High-Rate Laser Surface Texturing for Advanced Tribological Functionality

 , ,
, ,
Abstract
:1. Introduction
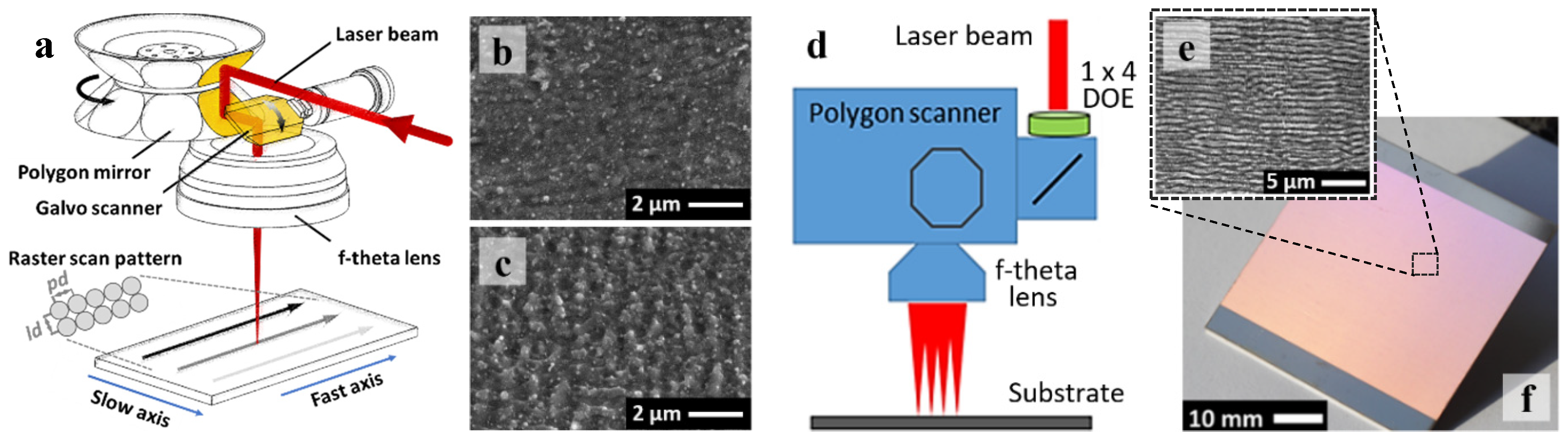
2. High-Rate Laser Processing Technology
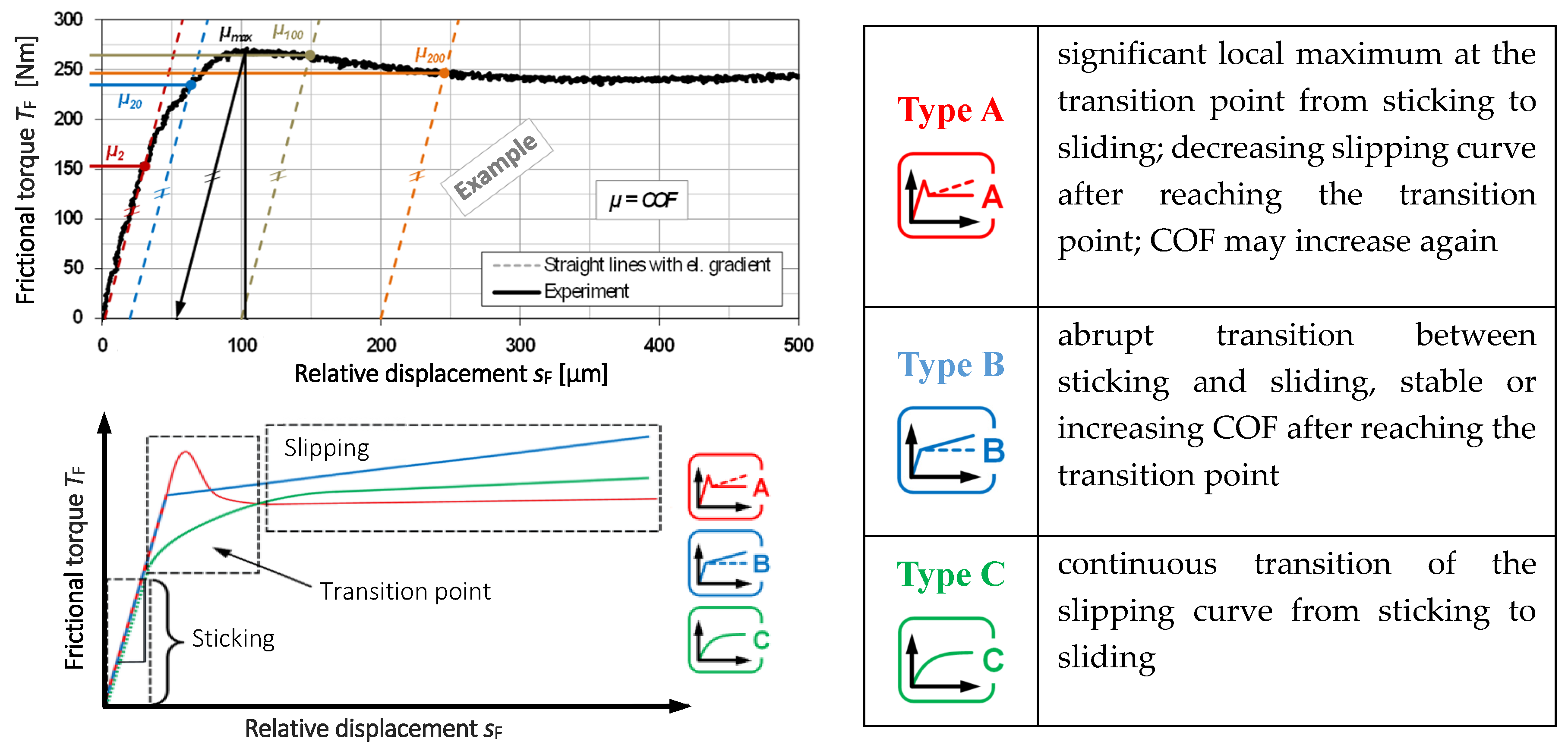
3. Static Friction Analysis Method
4. Self-Organized Surface Textures for Advanced Tribological Functionality
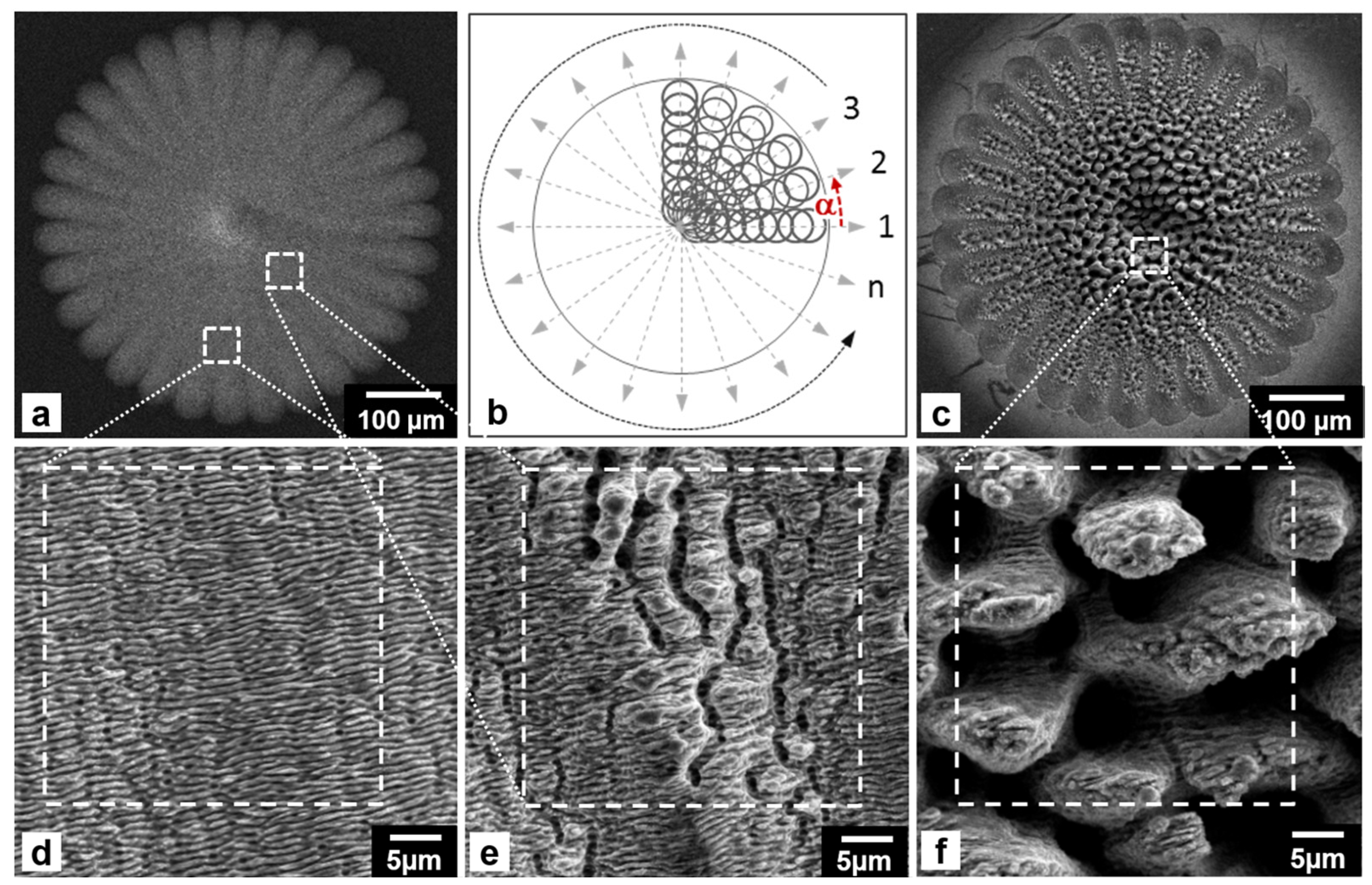
4.1. Self-Organizing Periodic Surface Features
- (i)
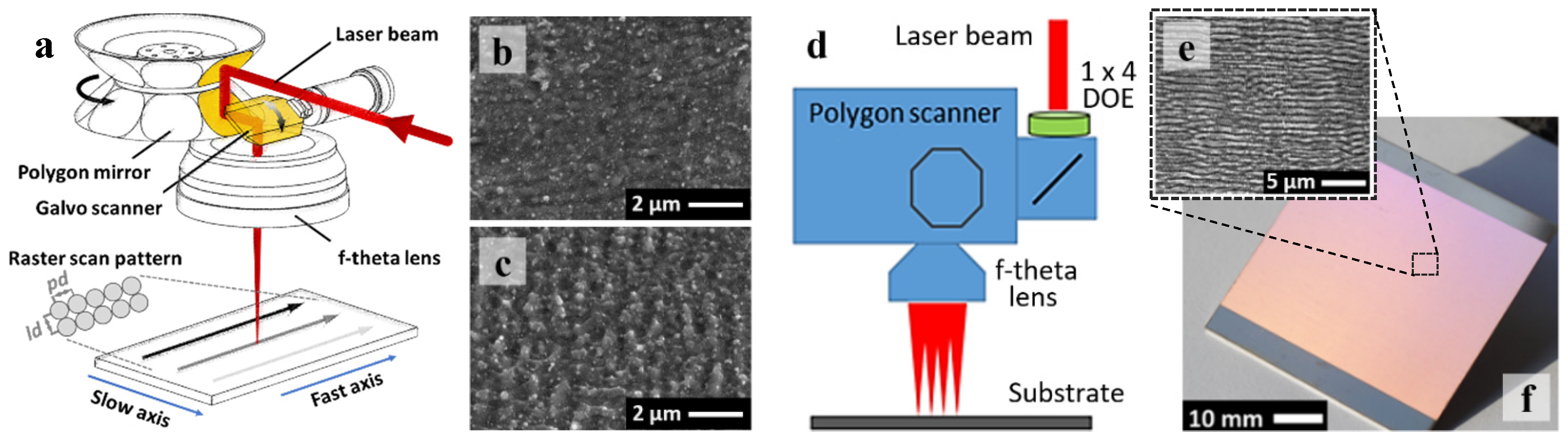
