Numerical Prediction of the Fatigue Crack Growth Rate in SLM Ti-6Al-4V Based on Crack Tip Plastic Strain




Abstract
:1. Introduction
2. Experimental Work
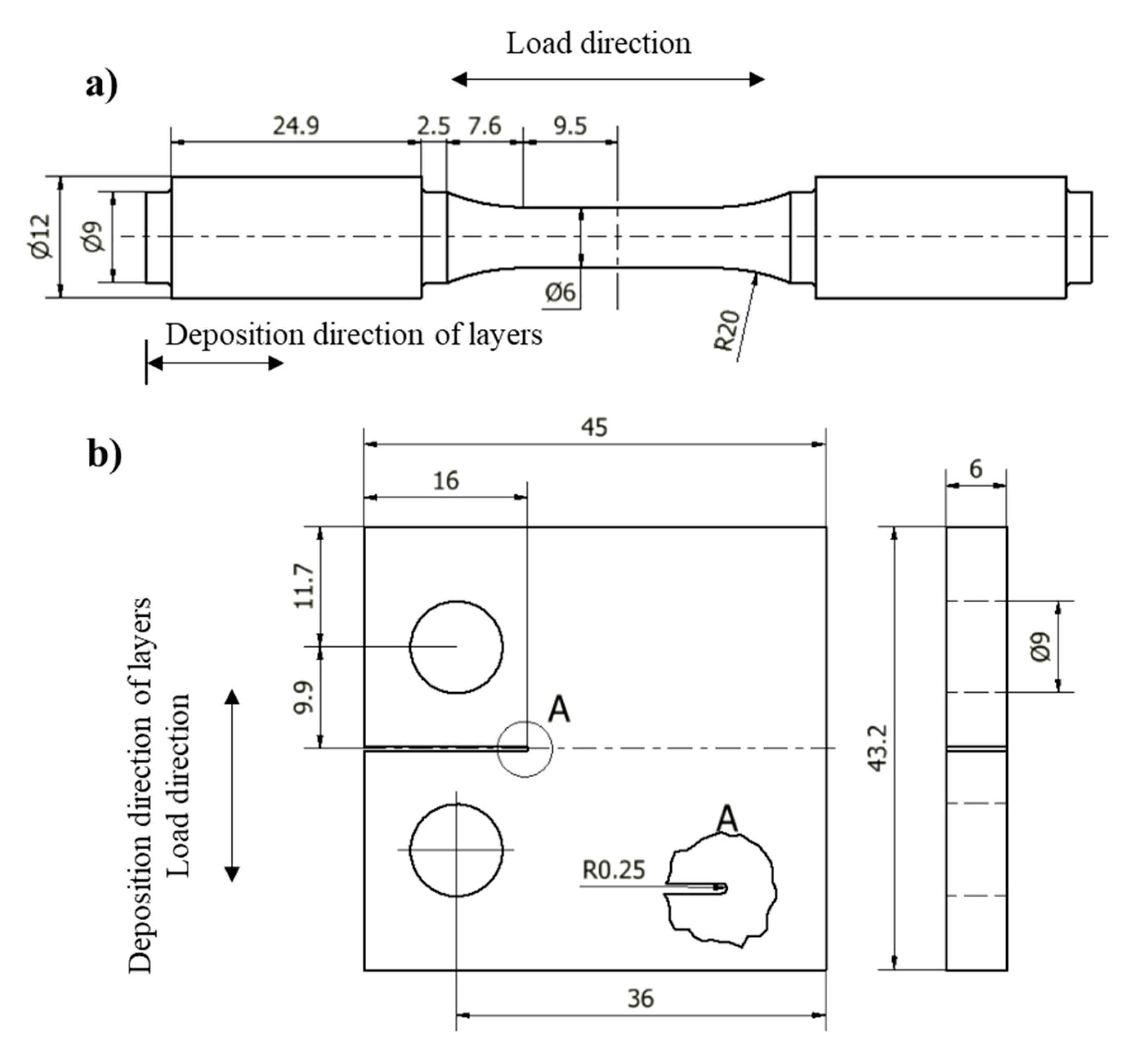
2.1. Material and Specimens
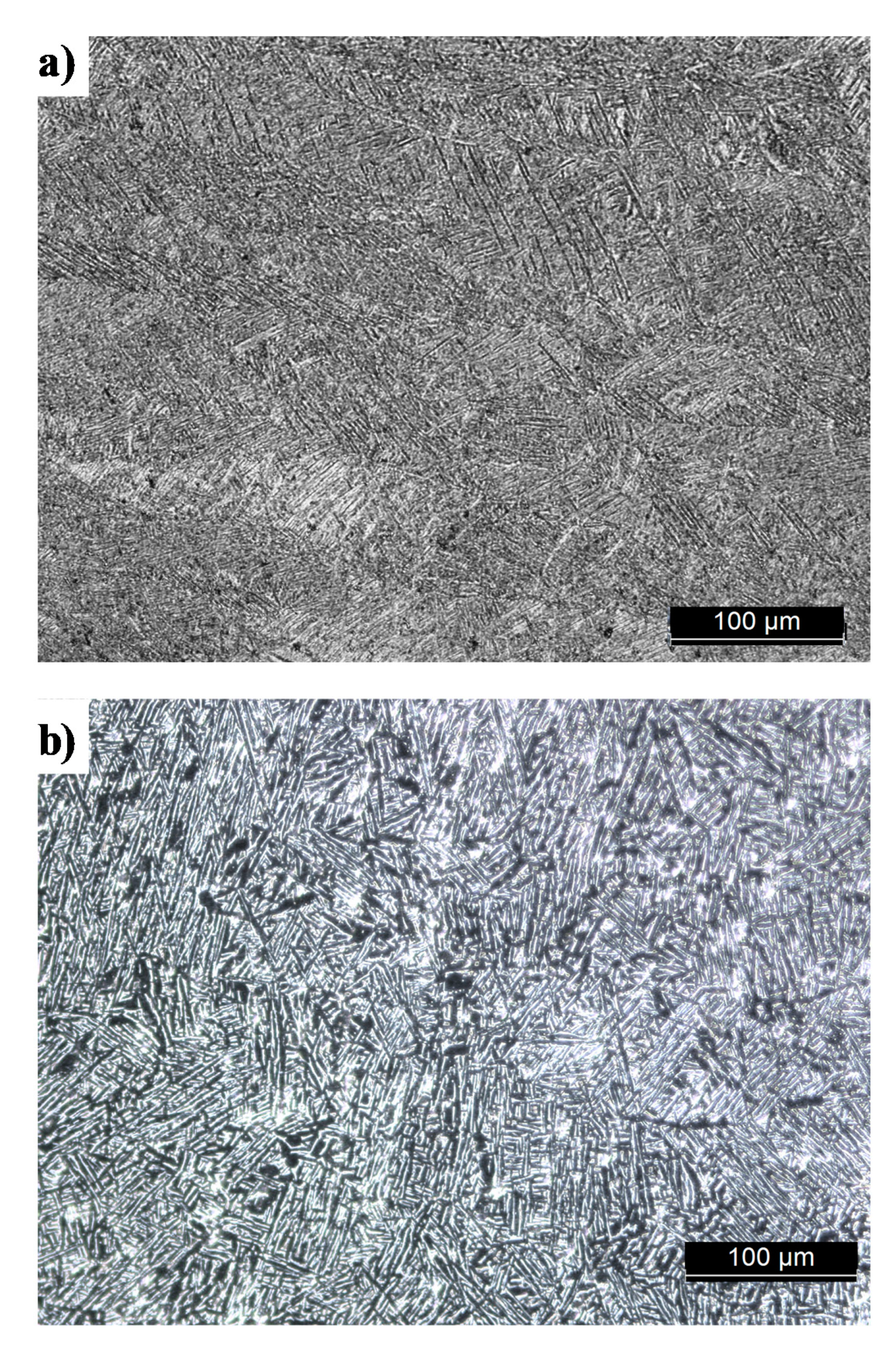
2.2. Metallographic Analysis
2.3. Tensile Properties
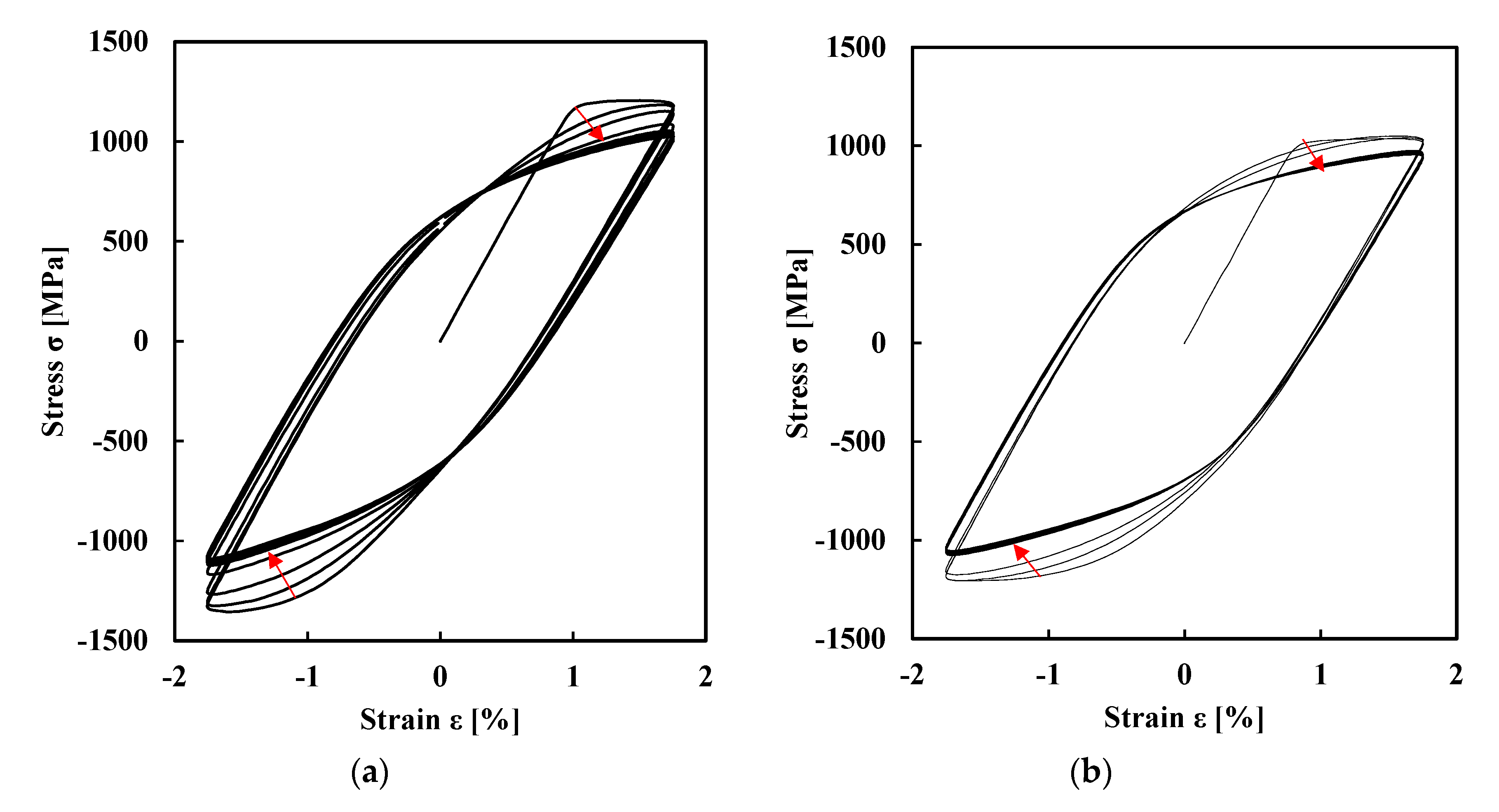
2.4. Low Cycle Fatigue Behaviour
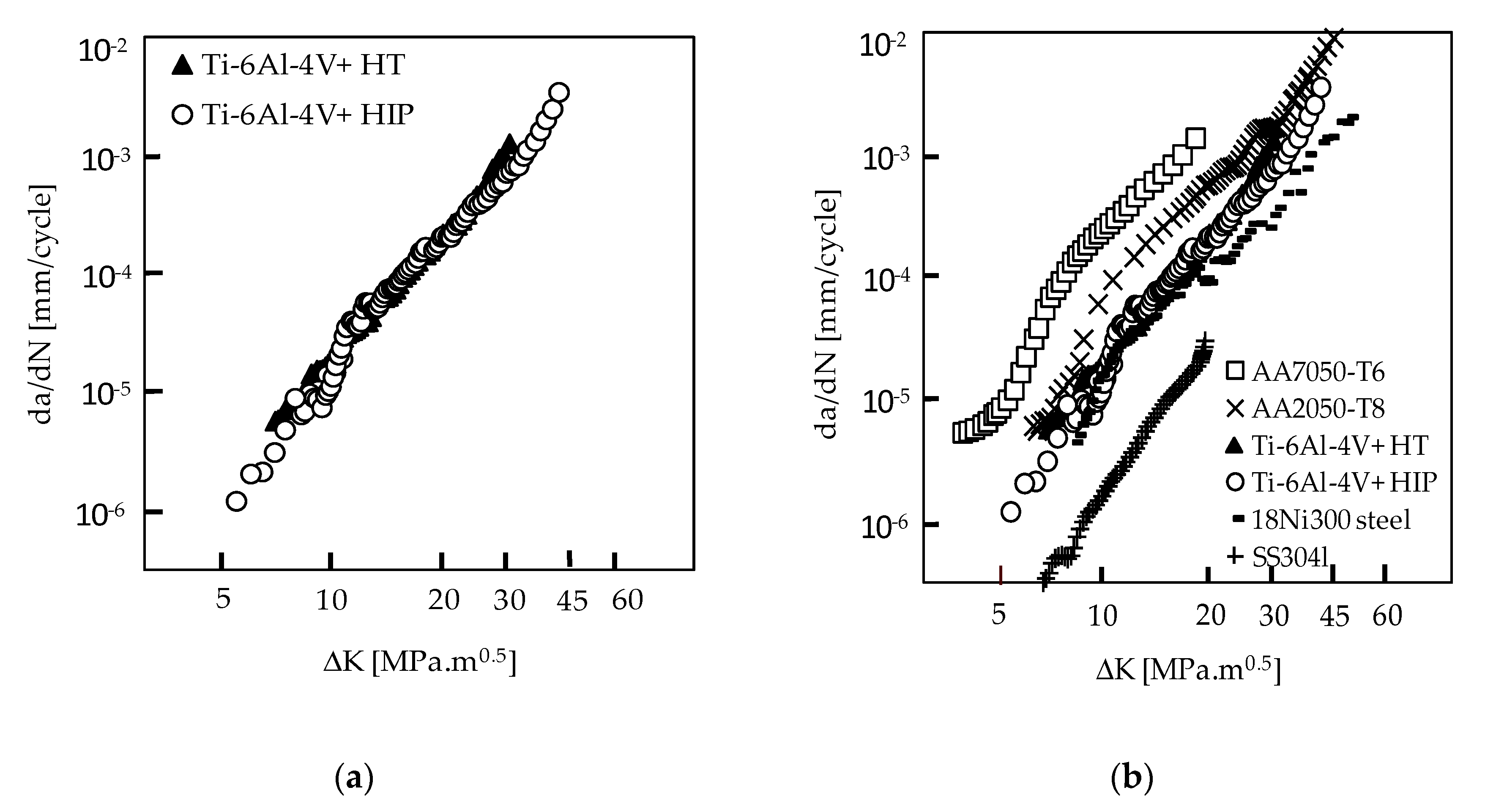
2.5. Fatigue Crack Growth Rate
