cut-Made Process of Cigarette Production
In this case study, the designed abnormal case removal method was tested with industrial data collected from a cut-made process of cigarette production. In this production, the operator aims to keep the moisture content of leaf-silk close to the desirable value, and the operational optimality has an impact on the quality of cigarettes. Specifically, the studied cut-made process includes the following three procedures: (1) the leaf-silk drying procedure, (2) the blending procedure, and (3) the spicing procedure. Since many operating experiences were stored in the production data, the set value of the moisture content of the leaf-silk drying procedure could be determined with historical optimal cases. Table 3 presents the basic structure of historical cases for the operational optimization of cut-made process of cigarette production.
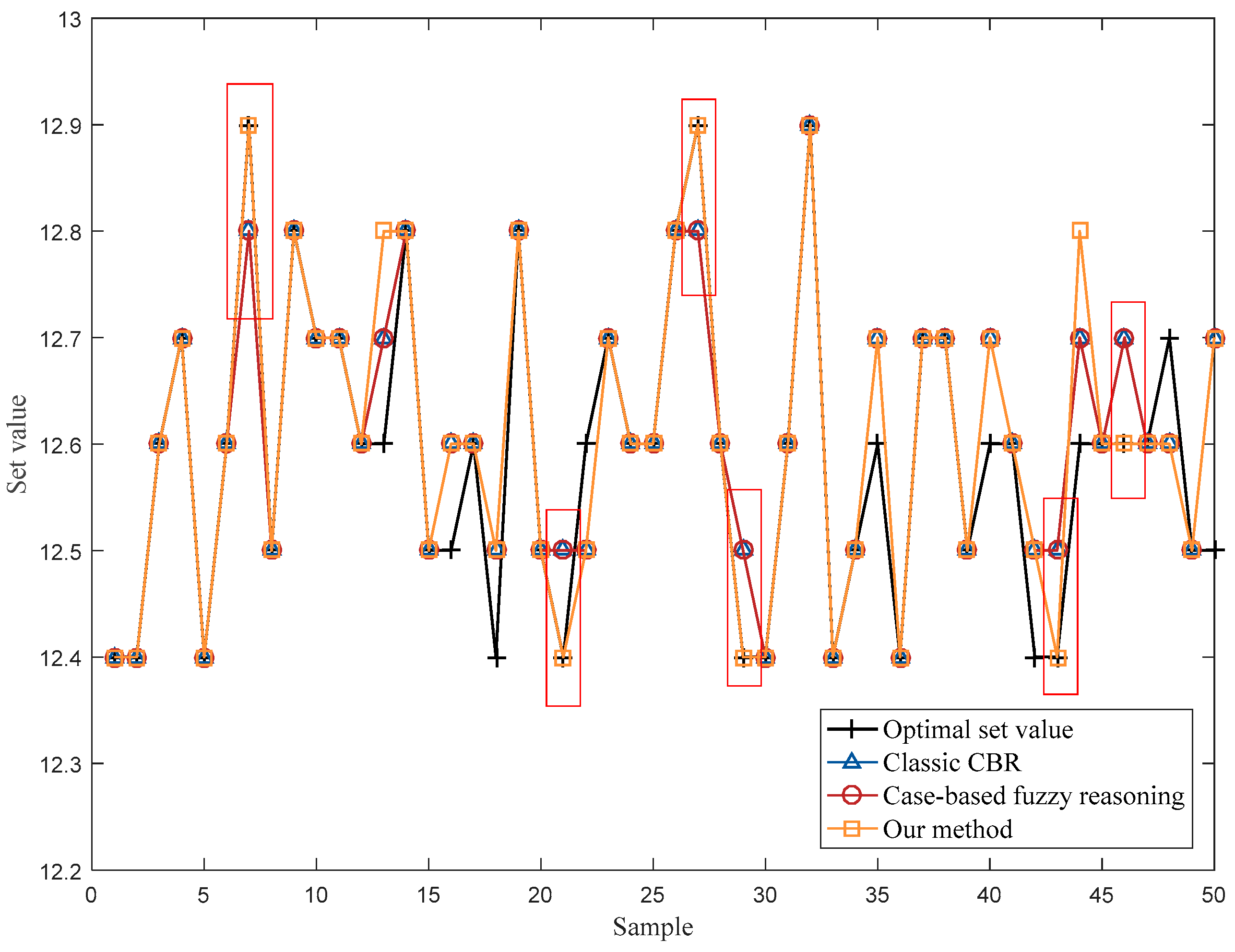
After data preprocessing, a total of 200 cases were extracted for having valuable operating experience from the production data. Then, 100 cases were randomly chosen from the 200 cases as the case base, while the rest were equally divided into two datasets. The first was used as training dataset while the last was chosen as testing dataset. Similar to the numerical simulation, MAE was chosen to evaluate its operational optimization performance, and an orthogonal experiment was conducted to find the best parameter combination for the abnormal case removal algorithm and CBR. By trial and error, the best parameters of the proposed abnormal case removal algorithm were set as , and , based on which the operational optimization performance in the training dataset was improved by 22.3% compared with classic CBR. Furthermore, the Gaussian membership function was selected, and the optimized parameters were displayed in Table 4. Figure 6 exhibits the set values provided by these methods for the industrial cut-made process in the testing dataset.