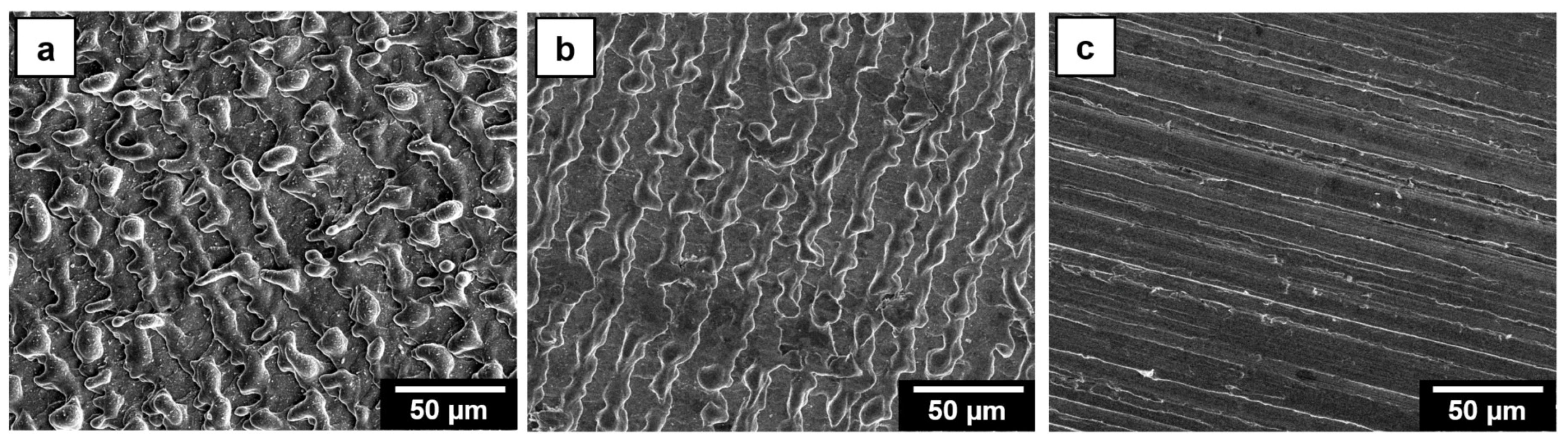
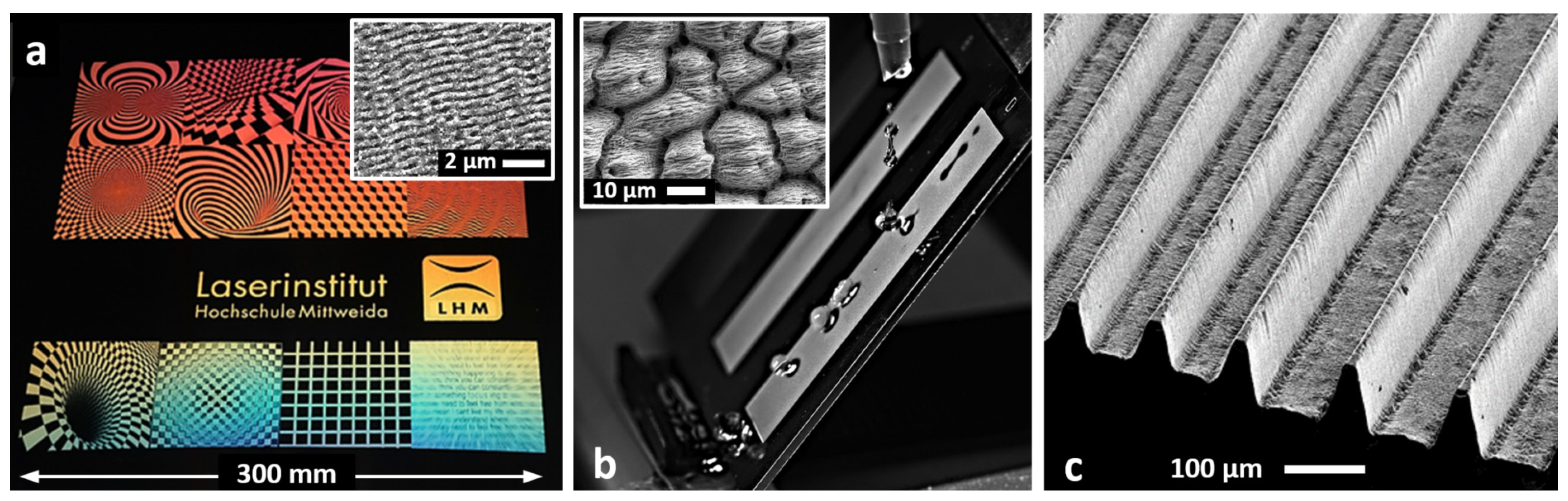
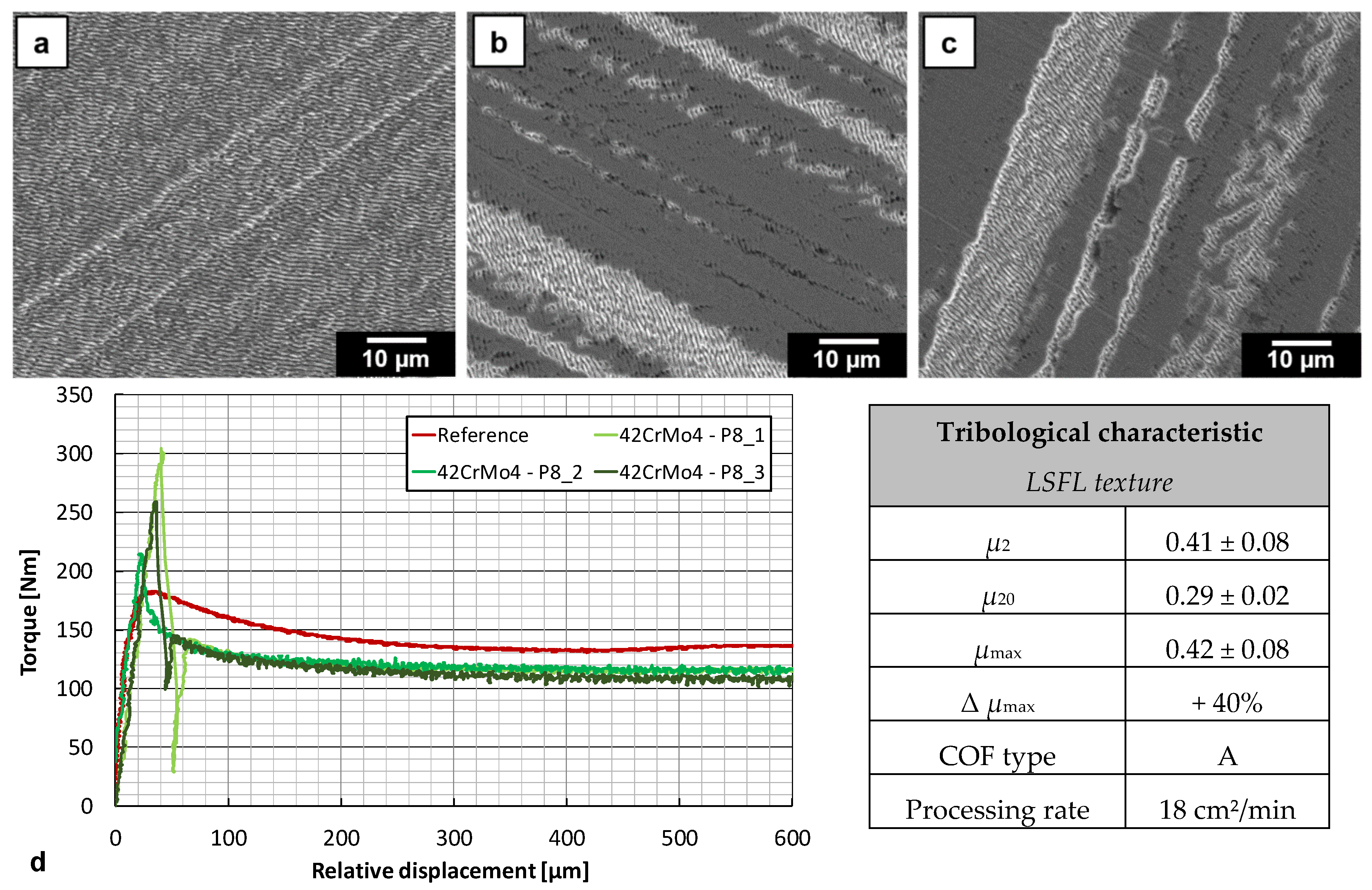
- Ripples, or rather LIPSS, denote laser induced periodic surface structures. The ripples can be distinguished between low spatial frequency LIPSS (LSFL) and high spatial frequency LIPSS (HSFL). As indicated in Figure 6a, LSFLs emerge with spatial periods close to the wavelength of the incident laser beam at comparatively low irradiation dose where pulses of low laser peak fluence, H0 = 