
The Significance of Optimizing Mn-Content in Tuning the Microstructure and Mechanical Properties of δ-TRIP Steels

 , ,
, ,
Abstract
:1. Introduction
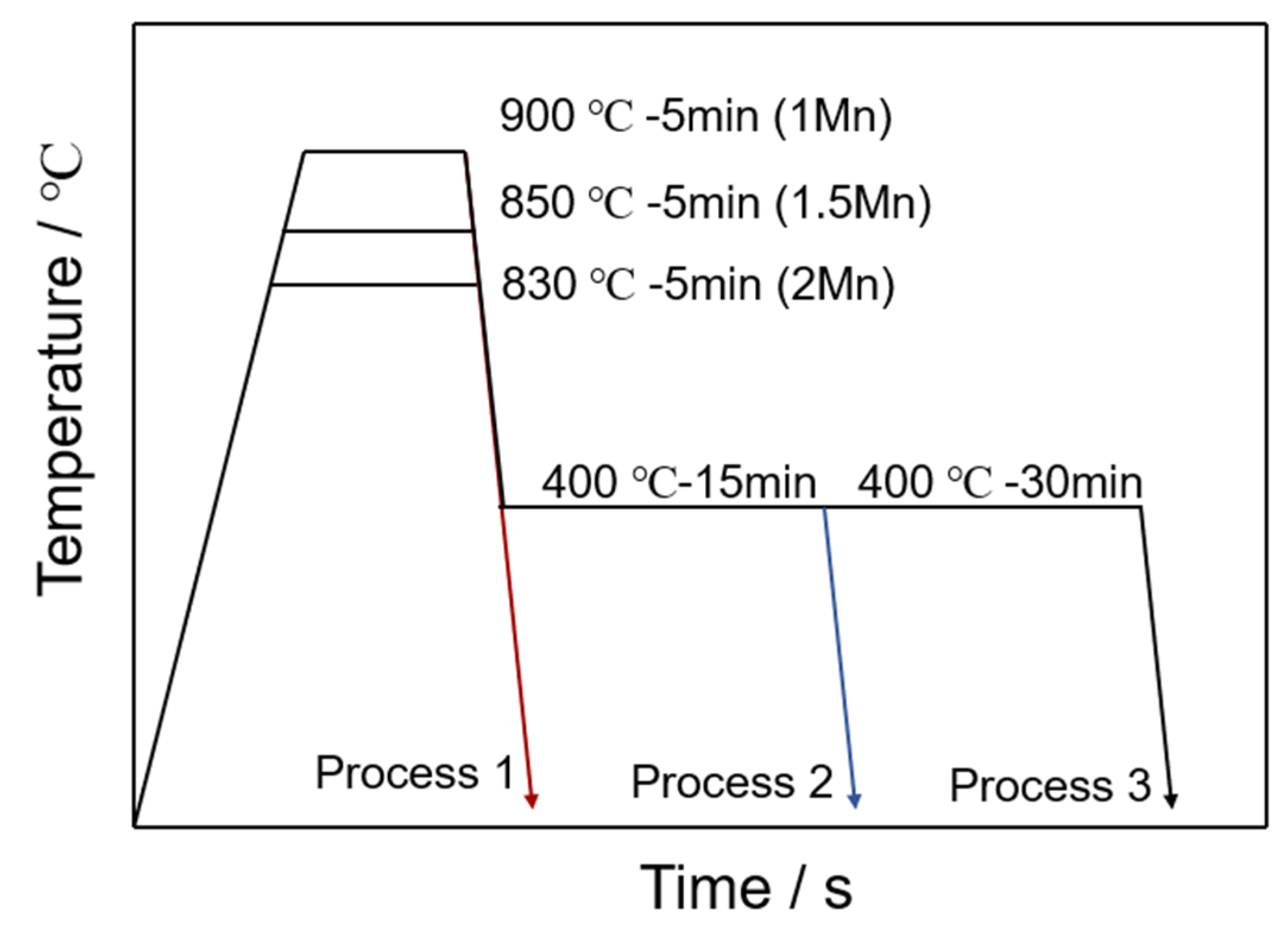
2. Materials and Methods
3. Results
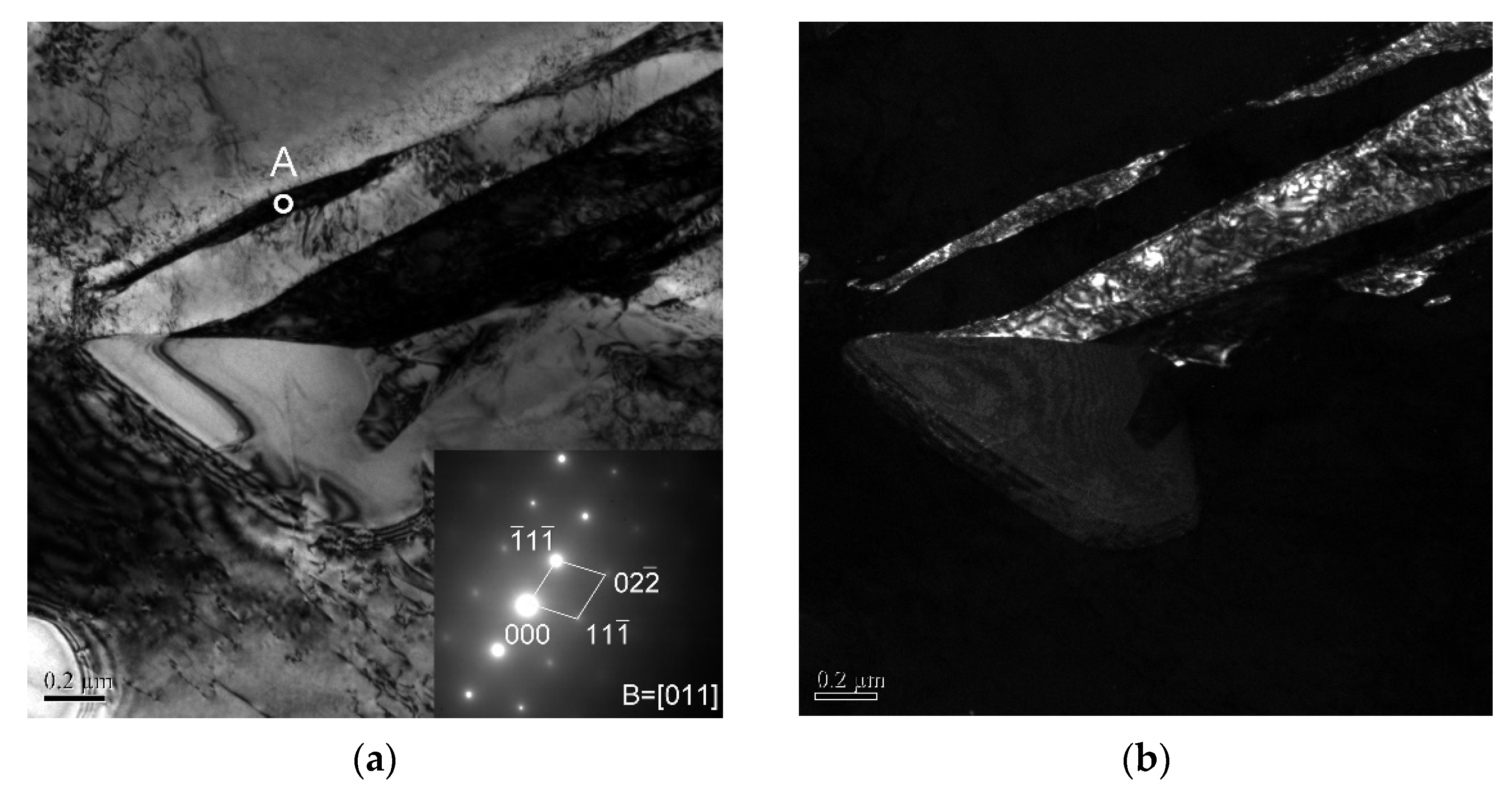
3.1. Microstructure Evolution
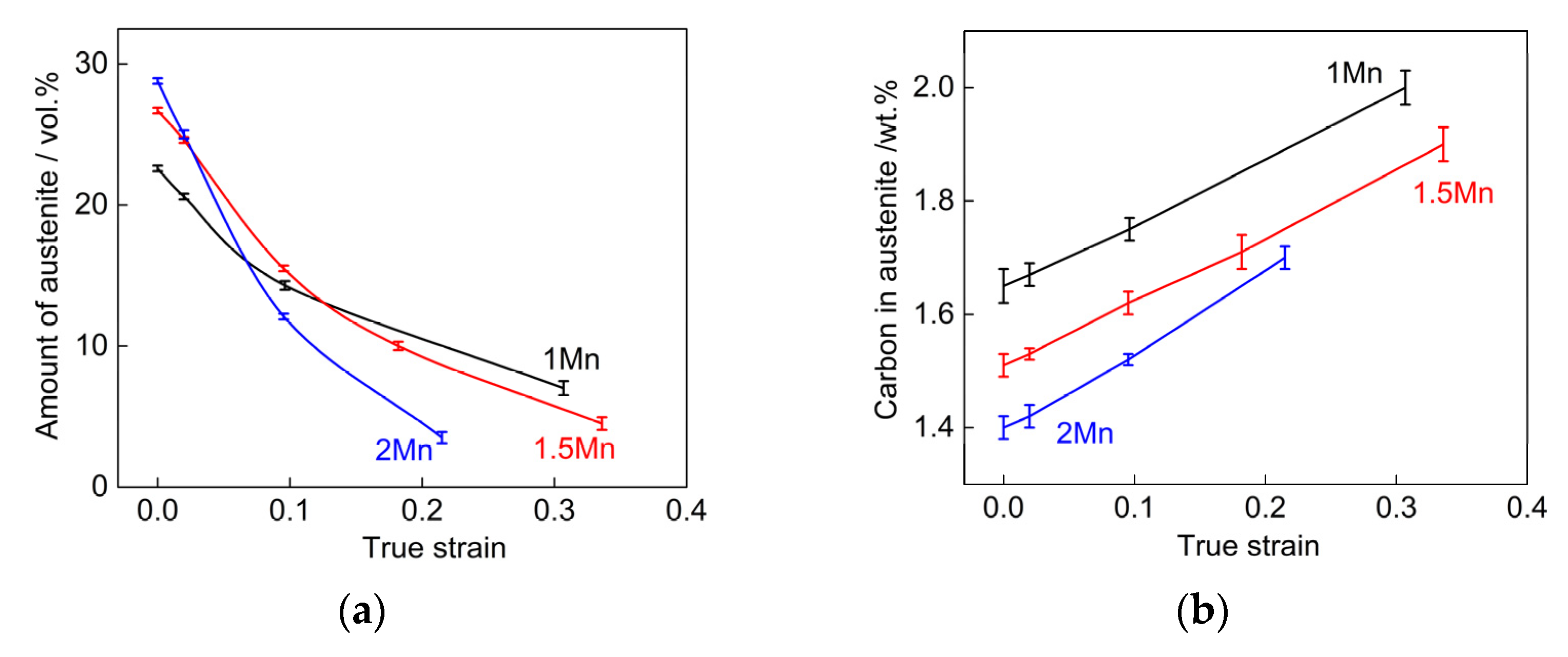
3.2. Tensile Deformation Behavior
4. Discussion
4.1. Effect of Mn Content on Bainitic Transformation
4.2. Effect of Mn Content on Deformation Behavior
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Guo, R.; Zhou, J.; Shi, Y. Application of the High Strength Steel in the Automobile. Adv. Mater. Res. 2013, 748, 227–230. [Google Scholar] [CrossRef]
- Sohn, S.S.; Song, H.; Kwak, J.-H.; Lee, S. Dramatic improvement of strain hardening and ductility to 95% in highly-deformable high-strength duplex lightweight steels. Sci. Rep. 2017, 7, 1927. [Google Scholar] [CrossRef] [PubMed]
- Chen, S.; Rana, R.; Haldar, A.; Ray, R.K. Current state of Fe-Mn-Al-C low density steels. Prog. Mater. Sci. 2017, 89, 345–391. [Google Scholar] [CrossRef]
- Injeti, V.S.Y.; Li, Z.C.; Yu, B.; Misra, R.D.K.; Cai, Z.H.; Ding, H. Macro to nanoscale deformation of transformation-induced plasticity steels: Impact of aluminum on the microstructure and deformation behavior. J. Mater. Sci. Technol. 2018, 34, 745–755. [Google Scholar] [CrossRef]
- Chatterjee, S.; Murugananth, M.; Bhadeshia, H.K.D.H. δ TRIP steel. Mater. Sci. Technol. 2007, 23, 819–827. [Google Scholar] [CrossRef]
- Yi, H.L.; Lee, K.Y.; Bhadeshia, H.K.D.H. Extraordinary ductility in Al-bearing δ-TRIP steel. Proc. R. Soc. A 2011, 467, 234–243. [Google Scholar] [CrossRef] [Green Version]
- Yi, H.L.; Lee, K.Y.; Bhadeshia, H.K.D.H. Mechanical stabilisation of retained austenite in δ-TRIP steel. Mater. Sci. Eng. A 2011, 528, 5900–5903. [Google Scholar] [CrossRef]
