Optimization of Microwave Reductive Roasting Process of Bauxite Residue


1
School of Mining and Metallurgical Engineering, National Technical University of Athens, Iroon Polythechniou 9, Zografou Campus, 15780 Athens, Greece
2
Aluminium of Greece Plant, Metallurgy Business Unit, Mytilineos S.A., Agios Nikolaos, 32003 Boeotia, Greece
*
Author to whom correspondence should be addressed.
Metals 2020, 10(8), 1083; https://0-doi-org.brum.beds.ac.uk/10.3390/met10081083
Submission received: 13 July 2020
/
Revised: 7 August 2020
/
Accepted: 9 August 2020
/
Published: 11 August 2020
Abstract
:In this study, microwave-assisted heating is presented as a suitable method to transform the hematite and goethite contained in bauxite residue into magnetite, wüstite, and metallic iron, with a short processing time. The final target was the production of a sinter with strong magnetic properties, allowing the magnetic separation of Fe from the residue. The influence of microwave energy on the sample, the effect of irradiation time, and the carbon/bauxite residue mass ratio (C/BR) were the parameters that have been analyzed to optimize the process. Their optimized combination allowed transforming 79% of the iron present in the sinter into metallic iron. However, hercynite was also formed, and the presence of this mineralogical phase could be considered a possible drawback for its magnetic properties.
1. Introduction
Bauxite residue (BR), also known as red mud, is the reddish solid waste generated during the production of alumina from bauxite ores. In particular, the production of 1 metric ton of alumina normally creates between 0.8 and 1.5 metric tons of residue, although the range can be somewhat broader, depending on the composition of initial bauxite ore and the processing conditions [1,2].
Due to its high alkalinity, with a pH range between 10 and 13 [3,4,5], the handling of this waste is a challenge for the alumina industry. In addition, the massive volume of BR produced, which exceeds 160 million metric tons per year worldwide [2], is causing a drastic scarcity of available storage areas [2,6]. In the last decades, much research has been concentrated to find environmentally friendly and cost-effective methods to dispose of or utilize the bauxite residue [7].
In a multitude of scientific research papers, different processes to recover elements from BR instead of storing it have been extensively investigated, as it was thoroughly discussed in a previous work [8]. The alumina by-product can be considered as a secondary raw material resource for the presence of valuable elements such us iron (Fe), titanium (Ti), aluminum (Al), and rare earth elements (REEs) [9,10,11].
In particular, a major driver for the continuous research was the recovery of REEs and the focus was addressed to scandium (Sc), due to its high concentration in BR [12], which is much higher than in the Earth’s crust [13]. Consequently, Sc recovery from BR represents a high economic interest, since it has also been listed as a critical raw material by the European Commission due to its high economic importance and supply risk [14].
In the last decades, an increasing demand for sustainable industrial processing and the depletion of available ores have supported technology development based on secondary raw materials with almost zero-waste production [12].
For this reason, Fe recovery from BR has attracted major attention [7,15,16,17], as the iron recovered can be used as feedstock in the iron industry [18], although iron content in bauxite residue (14–45 wt.%) is not as high as in average iron ores (60 wt.%) used in the iron industry [10].
Iron removal studies from bauxite residue are mainly based on pyrometallurgical processes. In particular, these works can be grouped into two methods for producing either high-grade magnetite (Fe3O4) or metallic Fe: the solid-state reductive roasting followed by magnetic separation [18,19,20,21] and the reductive smelting process by employing different furnaces (blast furnace, electric arc furnace (EAF), and other types) [7,17,22,23,24,25]. Although these two processes are the most promising to extract iron from BR, some drawbacks related for example to capital and operational expenditures as well as to several environmental issues [23] have led the research to find an alternative method to recover iron from alumina production waste.
An emerging technology of mineral processing is the microwave treatment, which has the advantage of significantly faster reaction times. Thus, it has potentially lower energy requirements in comparison to conventional heat treatment methods [26]. These advantages depend on the molecular interactions with the electromagnetic field generated during the process. Based on dielectric properties, materials can be classified into absorbers (materials that absorb microwave energy and easily heat), insulators (which are transparent to microwave energy), and conductors (which reflect the energy) [27,28,29]. Compared to the conventional heating method, the microwave instantaneously generates heat inside the absorber material, rather than heating the outside surface and slowly conducting it inside [30].
Thank to these advantages, microwave has found applications in pyrometallurgical processes, such as metal recovery [26,28,31,32,33].
In this framework, the aim of this study was to develop a reductive roasting process by using a microwave furnace, to transform hematite (Fe2O3) and goethite (Fe2O3·H2O) present in BR into magnetite (Fe3O4), wüstite (FeO), and metallic iron (Fe0) according with the iron reduction pathway Fe2O3→Fe3O4→FeO→Fe.
Due to the fact that hematite and goethite are not good microwave receptors [31], a carbon (C) source (metallurgical coke) was added to BR as a reducing agent as well as a microwave energy absorber. Different parameters have been studied (irradiation time, carbon/bauxite residue ratio, and the influence of microwave energy on the sample) to optimize the process. The aim was to liberate the iron-based components from the sinter-produced matrix and concentrate them into the magnetic product by using a wet high-intensity magnetic separator.
2. Materials and Methods
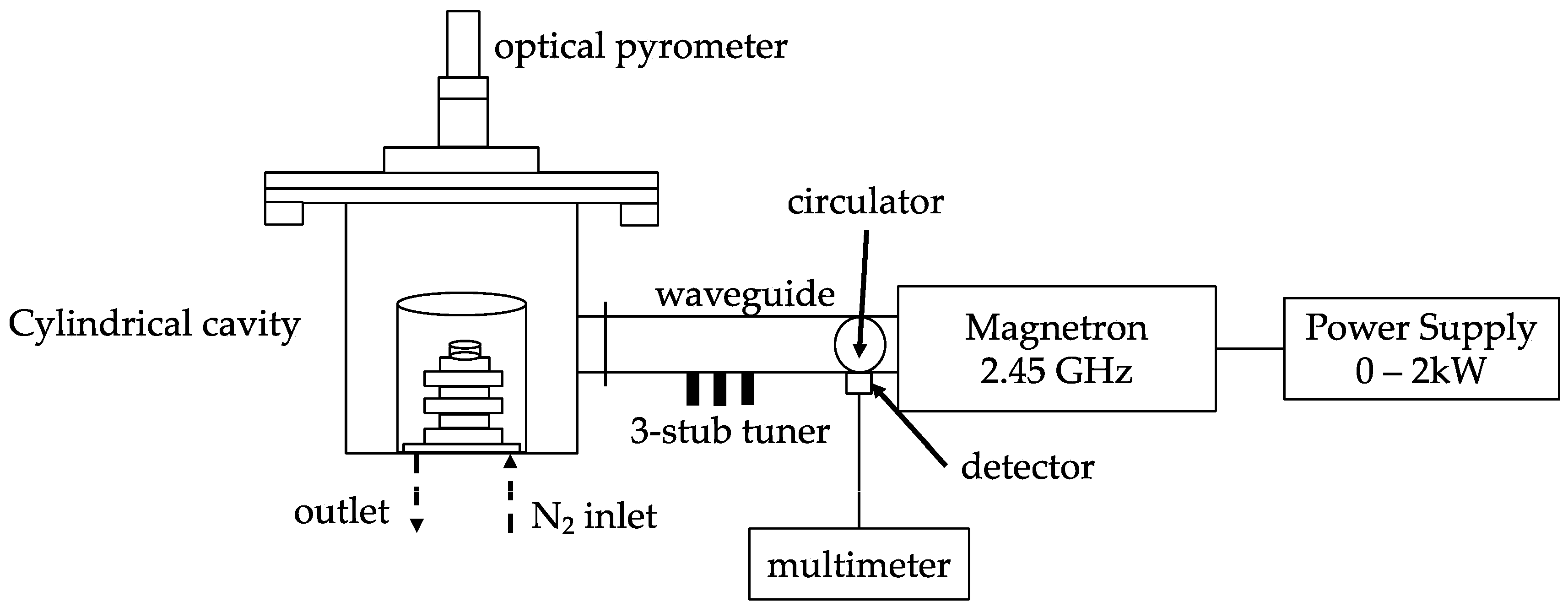
Experiments were carried out with a 2-kW microwave furnace (Fricke und Mallah Microwave Technology GmbH, Peine, Germany), and a schematic diagram of the equipment is shown in Figure 1. The above-mentioned furnace comprised a power supply, a 2.45 GHz air-cooled magnetron, a circulator connected with a multimeter through a detector, a rectangular aluminium wave guide with a 3-stub tuner, and a water-cooled cylindrical aluminium cavity (diameter 150 mm and height 165 mm).
The magnetron converts electrical energy into high-frequency microwaves and the power capacity can be set from 0 kW (0%) to 2 kW (100%) through a potentiometer located on the switch-mode power supply. The microwave energy runs via the rectangular waveguide to the cylindrical cavity, where the sample is placed.
The 3-stubs tuner present in the waveguide allowed modifying microwave energy to accomplish the highest sample absorption for the entire experimental period. The reaction occurred in accordance with the materials’ ability to absorb the microwave energy.
The BR used in the microwave experiment as the main raw material was provided by the Aluminium of Greece plant, Metallurgy Business Unit, Mytilineos S.A. (AoG) (Agios Nikolaos, Greece). The sample was firstly homogenized by using laboratory sampling procedures (riffling method); then, a representative sample was dried in a static furnace at 105 °C for 24 h. Subsequently, the material was milled using a vibratory disc mill (Alfa Test, Bedfordshire, UK), and the sample was fully characterized.
