
Research on the Negative Multistage Incremental Forming of Straight-Wall Parts Based on the Extrusion from the Forward and Reverse Side of the Sheet



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Proposed Method
3. Generation of Auxiliary Surface and Forming Model of Each Intermediate Stage
3.1. Auxiliary-Surface-Generation Algorithm
- (1)
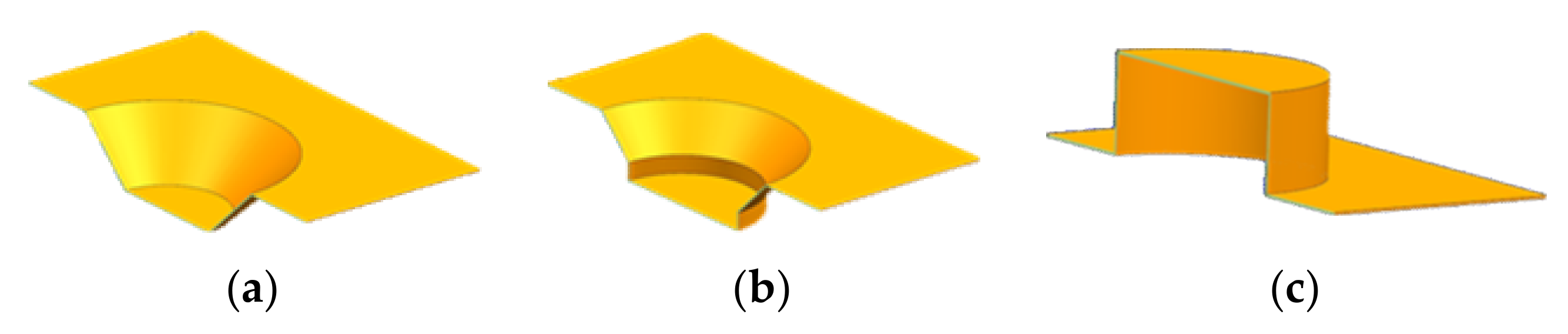
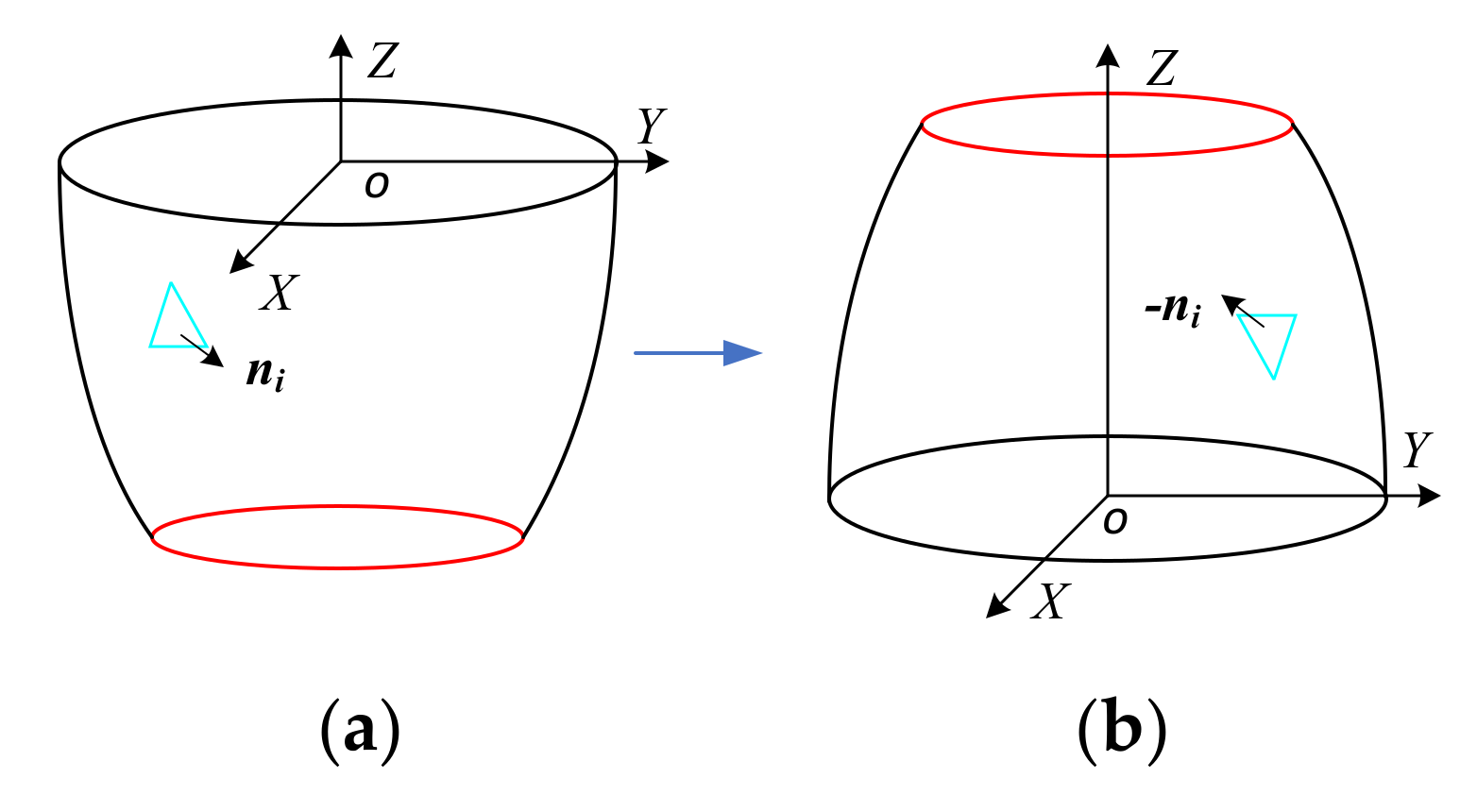
- Extract the inner surface of the STL (Stereo Lithography) model of straight-wall parts. The STL model consists of triangular patches and their normal vectors. The triangular patches with the Z coordinate the value of the normal vector ni in the interval (0,1]) are extracted as the inner surface.
- (2)
- Set the inclination angle of the auxiliary surface . Firstly, the forming angle of each triangular patch on the inner surface is calculated and the maximum forming angle is found, where s (0,0,1) is the normal vector of the horizontal plane; Then, the inclination angle of the auxiliary surface is set by the user according to the maximum forming angle .