- Yi, H.L. Review on δ-transformation-induced plasticity (TRIP) steels with low density: The concept and current progress. JOM 2014, 66, 1759–1769. [Google Scholar] [CrossRef]
- Yi, H.L.; Lee, K.Y.; Lim, J.H.; Bhadeshia, H.K.D.H. Spot weldability of δ-TRIP steel containing 0.4 wt-%C. Sci. Technol. Weld. Join. 2010, 15, 619–624. [Google Scholar] [CrossRef]
- Mintz, B.; Gunawardana, W.D.; Su, H. Al as solid solution hardener in steels. Mater. Sci. Technol. 2008, 24, 596–600. [Google Scholar] [CrossRef]
- Pang, J.; Xu, B.; Wang, G.; Lu, Q.; Wang, J.; Yi, H.L. Effect of silicon and aluminium in ferrite on tensile and impact properties. Mater. Sci. Technol. 2017, 33, 1–5. [Google Scholar] [CrossRef]
- Chiang, J.; Lawrence, B.; Boyd, J.D.; Pilkey, A.K. Effect of microstructure on retained austenite stability and work hardening of TRIP steels. Mater. Sci. Eng. A 2011, 528, 4516–4521. [Google Scholar] [CrossRef]
- Chiang, J.; Boyd, J.D.; Pilkey, A.K. Effect of microstructure on retained austenite stability and tensile behaviour in an aluminum-alloyed TRIP steel. Mater. Sci. Eng. A 2015, 638, 132–142. [Google Scholar] [CrossRef]
- Yi, H.L.; Lee, K.Y.; Bhadeshia, H.K.D.H. Stabilisation of ferrite in hot rolled δ-TRIP steel. Mater. Sci. Technol. 2011, 27, 525–529. [Google Scholar] [CrossRef]
- Rietveld, H.M. Line profiles of neutron powder-diffraction peaks for structure refinement. Acta Crystallogr. 1967, 22, 151–152. [Google Scholar] [CrossRef]
- Rietveld, H.M. A profile refinement method for nuclear and magnetic structures. J. Appl. Crystallogr. 1969, 2, 65–71. [Google Scholar] [CrossRef]
- Hill, R.J.; Howard, C.J. Quantitative phase analysis from neutron powder diffraction data using the Rietveld method. J. Appl. Crystallogr. 1987, 20, 467–474. [Google Scholar] [CrossRef]
- Chen, P.; Wang, G.D.; Ceguerra, A.V.; Breen, A.J.; Ringer, S.P.; Xiong, X.C.; Lu, Q.; Wang, J.F.; Yi, H.L. Yield Strength Enhancement by Carbon Trapping in Ferrite of the Quenching and Partitioning Steel. Metall. Mater. Trans. A 2018, 49, 235–240. [Google Scholar] [CrossRef]