Chemical analyses of major and minor elements were executed via the fusion method (1000 °C for 1 h with a mixture of Li2B4O7/KNO3 followed by direct dissolution in 10% HNO3 solution) through a Perkin Elmer 2100 Atomic Absorption Spectrometer (AAS) (Perkin Elme, Waltham, MA, USA), a Spector Xepos Energy-Dispersive X-ray Fluorescence Spectroscope (ED-XRF) (SPECTRO, Kleve, Germany), a Thermo Fisher Scientific X-series 2 Inductively Coupled Plasma Mass Spectrometer (ICP-MS) (Thermo Fisher Scientific, Waltham, MA, USA), and a Perkin Elmer Optima 8000 Inductively Coupled Plasma Optical Emission Spectrometer (ICP-OES) (Perkin Elmer, Waltham, MA, USA), whereas the loss of ignition (LOI) of the sample was provided by differential thermal analysis (DTA), using a SETARAM TG Labys-DS-C (SETARAM, Caluire, France) system in the temperature range of 25–1000 °C with a 10 °C/min heating rate in air atmosphere.
Mineralogical phases were detected by X-ray diffraction analysis (XRD) using a Bruker D8 Focus powder diffractometer (Bruker, Billerica, MA, USA) with nickel-filtered CuKα radiation (λ = 1.5405 Å) coupled with the XDB Powder Diffraction Phase Analytical System version 3.107 (Aluterv-FKI, Budapest, Hungary), which evaluated the quantification of mineral phases via profile fitting specifically for bauxite ore and bauxite residue [34,35].
The chemical distribution and microstructural composition of the samples were examined through a scanning electron microscope JEOL 6380LV (SEM) (JEOL, Tokyo, Japan) combined with an Oxford INCA energy-dispersive spectrometer (EDS) (Oxford Instruments, Bristol, UK). The particle size analysis was investigated by using a Malvern Mastersizer TM Laser particle size analyzer (Malvern Instruments, Malvern, UK).
The sample was composed by mixing BR and metallurgical coke as the carbon source. The powder was transformed in tablets with dimensions of 2 cm × 2 cm × 3 mm and approximate weights of 10 g by using a manual hydraulic press.
To ensure the interaction between the modified BR and MW wavelength, the samples were settled in the furnace on the top of a tower constituted by alumina crucibles and quartz glasses with 7 cm height and 3 cm length, which were located at the center of the cylindrical cavity. A borosilicate glass dome (Pyrex) was positioned in order to cover the sample and protect the cavity from the possible plasma formation during the experiment.
The optical pyrometer, IMPAC Pyrometer IGA 6/23 Advanced with a RS 485 converter LumaSense Technology (LumaSense Technology, Frankfurt, Germany), was located on the top of the chamber lid to record the temperature variation during the whole reaction period. Nitrogen flow of 1 L/min was maintained throughout the experiments in order to ensure inert atmosphere during the reduction of Fe3+ oxide into Fe2+ oxide and metallic iron.
To determine the content of metallic iron in the samples the Zhiyong Xu method with a tolerable error ranged below 1 wt.% [36] was used; the analysis was conducted with AAS.
3. Results
3.1. Characterization of Bauxite Residue and Metallurgical Coke
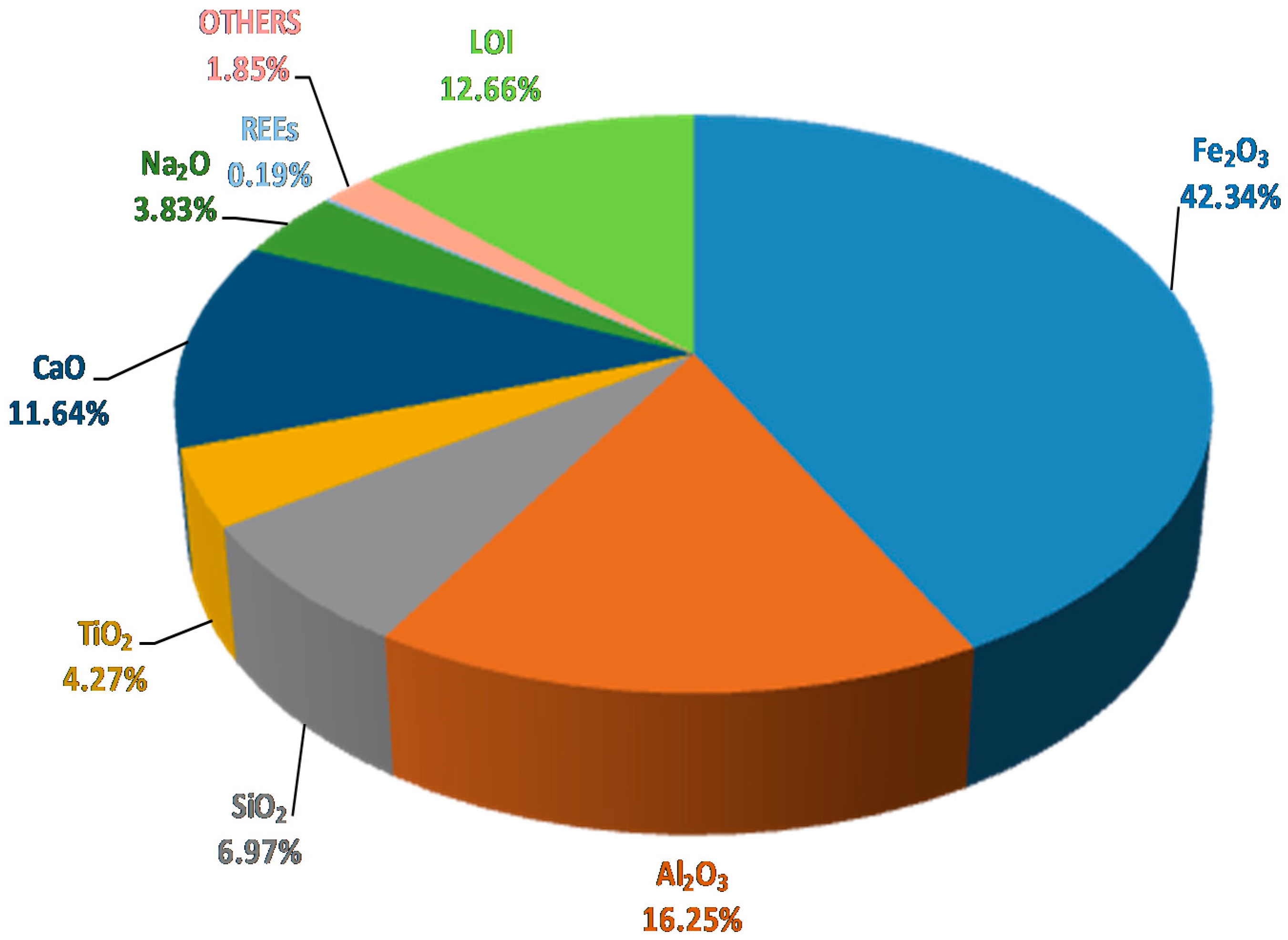
The chemical analysis results of the BR are shown in Figure 2. Iron oxide content (Fe2O3) is 42.34 wt.%, and it can be considered the major component followed by aluminium oxide (16.25 wt.%), calcium oxide (11.64 wt.%), silicon oxide (6.97 wt.%), titanium oxide (4.27 wt.%), and sodium oxide (3.83 wt.%), while the rare earth elements (REEs) content, as oxides, is 0.19 wt.%.
In addition, the LOI (12.66 wt.%) value is constituted by dehydration and the decarbonation of mineral phases existing in the residue.
The particle size distribution of the dried sample showed that the median particle size (D50) of the ground material was 1.87 μm, while 90% of the particles (D90) were below 42.87 μm.
The mineralogical phases of BR are presented in Table 1 and according with the quantification analysis carried out with the XDB software, hematite is the main mineral in BR with 30 wt.%. The other iron mineralogical phases were calcium aluminium iron silicate hydroxide, goethite, and chamosite with 17 wt.%, 9 wt.%, and 4 wt.% respectively.
The chemical analysis results of metallurgical coke presented in Table 2 proved carbon as the main component of the sample with 80.31 wt.%. Thanks to its high fixed carbon (Fixed C) content, metallurgical coke was used as the reductant in all the experiments carried out in this work.
3.2. Microwave Roasting Process Optimization
The influence of microwave energy on the sample, the effect of irradiation time, and the addition of carbon source to BR (C/BR ratio) were the parameters investigated to find the optimized combination to convert iron oxides into metallic iron, according to the sequence of Fe2O3→Fe3O4→FeO→Fe [31,37,38].
3.2.1. Influence of Microwave Energy
A possible approach to determine the microwave’s influence on the given material is the quantification of the absorbed power from the sample, with a laboratory-scale microwave system [39].
The power absorbed by a sample per unit volume at a specific area in the material is given by the Equation (1) [39,40,41]:
where f is the frequency of microwaves, is the permittivity of free space, and is the relative dielectric loss, which accounts for the conversion of microwave (MW) energy into heat. is the root mean square of the electric field strength. As defined by the equation above, directly depends on the dielectric properties of the sample and the electric field strength.
One of the aims of this study was to understand the behavior of BR on power conversion during the roasting process. In this perspective, the whole range of power capacity was investigated (0–2 kW) by doing experiments at 0.6 kW (30%), 1.2 kW (60%), and 1.8 kW (90%).
BR was mixed with metallurgical coke (C/BR mass ratio 0.180) and transformed into tablets. The C to BR ratio was chosen according to the optimized results obtained from a previous work [19], which featured a BR roasting process in a conventional tube furnace. The reaction time was set to 5 min, and the nitrogen flow (N2) of 1 L/min was maintained constant for the entire experimental period.
