Influence of Vacuum Heat Treatments on Microstructure and Mechanical Properties of M35 High Speed Steel

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
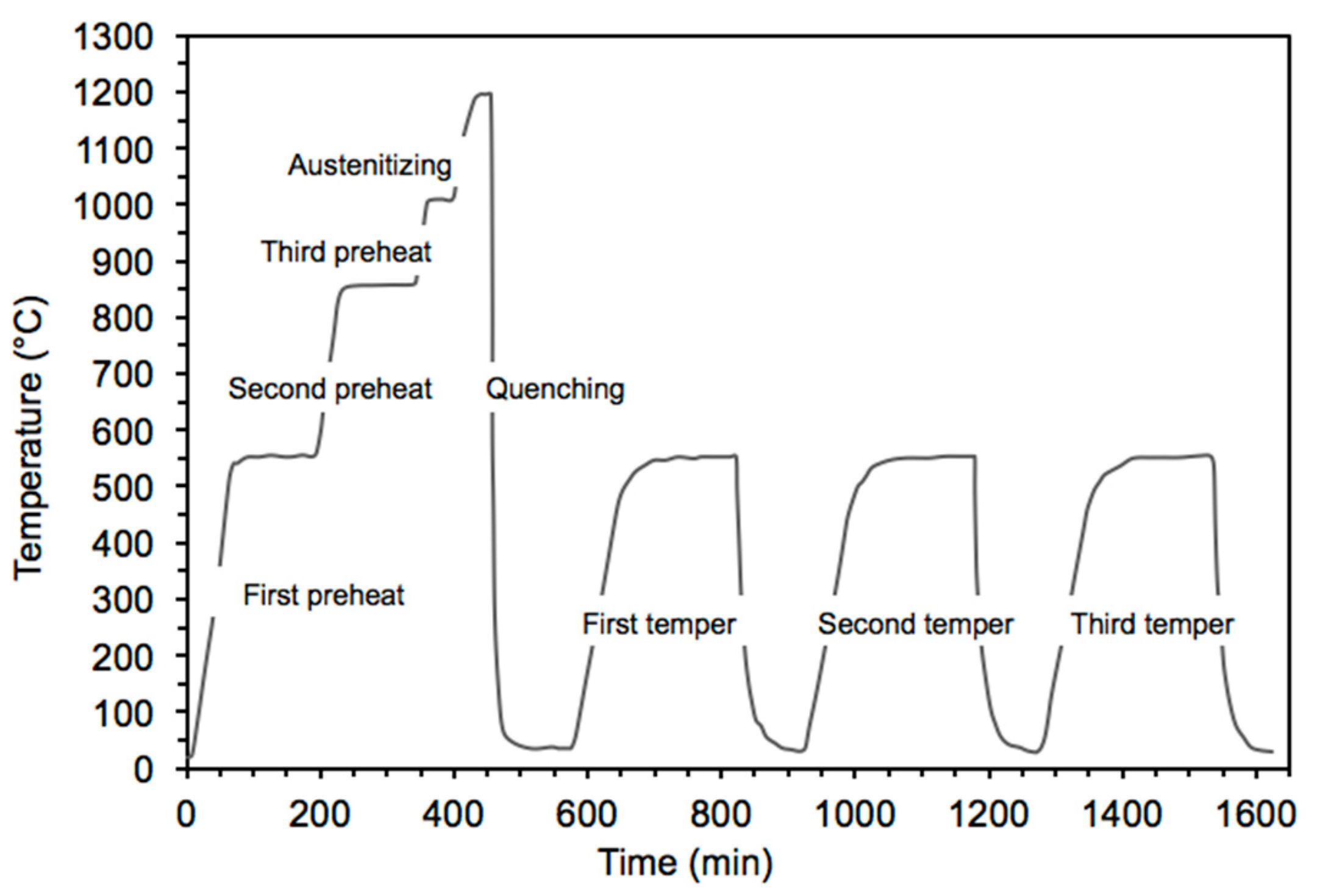
2.1. Chemical Composition and Conventional Heat Treatment of Taps
2.2. Material Characterization
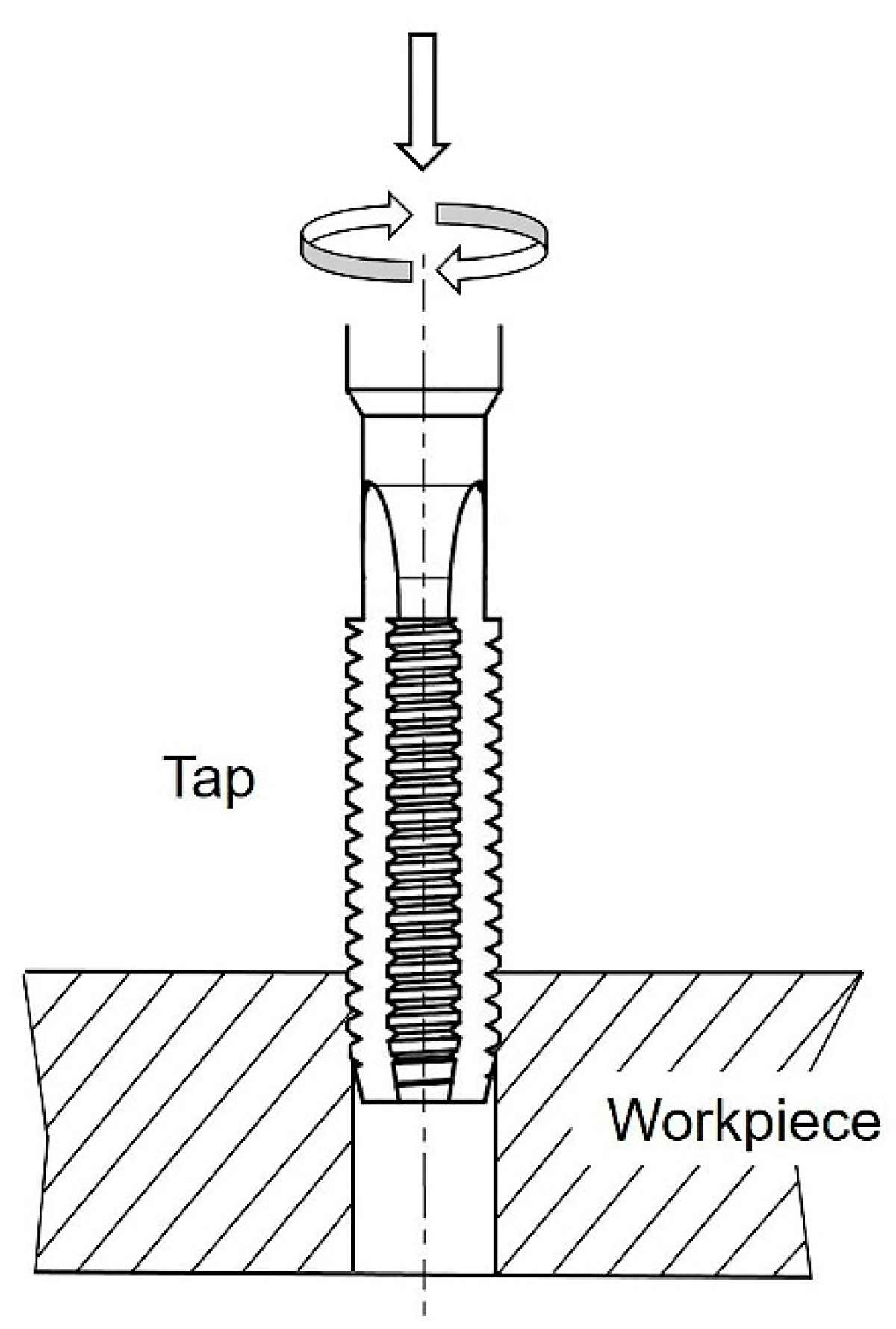
2.3. Tapping Tests
2.4. Failure Analysis
2.5. Vacuum Heat Treatments
3. Results
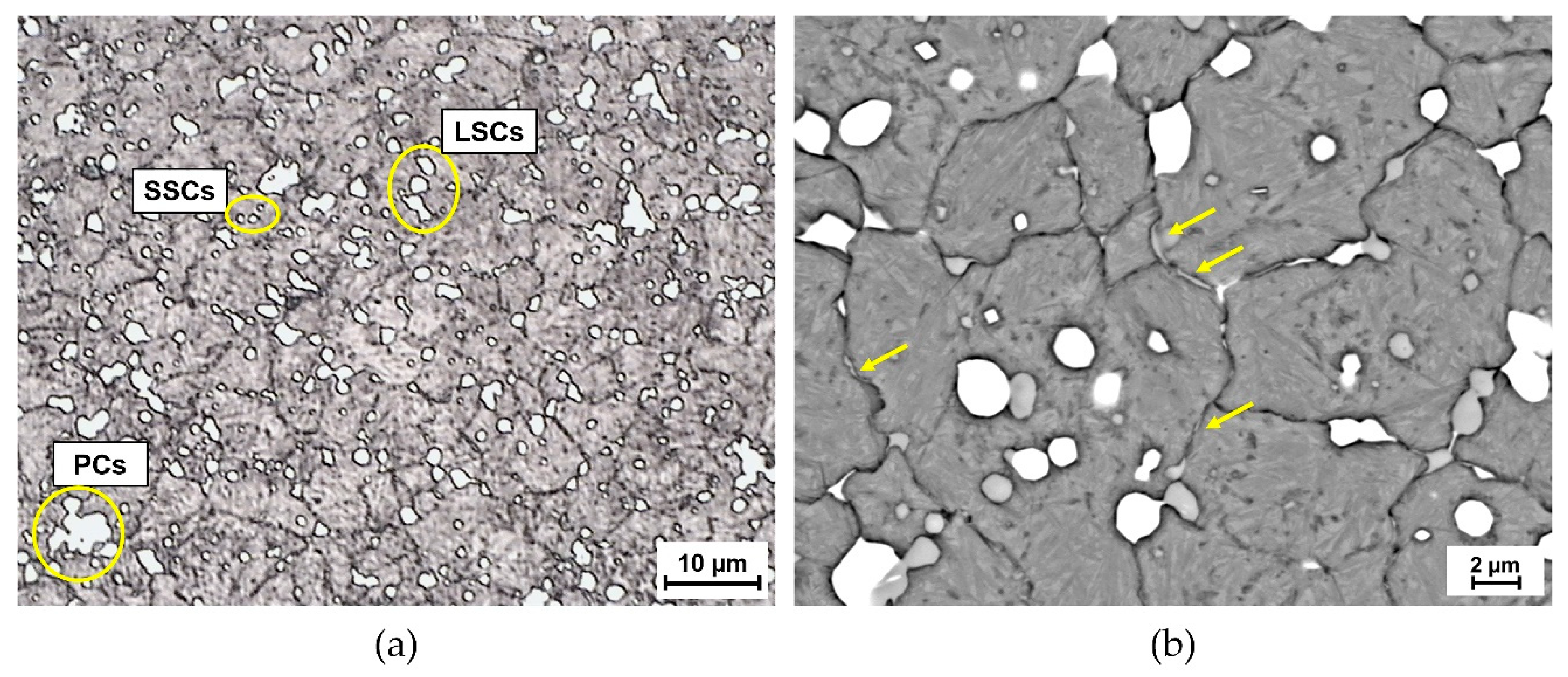
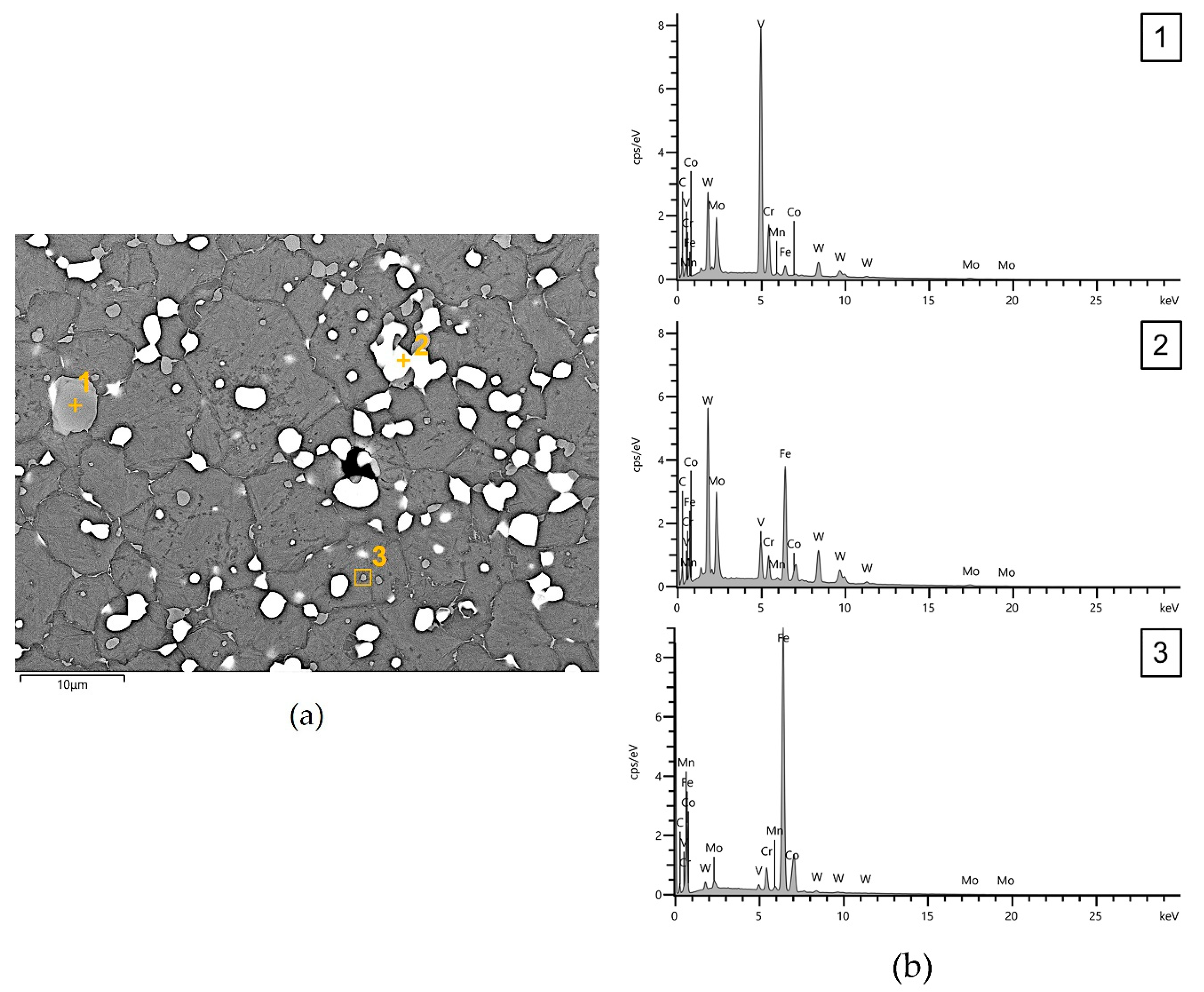
3.1. Microstructural Characterization and Hardness Variation
3.2. Failure Analysis after Tapping Tests
3.3. Influence of Vacuum Heat Treatments on Microstructure and Fracture Toughness
4. Discussion
5. Conclusions
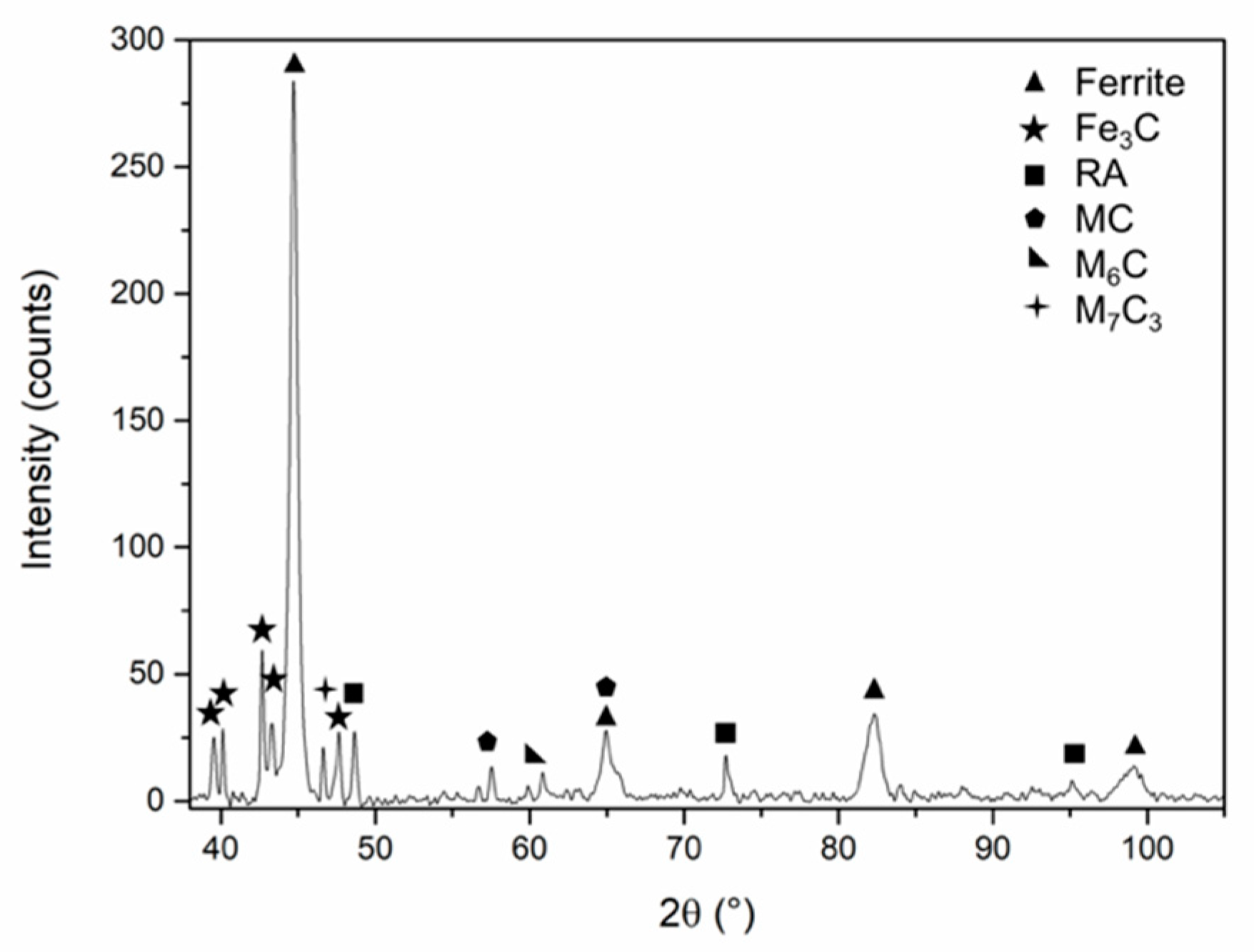
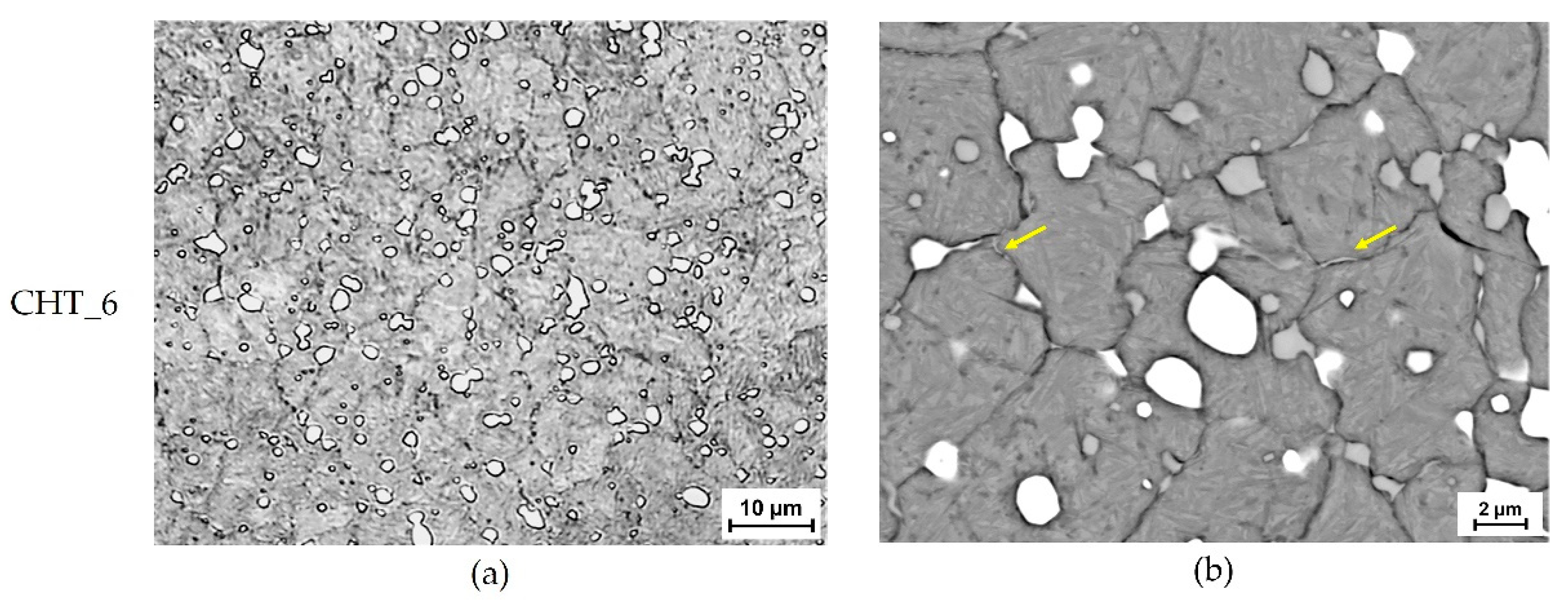
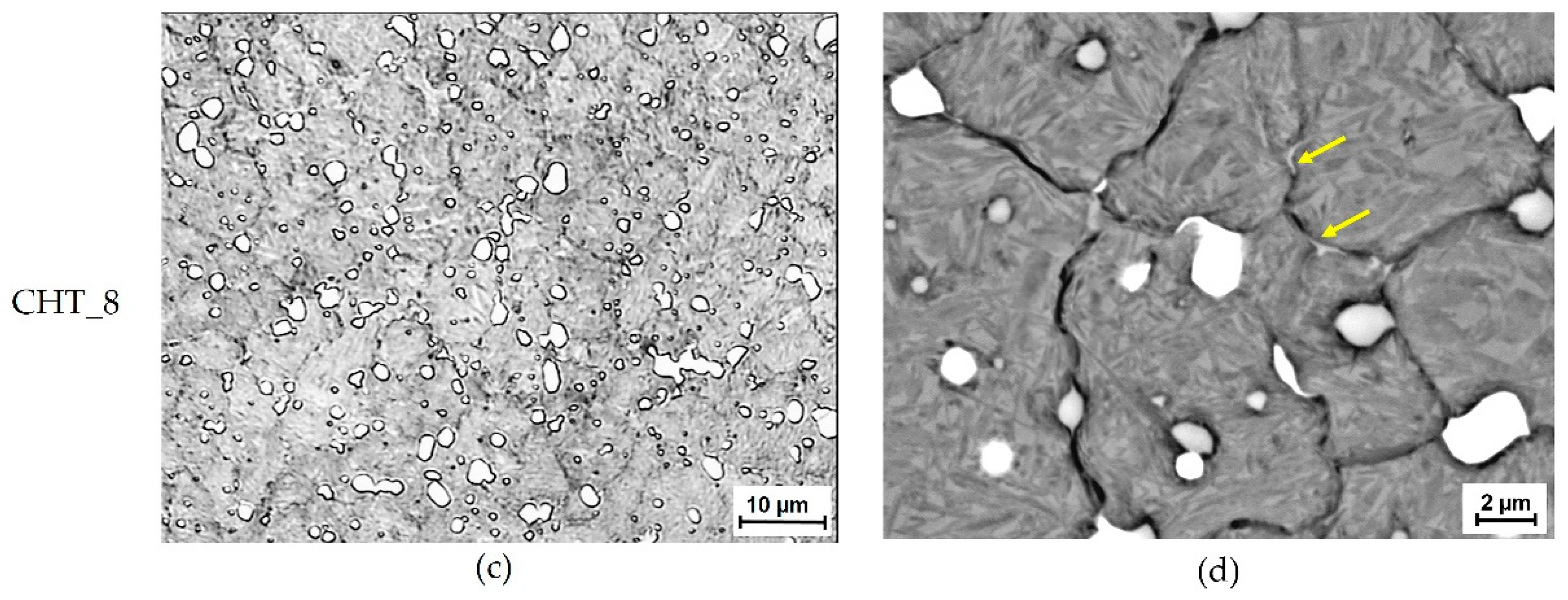
- The microstructure of taps undergoing vacuum heat treatment at a pressure of quenching gas of five bar is similar to that of high speed steels. The microstructure mostly consists of primary carbides (MC and M6C), alloyed cementite and secondary carbides (M7C3) in a tempered martensite matrix, with retained austenite and proeutectoid carbides along prior austenite grain boundaries. All values of the characteristics of secondary carbides, as well as those of retained austenite, apparent grain size, Vickers hardness and plane strain fracture toughness are comparable to previously reported data for vacuum heat treated high speed steels;