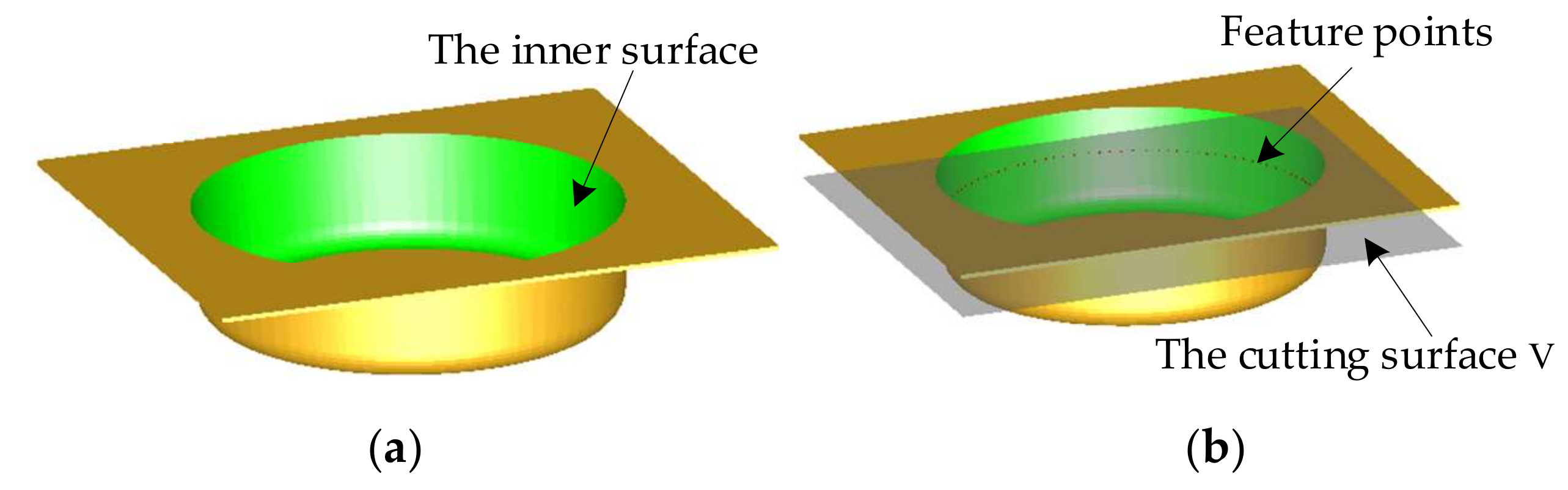
- (3)
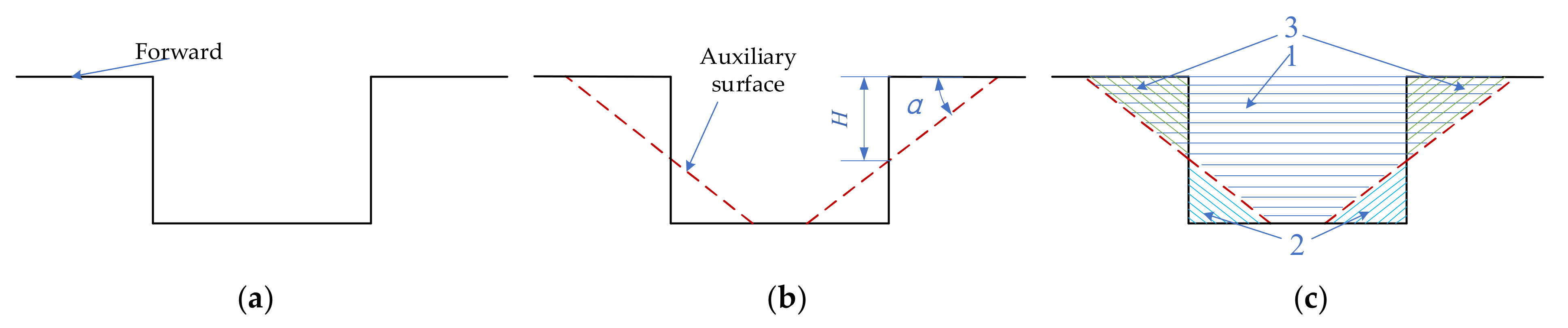
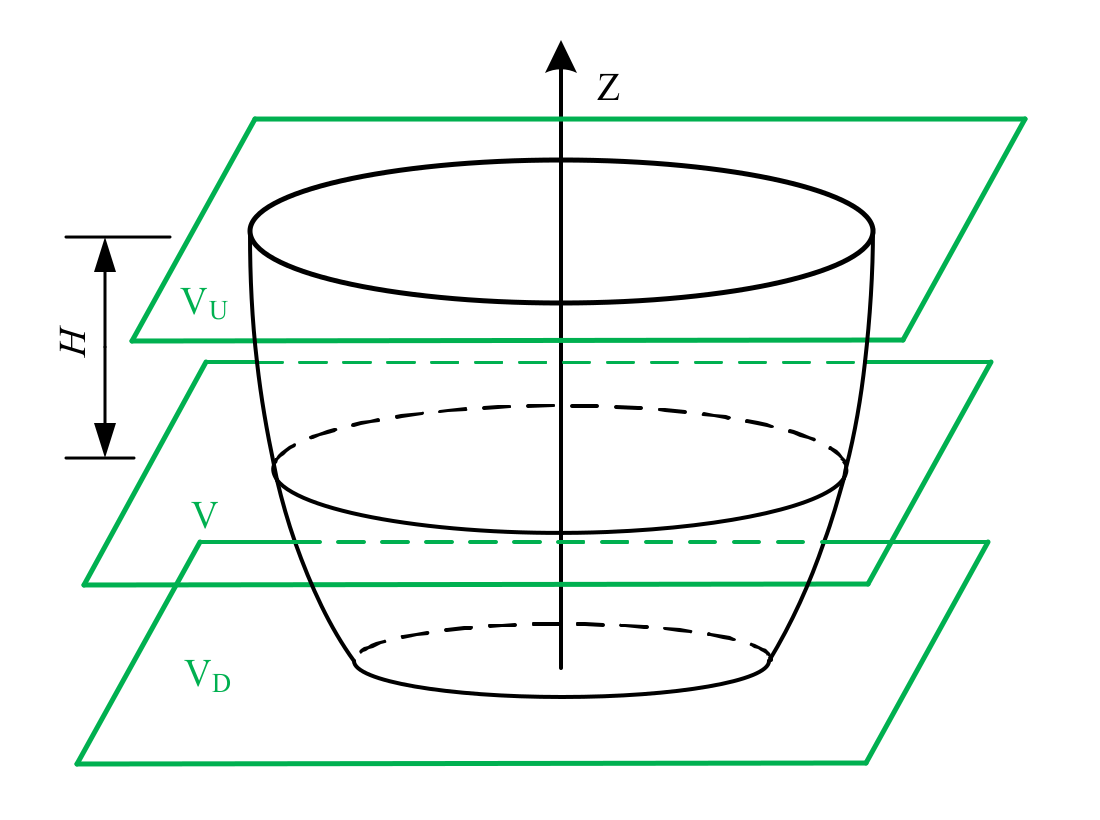
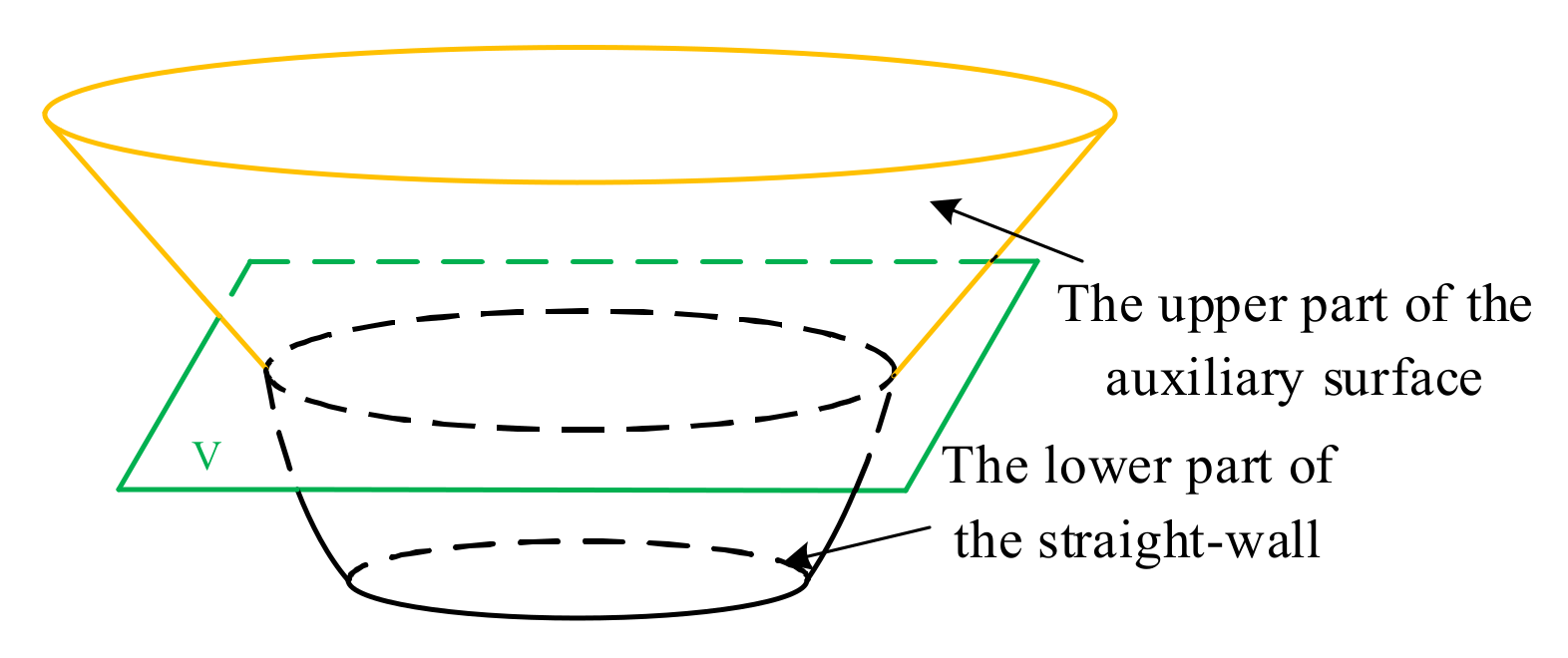
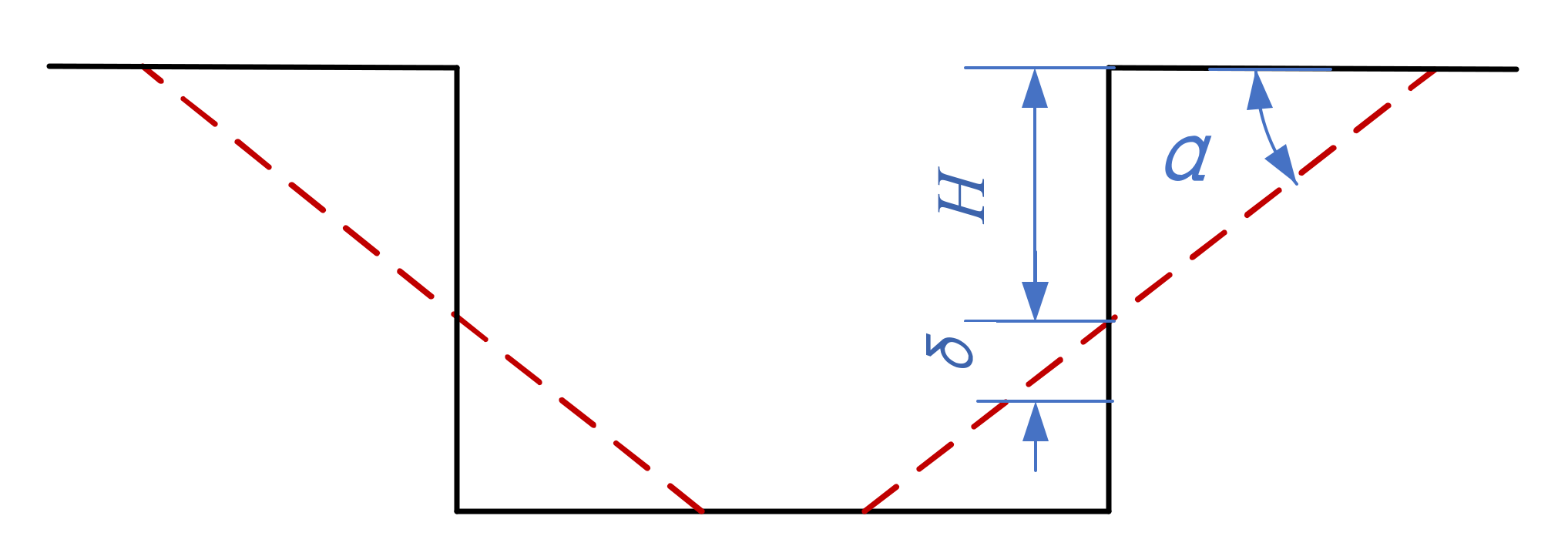
- Generate the cutting surface through the triangular patch vertices with the maximum and minimum Z coordinate values on the inner surface, respectively, to generate the horizontal cutting surface VU (generally coincident with the top surface of the model) and VD (generally coincident with the bottom surface of the model), and generate a cutting surface V that is parallel to the cutting surface VU and is located at a distance of H from the cutting surface VU (Figure 6).
- (4)
- Generate feature points. The extracted inner surface is cut with the cutting surface V, that is, the cutting surface V intersects each edge of the triangular patch at a point, which is the feature point Dj (Figure 6).