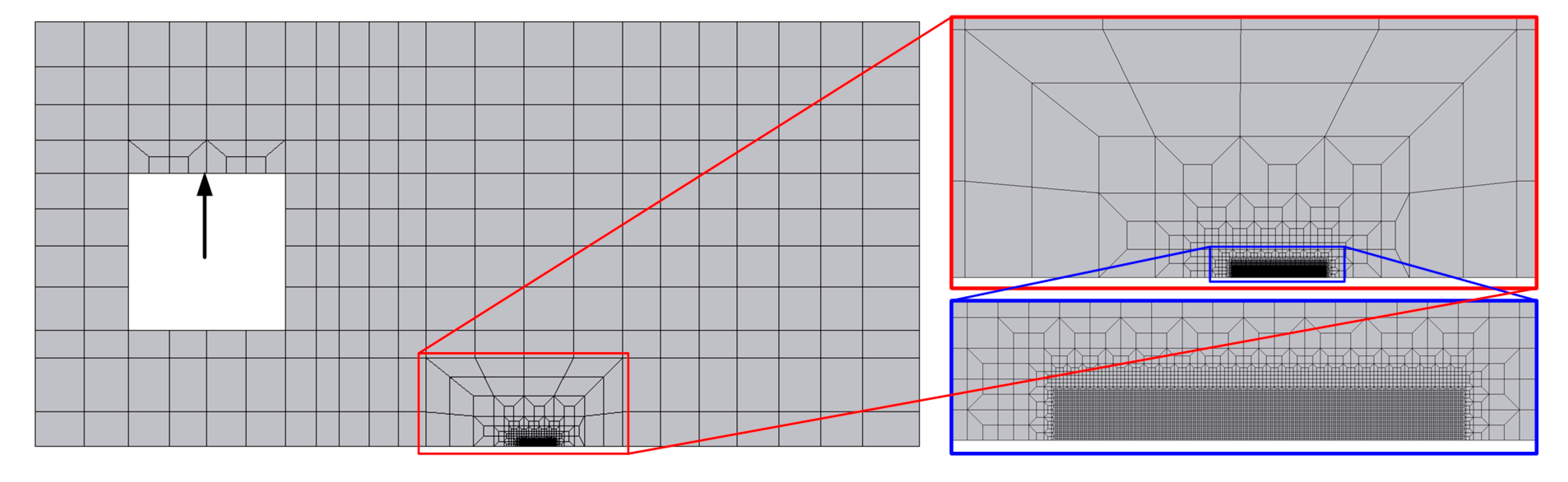
3. Finite Element Model
3.1. Elasto-Plastic Constitutive Model
3.2. Fatigue Crack Growth Criteria
4. Numerical Results
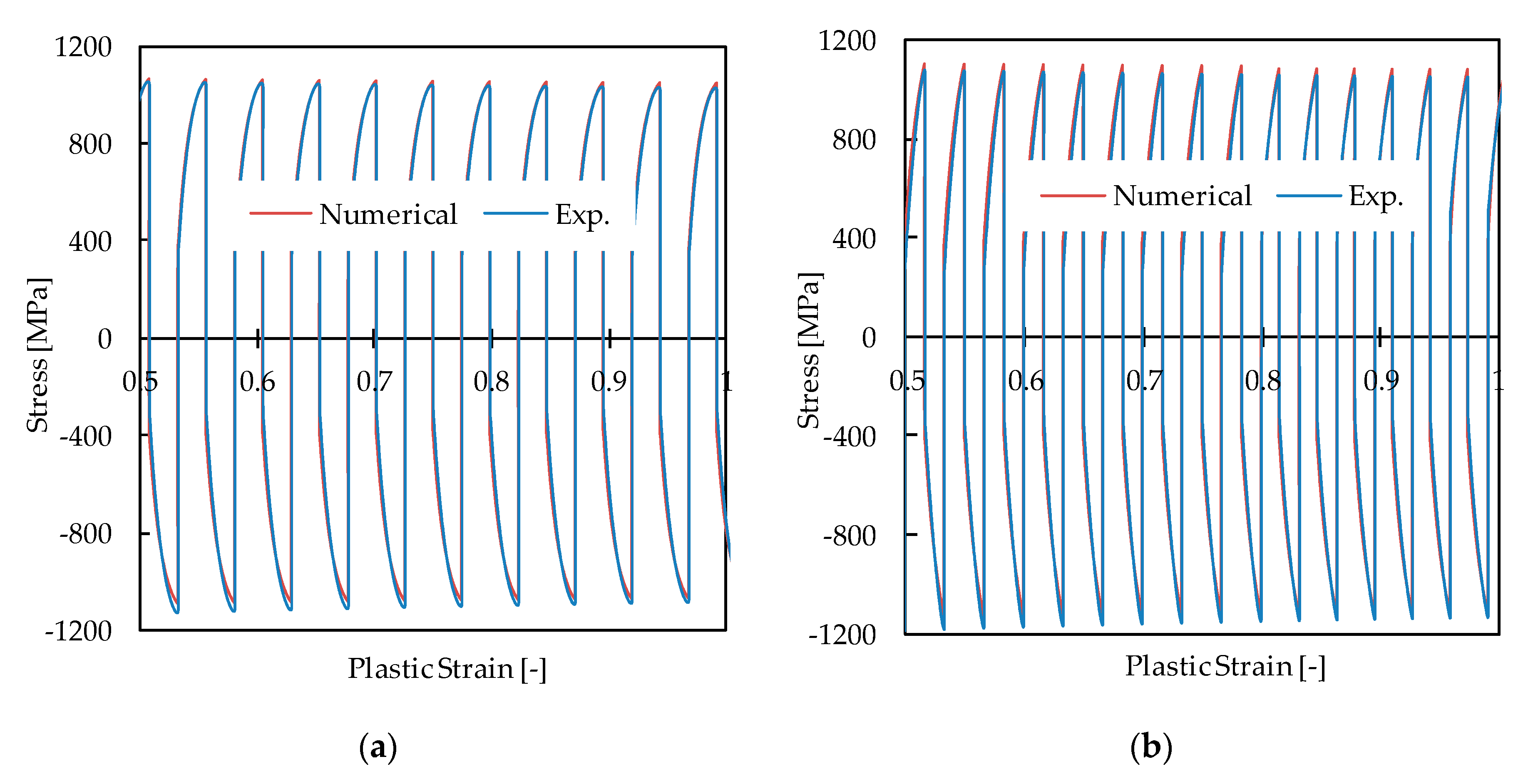
4.1. Calibration of the Material Parameters
4.2. Stabilization of the Plastic Wake Zone
4.3. Fatigue Crack Growth Rate
4.4. Effect of Sstress Ratio
4.5. Fatigue Threshold
5. Discussion
6. Conclusions
- -
- The post-processing treatments produced changes in microstructure, hardness