
A Holistic, Model-Predictive Process Control for Friction Stir Welding Processes Including a 1D FDM Multi-Layer Temperature Distribution Model


Abstract
:1. Introduction
2. State of the Art
2.1. Friction Press Joining for Plastic-Metal Direct Joining
2.2. Force and Temperature Control Approaches for Joining Processes
2.3. Model Predictive Control
3. Materials and Experimental Setup
3.1. Materials
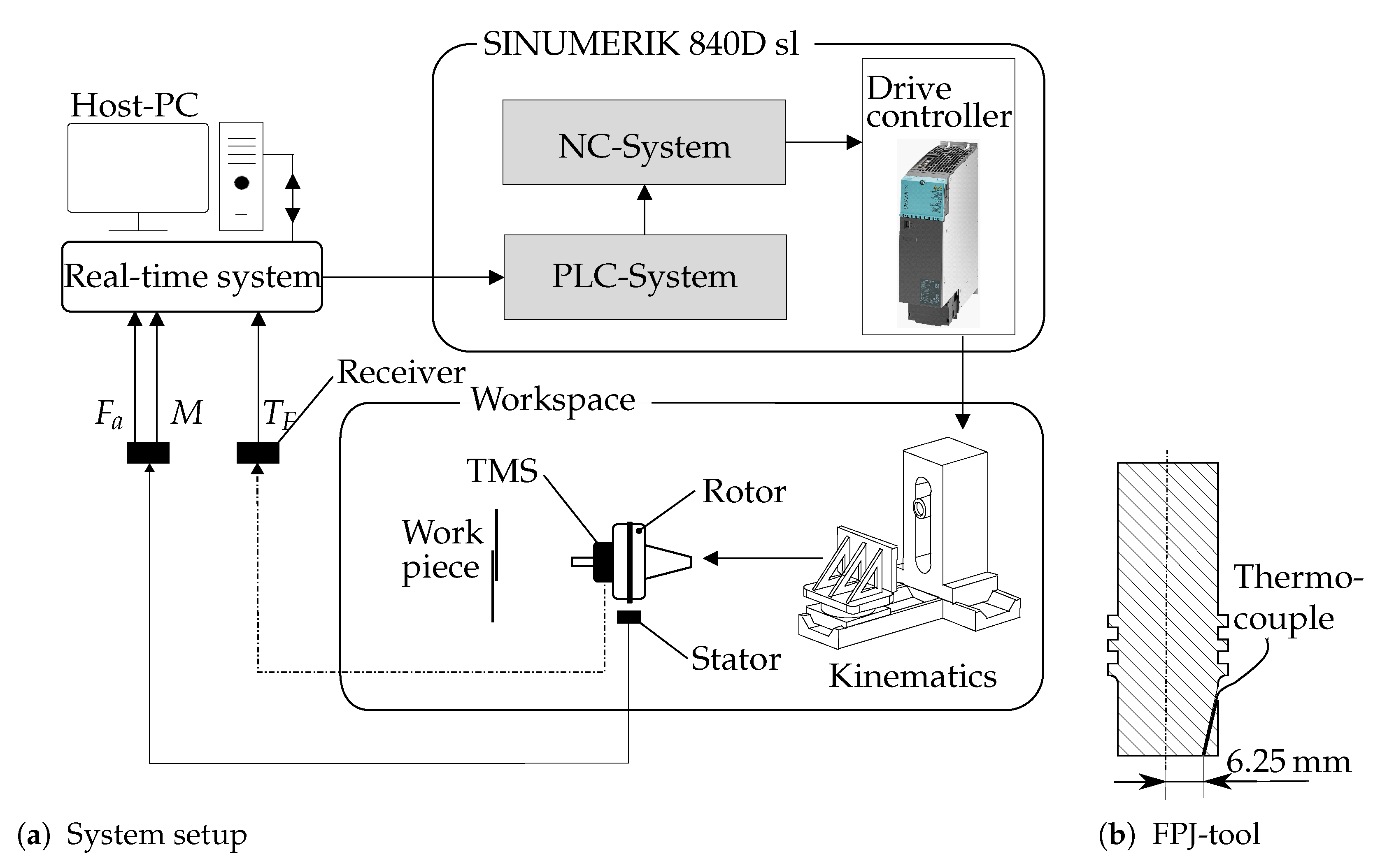
3.2. Experimental Setup
4. System Identification
4.1. System Model
4.2. Parametrization of the System Model
5. Simulation-Based Modeling of an MPC
6. Experimental Analysis and Discussion
6.1. Stationary Behavior
6.2. Performance under Model Uncertainties
7. FDM Multi-Layer Temperature Distribution Model
7.1. FDM Multi-Layer Model
Structure of the Model
7.2. Validation of the FDM Multi-Layer Model
8. Summary and Conclusions
- C1
- Due to the modified differential equation, the fundamental thermal process evolution of the FPJ process can be described.