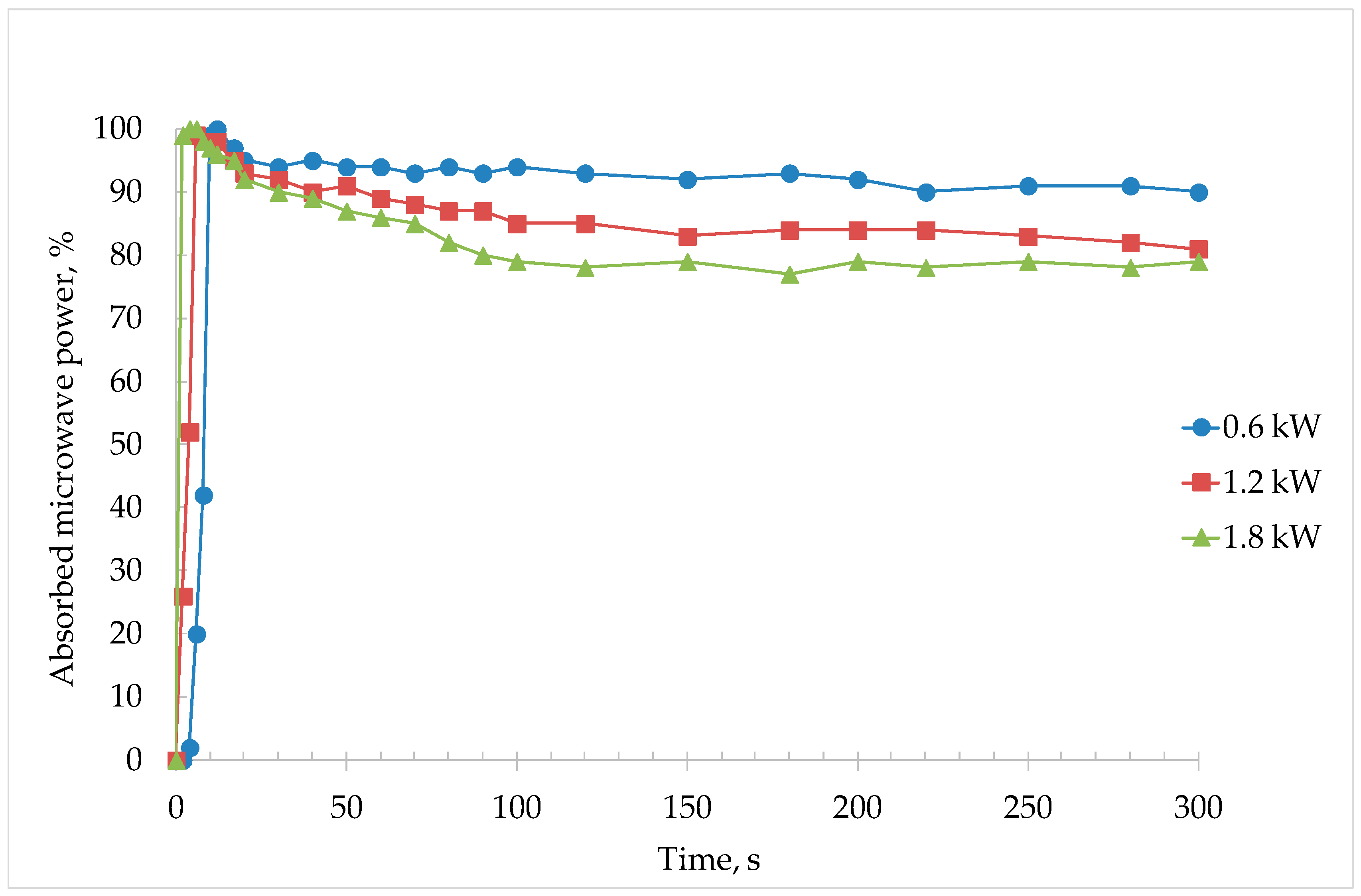
In order to analyze the effect of power capacity on BR, the experiments were carried out by measuring the microwave absorption of the empty cavity and subsequently in the presence of the sample. The absorbed energy from the samples was evaluated by collecting the values through the multimeter and combining the two series of experiments with the same power capacity (Figure 3). The percentage of absorbed energy from the sample at a specific time A%(t) is given in Equation (2):
where is the absorbance value of the sample collected with a multimeter, and is the absorbance value of the empty chamber collected with a multimeter.
During the experiment, at 0.6 kW (blue line) at the above-mentioned conditions, the modified BR absorbed 100% microwave energy in 10 s. As it possible to observe in Figure 3, after 10 s, the absorption decreased due to the reduction of the samples and the liberation of the off-gases. To achieve the highest sample absorption, the 3-stubs tuner present in the waveguide was employed and the absorption was maintained constant around 94% for 0.6 kW.
When the power capacity was set at 1.2 kW (red line) and successively at 1.8 kW (green line), a rapid absorption of microwave energy (5 s for 1.2 kW and less than 1 s for 1.8 kW) from the BR was observed. Increasing the power capacity, the electromagnetic field increased ( Equation (1)), and the consequence is an extremely fast microwave absorption.
On the other hand, the absorption was retained at above 85% for the experiment at 1.2 kW and 80% with 1.8 kW power capacity.
This behavior is attributed to the reduction of Fe3+ oxides into Fe2+ oxides and into metallic iron, as it is confirmed in the XRD profile (Figure 4). As the reaction proceeds, the matrix of material is continuously changing as well as its dielectric properties affecting the microwave energy absorption [42]. Then, the energy absorption from the sample is controlled by using the 3-stub system of the furnace.
The presence of metal in the sample caused a reflection of microwave energy, due to the high material conductivity [27,32,40] that reduced the 3-stub tuner effect.
As a consequence of the energy absorbed from the given material, the sample temperature increased, and this behavior is explained by Equation (3):
where is the density of the material, is the specific heat of the material, is the temperature variation, and is the time variation [43,44].
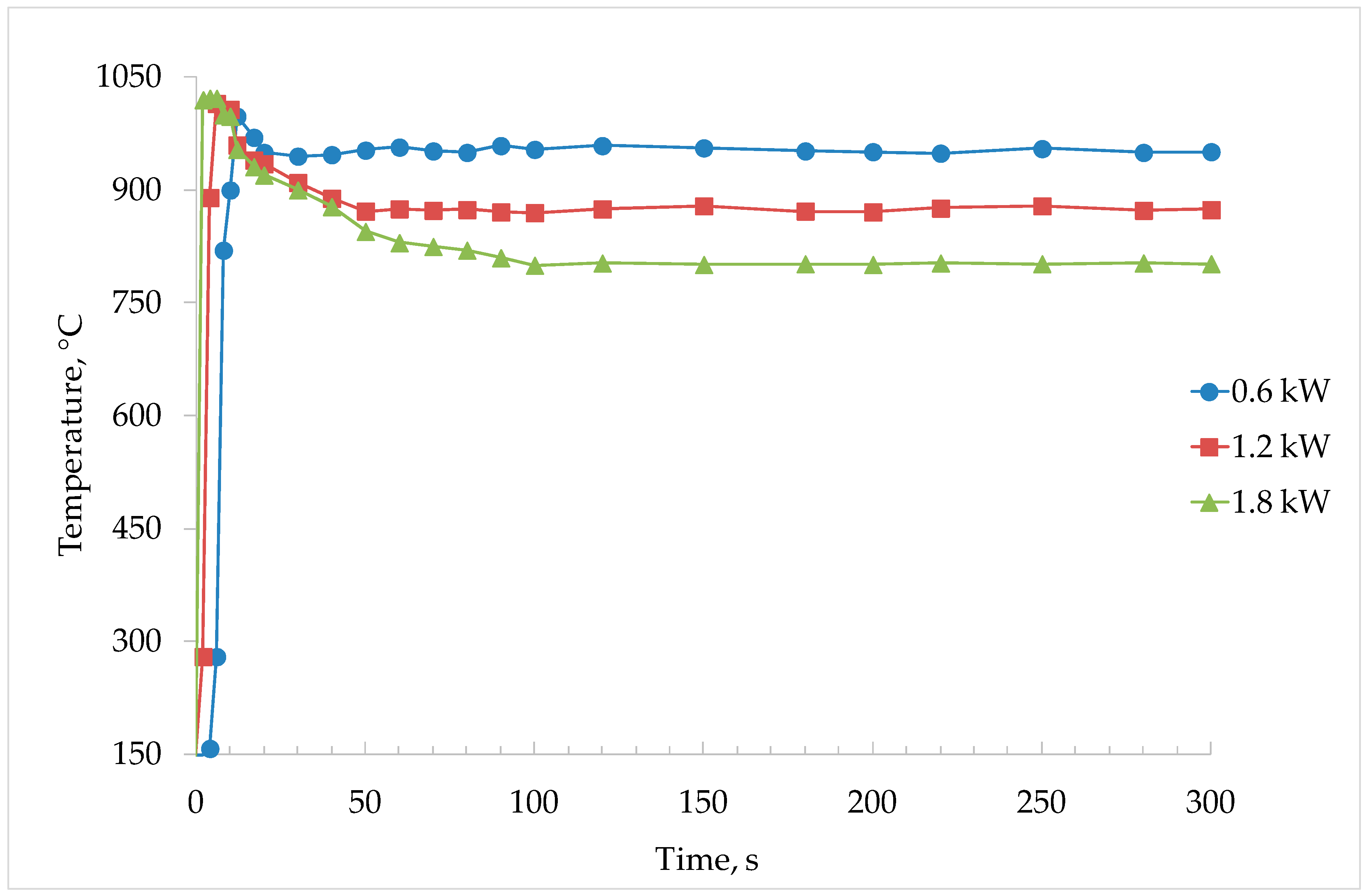
Since the effectiveness of the microwave energy absorption by the sample is reflected on the instantaneous heating of the material, the temperature has been recorded during the whole duration of the test by using an optical pyrometer, which was pointed at the sample surface (Figure 5).