and tensile properties. The HIP treatment produced more transformation of martensitic α-phase to β-phase. Since the β-phase is softer than the α-phase, the hardness of HIP treated material is lower than the heat treated material, while the ductility is higher.
- -
- On the other hand, the post-processing treatment produced a limited effect on da/dN-ΔK curves.
- -
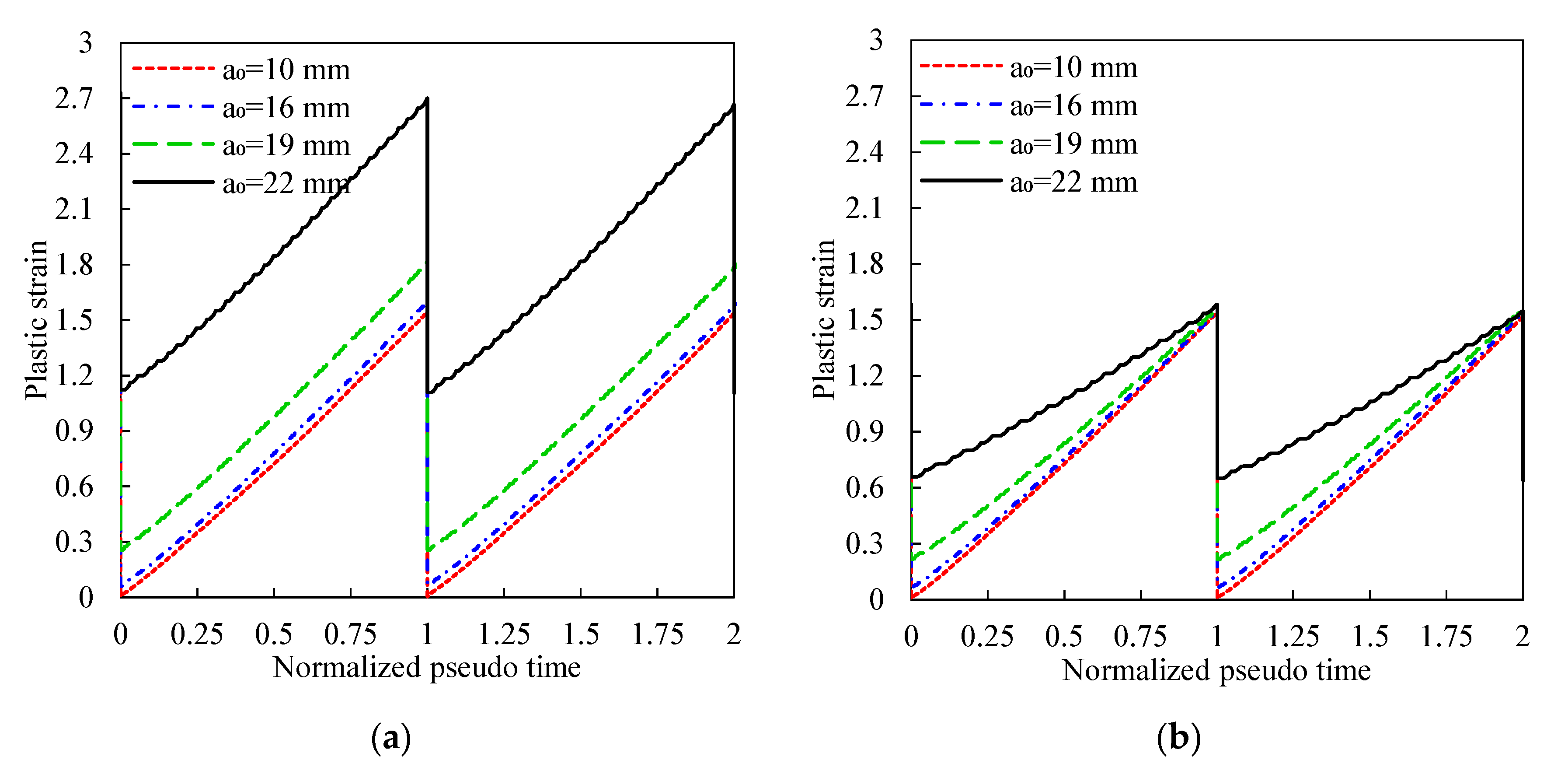
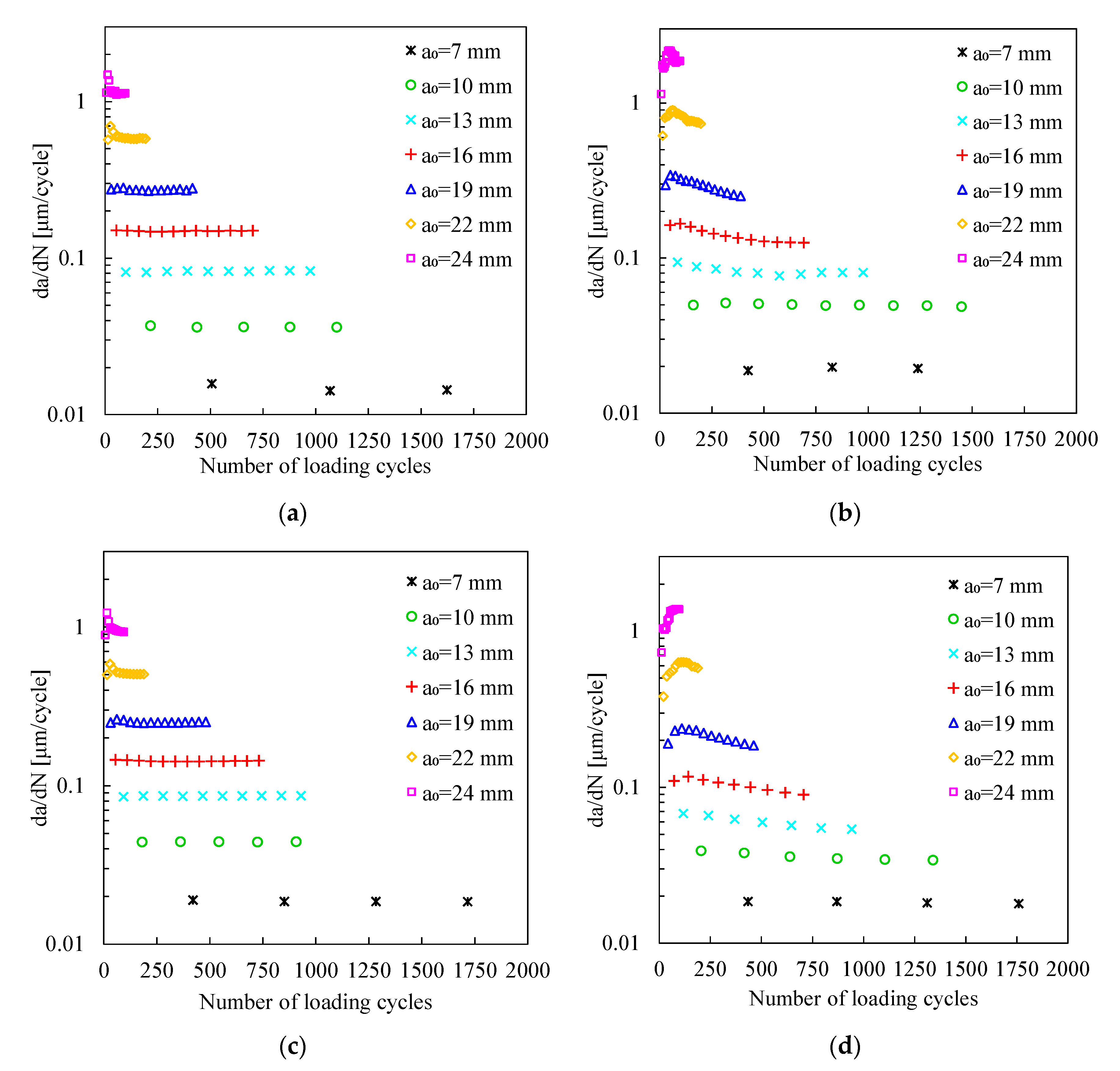