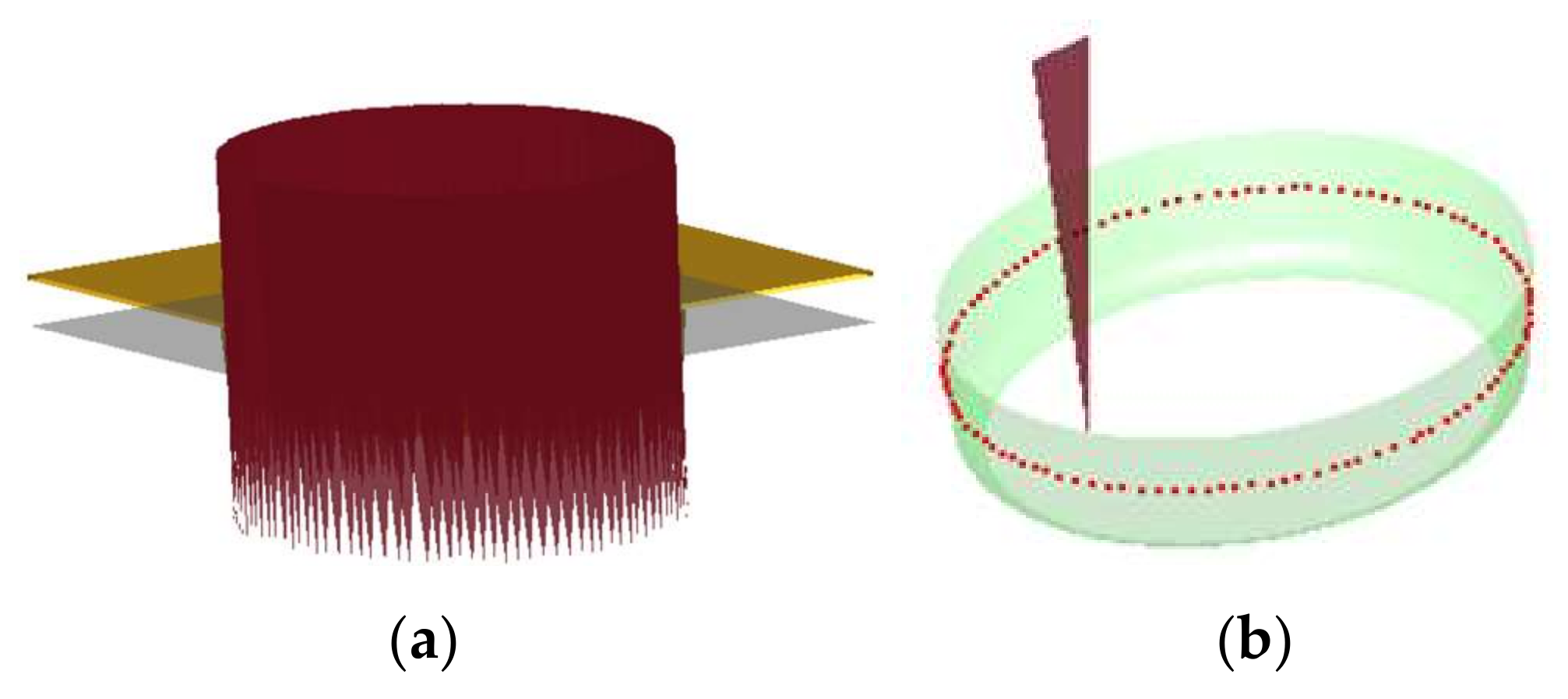
- (5)
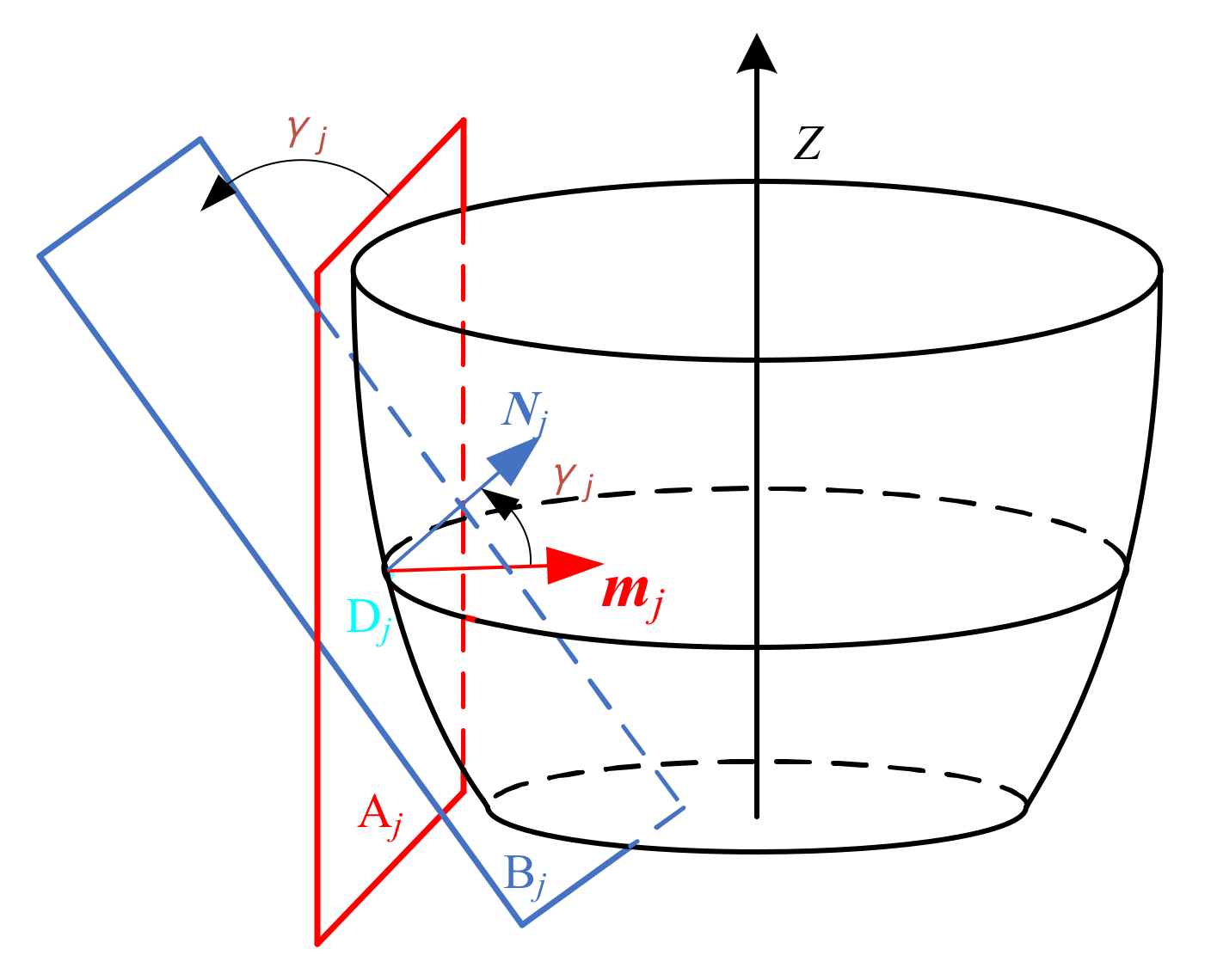
- Generate vertical faces. A vertical plane Aj is established through the feature point Dj (Figure 7). The direction of the normal vector mj of the vertical plane Aj is the direction of the angular bisector between feature points, and the size is the unit vector.
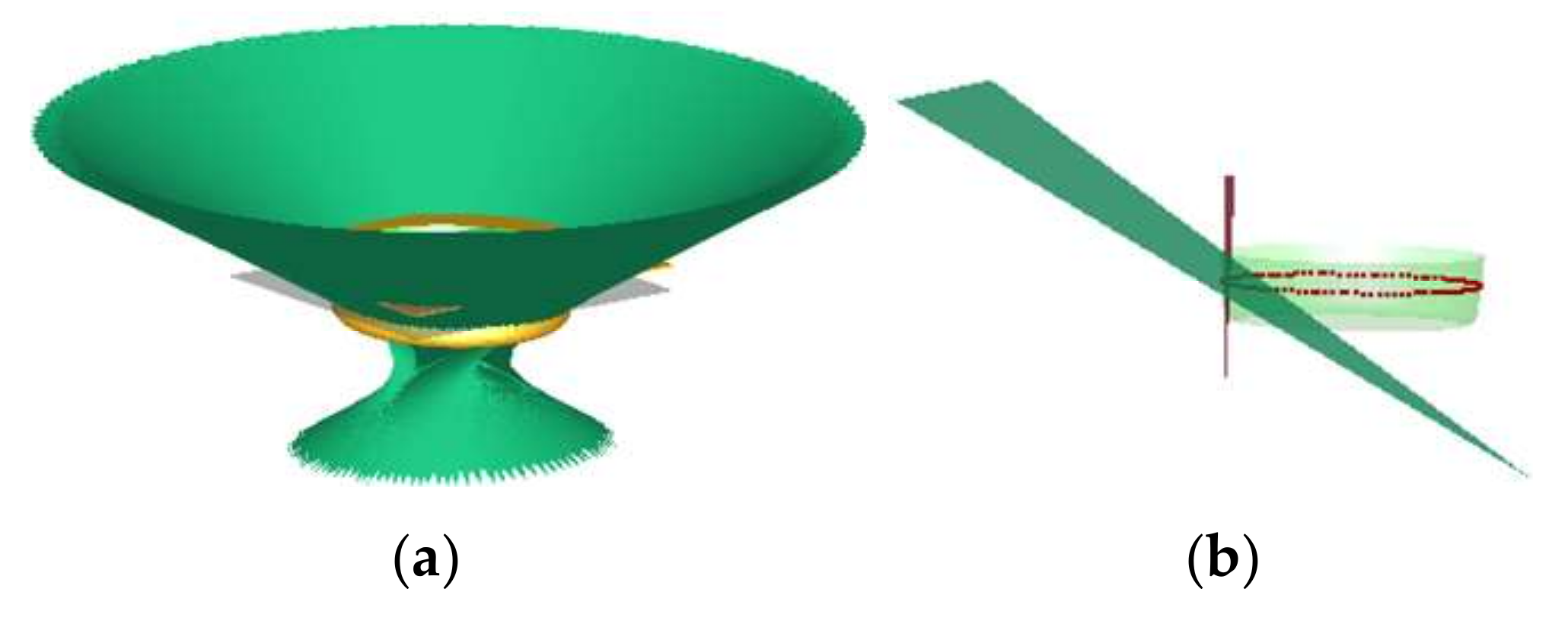
- (6)
- Rotate the vertical plane. Rotate the vertical plane Aj by around the point Dj to obtain the plane Bj. That is, the normal vector mj of the vertical plane Aj is rotated counterclockwise around the point Dj in the plane determined by the vertical line passing through the point Dj and the normal vector mj of the vertical plane Aj to obtain the normal vector Nj of the plane Bj (Figure 7). Then, the equation of the plane Bj is obtained by using the point Dj and the normal vector Nj, as shown in Figure 7.