- C2
- By using the torque-based system matrix, the interactions between the temperature and the axial force can be modeled. Thus, it is possible to linearize the state-space model around the respective operating point, covering a large operating range.
- C3
- The adaptive MIMO-MPC based on this torque-based system matrix is suitable for controlling the temperature and axial force for FPJ.
- C4
- The 1D FDM temperature model is appropriate as a feed-forward control for the MIMO-MPC to calculate the temperature in the bond during the process with an accuracy of r = 0.93.
Author Contributions
Funding

Conflicts of Interest
Abbreviations
| 0-D | Zero-dimensional |
| 1D | One-dimensional |
| ARC | Adaptive robust control |
| AW | Aluminum wrought |
| C | Conclusion |
| C code | C (programming language) |
| CF | Carbon fiber |
| CNC | Computerized numerical control |
| EN | European norm |
| FDM | Finite difference method |
| FLW | Friction lap welding |
| FPJ | Friction press joining |
| FSW | Friction stir welding |
| GF | Glass fiber |
| LQR | Linear-quadratic regulator |
| MPC | Model predictive control |
| NC | Numerical control |
| NRMSE | Normalized root-mean-square error |
| P controller | Proportional controller |
| PA6 | Polyamide 6 |
| PE-HD | Polyethylene with high density |
| PI controller | Proportional-integral controller |
| PID controller | Proportional-integral-differential controller |
| PLC | Programmable logic controller |
| PPS | Polyphenylene sulfide |
| PS | Parameter Set |
| TMS | Temperature measurement system |
| WLAN | Wireless local area network |
| wt% | Percentage by weight |
| A | System matrix |
| a | Weighting factor |
| Area 1 | |
| Area 2 | |
| Area 3 | |
| Area of the friction zone | |
| b | Weighting factor |
| Input matrix | |
| c | Weighting factor |
| Factor | |
| Factor | |
| Factor | |
| Factor | |
| Specific heat capacity | |
| E | Error term |
| Plunge depth | |
| Axial force | |
| Average | |
| Nominal force | |
| Heat transfer coefficient 1 | |
| Heat transfer coefficient 2 | |
| Heat transfer coefficient 3 | |
| i | Sequential number |
| Spindle current | |
| k | Floating sampling time |
| M | Torque |
| m | Mass |
| Tool axis torque | |
| n | Rotational speed |
| Minimum rotation speed | |
| Maximum rotation speed | |
| Prediction horizon | |
| Rotational speed at start | |
| Rotational speed after step 1 | |
| Rotational speed after step 2 | |
| Rotational acceleration | |
| P | Power |
| q | Gradient coefficient |
| Energy input by feed rate | |
| Energy input by conduction | |
| Energy input by friction | |
| r | Correlation coefficient |
| Room temperature | |
| Temperature at the friction surface | |
| Temperatur derivation | |
| Average | |
| Temperature of the surrounding material | |
| Temperature in the plastic part | |
| Average temperature | |
| Predicted temperature | |
| Simulation time | |
| u | Manipulated variable |
| v | Feed rate |
| x | Space coordinate x |
| y | Space coordinate y |
| z | Space coordinate z |
| Disturbance | |
| Heat transfer coefficient | |
| Difference | |
| Cumulant | |
| thermal conductivity | |
| Density | |
