Relationship and Mechanism Analysis of Soft-Melt Dropping Properties and Primary-Slag Formation Behaviors of the Mixed Burden in Increasing Lump Ore Ratio

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
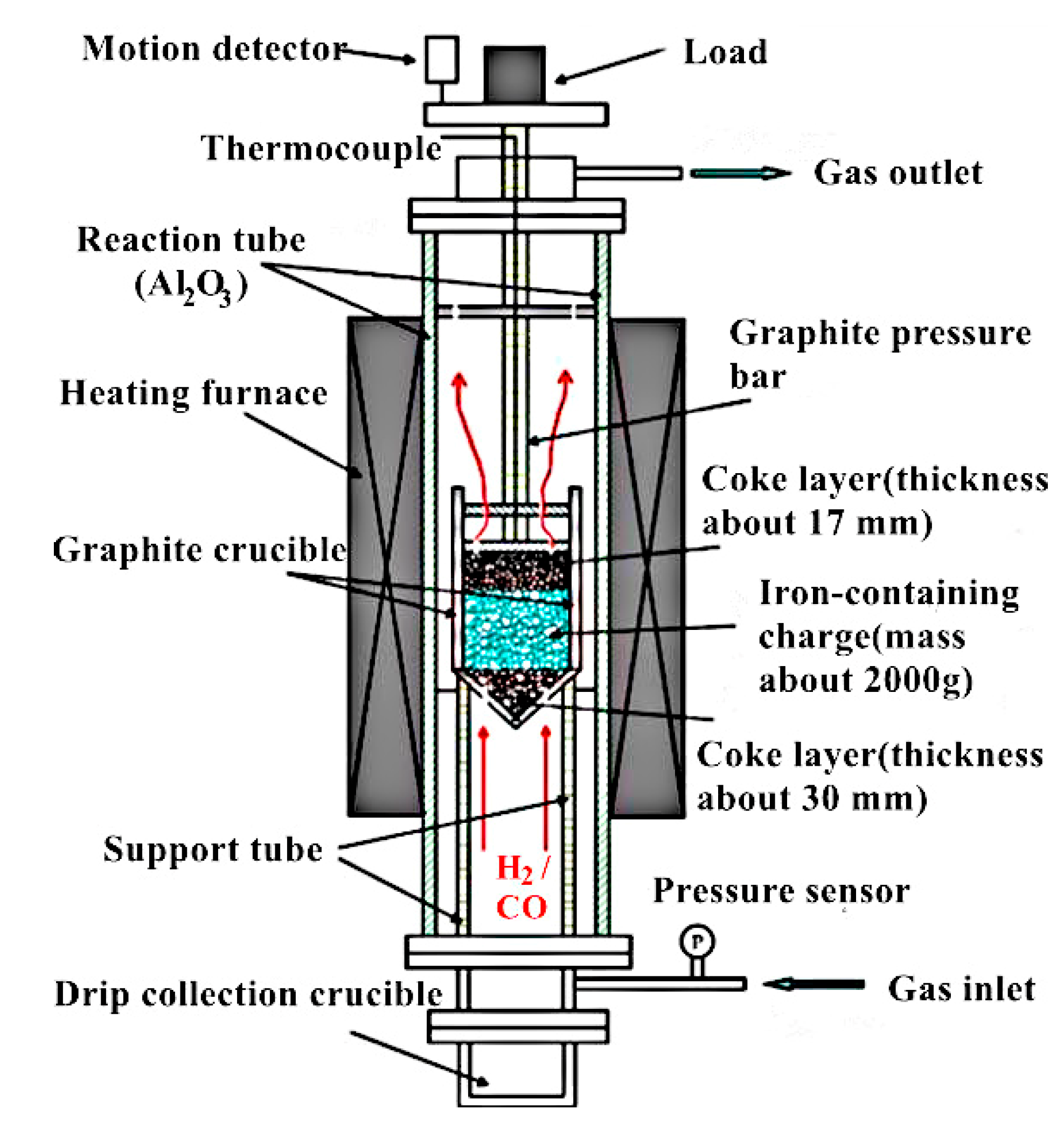
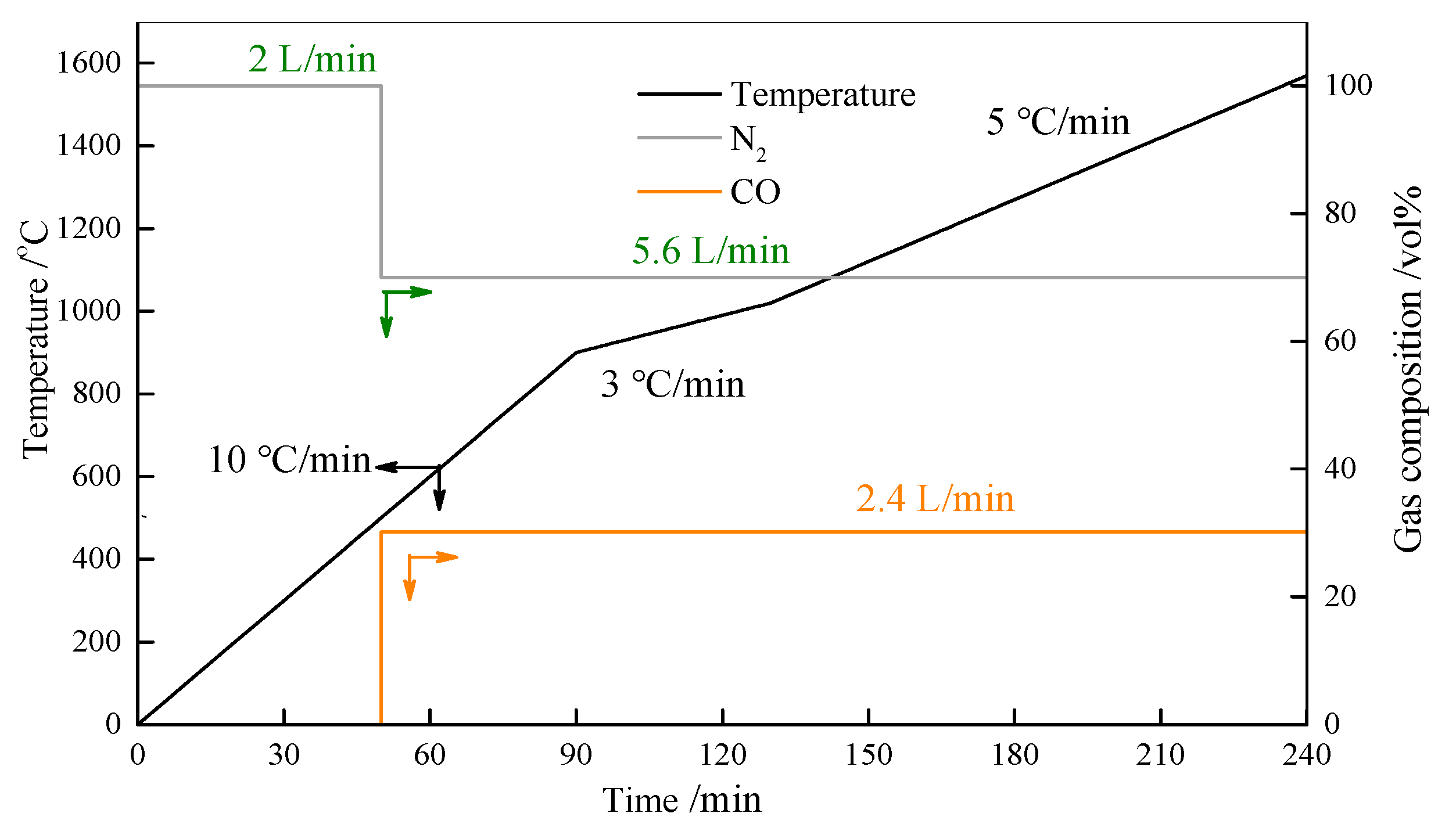