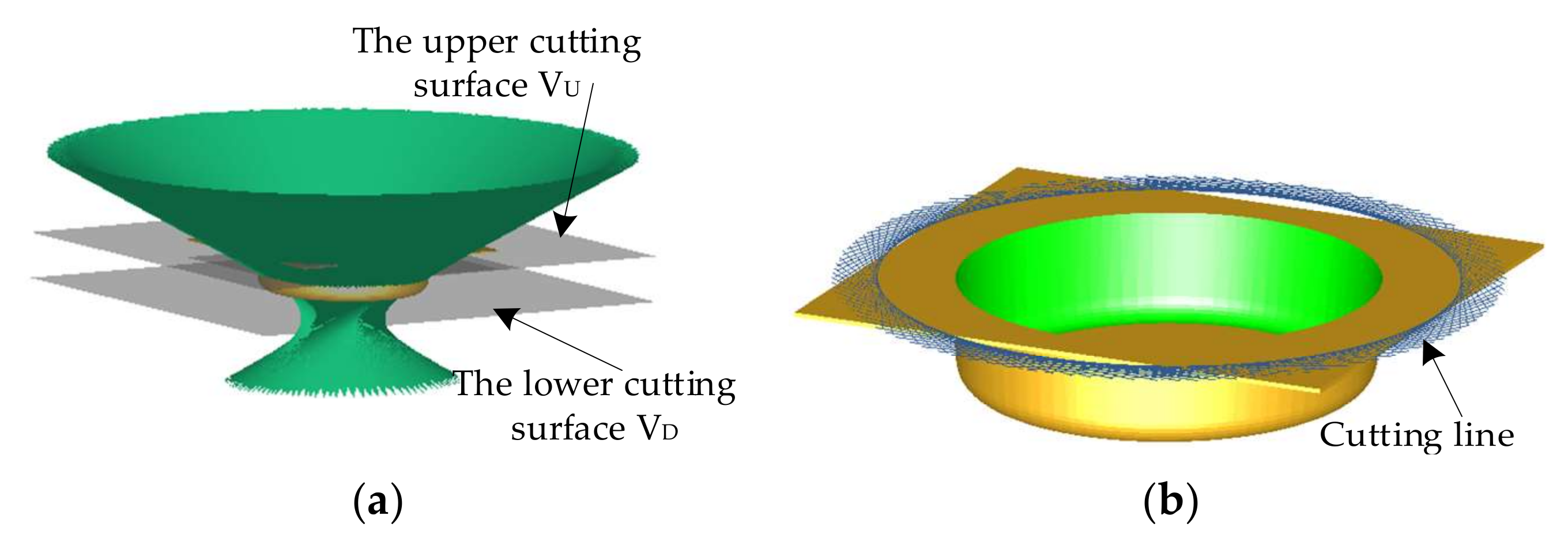
- (7)
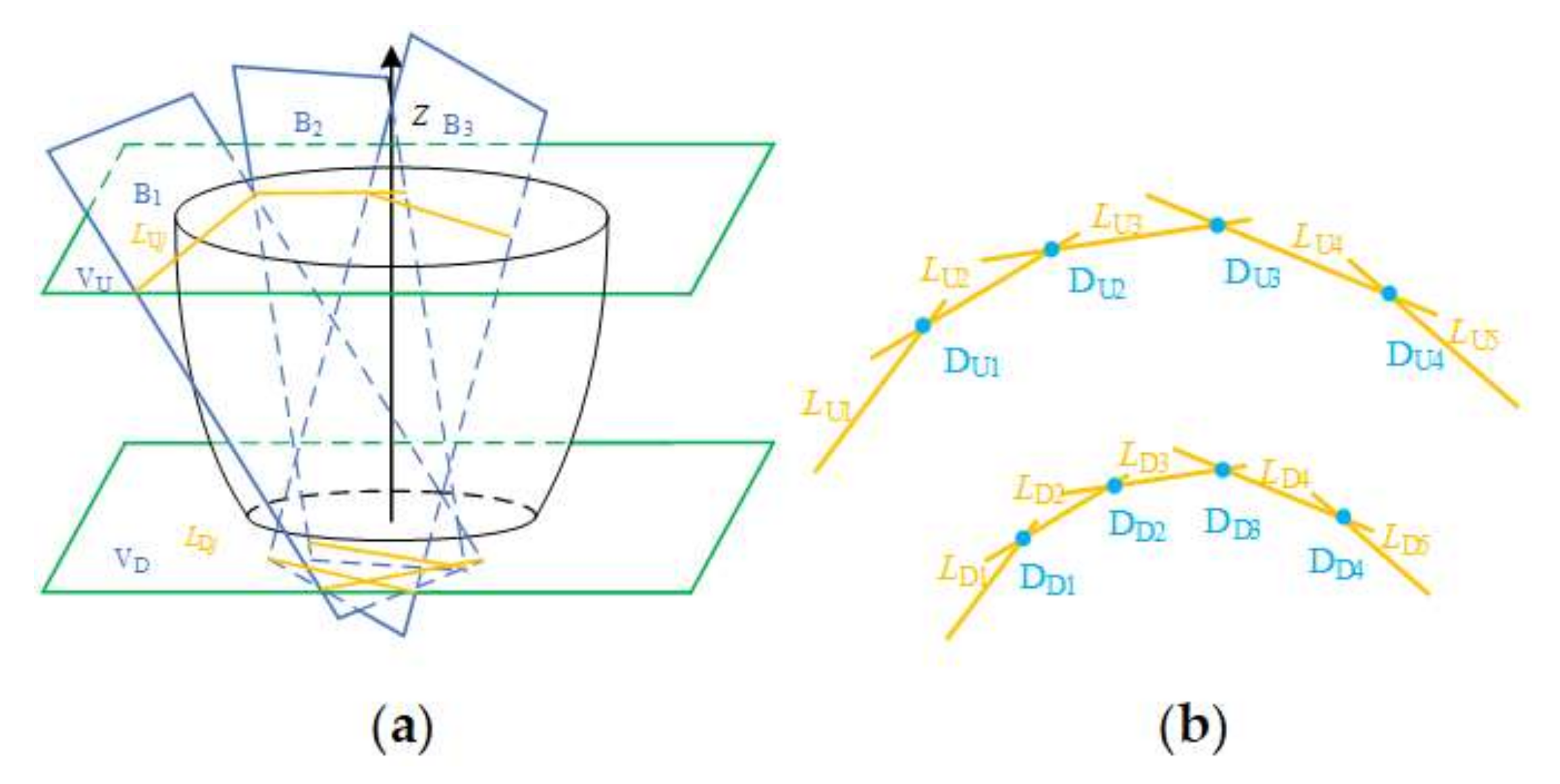
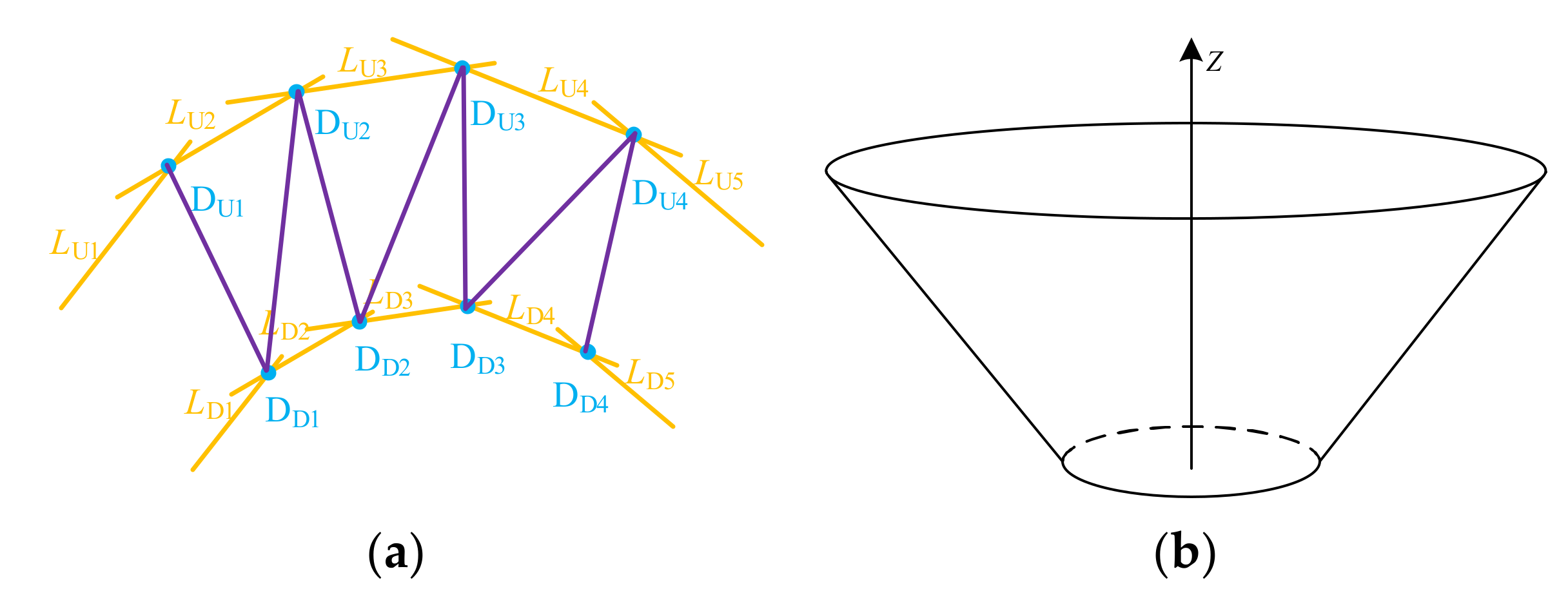
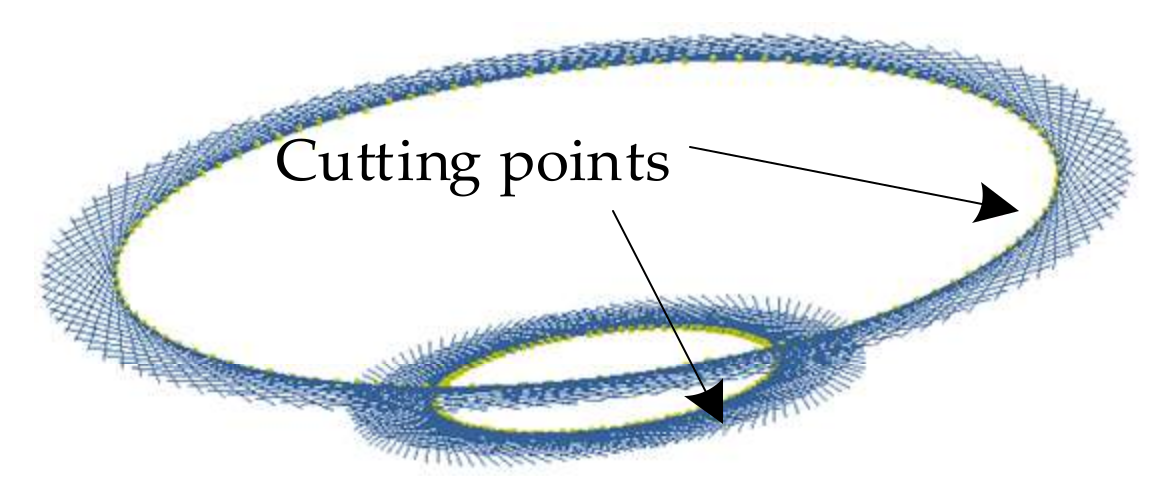
- For the upper and lower cutting surfaces, judge whether the rotated plane Bj coincides; if it coincides with the previous plane, remove this plane. The cutting line LUj is obtained by cutting the rotated plane Bj using the cutting surface VU, and the cutting line LDj is obtained by cutting the rotated plane Bj using the cutting surface VD (Figure 8a). The upper cutting points DUj are the intersection points of the cutting line LUj and the lower cutting points DDj are the intersection points of the cutting line LDj (Figure 8b).