As shown in Figure 6, CBR with the designed abnormal case removal method (our method) can obtain better results in the operational optimization of moisture content of leaf-silk drying machine in production line A. In particular, overall, there are six operating points (marked with red boxes) in which our method outperformed the classic CBR and case-based fuzzy reasoning. This is due to some abnormal cases being removed by the proposed case removal method in the case retrieval step. Furthermore, the influence of multiple working conditions was not considered in the case-based fuzzy reasoning, and thus the performance of CBR with the designed abnormal case removal method was better. In summary, the MAE of classic CBR in testing dataset was 0.034 and the MAE of case-based fuzzy reasoning was 0.03, while the MAE of our method in the testing dataset was 0.026. The proposed abnormal case removal method improved the MAE by 23.5% compared to classic CBR, and by 13.3% compared to case-based fuzzy reasoning. Therefore, the effectiveness and the superiority of the local density-based abnormal case removal method was proven, and it is suitable for the operational optimization of industrial processes.
5. Conclusions
This paper proposed a local density-based abnormal case removal method for the industrial operational optimization problem. Particularly, the reason as to why abnormal cases should be removed from the case set retrieved by traditional method was analyzed in view of the safety and reliability requirements of industrial operational optimization. Then, historical cases whose LOF exceeded the corresponding threshold were removed by the designed local density-based abnormal case removal algorithm. The simulation results showed that, compared with classic CBR, the local density-based abnormal case removal method could improve the performance of operational optimization by 20.3% in the numerical case and 23.5% in the industrial case study, while improving the performance of operational optimization by 8.5% in the numerical case and 13.3% in the industrial case study compared with case-based fuzzy reasoning. In this paper, the calculation of local density increased computation cost, thus, how to obtain the local density of retrieved cases with lower computation burden would be an interesting topic in the future.
Author Contributions
Conceptualization, X.P. and Y.W.; Data curation, X.P. and L.G.; Formal analysis, X.P. and Y.X.; Funding acquisition, Y.W.; Investigation, X.P., Y.X. and L.G.; Methodology, X.P. and Y.X.; Project administration, Y.W.; Software, X.P.; Supervision, Y.W.; Validation, X.P. and L.G.; Visualization, X.P. and L.G.; Writing—original draft, X.P.; Writing—review & editing, X.P., Y.W. and Y.X. All authors have read and agreed to the published version of the manuscript.
Funding
This research was supported in part by National Natural Science Foundation of China (NSFC) (U1911401), in part by the National Key Research and Development Program of China (2020YFB1713800), and the Science and Technology Innovation Program of Hunan Province (2021RC4054).
Data Availability Statement
The data set used in the numerical case was generated with the MATLAB 2019A.
Conflicts of Interest
The authors declare no conflict of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript, or in the decision to publish the results.