2.2. Experimental Procedure
2.3. Melting and Dropping Test Schemes
3. Results and Discussions
3.1. Analysis of Softening and Melting Behaviors of Iron-Containing Burden after Increasing Lump Ore Ratio
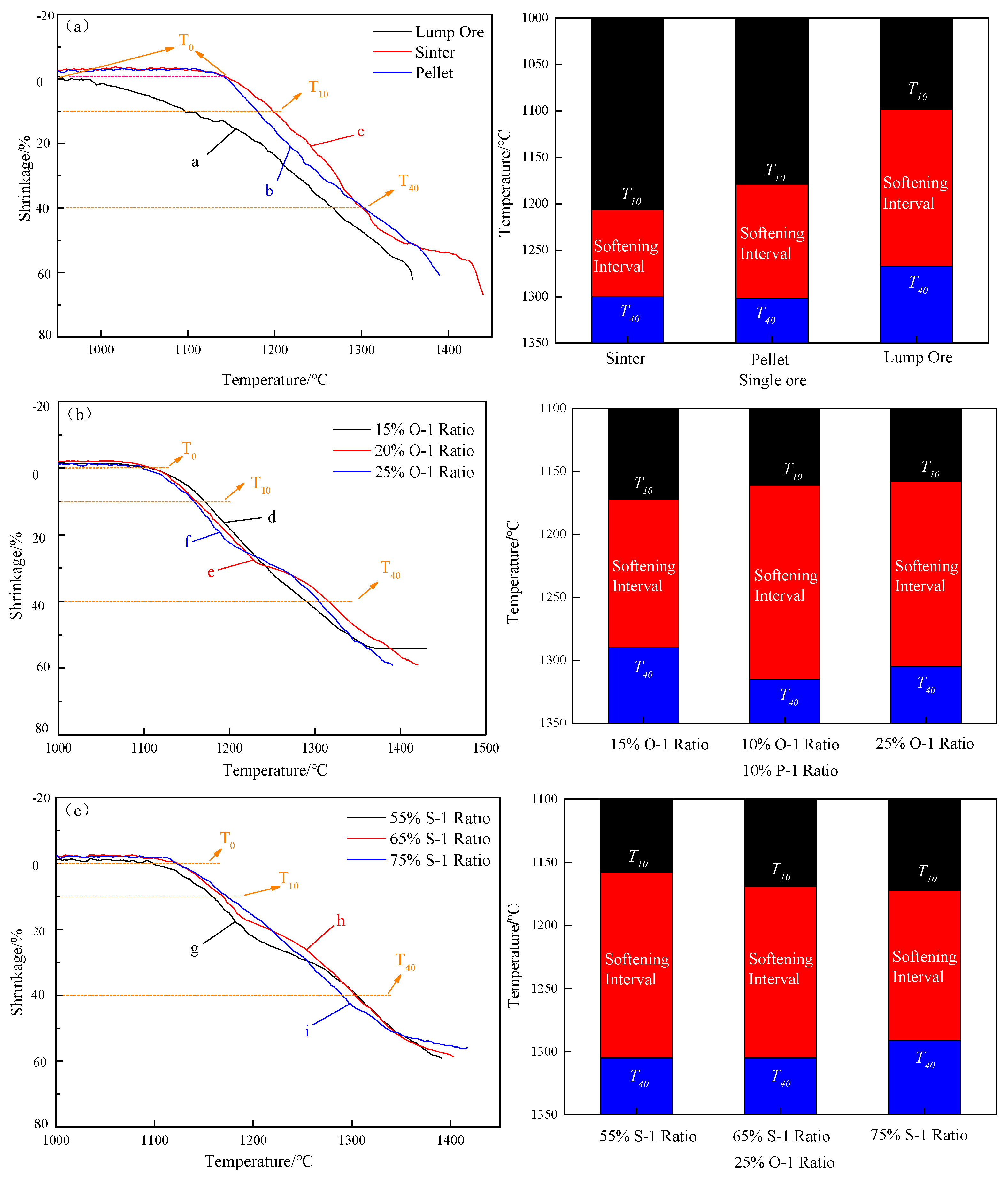
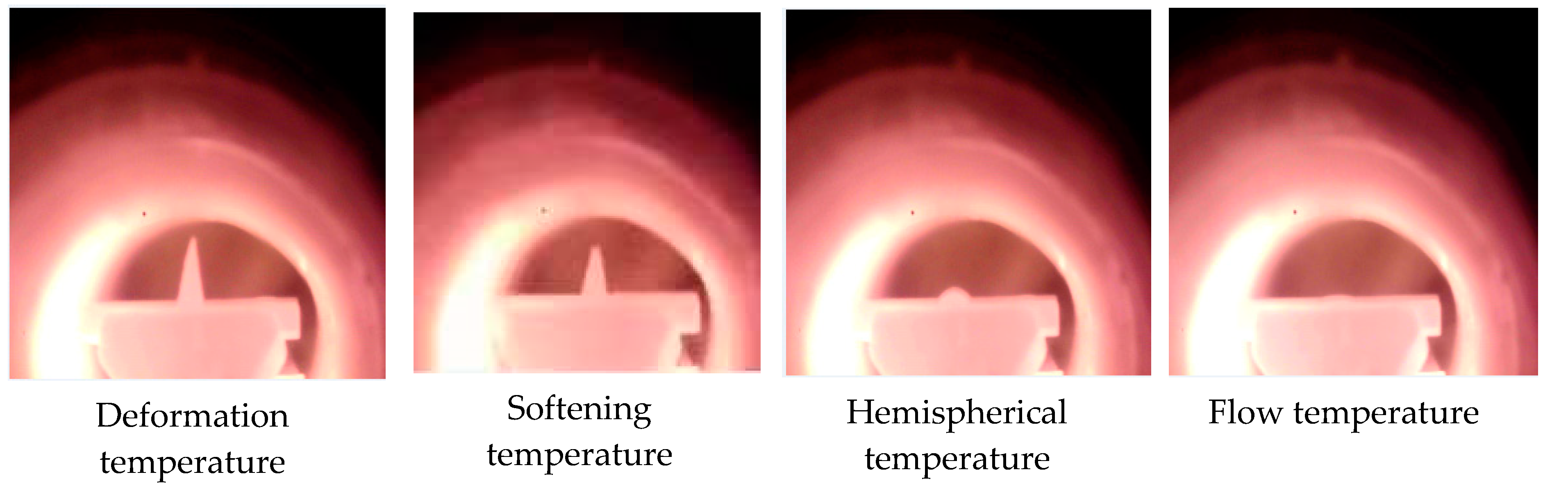
