Application of Type-2 Fuzzy AHP-ARAS for Selecting Optimal WEDM Parameters
by
 , , and
, , and
Binayak Sen
1, 
Syed Abou Iltaf Hussain
1,
Archisman Das Gupta
1,
Munish Kumar Gupta
2,3,
Danil Yurievich Pimenov
3,* and
and
Tadeusz Mikołajczyk
4
1
Department of Production Engineering, National Institute of Technology, Agartala 799046, India
2
Key Laboratory of High Efficiency and Clean Mechanical Manufacture, Ministry of Education, School of Mechanical Engineering, Shandong University, Jinan 250061, China
3
Department of Automated Mechanical Engineering, South Ural State University, Lenin Prosp. 76, 454080 Chelyabinsk, Russia
4
Department of Production Engineering, UTP University of Science and Technology, Al. prof. S. Kaliskiego 7, 85-796 Bydgoszcz, Poland
*
Author to whom correspondence should be addressed.
Metals 2021, 11(1), 42; https://0-doi-org.brum.beds.ac.uk/10.3390/met11010042
Submission received: 3 December 2020
/
Revised: 22 December 2020
/
Accepted: 24 December 2020
/
Published: 27 December 2020
(This article belongs to the Special Issue Optimization and Analysis of Metal Cutting Processes)
Abstract
:Machining of the nickel-based alloy is very demanding due to its extreme mechanical properties, for example, higher fatigue strength, better corrosion and creep resistance feature, substantial work hardening capability, and appreciable tensile and shear strength. Owing to these properties, the selection of machining parameters is a major challenge for modern machining industries. Therefore, the present experimental work is carried out to select the best parametric combination of the wire electrical discharge machining (WEDM) machine for reducing machining cost and human effort. The Trapezoidal Interval Type-2 fuzzy number (T2FS) integrated Analytical Hierarchy Process (AHP)-based Additive Ratio Assessment (ARAS) method is used for selecting the best WEDM process parameters of Inconel-800 superalloy. Finally, the results were compared with some existing multi-criteria decision-making methods to confirm the validity of the adopted method. The comparison shows that Type-2 Fuzzy AHP-ARAS synergy can help to formulate the problem and facilitate the assessment and ranking of WEDM process parameters when multiple criteria are jointly considered.
1. Introduction
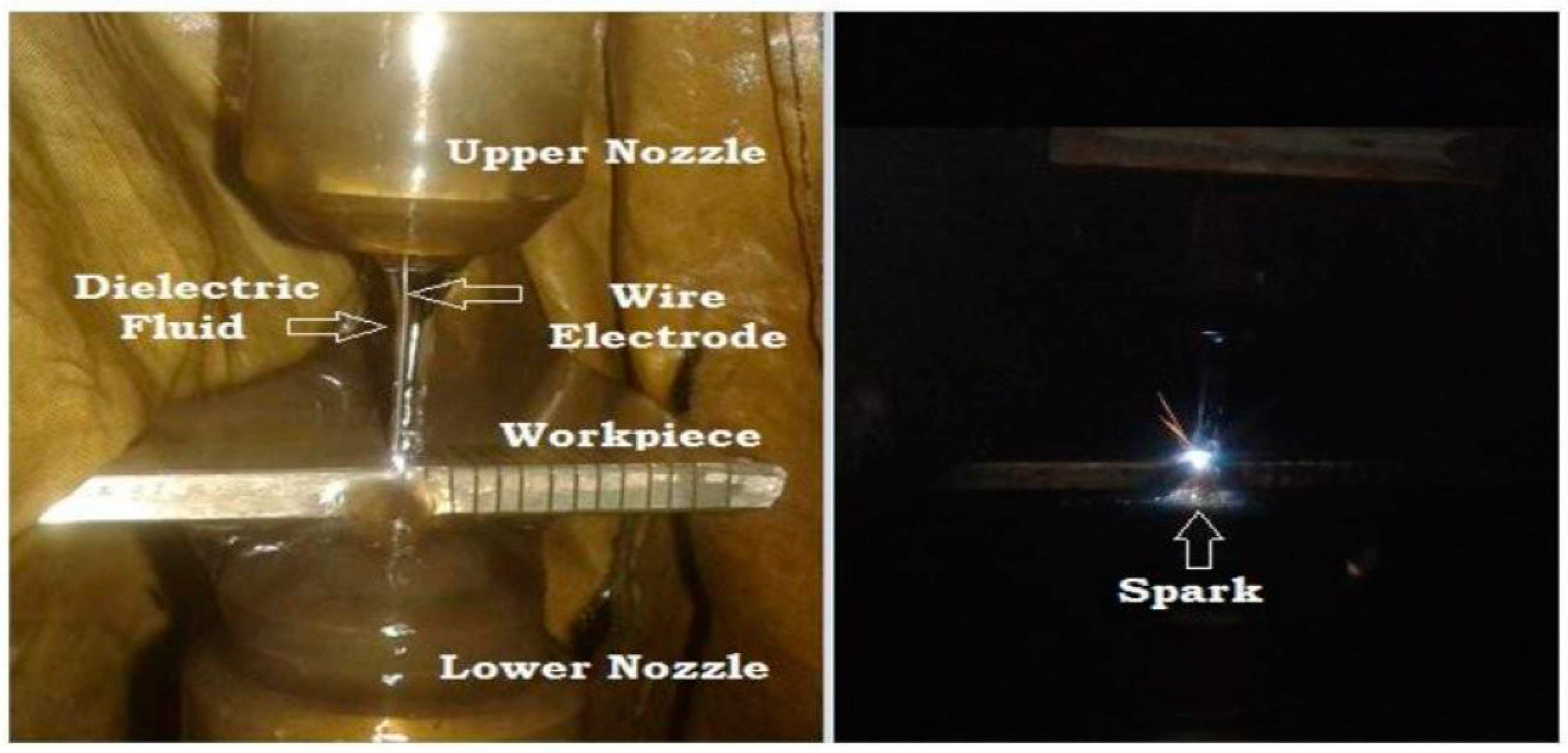
Owing to their extreme mechanical properties, for instance high strength and creep-corrosion resistance, chromium-nickel-based alloys possess very dull machinability [1,2]. However, these alloys are useful in the aerospace, aviation and nuclear industries, where the elevated temperature is the primary concern [3,4,5]. Moreover, electric discharge machining (EDM) is a process of repetitive sparking cycles. A series of electrical pulses generated by the pulse generator unit is applied between the workpiece and the traveling wire electrode. In the event of spark discharge, there is a flow of current across the wire electrode–workpiece gap. The energy content of a single spark discharge can be expressed as a product of pulse on time with the peak current. The energy contained in a tiny spark discharge removes a fraction of workpiece material. A large number of such time-spaced tiny discharges between the workpiece and wire electrode causes the electro-erosion of the workpiece material. Primarily, electric discharge machining exists in the form of die-sinking machines and in the 1960s, the wire electrode cut type of machines were developed for the purpose of making tools (dies) from hardened steel. In fact, wire electrical discharge machining is a technological advancement in non-traditional machining processes, where traveling wear removes the materials from the workpiece. This non-conventional machining is very useful to cut electrically conductive materials by using an electro-thermal mechanism [6,7,8]. The application of the WEDM process creates new possibilities in the rapid manufacturing of form tools from cemented carbides [9]. This replaces the traditional shaping of these tools by grinding. As the dielectric fluid used during machining is ionized between the gap of wire and workpiece material, a path has been created for each discharge. In fact, several discharges in the wire-workpiece region are responsible for the material cutting operation [10]. With each discharge, a high temperature was generated, and the workpiece is get melted. Finally, particles were removed by the flushing of dielectric fluids [11,12,13,14].