0.7 J/cm2, slightly above ablation threshold at low spatial pulse overlaps were applied. HSFLs originate at lower irradiation dose with the ripple period significantly smaller than the applied laser beam wavelength,
- (ii)
- (iii)
- (iv)
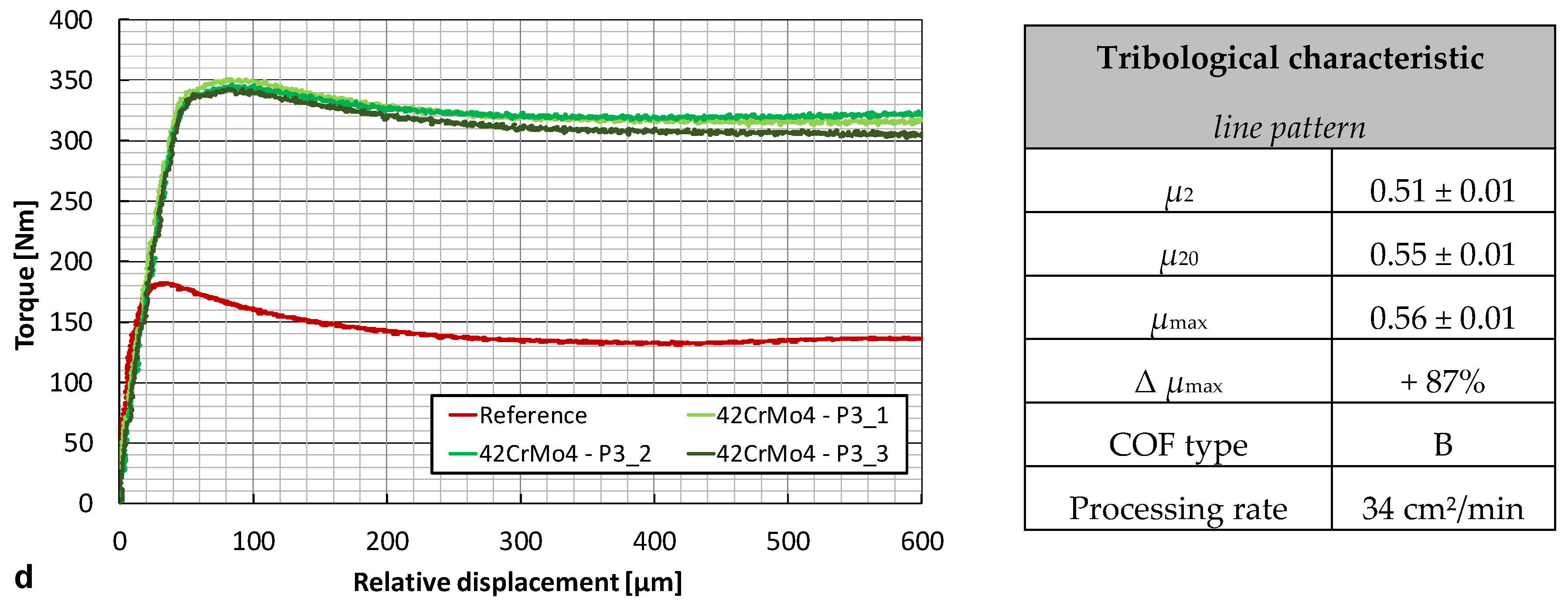
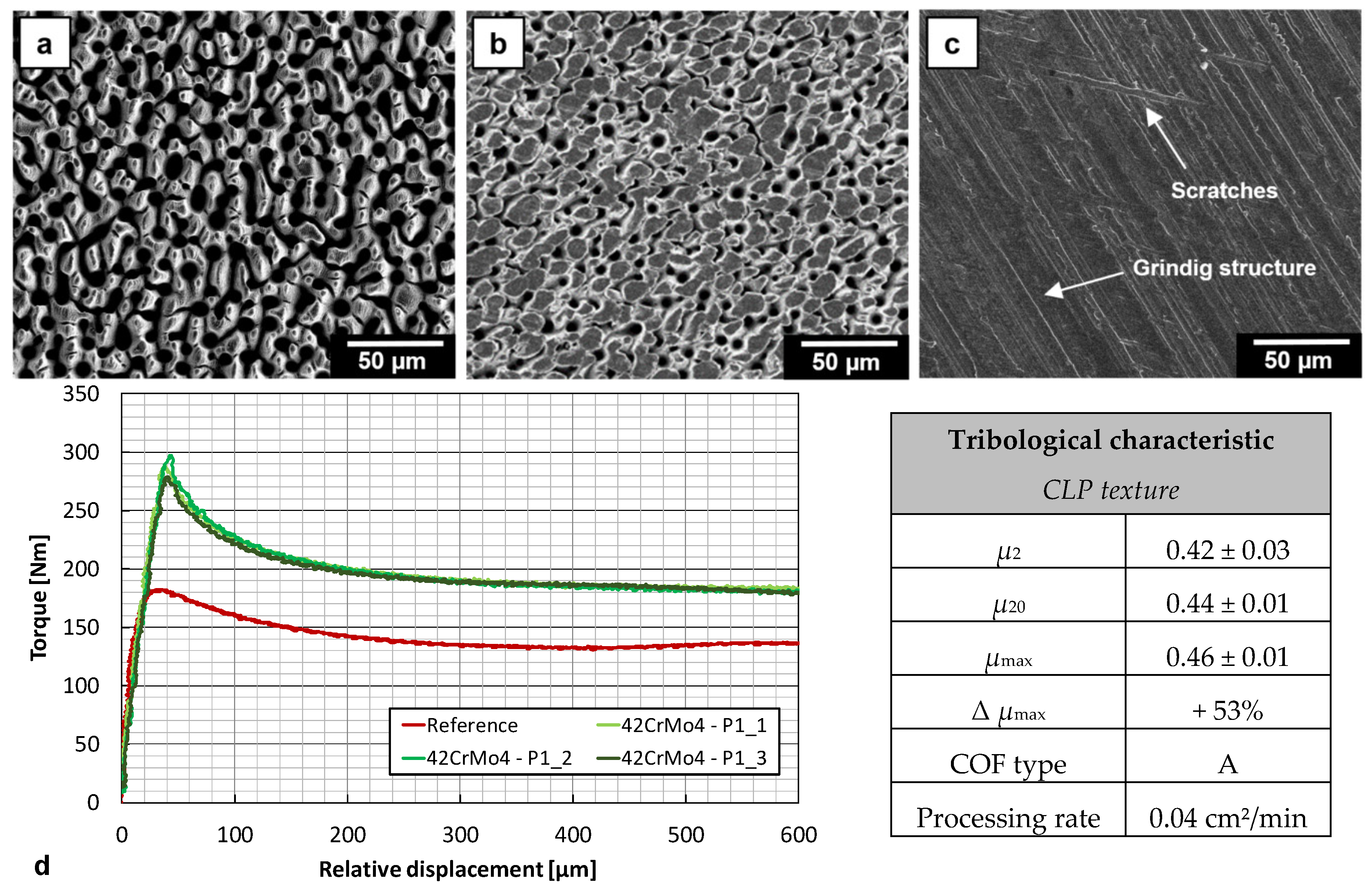
- Cone-like protrusions (CLPs) originate in regions of highest dose that can be seen in Figure 6c and f for pulses of H0 = 3.7 J/cm2 impinging at high spatial pulse overlaps.