3.1.1. Analysis of the Softening Behaviors
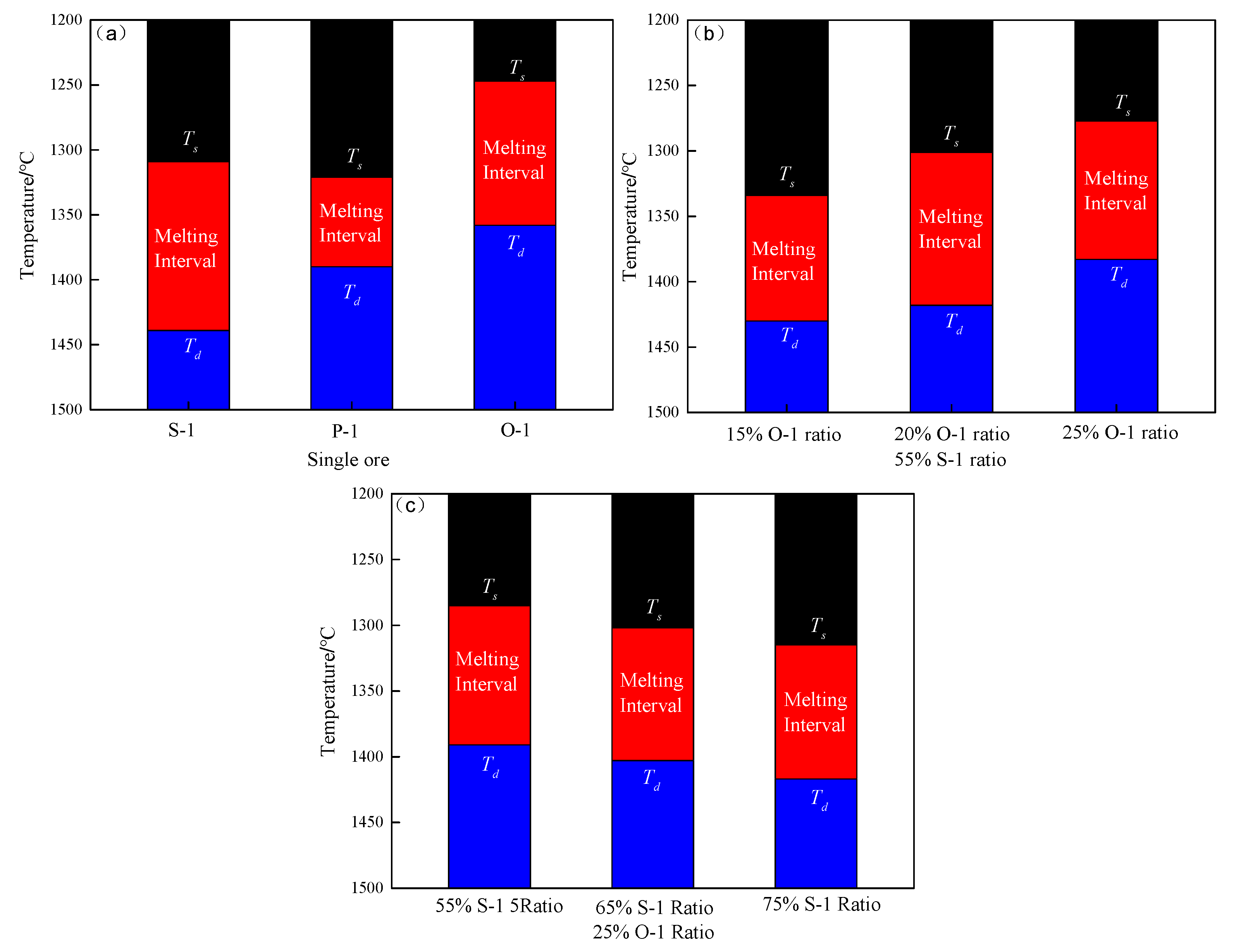
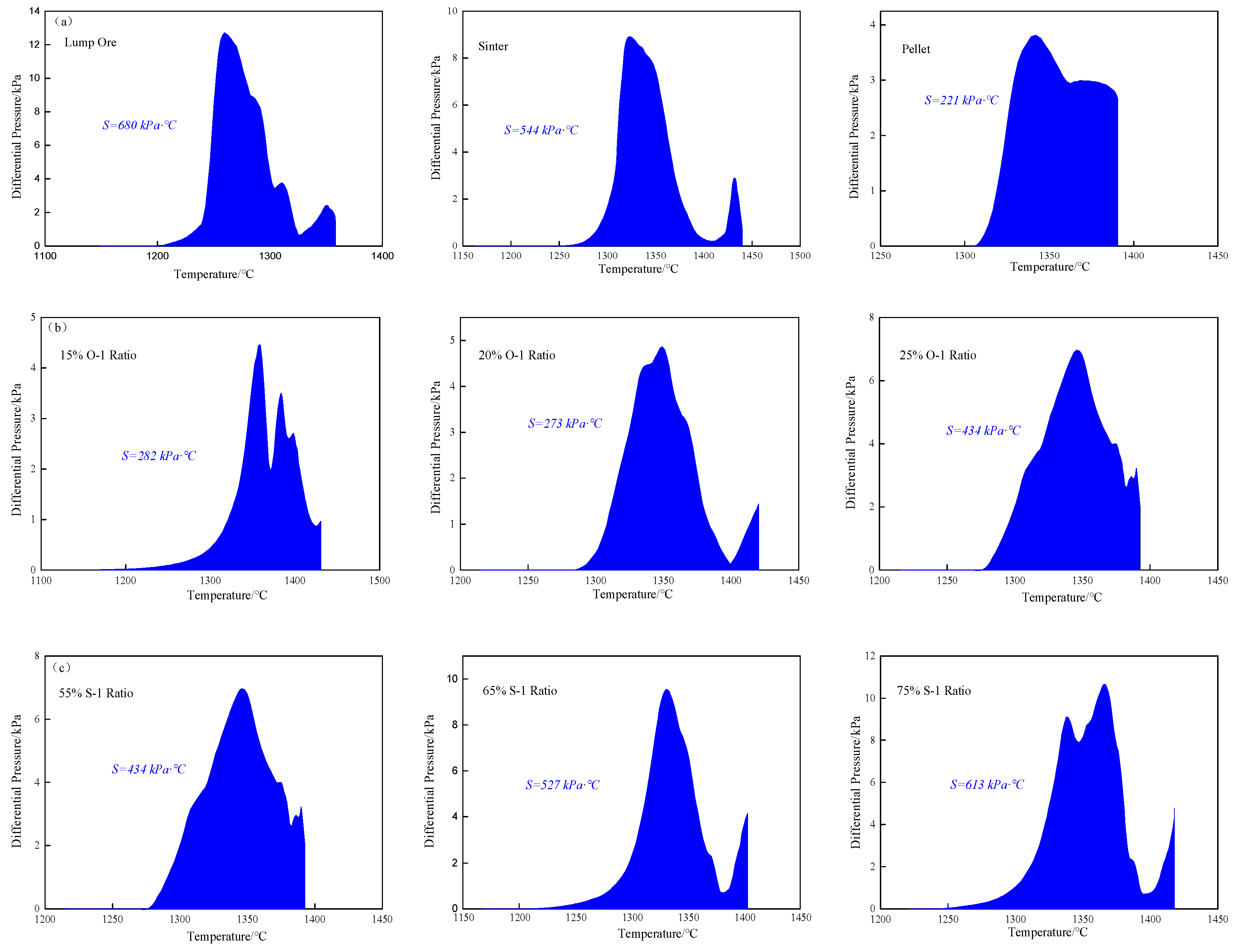
3.1.2. Analysis of the Melting Behaviors
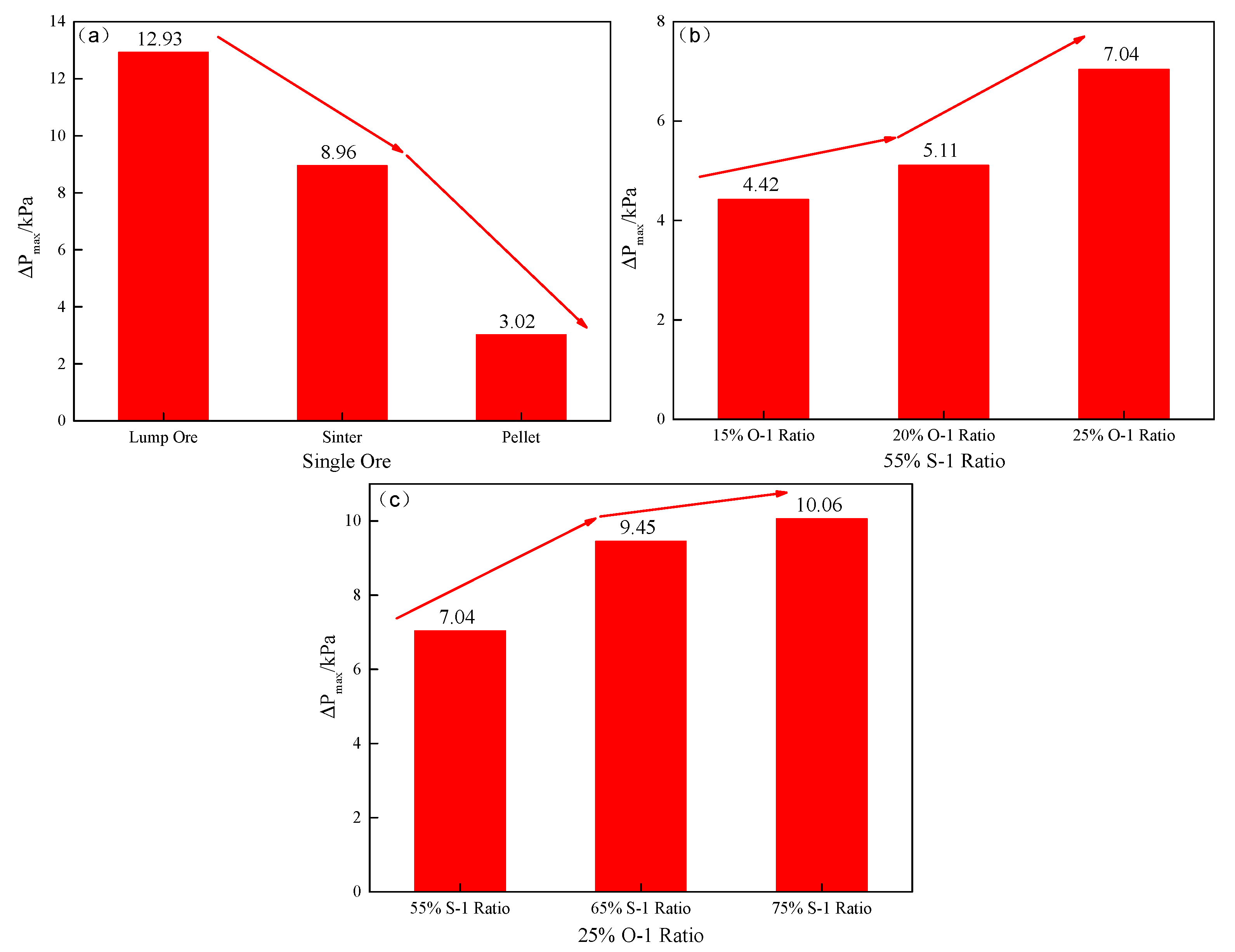
3.1.3. Analysis of the Maximum Pressure Difference