- Konijnenberg, P.J.; Zaefferer, S.; Raabe, D. Assessment of geometrically necessary dislocation levels derived by 3D EBSD. Acta Mater. 2015, 99, 402–414. [Google Scholar] [CrossRef]
- Guglielmi, P.O.; Ziehmer, M.; Lilleodden, E.T. On a novel strain indicator based on uncorrelated misorientation angles for correlating dislocation density to local strength. Acta Mater. 2018, 150, 195–205. [Google Scholar] [CrossRef]
- Wang, M.; Huang, M.X. Abnormal TRIP effect on the work hardening behavior of a quenching and partitioning steel at high strain rate. Acta Mater. 2020, 188, 551–559. [Google Scholar] [CrossRef]
- Sugimoto, K.-I.; Kobayashi, M.; Hashimoto, S.-I. Ductility and strain-induced transformation in a high-strength transformation-induced plasticity-aided dual-phase steel. Metall. Trans. A 1992, 23, 3085–3091. [Google Scholar] [CrossRef]
- Shi, J.; Sun, X.; Wang, M.; Hui, W.; Dong, H.; Cao, W. Enhanced work-hardening behavior and mechanical properties in ultrafine-grained steels with large-fractioned metastable austenite. Scr. Mater. 2010, 63, 815–818. [Google Scholar] [CrossRef]
- Gao, G.; Gao, B.; Gui, X.; Hu, J.; He, J.; Tan, Z.; Bai, B. Correlation between microstructure and yield strength of as-quenched and Q&P steels with different carbon content (0.06–0.42 wt%C). Mater. Sci. Eng. A. 2019, 753, 1–10. [Google Scholar]
- Bhadeshia, H.K.D.H. Bainite in Steels: Transformations, Microstructure and Properties, 2nd ed.; The Institute of Materials, University of Cambridge: London, UK, 2001; pp. 63–89. [Google Scholar]
- Sourmail, T.; Smanio, V. Low temperature kinetics of bainite formation in high carbon steels. Acta Mater. 2013, 61, 2639–2648. [Google Scholar] [CrossRef]
- Liu, S.K.; Zhang, J. The influence of the Si and Mn concentrations on the kinetics of the bainite transformation in Fe-C-Si-Mn alloys. Metall. Trans. A 1990, 21, 1517–1525. [Google Scholar] [CrossRef]