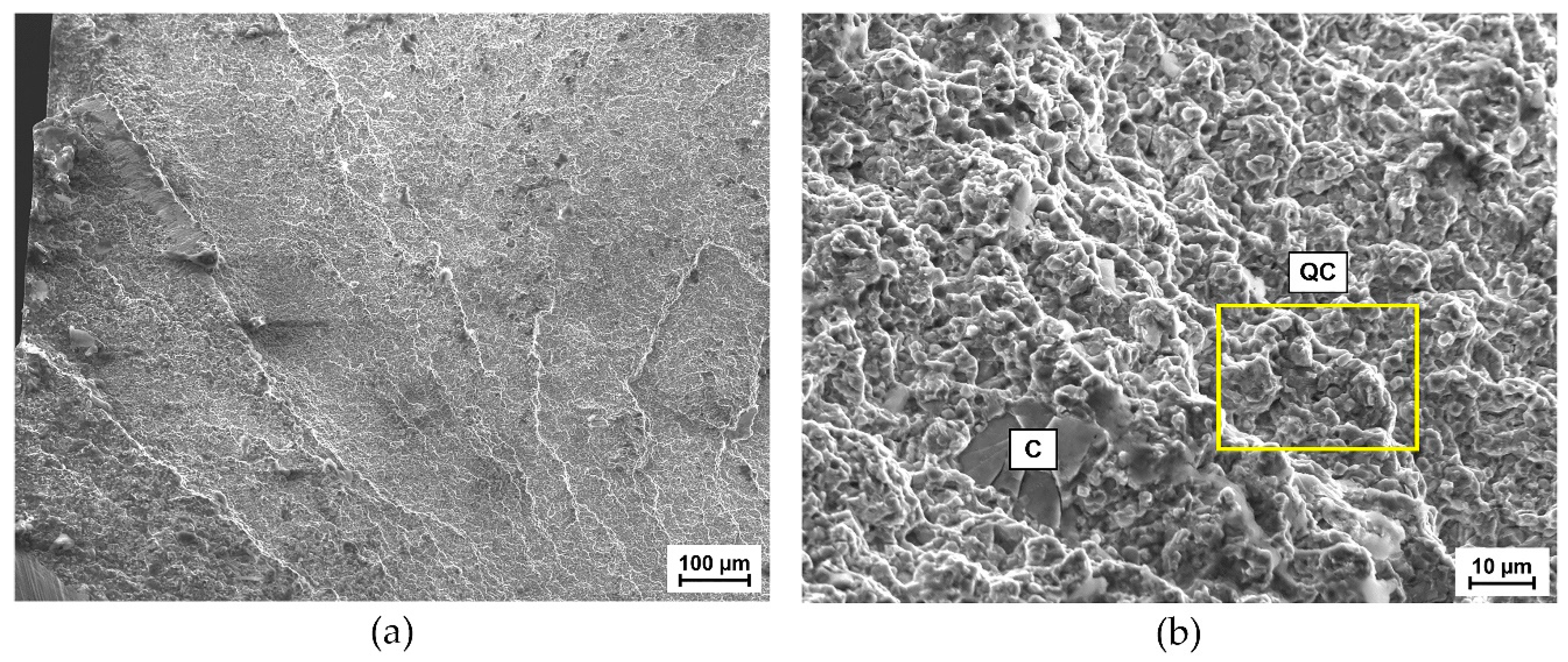
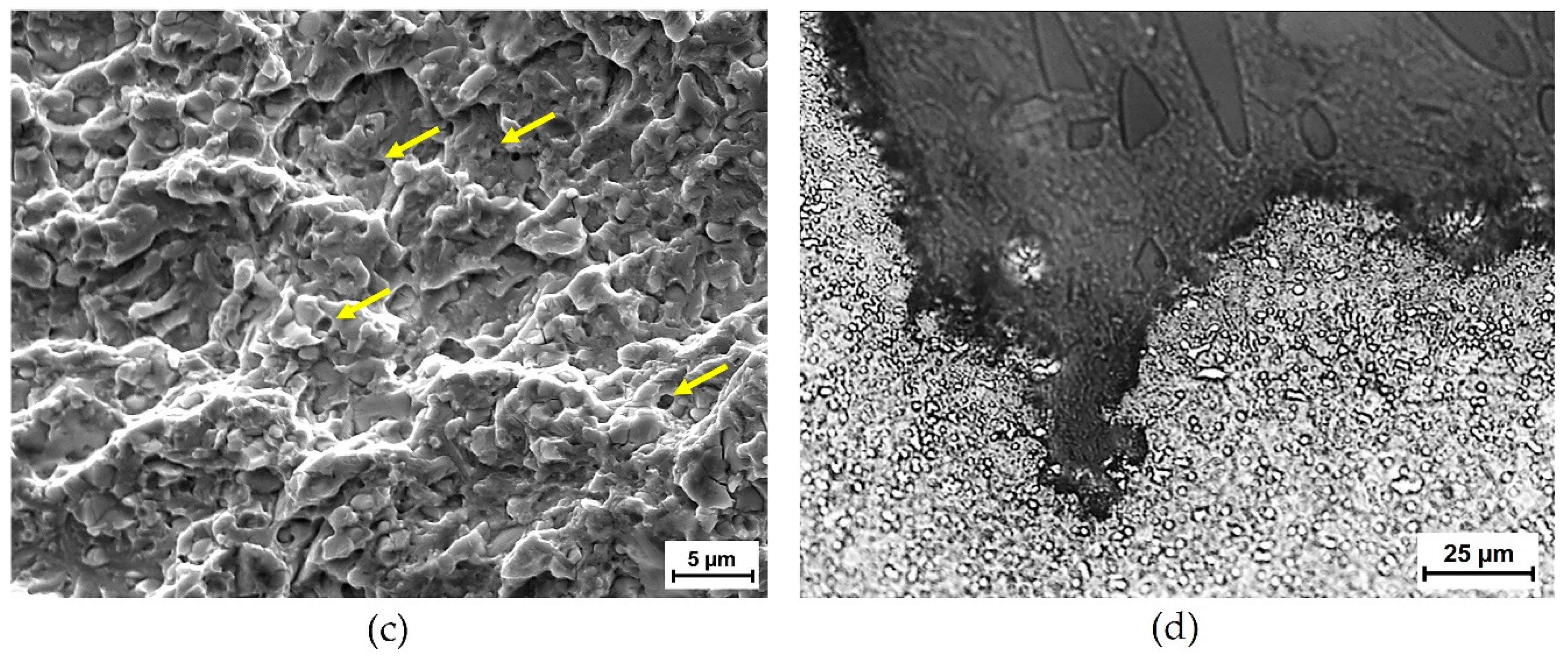
- in normal operating conditions the predominant fracture mechanism of taps is quasi-cleavage. Fracture initiates by cracking of primary carbides at the primary carbides/matrix interfaces and by nucleation of microvoids by decohesion of secondary carbides, followed by cleavage fracture;
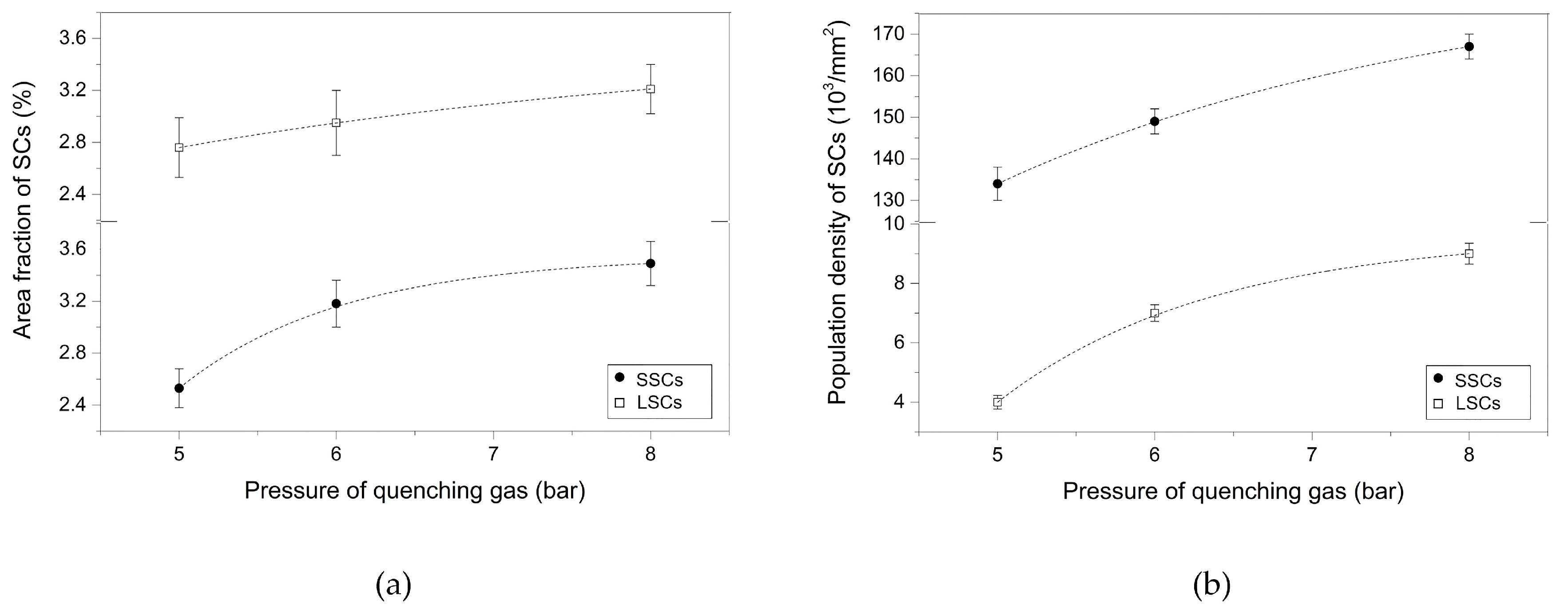
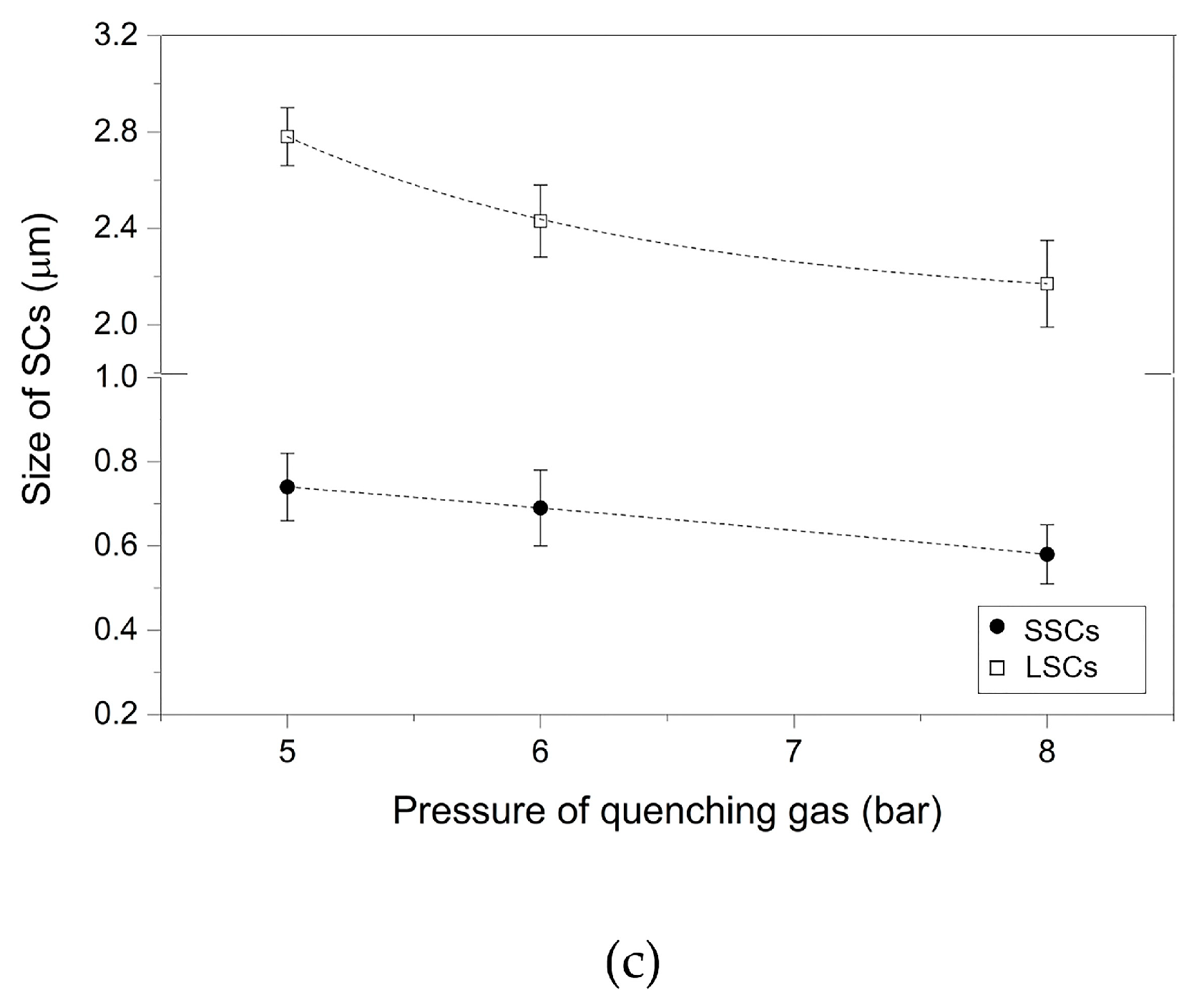
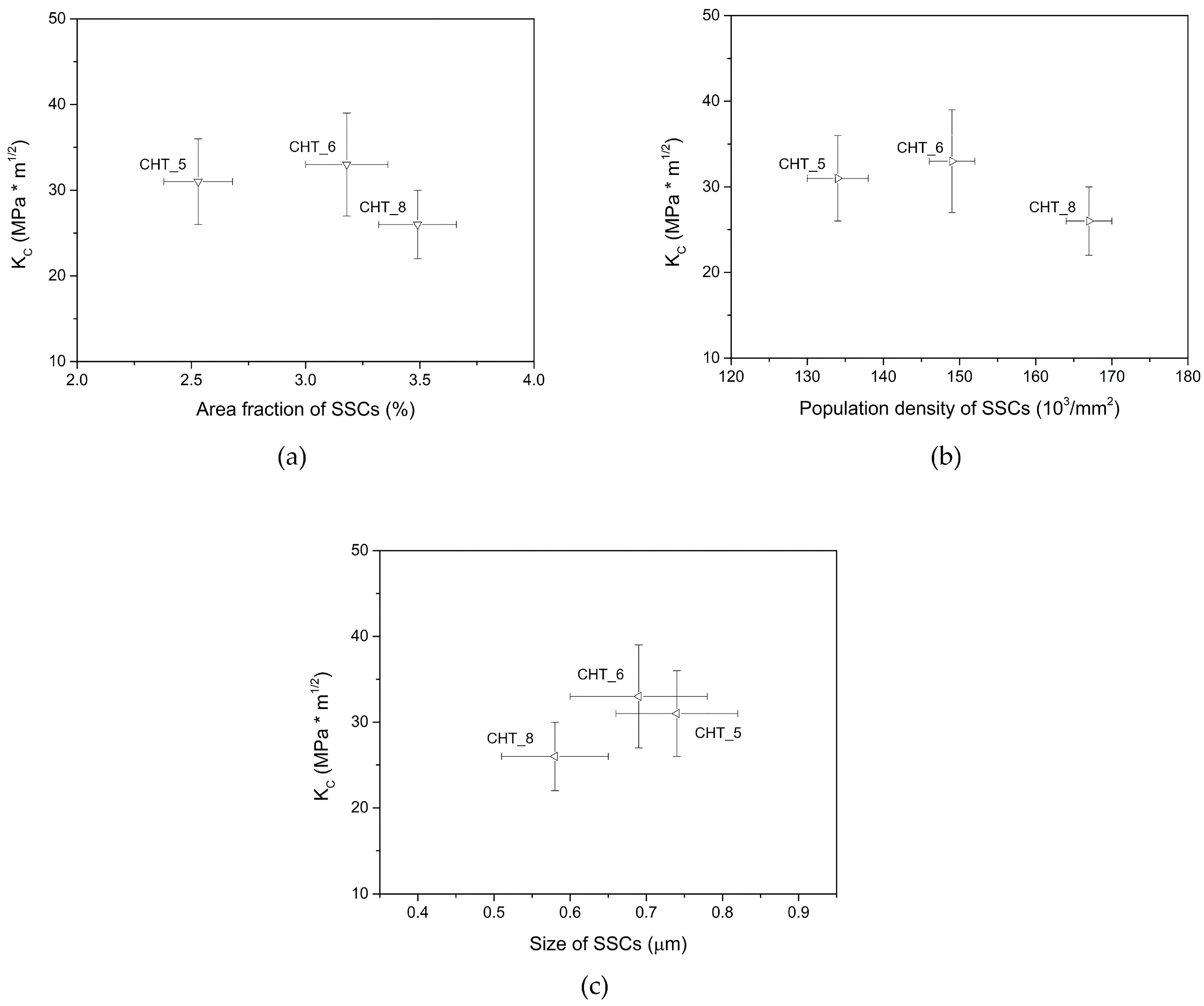
- vacuum heat treatment of taps at pressures of quenching gas of six and eight bar produces microstructures similar to those of taps vacuum heat treated at a pressure of quenching gas of five bar, but with lower amounts of retained austenite and proeutectoid carbides along prior austenitic grain boundaries. An increase in pressure of quenching gas also modifies the precipitation behavior of secondary carbides, whereas slight differences are found in the mean apparent grain size and Vickers hardness of all taps. In relation to plane strain fracture toughness, taps vacuum heat treated at six bar shows the highest values of this parameter thanks to a higher content of finer small secondary carbides, which deflect crack propagation. Conversely, the lowest plane strain fracture toughness of taps vacuum heat treated at eight bar may be due to an excessive amount of finer small secondary carbides, which may provide a preferential path for crack propagation.