3.1.4. Analysis of the Comprehensive Air Permeability
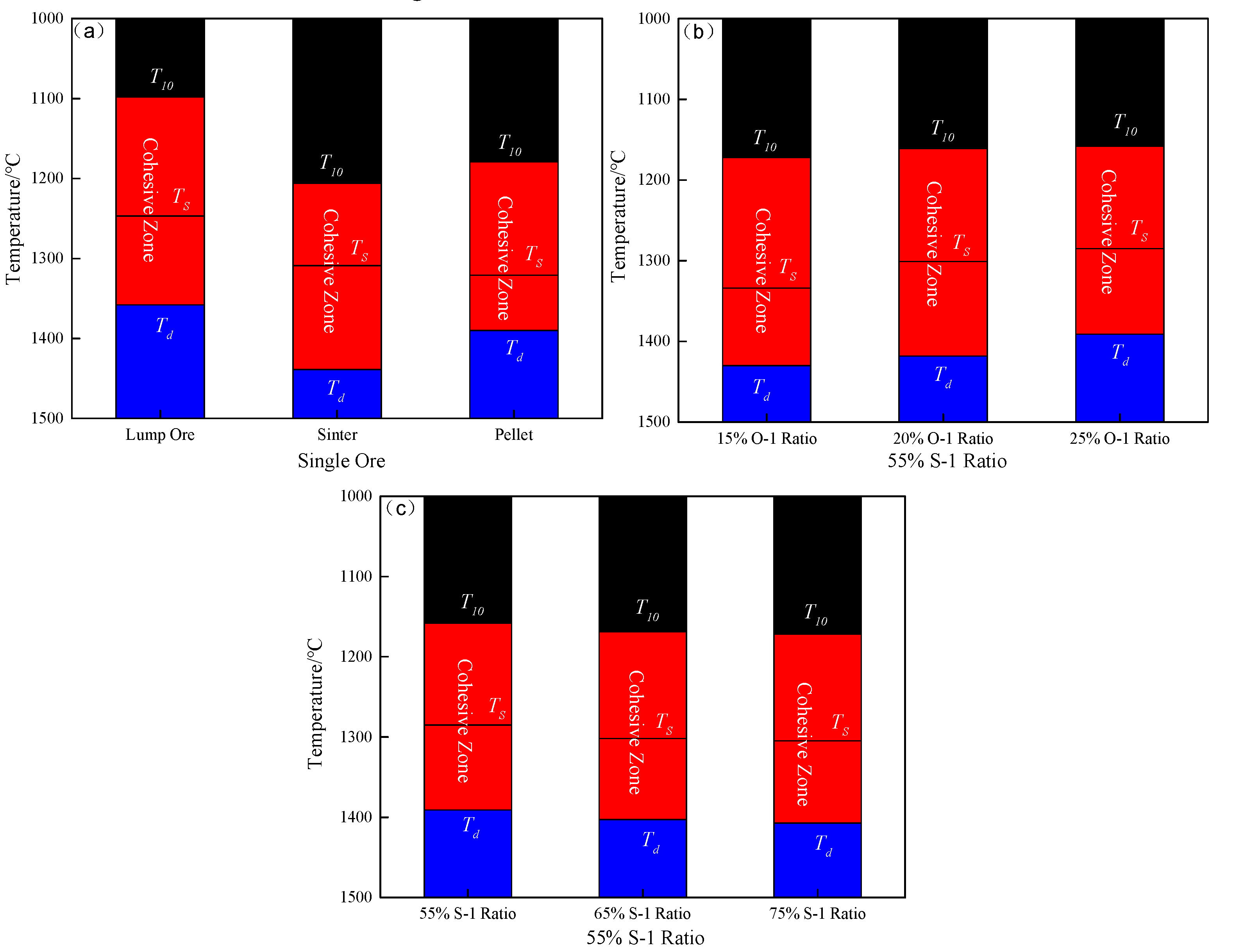
3.1.5. Analysis of the Cohesive Zone Position
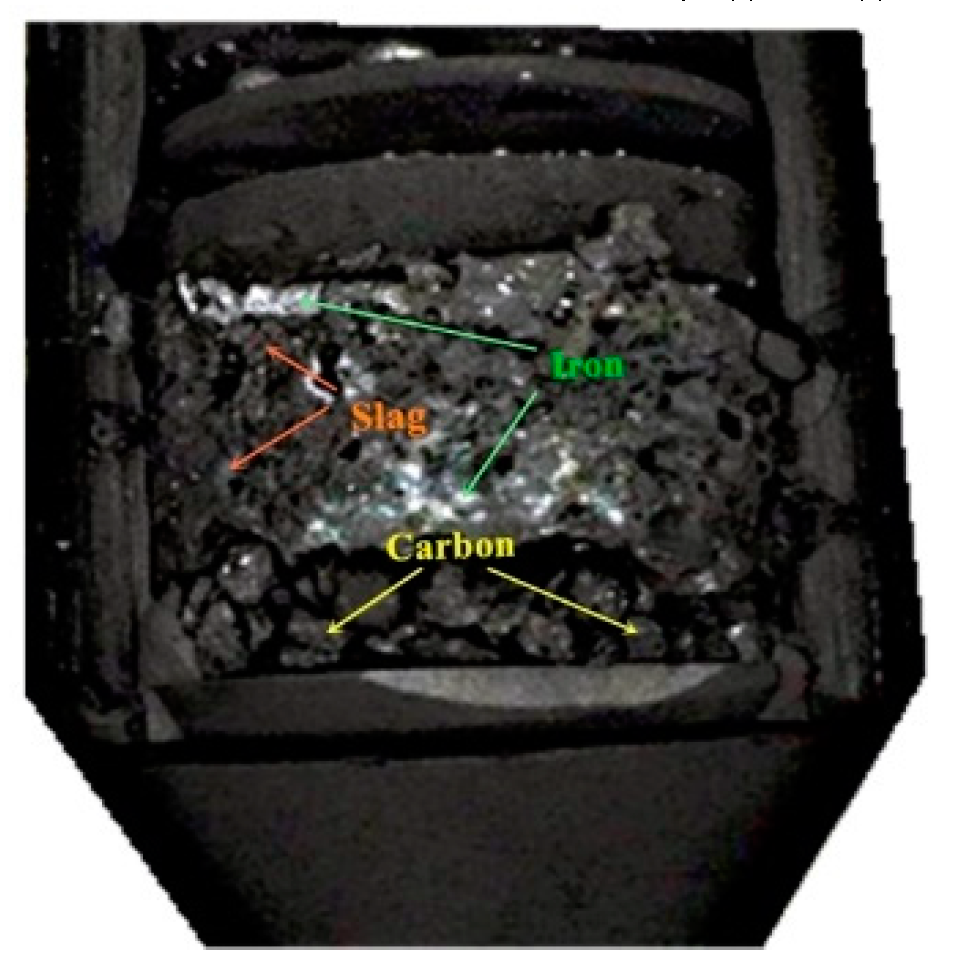
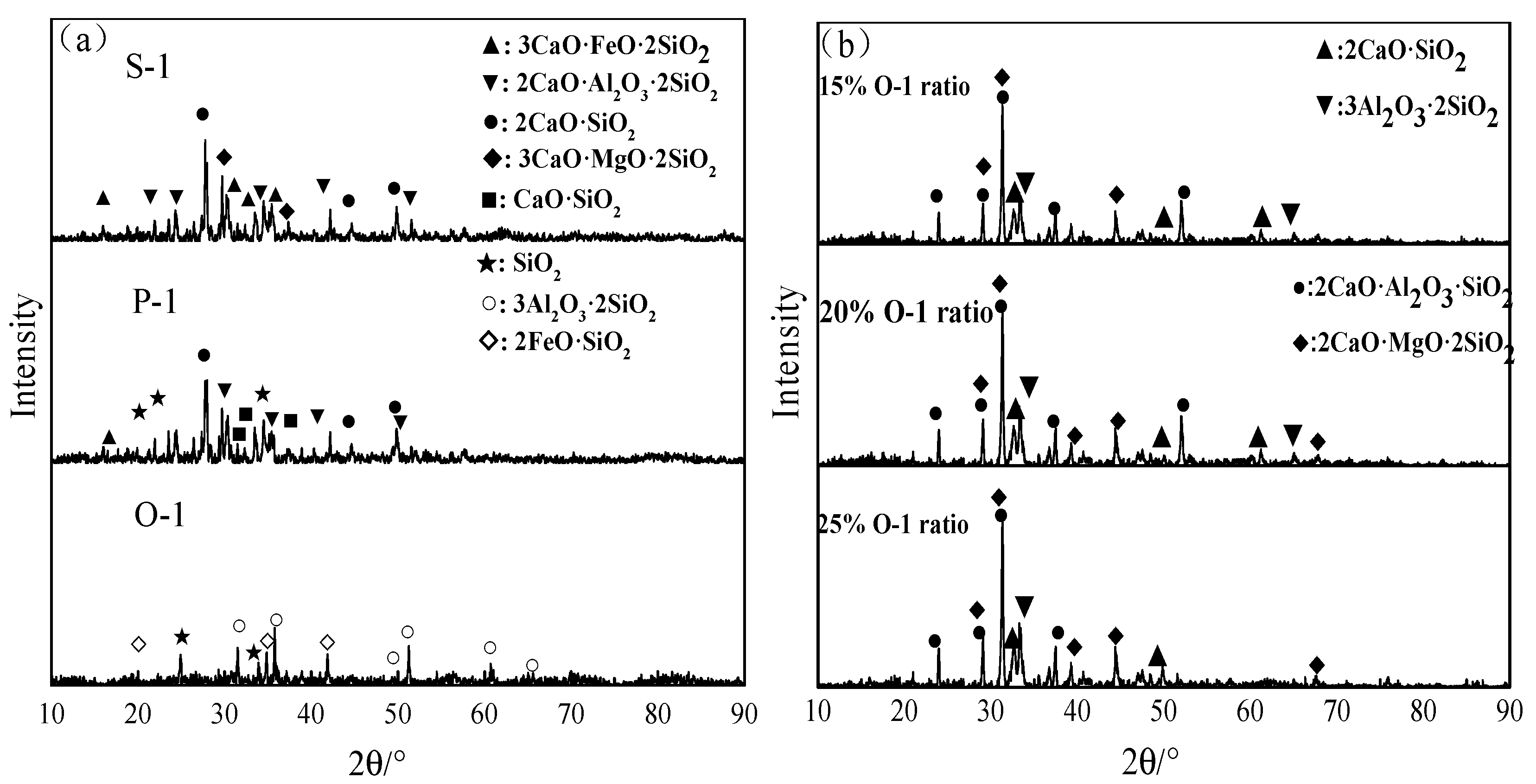
3.2. Analysis of Primary-Slag Formation Behavior of Iron-Bearing Burden after Increasing Lump Ore Ratio
4. Conclusions
- The ore phase of lump ore is more complicated and the primary slag contains a large amount of FeO and SiO2. During the high temperature reduction process, it is easy to produce a large amount of low melting point compounds, resulting in lower softening temperature and melting temperature, thicker cohesive zone, larger maximum pressure difference, poor air permeability and poor melting performance of the primary slag. On the other hand, by being mixed with sinter and pellet, all the properties can be effectively improved.