- A transient behavior was found for da/dN at the beginning of the numerical crack propagation, which is linked with the stabilization of cyclic plastic deformation and particularly with the formation of residual plastic wake responsible for crack closure phenomenon. The extension of this transient increases with the initial crack length and is more relevant for the plane stress state.
- -
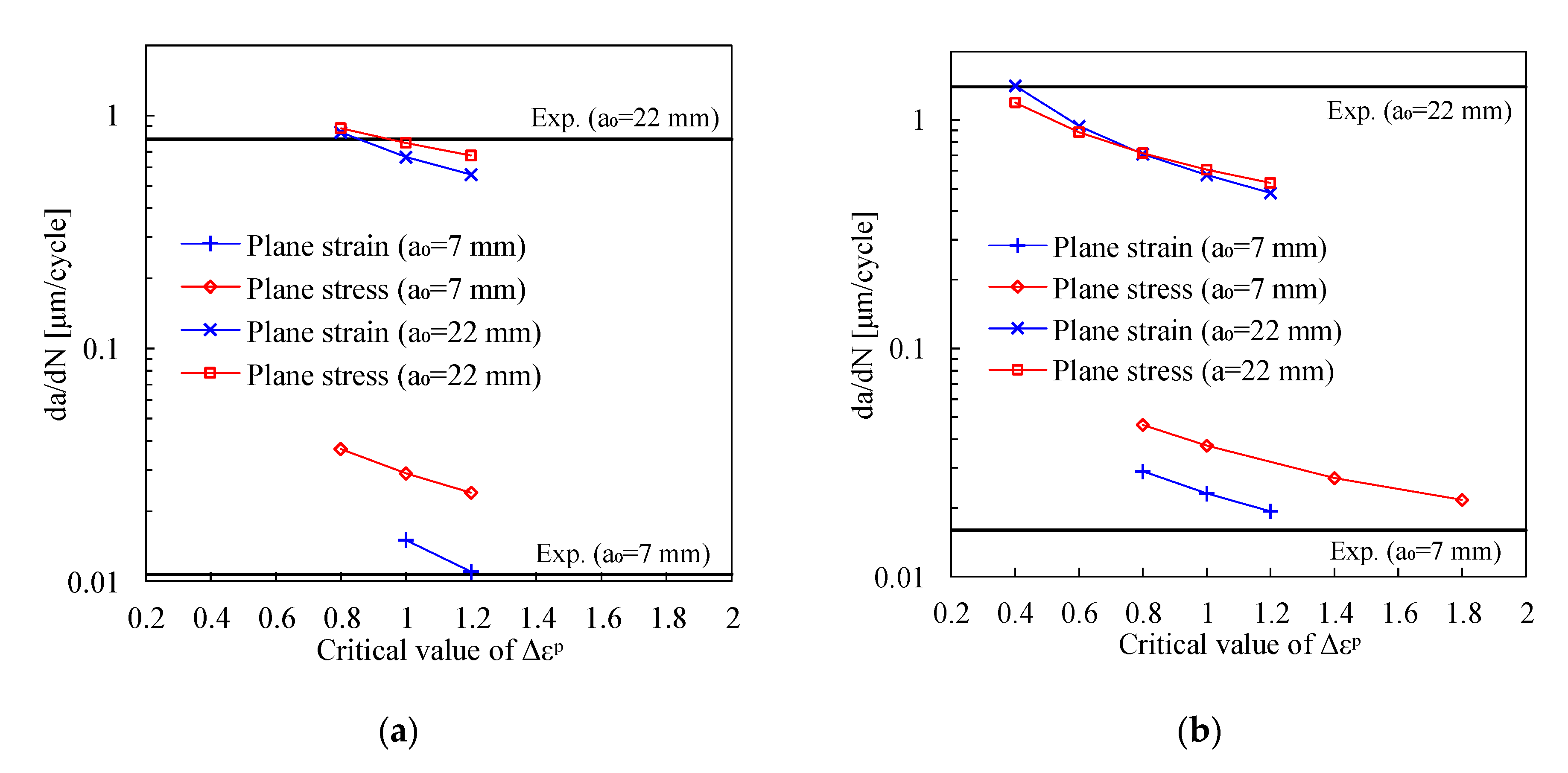
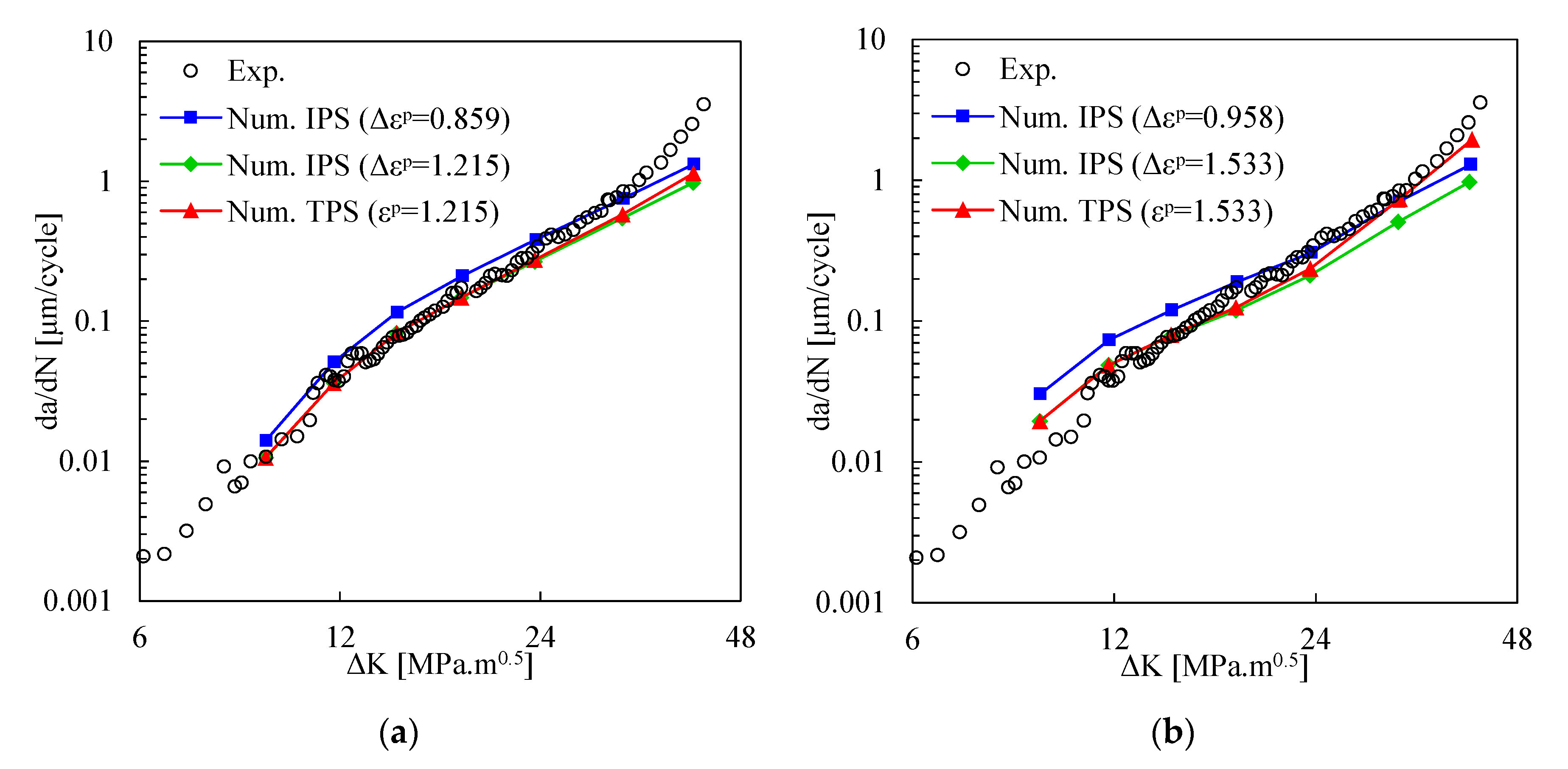
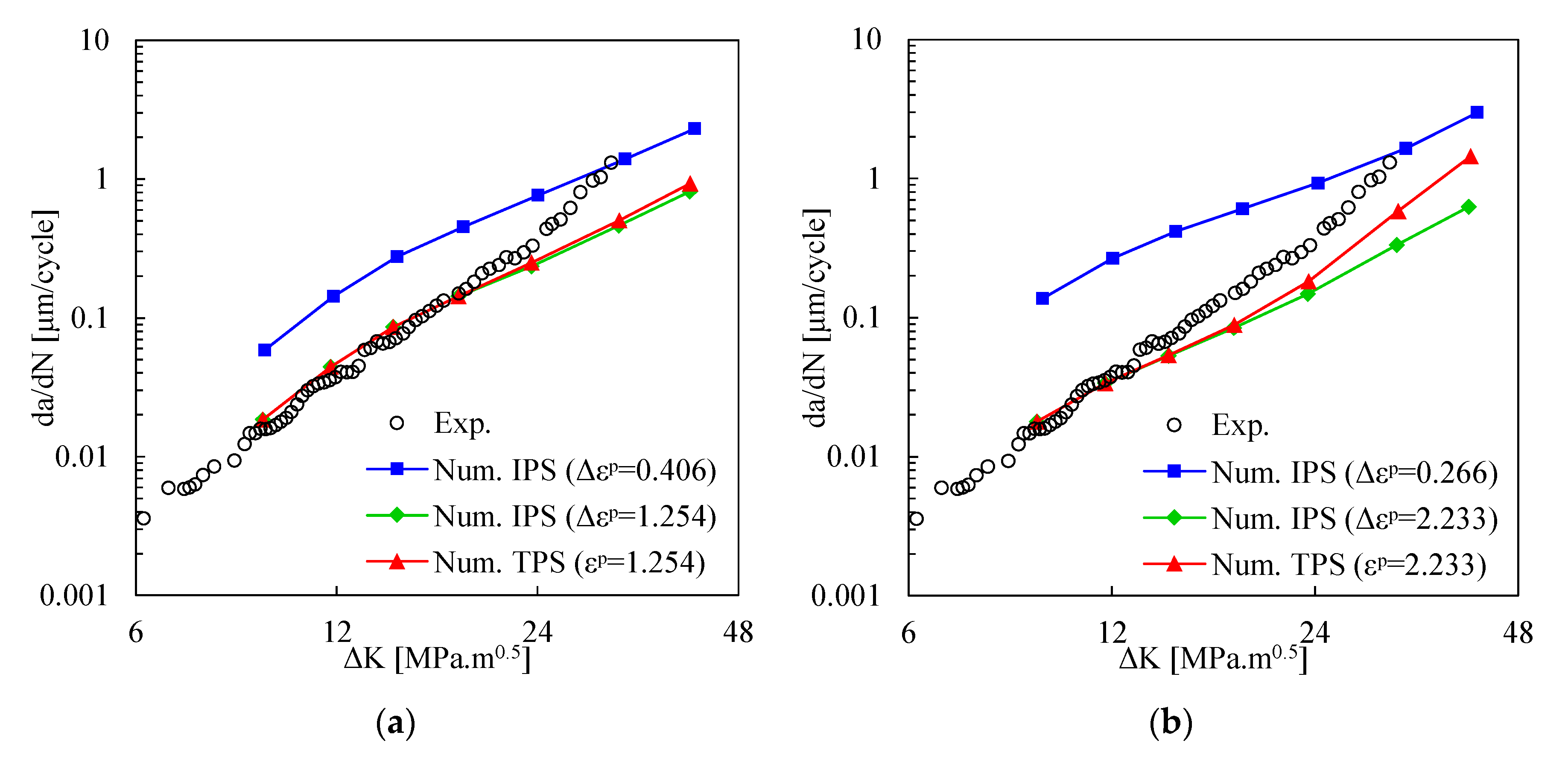
- A good agreement was found between stabilized numerical predictions and experimental results, indicating that cyclic plastic deformation is the main mechanism responsible for crack propagation. The accuracy of the predicted FCG rate is globally improved by using the TPS crack growth criterion, instead of the IPS criterion. Note that the reasoning behind these two concepts is substantially different, deserving a particular attention in future studies.