| Standard deviation for the | |
| Standard deviation for the | |
| Time constant | |
| ∇ | Nabla operator |
Appendix A. Material Properties and Chemical Consumptions

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | EN AW-6082-T6 | EN AW-2024-T3 |
|---|---|---|
| in wt% | in wt% | |
| Si | 0.7–1.3 | 0.5 |
| Fe | 0.5 | 0.5 |
| Cu | 0.1 | 3.8–4.9 |
| Mn | 0.4–1.0 | 0.3–0.9 |
| Mg | 0.6–1.2 | 1.2–1.8 |
| Zn | 0.2 | 0.28 |
| Ti | 0.1 | 0.15 |
| Other | 0.15 | 0.15 |
| EN AW | |||
|---|---|---|---|
| Property | Unit | 6082 | 2024 |
| Condition | – | T6 | T3 |
| Tensile strength | 300–350 | 435 | |
| Yield strength | 240–320 | 290 | |
| Elongation at fracture | % | 8–14 | 14 |
| Young’s modulus E | 70,000 | 70,000 | |
| Density | 2.70 | 2.77 | |
| Melting range | 585–650 | 505–640 | |
| Thermal conductivity | 150–185 | 130–150 | |
| Coefficient of linear thermal expansion | 23.4 | 22.9 | |
| Property | Unit | PE-HD | PA6-GF30 | PPS-CF |
|---|---|---|---|---|
| Tensile strength | 23 | 98 | 752–785 | |
| Yield strength | – | 98 | 608 | |
| Elongation at fracture A | % | – | 5 | – |
| Young’s modulus E | 1100 | 5700 | 56,000–58,000 | |
| Density | 0.96 | 1.36 | 1.55 | |
| Crystallization temperature (range) | 126–130 | 218 | 280 | |
| Thermal conductivity | 0.38 | 0.41 | – | |
| Coefficient of linear thermal expansion | 1.8 | 0.6 | – |
References
- El Rayes, M.M.; Soliman, M.S.; Abbas, A.T.; Pimenov, D.Y.; Erdakov, I.N.; Abdel-mawla, M.M. Effect of Feed Rate in FSW on the Mechanical and Microstructural Properties of AA5754 Joints. Adv. Mater. Sci. Eng. 2019, 2019, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Meyer, S.P.; Wunderling, C.; Zaeh, M.F. Friction press joining of dissimilar materials: A novel concept to improve the joint strength. In Proceedings of the 22nd international ESAFORM Conference on Material Forming: ESAFORM 2019, Vitoria-Gasteiz, Spain, 8–10 May 2019; p. 050031. [Google Scholar] [CrossRef]
- Meyer, S.P.; Bernauer, C.J.; Grabmann, S.; Zaeh, M.F. Design, evaluation, and implementation of a model-predictive control approach for a force control in friction stir welding processes. Prod. Eng. 2020, 54, 20. [Google Scholar] [CrossRef]
- Taysom, B.S.; Sorensen, C.D.; Hedengren, J.D. A comparison of model predictive control and PID temperature control in friction stir welding. J. Manuf. Process 2017, 29, 232–241. [Google Scholar] [CrossRef]
- Meyer, S.P.; Wunderling, C.; Zaeh, M.F. Influence of the laser-based surface modification on the bond strength for friction press joining of aluminum and polyethylene. Prod. Eng. 2019, 13, 721–730. [Google Scholar] [CrossRef] [Green Version]
- Nagatsuka, K.; Yoshida, S.; Tsuchiya, A.; Nakata, K. Direct joining of carbon-fiber–reinforced plastic to an aluminum alloy using friction lap joining. Compos. Part B Eng. 2015, 73, 82–88. [Google Scholar] [CrossRef]
- Goushegir, S.M.; dos Santos, J.F.; Amancio-Filho, S.T. Friction Spot Joining of aluminum AA2024/carbon-fiber reinforced poly(phenylene sulfide) composite single lap joints: Microstructure and mechanical performance. Mater. Des. 2014, 54, 196–206. [Google Scholar] [CrossRef]