During the experiment at 0.6 kW, the sample has reacted at 998 °C in 10 s, absorbing the maximum of energy. The use of a 3-stub tuner allowed achieving a value above 950 °C.
In the case of 1.2 kW, a temperature of 1015 °C has been attained after 5 s, and then, the temperature was kept constant around 860 °C.
For the experiment at 1.8 kW, the temperature exponentially rose within a second to 1020 °C. However, it is possible to observe a considerable temperature decrease (at around 800 °C) due to the presence of conductive material, which defeats the effect of the 3-stub tuner.
The results obtained from the experiments have shown the behavior of BR by using different power capacities. When the power capacity was set at 0.6 kW, the iron phases present in the initial sample were converted into magnetite (Fe3O4), wüstite (FeO), metallic iron (Fe0), and hercynite (FeAl2O4) with an absorbed microwave power of 95% and a maximum temperature of 998 °C.
3.2.2. Irradiation Time
To analyze the behavior of the sample by changing the irradiation time, different sets of experiments have been performed at 180 s, 300 s, and 600 s, while keeping constant all the other parameters at 0.6 kW, C/BR 0.180, and 1 L/min nitrogen flow.
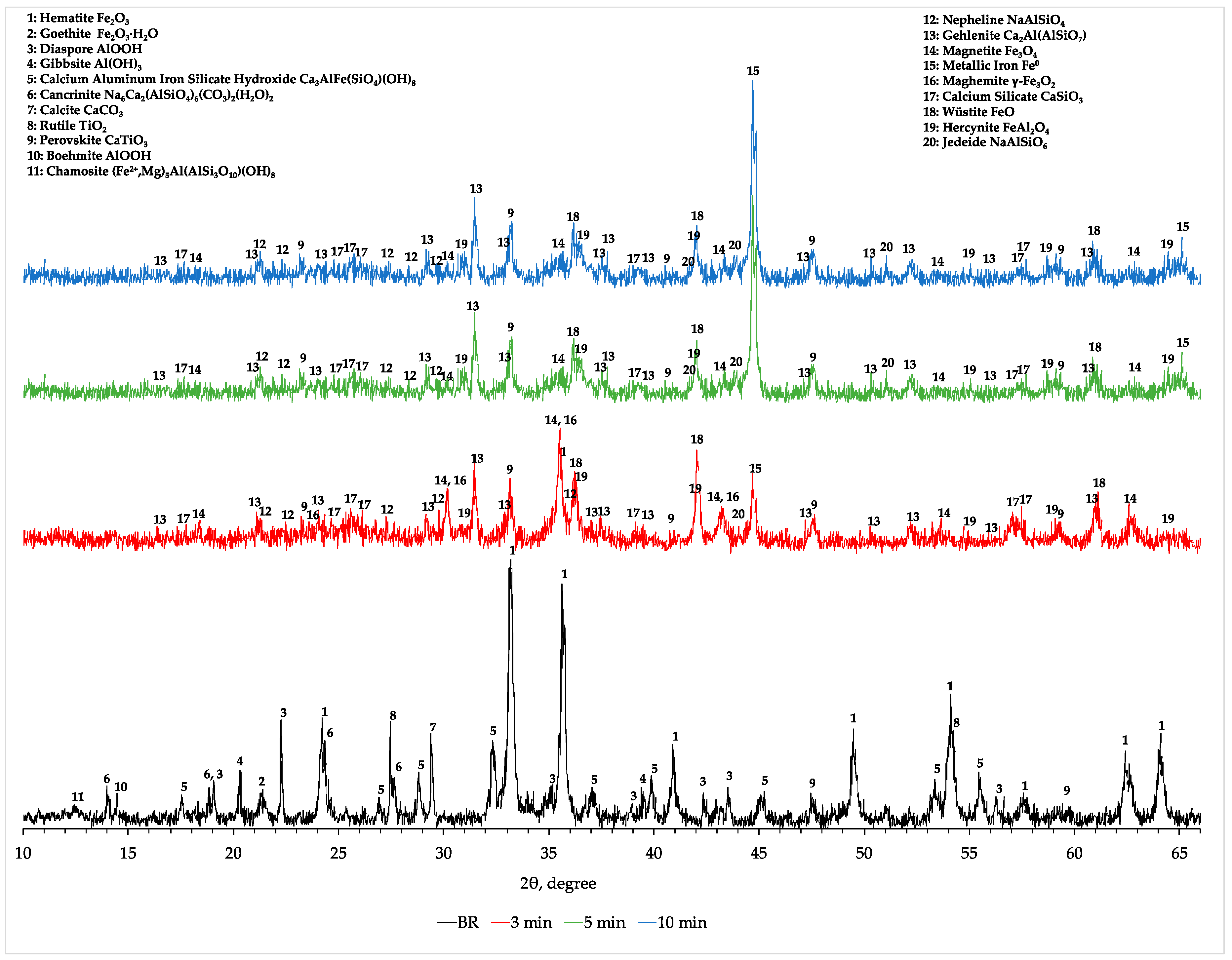
From the comparison of the XRD spectra of BR and the sample after microwave heating treatments (Figure 6), it is possible to conclude that the complete transformation of iron-containing phases (hematite, goethite, and calcium aluminum iron silicate hydroxide) present in BR into metallic iron, wüstite, hercynite, magnetite, and maghemite is favored by increasing the irradiation time. The other elements (Ca, Si, Al, Ti and Na) are present mainly in sodium and calcium aluminosilicate phases as well as perovskite and calcium silicate.
At 180 s, a peak of hematite is still observed. This is because the reaction was not complete, as the sample was exposed to the microwave radiation for a short period. As it can be seen in Figure 7, the tablet showed a black, partially molten state in the center, while the outer rim of the disk remained reddish, comparable to its initial state.
At 300 s and 600 s, the hematite and maghemite peaks disappeared, while magnetite, hercynite, wüstite, and metallic iron were the main iron mineralogical phases among the other constituents.
The above observations explain well the microwave heating behavior. The microwave radiation went through the sample, the heat was generated inside the tablet, and then it was transferred to the surface of the material [39]. Therefore, at 300 s, the tablet was completely roasted (Figure 8), promoting the reduction of trivalent iron oxide into bivalent ones and metallic iron.
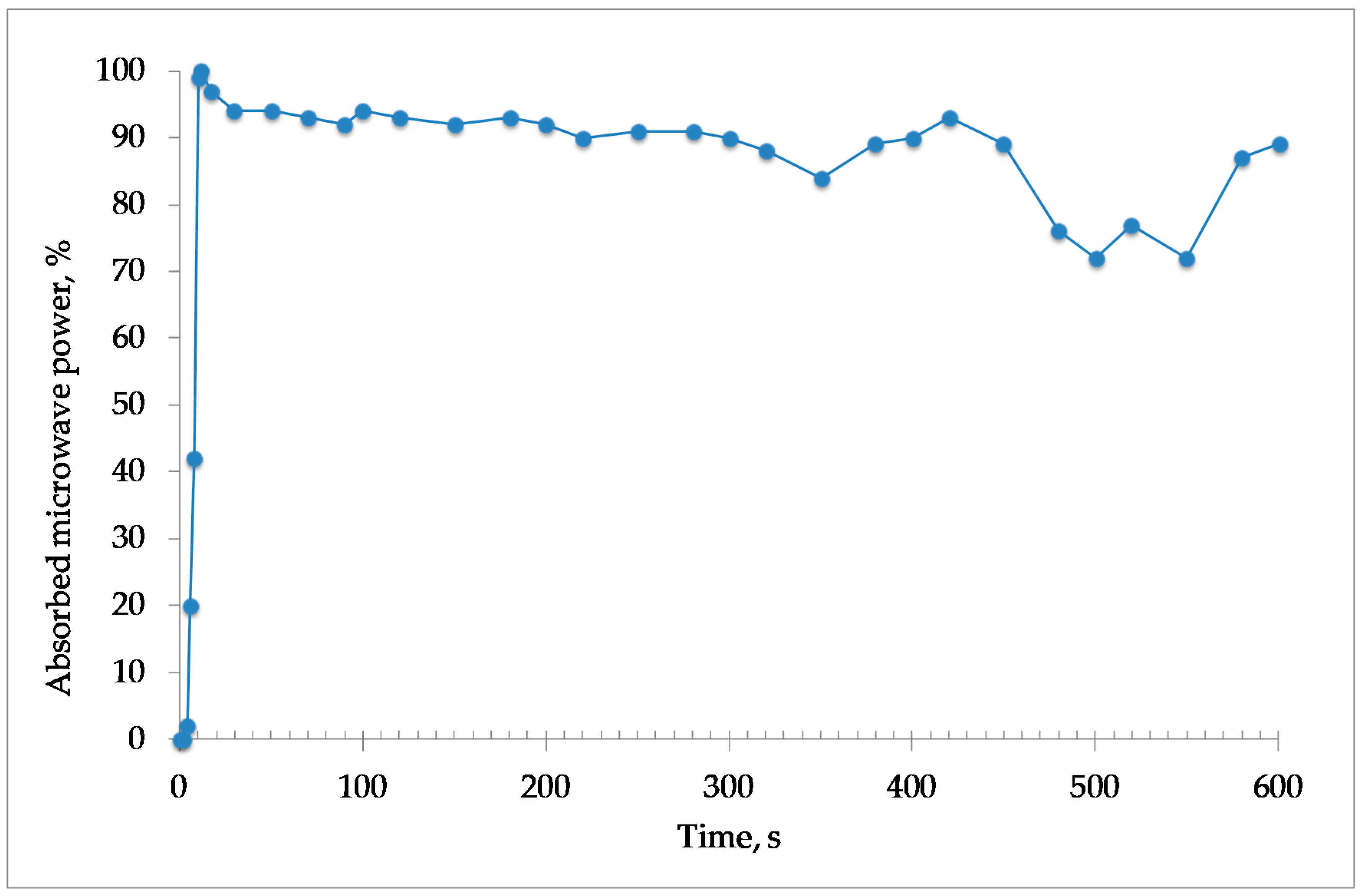
However, increasing the irradiation time, the presence of conductive material (such as metallic iron) caused a reflection of microwave energy. Indeed, after 300 s, the percentage of microwave absorption fluctuated, although the 3-stub tuner were employed for the entire experimental period (Figure 9).