- With the increase in lump ore ratio, the CaO in the primary slag decreases, and FeO and SiO2 increase, resulting in the decrease in high melting point compounds in the primary slag. The melting temperature of the primary slag sequentially decreases, resulting in the softening temperature and melting temperature being reduced. The cohesive zone moves to the low temperature zone. Meanwhile, the maximum pressure difference increases, and the gas permeability deteriorates.
- Under the condition of high lump ore ratio, increasing the sinter ratio can raise the high melting point compounds produced during the high temperature reduction process, so it can effectively improve the poor softening performance, melting performance and the position and thickness of the cohesive zone. However, due to its own metallurgical properties that easily produce a large amount of powder, which leads to the deterioration of the maximum pressure difference and gas permeability of the burden.
Author Contributions
Funding
Conflicts of Interest
References
- Chakravarty, S.; Bhattacharyya, P.; Chatterjee, S.S.; Singh, B.N. Utilisation of Iron ore Fines in Alternative Iron making processes—An Indian perspective. Nature 2000, 334, 338–340. [Google Scholar]
- Yu, Y.H.; Feng, G.S.; Su, D.X. Measures of decreasing BF fuel consumption and improving sinter performance in guofeng. J. Iron Steel Res. Int. 2008, 15, 9–28. [Google Scholar] [CrossRef]
- An, X.W.; Wang, J.S.; Lan, R.Z.; Han, Y.H.; Xue, Q.G. Softening and Melting Behavior of Mixed Burden for Oxygen BF. J. Iron Steel Res. Int. 2013, 20, 11–16. [Google Scholar] [CrossRef]
- Kawamura, K.; Shui, V.H. Pilot plant experience in electron-beam treatment of iron-ore sintering flue gas and its application to coal boiler flue gas cleanup. Radiat. Physics Chem. 1984, 24, 117–127. [Google Scholar] [CrossRef]
- Lu, W.K. The Search for an Economical and Environmentally Friendly Ironmaking Process. Metall. Mater. Trans. B 2001, 32B, 757–762. [Google Scholar] [CrossRef]
- Prakash, S. Non-isothermal kinetics of iron-ore reduction. Ironmak. Steelmak. 1994, 21, 237–243. [Google Scholar]
- Ellis, B.G.; Loo, C.E.; Witchard, D. Effect of ore properties on sinter bed permeability and strength. Ironmak. Steelmak. 2007, 34, 99–108. [Google Scholar] [CrossRef]
- Nagahiro, K.; Okazaki, T.; Nishino, M. Activities and technologies for environmental protection at Nippon Steel: A perspective. Ironmak. Steelmak. 2005, 32, 227–234. [Google Scholar] [CrossRef]
- Zhang, S.; Xue, X.; Liu, X.; Duan, P.; Yang, H.; Jiang, T.; Wang, D.; Liu, R. Current situation and comprehensive utilization of iron ore tailing resources. J. Min. Sci. 2006, 42, 403–408. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, H.; Zhou, M.; Zhai, L.W.; Zhang, H.; Xu, L.B. Rational burden structure of BF based on softening and melting property. Iron Steel 2016, 51, 11–15. [Google Scholar]
- Wu, S.; Han, H.; Liu, X.; Wang, H.; Xue, F. Erratum to: Highly effective use of Australian Pilbara blend lump ore in a BF. Revue Métallurgie 2010, 107, 187–193. [Google Scholar] [CrossRef]
- Wu, S.; Han, H.; Xu, H.; Wang, H.; Liu, X. Increasing lump ores ratio in BF based on the high-temperature interactivity of iron bearing materials. ISIJ Int. 2010, 50, 686. [Google Scholar] [CrossRef] [Green Version]
- Wu, S.L.; Xu, H.F.; Tian, Y.Q. Evaluation of lump ores for use in modern BFs as part of mixed burden practice. Ironmak. Steelmak. 2009, 36, 19–23. [Google Scholar] [CrossRef]
- Tao, J.; Yang, G.Q.; Zhang, J.L.; Shao, J.G.; Fu, Y.D.; Wan, D. Effect of Mixed Charge of Ore and Lump Coal on the Softening-Melting Property of the Burden; John Wiley & Sons: Hoboken, NJ, USA, 2013. [Google Scholar]
- Li, X.; Zhang, J.; Su, B.; Yao, C.; Liu, X.; Zhang, C. Performance evaluation of lump ores for BF based on principal component analysis. J. Cent. South Univ. Sci. Technol. 2016, 47, 2943–2950. [Google Scholar]
- Wang, X.Z.; Zhang, J.L.; Liu, Z.J.; Liu, X.L.; Wang, R.R.; Xu, Z.T. Influence of lump ore on metallurgical properties of BF burden. Research Iron Steel 2017, 5, 4–8. [Google Scholar]
- Nishimura, T.; Higuchi, K.; Naito, M.; Kunitomo, K. Evaluation of Softening, Shrinking and Melting Reduction Behavior of Raw Materials for BF. ISIJ Int. 2011, 51, 1316. [Google Scholar] [CrossRef] [Green Version]
- Stefania, G.; Elżbieta, J.R. The influence of small particle on the fluidity of BF slag cement paste containing superplasticizers. Constr. Build. Mater. 2011, 26, 411–415. [Google Scholar]