The optimal parametric selection of any machining process is a vital issue. The wire-cut machining is poised with various conflicting functions. Therefore, several compromise solutions may be generated, which are mathematically incomparable. Thus, it has become a challenge for researchers to determine the best parametric conditions, as the WEDM deals which various input and response parameters. Multi-criteria decision-making approaches can be a viable option to deduce the optimal set of WEDM parameters. Machining parameter selection is also a decision-making problem and can be influenced by uncertainty. Thus, the implementation of fuzzy theory can be the best tool for dealing with decision-based uncertainty. Moreover, to tackle the uncertainty of the real world, T2F sets have been the most widely used technique in recent studies. Thus, in the present study, ARAS amalgamated T2F logic is applied to select the optimum parametric combination and resolve the uncertainty. The credit of integrating T2FS with AHP belongs to Uçal Sarı et al. (2013) [15], who also applied the integrated approach for selecting a warehouse. Abdullah and Najib (2014) [16] suggested a scale based on Chen and Lee (2010) [17] for its use in AHP-IT2FS. Kahraman et al. (2014) [18] suggested an AHP based IT2FS whose result was compared with that of the Buckley’s type-1 and type-2 fuzzy AHP method. Kiliç and Kaya (2015) [19] applied a hybridized mathematical model of T2F-AHP and T2F-TOPSIS to evaluate investment projects in Turkey. Yazici and Kahraman (2015) [20] proposed an IT2FS-based VIKOR technique, which was used by Ghorabaee (2015) [21] for robot selection. Ghorabaee et al. (2014) [22] developed another IT2FS-based COPRAS model for ranking of the alternatives. Chen (2014) [23] and Chen (2014) [24]’s outranking methods ELECTRE and PROMETHEE were hybridized with IT2FSs. The result obtained from the proposed method in [25] was compared with the result obtained from Hatami-Marbini and Tavana, (2011) [26] and Chen et al. (2006) [27]. Hosseini and Tarokh (2011) [28] extended the DEMATEL method with IT2FS to find the criteria-weight based on a linguistic variable. In recent times, T2FSs has been widely used to deal effectively with uncertainty. The amalgamation of T2FS with the MCDM method is becoming a major flare in decision making. Zhou et al. (2016) [29] applied a novel approach by coupling the T2FS and factor space approach with MCDM. According to Sukhveer Singh and Harish Garg (2016) [30], the decision-makers encounter a problem regarding preferences of objectives. They observed that the concept of Type-2 Intuitionistic Fuzzy Sets (T2IFS) was favorable over the general T2FS. Finally, they developed distance measures based on the T2IFS decision-making method. AbitBalin (2017) [31] integrated T2FS with the VIKOR method for selecting the auxiliary system of a ship’s main diesel engine. Abdullah et al. (2017) [32] amalgamated IT2FSs and Simple Additive Weighting (SAW) for allocating a preferable ambulance location. Gong et al. (2016) [33] developed a model based on a Bonferroni mean operator and the possibility degree to solve the MCDM problem. To deal effectively and efficiently with uncertainty, T2FS was used in the method. Runkler et al. (2016) [34] studied the role of IT2FS in uplifting decision making. They also extended Bellman and Zadeh’s [35] concept that decision making is based on goals and constraints to IT2FS.
Furthermore, the ARAS method was introduced by Zavadskas and Turksis (2010) [36], in which it was used for the evaluated microclimate in office rooms. Tupenaite (2010) [37] assessed the renovation projects by ARAS and compared the results with SAW, TOPSIS and COPRAS. Bakshi and Sarkar (2011) [38] used the ARAS method for the selection of optical fiber for the telecommunication sector. Balzentiset. al. (2012) [39] integrated uncertainty with the ARAS method for economic sector evaluation. The result thus obtained was compared with some entrenched uncertainty based MCDM methods like fuzzy TOPSIS and Fuzzy VIKOR. Chatterjee and Bose (2013) [40] developed a hybrid fuzzy-based ARAS method for ranking the vendors for a wind farm, which was used the following year by Barak et al. (2014) [25] for the selection of hydraulic fracturing treatment. However, from the above literature review, it was manifested that very few manuscripts were published on the hybrid type-2 Fuzzy-ARAS approach in the manufacturing domain. Therefore, the objective of the current study is to develop a Fuzzy coupled MCDM approach for the problem in question. The results of this developed method are equated with some prevailing methods to report the validity of T2F-AHP-ARAS.
The selection of the optimal values of different process parameters of WEDM is very important for enhancing machining performances. Several mathematical approaches, such as gray relational analysis, Pareto optimality, desirability function, simulated annealing, etc., have already been successfully implemented by researchers. However, most of the time, the researchers have found sub-optimal solutions. Thus, an ideal backdrop was created to explore the efficacy of an integrated Fuzzy coupled MCDM model to minimize the ambiguity and uncertainty of the criteria weights. The quality of the developed model will be enhanced when type-2 Fuzzy logic is coupled with a prominent ARAS model. Whereas type-2 Fuzzy logic handled the uncertainties in the values of the membership function, ARAS obtained the best possible solution. Thus, in the present study, a mathematical endeavor was undertaken to select the optimal parametric combination of the WEDM machine.
2. Materials and Methods
Materials and Measuring Equipment
The cutting operation was carried out on a WEDM machine (ELPULS-40 A DLX). Taguchi’s L18 orthogonal array was used as the design of the experiments. A 0.25-mm thick brass wire was used for cutting. De-ionized water was used as a di-electric fluid. Commercially available Inconel 800 was used as a workpiece. The variable WEDM parameters were selected after an extensive literature review and are shown in Table 1; the values of fixed machining parameters are shown in Table 2. Furthermore, the surface roughness of the cutting zone was measured by a 3D profilometer. Cutting time was measured by a digital stopwatch. The MRR (gm/min) is calculated by utilizing Equation (1). The width of kerf (mm) was observed with an optical microscope. To find out the power consumption (kWh) during the cutting, Equation (2) is used. Finally, for observing the load power, a 3 Ø wattmeter was coupled to a transformer. Figure 1 shows the spark event on WEDM during the metal cutting operation.
3. Preliminaries
This section gives a brief description of the key concepts related to the T2FS and the ARAS method is given.
3.1. Fuzzy Sets
In the universe of discourse , is termed as fuzzy sets , if it is typified by membership value that maps every element of to a real-valued number in .
where denotes the membership value of .
3.2. Type-2 Fuzzy Sets
In the simplest language, the T2FS can be defined as the blurriness of T1F membership functions [41]. If is a T2FS on the universal discourse of then it is defined as follows:
where represent the secondary membership grade such that can be conveyed as
3.3. Interval Type-2 Fuzzy Sets
IT2FS is a special case of T2FS. For the condition , then the T2FS is called IT2FS [42]. The IT2FS can be described as follows:
3.4. Footprint of Uncertainty
The footprint of uncertainty (FOU) [43] can be defined as the two-dimensional support of the secondary membership grade. It is the union of all primary membership grades. FOU is often described by upper membership function and lower membership function where and are T1FS.