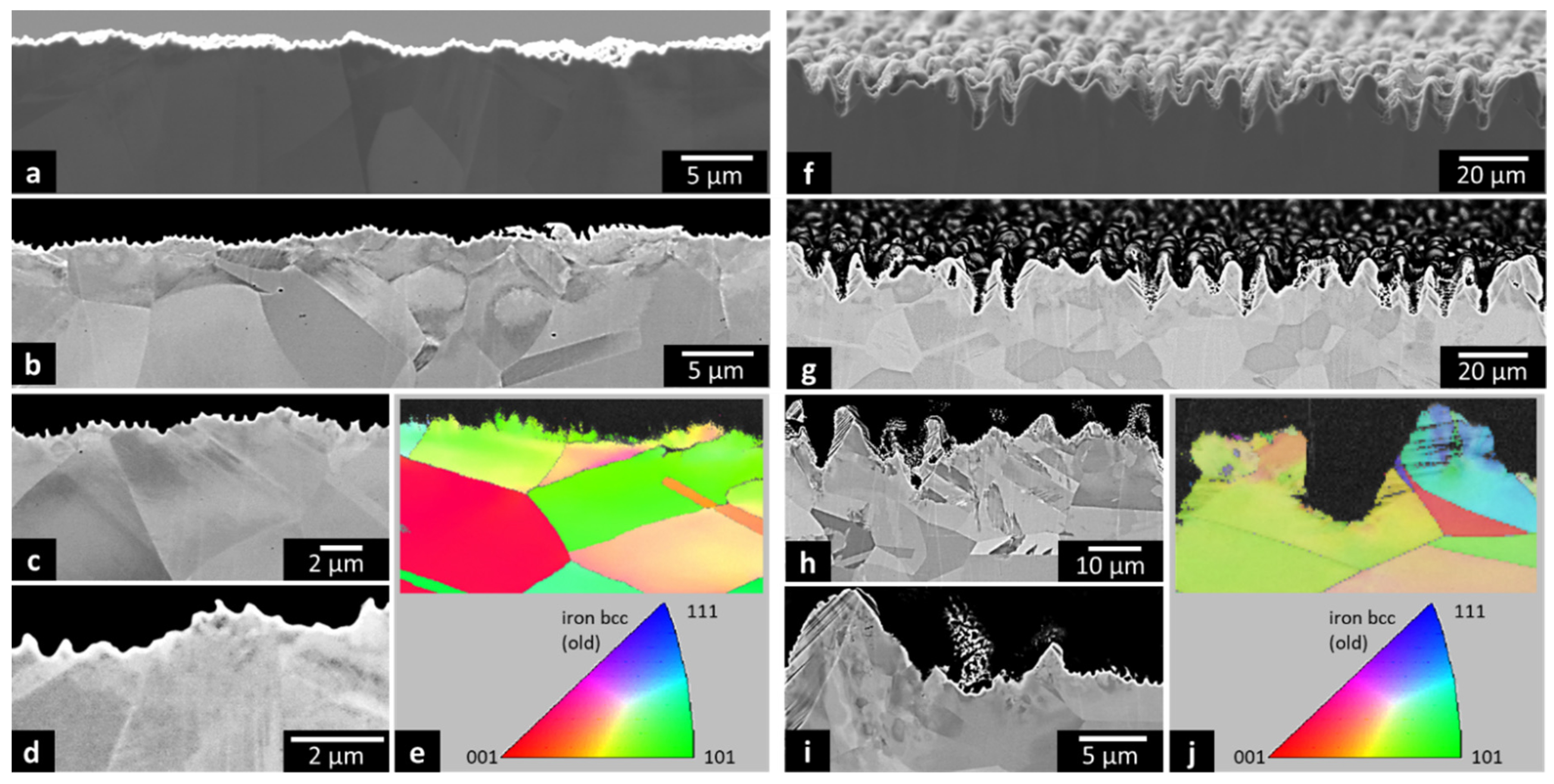
4.2. Microstructure Characterization
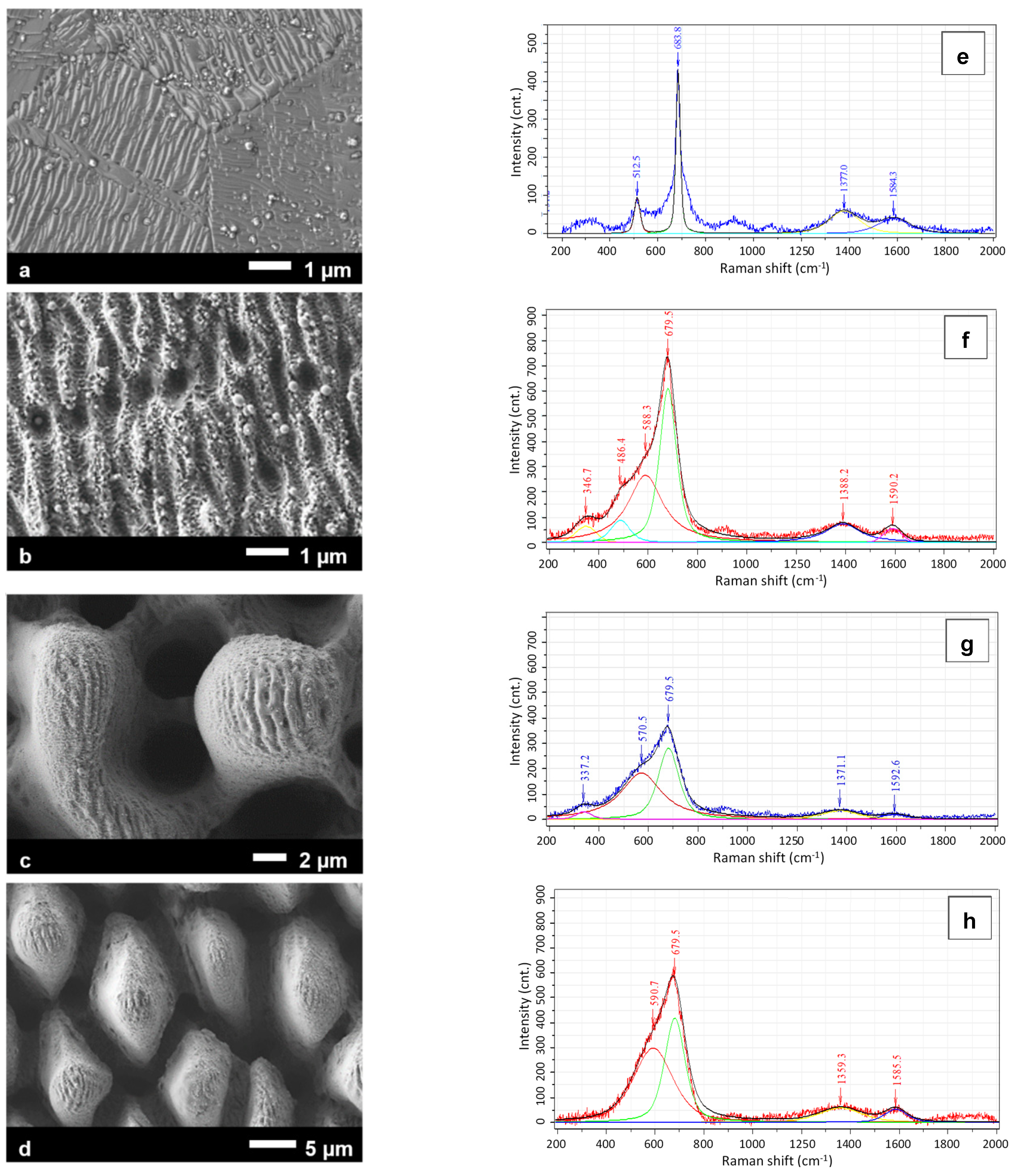
4.3. Raman Spectroscopy Analysis
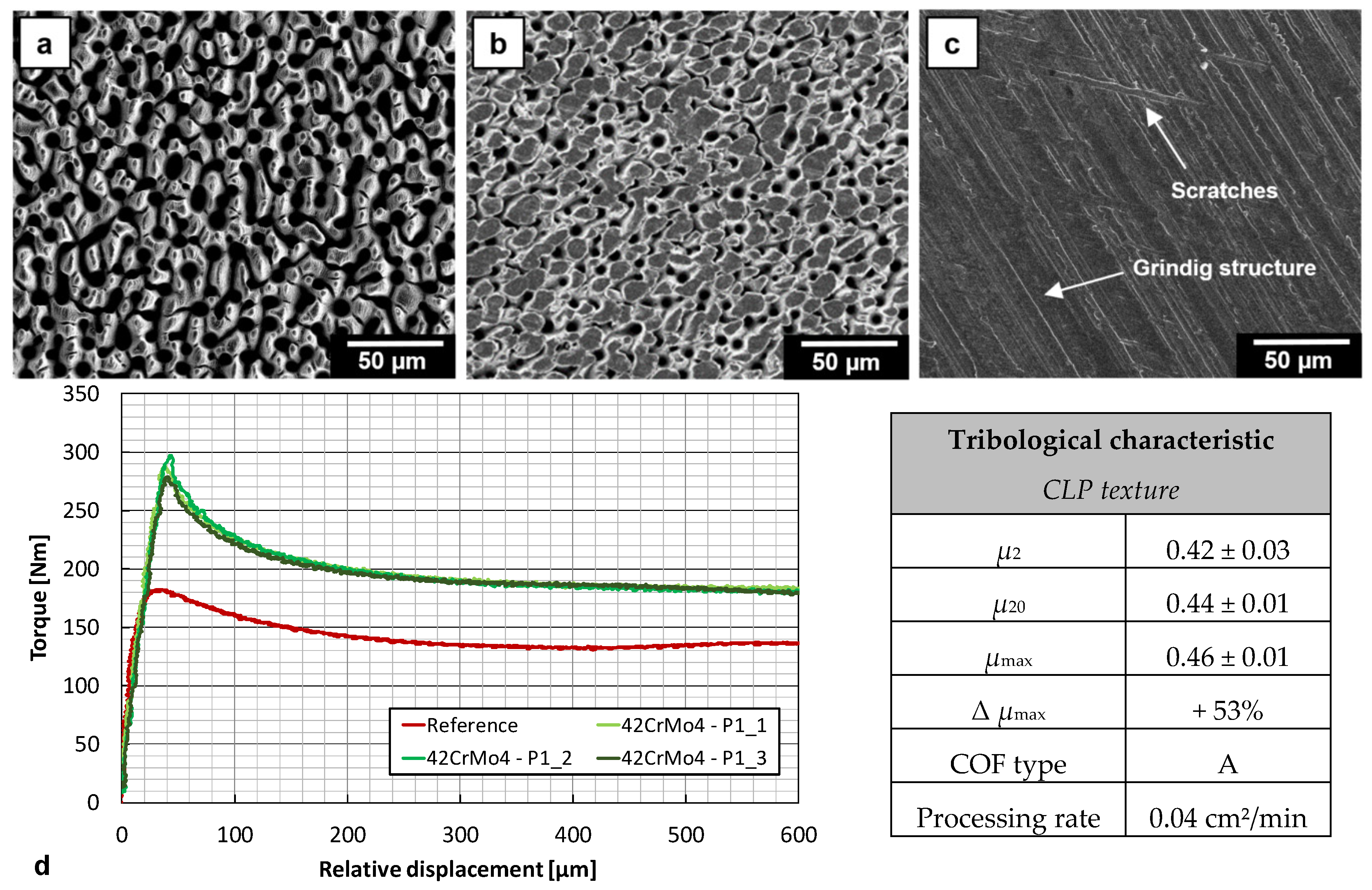
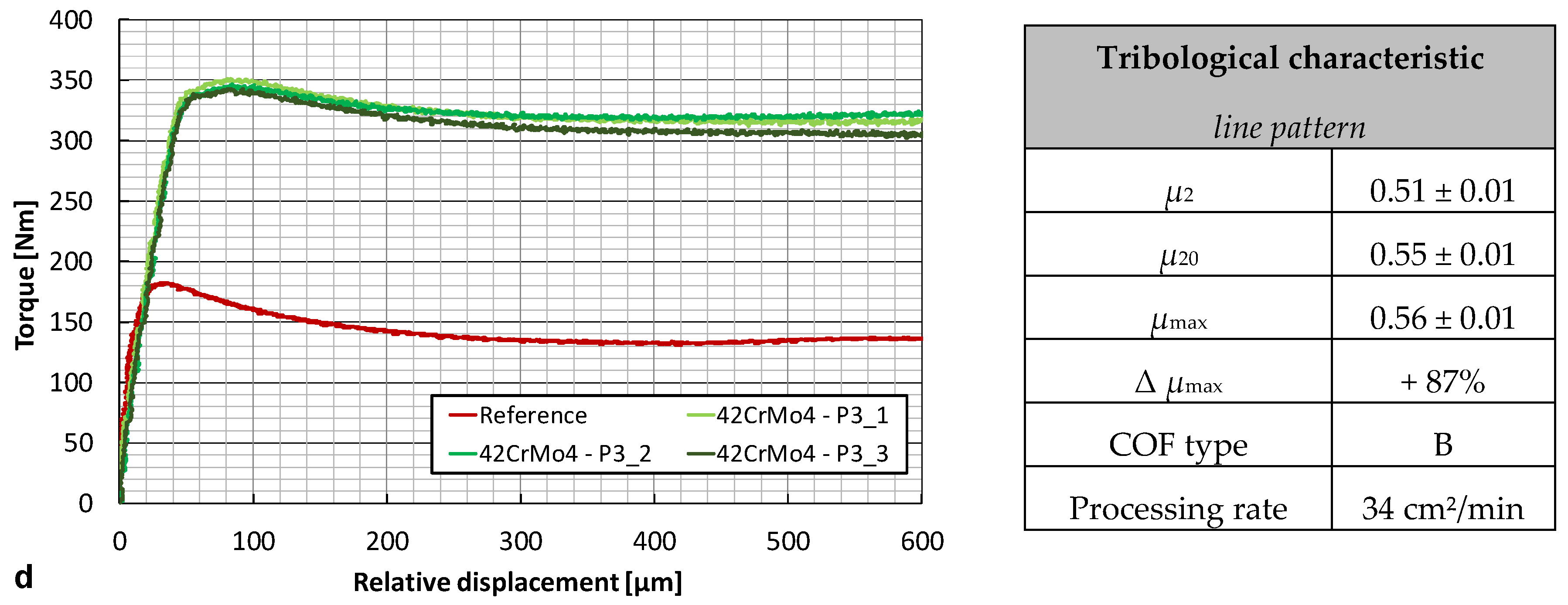
4.4. Tribological Performance Test
