

zPasteurAIzer: An AI-Enabled Solution for Product Quality Monitoring in Tunnel Pasteurization Machines
 , , and
, , and
Abstract
:1. Introduction
- Configuration of the main parameters of the pasteurizer machine and the pasteurization process based on each product (tunnel length, conveyor speed, zones with sprayed water in different temperature, PU limits, etc.).
- Real-time production data collection, including temperatures in the water tanks from each zone of the pasteurizer machine and process states from the machine PLCs.
- Real-time monitoring of the temperature zone tanks.
- Using virtual sensing techniques based on machine learning (ML) algorithms to create a virtual thermograph recorder (like a digital twin) by providing real-time estimation of the temperatures for (a) the sprayed water on the product and (b) the product’s cold spot inside the machine during the pasteurization process; these estimations are then utilized to calculate the total accumulated PUs in each batch of products.
- Alerting end users by setting trigger thresholds for the temperature and PU values.
- We are the first, to the best of our knowledge, to propose and publish an end-to-end AI-based system for real-time product quality monitoring in real beer pasteurization processes.
- We provide an integrated solution for beer pasteurization that covers the whole product loop, starting from the data to the IIoT controllers, cloud system, ML models, ZDMP platform, and finally the user interface and dashboard for the end user.
- We validate the data and ML-driven soft sensing approach first introduced in [8], demonstrating an integrated solution for temperature and PU estimation during the tunnel pasteurization process in the case of a real pasteurization machine and production line conditions in a large brewing manufacturing plant in Greece.
2. Related Work
3. System Design and Implementation
3.1. Requirements Specifications
- Non-invasive: The system should not be invasive to the pasteurization process, as the machines already control the pasteurization of the products based on their programs. The scope of the system is to monitor the process, detect malfunctions, and issue timely alerts about upcoming quality issues. In the future, these alerts could be made available to machine PLCs in order to integrate this knowledge into their operation.
- Flexible: The entire system should be compatible with the different modern and legacy tunnel pasteurizers that are already installed in different production lines and in different food and beverage industries.
- Adaptable: It should be possible to adapt the system for specific pasteurization machines based on the key relevant parameters, i.e., the number of pasteurization zones, the length of each zone, the operation speed of the conveyor, the capacity of the machine, etc.
- Simple configuration: It should be easy for the industrial end users to parameterize the system without the need for software developers, data scientists, or other experts through an easy-to-use setup interface that allows users to adapt it by introducing or changing a few parameters for the pasteurization process.
- Easy of Use: The user interface of the system should be very simple, providing only the necessary information to the operators, in order to help them in fast and safe decision-making and support them in effectively maintaining the product quality. The UI should be responsive, handling as many different screen sizes as possible in a manner that utilizes them while respecting the UX.
- Availability: Provide 24/7 uptime of the IIoT network and continue to serve historical data in case the controllers are offline. Data should be cached and any disruption in the operation of the controllers (either by power shutdown or disconnection from the sensors) handled in such a way as to avoid loss of data and lack of results for that period.
- Accessibility: zPasteurAIzer should operate on the latest browser versions of Google Chrome, Mozilla Firefox, etc., and should be responsive and accessible from mobile devices (e.g., smartphones, tablets).
- Product profiles: The system should be able to keep the parameters of the pasteurization process (PU limits, product volume, conveyor speed, etc.) for each different product family. The operator, through the UI, need only select the product that is currently in production on the line without needing to change the parameters.
- Quality standards: Through the system, the production supervisors should be able to set the production standards of the pasteurization process. These standards then automatically set the trigger points for issuing alerts to the operators.
- Live monitoring: The system should periodically measure the temperature of sprayed water (e.g., every 10 s) and the movement of products into the tunnel, estimate online the temperature of the cold spot of the products, and calculate the PUs. The measurements and calculations should be provided continuously (e.g., every 1 min) to the operator through the system’s dashboard.
- Historic data: The measurements from the sensors and the system’s PU estimations should be logged for further analysis. Users should be able to look up the historic data about the quality parameters through statistics or graphs.