- Buffa, G.; Baffari, D.; Campanella, D.; Fratini, L. An Innovative Friction Stir Welding Based Technique to Produce Dissimilar Light Alloys to Thermoplastic Matrix Composite Joints. Procedia Manuf. 2016, 5, 319–331. [Google Scholar] [CrossRef] [Green Version]
- Okada, T.; Uchida, S.; Nakata, K. Effect of anodizing on direct joining properties of aluminium alloy and plastic sheets by friction lap joining. Weld. Int. 2018, 32, 85–94. [Google Scholar] [CrossRef]
- Wirth, F.X.; Fuchs, A.N.; Rinck, P.; Zaeh, M.F. Friction Press Joining of Laser-Texturized Aluminum with Fiber Reinforced Thermoplastics. Adv. Mater. Res. 2014, 966–967, 536–545. [Google Scholar] [CrossRef]
- Han, S.C.; Wu, L.H.; Jiang, C.Y.; Li, N.; Jia, C.L.; Xue, P.; Zhang, H.; Zhao, H.B.; Ni, D.R.; Xiao, B.L.; et al. Achieving a strong polypropylene/aluminum alloy friction spot joint via a surface laser processing pretreatment. J. Mater. Sci. Technol. 2020, 50, 103–114. [Google Scholar] [CrossRef]
- Fuchs, A.N.; Wirth, F.X.; Rinck, P.; Zaeh, M.F. Laser-generated Macroscopic and Microscopic Surface Structures for the Joining of Aluminum and Thermoplastics using Friction Press Joining. Phys. Procedia 2014, 56, 801–810. [Google Scholar] [CrossRef] [Green Version]
- Liu, F.C.; Liao, J.; Nakata, K. Joining of metal to plastic using friction lap welding. Mater. Des. 2014, 54, 236–244. [Google Scholar] [CrossRef]
- Gebhard, P.; Zaeh, M.F. Force Control Design for CNC Milling Machines for Friction Stir Welding. In Proceedings of the 7th International Symposium on Friction Stir Welding; TWI Ltd.: Cambridge, UK, 2008. [Google Scholar]
- Longhurst, W.R.; Strauss, A.M.; Cook, G.E.; Cox, C.D.; Hendricks, C.E.; Gibson, B.T.; Dawant, Y.S. Investigation of force-controlled friction stir welding for manufacturing and automation. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2010, 224, 937–949. [Google Scholar] [CrossRef]
- Ziegler, J.G.; Nichols, N.B. Optimum Settings for Automatic Controllers. Trans. ASME 1942, 64, 759–768. [Google Scholar] [CrossRef]
- Zhao, X.; Kalya, P.; Landers, R.G.; Krishnamurthy, K. Design and Implementation of a Nonlinear Axial Force Controller for Friction Stir Welding Processes. In Proceedings of the 2007 American Control Conference, New York, NY, USA, 9–13 July 2007; pp. 5553–5558. [Google Scholar] [CrossRef]
- Zhao, X.; Kalya, P.; Landers, R.G.; Krishnamurthy, K. Empirical Dynamic Modeling of Friction Stir Welding Processes. J. Mater. Process. Technol. 2009, 131, 021001. [Google Scholar] [CrossRef]
- Davis, T.A.; Shin, Y.C.; Yao, B. Observer-based adaptive robust control of friction stir welding axial force. In Proceedings of the 2010 IEEE/ASME International Conference on Advanced Intelligent Mechatronics, Montreal, QC, Canada, 6–9 July 2010; pp. 1162–1167. [Google Scholar] [CrossRef]
- Zhao, S.; Bi, Q.; Wang, Y. An axial force controller with delay compensation for the friction stir welding process. Int. J. Adv. Manuf. Technol. 2016, 85, 2623–2638. [Google Scholar] [CrossRef]
- Fehrenbacher, A.; Smith, C.B.; Duffie, N.A.; Ferrier, N.J.; Pfefferkorn, F.E.; Zinn, M.R. Combined Temperature and Force Control for Robotic Friction Stir Welding. J. Manuf. Sci. Eng. 2014, 136, 1. [Google Scholar] [CrossRef]