References
- Chen, H.T.; Chai, Z.; Dogru, O.; Jiang, B.; Huang, B. Data-Driven Fault Detection for Dynamic Systems with Performance Degradation: A Unified Transfer Learning Framework. IEEE Trans. Instrum. Meas. 2020, 70, 3504712. [Google Scholar] [CrossRef]
- Sun, B.; Yang, C.H.; Zhu, H.Q.; Li, Y.G.; Gui, W.H. Modeling, Optimization, and Control of Solution Purification Process in Zinc Hydrometallurgy. IEEE/CAA J. Autom. Sin. 2018, 5, 564–576. [Google Scholar] [CrossRef]
- Xue, Y.F.; Wang, Y.L.; Sun, B.; Peng, X.Y. An Efficient Computational Cost Reduction Strategy for the Population-Based Intelligent Optimization of Nonlinear Dynamical Systems. IEEE Trans. Ind. Inf. 2021, 17, 6624–6633. [Google Scholar] [CrossRef]
- Xie, R.; Liu, W.H.; Chen, M.Y.; Shi, Y.J. A Robust Operation Method with Advanced Adiabatic Compressed Air Energy Storage for Integrated Energy System under Failure Conditions. Machines 2022, 10, 51. [Google Scholar] [CrossRef]
- Chen, Q.D.; Ding, J.L.; Chai, T.Y.; Pan, Q.K. Evolutionary Optimization Under Uncertainty: The Strategies to Handle Varied Constraints for Fluid Catalytic Cracking Operation. IEEE Trans. Cybern. 2022, 52, 2249–2262. [Google Scholar] [CrossRef]
- Yang, C.E.; Ding, J.L.; Jin, Y.C.; Wang, C.Z.; Chai, T.Y. Multitasking Multiobjective Evolutionary Operational Indices Optimization of Beneficiation Processes. IEEE Trans. Autom. Sci. Eng. 2019, 16, 1046–1057. [Google Scholar] [CrossRef]
- Boggs, P.T.; Tolle, J.W. Sequential Quadratic Programming for Large-Scale Nonlinear Optimization. J. Comput. Appl. Math. 2000, 124, 123–137. [Google Scholar] [CrossRef]
- Liu, Q.Y.; Zha, Y.W.; Liu, T.; Lu, C. Research on Adaptive Control of Air-Borne Bolting Rigs Based on Genetic Algorithm Optimization. Machines 2021, 9, 240. [Google Scholar] [CrossRef]
- Zheng, X.Y.; Su, X.Y. Sliding Mode Control of Electro-Hydraulic Servo System Based on Optimization of Quantum Particle Swarm Algorithm. Machines 2021, 9, 283. [Google Scholar] [CrossRef]
- Chen, H.T.; Chai, Z.; Dogru, O.; Jiang, B.; Huang, B. Data-Driven Designs of Fault Detection Systems via Neural Network-Aided Learning. IEEE Trans. Neural Netw. Learn. Syst. 2021. [Google Scholar] [CrossRef]
- Chai, T.Y.; Ding, J.L.; Wang, H. Multi-Objective Hybrid Intelligent Optimization of Operational Indices for Industrial Processes and Application. IFAC Proc. Vol. 2011, 44, 10517–10522. [Google Scholar] [CrossRef] [Green Version]
- Ran, G.T.; Liu, J.; Li, C.J.; Lam, H.-K.; Li, D.Y.; Chen, H.T. Fuzzy-Model-Based Asynchronous Fault Detection for Markov Jump Systems with Partially Unknown Transition Probabilities: An Adaptive Event-Triggered Approach. IEEE Trans. Fuzzy Syst. 2022. [Google Scholar] [CrossRef]
- Pan, Z.F.; Chen, H.T.; Wang, Y.L.; Huang, B.; Gui, W.H. A New Perspective on AE- and VAE-Based Process Monitoring. TechRxiv 2022. [Google Scholar] [CrossRef]
- Wang, Y.J.; Li, H.G. A Novel Intelligent Modeling Framework Integrating Convolutional Neural Network with An Adaptive Time-Series Window and Its Application to Industrial Process Operational Optimization. Chemom. Intell. Lab. Syst. 2018, 179, 64–72. [Google Scholar] [CrossRef]
- Ding, J.; Modares, H.; Chai, T.; Lewis, F.L. Data-Based Multiobjective Plant-Wide Performance Optimization of Industrial Processes Under Dynamic Environments. IEEE Trans. Ind. Inf. 2016, 12, 454–465. [Google Scholar] [CrossRef]
- Li, Y.N.; Wang, X.L.; Liu, Z.J.; Bai, X.W.; Tan, J. A Data-Based Optimal Setting Method for the Coking Flue Gas Denitration Process. Can. J. Chem. Eng. 2018, 97, 876–887. [Google Scholar] [CrossRef]