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Statharas, D.; Papageorgiou, D.; Sideris, J.; Medrea, C. Preliminary examination of the fracture surfaces of a cold working die. Int. J. Mater. Form. 2008, 1, 431–434. [Google Scholar] [CrossRef]
- Mesquita, R.A. High-speed steels. In Tool Steels: Properties and Performance, 1st ed.; CRC Press: Boca Raton, FL, USA, 2017; pp. 217–239. [Google Scholar]
- Rousseau, A.; Doyle, E.; McCulloch, D. Vacuum heat treatment of high speed steel cutting tools. Int. Heat Treat. Surf. Eng. 2013, 7, 110–114. [Google Scholar] [CrossRef]
- Di Schino, A.; Di Nunzio, P.E.; Lopez Turconi, G. Microstructure Evolution during Tempering of Martensite in a Medium-C Steel. Mater. Sci. Forum 2007, 558–559, 1435–1441. [Google Scholar] [CrossRef]
- Di Schino, A. Analysis of heat treatment effect on microstructural features evolution in a micro-alloyed martensitic steel. Acta Metall. Slovaca 2016, 22, 266–270. [Google Scholar] [CrossRef] [Green Version]
- Leskovšek, V.; Šuštaršič, B.; Jutriša, G. The influence of austenitizing and tempering temperature on the hardness and fracture toughness of hot-worked H11 tool steel. J. Mater. Process. Technol. 2006, 178, 328–334. [Google Scholar] [CrossRef]
- Podgornik, B.; Leskovšek, V. Microstructure and Origin of Hot-Work Tool Steel Fracture Toughness Deviation. Metall. Mater. Trans. A 2013, 44, 5694–5702. [Google Scholar] [CrossRef]