- Fehrenbacher, A.; Pfefferkorn, F.E.; Zinn, M.R.; Ferrier, N.J.; Duffie, N.A. Closed-loop control of temperature in friction stir welding. In Proceedings of the 7th International Symposium on Friction Stir Welding; TWI Ltd.: Cambridge, UK, 2008. [Google Scholar]
- Fehrenbacher, A.; Duffie, N.A.; Ferrier, N.J.; Pfefferkorn, F.E.; Zinn, M.R. Toward Automation of Friction Stir Welding Through Temperature Measurement and Closed-Loop Control. J. Manuf. Sci. Eng. 2011, 133. [Google Scholar] [CrossRef]
- Fehrenbacher, A.; Cole, E.G.; Zinn, M.R.; Ferrier, N.J.; Duffie, N.A.; Pfefferkorn, F.E. Towards Process Control of Friction Stir Welding for Different Aluminum Alloys. In Friction Stir Welding and Processing VI; Mishra, R.S., Ed.; Wiley: Hoboken, The Netherlands, 2011; Volume 51, pp. 381–388. [Google Scholar] [CrossRef]
- Bachmann, A.; Zaeh, M.F. Pyrometer-Assisted Temperature Control in Friction Stir Welding. In Proceedings of the 11th International Friction Stir Welding Symposium; TWI Ltd.: Cambridge, UK, 2016. [Google Scholar]
- Taysom, B.S.; Sorensen, C.D.; Hedengren, J.D. Dynamic modeling of friction stir welding for model predictive control. J. Manuf. Process 2016, 23, 165–174. [Google Scholar] [CrossRef]
- Völz, A. Modellprädiktive Regelung Nichtlinearer Systeme mit Unsicherheiten [Engl. Model Predictive Control of Nonlinear Systems with Uncertainties], 1st ed.; Springer: Wiesbaden, Germany, 2016. [Google Scholar] [CrossRef]
- S-POLYTEC GmbH. Technical Data Sheet: PE-HD. Available online: https://www.s-polytec.com/media/attachment/file/d/a/data_sheet_pe-hd_sheets.pdf (accessed on 9 July 2019).
- Schäfer, C.; Bryant, J.S.; Osswald, T.A.; Meyer, S.P. Micropelletization of Virgin and Reycled Thermoplasitc Materials. In Annual Technical Conference (ANTEC) of the Society of Plastics Engineers (SPE); Society of Plastics Engineers: Anaheim, CA, USA, 2017; Volume 2017. [Google Scholar]
- Schäfer, C.; Meyer, S.P.; Osswald, T.A. A novel extrusion process for the production of polymer micropellets. Polym. Eng. Sci. 2018, 44, 1391. [Google Scholar] [CrossRef]
- Karagöz, İ. An effect of mold surface temperature on final product properties in the injection molding of high-density polyethylene materials. Polym. Bull. 2020. [Google Scholar] [CrossRef]
- Meyer, S.P.; Jaeger, B.; Wunderling, C.; Zaeh, M.F. Friction stir welding of glass fiber-reinforced polyamide 6: Analysis of the tensile strength and fiber length distribution of friction stir welded PA6-GF30. IOP Conf. Ser. Mater. Sci. Eng. 2019, 480, 012013. [Google Scholar] [CrossRef]
- Gemmel Metalle & Co. GmbH. Technical Data Sheet: AlMgSi1 F30. Available online: https://www.gemmel-metalle.de/downloads/Legierungsbeschreibung_AlMgSi1_F30.pdf (accessed on 9 July 2019).
- Heckert, A.; Zaeh, M.F. Laser surface pre-treatment of aluminum for hybrid joints with glass fiber reinforced thermoplastics. J. Laser Appl. 2015, 27, 29005. [Google Scholar] [CrossRef]
- Ensinger Ltd. TECAMID 6 GF30 Black—Stock Shapes. Available online: https://www.ensingerplastics.com/de-de/halbzeuge/produkte/pa6-tecamid-6-gf30-black (accessed on 9 July 2019).