- (8)
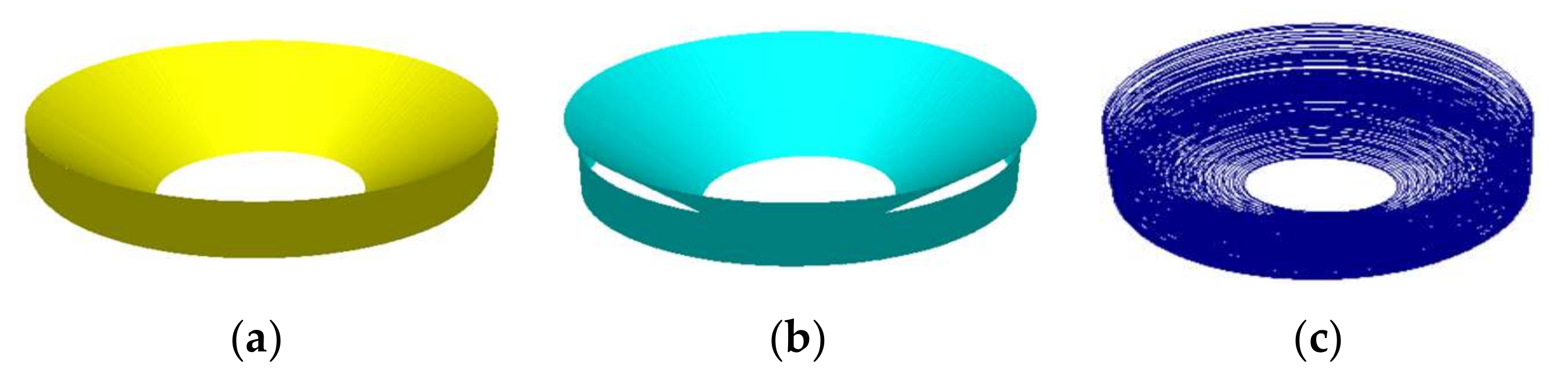
3.2. Generation Algorithm for Each Intermediate Forming-Stage Model
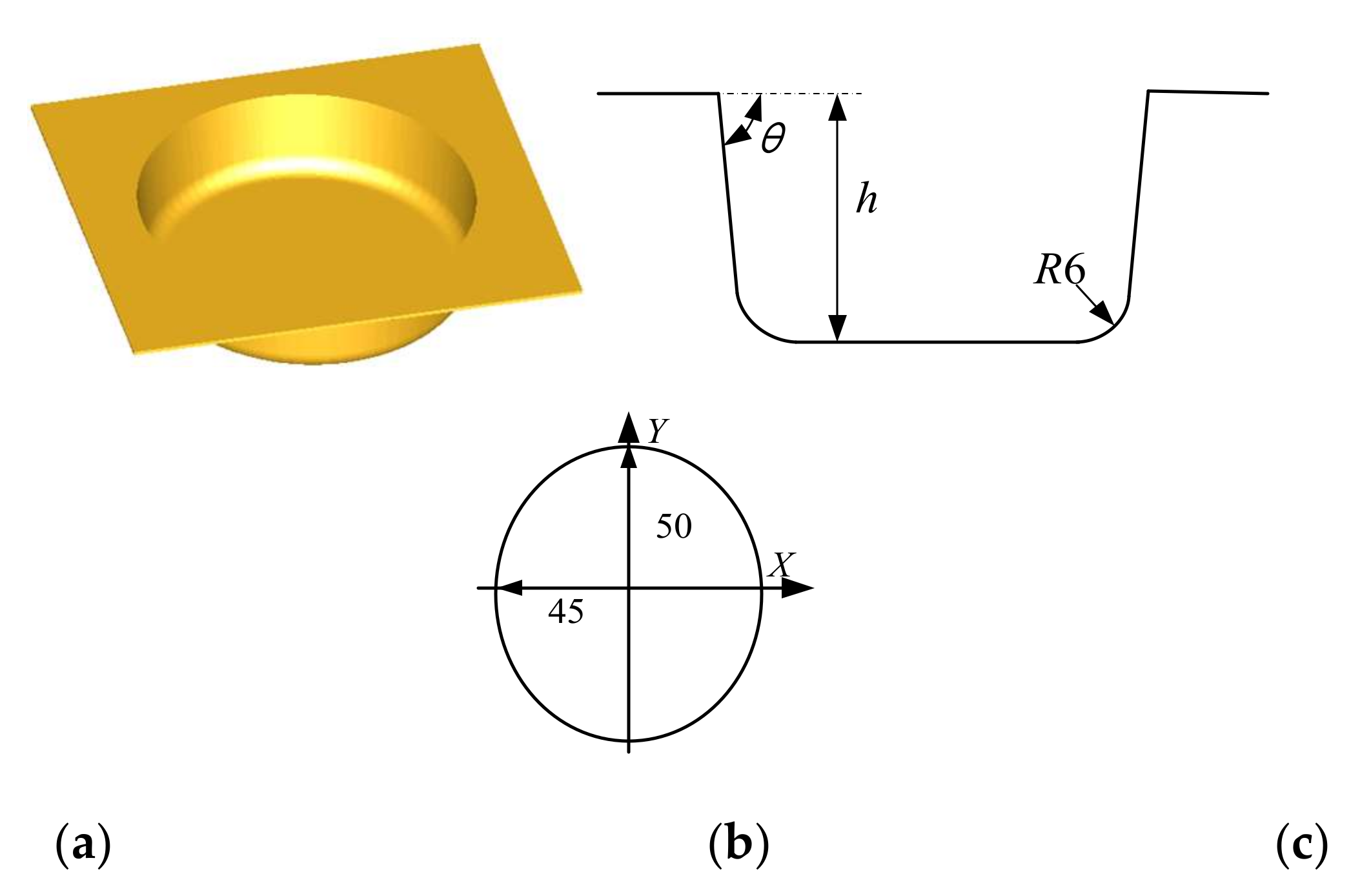
3.3. Case Studies
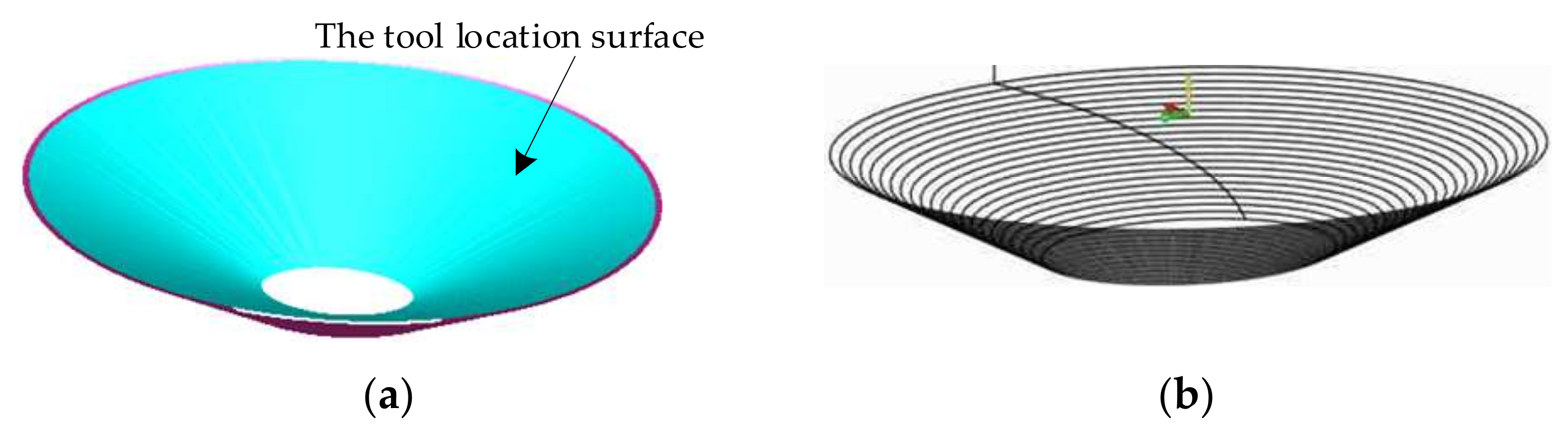
4. Generation of Forming Toolpath for Each Stage
4.1. First-Stage Forming-Toolpath Planning and Generation
4.2. Second- and Third-Stage Forming-Toolpath Planning and Generation
4.3. Case Studies
5. Forming Experiment
5.1. Forming Experiment Process