5. Deterministic Surface Textures for Advanced Tribological Functionality
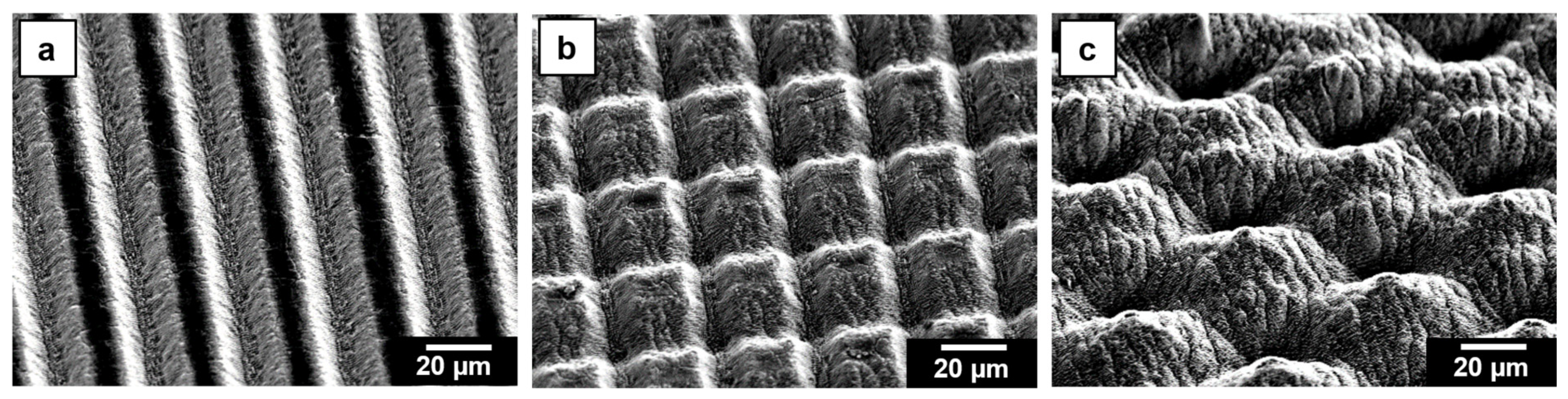
5.1. Deterministic Surface Textures and Groove Structures
5.2. Tribological Performance
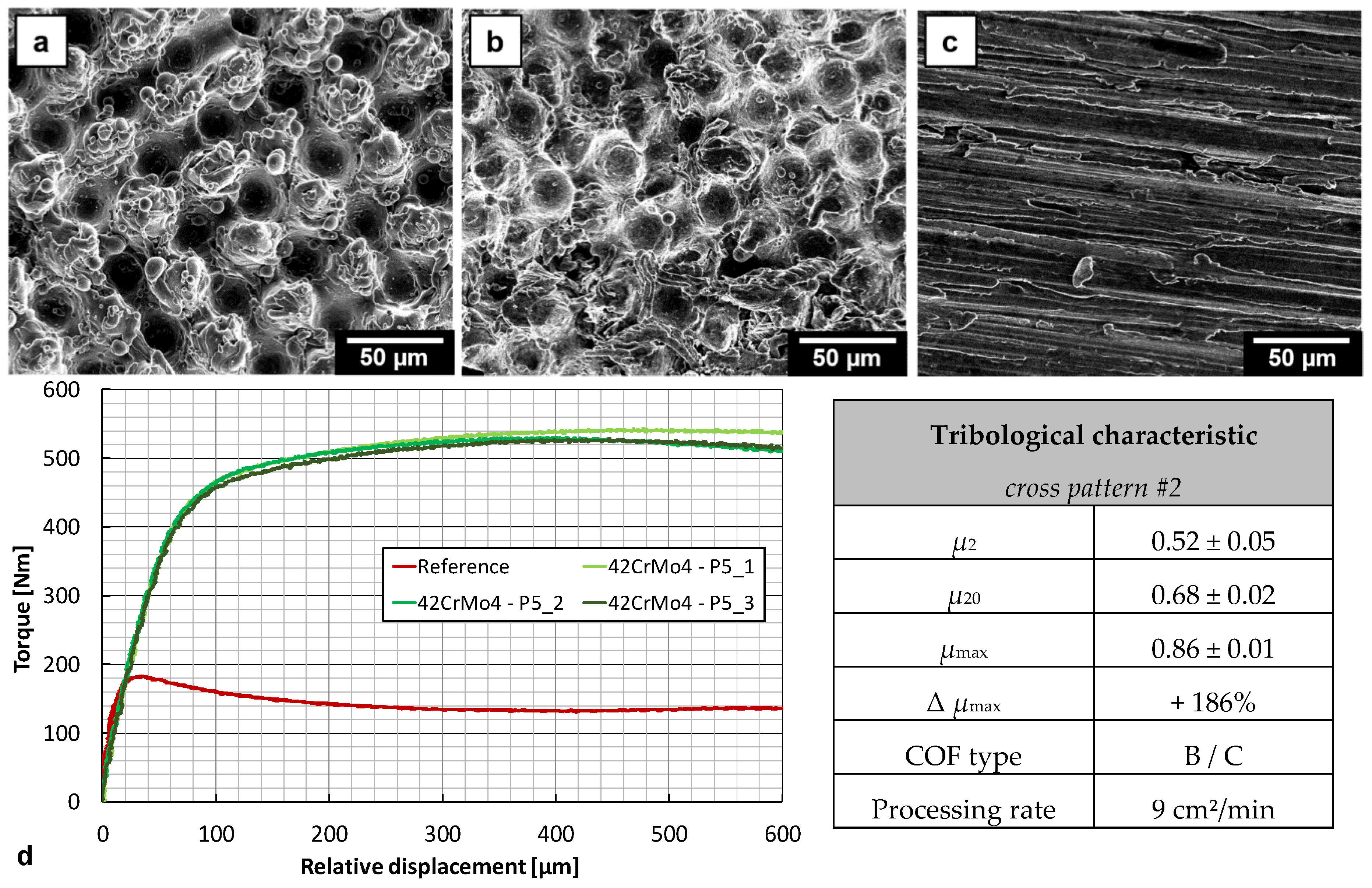
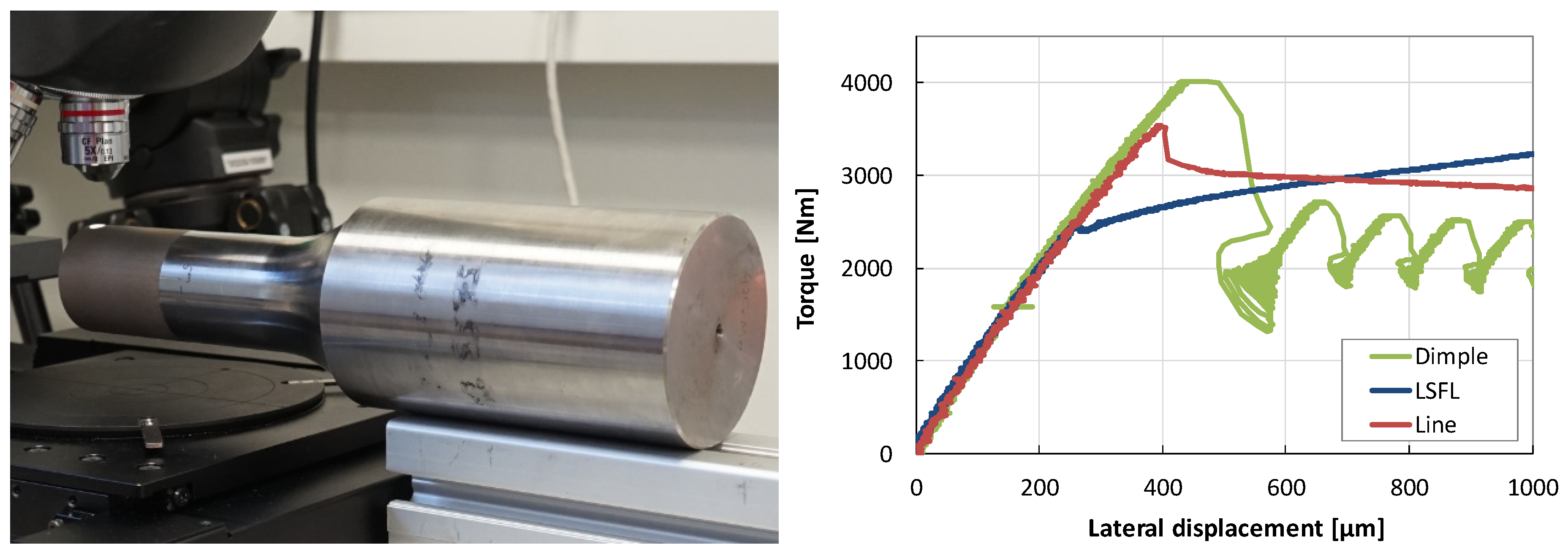