- Leskovšek, V.; Podgornik, B. Vacuum heat treatment, deep cryogenic treatment and simultaneous pulse plasma nitriding and tempering of P/M S390MC steel. Mater. Sci. Eng. A 2012, 531, 119–129. [Google Scholar] [CrossRef]
- Leskovšek, V.; Ule, B. Improved vacuum heat-treatment for fine-blanking tools from high-speed steel M2. J. Mater. Process. Technol. 1998, 82, 89–94. [Google Scholar] [CrossRef]
- Suchánek, J.; Kuklík, V. Influence of heat and thermochemical treatment on abrasion resistance of structural and tool steels. Wear 2009, 267, 2100–2108. [Google Scholar] [CrossRef]
- Podgornik, B.; Leskovšek, V.; Tehovnik, F.; Burja, J. Vacuum heat treatment optimization for improved load carrying capacity and wear properties of surface engineered hot work tool steel. Surf. Coat. Technol. 2015, 261, 253–261. [Google Scholar] [CrossRef]
- Ule, B.; Leskovšek, V.; Tuma, B. Estimation of plain strain fracture toughness of AISI M2 steel from precracked round-bar specimens. Eng. Fract. Mech. 2000, 65, 559–572. [Google Scholar] [CrossRef]
- Podgornik, B.; Leskovšek, V. Experimental Evaluation of Tool and High-Speed Steel Properties Using Multi-Functional KIc -Test Specimen. Steel Res. Int. 2013, 84, 1294–1301. [Google Scholar] [CrossRef]
- Leskovšek, V.; Ule, B.; Liščić, B. Relations between fracture toughness, hardness and microstructure of vacuum heat-treated high-speed steel. J. Mater. Process. Technol. 2002, 127, 298–308. [Google Scholar] [CrossRef]