- Ding, J.L.; Chai, T.Y.; Wang, H.F.; Wang, J.W.; Zheng, X.P. An Intelligent Factory-Wide Optimal Operation System for Continuous Production Process. Enterp. Inf. Syst. 2016, 10, 286–302. [Google Scholar] [CrossRef]
- Zhang, Z.P.; Chen, D.J.; Feng, Y.Z.; Yuan, Z.H.; Chen, B.Z.; Qin, W.Z.; Zou, S.W.; Qin, S.; Han, J.F. A Strategy for Enhancing the Operational Agility of Petroleum Refinery Plant using Case Based Fuzzy Reasoning Method. Comput. Chem. Eng. 2018, 111, 27–36. [Google Scholar] [CrossRef]
- Aamodt, A. Case-Based Reasoning: Foundational Issues, Methodological Variations, and System Approaches Aicom—Artificial Intelligence Communications. AI Commun. 1994, 7, 39–59. [Google Scholar] [CrossRef]
- Zhai, Z.; Ortega, J.; Castillejo, P.; Beltran, V. A Triangular Similarity Measure for Case Retrieval in CBR and Its Application to an Agricultural Decision Support System. Sensors 2019, 19, 4605. [Google Scholar] [CrossRef] [Green Version]
- Fei, L.G.; Feng, Y.Q. A Novel Retrieval Strategy for Case-Based Reasoning Based on Attitudinal Choquet Integral. Eng. Appl. Artif. Intell. 2020, 94, 103791. [Google Scholar] [CrossRef]
- Zhu, G.N.; Hu, J.; Qi, J.; Ma, J.; Peng, Y.H. An Integrated Feature Selection and Cluster Analysis Techniques for Case-Based Reasoning. Eng. Appl. Artif. Intell. 2015, 39, 14–22. [Google Scholar] [CrossRef]
- López, B. Case-Based Reasoning: A Concise Introduction. In Synthesis Lectures on Artificial Intelligence and Machine Learning; Morgan Claypool Publishers: San Rafael, CA, USA, 2013; Volume 7, pp. 1–103. [Google Scholar]
- Ahn, J.; Park, M.; Lee, H.S.; Ahn, S.J.; Ji, S.H.; Song, K.; Son, B.S. Covariance Effect Analysis of Similarity Measurement Methods for Early Construction Cost Estimation using Case-Based Reasoning. Autom. Constr. 2017, 81, 254–266. [Google Scholar] [CrossRef]
- Cheng, M.Y.; Tsai, H.C.; Chiu, Y.H. Fuzzy Case-Based Reasoning for Coping with Construction Disputes. Expert Syst. Appl. 2009, 36, 4106–4113. [Google Scholar] [CrossRef]
- Li, H.; Sun, J. Gaussian Case-Based Reasoning for Business Failure Prediction with Empirical Data in China. Inf. Sci. 2009, 179, 89–108. [Google Scholar] [CrossRef]
- Pan, D.; Jiang, Z.H.; Chen, Z.P.; Gui, W.H.; Xie, Y.F.; Yang, C.H. Temperature Measurement and Compensation Method of Blast Furnace Molten Iron Based on Infrared Computer Vision. IEEE Trans. Instrum. Meas. 2019, 68, 3576–3588. [Google Scholar] [CrossRef]
- Liang, S.; Zeng, J. Fault Detection for Complex System under Multi-Operation Conditions Based on Correlation Analysis and Improved Similarity. Symmetry 2020, 12, 1836. [Google Scholar] [CrossRef]
- Chergui, O.; Begdouri, A.; Groux-Leclet, D. Integrating a Bayesian Semantic Similarity Approach into CBR for Knowledge Reuse in Community Question Answering. Knowl. Based Syst. 2019, 185, 104919. [Google Scholar] [CrossRef]
- Smyth, B.; Mckenna, E. Competence Guided Incremental Footprint-Based Retrieval. Knowl. Based Syst. 2001, 14, 155–161. [Google Scholar] [CrossRef]
- Zhang, Q.; Shi, C.Y.; Niu, Z.D.; Cao, L.B. HCBC: A Hierarchical Case-Based Classifier Integrated with Conceptual Clustering. IEEE Trans. Knowl. Data Eng. 2019, 31, 152–165. [Google Scholar] [CrossRef]
- Zhong, S.S.; Xie, X.L.; Lin, L. Two-Layer Random Forests Model For Case Reuse In Case-Based Reasoning. Expert Syst. Appl. 2015, 42, 9412–9425. [Google Scholar] [CrossRef]
Figure 1.