The result of the irradiation time optimization is the production of sinter containing Fe3O4, FeO, Fe0, and FeAl2O4 among the other constituents at 300 s.
3.2.3. Carbon Source Addition to BR
To clarify the role of C during the microwave roasting process and the heating behavior of BR, experiments were carried out by analyzing a BR tablet without the carbon source addition. The other parameters that were examined span the whole power capacity range (0–2 kW) and irradiation time between 300 and 900 s. The nitrogen flow remained constant at 1 L/min.
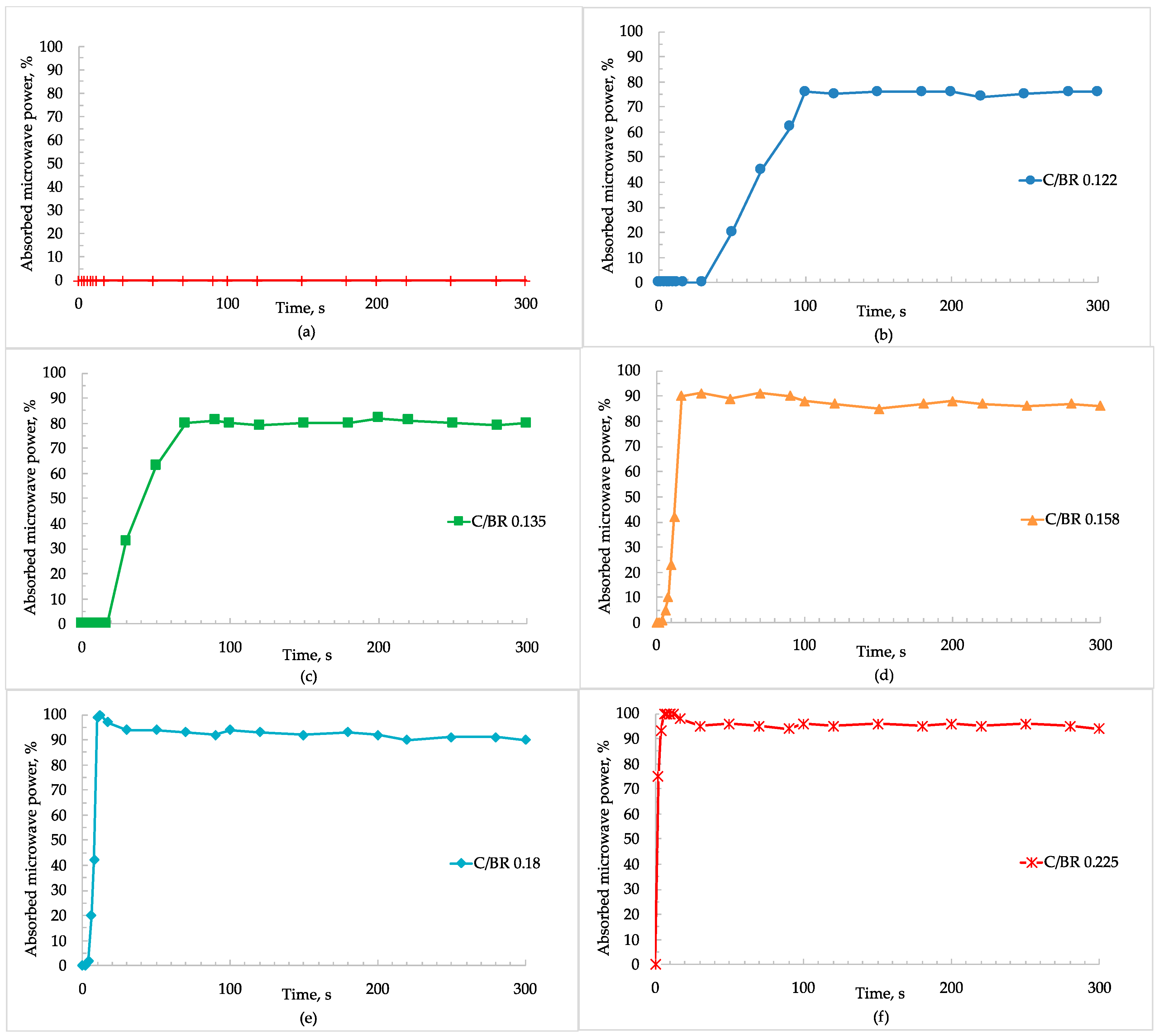
Figure 10a shows the percentage of absorbed microwave power by BR without the addition of C at 0.6 kW, 300 s, and 1 L/min nitrogen flow. Under these conditions, it is observed that the absorbed power was negligible because the sample can be considered as a poor receptor to microwave energy. This behavior was also confirmed during the experiments at a higher power capacity and irradiation time.
The above observation proved that the carbon source addition is required to facilitate the microwave absorption by the sample; in fact, carbon is a good receptor of microwave energy [31]. Therefore, the heat is transferred through the BR material, promoting the hematite and goethite reduction, as it was shown in the previous study [19].
To investigate the effect of C/BR ratio on microwave reductive roasting, several sets of experiments were performed at 0.6 kW, irradiation for 300 s, with a constant 1 L/min N2 flow. The following C/BR ratios were studied: 0.122, 0.135, 0.158, 0.180, and 0.225.
As it is shown in Figure 10b, during the microwave absorption of the sample irradiated for 300 s at 0.6 kW with a C/BR of 0.122, a two-step absorption sequence was observed. Up to 30 s of irradiation time, no absorption was registered; while after that time, the absorption rose to 75% and remained constant by using the 3-stub tuner. At these conditions, the highest T recorded was at about 780 °C. Similar behavior with 0.135 C/BR was noted with 80% microwave energy absorption and a maximum temperature of 830 °C (Figure 10c). On the other hand, the absorption of microwave power is favored when increasing the carbon/bauxite residue ratio. As it is observed for 0.158 C/BR (Figure 10d), the energy absorption is kept almost constant at 90% with a temperature (T) value around 950 °C, while for 0.180 C/BR, the energy absorption is kept almost constant at 95% with a maximum T of 998 °C (Figure 10e). Regarding C/BR 0.225 (Figure 10f), an immediate absorption is noted, and by employing the 3-stub tuner, the energy absorption was controlled at 98% with a detected temperature of 1100 °C.
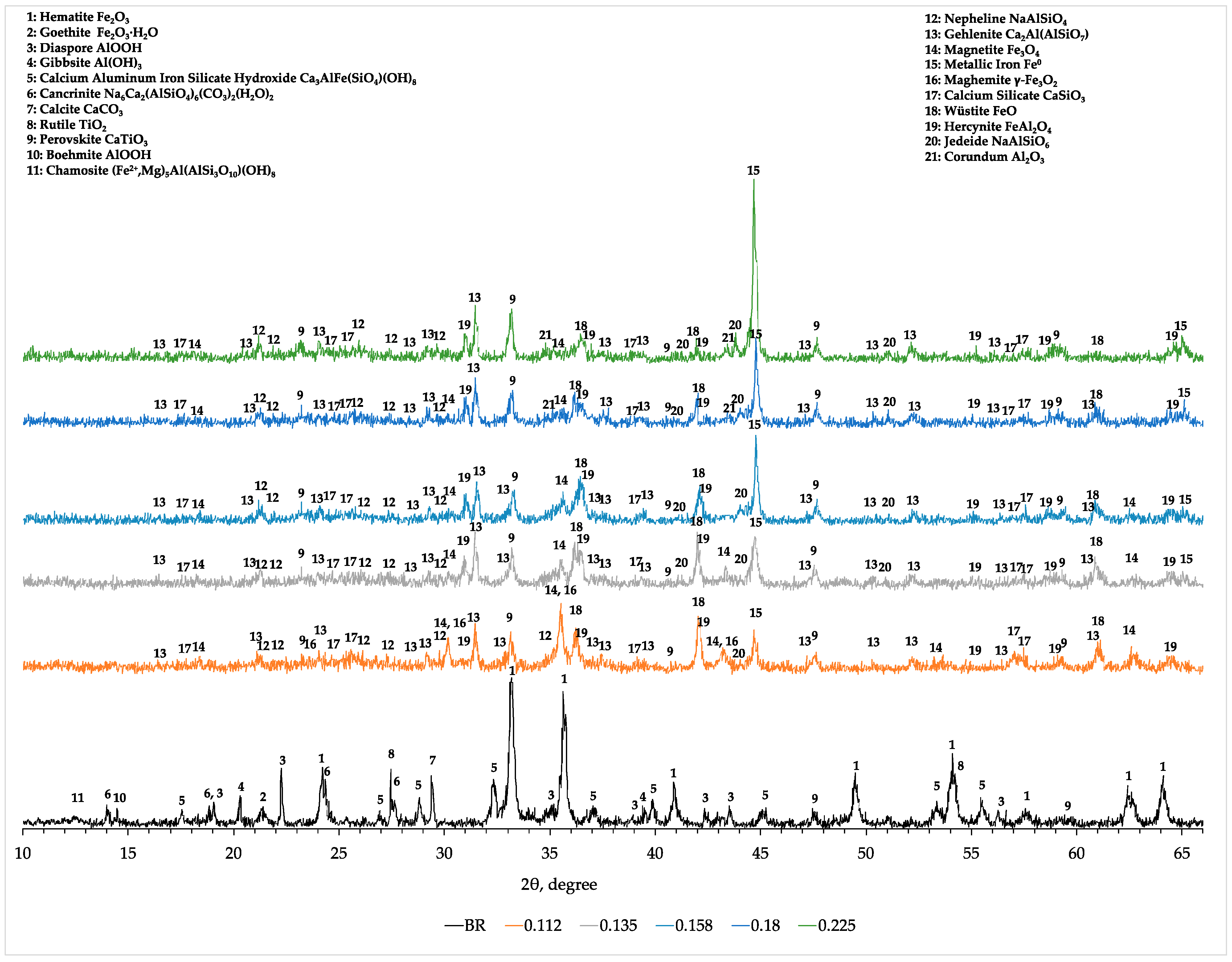
The mineralogical characterization of the treated and milled disks is present in Figure 11 and revealed the complete transformation of BR iron phases Fe2O3 and Fe2O3∙H2O into Fe3O4, γ- Fe2O3, FeO, Fe0, and FeAl2O4 already at 0.112 C/BR after 300 s and 0.6 kW. At the same time, under those conditions, all of the phases containing aluminium hydroxides or oxy-hydroxides BR (gibbsite, boehmite, diaspore, cancrinite, and calcium aluminates) have been transformed to corundum and also into nepheline, jedeide, and gehlenite, which are sodium aluminosilicate and calcium aluminosilicate phases that did not initially exist in BR. Regarding the titanium phases, these have been converted into perovskite, while the calcite peak disappeared due to its thermal decomposition [45].