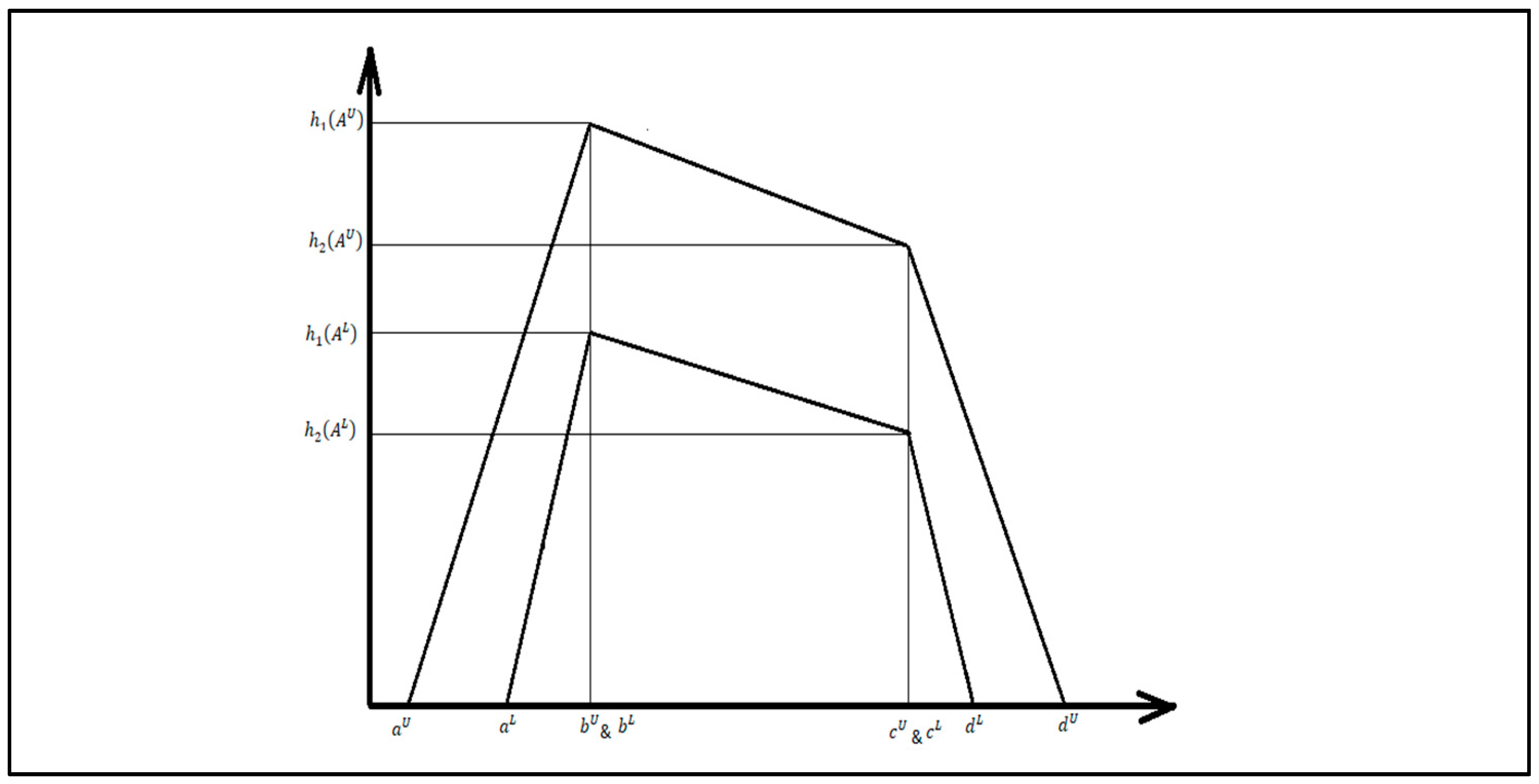
3.5. Trapezoidal Interval Type-2 Fuzzy Number
3.6. Operations of TrI2N
Addition
Subtraction
Multiplication
Inverse
Division
3.7. Ranking of TrI2N
Previous authors have developed a ranking algorithm for T2FS, which is utilized to develop an extension of the fuzzy TOPSIS method [44]. Further, in [17], the extended fuzzy TOPSIS method was applied in a decision-making approach whereby the alternatives are assessed in the form of linguistic terms on the basis of the criteria. The ranking of a TrI2N
is the difference of the basic ranking score and the average of the standard deviation of the . The basic ranking score of is denoted by which is calculated as follows:
where
The average of the standard deviation of is denoted by which is calculated as follows:
where
The rank of is calculated as follows:
4. Proposed TrI2N Analytical Hierarchy Process (AHP) Integrated ARAS Method
Selecting the best WEDM parameters settings on the basis of the performance measures is a case of multi-criteria decision making (MCDM). The performance parameters based on which the decision is taken are called criteria. The degree to which a criterion influences the section of the best WEDM parameters is termed the weightage of the criteria [45]. Computation of the criteria weights is done by applying the fuzzy integrated analytical hierarchy process (AHP). The proposed ranking method is the integration of the AHP and ARAS method. Conferring to the ARAS method, the profitability function, which is helpful in selecting the decision alternatives, is proportional to the relative effect of values and criteria weights. The weightage of the criteria is the degree to which the criteria affects the final decision. The steps for the proposed algorithm is as follows:
Step 1. Formation of the decision matrix.
The value of the performance measures as obtained from the experimental design forms the decision matrix. The number of designed experiments is the alternatives, and the number of performance measures based on which the decision is to be taken are the criteria. If there are ‘m’ alternatives and ‘n’ criteria, then the decision matrix is represented as
Step 2: Addition of the idle best value in the decision matrix
When the best solution is unknown, for a benefit criterion, the maximum value is always preferred and vice-versa for a non-benefit criterion. The main idea is to create a virtual best alternative with respect to which all other feasible alternatives are compared. The matrix is called the initial decision matrix.
Step 3: Computation of normalized decision matrix
where is the element of the normalized decision matrix. The normalized decision matrix is represented as
Step 4: Computation of weighted normalized decision matrix
Step 5: Computation of weights of the criteria
AHP is an effective as well as efficient decision support system tool that helps to recognize and define a problem in detail. It breaks down the problem into its constituent parts, which are then structured hierarchically. One of the advantages of using AHP is that it allows the decision makers (DM) to subjectively assess the alternatives on the basis of the criteria. Moreover, due to the existence of uncertainty in human psychology, DMs favors assessing the alternatives subjectively. Meanwhile, it is worth pointing out that in order to reach a precise decision, it is crucial to consider the views of more than one decision maker (DM). Decision-making problems which involve more than one DM are called multi-criteria group decision making (MCGDM). The 1–9 scale defined by Saaty to quantify the subjective assessment [46] fails to aggregate the views in a scenario in which decision is taken by a group of DMs [47,48]. With the development of fuzzy sets (FSs), it is applied to quantify the subjective assessment of the criteria. The major advantage of using fuzzy logic for quantifying the subjective assessment is its ability to aggregate the views of different DMs in a group decision-making environment [41]. However, on the basis of the falsificationism concept of Karl Popper [49], Mendel argued that the application of interval type-2 fuzzy sets for quantifying the subjective assessment is more scientifically correct than the application of general fuzzy logic [50,51]. Hence, in this paper, the subjective assessment of the criteria is quantified using interval type-2 fuzzy sets which are then integrated with AHP for computing the weightage of the criteria. The steps applied for computing the weights of any criteria are described below.