- Alerts: The system should provide live monitoring of measurements and enable alarms for the operators when temperatures or the PU estimations are outside of quality standards.
3.2. Microservice-Oriented Architecture & ZDMP Components
- CPU: AMD Ryzen Thread ripper 3970X
- RAM: 256GiB
- GPU: 2x NVIDIA GeForce RTX 3080
- OS: Ubuntu Server
- Virtual machines (VMs): Qemu KVM with Cockpit web-based graphical interface for VM management.
- Service and Message Bus: a core component used to access and connect the different ZDMP components.
- AI Analytics Runtime: used to run and manage the generated AI models in real-time and access them as API endpoints.
- Application Runtime: the platform where our system is be deployed as docker containers along with their dependencies.
- Secure Authentication and Authorization: this component is used to provide access to authorized data of other layer components, such as the AI Analytics Runtime.
- Data Acquisition: this component is used as an abstraction for data storage and real-time access of the raw measurements of the pasteurization machine from the INDUST platform. For this, the component ingests the data by connecting to the INDUST data sync subsystem on a pull model, then asynchronously retrieves new measurements in a polling manner via the available REST endpoints. Each batch of new data is forwarded to the Service and Message Bus, which makes it available to the running AI Analytics Runtime.
3.3. Hardware Setup and Data Collection
3.4. ML-Driven Virtual Sensing
- The initial input data (raw measurements) need to be cleaned. This includes removing outliers and data points outside of normal/use case operation, e.g., before and after the pasteurization process, etc.
- The dataset needs to be prepared by aggregating the sensor values in the correct format and order, accounting for their time series nature, in order to obtain valid and usable data for the feature extraction process and later for the ML models.
- To complete the dataset creation process, data from IIoT controllers need to be correlated with data from thermograph samplings to align the time of pasteurization, sensor readings, and accumulated PUs for each pasteurization.
- The dataset needs to be transformed to include the features of Table 1 below.
- The final prepared dataset is split into training (for ML model building), validation (for ML model tuning), and test (for real evaluation on unseen data) datasets.
- Ridge Regression is a model tuning method that is used to analyze data that is subject to multicollinearity, which happens when predictor variables exhibit correlation amongst themselves. This method performs L2 regularization and imposes a penalty on the size of the coefficients. It aims to reduce the standard error by adding bias to the estimates of the regression.
- The Extra Trees regressor is a meta-estimator that fits a number of randomized decision trees (that is, extra trees) onto various subsamples of the dataset, then uses averaging to improve the predictive accuracy and control overfitting. As in random forests, a random subset of candidate features is used; however, instead of looking for the most discriminative thresholds, thresholds are drawn at random for each candidate feature and the best of these randomly-generated thresholds is picked as the splitting rule. This usually reduces the variance of the model at the expense of a slight increase in bias.
- The Random Forest regressor is a meta-estimator that fits a number of decision trees onto various subsamples of the dataset and uses averaging to improve the predictive accuracy and control overfitting. The random forest algorithm is an extension of the bagging ensemble learning method, known as bootstrap aggregation, and utilizes both bagging and feature randomness to create an uncorrelated forest of decision trees.
- A Decision Tree is a non-parametric supervised learning algorithm that can be utilized for both classification and regression tasks. It has a hierarchical tree-like structure which consists of a root node, branches, internal nodes, and leaf nodes. It learns from data to approximate a value with a set of if–then–else decision rules; a deeper the tree allows more complex decision rules to be composed.
- Stacked Ensembles consist of two or more base (single) models that are trained individually. The predictions of the base models are then used as features to train a meta-learning model, with the aim of achieving better results by combining the predictions of the single models and improving on the flaws that either single model may have. The benefit of stacking is that it can harness the capabilities of a range of well-performing models towards a classification or regression task while making predictions that have better performance than any of base models in the ensemble.