- Quinn, G.D.; Bradt, R.C. On the Vickers Indentation Fracture Toughness Test. J. Am. Ceram. Soc. 2007, 90, 673–680. [Google Scholar] [CrossRef]
- Harding, D.S.; Oliver, W.C.; Pharr, G.M. Cracking During Nanoindentation and its Use in the Measurement of Fracture Toughness. MRS Online Proc. Libr. 1994, 356, 663. [Google Scholar] [CrossRef] [Green Version]
- Widjaja, S.; Yip, T.H.; Limarga, A.M. Measurement of creep-induced localized residual stress in soda-lime glass using nano-indentation technique. Mater. Sci. Eng. A 2001, 318, 211–215. [Google Scholar] [CrossRef]
- Sola, R.; Giovanardi, R.; Parigi, G.; Veronesi, P. A Novel Method for Fracture Toughness Evaluation of Tool Steels with Post-Tempering Cryogenic Treatment. Metals 2017, 7, 75. [Google Scholar] [CrossRef] [Green Version]
- Das, D.; Dutta, A.K.; Ray, K.K. On the refinement of carbide precipitates by cryotreatment in AISI D2 steel. Philos. Mag. 2009, 89, 55–76. [Google Scholar] [CrossRef]
- Fukaura, K.; Yokoyama, Y.; Yokoi, D.; Tsujii, N.; Ono, K. Fatigue of cold-work tool steels: Effect of heat treatment and carbide morphology on fatigue crack formation, life, and fracture surface observations. Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 2004, 35, 1289–1300. [Google Scholar] [CrossRef]
- ISO. EN ISO 643: Steels—Micrographic Determination of the Apparent Grain Size; ISO International: Geneva, Switzerland, 2020. [Google Scholar]