- TenCate Advanced Composites BV. Data Sheet: Cetex TC1100 PPS. Available online: https://www.toraytac.com/media/221a4fcf-6a4d-49f3-837f-9d85c3c34f74/smphpw/TAC/Documents/Data_sheets/Thermoplastic/UD%20tapes,%20prepregs%20and%20laminates/Toray-Cetex-TC1100_PPS_PDS.pdf (accessed on 9 July 2019).
- André, N.M.; Goushegir, S.M.; dos Santos, J.F.; Canto, L.B.; Amancio-Filho, S.T. Friction Spot Joining of aluminum alloy 2024-T3 and carbon-fiber-reinforced poly(phenylene sulfide) laminate with additional PPS film interlayer: Microstructure, mechanical strength and failure mechanisms. Compos. Part B Eng. 2016, 94, 197–208. [Google Scholar] [CrossRef]
- Lugauer, F.P.; Kandler, A.; Meyer, S.P.; Wunderling, C.; Zaeh, M.F. Induction-based joining of titanium with thermoplastics. Prod. Eng. 2019, 13, 409–424. [Google Scholar] [CrossRef] [Green Version]
- Batz+Burgel GmbH & Co. KG. Data Sheet: EN AW-2024. Available online: https://batz-burgel.com/en/metal-trading/aluminium-product-range/en-aw-2024/ (accessed on 9 July 2019).
- Costanzi, G.; Bachmann, A.; Zäh, M.F. Entwicklung eines FSW-Spezialwerkzeugs zur Messung der Schweißtemperatur. In Proceedings of the DVS Congress 2017, Düsseldorf, Germany, 26–29 September 2017. [Google Scholar]
- Liebl, S.; Stadter, C.; Ganser, A.; Zaeh, M.F. Numerical simulation of laser beam welding using an adapted intensity distribution. J. Laser Appl. 2017, 29, 022405. [Google Scholar] [CrossRef]
- Olabisi, O.; Simha, R. Pressure-Volume-Temperature Studies of Amorphous and Crystallizable Polymers. I. Experimental. Macromolecules 1975, 8, 206–210. [Google Scholar] [CrossRef]
- Rauwendaal, C. Polymer Extrusion, 5th ed.; Hanser eLibrary, Hanser: München, Germany, 2014; pp. 234–249. [Google Scholar]
- MatWeb. Available online: http://www.matweb.com/search/datasheet.aspx?matguid=cbe4fd0a73cf4690853935f52d910784 (accessed on 29 January 2021).
- DIN EN 573-3:2018-12. Aluminium and Aluminium Alloys—Chemical Composition and form of Wrought Products—Part 3: Chemical Composition and form of Products; Beuth Verlag GmbH: Berlin, Germany, 2018. [Google Scholar] [CrossRef]
- Otto Fuchs, K.G. Technical Information: Material Data Sheet Aluminium. Available online: https://www.otto-fuchs.com/en/service/material-information.html (accessed on 9 July 2019).








| Parameter Set | Feed Rate | Rotational Speed at Start | Rotational Speed after Step 1 | Rotational Speed after Step 2 |
|---|---|---|---|---|
| in | in | in | in | |
| PS1 | 250 | 400 | 1200 | 700 |
| PS2 | 300 | 400 | 1000 | 500 |
| PS3 | 350 | 400 | 1200 | 300 |
| PS4 | 400 | 400 | 800 | 300 |
| PS5 | 450 | 400 | 1100 | 500 |
| PS6 | 500 | 400 | 1300 | 400 |
| PS7 | 550 | 400 | 1100 | 600 |
| PS8 | 600 | 400 | 1000 | 700 |
| PS9 | 650 | 400 | 1200 | 400 |
| PS10 | 700 | 600 | 1400 | 700 |
| Parameter | |||||