- Jiang, T.; Liu, H.; Sun, J.; Guo, S.; Liu, Y. Effect of austenite grain size on transformation of nanobainite and its mechanical properties. Mater. Sci. Eng. A 2016, 666, 207–213. [Google Scholar] [CrossRef]
- Sun, J.-J.; Lian, F.-L.; Liu, H.-J.; Jiang, T.; Guo, S.-W.; Du, L.-X.; Liu, Y.-N. Microstructure of warm rolling and pearlitic transformation of ultrafine-grained GCr15 steel. Mater. Charact. 2014, 95, 291–298. [Google Scholar] [CrossRef]
- Lian, F.L.; Liu, H.J.; Sun, J.J.; Sun, X.J.; Guo, S.W.; Liu, Y.N.; Du, L.X. Ultrafine grain effect on pearlitic transformation in hypereutectoid steel. J. Mater. Res. 2013, 28, 757–765. [Google Scholar] [CrossRef]
- Xu, G.; Liu, F.; Wang, L.; Hu, H. A new approach to quantitative analysis of bainitic transformation in a superbainite steel. Scr. Mater. 2013, 68, 833–836. [Google Scholar] [CrossRef]
- Sun, J.; Wang, Y.; Guo, S.; Liu, Y. Effect of prior austenite grain size on isothermal bainite transformation in 65Cr steel. Mater. Lett. 2020, 266, 127495. [Google Scholar] [CrossRef]
- Singh, S.B.; Bhadeshia, H.K.D.H. Estimation of bainite plate-thickness in low-alloy steels. Mater. Sci. Eng. A 1998, 245, 72–79. [Google Scholar] [CrossRef]
- Seo, E.J.; Cho, L.; Estrin, Y.; De Cooman, B.C. Microstructure-mechanical properties relationships for quenching and partitioning (Q&P) processed steel. Acta Mater. 2016, 113, 124–139. [Google Scholar]
- Eliasson, J.; Sandström, R. Proof strength values for austenitic stainless steels at elevated temperatures. Steel Res. 2000, 71, 249–254. [Google Scholar] [CrossRef]
- Findley, K.O.; Hidalgo, J.; Huizenga, R.M.; Santofimia, M.J. Controlling the work hardening of martensite to increase the strength/ductility balance in quenched and partitioned steels. Mater. Des. 2017, 117, 248–256. [Google Scholar] [CrossRef]