- ASTM International. ASTM Standard E975-13: Standard Practice for X-Ray Determination of Retained Austenite in Steel with Near Random Crystallographic Orientation; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar] [CrossRef]
- ASTM International. ASTM Standard E140-12B(2019)e1: Standard Hardness Conversion Tables for Metals Relationship Among Brinell Hardness, Vickers Hardness, Rockwell Hardness, Superficial Hardness, Knoop Hardness, Scleroscope Hardness, and Leeb Hardness; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar] [CrossRef]
- Akono, A.-T.; Ulm, F.-J. Scratch test model for the determination of fracture toughness. Eng. Fract. Mech. 2011, 78, 334–342. [Google Scholar] [CrossRef]
- Akono, A.-T.; Ulm, F.-J. An improved technique for characterizing the fracture toughness via scratch test experiments. Wear 2014, 313, 117–124. [Google Scholar] [CrossRef]
- Akono, A.-T.; Randall, N.X.; Ulm, F.-J. Experimental determination of the fracture toughness via microscratch tests: Application to polymers, ceramics, and metals. J. Mater. Res. 2012, 27, 485–493. [Google Scholar] [CrossRef]
- Sackl, S.; Leitner, H.; Clemens, H.; Primig, S. On the evolution of secondary hardening carbides during continuous versus isothermal heat treatment of high speed steel HS 6-5-2. Mater. Charact. 2016, 120, 323–330. [Google Scholar] [CrossRef]
- Pan, F.; Wang, W.; Tang, A.; Wu, L.; Liu, T.; Cheng, R. Phase transformation refinement of coarse primary carbides in M2 high speed steel. Prog. Nat. Sci. Mater. Int. 2011, 21, 180–186. [Google Scholar] [CrossRef] [Green Version]