When increasing the C/BR ratio, an intensification of reduction conditions that foster the formation of metallic iron was observed. The Fe0 content in the samples was determined through the Zhiyong Xu method [36], and the results are shown in Table 3, confirming the XRD profiles.
By increasing the C/BR ratio from 0.122 to 0.225 C/BR, the metallic iron content also increased from 20% (0.122 C/BR) to 79% w/w (0.225 C/BR), respectively. This is attributable to the high temperatures generated during the experiments, facilitating the conversion of trivalent iron phases, which are present in BR, into Fe0.
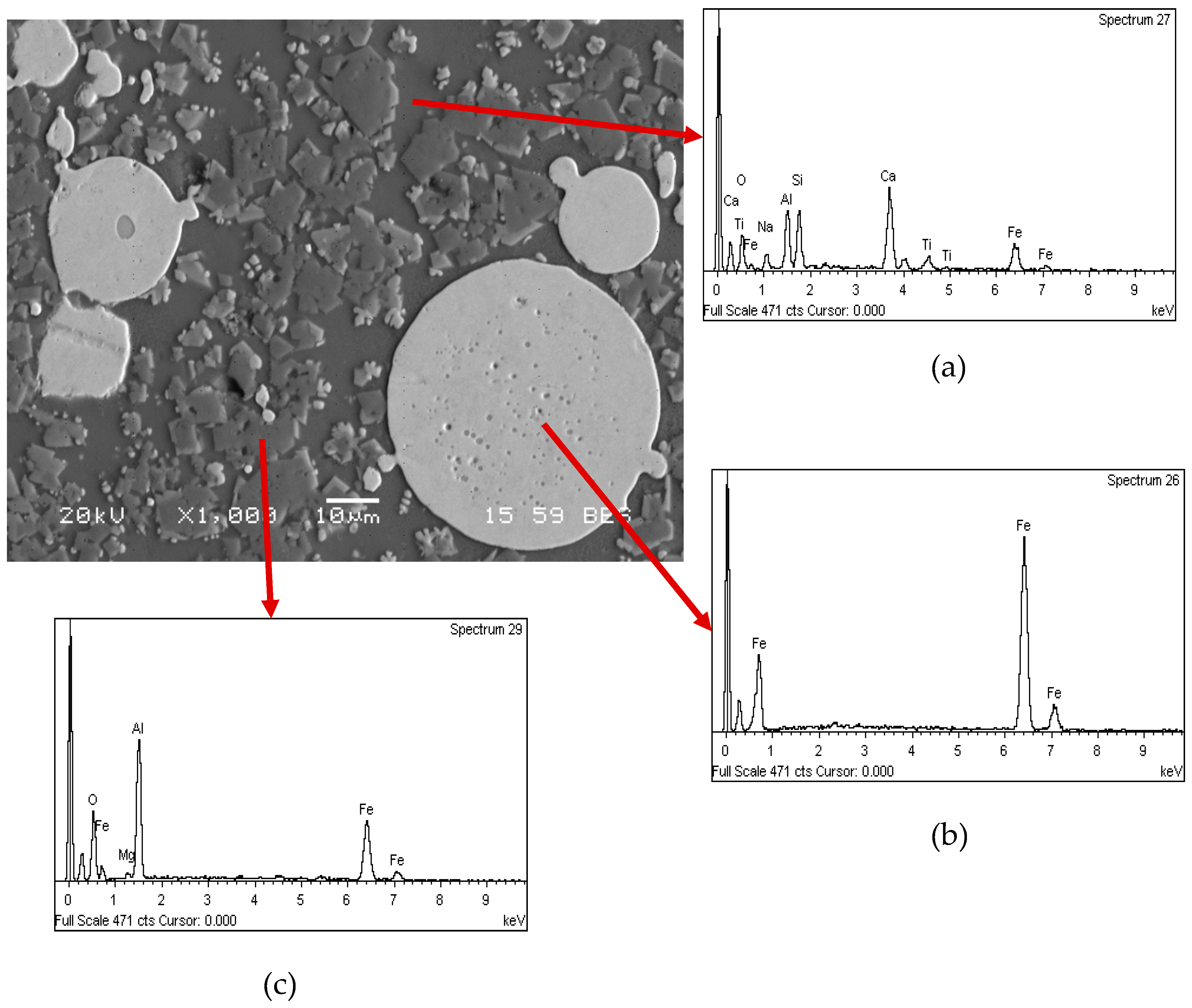
Although 0.225 C/BR at 0.6 kW with a 1 L/min N2 flow constant for 300 s can be considered the optimum conditions to obtain the best results (almost the 79% of total Fe content present in BR, converted to Fe0), hercynite (FeAl2O4) is still observed as the XRD analysis has shown. The backscattering electron (BES) image taken with SEM-EDS analyses confirmed the presence of FeAl2O4 (Figure 12c) with the metallic iron which is concentrated in almost spherical particles in the matrix of material (Figure 12b). In addition, the iron phases (FeAl2O4 and Fe0) are entrapped in the matrix, which is mainly composed of all of the other constituents (Figure 12a).
As Lu et al. [38] explained in their work, the hercynite is an unavoidable product. During the roasting process, the hematite can be reduced to magnetite [19] by the carbon source, but in the presence of alumina, it can be transformed also into hercynite.
Hercynite is a normal spinel structure, where one-eighth of the tetrahedral sites are occupied by Fe2+ cations and one-half of the octahedral sites are occupied by Al3+ cations [46]. This spinel exhibits a magnetization and can be considered as a magnetic material [46]. The presence of FeAl2O4 in the optimized sinter represents a drawback for the magnetic separation process, since the magnetic fraction would be composed by oxides that reduce its purity.
To avoid the presence of hercynite in the sinter, a possible scenario is to decrease the Al content in BR. In fact, by adding sodium carbonate as flux, all the alumina phases of BR are transformed into soluble sodium aluminates, which can be afterwards subjected to alkali leaching to recover alumina [21,47,48]. After this treatment, Fe+3 could be transformed into Fe+2 and Fe0 by using the microwave roasting process and the produced sinter treated with the magnetic separation process to recover iron from the other elements.
4. Conclusions
In this study, it was demonstrated that microwave-assisted heating is a suitable method to transform the Fe3+ oxide contained in bauxite residue (hematite and goethite) into Fe2+ oxide (magnetite, hercynite and wüstite) and metallic iron, within a short processing time.
Experiments have been carried out in a 2-kW microwave furnace with a 3-stub tuner present in the waveguide that allowed the modification of the microwave energy to accomplish the highest sample absorption for the entire experimental period. The quantification of the absorbed power by the sample as a possible approach to determine the microwave’s influence on the given material, the effect of irradiation time, and the addition of carbon source to BR (C/BR mass ratio) were the parameters investigated to optimize the carbothermic roasting process. At 0.6 kW and 0.225 C/BR with a 1 L/min N2 flow constant for 300 s, the reduction of Fe3+ oxides into Fe2+ oxides and metallic iron was facilitated by the high temperature reached during the experiment (1100 °C). In particular, the result was the production of sinter with 79% of metallic iron, while the rest of the iron mineralogical phases were attributed to Fe3O4, FeO, and FeAl2O4.
The formation of hercynite was unavoidable during the microwave roasting process [38] and the presence of this iron aluminum oxide mineralogical phase is considered as a drawback for magnetic separation process due to its paramagnetic properties.
Author Contributions
C.C., E.B. and D.P. conceptualised and designed the experiments; C.C. performed the experiments, writing—original draft preparation and investigation; C.C. performed XRD and SEM-EDS and analyzed the data. E.B. and D.P. contributed to data validation, software training and further conceptualization of project. E.B. provided supervision and writing—review & editing. D.P. provided supervision, funding acquisition, writing—review & editing and project administration. All authors have read and agreed to the published version of the manuscript.
Funding
Research leading to these results has received funding from the European Community’s Horizon 2020 Program ([H2020/2014–2019]) under Grant Agreement no. 636876 (MSCA-ETN REDMUD). This publication reflects only the authors’ view, exempting the Community from any liability. Project website: http://www.etn.redmud.org.