Basic framework of CBR.

Figure 2.
Distribution and reliability of the retrieved cases in industrial processes.

Figure 3.
Distribution of the generated dataset.

Figure 4.
MAE of the training dataset with different parameter .

Figure 5.
Set values of the testing dataset for numerical simulation.

Figure 6.
Set values of the testing dataset for industrial cut-made process.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
The most commonly used distances for similarity measurement in CBR.
| Name | Formula |
|---|---|
| Euclidean Distance | |
| Mahalanobis Distance | |
| Cosine angle Distance | |
| Manhattan Distance | |
| Chebyshev Distance |
Table 2.
MAE of the training dataset with different parameter combination. Bold shows the optimal number.
Table 2.
MAE of the training dataset with different parameter combination. Bold shows the optimal number.
| MAE | |||||
|---|---|---|---|---|---|
| 0.1858 | 0.2378 | 0.1937 | 0.1984 | 0.2070 | |
| 0.1872 | 0.2380 | 0.1622 | 0.2001 | 0.1948 | |
| 0.1870 | 0.2078 | 0.1651 | 0.1675 | 0.1526 | |
| 0.1742 | 0.1967 | 0.1671 | 0.1475 | 0.1521 | |
| 0.1741 | 0.1930 | 0.1956 | 0.1457 | 0.1470 | |
| 0.1647 | 0.2032 | 0.1950 | 0.1458 | 0.1478 | |
| 0.1935 | 0.2016 | 0.1882 | 0.1541 | 0.1478 | |
| 0.1930 | 0.2018 | 0.1873 | 0.1893 | 0.1602 | |
| 0.1859 | 0.1840 | 0.1840 | 0.1877 | 0.1877 | |
| 0.1797 | 0.1896 | 0.1896 | 0.1896 | 0.1896 | |
| 0.1896 | 0.1896 | 0.1896 | 0.1896 | 0.1896 |
Table 3.
Structure of historical case for the operational optimization of cut-made process.
| Case Description | Case Solution |
|---|---|
| Average ambient temperature at the drying machine | The optimal set value of leaf-silk drying machine in production line A |
| Average ambient moisture at the drying machine | |
| Average leaf-silk moisture content of production line B | |
| Average leaf-silk moisture content of production line C | |
| Tobacco stems moisture content | |
| Expanded leaf-silk moisture content | |
| Blending time | |
| Average ambient temperature at spicing | |
| Average ambient moisture at spicing |
Table 4.
Optimized parameters of Gaussian membership function in the industrial case study.
| Case Description | Optimized Parameters |
|---|---|
| Average ambient temperature at the drying machine | 0.4317 |
| Average ambient moisture at the drying machine | 0.3811 |
| Average leaf-silk moisture content of production line B | 0.5302 |
| Average leaf-silk moisture content of production line C | 0.3529 |
| Tobacco stems moisture content | 0.4173 |
| Expanded leaf-silk moisture content | 0.5513 |
| Blending time | 0.5556 |
| Average ambient temperature at spicing | 0.4098 |
| Average ambient moisture at spicing | 0.4885 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Peng, X.; Wang, Y.; Guan, L.; Xue, Y. A Local Density-Based Abnormal Case Removal Method for Industrial Operational Optimization under the CBR Framework. Machines 2022, 10, 471. https://0-doi-org.brum.beds.ac.uk/10.3390/machines10060471
AMA Style
Peng X, Wang Y, Guan L, Xue Y. A Local Density-Based Abnormal Case Removal Method for Industrial Operational Optimization under the CBR Framework. Machines. 2022; 10(6):471. https://0-doi-org.brum.beds.ac.uk/10.3390/machines10060471
Chicago/Turabian StylePeng, Xiangyu, Yalin Wang, Lin Guan, and Yongfei Xue. 2022. "A Local Density-Based Abnormal Case Removal Method for Industrial Operational Optimization under the CBR Framework" Machines 10, no. 6: 471. https://0-doi-org.brum.beds.ac.uk/10.3390/machines10060471
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.