4. System Functionalities and Validation
- Settings: this page contains the forms that an end user has to fill out in order to set up the pasteurizer machine and the parameters of the pasteurization process (program, duration, etc.)
- Dashboard: this page contains the charts that display the real-time temperature sensor measurements for all the zones of the pasteurizer machine as well as the estimated process parameters from the ML models; the user has the ability to select and view previous pasteurization runs instead of the current run.
- History: this page contains a detailed history of all pasteurization runs and the ML-driven estimations of their respective process parameters. The operator is able to filter the data according to predefined criteria, and most importantly, to input the recorded values from the thermograph recorder for the accumulated PUs of a specific pasteurization in order to perform validation.
4.1. Configuration of Machine and Process Settings
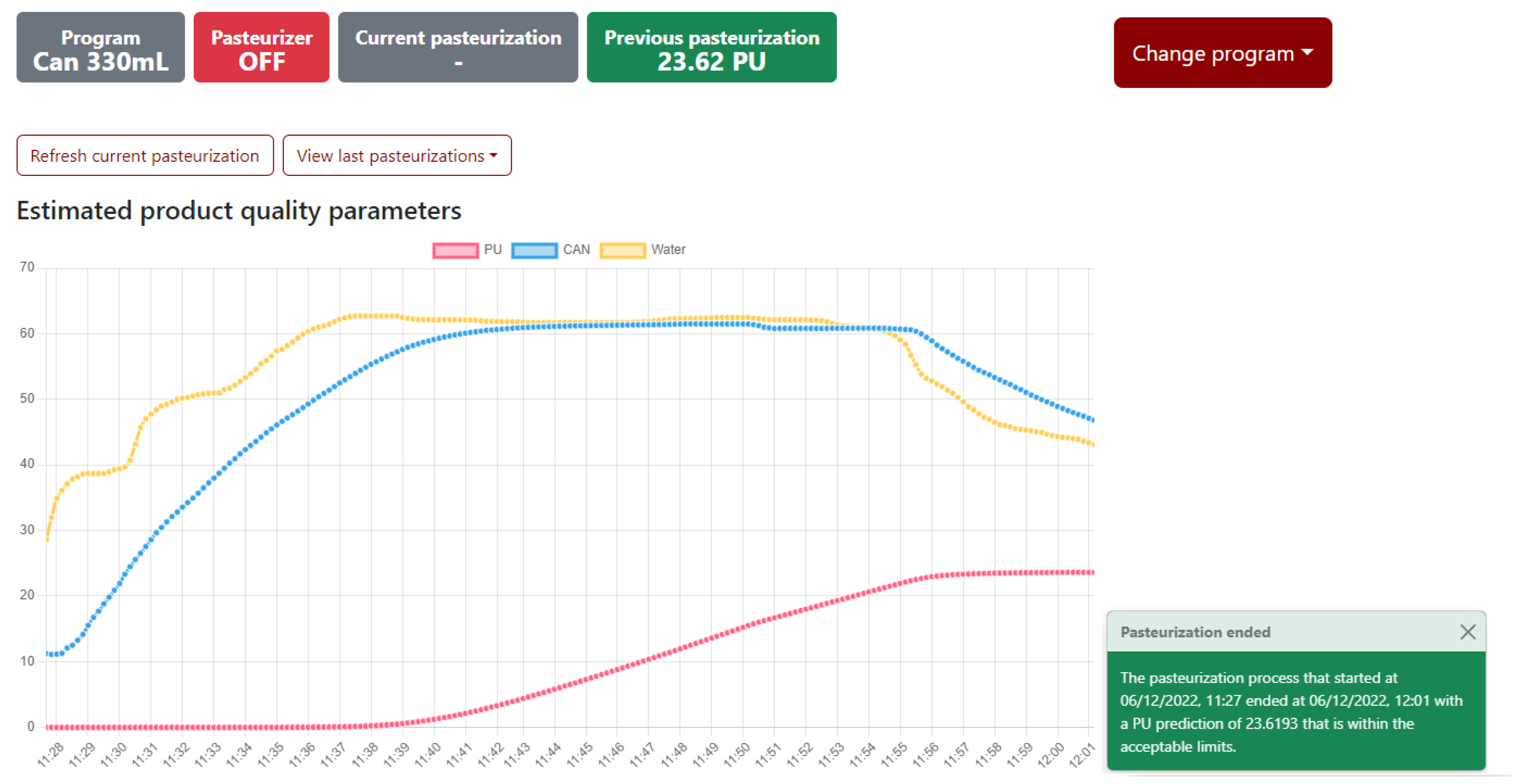
4.2. Live Dashboard Monitoring
- Program: indicates the current program and product of pasteurization (e.g., Can 500 mL, Can 330 mL).