- Han, H.N.; Lee, C.G.; Suh, D.-W.; Kim, S.-J. A microstructure-based analysis for transformation induced plasticity and mechanically induced martensitic transformation. Mater. Sci. Eng. A 2008, 485, 224–233. [Google Scholar] [CrossRef]
- Miyamoto, G.; Shibata, A.; Maki, T.; Furuhara, T. Precise measurement of strain accommodation in austenite matrix surrounding martensite in ferrous alloys by electron backscatter diffraction analysis. Acta Mater. 2009, 57, 1120–1131. [Google Scholar] [CrossRef]
- Ennis, B.L.; Jimenez-Melero, E.; Atzema, E.H.; Krugla, M.; Azeem, M.A.; Rowley, D.; Daisenberger, D.; Hanlon, D.N.; Lee, P.D. Metastable austenite driven work-hardening behaviour in a TRIP-assisted dual phase steel. Int. J. Plast. 2017, 88, 126–139. [Google Scholar] [CrossRef]
- Harjo, S.; Tsuchida, N.; Abe, J.; Gong, W. Martensite phase stress and the strengthening mechanism in TRIP steel by neutron diffraction. Sci. Rep. 2017, 7, 15149. [Google Scholar] [CrossRef]
- Jacques, P.J.; Delannay, F.; Ladrière, J. On the influence of interactions between phases on the mechanical stability of retained austenite in transformation-induced plasticity multiphase steels. Metall. Mater. Trans. A 2001, 32, 2759–2768. [Google Scholar] [CrossRef]
- Tan, X.; Ponge, D.; Lu, W.; Xu, Y.; He, H.; Yan, J.; Wu, D.; Raabe, D. Joint investigation of strain partitioning and chemical partitioning in ferrite-containing TRIP-assisted steels. Acta Mater. 2020, 186, 374–388. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Steels | C | Mn | Al | Fe |
|---|---|---|---|---|
| 1 Mn | 0.41 | 1.07 | 3.37 | Bal. |
| 1.5 Mn | 0.40 | 1.55 | 3.45 | Bal. |
| 2 Mn | 0.39 | 1.99 | 3.54 | Bal. |
| Steels | Annealing Process | Fraction/vol.% | Grain Size/µm |
|---|---|---|---|
| 1 Mn | 900 °C-5 min | 48 ± 1 | 4.0 ± 0.5 |
| 1.5 Mn | 850 °C-5 min | 50 ± 1 | 3.2 ± 0.4 |
| 2 Mn | 830 °C-5 min | 52 ± 1 | 1.5 ± 0.1 |