5.2. Analysis of Forming Experiment Results
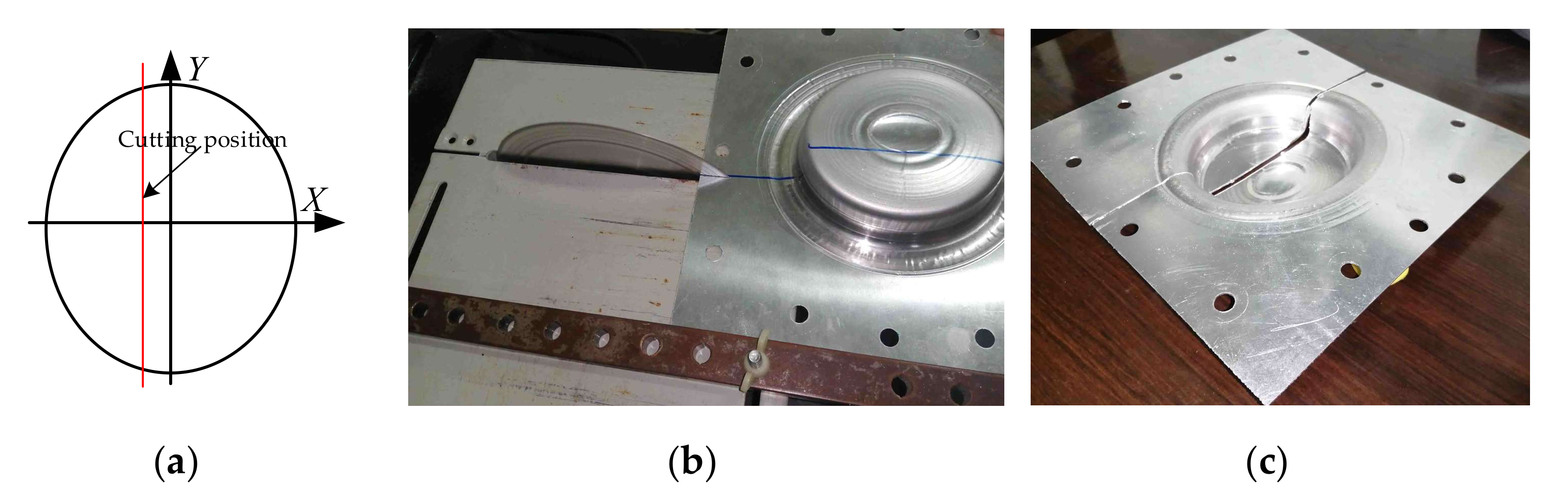
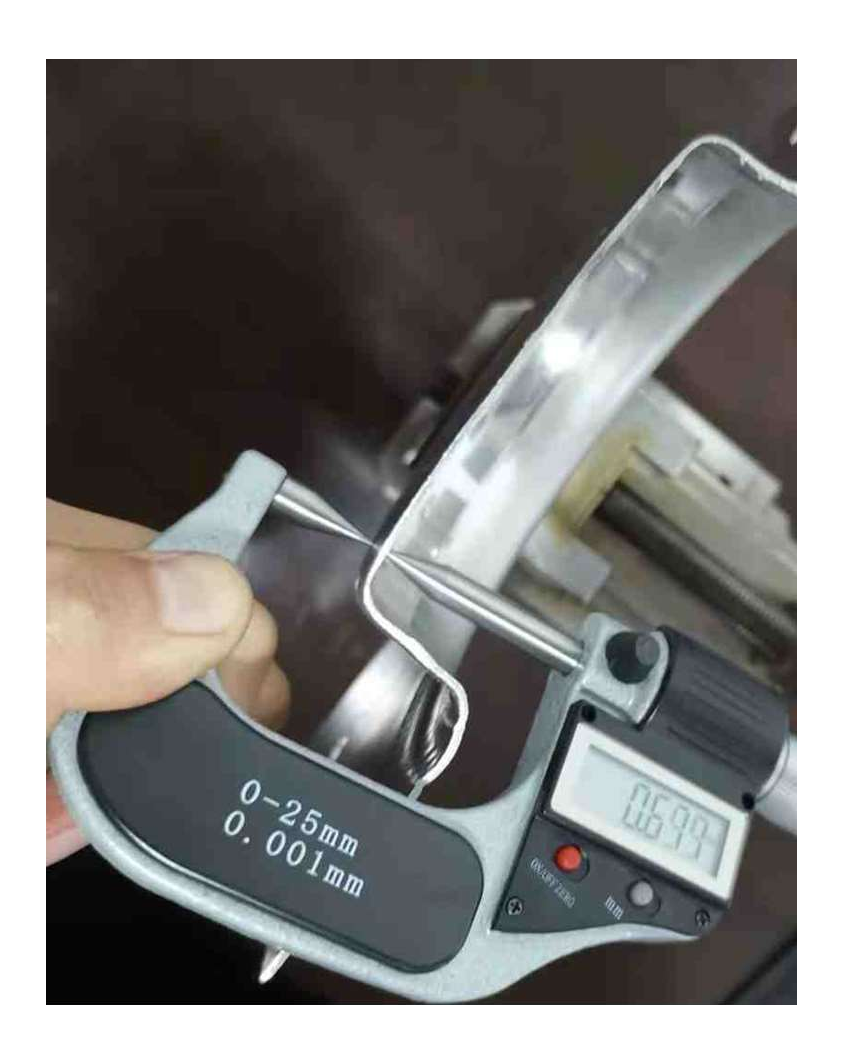
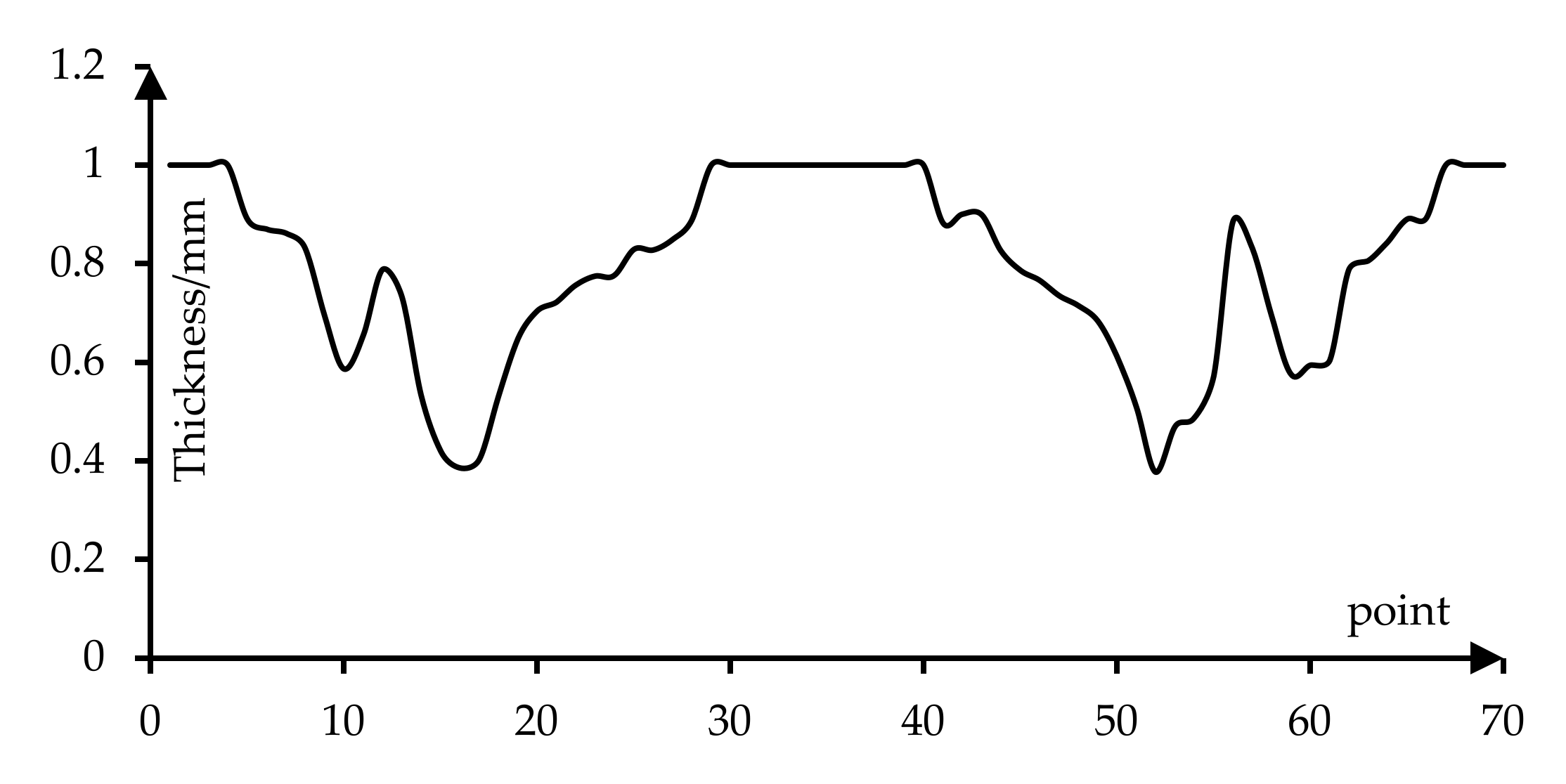
5.2.1. Thickness Distribution
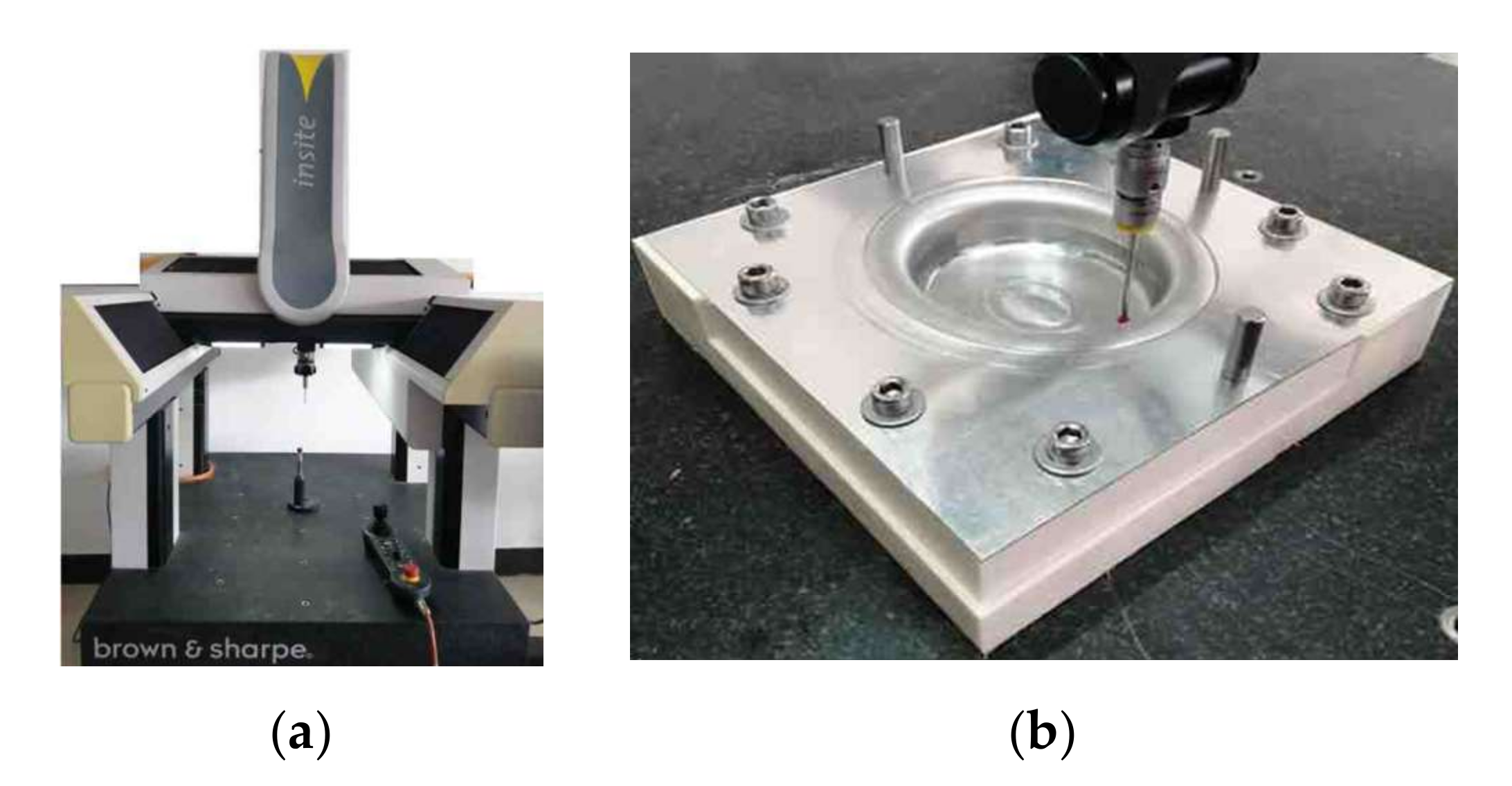
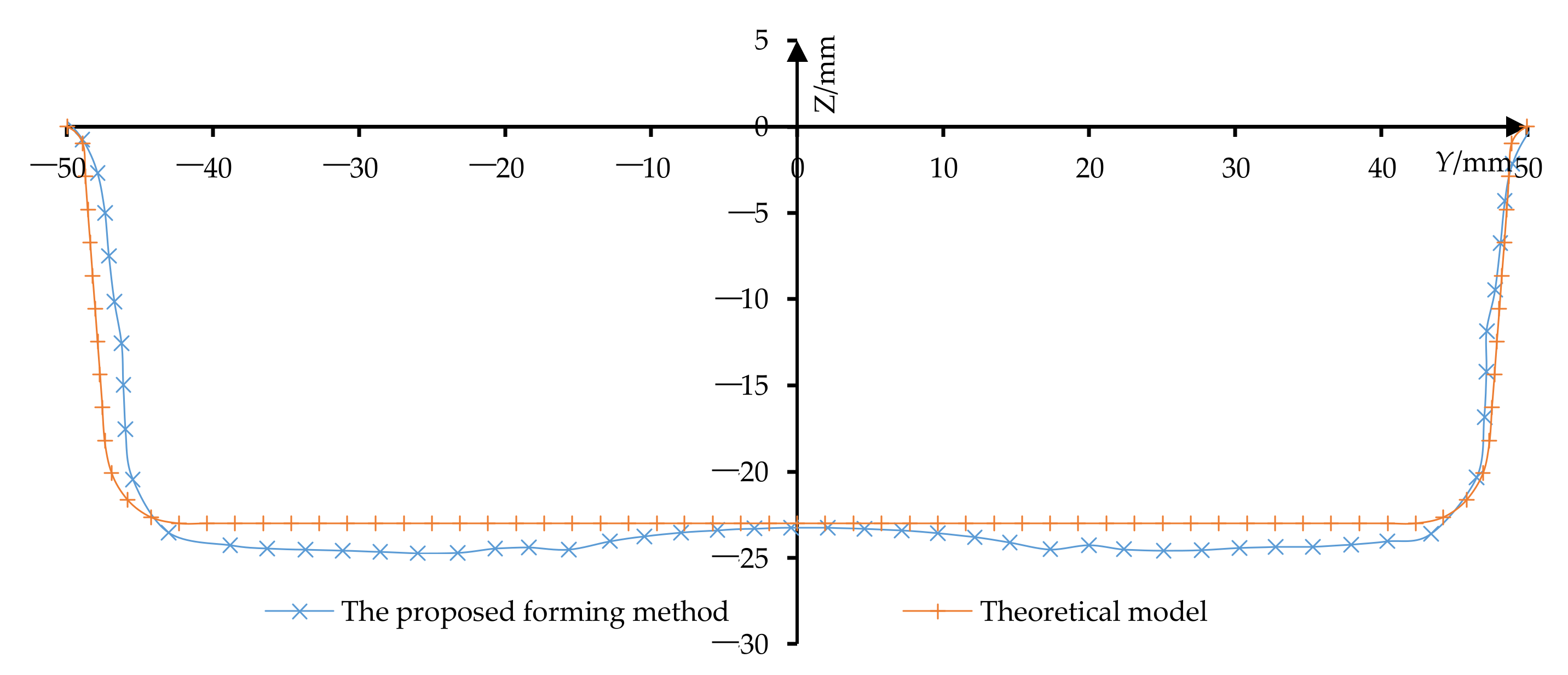
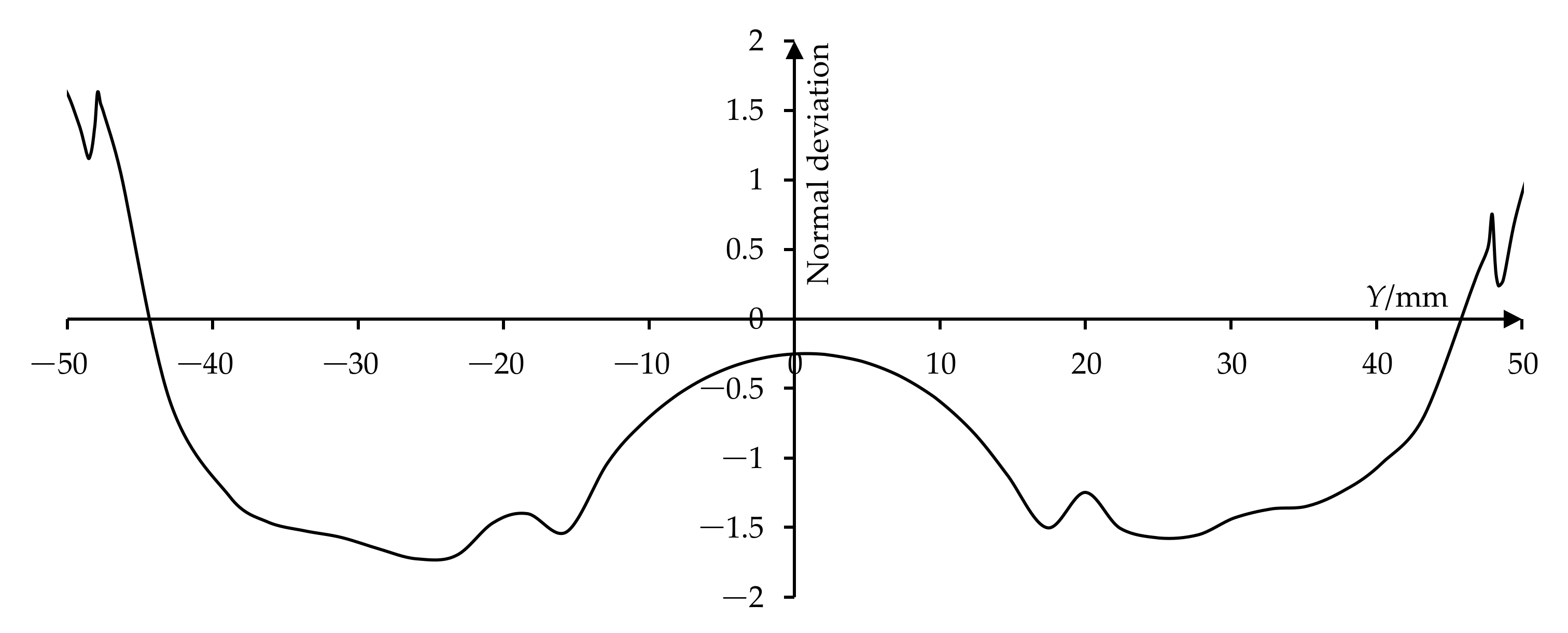
5.2.2. Profile Curve
6. Conclusions
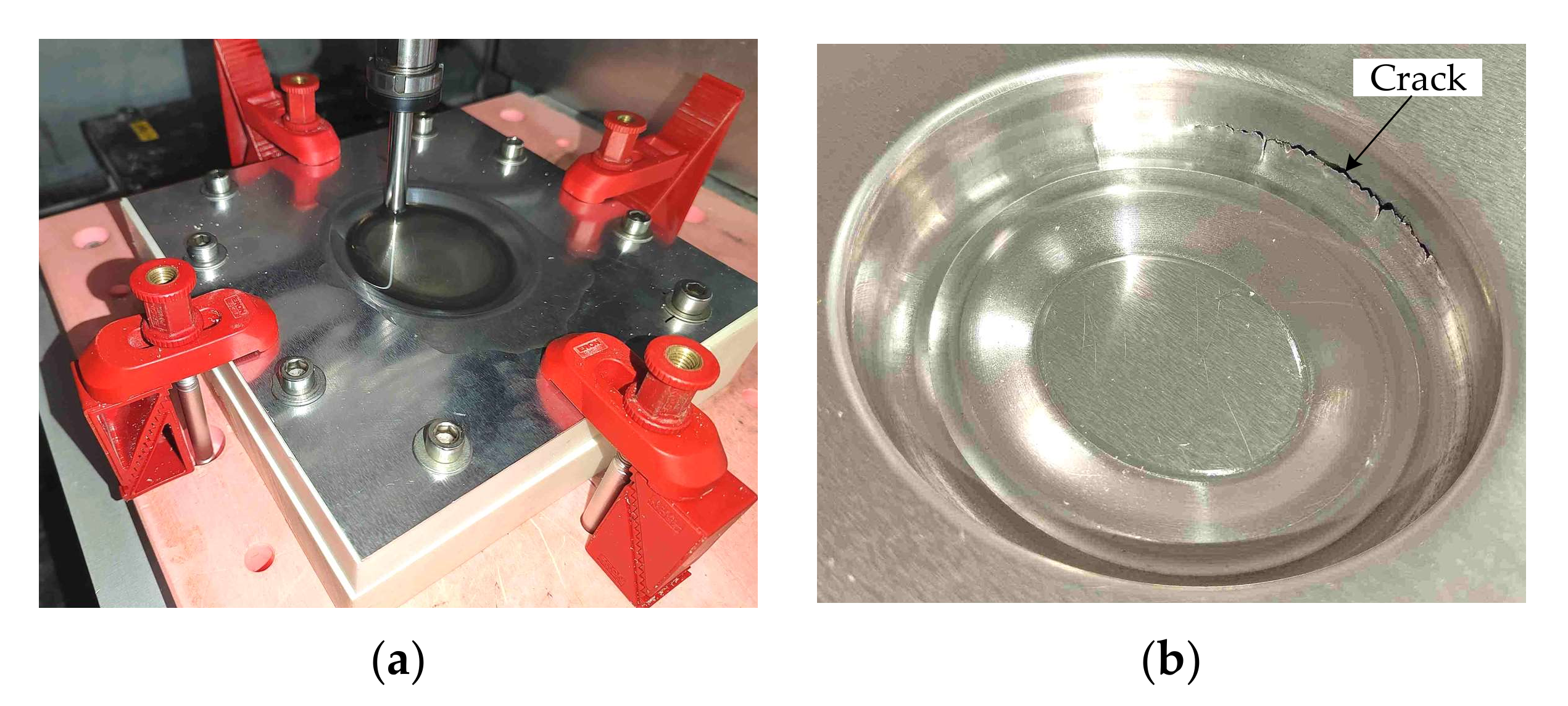
- (1)