Acknowledgments
Special thanks to National Technical University of Athens (NTUA) researchers Dimitrios Sparis and Alexandra Alexandri and to the rest of the REDMUD team for the countless support.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Balomenos, E.; Panias, D.; Paspaliaris, I. Energy and exergy analysis of the primary aluminum production processes: A review on current and future sustainability. Miner. Process. Extr. Metall. Rev. 2011, 32, 69–89. [Google Scholar] [CrossRef]
- Evans, K. The History, Challenges, and New Developments in the Management and Use of Bauxite Residue. J. Sustain. Metall. 2016, 2, 316–331. [Google Scholar] [CrossRef] [Green Version]
- Gräfe, M.; Power, G.; Klauber, C. Bauxite residue issues: III. Alkalinity and associated chemistry. Hydrometallurgy 2011, 108, 60–79. [Google Scholar] [CrossRef]
- Bánvölgyi, G.; Huan, T.M. De-watering, disposal and utilization of red mud: State of the art and emerging technologies. Proc. XVII Int. Symp. ICSOBA 2010, 35, 431–443. [Google Scholar]
- Liu, Y.; Lin, C.; Wu, Y. Characterization of red mud derived from a combined Bayer process and bauxite calcination method. J. Hazard. Mater. 2007, 146, 255–261. [Google Scholar] [CrossRef] [PubMed]
- Klauber, C.; Gräfe, M.; Power, G. Bauxite residue issues: II. options for residue utilization. Hydrometallurgy 2011, 108, 11–32. [Google Scholar] [CrossRef]
- Liu, Y.; Naidu, R. Hidden values in bauxite residue (red mud): Recovery of metals. Waste Manag. 2014, 34, 2662–2673. [Google Scholar] [CrossRef]
- Bonomi, C.; Cardenia, C.; Tam, P.; Panias, D. Review of technologies in the recovery of iron, aluminium, titanium and rare earth elements from bauxite residue (red mud). In Proceedings of the 3rd International Symposium on Enhanced Landfill Mining (ELFM III), Lisboa, Portugal, 8–10 February 2016; pp. 259–276. [Google Scholar] [CrossRef]
- Balomenos, E.; Davris, P.; Pontikes, Y.; Panias, D. Mud2Metal: Lessons Learned on the Path for Complete Utilization of Bauxite Residue Through Industrial Symbiosis. J. Sustain. Metall. 2017, 3, 551–560. [Google Scholar] [CrossRef]
- Kumar, R.; Premchand, J. Utilization of iron values of red mud for metallurgical applications. In Environmental and Waste Management; National Metallurgical Laboratory: Jamshedpur, India, 1998; pp. 108–119. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.; Blanpain, B.; Van Gerven, T.; Yang, Y.; Walton, A.; Bucher, M. Recycling of rare earths: A critical review. J. Clean. Prod. 2013, 51, 1–22. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T.; Blanpain, B.; Van Gerven, T.; Pontikes, Y. Towards zero-waste valorisation of rare-earth-containing industrial process residues: A critical review. J. Clean. Prod. 2015, 99, 17–38. [Google Scholar] [CrossRef] [Green Version]
- Rudnick, R.L.; Gao, S. Composition of the Continental Crust. In Treatise on Geochemistry; Elsevier: Amsterdam, The Netherlands, 2003; pp. 1–64. [Google Scholar]
- European Commission. Study on the Review of the List of Critical Raw Materials; European Commission: Brussels, Belgium, 2017. [Google Scholar]
- Liu, Z.; Li, H. Metallurgical process for valuable elements recovery from red mud—A review. Hydrometallurgy 2015, 155, 29–43. [Google Scholar] [CrossRef]
- Paramguru, R.K.; Rath, P.C.; Misra, V.N. Trends in Red Mud Utilization–A Review. Miner. Process. Extr. Metall. Rev. 2004, 26, 1–29. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, R.; Bandopadhyay, A. Innovative methodologies for the utilisation of wastes from metallurgical and allied industries. Resour. Conserv. Recycl. 2006, 48, 301–314. [Google Scholar] [CrossRef]
- Cardenia, C.; Xakalashe, B.; Balomenos, E.; Panias, D. Reductive Roasting Process for the Recovery of Iron Oxides from Bauxite Residue through Rotary Kiln Furnace and Magnetic Separation. In Proceedings of the International ICSOBA Conference, Hamburg, Germany, 2–5 October 2017; pp. 595–602. [Google Scholar]
- Cardenia, C.; Balomenos, E.; Panias, D. Iron Recovery from Bauxite Residue Through Reductive Roasting and Wet Magnetic Separation. J. Sustain. Metall. 2018, 5. [Google Scholar] [CrossRef] [Green Version]
- Xenidis, A.; Zografidis, C.; Kotsis, I.; Boufounos, D. Reductive roasting and magnetic separation of Greek bauxite residue for its utilization in iron ore industry. TMS Light Met. 2009, 2009, 63–67. [Google Scholar]
- Zhu, D.; Chun, T.; Pan, J.; He, Z. Recovery of Iron From High-Iron Red Mud by Reduction Roasting With Adding Sodium Salt. J. Iron Steel Res. Int. 2012, 19, 1–15. [Google Scholar] [CrossRef]
- Jayshankar, K.; Mukherjee, P.; Bhoi, B.; Mishra, C. Production of pig iron and Portland slag cement from red mud by application of Novel Thermal Plasma Technique. In Proceedings of the IBAAS-CHALIECO 2013 International Sympo-Sium, Nanning, China, 28–30 November 2013. [Google Scholar]
- Borra, C.R.; Blanpain, B.; Pontikes, Y.; Binnemans, K.; Van Gerven, T. Smelting of Bauxite Residue (Red Mud) in View of Iron and Selective Rare Earths Recovery. J. Sustain. Metall. 2016, 2, 28–37. [Google Scholar] [CrossRef] [Green Version]
- Balomenos, E.; Kemper, C.; Diamantopoulos, P.; Panias, D.; Paspaliaris, I.; Friedrich, B. Novel technologies for enhanced energy and exergy efficiencies in primary aluminium production industry. In Proceedings of the First Metallurgical & Materials Engineering Congress of South-East Europe, Belgrade, Serbia, 23–25 May 2013; pp. 85–91. [Google Scholar]
- Ning, G.; Zhang, B.; Liu, C.; Li, S.; Ye, Y.; Jiang, M. Large-Scale Consumption and Zero-Waste Recycling Method of Red Mud in Steel Making Process. Minerals 2018, 8, 102. [Google Scholar] [CrossRef] [Green Version]
- Javad Koleini, S.M.; Barani, K. Microwave Heating Applications in Mineral Processing. In The Development and Application of Microwave Heating; IntechOpen: London, UK, 2012; pp. 79–104. [Google Scholar]
- Meredith, R.J. Engineers’ Handbook of Industrial Microwave Heating; The Institution of Engineering and Technology: London, UK, 1998; p. 382. [Google Scholar]
- Jones, D.A.; Lelyveld, T.P.; Mavrofidis, S.D.; Kingman, S.W.; Miles, N.J. Microwave heating applications in environmental engineering—A review. Resour. Conserv. Recycl. 2002, 34, 75–90. [Google Scholar] [CrossRef]
- Lovas, M.; Znamenackova, I.; Zubrik, M.; Kovacova, M.; Dolinska, S. The application of microwave energy in mineral processing—A review. Rocnik 2011, 16, 137–148. [Google Scholar]
- Pickles, C.A. Microwaves in extractive metallurgy: Part 2–A review of applications. Miner. Eng. 2009, 22, 1112–1118. [Google Scholar] [CrossRef]
- Standish, N.; Worner, H. Microwave application in the reduction of metal oxides with carbon. J. Microw. Power Electromagn. Energy 1990, 25, 177–180. [Google Scholar] [CrossRef]
- Haque, K.E. Microwave energy for mineral treatment processes—A brief review. Int. J. Miner. Process. 1999, 57, 1–24. [Google Scholar] [CrossRef]
- Hertel, T.; Cardenia, C.; Balomenos, E.; Panias, D.; Pontikes, Y. Microwave treatment of bauxite residue for the production of inorganic polymers. In Proceedings of the 2nd International Bauxite Residue Valorisation and Best Practices Conference, Athens, Greece, 7–10 May 2018. [Google Scholar]
- Sajó, I.E. XDB Powder Diffraction Phase Analytical System, Version 3.107, User’s Guide; Aluterv-FKI: Budapest, Hungary, 2005. [Google Scholar]
- Sajò, I.E. X-Ray diffraction quantitative phase analysis of Bayer process solids. In Proceedings of the 10th International Congress of ICSOBA, Bhubaneshwar, India, 23–30 November 2008; pp. 71–76. [Google Scholar]
- Xu, Z.; Hwang, J.; Greenlund, R.; Huang, X.; Luo, J.; Anschuetz, S. Quantitative Determination of Metallic Iron Content in Steel-Making Slag. J. Miner. Mater. Charact. Eng. 2003, 2, 65–70. [Google Scholar] [CrossRef]
- Buchmann, M.; Schach, E.; Tolosana-Delgado, R.; Leißner, T.; Astoveza, J.; Kern, M.; Möckel, R.; Ebert, D.; Rudolph, M.; van den Boogaart, K.; et al. Evaluation of Magnetic Separation Efficiency on a Cassiterite-Bearing Skarn Ore by Means of Integrative SEM-Based Image and XRF–XRD Data Analysis. Minerals 2018, 8, 390. [Google Scholar] [CrossRef] [Green Version]
- Lu, T.; Pickles, C.A.; Kelebek, S. Carbothermal reductive upgrading of a bauxite ore using microwave radiation. High Temp. Mater. Process. 2012, 31, 139–148. [Google Scholar] [CrossRef]
- Pickles, C.A. Microwaves in extractive metallurgy: Part 1—Review of fundamentals. Miner. Eng. 2009, 22, 1102–1111. [Google Scholar] [CrossRef]
- Thostenson, E.T.; Chou, T.-W. Microwave processing: Fundamentals and applications. Compos. Part A Appl. Sci. Manuf. 1999, 30, 1055–1071. [Google Scholar] [CrossRef]
- Hassani, F.; Nekoovaght, P.M.; Gharib, N. The influence of microwave irradiation on rocks for microwave-assisted underground excavation. J. Rock Mech. Geotech. Eng. 2016, 8, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Sanchez-Segado, S.; Monti, T.; Katrib, J.; Kingman, S.; Dodds, C.; Jha, A. Towards sustainable processing of columbite group minerals: Elucidating the relation between dielectric properties and physico-chemical transformations in the mineral phase. Sci. Rep. 2017, 7, 3–9. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Griffiths, D. Introduction to Electrodynamics, 3rd ed.; Prentice Hall: Upper Saddle River, NJ, USA, 1999. [Google Scholar]
- Clark, D.E.; Folz, D.C.; West, J.K. Processing materials with microwave energy. Mater. Sci. Eng. A 2000, 287, 153–158. [Google Scholar] [CrossRef]
- Földavári, M. Handbook of Thermogravimetric System of Minerals and Its Use in Geological Practice; The Geological Institue of Hungary: Budapest, Hungary, 2011; Volume 213, ISBN 9789636712884. [Google Scholar]
- Fukushima, J.; Hayashi, Y.; Takizawa, H. Structure and magnetic properties of FeAl2O4synthesized by microwave magnetic field irradiation. J. Asian Ceram. Soc. 2013, 1, 41–45. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Xiao, W.; Liu, W.; Liu, G.; Peng, Z.; Zhou, Q.; Qi, T. Recovery of alumina and ferric oxide from Bayer red mud rich in iron by reduction sintering. Trans. Nonferrous Met. Soc. China (Engl. Ed.) 2009. [Google Scholar] [CrossRef]
- Liu, W.; Sun, S.; Zhang, L.; Jahanshahi, S.; Yang, J. Experimental and simulative study on phase transformation in Bayer red mud soda-lime roasting system and recovery of Al, Na and Fe. Miner. Eng. 2012, 39, 213–218. [Google Scholar] [CrossRef]
Figure 1.