- Gan, L.; Zhang, C.; Zhou, J.; Shangguan, F. Continuous cooling crystallization kinetics of a molten BF slag. J. Non Cryst. Solids 2012, 358, 20–24. [Google Scholar] [CrossRef]
- Kim, J.R.; Lee, Y.S.; Min, D.J.; Jung, S.M.; Yi, S.H. Influence of MgO and Al2O3 contents on viscosity of BF type slags containing FeO. ISIJ Int. 2004, 44, 1291–1297. [Google Scholar] [CrossRef]
- Tang, X.L.; Zhang, Z.T.; Guo, M.; Zhang, M.; Wang, X.D. Viscosities Behavior of CaO-SiO2-MgO-Al2O3 Slag with Low Mass Ratio of CaO to SiO2 and Wide Range of Al2O3 Content. J. Iron Steel Res. Int. 2011, 18, 1–17. [Google Scholar] [CrossRef]
- Lee, Y.S.; Min, D.J.; Jung, S.M.; Yi, S.H. Influence of Basicity and FeO Content on Viscosity of BF Type Slags Containing FeO. ISIJ Int. 2004, 44, 1283. [Google Scholar] [CrossRef] [Green Version]
- Kumar, S.; Kumar, R.; Mehrotra, S.P. Influence of granulated BF slag on the reaction, structure and properties of fly ash based geopolymer. J. Mater. Sci. 2010, 45, 607–615. [Google Scholar] [CrossRef]
- Wu, S.L.; Huang, W.; Kou, M.Y.; Liu, X.L.; Du, K.P.; Zhang, K.F. Influence of Al2O3 Content on Liquid Phase Ratio and Fluidity of Primary-slag and Final Slag in BF. Steel Res. Int. 2015, 86, 550–556. [Google Scholar] [CrossRef]
- Zhang, J. Coexistence Theory of Slag Structure and Its Application to Calculation of Oxidizing Capability of Slag Melts. J. Iron Steel Res. Int. 2003, 10, 1–10. [Google Scholar]
- Di, H.; He, Z.-J.; Yan, L.-J.; Qiu, S.; Zhan, W.-L.; Zhang, J.-H. Metallurgical property of mixed burden based on a large scale iron ore droplet testing equipment. Iron Steel 2018, 53, 90–94. [Google Scholar]
- Wang, F.J.; Lyu, Q.; Chen, S.J.; Liu, R.; Li, F.M. Research on influence of basicity on dropping performance of vanadium-titanium burden. Iron Steel Vanadium Titan. 2015, 36, 92–96. [Google Scholar]
- Li, F.G.; Qi, C.L.; Wang, Y. Influence of FeO on soften-melting properties of primary slag under different slag basicity. Iron Steel 2018, 53, 20–26. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | FeT | FeO | SiO2 | CaO | Al2O3 | MgO | TiO2 | MnO | S |
|---|---|---|---|---|---|---|---|---|---|
| S-1 | 58.51 | 9.32 | 4.84 | 9.05 | 1.68 | 1.48 | 0.10 | 0.23 | 0.01 |
| P-1 | 66.54 | 0.31 | 2.03 | 1.48 | 0.58 | 0.17 | 0.04 | 0.13 | 0.02 |
| O-1 | 63.38 | 0.48 | 3.14 | 0.04 | 1.25 | 0.06 | 0.14 | 0.18 | 0.02 |
| Scheme | S-1 Ratio | P-1 Ratio | O-1 Ratio | Basicity |
|---|---|---|---|---|
| 1 | 100 | 0 | 0 | 1.87 |
| 2 | 0 | 100 | 0 | 0.73 |
| 3 | 0 | 0 | 100 | 0.01 |
| 4 | 55 | 30 | 15 | 1.44 |
| 5 | 55 | 25 | 20 | 1.40 |
| 6 | 55 | 20 | 25 | 1.36 |
| 7 | 65 | 10 | 25 | 1.45 |
| 8 | 75 | 0 | 25 | 1.54 |
| Sample | FeO | CaO | SiO2 | Al2O3 | MgO |
|---|---|---|---|---|---|
| 1 | 8.61 | 46.17 | 27.92 | 12.20 | 5.10 |
| 2 | 8.52 | 45.87 | 27.75 | 11.69 | 6.17 |
| 3 | 48.49 | 2.06 | 37.24 | 10.76 | 1.45 |
| 4 | 5.56 | 47.06 | 32.15 | 8.58 | 6.27 |
| 5 | 6.66 | 43.06 | 35.08 | 8.71 | 6.50 |
| 6 | 8.78 | 39.74 | 36.66 | 8.34 | 6.48 |
| Scheme | Deformation Temperature/°C | Softening Temperature/°C | Hemispheric Temperature/°C | Flow Temperature/°C |
|---|---|---|---|---|
| 1 | 1310 | 1367 | 1386 | 1423 |
| 2 | 1185 | 1203 | 1220 | 1235 |
| 3 | 1089 | 1098 | 1107 | 1125 |
| 4 | 1219 | 1313 | 1315 | 1326 |
| 5 | 1205 | 1305 | 1310 | 1328 |
| 6 | 1185 | 1280 | 1286 | 1310 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.-F.; He, Z.-J.; Zhan, W.-L.; Kong, W.-G.; Han, P.; Zhang, J.-H.; Pang, Q.-H. Relationship and Mechanism Analysis of Soft-Melt Dropping Properties and Primary-Slag Formation Behaviors of the Mixed Burden in Increasing Lump Ore Ratio. Metals 2020, 10, 1254. https://0-doi-org.brum.beds.ac.uk/10.3390/met10091254
Li Y-F, He Z-J, Zhan W-L, Kong W-G, Han P, Zhang J-H, Pang Q-H. Relationship and Mechanism Analysis of Soft-Melt Dropping Properties and Primary-Slag Formation Behaviors of the Mixed Burden in Increasing Lump Ore Ratio. Metals. 2020; 10(9):1254. https://0-doi-org.brum.beds.ac.uk/10.3390/met10091254
Chicago/Turabian StyleLi, Yun-Fei, Zhi-Jun He, Wen-Long Zhan, Wei-Guo Kong, Peng Han, Jun-Hong Zhang, and Qing-Hai Pang. 2020. "Relationship and Mechanism Analysis of Soft-Melt Dropping Properties and Primary-Slag Formation Behaviors of the Mixed Burden in Increasing Lump Ore Ratio" Metals 10, no. 9: 1254. https://0-doi-org.brum.beds.ac.uk/10.3390/met10091254