- Wieβner, M.; Leisch, M.; Emminger, H.; Kulmburg, A. Phase transformation study of a high speed steel powder by high temperature X-ray diffraction. Mater. Charact. 2008, 59, 937–943. [Google Scholar] [CrossRef]
- Liu, B.; Qin, T.; Xu, W.; Jia, C.; Wu, Q.; Chen, M.; Liu, Z. Effect of Tempering Conditions on Secondary Hardening of Carbides and Retained Austenite in Spray-Formed M42 High-Speed Steel. Materials 2019, 12, 3714. [Google Scholar] [CrossRef] [Green Version]
- Das, D.; Sarkar, R.; Dutta, A.K.; Ray, K.K. Influence of sub-zero treatments on fracture toughness of AISI D2 steel. Mater. Sci. Eng. A 2010, 528, 589–603. [Google Scholar] [CrossRef]
- Yan, X.G.; Li, D.Y. Effects of the sub-zero treatment condition on microstructure, mechanical behavior and wear resistance of W9Mo3Cr4V high speed steel. Wear 2013, 302, 854–862. [Google Scholar] [CrossRef]
- Roberts, G.; Krauss, G.; Kennedy, R. High speed steels. In Tool Steels, 5th ed.; ASM International: Materials Park, OH, USA, 1998; pp. 251–290. [Google Scholar]
- Imbert, C.A.C.; McQueen, H.J. Flow curves up to peak strength of hot deformed D2 and W1 tool steels. Mater. Sci. Technol. 2000, 16, 524–531. [Google Scholar] [CrossRef]
- Johnson, A.R. Fracture toughness of AISI M2 and AISI M7 high-speed steels. Metall. Trans. A 1977, 8, 891–897. [Google Scholar] [CrossRef]