- Pasteurizer: indicates the operational status of the machine (ON/OFF), i.e., whether or not the conveyors of the pasteurizer machine are moving.
- Current pasteurization: indicates the accumulated PUs of the current running pasteurization, i.e., the PUs up to the stage/time it has reached thus far; this is frequently updated.
- Previous pasteurization: the total accumulated PUs of the previous (last) pasteurized batch of products.
- Change program: this button s used to update the program and change the product undergoing pasteurization.
4.3. Evaluation of Historical PU Estimations
- Start and End timestamps for every monitored batch of products.
- The associated pasteurization program and product.
- The estimated PUs for the given batch of products.
- The Within Limits tag, which indicates whether the estimated PUs fell within the acceptable PU range for that pasteurization program.
- The Thermograph Measurement button used to enter the actual PU data. When an operators has used the thermograph recorder to sample the PUs, either from a single or multiple pasteurizations, they are able to input the PU measurements in the corresponding rows of the history table. In this way, they can directly assess the quality (accuracy) of the estimations by comparing them with the actual PU values.
- Estimation accuracy, by using Equation (3) below to compare the estimated PUs and the actual thermograph PUs (only in cases where the latter have been provided by the operator).
5. Conclusions and Future Work
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rahman, M.S. Handbook of Food Preservation; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Briggs, D.E.; Brookes, P.; Stevens, R.; Boulton, C. Brewing: Science and Practice; Woodhead Publishing: Sawston, UK, 2004; Volume 108. [Google Scholar]
- Horn, C.; Franke, M.; Blakemore, F.; Stannek, W. Modelling and Simulation of Pasteurization and Staling Effects During Tunnel Pasteurization of Bottled Beer. Food Bioprod. Process. 1997, 75, 23–33. [Google Scholar] [CrossRef]
- Dilay, E.; Vargas, J.; Amico, S.; Ordonez, J. Modeling, simulation and optimization of a beer pasteurization tunnel. J. Food Eng. 2006, 77, 500–513. [Google Scholar] [CrossRef]
- Bhuvaneswari, E.; Anandharamakrishnan, C. Heat transfer analysis of pasteurization of bottled beer in a tunnel pasteurizer using computational fluid dynamics. Innov. Food Sci. Emerg. Technol. 2014, 23, 156–163. [Google Scholar] [CrossRef]
- Zero Defect Manufacturing Platform. Available online: https://www.zdmp.eu/ (accessed on 15 December 2022).