Step 5.1: Formation of aggregated pairwise comparison matrix:
For computing the weights, the views of the three decision-makers are integrated. The aggregation of the pairwise comparison matrices is done to incorporate the knowledge of decision makers of different backgrounds. The aggregation is done according to the interval value aggregating operator as discussed in the literature [41], which is done as follows:
where indicates the decision maker’s preference of criterion over criterion. Considering that the aggregated pair-wise comparison matrix is represented by , then
where
The linguistic ratings used by the decision makers for assessing the criteria and their corresponding TrI2N are revealed in Table 3. The aggregated pair-wise comparison matrix formulated according to Equation (20) is demonstrated in Table 4.
Step 5.2: Calculation of column-wise geometric mean
The geometric mean of fuzzy comparison values is calculated as
The column-wise geometric mean of the aggregated pairwise comparison matrix is shown in Table 5.
Step 5.3: Calculation of fuzzified weights
The fuzzified weight is the normalized fuzzy values of the geometric mean of fuzzy comparison values of each criterion.
The fuzzified weights as computed by the Equation (22) is shown in Table 6.
Step 5.4: Computation of the weights of the criteria
The weights of the criteria are computed according to the Equation (23).
The computed weights of the criteria are shown in Table 7.
Step 6: Calculation of the optimality function
Optimality function is the sum of all the weighted normalized values of an alternative for the different criteria, which is computed according to Equation (24).
Step 7: Ordering and Ranking of Alternatives
The alternative with the maximum value of optimality function is the most effective and is ranked the first, and the other alternatives are ranked on the basis of descending value.
5. Results and Discussions
In this section, the result acquired after employing the proposed TrI2N integrated AHP-ARAS method is discussed.
5.1. Computation of the Best Cutting Parameters
A total of 18 experiments were designed, as shown in Table 8, and the result obtained after conducting the experiments, in the form of a decision matrix, are shown in Table 9.
After the formation of the decision matrix, in the next step, the best solution for each criterion is computed and added as the zeroth experiment in the decision matrix to form the initial decision matrix, which is shown in Table 10.
After that, the normalized decision matrix is calculated according to Equation (18). The computed weights of the machining performances are shown in Table 7. Then, the weights are multiplied with the normalized decision elements to form the weighted normalize decision matrix, which is presented in Table 11.
In the next step, the value of the optimality function for every alternative is calculated, conferring to Equation (24). Then, the weightage of the optimality function for each alternative with regard to the zeroth alternative is computed according to Equation (25).
The reason for the comparison between the optimality function for each alternative with the zeroth alternative is that it is considered to be the idle solution. Lastly, alternatives are ranked in descending order of the weightage of the alternatives, except for the zeroth experiment. Table 12 shows the ranking of the alternatives.
5.2. Comparison of Results
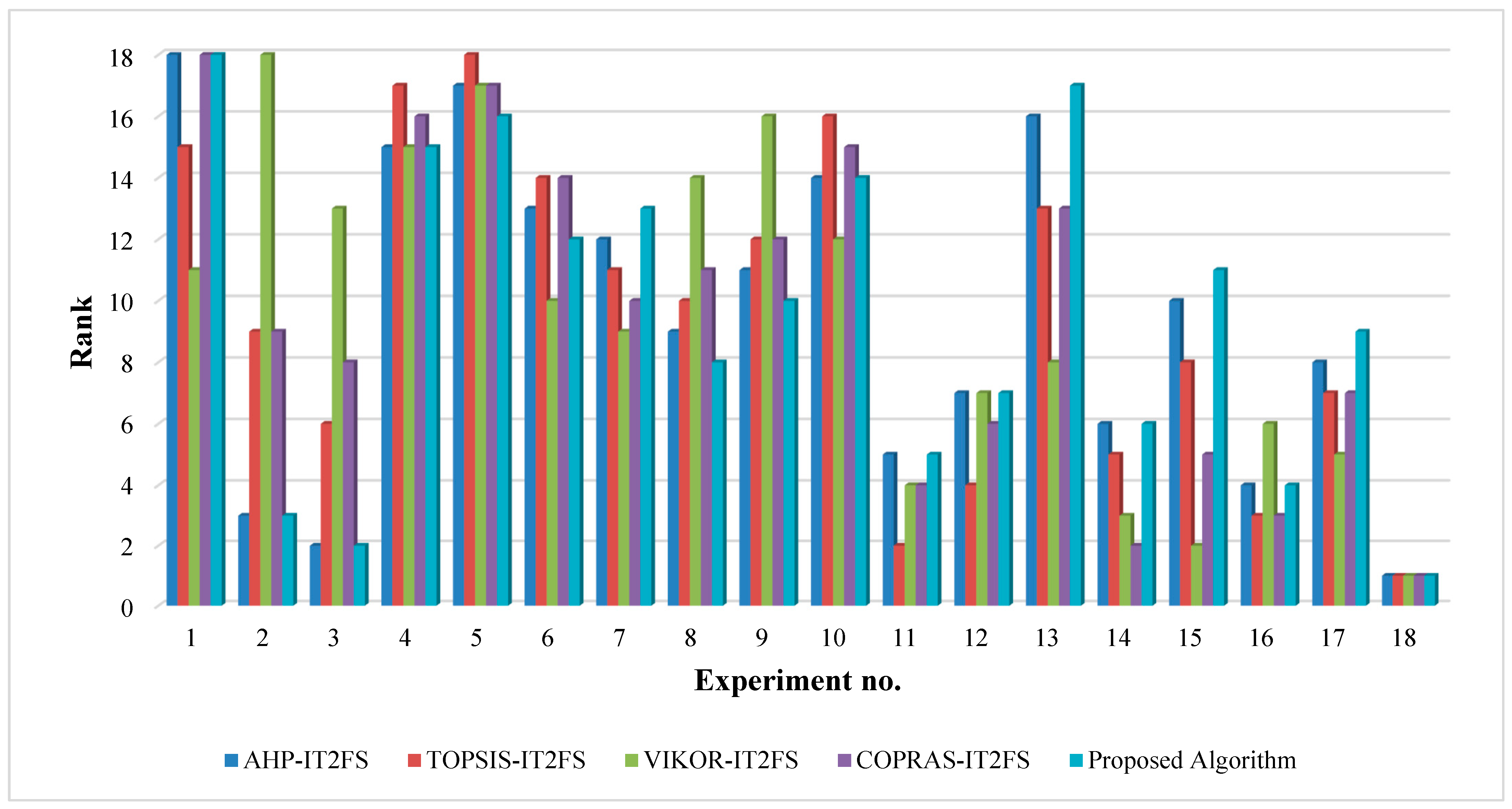
This subsection implements a comparative assessment with other standards to validate the effectiveness and applicability of the projected methods and observe the efficiency of the proposed scale. Although this paper presents the first integrated TrI2N based AHP-ARAS method, there are many entrenched TrI2N-based MCDM approaches. To verify the effectiveness and efficiency of the projected technique as well as scale, the result is compared with the results obtained from [18,19,20,21,22].
It can be observed in Table 13 and Figure 3 that the optimal WEDM parameters for all the entrenched integrated methods and the proposed model are the same, i.e., experiment no. 18. However, the ranks of the remaining experiments by the different methods are different. Hence, we can say that the proposed model, including the scale, is both effective and efficient for finding the optimal parameters.