- Sola, R.; Veronesi, P.; Giovanardi, R.; Merlin, M.; Garagnani, G.L.; Soffritti, C.; Morri, A.; Parigi, G. Influence of a post-tempering cryogenic treatment on the toughness of the AISI M2 steel. In Proceedings of the 7th International Congress on Science and Technology of Steelmaking, Venice, Italy, 13–15 June 2018. [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Heat Treatment | ||
|---|---|---|---|
| CHT_5 | CHT_6 | CHT_8 | |
| RA (%) | 12.4 ± 0.5 | 11.2 ± 0.2 | 10.8 ± 0.4 |
| Apparent grain size (μm) | 2.6 ± 0.1 | 2.7 ± 0.2 | 2.6 ± 0.2 |
| Kc (MPa·m1/2) | 31 ± 5 | 32 ± 6 | 26 ± 4 |
| HV1 | 892 ± 11 | 906 ± 4 | 898 ± 7 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Soffritti, C.; Fortini, A.; Sola, R.; Fabbri, E.; Merlin, M.; Garagnani, G.L. Influence of Vacuum Heat Treatments on Microstructure and Mechanical Properties of M35 High Speed Steel. Metals 2020, 10, 643. https://0-doi-org.brum.beds.ac.uk/10.3390/met10050643
Soffritti C, Fortini A, Sola R, Fabbri E, Merlin M, Garagnani GL. Influence of Vacuum Heat Treatments on Microstructure and Mechanical Properties of M35 High Speed Steel. Metals. 2020; 10(5):643. https://0-doi-org.brum.beds.ac.uk/10.3390/met10050643
Chicago/Turabian StyleSoffritti, Chiara, Annalisa Fortini, Ramona Sola, Elettra Fabbri, Mattia Merlin, and Gian Luca Garagnani. 2020. "Influence of Vacuum Heat Treatments on Microstructure and Mechanical Properties of M35 High Speed Steel" Metals 10, no. 5: 643. https://0-doi-org.brum.beds.ac.uk/10.3390/met10050643