- Campbell, S.; Cáceres, S.; Pagalda, G.; Poler, R.; Jardim-Gonçalves, R. A European Manufacturing Platform for Zero-Defects. In Proceedings of the I-ESA Workshops, Tarbes, France, 17–19 November 2020. [Google Scholar]
- Filios, G.; Kyriakopoulos, A.; Livanios, S.; Manolopoulos, F.; Nikoletseas, S.; Panagiotou, S.H.; Spirakis, P. Data-driven soft sensing towards quality monitoring of industrial pasteurization processes. In Proceedings of the 2022 18th International Conference on Distributed Computing in Sensor Systems (DCOSS), Los Angeles, CA, USA, 30 May–1 June 2022; pp. 167–174. [Google Scholar] [CrossRef]
- Bampoula, X.; Siaterlis, G.; Nikolakis, N.; Alexopoulos, K. A Deep Learning Model for Predictive Maintenance in Cyber-Physical Production Systems Using LSTM Autoencoders. Sensors 2021, 21, 972. [Google Scholar] [CrossRef] [PubMed]
- Filios, G.; Katsidimas, I.; Nikoletseas, S.; Panagiotou, S.; Raptis, T.P. An Agnostic Data-Driven Approach to Predict Stoppages of Industrial Packing Machine in Near Future. In Proceedings of the 16th International Conference on Distributed Computing in Sensor Systems (DCOSS), Marina del Rey, CA, USA, 25–27 May 2020; pp. 236–243. [Google Scholar] [CrossRef]
- Ou, X.; Huang, J.; Chang, Q.; Hucker, S.; Lovasz, J.G. First Time Quality Diagnostics and Improvement through Data Analysis: A Study of a Crankshaft Line. Procedia Manuf. 2020, 49, 2–8. [Google Scholar] [CrossRef]
- Zhou, B.; Svetashova, Y.; Byeon, S.; Pychynski, T.; Mikut, R.; Kharlamov, E. Predicting Quality of Automated Welding with Machine Learning and Semantics: A Bosch Case Study. In Proceedings of the 29th ACM International Conference on Information and Knowledge Management, CIKM’20, Virtual, 19–23 October 2020; Association for Computing Machinery: New York, NY, USA, 2020; pp. 2933–2940. [Google Scholar] [CrossRef]
- Filios, G.; Katsidimas, I.; Nikoletseas, S.; Panagiotou, S.H.; Raptis, T.P. Agnostic learning for packing machine stoppage prediction in smart factories. ITU J. Future Evol. Technol. 2022, 3, 793–807. [Google Scholar] [CrossRef]
- Zhou, B.; Pychynski, T.; Reischl, M.; Kharlamov, E.; Mikut, R. Machine learning with domain knowledge for predictive quality monitoring in resistance spot welding. J. Intell. Manuf. 2022, 33, 1139–1163. [Google Scholar]
- Sharp, M.; Ak, R.; Hedberg, T. A survey of the advancing use and development of machine learning in smart manufacturing. J. Manuf. Syst. 2018, 48, 170–179. [Google Scholar] [CrossRef]
- Nti, I.K.; Adekoya, A.F.; Weyori, B.A.; Nyarko-Boateng, O. Applications of artificial intelligence in engineering and manufacturing: A systematic review. J. Intell. Manuf. 2021, 33, 1581–1601. [Google Scholar]
- Kang, Z.; Catal, C.; Tekinerdogan, B. Machine learning applications in production lines: A systematic literature review. Comput. Ind. Eng. 2020, 149, 106773. [Google Scholar] [CrossRef]
- Tercan, H.; Meisen, T. Machine learning and deep learning based predictive quality in manufacturing: A systematic review. J. Intell. Manuf. 2022, 33, 1879–1905. [Google Scholar] [CrossRef]
- Bertolini, M.; Mezzogori, D.; Neroni, M.; Zammori, F. Machine Learning for industrial applications: A comprehensive literature review. Expert Syst. Appl. 2021, 175, 114820. [Google Scholar] [CrossRef]
- Li, W.; Zhang, L.; Wu, C.; Cui, Z.; Niu, C. A new lightweight deep neural network for surface scratch detection. Int. J. Adv. Manuf. Technol. 2022, 123, 1999–2015. [Google Scholar] [CrossRef] [PubMed]
- Konovalenko, I.; Maruschak, P.; Brezinová, J.; Prentkovskis, O.; Brezina, J. Research of U-Net-Based CNN Architectures for Metal Surface Defect Detection. Machines 2022, 10, 327. [Google Scholar] [CrossRef]
- Bottani, E.; Vignali, G.; Carlo Tancredi, G.P. A digital twin model of a pasteurization system for food beverages: Tools and architecture. In Proceedings of the 2020 IEEE International Conference on Engineering, Technology and Innovation (ICE/ITMC), Cardiff, UK, 15–17 June 2020; pp. 1–8. [Google Scholar] [CrossRef]