| Steels | XRD Results | EBSD Results | |
|---|---|---|---|
| Austenite Fraction/vol.% | Carbon Content/wt.% | Austenite Fraction/vol.% | |
| 1 Mn | 22.6 ± 0.2 | 1.65 ± 0.03 | 16.2 |
| 1.5 Mn | 26.7 ± 0.2 | 1.51 ± 0.02 | 26.9 |
| 2 Mn | 28.8 ± 0.2 | 1.40 ± 0.02 | 27.2 |
| Steels | YS/MPa | TS/MPa | TEL/% | PSE/GPa% |
|---|---|---|---|---|
| 1 Mn | 532 ± 5 | 672 ± 7 | 36 ± 1 | 24.2 |
| 1.5 Mn | 559 ± 1 | 824 ± 1 | 40 ± 2 | 32.6 |
| 2 Mn | 558 ± 2 | 951 ± 5 | 24 ± 1 | 22.8 |
| Strain (Engineering Strain) | 1 Mn | 1.5 Mn | 2 Mn | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Dγ | Dα | Vγ | Dγ | Dα | Vγ | Dγ | Dα | Vγ | |
| 0 | 1.34 | 1.12 | 16.2 | 0.83 | 0.75 | 27.0 | 0.74 | 0.72 | 27.2 |
| 0.0198 (0.02) | 1.47 | 1.19 | 15.8 | 1.02 | 0.87 | 25.3 | 0.94 | 0.86 | 25.0 |
| 0.0488 (0.05) | 1.64 | 1.37 | 13.2 | 1.31 | 1.11 | 21.1 | 1.30 | 1.13 | 18.6 |
| 0.0953 (0.1) | 1.71 | 1.67 | 9.8 | 1.80 | 1.58 | 15.6 | 1.75 | 1.54 | 11.9 |
| 0.182 (0.2) | 2.41 | 2.23 | 5.6 | 2.59 | 2.39 | 9.8 | 2.36 | 2.16 | 6.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, B.; Chen, P.; Li, Z.; Wu, D.; Wang, G.; Guo, J.; Liu, R.; Misra, R.D.K.; Yi, H. The Significance of Optimizing Mn-Content in Tuning the Microstructure and Mechanical Properties of δ-TRIP Steels. Metals 2021, 11, 523. https://0-doi-org.brum.beds.ac.uk/10.3390/met11030523
Xu B, Chen P, Li Z, Wu D, Wang G, Guo J, Liu R, Misra RDK, Yi H. The Significance of Optimizing Mn-Content in Tuning the Microstructure and Mechanical Properties of δ-TRIP Steels. Metals. 2021; 11(3):523. https://0-doi-org.brum.beds.ac.uk/10.3390/met11030523
Chicago/Turabian StyleXu, Baoyu, Peng Chen, Zhengxian Li, Di Wu, Guodong Wang, Jinyu Guo, Rendong Liu, R. D. K. Misra, and Hongliang Yi. 2021. "The Significance of Optimizing Mn-Content in Tuning the Microstructure and Mechanical Properties of δ-TRIP Steels" Metals 11, no. 3: 523. https://0-doi-org.brum.beds.ac.uk/10.3390/met11030523