- The straight-wall part with a forming angle of 85° cannot be formed by the traditional multistage forming strategy mentioned in this paper. The sheet was broken during the third-stage forming.
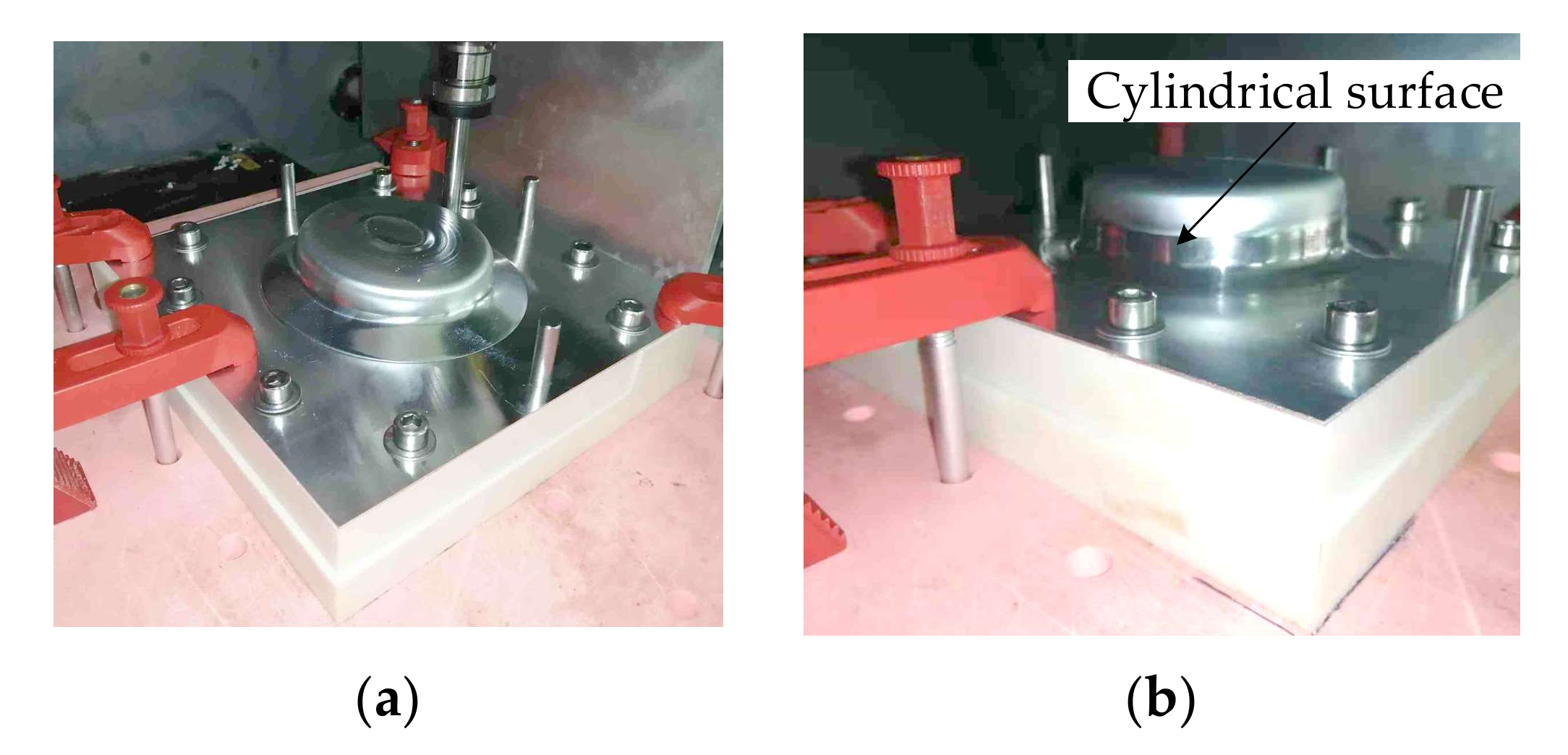
- (2)
- The straight-wall part with a forming angle of 85° can be successfully formed by using the proposed method in this paper, and the appearance quality is better. The profile-dimension accuracy and thickness distribution of the experimental part are good, and its minimum thickness is 0.378 mm.