- Tancredi, G.P.; Vignali, G.; Bottani, E. Integration of Digital Twin, Machine-Learning and Industry 4.0 Tools for Anomaly Detection: An Application to a Food Plant. Sensors 2022, 22, 4143. [Google Scholar] [CrossRef]
- Konur, S.; Lan, Y.; Thakker, D.; Morkyani, G.; Polovina, N.; Sharp, J. Towards design and implementation of Industry 4.0 for food manufacturing. Neural Comput. Appl. 2021, 1–13. [Google Scholar] [CrossRef]
- Riverol, C.; Ricart, G.; Carosi, C.; Di Santis, C. Application of advanced soft control strategies into the dairy industry. Innov. Food Sci. Emerg. Technol. 2008, 9, 298–305. [Google Scholar] [CrossRef]
- Kim, D.; Zohdi, T.; Singh, R. Modeling, simulation and machine learning for rapid process control of multiphase flowing foods. Comput. Methods Appl. Mech. Eng. 2020, 371, 113286. [Google Scholar] [CrossRef]
- Gonzalez Viejo, C.; Fuentes, S. Low-Cost Methods to Assess Beer Quality Using Artificial Intelligence Involving Robotics, an Electronic Nose, and Machine Learning. Fermentation 2020, 6, 104. [Google Scholar] [CrossRef]
- Ayvaz, S.; Alpay, K. Predictive maintenance system for production lines in manufacturing: A machine learning approach using IoT data in real-time. Expert Syst. Appl. 2021, 173, 114598. [Google Scholar] [CrossRef]
- Naskos, A.; Nikolaidis, N.; Naskos, V.; Gounaris, A.; Caljouw, D.; Vamvalis, C. A micro-service-based machinery monitoring solution towards realizing the Industry 4.0 vision in a real environment. Procedia Comput. Sci. 2021, 184, 565–572. [Google Scholar] [CrossRef]
- Cinar, E.; Kalay, S.; Saricicek, I. A Predictive Maintenance System Design and Implementation for Intelligent Manufacturing. Machines 2022, 10, 1006. [Google Scholar] [CrossRef]
- Cerquitelli, T.; Nikolakis, N.; Bethaz, P.; Panicucci, S.; Ventura, F.; Macii, E.; Andolina, S.; Marguglio, A.; Alexopoulos, K.; Petrali, P.; et al. Enabling predictive analytics for smart manufacturing through an IIoT platform⁎⁎This research leading has been partially funded by the European Commission under the H2020-IND-CE-2016-17 program, FOF-09-2017, Grant agreement no. 767561 ”SERENA” project, VerSatilE plug-and-play platform enabling REmote predictive mainteNAnce. IFAC-PapersOnLine 2020, 53, 179–184. [Google Scholar] [CrossRef]
- Marguglio, A.; Veneziano, G.; Greco, P.; Jung, S.; Siegburg, R.; Schmitt, R.H.; Monaco, S.; Apiletti, D.; Nikolakis, N.; Cerquitelli, T.; et al. A Hybrid Cloud-to-Edge Predictive Maintenance Platform. In Predictive Maintenance in Smart Factories: Architectures, Methodologies, and Use-Cases; Cerquitelli, T., Nikolakis, N., O’Mahony, N., Macii, E., Ippolito, M., Makris, S., Eds.; Springer: Singapore, 2021; pp. 19–37. [Google Scholar] [CrossRef]
- Rousopoulou, V.; Vafeiadis, T.; Nizamis, A.; Iakovidis, I.; Samaras, L.; Kirtsoglou, A.; Georgiadis, K.; Ioannidis, D.; Tzovaras, D. Cognitive analytics platform with AI solutions for anomaly detection. Comput. Ind. 2022, 134, 103555. [Google Scholar] [CrossRef]
- Syafrudin, M.; Alfian, G.; Fitriyani, N.L.; Rhee, J. Performance Analysis of IoT-Based Sensor, Big Data Processing, and Machine Learning Model for Real-Time Monitoring System in Automotive Manufacturing. Sensors 2018, 18, 2946. [Google Scholar] [CrossRef] [PubMed]
- Bousdekis, A.; Lepenioti, K.; Ntalaperas, D.; Vergeti, D.; Apostolou, D.; Boursinos, V. A RAMI 4.0 View of Predictive Maintenance: Software Architecture, Platform and Case Study in Steel Industry. In Proceedings of the Advanced Information Systems Engineering Workshops, Rome, Italy, 3–7 June 2019; Proper, H.A., Stirna, J., Eds.; Springer International Publishing: Cham, Switzerland, 2019; pp. 95–106. [Google Scholar]
- Jamshidi, P.; Pahl, C.; Mendonça, N.C.; Lewis, J.; Tilkov, S. Microservices: The Journey So Far and Challenges Ahead. IEEE Softw. 2018, 35, 24–35. [Google Scholar] [CrossRef]
- Revolution Pi–Industrial Raspberry Pi. Available online: https://revolutionpi.com/ (accessed on 15 December 2022).