6. Shaft-Hub Connection
7. Summary
Author Contributions
Funding
Conflicts of Interest
References
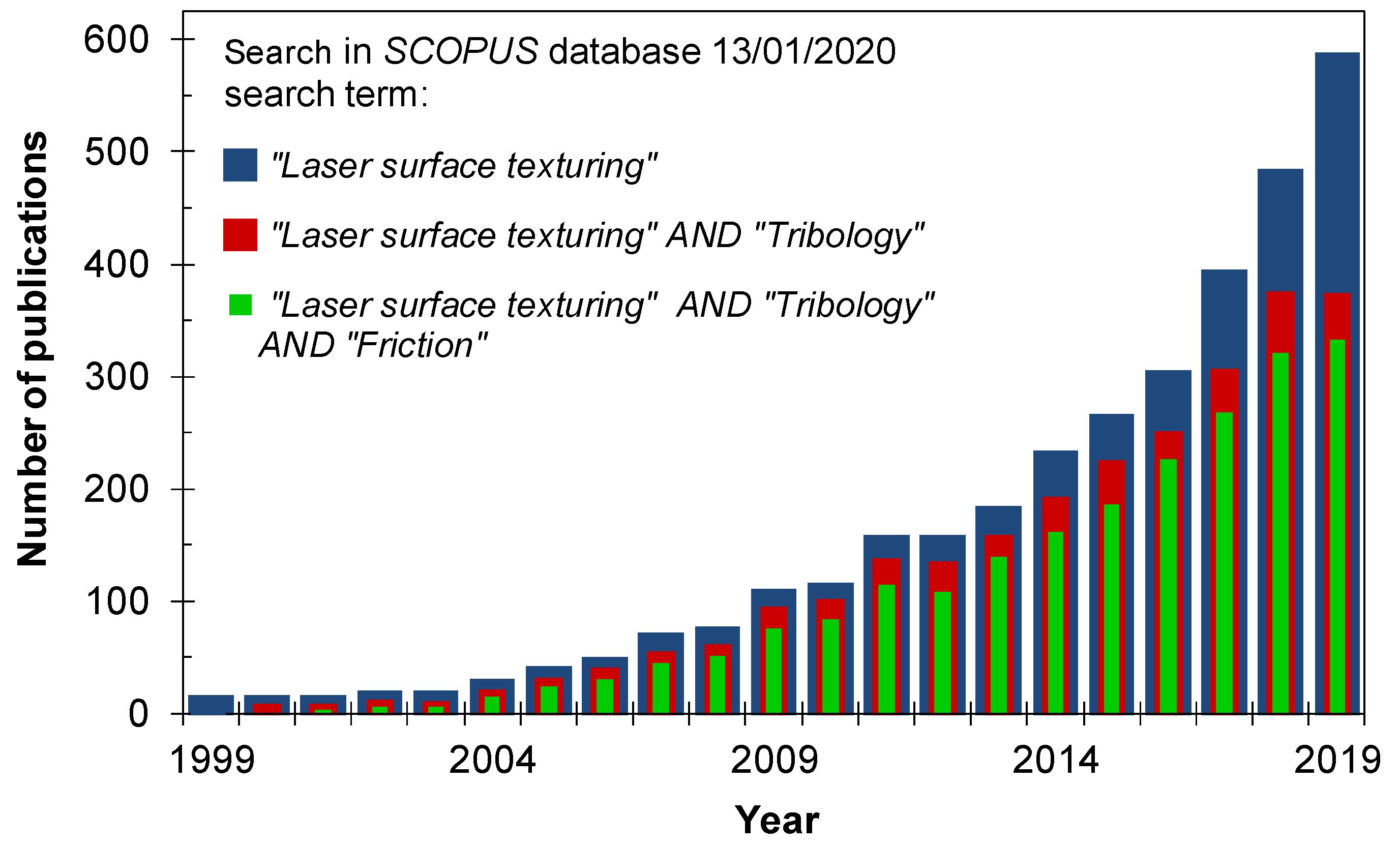
- Scopus Database Document Search. Available online: https://0-www-scopus-com.brum.beds.ac.uk/search/form.uri?display=basic (accessed on 13 January 2020).