- -
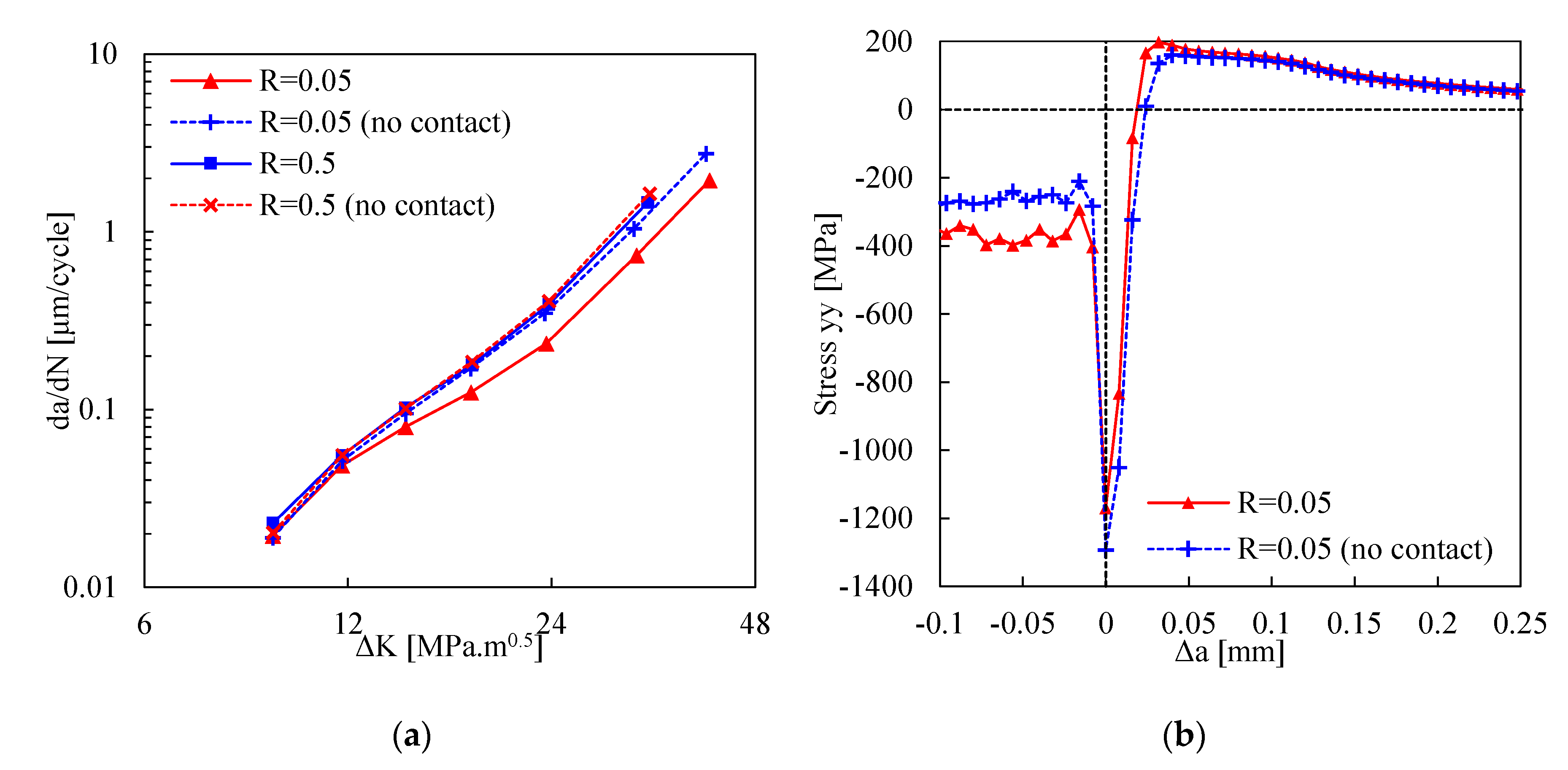
- Neglecting the contact of crack flanks there is almost no influence of stress ratio on the da/dN-ΔK curve, which indicates that cyclic plastic deformation is not responsible for R effects. An extrinsic phenomenon, i.e., the contact of crack flanks, is needed to explain R effects.
- -
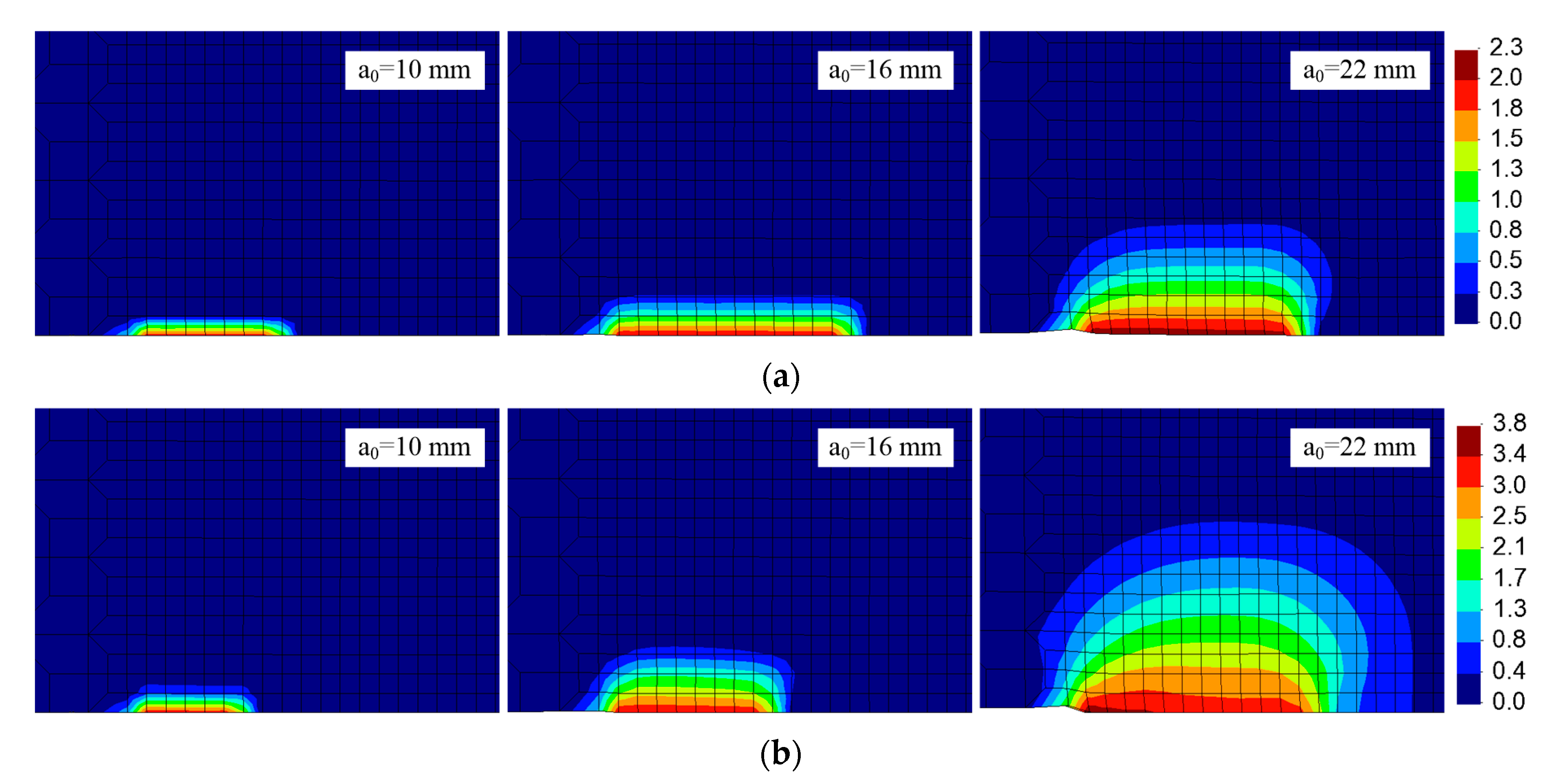
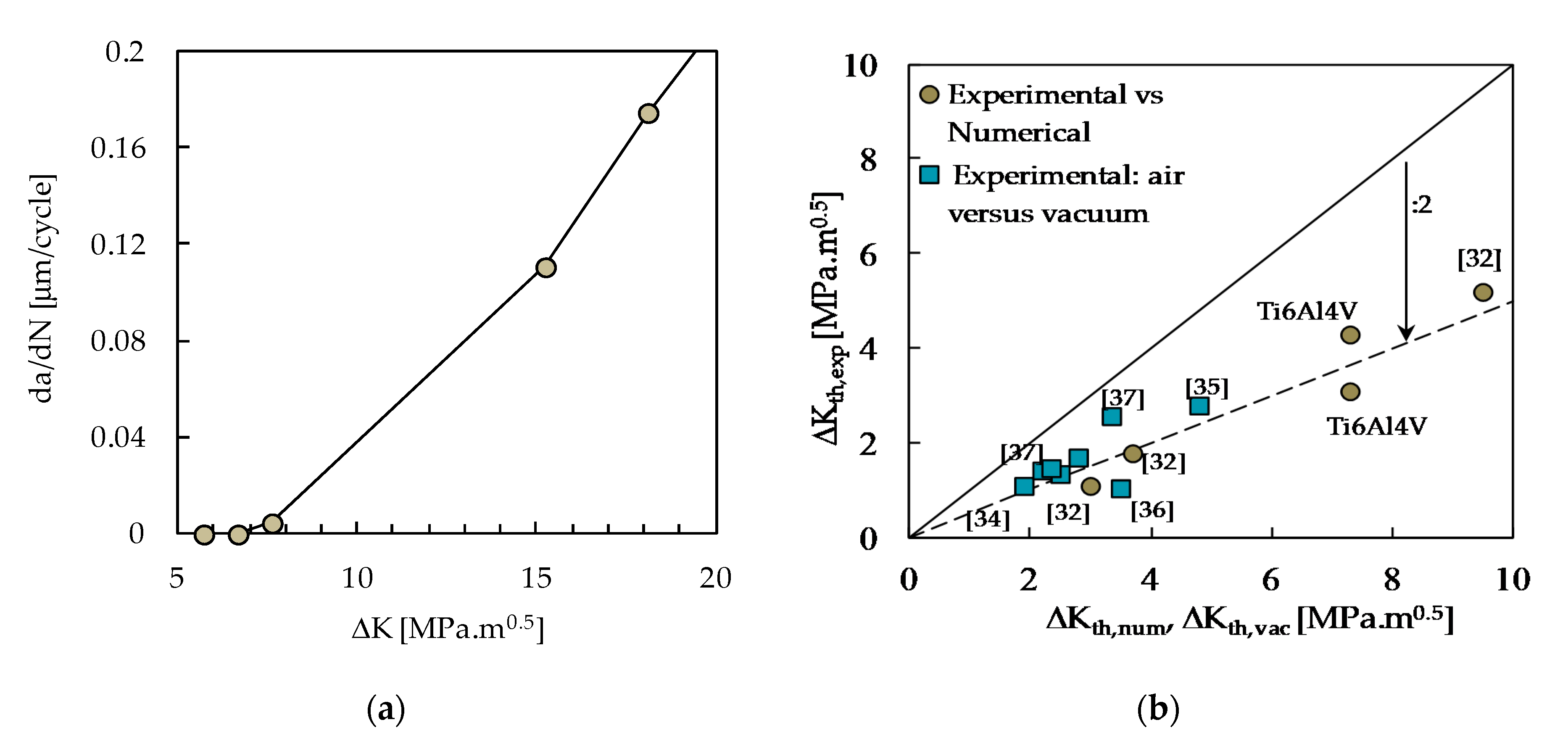
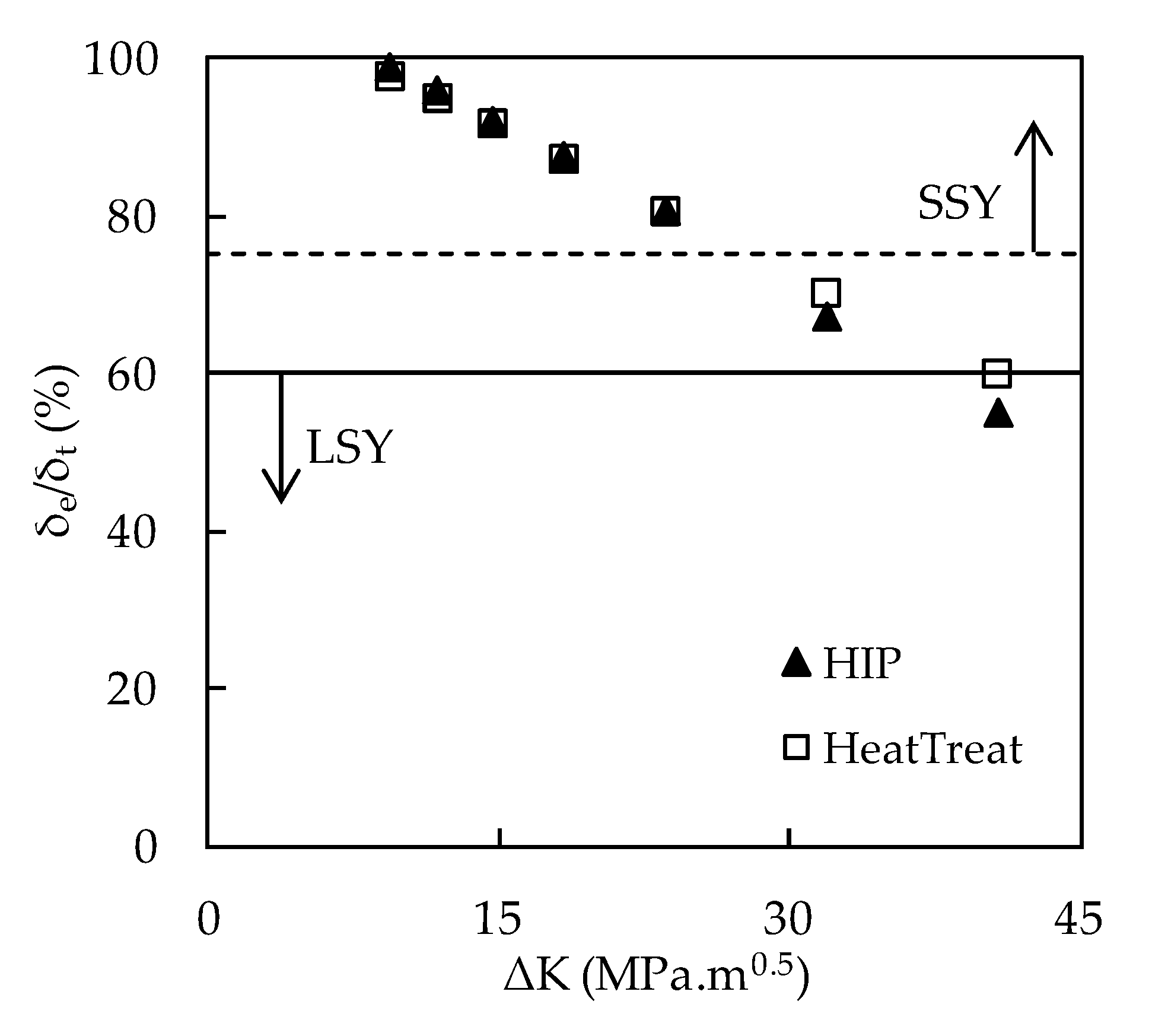
- The SSY assumption was found to be invalid for the largest crack lengths studied, reinforcing the need of using non-linear parameters to study FCG. Additionally, the numerical approach based on a non-linear parameter provides a better understanding and discussion of crack tip phenomena, even in the high strength material studied here.
Author Contributions
Funding
Conflicts of Interest
References
- Liverani, E.; Lutey, A.H.A.; Ascari, A.; Fortunato, A. The effects of hot isostatic pressing (HIP) and solubilization heat treatment on the density, mechanical properties, and microstructure of austenitic stainless steel parts produced by selective laser melting (SLM). Int. J. Adv. Manuf. Technol. 2020, 107, 109–122. [Google Scholar] [CrossRef]
- Boyer, R.R. An overview on the use of titanium in the aerospace industry. Mater. Sci. Eng. A 1996, 213, 103–114. [Google Scholar] [CrossRef]
- Peters, M.; Kumpfert, J.; Ward, C.H.; Leyens, C. Titanium alloys for aerospace applications. Adv. Eng. Mater. 2003, 5, 419–427. [Google Scholar] [CrossRef]
- Sedmak, A.; Čolić, K.; Grbović, A.; Balać, I.; Burzić, M. Numerical analysis of fatigue crack growth of hip implant. Eng. Fract. Mech. 2019, 216, 106492. [Google Scholar] [CrossRef]
- Dawson, P.R.; Boyce, D.E.; Hale, R.; Durkot, J.P. An isoparametric piecewise representation of the anisotropic strength of polycrystalline solids. Int. J. Plast. 2005, 21, 251–283. [Google Scholar] [CrossRef]
- Che-Haron, C.H.; Jawaid, A. The effect of machining on surface integrity of titanium alloy Ti-6Al-4V. J. Mater. Process. Technol. 2005, 166, 188–192. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Wang, Z.M. Titanium alloys and their machinability—A review. J. Mater. Process. Technol. 1997, 68, 262–274. [Google Scholar] [CrossRef]