- Pedregosa, F.; Varoquaux, G.; Gramfort, A.; Michel, V.; Thirion, B.; Grisel, O.; Blondel, M.; Prettenhofer, P.; Weiss, R.; Dubourg, V.; et al. Scikit-learn: Machine Learning in Python. J. Mach. Learn. Res. 2011, 12, 2825–2830. [Google Scholar]
- Olson, R.S.; Bartley, N.; Urbanowicz, R.J.; Moore, J.H. Evaluation of a Tree-based Pipeline Optimization Tool for Automating Data Science. In Proceedings of the Genetic and Evolutionary Computation Conference 2016, GECCO’16, Denver, CO, USA, 20–24 July 2016; ACM: New York, NY, USA, 2016; pp. 485–492. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feature Name | Description |
|---|---|
| Factory temperature | The recorded temperature in the factory environment. |
| Paster. status | A binary value indicating whether the pasteurizer machine is running or not. |
| Paster. timer | The time slot in which the pasteurization is currently running. |
| Paster. program | The pasteurization program running currently in operation. |
| Bath number | The bath zone in which the monitored pasteurization batch is currently. |
| Bath temperature | The temperature of the bath zone in which the monitored pasteurization batch is currently. |
| Previous|next Bath temperature | The temperature of the (previous/next) bath zone from where the monitored pasteurization batch is currently. |
| Previous water temp. | The temperature of the previous spraying water temperature estimation. |
| Previous can temp. | The temperature of the previous temperature estimation in the middle of the cold spot of the beer can. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Afolaranmi, S.O.; Drakoulelis, M.; Filios, G.; Melchiorre, C.; Nikoletseas, S.; Panagiotou, S.H.; Timpilis, K. zPasteurAIzer: An AI-Enabled Solution for Product Quality Monitoring in Tunnel Pasteurization Machines. Machines 2023, 11, 191. https://0-doi-org.brum.beds.ac.uk/10.3390/machines11020191
Afolaranmi SO, Drakoulelis M, Filios G, Melchiorre C, Nikoletseas S, Panagiotou SH, Timpilis K. zPasteurAIzer: An AI-Enabled Solution for Product Quality Monitoring in Tunnel Pasteurization Machines. Machines. 2023; 11(2):191. https://0-doi-org.brum.beds.ac.uk/10.3390/machines11020191
Chicago/Turabian StyleAfolaranmi, Samuel Olaiya, Michalis Drakoulelis, Gabriel Filios, Christian Melchiorre, Sotiris Nikoletseas, Stefanos H. Panagiotou, and Konstantinos Timpilis. 2023. "zPasteurAIzer: An AI-Enabled Solution for Product Quality Monitoring in Tunnel Pasteurization Machines" Machines 11, no. 2: 191. https://0-doi-org.brum.beds.ac.uk/10.3390/machines11020191