Schematic diagram of the microwave furnace.

Figure 2.
Bauxite residue chemical analysis.

Figure 3.
Percentage of the absorbed microwave power from bauxite residue (BR), mixed with metallurgical coke (C/BR 0.180), by choosing three different power capacities, 0.6 kW, 1.2 kW and 1.8 kW at a 1 L/min N2 flow constant for 5 min.
Figure 3.
Percentage of the absorbed microwave power from bauxite residue (BR), mixed with metallurgical coke (C/BR 0.180), by choosing three different power capacities, 0.6 kW, 1.2 kW and 1.8 kW at a 1 L/min N2 flow constant for 5 min.

Figure 4.
XRD of sinters (C/BR 0.180, and 1 L/min N2 flow constant for 5 min) by changing the amount of microwave (MW) energy (0.6 kW, 1.2 kW, and 1.8 kW) and compared with XRD of bauxite residue.
Figure 4.
XRD of sinters (C/BR 0.180, and 1 L/min N2 flow constant for 5 min) by changing the amount of microwave (MW) energy (0.6 kW, 1.2 kW, and 1.8 kW) and compared with XRD of bauxite residue.

Figure 5.
Heating rates of BR mixed with metallurgical coke (C/BR 0.180), by choosing three different power capacities, 0.6 kW, 1.2 kW and 1.8 kW at 1 L/min N2 flow constant for 5 min.
Figure 5.
Heating rates of BR mixed with metallurgical coke (C/BR 0.180), by choosing three different power capacities, 0.6 kW, 1.2 kW and 1.8 kW at 1 L/min N2 flow constant for 5 min.

Figure 6.
XRD of sinters (C/BR 0.180, 0.6 kW, and 1 L/min N2 flow) by changing the irradiation time at 180 s, 300 s, and 600 s compared with XRD of bauxite residue.
Figure 6.
XRD of sinters (C/BR 0.180, 0.6 kW, and 1 L/min N2 flow) by changing the irradiation time at 180 s, 300 s, and 600 s compared with XRD of bauxite residue.

Figure 7.
Tablet after 180 s irradiation time at 0.6 kW, C/BR 0.180, and 1 L/min nitrogen flow.

Figure 8.
Tablet after 300 s irradiation time at 0.6 kW, C/BR 0.180, and 1 L/min nitrogen flow.

Figure 9.
Percentage of the absorbed power from BR, mixed with metallurgical coke (C/BR 0.180) at 0.6 kW, 1 L/min N2 flow constant for 600 s.
Figure 9.
Percentage of the absorbed power from BR, mixed with metallurgical coke (C/BR 0.180) at 0.6 kW, 1 L/min N2 flow constant for 600 s.

Figure 10.
Percentage of absorbed microwave power from BR without the C addition, (a) and varying C/BR ratios ranging between 0.122 and 0.225 at 0.6 kW (30%), 1 L/min N2 flow constant for 300 s, (b) Percentage of absorbed microwave power from C/BR 0.122, (c) Percentage of absorbed microwave power from C/BR 0.135, (d) Percentage of absorbed microwave power from C/BR 0.158, (e) Percentage of absorbed microwave power from C/BR 0.180, (f) Percentage of absorbed microwave power from C/BR 0.225).
Figure 10.
Percentage of absorbed microwave power from BR without the C addition, (a) and varying C/BR ratios ranging between 0.122 and 0.225 at 0.6 kW (30%), 1 L/min N2 flow constant for 300 s, (b) Percentage of absorbed microwave power from C/BR 0.122, (c) Percentage of absorbed microwave power from C/BR 0.135, (d) Percentage of absorbed microwave power from C/BR 0.158, (e) Percentage of absorbed microwave power from C/BR 0.180, (f) Percentage of absorbed microwave power from C/BR 0.225).

Figure 11.
XRD of sinters (300 s, 0.6 kW and 1 L/min N2 flow) by changing the C/BR ratio between 0.122 and 0.225 compared to XRD of bauxite residue.
Figure 11.
XRD of sinters (300 s, 0.6 kW and 1 L/min N2 flow) by changing the C/BR ratio between 0.122 and 0.225 compared to XRD of bauxite residue.

Figure 12.
Backscattering electron (BES) image taken with SEM-EDS (energy-dispersive spectrometer) analysis of 0.225 C/BR sinter, (a) BES image of matrix composition, (b) BES image of metallic iron, (c) BES image of hercynite.
Figure 12.
Backscattering electron (BES) image taken with SEM-EDS (energy-dispersive spectrometer) analysis of 0.225 C/BR sinter, (a) BES image of matrix composition, (b) BES image of metallic iron, (c) BES image of hercynite.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Bauxite residue mineralogical phases.
| Minerals | Formula | wt.% |
|---|---|---|
| Hematite | α-Fe2O3 | 30 |
| Goethite | Fe2O3·H2O | 9 |
| Boehmite | γ-AlOOH | 3 |
| Diaspore | α-AlOOH | 9 |
| Gibbsite | Al2O3·3H2O | 2 |
| Calcite | CaCO3 | 4 |
| Anatase | TiO2 | 0.5 |
| Rutile | TiO2 | 0.5 |
| Perovskite | CaTiO3 | 4.5 |
| Cancrinite | Na6Ca2(AlSiO4)6(CO3)2 | 15 |
| Calcium aluminum iron silicate hydroxide | Ca3AlFe(SiO4)(OH)8 | 17 |
| Chamosite | (Fe2+,Mg)5Al(AlSi3O10)(OH)8 | 4 |
| Sum | - | 98.5 |
Table 2.
Metallurgical coke chemical analysis. Fixed C: fixed carbon, LOI: loss of ignition.
| Composition | Fe2O3 | SiO2 | CaO | MgO | Al2O3 | TiO2 | Na2O | Fixed C | S | P | H2O moist | LOI | OTHERS |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| wt.% | 0.83 | 3.42 | 1.26 | 0.14 | 1.91 | 0.10 | 0.16 | 80.31 | 0.77 | 0.03 | 3.31 | 7.38 | 0.39 |
Table 3.
Percentage of metallic iron/total iron content of BR and 4 different C/BR ratio sinters determined with the Zhiyong Xu method [36].
Table 3.
Percentage of metallic iron/total iron content of BR and 4 different C/BR ratio sinters determined with the Zhiyong Xu method [36].
| Sample | % Fe0/Fetot |
|---|---|
| BR | 0 |
| 0.122 C/BR | 20 |
| 0.135 C/BR | 29 |
| 0.158 C/BR | 35 |
| 0.180 C/BR | 57 |
| 0.225 C/BR | 79 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Cardenia, C.; Balomenos, E.; Panias, D. Optimization of Microwave Reductive Roasting Process of Bauxite Residue. Metals 2020, 10, 1083. https://0-doi-org.brum.beds.ac.uk/10.3390/met10081083
AMA Style
Cardenia C, Balomenos E, Panias D. Optimization of Microwave Reductive Roasting Process of Bauxite Residue. Metals. 2020; 10(8):1083. https://0-doi-org.brum.beds.ac.uk/10.3390/met10081083
Chicago/Turabian StyleCardenia, Chiara, Efthimios Balomenos, and Dimitrios Panias. 2020. "Optimization of Microwave Reductive Roasting Process of Bauxite Residue" Metals 10, no. 8: 1083. https://0-doi-org.brum.beds.ac.uk/10.3390/met10081083
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.