- Veiga, C.; Davim, J.; Loureiro, A. Review on machinability of titanium alloys: The process perspective. Rev. Adv. Mater. Sci. 2013, 34, 148–164. [Google Scholar]
- Tammas-Williams, S.; Withers, P.J.; Todd, I.; Prangnell, B. The effectiveness of hot isostatic pressing for closing porosity in titanium parts manufactured by selective electron beam melting. Metall. Mater. Trans. A 2016, 47, 1939–1946. [Google Scholar] [CrossRef] [Green Version]
- Popov, V.; Katz-Demyanetz, A.; Garkun, A.; Muller, G.; Strokin, E.; Rosenson, H. Effect of hot isostatic pressure treatment on the electron-beam melted Ti-6Al-4V specimens. Procedia Manuf. 2018, 21, 125–132. [Google Scholar] [CrossRef]
- Oguma, H.; Nakamura, T. Fatigue crack propagation properties of Ti–6Al–4V in vacuum environments. Int. J. Fatigue 2013, 50, 89–93. [Google Scholar] [CrossRef]
- Yoshinaka, F.; Nakamura, T.; Takaku, K. Effects of vacuum environment on small fatigue crack propagation in Ti–6Al–4V. Int. J. Fatigue 2016, 91, 29–38. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, X.; Paddea, S.; Zhang, X. Fatigue crack propagation behaviour in wire+arc additivemanufactured Ti-6Al-4V: Effects of microstructure and residual stress. Mater. Des. 2016, 90, 551–561. [Google Scholar] [CrossRef]
- Vasco-Olmo, J.M.; Díaz, F.A.; Antunes, F.V.; James, M.N. Characterisation of fatigue crack growth using digital image correlation measurements of plastic CTOD. Theor. Appl. Fract. Mech. 2019, 101, 332–341. [Google Scholar] [CrossRef]
- Antunes, F.V.; Branco, R.; Prates, P.A.; Borrego, L. Fatigue crack growth modelling based on CTOD for the 7050-T6 alloy. Fatigue Fract. Eng. Mater. Struct. 2017, 40, 1309–1320. [Google Scholar] [CrossRef]
- Borges, M.F.; Antunes, F.V.; Prates, P.A.; Branco, R.; Vojtek, T. Effect of young’s modulus on fatigue crack growth. Int. J. Fatigue 2020, 132, 105375. [Google Scholar] [CrossRef]
- Borges, M.F.; Caldas, M.; Antunes, F.V.; Branco, R.; Prates, P. Fatigue crack growth from notches: A numerical analysis. Appl. Sci. 2020, 10, 4174. [Google Scholar] [CrossRef]
- Borges, M.F.; Neto, D.M.; Antunes, F.V. Numerical simulation of fatigue crack growth based on accumulated plastic strain. Theor. Appl. Fract. Mech. 2020, 108, 102676. [Google Scholar] [CrossRef]
- ASTM E606/E606M-19 Standard Test Method for Strain-Controlled Fatigue Testing; ASTM International: West Conshohocken, PA, USA, 2019.