- Yu, X.Q.; He, S.; Cai, R.L. Frictional characteristics of mechanical seals with a laser-textured seal face. J. Mater. Process. Technol. 2002, 129, 463–466. [Google Scholar] [CrossRef]
- Etsion, I.; Halperin, G.; Brizmer, V.; Kligerman, Y. Experimental investigation of laser surface textured parallel thrust bearings. Tribol. Lett. 2004, 17, 295–300. [Google Scholar] [CrossRef]
- Ryk, G.; Etsion, I. Testing piston rings with partial laser surface texturing for friction reduction. Wear 2006, 261, 792–796. [Google Scholar] [CrossRef]
- Mezzapesa, F.P.; Scaraggi, M.; Carbone, G.; Sorgente, D.; Ancona, A.; Lugarà, P.M. Varying the geometry of laser surface microtexturing to enhance the frictional behavior of lubricated steel surfaces. Phys. Procedia 2013, 41, 677–682. [Google Scholar] [CrossRef] [Green Version]
- Greiner, C.; Merz, T.; Braun, D.; Codrignani, A.; Magagnato, F. Optimum dimple diameter for friction reduction with laser surface texturing: The effect of velocity gradient. Surf. Topogr. Metrol. Prop. 2015, 3, 044001. [Google Scholar] [CrossRef]
- Ma, C.; Gu, W.; Tu, Q.; Sun, J.; Yu, B. Experimental investigation on frictional property of mechanical seals with varying dimple diameter along the radial face. Adv. Mech. Eng. 2016, 8, 1–9. [Google Scholar] [CrossRef] [Green Version]
- Houdková, Š.; Šperka, P.; Repka, M.; Martan, J.; Moskal, D. Shifted laser surface texturing for bearings applications. J. Phys. Conf. Ser. 2017, 843, 012076. [Google Scholar] [CrossRef] [Green Version]
- Bonse, J.; Koter, R.; Hartelt, M.; Spaltmann, D.; Pentzien, S.; Höhm, S.; Rosenfeld, A.; Krüger, J. Tribological performance of femtosecond laser-induced periodic surface structures on titanium and a high toughness. Appl. Surf. Sci. 2015, 336, 21–27. [Google Scholar] [CrossRef]
- Wang, Z.; Zhao, Q.; Wang, C. Reduction of Friction of Metals Using Laser-Induced Periodic Surface Nanostructures. Micromachines 2015, 6, 1606–1616. [Google Scholar] [CrossRef]
- Flores, G.; Wiens, A. Gelaserte Strukturen ersetzen bisherige kostenintensive Lösungen—Teil 1: Herstellung von Funktionsoberflächen mit hoher Haftreibung durch Laserstrukturieren (written in German). VDI Z 2016, 158, 62–64. [Google Scholar]
- Flores, G.; Wiens, A. Gelaserte Strukturen ersetzen bisherige kostenintensive Lösungen - Teil 2: Herstellung von Funktionsoberflächen mit hoher Haftreibung durch Laserstrukturieren (written in German). VDI Z 2016, 158, 38–40. [Google Scholar]
- Dunn, A.; Carstensen, J.V.; Wlodarczyk, K.L.; Hansen, E.B.; Gabzdyl, J.; Harrison, P.M.; Shephard, J.D.; Hand, D.P. Nanosecond laser texturing for high friction applications. Opt. Lasers Eng. 2014, 62, 9–16. [Google Scholar] [CrossRef] [Green Version]
- Schille, J.; Ullmann, F.; Schneider, L.; Gräfensteiner, M.; Schiefer, S.; Gerlach, M.; Leidich, E.; Exner, H. Experimental Study on Laser Surface Texturing for Friction Coefficient Enhancement. J. Laser Micro Nanoeng. 2015, 10, 245–253. [Google Scholar] [CrossRef] [Green Version]
- Dunn, A.; Wlodarczyk, K.L.; Carstensen, J.V.; Hansen, E.B.; Gabzdyl, J.; Harrison, P.M.; Shephard, J.D.; Hand, D.P. Laser surface texturing for high friction contacts. Appl. Surf. Sci. 2015, 357, 2313–2319. [Google Scholar] [CrossRef] [Green Version]
- Exner, H.; Hartwig, L.; Ebert, R.; Klötzer, S.; Streek, A.; Schille, J.; Löschner, U. High rate laser micro processing using high brilliant cw laser radiation. In Proceedings of the 11th International Symposium on Laser Precision Microfabrication 2010, Stuttgart, Germany, 7–10 June 2010. [Google Scholar]
- Löschner, U.; Schille, J.; Streek, A.; Knebel, T.; Hartwig, L.; Hillmann, R.; Endisch, C. High-rate laser microprocessing using a polygon scanner system. J. Laser Appl. 2015, 27, S28007-1. [Google Scholar]
- Schille, J.; Schneider, L.; Streek, A.; Klötzer, S.; Löschner, U. High-throughput machining using a high-average power ultrashort pulse laser and high-speed polygon scanner. Opt. Eng. 2016, 55, 096109-1. [Google Scholar] [CrossRef]
- Raciukaitis, G.; Brikas, M.; Gecys, P.; Voisiat, B.; Gedvilas, M. Use of high repetition rate and high power lasers in microfabrication: How to keep the efficiency high? J. Laser Micro Nanoeng. 2009, 4, 186–191. [Google Scholar] [CrossRef]
- Neuenschwander, B.; Jäggi, B.; Schmid, M.; Hennig, G. Surface structuring with ultra-short laser pulses: Basics, limitations and needs for high throughput. Phys. Procedia 2014, 56, 1047–1058. [Google Scholar] [CrossRef] [Green Version]
- Schille, J.; Schneider, L.; Löschner, U. Process optimization in high-average-power ultrashort pulse laser microfabrication: How laser process parameters influence efficiency, throughput and quality. Appl. Phys. A 2015, 120, 847–855. [Google Scholar] [CrossRef]
- Ancona, A.; Röser, F.; Rademaker, K.; Limpert, J.; Nolte, S.; Tünnermann, A. High speed laser drilling of metals using a high repetition rate, high average power ultrafast fiber CPA system. Opt. Express 2008, 16, 8958–8968. [Google Scholar] [CrossRef] [PubMed]
- Finger, J.; Reininghaus, M. Effect of pulse to pulse interactions on ultrashort pulse laser drilling of steel with repetition rates up to 10 MHz. Opt. Express 2014, 22, 18790–18799. [Google Scholar] [CrossRef]
- Jäggi, B.; Remund, S.; Streubel, R.; Gökce, B.; Barcikowski, S.; Neuenschwander, B. Laser Micromachining of Metals with Ultra-Short Pulses: Factors Limiting the Scale-Up Process. J. Laser Micro Nanoeng. 2017, 12, 267–273. [Google Scholar]
- Zeng, S.; Luo, Q.; Li, D.; Lue, X. Femtosecond pulse laser scanning using Acousto-Optic Deflector. Sci. China Series G Phys. Mech. Astron. 2009, 52, 685–692. [Google Scholar] [CrossRef]
- Brüning, S.; Hennig, G.; Eifel, S.; Gillner, A. Utrafast scan techniques for 3D-μm structuring of metal surfaces with high repetitive ps-laser pulses. Phys. Procedia 2011, 12, 105–115. [Google Scholar] [CrossRef]
- De Loor, R. Polygon scanner system for ultra short pulsed laser micro-machining applications. Phys. Procedia 2013, 41, 544–551. [Google Scholar] [CrossRef] [Green Version]
- Römer, G.R.B.E.; Bechtold, P. Electro-optic and Acousto-optic Laser Beam Scanners. Phys. Procedia 2014, 56, 29–39. [Google Scholar] [CrossRef] [Green Version]
- Streek, A.; Klötzer, S. Polygonscantechnik für die Lasermikrobearbeitung (written in German). Sci. Rep. J. Univ. Appl. Sci. Mittweida 2015, 4, 82–85. [Google Scholar]
- Bonse, J.; Krüger, J. Pulse number dependence of laser-induced periodic surface structures for femtosecond laser irradiation of silicon. J. Appl. Phys. 2010, 108, 034903. [Google Scholar] [CrossRef]
- Reif, J.; Varlamova, O.; Ratzke, M.; Schade, M.; Leipner, H.S.; Arguirov, T. Multipulse feedback in self-organized ripples formation upon femtosecond laser ablation from silicon. Appl. Phys. A 2010, 101, 361–365. [Google Scholar] [CrossRef]
- Rudenko, A.; Mauclair, C.; Garrelie, F.; Stoian, R.; Colombier, J.P. Self-organization of surfaces on the nanoscale by topography-mediated selection of quasi-cylindrical and plasmonic waves. Nanophotonics 2019, 8, 459–465. [Google Scholar] [CrossRef]
- Leidich, E.; Vidner, J.; Gräfensteiner, M. Endlich vergleichbare Werte - Standardisiertes Prüfverfahren für Reibungszahlen (written in German). Antriebstechnik 2012, 1, 32–35. [Google Scholar]
- Leidich, E.; Reiß, F.; Gräfensteiner, M. Untersuchungen zur Übertragbarkeit von modellbasierten Haftreibwerten und Reibcharakteristiken auf gefügte Realbauteilgeometrien (written in German). Abschlussbericht, FVV-Heft Nr. 1148, Forschungsvereinigung Verbrennungskraftmaschinen e.V., Frankfurt/Main, 2018.