6. Conclusions
Advancement in the nuclear, aerospace, oil and gas, automotive and marine industries has created a need for material with high material strength and less corrosion. The quest for such a material ended with nickel-based alloys named Inconel-800. Although Inconel-800 has excellent mechanical and chemical properties, its machinability is poor. Hence, the non-traditional machining method is the best and most economical way for machining the Inconel-800 superalloy. Out of all the NTM processes, WEDM is the most widely used machining technique for difficult-to-machine materials because of its capacity to produce jobs with minute accuracy and precision. The contributions and findings drawn from the analysis are as follows:
- To improve the machining endeavor and to reduce machining expenses, optimum machining parameters selection is a crucial concern in the manufacturing domain.
- In this paper, an interval type-2 fuzzy-integrated AHP-ARAS method is proposed. In the method, the best WEDM parameter settings are selected by applying the ARAS ranking method and the weightage of the criteria are computed using the AHP method.
- Based on the concept of falsificationism, application of interval type-2 fuzzy sets for quantifying the subjective assessment is more scientifically correct than the application of general fuzzy logic. Hence, interval type-2 fuzzy numbers are applied for handling the uncertainties associated with the subjective assessment of the criteria.
- The proposed model computed the best WEDM parameter settings for machining Inconel-800 superalloy is pulse-on time = 105 μs, pulse-off time = 57 μs, peak current = 210 A and spark gap voltage = 50 v.
- For validation purposes, the results of the adopted method were extensively compared with some existing methods proposed by the previous researchers from literature [18,19,20,21,22]. The comparison shows that the results of the TrI2N AHP-ARAS approach are reasonably consistent with the other approaches, which shows the applicability of the proposed approach.
Author Contributions
Conceptualization, B.S., S.A.I.H., A.D.G.; Methodology, B.S., S.A.I.H., A.D.G.; Software, B.S., S.A.I.H., A.D.G.; Validation, B.S., S.A.I.H., A.D.G.; Analysis, B.S., S.A.I.H., A.D.G.; Investigation, B.S., S.A.I.H., A.D.G.; Resources, B.S., S.A.I.H., A.D.G.; Data Curation, B.S., S.A.I.H., A.D.G.; Writing-Original Draft Preparation B.S., S.A.I.H., A.D.G., M.K.G., D.Y.P., T.M.; Writing—Review and Editing, B.S., S.A.I.H., A.D.G., M.K.G., D.Y.P., T.M.; Visualization, B.S., S.A.I.H., A.D.G.; Supervision, B.S., M.K.G., D.Y.P., T.M.; Project Administration, B.S., M.K.G., D.Y.P.; Funding Acquisition, M.K.G., D.Y.P., T.M. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Not applicable.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Gupta, M.K.; Mia, M.; Pruncu, C.I.; Kapłonek, W.; Nadolny, K.; Patra, K.; Mikolajczyk, T.; Pimenov, D.Y.; Sarikaya, M.; Sharma, V.S. Parametric optimization and process capability analysis for machining of nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2019, 102, 3995–4009. [Google Scholar] [CrossRef] [Green Version]
- Gupta, M.K.; Song, Q.; Liu, Z.; Sarikaya, M.; Jamil, M.; Mia, M.; Singla, A.K.; Khan, A.M.; Khanna, N.; Pimenov, D.Y. Environment and economic burden of sustainable cooling/lubrication methods in machining of Inconel-800. J. Clean. Prod. 2020, 125074, in press. [Google Scholar] [CrossRef]
- Obikawa, T.; Kamata, Y.; Asano, Y.; Nakayama, K.; Otieno, A.W. Micro-liter lubrication machining of Inconel 718. Int. J. Mach. Tools Manuf. 2008, 48, 1605–1612. [Google Scholar] [CrossRef]
- Ezugwu, E.O.; Fadare, D.A.; Bonney, J.; Silva, R.B.; Sales, W.F. Modelling the correlation between cutting and process parameters in high-speed machining of Inconel 718 alloy using an artificial neural network. Int. J. Mach. Tools Manuf. 2005, 45, 1375–1385. [Google Scholar] [CrossRef]
- Dudzinski, D.; Devillez, A. A review of developments towards dry and high speed machining of Inconel 718 alloy. Int. J. Mach. Tools Manuf. 2004, 44, 439–456. [Google Scholar] [CrossRef]
- Coelho, R.T.; Silva, L.R.; Braghini, A.; Bezerra, A.A. Some effects of cutting edge preparation and geometric modifications when turning Inconel 718 (TM) at high cutting speeds. J. Mater. Process. Technol. 2004, 148, 147–153. [Google Scholar] [CrossRef]
- Narutaki, N.; Yamane, Y. High speed machining of Inconel 718 with ceramic tools. Ann. CIRP 1993, 42, 103–106. [Google Scholar] [CrossRef]
- Sen, B.; Mandal, U.K.; Mondal, S. Advancement of an intelligent system based on ANFIS for predicting machining performance parameters of Inconel 690—A perspective of metaheuristic approach. Measurement 2017, 109, 9–17. [Google Scholar] [CrossRef]
- Mikolajczyk, T. Analyse of Possibility of Form Tools Manufacturing Using Wire Cutting EDM. Appl. Mech. Mater. 2014, 656, 200–205. [Google Scholar] [CrossRef]
- Aggarwal, V.; Pruncu, C.I.; Singh, J.; Sharma, S.; Pimenov, D.Y. Empirical Investigations during WEDM of Ni-27Cu-3.15Al-2Fe-1.5Mn Based Superalloy for High Temperature Corrosion Resistance Applications. Materials 2020, 13, 3470. [Google Scholar] [CrossRef]
- Guitrau, E. The EDM Handbook; Hanser Gardner Publications: Cincinnati, OH, USA, 1997. [Google Scholar]
- Mohri, N.; Fukuzawa, Y.; Tani, T. Some considerations to machining characteristics of insulating ceramics towards practical use in industry. Ann. CIRP 2002, 51, 112–116. [Google Scholar] [CrossRef]
- Qu, J.; Shih, A.; Scattergood, R. Development of the cylindrical wire electrical discharge machining process. part 1. concept, design, and material removal rate. Trans. ASME 2002, 124, 702–707. [Google Scholar] [CrossRef]
- Yeo, S.; Yap, G. A feasibility study on the micro electro-discharge machining process for photo mask fabrication. Int. J. Adv. Manuf. Technol 2001, 18, 7–11. [Google Scholar] [CrossRef]
- Uçal Sarı, I.; Öztayşi, B.; Kahraman, C. Fuzzy Analytic Hierarchy Process Using Type-2 Fuzzy Sets: An Application to Warehouse Location Selection. In Multicriteria Decision Aid and Artificial Intelligence; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2013; pp. 285–308. [Google Scholar]
- Abdullah, L.; Najib, L. A new type-2 fuzzy set of linguistic variables for the fuzzy analytic hierarchy process. Expert Syst. Appl. 2014, 41, 3297–3305. [Google Scholar] [CrossRef]
- Chen, S.M.; Lee, L.W. Fuzzy multiple attributes group decision-making based on the interval type-2 TOPSIS method. Expert Syst. Appl. 2010, 37, 2790–2798. [Google Scholar] [CrossRef]