- ASTM E647, ASTM E647—Standard Test Method for Measurement of Fatigue Crack Growth Rates. ASTM B. Stand. Available online: www.astm.org (accessed on 3 July 2016).
- ASTM E3, Standard Guide for Preparation of Metallographic Specimens; ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM E407-07, Standard Practice for Microetching Metals and Alloys; ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM International. ASTM Standard E384, Standard Test Method for Knoop and Vickers Hardness of Materials; ASTM International: West Conshohocken, PA, USA, 2011. [Google Scholar]
- ASTM B528-16, Standard Test Method for Transverse Rupture Strength of Powder Metallurgy (PM) Specimens; ASTM International: West Conshohocken, PA, USA, 2016.
- Antunes, F.V.; Santos, L.; Capela, C.; Ferreira, J.M.; Costa, J.; Jesus, J.S.; Prates, P.A. Fatigue crack growth in maraging steel obtained by selective laser melting. Appl. Sci. 2019, 9, 4412. [Google Scholar] [CrossRef] [Green Version]
- Menezes, L.F.; Teodosiu, C. Three-dimensional numerical simulation of the deep-drawing process using solid finite elements. J. Mater. Process. Technol. 2000, 97, 100–106. [Google Scholar] [CrossRef] [Green Version]
- Hughes, T.J.R. Generalization of selective integration procedures to anisotropic and nonlinear media. Int. J. Numer. Methods Eng. 1980, 15, 1413–1418. [Google Scholar] [CrossRef]
- Antunes, F.V.; Chegini, A.G.; Correia, L.; Camas, D. Finite element meshes for optimal modelling of plasticity induced crack closure. Eng. Fract. Mech. 2015, 142, 184–200. [Google Scholar] [CrossRef] [Green Version]
- Frederick, C.O.; Armstrong, P.J. A mathematical representation of the multiaxial Bauschinger effect. Mater. High. Temp. 2007, 24, 1–26. [Google Scholar] [CrossRef]
- Tuninetti, V.; Gilles, G.; Milis, O.; Pardoen, T.; Habraken, A.M. Anisotropy and tension–compression asymmetry modeling of the room temperature plastic response of Ti–6Al–4V. Int. J. Plast. 2015, 67, 53–68. [Google Scholar] [CrossRef]
- Moshier, M.A.; Nicholas, T.; Hillberry, B.M. Load history effects on fatigue crack growth threshold for Ti–6Al–4V and Ti-17 titanium alloys. Int. J. Fatigue 2001, 23, S253–S258. [Google Scholar] [CrossRef]
- Antunes, F.V.; Prates, P.A.; Camas, D.; Sarrazin-Baudoux, C.; Gardin, C. Numerical prediction of fatigue threshold of metallic materials in vacuum. Eng. Fract. Mech. 2019, 216, 106491. [Google Scholar] [CrossRef]
- Sunder, R. Unraveling the science of variable amplitude fatigue. J. ASTM Int. 2012, 9, 1–32. [Google Scholar] [CrossRef]
- Karr, U.; Schönbauer, B.M.; Mayer, H. Near-threshold fatigue crack growth properties of wrought magnesium alloy AZ61 in ambient air, dry air, and vacuum. Fatigue Fract. Eng. Mater. Struct. 2018, 41, 1938–1947. [Google Scholar] [CrossRef] [Green Version]
- Stanzl-Tschegg, S.; Schönbauer, B. Near-threshold fatigue crack propagation and internal cracks in steel. Procedia Eng. 2010, 2, 1547–1555. [Google Scholar] [CrossRef] [Green Version]
- Kirby, B.R.; Beevers, C.J. Slow fatigue crack growth and threshold behaviour in air and vacuum of commercial aluminium alloys. Fatigue Fract. Eng. Mater. Struct. 1979, 1, 203–215. [Google Scholar] [CrossRef]
- Papakyriacou, M.; Mayer, H.; Fuchs, U.; Stanzl-Tschegg, S.E.; Wei, R.P. Influence of atmospheric moisture on slow fatigue crack growth at ultrasonic frequency in aluminium and magnesium alloys. Fatigue Fract. Eng. Mater. Struct. 2002, 25, 795–804. [Google Scholar] [CrossRef]
- Pippan, R.; Riemelmoser, F.O. Modeling of fatigue growth: Dislocation models. In Compreensive Structural Integrity; Cycling Loading and Fracture; Ritchie, R.O., Murakami, Y., Eds.; Elsevier: Amsterdam, The Netherlands, 2003; Volume 4, pp. 191–207. [Google Scholar]
- Pippan, R.; Weinhandl, H. Discrete dislocation modeling of near threshold fatigue crack propagation. Int. J. Fatigue 2010, 32, 1503–1510. [Google Scholar] [CrossRef]
- Marques, B.M.S. Analysis of Fatigue Crack Propagation Using CTOD. Master’s Thesis, University of Coimbra, Coimbra, Portugal, 2019. [Google Scholar]
- Kujawski, D. A fatigue crack driving force parameter with load ratio effects. Int. J. Fatigue 2001, 23, S239–S246. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | He | Fe | Y | C | V | O | N | Ti |
|---|---|---|---|---|---|---|---|---|
| 5.5–6.5 | <0.012 | <0.25 | <0.005 | <0.08 | 3.5–4.5 | <0.15 | <0.04 | Bal. |
| Sample | σUTS 1 (MPa) | σys 2 (MPa) | εf 3 (%) | E 4 (GPa) |
|---|---|---|---|---|
| Ti-6Al-4V + HIP | 996 | 951 | 26.4 | 126 |
| Ti-6Al-4V + HT | 1142 | 1106 | 19.6 | 126 |
| % difference (HIP over HT) | −12.8 | −14.0 | +33.5 | 0 |
| Sample | Fmin (N) | Fmax (N) | ai (mm) | af (mm) | ΔKmin (MPa∙m0.5) | ΔKmax (MPa∙m0.5) |
|---|---|---|---|---|---|---|
| Ti-6Al-4V + HIP | 132 | 2643 | 6.7 | 25.5 | 9.1 | 49.9 |
| Ti-6Al-4V + HT | 86 | 1711 | 8.8 | 25.3 | 6.9 | 31 |
| Material | Y0 (MPa) | K (MPa) | n | CX | XSat (MPa) |
|---|---|---|---|---|---|
| Ti-6Al-4V + HIP | 823.5 | 707.1 | −0.029 | 104.3 | 402.0 |
| Ti-6Al-4V + HT | 700.0 | 738.6 | −0.013 | 88.1 | 585.2 |
| Material | Plane Strain | Plane Stress | ||
|---|---|---|---|---|
| a0 = 7 mm | a0 = 22 mm | a0 = 7 mm | a0 = 22 mm | |
| Ti-6Al-4V + HIP | 1.215 | 0.859 | 1.533 | 0.958 |
| Ti-6Al-4V + HT | 1.254 | 0.406 | 2.233 | 0.266 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ferreira, F.F.; Neto, D.M.; Jesus, J.S.; Prates, P.A.; Antunes, F.V. Numerical Prediction of the Fatigue Crack Growth Rate in SLM Ti-6Al-4V Based on Crack Tip Plastic Strain. Metals 2020, 10, 1133. https://0-doi-org.brum.beds.ac.uk/10.3390/met10091133
Ferreira FF, Neto DM, Jesus JS, Prates PA, Antunes FV. Numerical Prediction of the Fatigue Crack Growth Rate in SLM Ti-6Al-4V Based on Crack Tip Plastic Strain. Metals. 2020; 10(9):1133. https://0-doi-org.brum.beds.ac.uk/10.3390/met10091133
Chicago/Turabian StyleFerreira, Fábio F., Diogo M. Neto, Joel S. Jesus, Pedro A. Prates, and Fernando V. Antunes. 2020. "Numerical Prediction of the Fatigue Crack Growth Rate in SLM Ti-6Al-4V Based on Crack Tip Plastic Strain" Metals 10, no. 9: 1133. https://0-doi-org.brum.beds.ac.uk/10.3390/met10091133