- Boultcouncil—Research Council on Structural Connections. Specification for Structural Joints Using High-Strength Bolts. Chicago. Available online: www.boltcouncil.org (accessed on 11 November 2019).
- Leidich, E.; Gräfensteiner, M. Ermittlung charakterisierender Kennwerte für reibschlüssige Verbindungen (written in German). Forsch. Ing. 2016, 80, 71–84. [Google Scholar] [CrossRef]
- Leidich, E.; Gräfensteiner, M. GECKO - Analyse und Synthese charakterisierender Kennwerte zur funktionsgerechten Gestaltung von Wirkflächenpaaren in reibschlüssigen Verbindungen (written in German). Abschlussbericht/Teilbericht I, FVV-Heft Nr. 1077, Forschungsvereinigung Verbrennungskraftmaschinen e.V., Frankfurt/Main, 2015.
- Varlamova, O.; Costache, F.; Ratzke, M.; Reif, J. Control parameters in pattern formation upon femtosecond laser ablation. Appl. Surf. Sci. 2007, 253, 7932–7936. [Google Scholar] [CrossRef]
- Kurselis, K.; Kiyan, R.; Chichkov, B.N. Formation of corrugated and porous steel surfaces by femtosecond laser irradiation. Appl. Surf. Sci. 2012, 258, 8845–8852. [Google Scholar] [CrossRef]
- Ahmmed, T.K.M.; Grambow, C.; Kietzig, A.M. Fabrication of Micro/Nano Structures on Metals by Femtosecond Laser Micromachining. Micromachines 2014, 5, 1219–1253. [Google Scholar] [CrossRef]
- Ardron, M.; Weston, N.; Hand, D. A practical technique for the generation of highly uniform LIPSS. Appl. Surf. Sci. 2014, 313, 123–131. [Google Scholar] [CrossRef] [Green Version]
- Bonse, J.; Kirner, S.V.; Griepentrog, M.; Spaltmann, D.; Krüger, J. Femtosecond Laser Texturing of Surfaces for Tribological Applications. Materials 2018, 11, 801. [Google Scholar] [CrossRef] [Green Version]
- Fraggelakis, F.; Mincuzzi, G.; Lopez, J.; Manek-Hönninger, I.; Kling, R. Texturing metal surface with MHz ultra-short laser pulses. Opt. Express 2017, 25, 18131–18139. [Google Scholar] [CrossRef] [Green Version]
- Baron, C.F.; Mimidis, A.; Puerto, D.; Skoulas, E.; Stratakis, E.; Solis, J.; Siegel, J. Biomimetic surface structures in steel fabricated with femtosecond laser pulses: Influence of laser rescanning on morphology and wettability. Beilstein J. Nanotechnol. 2018, 9, 2802–2812. [Google Scholar] [CrossRef] [Green Version]
- Tsibidis, G.D.; Fotakis, C.; Stratakis, E. From ripples to spikes: A hydrodynamical mechanism to interpret femtosecond laser-induced self-assembled structures. Phys. Rev. B 2015, 92, 041405. [Google Scholar] [CrossRef] [Green Version]
- Hauffe, W. Vorrichtung zur Vorbereitung der Stoffproben für die Untersuchung, Gepr. Patent zum Ionenstrahl-Böschungsschnitt-Verfahren (written in German). Available online: https://depatisnet.dpma.de/DepatisNet/depatisnet?action=pdf&firstdoc=1&docid=DD000000139670A3 (accessed on 14 November 2019).
- Krawczyk-Bärsch, E.; Däbritz, S.; Hauffe, W. Combined use of ion beam slope cutting and scanning electron microscopy for the investigation of the 3-dimensional micro-structure of alterated mediaeval glass. Mikrochim. Acta 1997, 125, 89–91. [Google Scholar] [CrossRef]
- Schneider, L.; Schille, J.; Mauersberger, S.; Kujawa, K.; Löschner, U. Großflächige und schnelle Funktionalisierung von technischen Oberflächen mittels Ultrakurzpuls-Laserbearbeitung (written in German). Sci. Rep. 2017, 2, 37–42. [Google Scholar]
- Renusch, D.; Veal, B.; Natesan, K.; Grimsditch, M. Transient Oxidation in Fe-Cr-Ni Alloys: A Raman-Scattering Study. Oxid. Met. 1996, 46, 365–381. [Google Scholar] [CrossRef]
- Raman Spectra Search in RRUFF Sample Data Base. Available online: http://rruff.info/ (accessed on 24 February 2019).
- Eichstädt, J.; Römer, G.R.B.E.; Huis in’t Veld, A.J. Towards friction control using laser-induced periodic Surface Structures. Phys. Procedia 2011, 12, 7–15. [Google Scholar] [CrossRef] [Green Version]
- Romero, P.M.; Otero, N.; González, A.; Vázquez, P. High aspect ratio microfeatures with laser texturing in mixed ablative-melting regime. Proc. SPIE Int. Soc. Opt. Eng. 2012. [Google Scholar] [CrossRef]
- Gregorčič, P.; Šetina-Batič, B.; Hočevar, M. Controlling the stainless steel surface wettability by nanosecond direct laser texturing at high fluences. Appl. Phys. A 2017, 123, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Conradi, M.; Drnovšek, A.; Gregorčič, P. Wettability and friction control of a stainless steel surface by combining nanosecond laser texturing and adsorption of superhydrophobic nanosilica particles. Sci. Rep. 2018, 8, 1–9. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Leidich, E.; Reiß, F. Transferability of Model-based Static Coefficients of Friction to Real Components. MTZ Worldw 2018, 79, 62–67. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Texture | Pav W | PRF MHz | H0 J/cm2 | vS m/s | pd µm | ld µm | APRmax m2/min | APReff m²/min |
|---|---|---|---|---|---|---|---|---|
| Figure 3b | 263 | 25 | 1.45 | 950 | 38 | 20 | 1.14 | 0.56 |
| Figure 3c | 263 | 25 | 1.45 | 950 | 38 | 10 | 0.57 | 0.28 |
| Figure 3f | 416 | 40 1 | 0.50 | 560 | 14 | 28 | 3.76 | 1.51 1/0.50 2/0.13 3 |
| Tribological characteristic of laser textured shaft-hub connections. | |||
|---|---|---|---|
| Laser texture | LSFL | Line pattern | Dimple-shaped texture |
| Surface pressure | 85 ± 2 MPa | 92 ± 9 MPa | 84 ± 2 MPa |
| COF type | B | A | A |
| µ20 | 0.24 ± 0.01 | 0.34 ± 0.02 | 0.32 ± 0.01 |
| Δ µ20 | + 20% | + 70% | + 60% |
| µmax | 0.24 ± 0.01 | 0.35 ± 0.01 | 0.40 ± 0.02 |
| Δ µmax | + 20% | + 75% | + 100% |
| Processing rate | 14.4 cm2/min | 21.0 cm2/min | 14.0 cm2/min |
| Topography measurement (before testing) |  |  |  |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schille, J.; Schneider, L.; Mauersberger, S.; Szokup, S.; Höhn, S.; Pötschke, J.; Reiß, F.; Leidich, E.; Löschner, U. High-Rate Laser Surface Texturing for Advanced Tribological Functionality. Lubricants 2020, 8, 33. https://0-doi-org.brum.beds.ac.uk/10.3390/lubricants8030033
Schille J, Schneider L, Mauersberger S, Szokup S, Höhn S, Pötschke J, Reiß F, Leidich E, Löschner U. High-Rate Laser Surface Texturing for Advanced Tribological Functionality. Lubricants. 2020; 8(3):33. https://0-doi-org.brum.beds.ac.uk/10.3390/lubricants8030033
Chicago/Turabian StyleSchille, Jörg, Lutz Schneider, Stefan Mauersberger, Sylvia Szokup, Sören Höhn, Johannes Pötschke, Friedemann Reiß, Erhard Leidich, and Udo Löschner. 2020. "High-Rate Laser Surface Texturing for Advanced Tribological Functionality" Lubricants 8, no. 3: 33. https://0-doi-org.brum.beds.ac.uk/10.3390/lubricants8030033