- Kahraman, C.; Oztaysi, B.; Sarı, I.; Turanoglu, E. Fuzzy analytic hierarchy process with interval type-2 fuzzy sets. Knowl.-Based Syst. 2014, 59, 48–57. [Google Scholar] [CrossRef]
- Kiliç, M.; Kaya, İ. Investment project evaluation by a decision making methodology based on type-2 fuzzy sets. Appl. Soft Comput. 2015, 27, 399–410. [Google Scholar] [CrossRef]
- Yazici, İ.; Kahraman, C. VIKOR method using interval type two fuzzy sets. J. Intell. Fuzzy Syst. 2015. [Google Scholar] [CrossRef]
- Ghorabaee, M.K. Developing an MCDM method for robot selection with interval type-2 fuzzy sets. Robot. Comput. -Integr. Manuf. 2016, 37, 221–232. [Google Scholar] [CrossRef]
- Ghorabaee, M.K.; Amiri, M.; Sadaghiani, J.S.; Goodarzi, G.H. Multiple criteria groupdecision-making for supplier selection based on COPRAS method with interval type-2 fuzzy sets. Int. J. Adv. Manuf. Technol. 2014, 75, 1115–1130. [Google Scholar] [CrossRef]
- Chen, T.Y. An ELECTRE-based outranking method for multiple criteria group decision making using interval type-2 fuzzy sets. Inf. Sci. 2014, 263, 1–21. [Google Scholar] [CrossRef]
- Chen, T.Y. A PROMETHEE-based outranking method for multiple criteria decision analysis with interval type-2 fuzzy sets. Soft Comput. 2014, 18, 923–940. [Google Scholar] [CrossRef]
- Barak, S.; Mehrgini, B.; Maghsoudlou, H.; Branch, Q. Multi-Criteria Decision Making Approach to Candidate Well Selection For Hydraulic Fracturing Treatment. In Proceedings of the CIE44 & IMSS-14, Istanbul, Turkey, 14–16 October 2014; pp. 2092–2106. [Google Scholar]
- Hatami-Marbini, A.; Tavana, M. An extension of the ELECTRE I method for group decision making under a fuzzy environment. Omega 2014, 39, 373–386. [Google Scholar] [CrossRef]
- Chen, C.T.; Lin, C.T.; Huang, S.F. A fuzzy approach for supplier evaluation and selectionin supply chain management. Int. J. Prod. Econ. 2006, 102, 289–301. [Google Scholar] [CrossRef]
- Hosseini, M.B.; Tarokh, M.J. Interval type-2 fuzzy set extension of DEMATEL method. In Computational Intelligence and Information Technology; Springer: Berlin/Heidelberg, Germany, 2011; pp. 157–165. [Google Scholar]
- Zhou, L.; Sun, K.; Li, H. Multifactorial decision making based on type-2 fuzzy sets and factor space approach. J. Intell. Fuzzy Syst. 2016, 30, 2257–2266. [Google Scholar] [CrossRef]
- Singh, S.; Garg, H. Distance measures between type-2 intuitionistic fuzzy sets and their application to multi criteria decision-making process. Appl. Intell. 2017, 46, 788–799. [Google Scholar] [CrossRef]
- Balin, A. A Multi-Criteria Decision-Making Method Based upon Type-2 Interval Fuzzy Sets for Auxiliary Systems of a Ship’s Main Diesel Engine. Int. J. Intell. Syst. Appl. Eng. 2017, 5, 44–51. [Google Scholar]
- Abdullah, L.; Adawiyah CW, R.; Kamal, C.W. A Decision Making Method Based on Interval Type-2 Fuzzy Sets: An Approach for Ambulance Location Preference. Appl. Comput. Inform. 2017. [Google Scholar] [CrossRef]
- Gong, Y.B.; Dai, L.L.; Hu, N. Multi-Attribute Decision Making Method Based On Bonferroni Mean Operator And Possibility Degree Of Interval Type-2 Trapezoidal Fuzzy Sets. Iran. J. Fuzzy Syst. 2016, 13, 97–115. [Google Scholar]
- Runkler, T.; Coupland, S.; John, R. Interval type-2 fuzzy decision making. Int. J. Approx. Reason. 2017. [Google Scholar] [CrossRef] [Green Version]
- Bellman, R.; Zadeh, L. Decision making in a fuzzy environment. Manag. Sci. 1970, 17, 141–164. [Google Scholar] [CrossRef]
- Zavadskas, E.K.; Turskis, Z. A New Additive Ratio Assessment (Aras) Method in Multi criteria Decision-Making, Technological and economic development of economy. Balt. J. Sustain. 2010, 16, 159–172. [Google Scholar]
- Tupenaite, L. Multiple Criteria Assessment of the Built and Human Environment Renovation Projects. Ph.D. Thesis, Vilnius Gediminas Technical University, Vilnius, Lithuania, 2010. [Google Scholar]
- Bakshi, T.; Sarkar, B. MCA based performance evaluation of project selection. Int. J. Softw. Eng. Appl. (IJSEA) 2011, 2, 14–22. [Google Scholar] [CrossRef]
- Balzentis, A.; Balzentis, T.; Misiunas, A. An integrated assessment of lithuanian economic sectors based on financial ratios and fuzzy MCDM methods. Technol. Econ. Dev. Econ. 2012, 18, 34–53. [Google Scholar] [CrossRef]
- Chatterjee, N.; Bose, G. Selection of vendors for wind farm under fuzzy MCDM environment. Int. J. Ind. Eng. Comput. 2013, 4, 535–546. [Google Scholar] [CrossRef]
- Hussain, S.A.I.; Mandal, U.K.; Mondal, S.P. Decision maker priority index and degree of vagueness coupled decision making method: A synergistic approach. Int. J. Fuzzy Syst. 2018, 20, 1551–1566. [Google Scholar] [CrossRef]
- Mendel, J.M.; John, R.I.; Liu, F. Interval type-2 fuzzy logic systems made simple. IEEE Trans. Fuzzy Syst. 2006, 14, 808–821. [Google Scholar] [CrossRef] [Green Version]
- Mendel, J.M. General type-2 fuzzy logic systems made simple: A tutorial. IEEE Trans. Fuzzy Syst. 2013, 22, 1162–1182. [Google Scholar] [CrossRef]
- Lee, L.W.; Chen, S.M. Fuzzy multiple attributes group decision-making based on the extension of TOPSIS method and interval type-2 fuzzy sets. In Proceedings of the 2008 International Conference on Machine Learning and Cybernetics, Kunming, China, 12–15 July 2008; Volume 6, pp. 3260–3265. [Google Scholar]
- Hussain, S.A.I.; Sen, B.; Das Gupta, A.; Mandal, U.K. Novel Multi-objective Decision-Making and Trade-Off Approach for Selecting Optimal Machining Parameters of Inconel-800 Superalloy. Arab. J. Sci. Eng. 2020, 45, 5833–5847. [Google Scholar] [CrossRef]
- Saaty, T.L. The Analytic Hierarchy Process; McGraw-Hill International Book Company: New York, NY, USA, 1980. [Google Scholar]
- Wang, H.; Ma, D. The scale evaluation and new scale method in the AHP. Syst. Eng. Theory Pract. 1993, 13, 24–26. (In Chinese) [Google Scholar]
- Hou, Y.; Shen, D. The index scale and its comparison with several other kinds of scales. Syst. Eng. Theory Pract. 1995, 15, 43–46. (In Chinese) [Google Scholar]
- Popper, K. The Logic of Scientific Discovery; Routledge: London, UK, 2005. [Google Scholar]
- Mendel, J.M. Fuzzy sets for words: A new beginning. In Proceedings of the 12th IEEE International Conference on Fuzzy Systems, 2003. FUZZ’03, St Louis, MO, USA, 25–28 May 2003; Volume 1, pp. 37–42. [Google Scholar]
- Mendel, J.M. Computing with words: Zadeh, turing, popper and occam. IEEE Comput. Intell. Mag. 2007, 2, 10–17. [Google Scholar] [CrossRef]
Figure 1.