|---|---|---|---|---|---|
| in | in | in | in - | in s | |
| Value | 0.250 | −0.534 | 3.502 | 10.813 | 10.096 |
| Parameter Set | PS1 | PS2 | PS3 | PS4 | PS5 | PS6 | PS7 | PS8 | PS9 | PS10 |
|---|---|---|---|---|---|---|---|---|---|---|
| in % | 85.54 | 87.92 | 85.84 | 91.78 | 93.23 | 95.23 | 96.06 | 88.50 | 91.74 | 88.65 |
| v | |||||
|---|---|---|---|---|---|
| in mm min | in | in | in | in | in |
| 150 | 220 | 221.7 | 0.86 | 2011.4 | 256.9 |
| 240 | 241.6 | 0.79 | 2008.9 | 295.4 | |
| 260 | 261.8 | 2.19 | 2010.7 | 312.6 | |
| 225 | 220 | 222.4 | 1.02 | 2013.4 | 201.4 |
| 240 | 242.5 | 0.82 | 2020.7 | 257.6 | |
| 260 | 262.5 | 1.22 | 2019.4 | 325.2 | |
| 450 | 220 | 221.2 | 2.08 | 1998.6 | 186.9 |
| 240 | 241.3 | 3.22 | 2012.6 | 224.9 | |
| 260 | 258.4 | 4.50 | 2003.3 | 220.6 | |
| 600 | 220 | 219.2 | 3.23 | 1973.1 | 260.8 |
| 240 | 236.9 | 5.30 | 2001.1 | 261.3 | |
| 260 | 255.0 | 6.84 | 1983.8 | 279.8 | |
| 675 | 220 | 217.4 | 3.57 | 1997.1 | 196.8 |
| 240 | 249.6 | 5.31 | 1999.0 | 227.7 | |
| 260 | 254.5 | 5.05 | 1987.6 | 231.4 | |
| 750 | 220 | 216.3 | 3.88 | 2002.5 | 219.1 |
| 240 | 234.1 | 5.40 | 1983.2 | 229.0 | |
| 260 | 251.3 | 8.44 | 2004.2 | 249.4 |
| v | |||||
|---|---|---|---|---|---|
| in mm min | in | in | in | in | in |
| 225 | 260 | 263.0 | 1.52 | 1991.3 | 423.5 |
| 290 | 292.6 | 2.40 | 2025.5 | 211.7 | |
| 240 | 260 | 263.6 | 2.34 | 2010.6 | 391.9 |
| 290 | 291.8 | 1.84 | 2014.8 | 218.5 | |
| 400 | 260 | 261.2 | 4.21 | 2009.9 | 254.3 |
| 290 | 289.6 | 7.00 | 1997.4 | 220.1 | |
| 560 | 260 | 255.5 | 4.72 | 2001.5 | 234.4 |
| 290 | 286.9 | 8.49 | 2046.9 | 274.1 | |
| 600 | 260 | 253.5 | 4.94 | 1974.6 | 248.2 |
| 290 | 284.1 | 7.86 | 1999.6 | 297.1 |
| v | |||||
|---|---|---|---|---|---|
| in mm min | in | in | in | in | in |
| 300 | 300 | 306.8 | 11.0 | 2510.8 | 296.9 |
| 340 | 346.1 | 15.2 | 2515.9 | 246.7 | |
| 450 | 300 | 302.7 | 11.3 | 2515.7 | 221.1 |
| 340 | 336.5 | 16.3 | 2511.7 | 128.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meyer, S.P.; Fuderer, S.; Zaeh, M.F. A Holistic, Model-Predictive Process Control for Friction Stir Welding Processes Including a 1D FDM Multi-Layer Temperature Distribution Model. Metals 2021, 11, 502. https://0-doi-org.brum.beds.ac.uk/10.3390/met11030502
Meyer SP, Fuderer S, Zaeh MF. A Holistic, Model-Predictive Process Control for Friction Stir Welding Processes Including a 1D FDM Multi-Layer Temperature Distribution Model. Metals. 2021; 11(3):502. https://0-doi-org.brum.beds.ac.uk/10.3390/met11030502
Chicago/Turabian StyleMeyer, Stefan P., Sebastian Fuderer, and Michael F. Zaeh. 2021. "A Holistic, Model-Predictive Process Control for Friction Stir Welding Processes Including a 1D FDM Multi-Layer Temperature Distribution Model" Metals 11, no. 3: 502. https://0-doi-org.brum.beds.ac.uk/10.3390/met11030502