Material removal due to spark event in WEDM.

Figure 2.
Diagrammatic representation of TrI2N.

Figure 3.
Comparison of the adopted MCDM model with the existing models.


{kind=link}
{kind=link}
{kind=link}
Table 1.
Range of variable machining inputs.
| Parameters | Machine Units | Machine Units for Present Work |
|---|---|---|
| Pulse on time (μs) | 105–126 | 105, 108, 111, 114, 117, 120 |
| Pulse off time (μs) | 40–63 | 63, 60, 57 |
| Peak current (A) | 70–230 | 230, 220, 210 |
| Spark gap voltage (V) | 10–50 | 20, 35, 50 |
Table 2.
Range of fixed machining inputs.
| Parameters | Machine Units | Machine Units for Present Work |
|---|---|---|
| Wire tension (gram) | 4–12 | 6 |
| Wire feed (mm/min) | 4–12 | 8 |
| Water pressure (1 unit, 15 kg/cm2) | 1 | 1 |
| Peak voltage (2 units, 110 volt DC) | 2 | 2 |
| Servo feed (1050 unit) | 1050 | 1050 |
Table 3.
Linguistic terms and corresponding TrI2N.
| Sl. No. | Definition | Satty Fuzzy Scale | Interval Type-2 Fuzzy Numbers |
|---|---|---|---|
| 1 | Equally Important (EI) | ||
| 2 | Weakly Important (WI) | ||
| 3 | Fairly Important (FI) | ||
| 4 | Strongly Important (SI) | ||
| 5 | Absolutely Important (AI) | ||
| 6 | The intermittent values between two adjacent scales | ||
| 7 | |||
| 8 | |||
| 9 |
Table 4.
Aggregated pairwise comparison matrix.
| Surface Roughness | Cutting Velocity | Material Removal Rate | Kerf Thickness | Power Consumption | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Surface roughness | EI | EI | EI | WI | FI | EI | SI | AI | SI | FI | WI | FI | FI | SI | AI |
| Cutting Velocity | EI | EI | EI | WI | WI | WI | FI | FI | SI | ||||||
| Material Removal Rate | SI | AI | SI | EI | EI | EI | SI | FI | AI | SI | SI | FI | |||
| Kerf Thickness | EI | EI | EI | EI | |||||||||||
| Power consumption | WI | EI | FI | EI | EI | EI | |||||||||
Table 5.
of the various criteria.
| Criteria | |
|---|---|
| Machining time | |
| Cutting Velocity | |
| Material Removal Rate | |
| Kerf Thickness | |
| Power consumption |
Table 6.
of the criteria of pairwise comparison matrix.
| Criteria | |
|---|---|
| Machining time | |
| Cutting Velocity | |
| Material Removal Rate | |
| Kerf Thickness | |
| Power consumption |
Table 7.
Weights for the criteria.
| Criteria | Weights |
| Machining time | 0.50 |
| Cutting Velocity | 0.13 |
| Material Removal Rate | 0.27 |
| Kerf Thickness | 0.05 |
| Power consumption | 0.05 |
Table 8.
Designed experiment.
| Exp No. | Pulse On | Pulse Off | Peak Current | Spark Gap Voltage |
|---|---|---|---|---|
| 1 | 105 | 63 | 230 | 20 |
| 2 | 105 | 60 | 220 | 35 |
| 3 | 105 | 57 | 210 | 50 |
| 4 | 108 | 63 | 230 | 35 |
| 5 | 108 | 60 | 220 | 50 |
| 6 | 108 | 57 | 210 | 20 |
| 7 | 111 | 63 | 220 | 20 |
| 8 | 111 | 60 | 210 | 35 |
| 9 | 111 | 57 | 230 | 50 |
| 10 | 114 | 63 | 210 | 50 |
| 11 | 114 | 60 | 230 | 20 |
| 12 | 114 | 57 | 220 | 35 |
| 13 | 117 | 63 | 220 | 50 |
| 14 | 117 | 60 | 210 | 20 |
| 15 | 117 | 57 | 230 | 35 |
| 16 | 120 | 63 | 210 | 35 |
| 17 | 120 | 60 | 230 | 50 |
| 18 | 120 | 57 | 220 | 20 |
Table 9.
Decision matrix.
| Exp No. | Surface Roughness (μm) | Cutting Velocity (mm/min) | Material Removal Rate (gm/min) | Kerf Thickness (mm) | Power Consumption (kWh) |
|---|---|---|---|---|---|
| 1 | 2.21 | 1.37552 | 1.4832 | 339.51 | 0.65672 |
| 2 | 1.5 | 1.36799 | 1.47456 | 339.39 | 0.65181 |
| 3 | 1.48 | 1.18343 | 1.2872 | 342.47 | 0.76895 |
| 4 | 2.1 | 1.5625 | 1.67484 | 337.5 | 0.58987 |
| 5 | 2.11 | 1.54321 | 1.60202 | 326.86 | 0.5886 |
| 6 | 2.31 | 2.38663 | 2.51291 | 331.52 | 0.36872 |
| 7 | 2.61 | 2.8169 | 2.98607 | 333.77 | 0.30885 |
| 8 | 2.08 | 2.40964 | 2.55825 | 334.28 | 0.37212 |
| 9 | 2.05 | 2.29885 | 2.41967 | 331.41 | 0.40745 |
| 10 | 2.35 | 2.28833 | 2.35962 | 324.67 | 0.39621 |
| 11 | 2.93 | 4.03226 | 4.1215 | 321.83 | 0.22568 |
| 12 | 2.89 | 3.87597 | 3.9503 | 320.9 | 0.22876 |
| 13 | 2.84 | 2.92398 | 2.86471 | 308.48 | 0.31236 |
| 14 | 3.29 | 4.40529 | 4.30901 | 307.98 | 0.2009 |
| 15 | 3.47 | 4.25532 | 4.18502 | 309.66 | 0.21503 |
| 16 | 2.92 | 4.16667 | 4.10233 | 310 | 0.2132 |
| 17 | 3.05 | 3.90625 | 3.89358 | 313.84 | 0.23808 |
| 18 | 3.16 | 4.87805 | 4.89058 | 315.67 | 0.18279 |
Table 10.
Initial decision matrix.
| Exp No. | Surface Roughness (μm) | Cutting Velocity (mm/min) | Material Removal Rate (gm/min) | Kerf Thickness (mm) | Power Consumption (kWh) |
|---|---|---|---|---|---|
| 0 | 1.48 | 4.87805 | 4.89058 | 342.47 | 0.76895 |
| 1 | 2.21 | 1.37552 | 1.4832 | 339.51 | 0.656723 |
| 2 | 1.5 | 1.36799 | 1.47456 | 339.39 | 0.651808 |
| 3 | 1.48 | 1.18343 | 1.2872 | 342.47 | 0.76895 |
| 4 | 2.1 | 1.5625 | 1.67484 | 337.5 | 0.589867 |
| 5 | 2.11 | 1.54321 | 1.60202 | 326.86 | 0.5886 |
| 6 | 2.31 | 2.38663 | 2.51291 | 331.52 | 0.36872 |
| 7 | 2.61 | 2.8169 | 2.98607 | 333.77 | 0.30885 |
| 8 | 2.08 | 2.40964 | 2.55825 | 334.28 | 0.372117 |
| 9 | 2.05 | 2.29885 | 2.41967 | 331.41 | 0.40745 |
| 10 | 2.35 | 2.28833 | 2.35962 | 324.67 | 0.396213 |
| 11 | 2.93 | 4.03226 | 4.1215 | 321.83 | 0.22568 |
| 12 | 2.89 | 3.87597 | 3.9503 | 320.9 | 0.22876 |
| 13 | 2.84 | 2.92398 | 2.86471 | 308.48 | 0.31236 |
| 14 | 3.29 | 4.40529 | 4.30901 | 307.98 | 0.200895 |
| 15 | 3.47 | 4.25532 | 4.18502 | 309.66 | 0.215025 |
| 16 | 2.92 | 4.16667 | 4.10233 | 310 | 0.2132 |
| 17 | 3.05 | 3.90625 | 3.89358 | 313.84 | 0.23808 |
| 18 | 3.16 | 4.87805 | 4.89058 | 315.67 | 0.182792 |
Table 11.
Weighted normalized decision matrix.
| Exp No. | Surface Roughness (μm) | Cutting Velocity (mm/min) | Material Removal Rate (gm/min) | Kerf Thickness (mm) | Power Consumption (kWh) |
|---|---|---|---|---|---|
| 0 | 0.0412 | 0.011 | 0.023 | 0.0026 | 0.0047 |
| 1 | 0.0276 | 0.0031 | 0.007 | 0.0026 | 0.0013 |
| 2 | 0.0407 | 0.0031 | 0.007 | 0.0026 | 0.0013 |
| 3 | 0.0412 | 0.0027 | 0.0061 | 0.0026 | 0.0012 |
| 4 | 0.0291 | 0.0036 | 0.0079 | 0.0026 | 0.0015 |
| 5 | 0.0289 | 0.0035 | 0.0076 | 0.0025 | 0.0015 |
| 6 | 0.0264 | 0.0054 | 0.0119 | 0.0026 | 0.0023 |
| 7 | 0.0234 | 0.0064 | 0.0141 | 0.0026 | 0.0028 |
| 8 | 0.0293 | 0.0055 | 0.0121 | 0.0026 | 0.0023 |
| 9 | 0.0298 | 0.0052 | 0.0114 | 0.0026 | 0.0021 |
| 10 | 0.026 | 0.0052 | 0.0111 | 0.0025 | 0.0022 |
| 11 | 0.0208 | 0.0091 | 0.0194 | 0.0025 | 0.0038 |
| 12 | 0.0211 | 0.0088 | 0.0186 | 0.0025 | 0.0038 |
| 13 | 0.0215 | 0.0066 | 0.0135 | 0.0024 | 0.0028 |
| 14 | 0.0186 | 0.01 | 0.0203 | 0.0024 | 0.0043 |
| 15 | 0.0176 | 0.0096 | 0.0197 | 0.0024 | 0.004 |
| 16 | 0.0209 | 0.0094 | 0.0193 | 0.0024 | 0.004 |
| 17 | 0.02 | 0.0088 | 0.0183 | 0.0024 | 0.0036 |
| 18 | 0.0193 | 0.011 | 0.023 | 0.0024 | 0.0047 |
Table 12.
Ranking of the alternatives.
| Exp No. | Optimality Function | Weightage | Rank |
|---|---|---|---|
| 0 | 0.0824 | 100 | --- |
| 1 | 0.0415 | 53.90 | 18 |
| 2 | 0.0545 | 69.50 | 2 |
| 3 | 0.0536 | 69.61 | 1 |
| 4 | 0.0444 | 56.65 | 15 |
| 5 | 0.0438 | 55.91 | 16 |
| 6 | 0.0484 | 58.55 | 12 |
| 7 | 0.049 | 58.26 | 13 |
| 8 | 0.0516 | 62.43 | 8 |
| 9 | 0.0509 | 62.13 | 9 |
| 10 | 0.0468 | 57.04 | 14 |
| 11 | 0.0554 | 64.10 | 5 |
| 12 | 0.0545 | 63.08 | 7 |
| 13 | 0.0466 | 55.39 | 17 |
| 14 | 0.0552 | 63.10 | 6 |
| 15 | 0.0531 | 60.97 | 11 |
| 16 | 0.0559 | 64.23 | 4 |
| 17 | 0.053 | 61.52 | 10 |
| 18 | 0.0603 | 68.51 | 3 |
Table 13.
Comparative analysis of the obtained results.
| Sl. No. | Ranking by | ||||
|---|---|---|---|---|---|
| AHP-IT2FS [18] | TOPSIS-IT2FS [19] | VIKOR-IT2FS [20,21] | COPRAS-IT2FS [22] | Proposed Algorithm | |
| 1 | 18 | 15 | 11 | 18 | 18 |
| 2 | 3 | 9 | 18 | 9 | 3 |
| 3 | 2 | 6 | 13 | 8 | 2 |
| 4 | 15 | 17 | 15 | 16 | 15 |
| 5 | 17 | 18 | 17 | 17 | 16 |
| 6 | 13 | 14 | 10 | 14 | 12 |
| 7 | 12 | 11 | 9 | 10 | 13 |
| 8 | 9 | 10 | 14 | 11 | 8 |
| 9 | 11 | 12 | 16 | 12 | 10 |
| 10 | 14 | 16 | 12 | 15 | 14 |
| 11 | 5 | 2 | 4 | 4 | 5 |
| 12 | 7 | 4 | 7 | 6 | 7 |
| 13 | 16 | 13 | 8 | 13 | 17 |
| 14 | 6 | 5 | 3 | 2 | 6 |
| 15 | 10 | 8 | 2 | 5 | 11 |
| 16 | 4 | 3 | 6 | 3 | 4 |
| 17 | 8 | 7 | 5 | 7 | 9 |
| 18 | 1 | 1 | 1 | 1 | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Sen, B.; Hussain, S.A.I.; Gupta, A.D.; Gupta, M.K.; Pimenov, D.Y.; Mikołajczyk, T. Application of Type-2 Fuzzy AHP-ARAS for Selecting Optimal WEDM Parameters. Metals 2021, 11, 42. https://0-doi-org.brum.beds.ac.uk/10.3390/met11010042
AMA Style
Sen B, Hussain SAI, Gupta AD, Gupta MK, Pimenov DY, Mikołajczyk T. Application of Type-2 Fuzzy AHP-ARAS for Selecting Optimal WEDM Parameters. Metals. 2021; 11(1):42. https://0-doi-org.brum.beds.ac.uk/10.3390/met11010042
Chicago/Turabian StyleSen, Binayak, Syed Abou Iltaf Hussain, Archisman Das Gupta, Munish Kumar Gupta, Danil Yurievich Pimenov, and Tadeusz Mikołajczyk. 2021. "Application of Type-2 Fuzzy AHP-ARAS for Selecting Optimal WEDM Parameters" Metals 11, no. 1: 42. https://0-doi-org.brum.beds.ac.uk/10.3390/met11010042
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.