- (3)
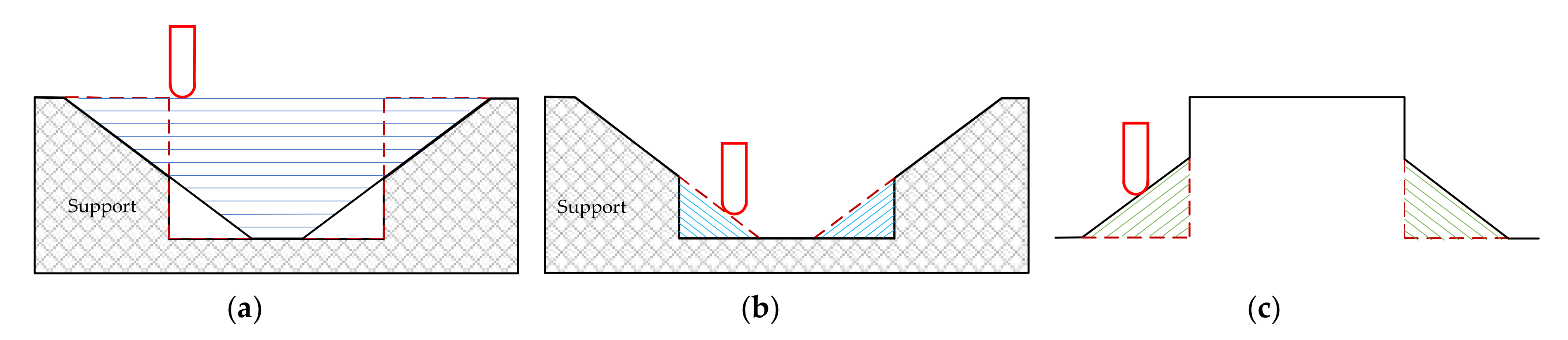
- Compared with traditional negative multistage forming, under the supporting die, the proposed method can increase the area of the sheet metal participating in forming, which effectively increases the thickness of the sheet-metal part and is suitable for the straight-wall part model with narrow internal space.
- (4)
- The zoning of straight-wall parts can be adjusted by controlling the inclination angle and height H, so that the amount of materials inside and outside the model that participate in the forming can be adjusted; additionally, the reasonable partition of straight-wall parts can be obtained to make the thickness distribution of the straight-wall parts more uniform.
- (5)
- In future work, it is necessary to find the best combination of the inclination angle and height H. In addition, the double-sided CNC incremental forming technology is expected to be used in the proposed method so that the forward- and reverse-extrusion process can be conducted at the same time to reduce the errors occurring in the sheet-turnover process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pratheesh, K.S.; Elangovan, S.; Mohanraj, R.; Boopathi, S. A comprehensive review in incremental forming on approaches of deformation analysis and surface morphologies. Mater. Today Proceed. 2021, 43, 3129–3139. [Google Scholar] [CrossRef]
- Shakir, G.; Hengan, O. Surface roughness analysis of medical grade titanium sheets formed by single point incremental forming. Int. J. Adv. Manuf. Technol. 2021, 114, 2975–2990. [Google Scholar]
- Pratheesh, K.S.; Elangovan, S.; Mohanraj, R.; Boopathi, S. Real-time applications and novel manufacturing strategies of incremental forming: An industrial perspective. Mater. Today Proceed. 2021, 46, 8153–8164. [Google Scholar]
- Harish, K.N.; Anupam, A. Residual stress inclusion in the incrementally formed geometry using Fractal Geometry Based Incremental Toolpath (FGBIT). J. Mater. Process. Technol. 2020, 279, 116575. [Google Scholar]
- Siddiqi, M.U.R.; Corney, J.R.; Sivaswamy, G.; Amir, M.; Bhattacharya, R. Design and validation of a fixture for positive incremental sheet forming. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 232, 629–643. [Google Scholar] [CrossRef] [Green Version]
- Ben, K.N.; Thiery, S. Incremental sheet forming with active medium. CIRP Ann. 2019, 168, 313–316. [Google Scholar]
- Zhu, H.; Cheng, G.X.; Won, J.D. Comparison of the positive and negative two points incremental forming quality. J. Phys. Conf. Ser. 2021, 1922, 012012. [Google Scholar] [CrossRef]
- Kumar, D.S.; Ethiraj, N. Improvement of wall angle in AISI 304 stainless steel cup using five stage single point incremental forming. Int. J. Veh. Struct. Syst. 2020, 12, 17–21. [Google Scholar]
- Li, Z.F.; Lu, S.H.; Zhang, T.; Feng, T.H.; An, Z.G.; Xue, C.C. Numerical prediction of ductile fracture in multi-stage single point incremental forming based on phenomenological modified Mohr–Coulomb. Measurement 2020, 154, 107505. [Google Scholar] [CrossRef]
- Vignesh, G.; Pandivelan, C.; Narayanan, C.S. Review on multi-stage incremental forming process to form vertical walled cup. Mater. Today Proceed. 2020, 27, 2297–2302. [Google Scholar] [CrossRef]
- Zhu, H.; Liu, L.T. Research the CNC incremental forming of straight-wall parts based on a virtual auxiliary body. J. Mater. Process. Technol. 2021, 288, 116841. [Google Scholar] [CrossRef]
- Gianluca, B.; Marco, G.; Livan, F.; Fabrizio, M. Multi-directional vs. mono-directional multi-step strategies for single point incremental forming of non-axisymmetric components. J. Manuf. Process. 2020, 55, 22–30. [Google Scholar]
- Li, X.Q.; Han, K.; Xu, P.; Wang, H.B.; Li, D.S.; Li, Y.L.; Li, Q. Experimental and theoretical analysis of the thickness distribution in multistage two point incremental sheet forming. Int. J. Adv. Manuf. Technol. 2020, 107, 191–203. [Google Scholar] [CrossRef]
- Li, X.Q.; Han, K.; Li, D.S. Multi-Stage two point incremental sheet forming. J. Phys. Conf. Ser. 2018, 1063, 012064. [Google Scholar] [CrossRef]
- Grimm, T.J.; Mears, L. Investigation of a radial toolpath in single point incremental forming. Procedia Manuf. 2020, 48, 215–222. [Google Scholar] [CrossRef]
- Ömer, S. Effect of operational parameters on incremental forming of low-alloy sheet metals and its optimization. Adv. Mater. Process. Technol. 2021, 7, 71–84. [Google Scholar]
- Ajay, K.; Vinay, S.; Sujata, N.; Amit, K.; Ankit, T.; Anita, S. Impact of process variables on surface roughness in negative incremental forming process. Mater. Today Proceed. 2021, 5, 930–934. [Google Scholar]
- Hardik, R.D.; Devang, A.P.; Akash, B.P.; Divyangkumar, D.P.; Sekar, S. Experimental investigation of surface roughness for AA 3003-0 aluminium alloy using single point incremental forming. Mater. Today Proceed. 2021, 46, 8655–8662. [Google Scholar]
- Sherwan, M.N.; Imre, P. Artificial neural network for modeling and investigating the effects of forming tool characteristics on the accuracy and formability of thin aluminum alloy blanks when using SPIF. Int. J. Adv. Manuf. Technol. 2021, 114, 2591–2615. [Google Scholar]
- Ganesh, P.; Visagan, A.; Ethiraj, N.; Prabhahar, M.; Sendilvelan, S. Optimization of pyramid shaped single point incremental forming of AA5052 alloy sheet. Mater. Today Proceed. 2021, 45, 5892–5898. [Google Scholar] [CrossRef]
- Vjaykumar, M.D.; Chandramohan, D.; Gopalaramasubramaniyan, G. Experimental investigation on single point incremental forming of IS513Cr3 using response surface method. Mater. Today Proceed. 2020, 21, 902–907. [Google Scholar] [CrossRef]
- Gupta, P.; Szekeres, A.; Jeswiet, J. Design and development of an aerospace component with single-point incremental forming. Int. J. Adv. Manuf. Technol. 2019, 103, 3683–3702. [Google Scholar] [CrossRef]
- Vedat, T. Optimization of incremental forming of Low-Alloy High-Yield-Strength HC300LA sheet using a rolling blank holder method. Steel Res. Int. 2021, 92, 2000512. [Google Scholar]
- Wu, S.; Ma, Y.; Gao, L.; Zhao, Y.; Rashed, S.; Ma, N. A novel multi-step strategy of single point incremental forming for high wall angle shape. J. Mater. Process. 2020, 56, 697–706. [Google Scholar] [CrossRef]
- Li, J.C.; Yang, F.F.; Zhou, Z.Q. Thickness distribution of multi-stage incremental forming with different forming stages and angle intervals. J. Cent. South Univ. 2015, 22, 842–848. [Google Scholar] [CrossRef]
- Suresh, K.; Regalla, S.P.; Kotkundae, N. Finite element simulations of multi stage incremental forming process. Mater. Today Proceed. 2018, 5, 3802–3810. [Google Scholar] [CrossRef]
- Ndip-Agbor, E.; Cheng, P.; Moser, N.; Ehmann, K.; Cao, J. Prediction of rigid body motion in multi-pass single point incremental forming. J. Mater. Process. Technol. 2019, 269, 117–127. [Google Scholar] [CrossRef]
- Dai, P.P.; Chang, Z.D.; Li, M.; Chen, J. Reduction of geometric deviation by multi-pass incremental forming combined with tool path compensation for non-axisymmetric aluminum alloy component with stepped feature. Int. J. Adv. Manuf. Technol. 2019, 102, 809–817. [Google Scholar] [CrossRef]
- Li, J.C.; Hu, J.B.; Pan, J.J. Thickness distribution and design of a multi-stage process for sheet metal incremental forming. Int. J. Adv. Manuf. Technol. 2012, 62, 981–988. [Google Scholar] [CrossRef]
- Jung, K.S.; Yu, J.H.; Chung, W.J.; Lee, C.W. Tool path design of the counter single point incremental forming process to decrease shape error. Materials 2020, 13, 4719. [Google Scholar] [CrossRef]
- Pranav, G.; Alexander, S.; Jacob, J. Manufacture of an aerospace component with hybrid incremental forming methodology. Int. J. Mater. Form. 2021, 14, 293–308. [Google Scholar]
- Zhu, H.; Zhang, W.; Ju, J. Generation of the underdraught points uniformly distributed contour tool path for CNC incremental forming. Appl. Mech. Mater. 2014, 635, 511–514. [Google Scholar] [CrossRef]
- Zhu, H.; Cheng, G.X.; Jung, D.W. Toolpath planning and generation for multi-stage incremental forming based on stretching angle. Materials 2021, 14, 4818. [Google Scholar] [CrossRef] [PubMed]





































Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, G.; Zhu, H.; Jung, D. Research on the Negative Multistage Incremental Forming of Straight-Wall Parts Based on the Extrusion from the Forward and Reverse Side of the Sheet. Metals 2022, 12, 459. https://0-doi-org.brum.beds.ac.uk/10.3390/met12030459
Cheng G, Zhu H, Jung D. Research on the Negative Multistage Incremental Forming of Straight-Wall Parts Based on the Extrusion from the Forward and Reverse Side of the Sheet. Metals. 2022; 12(3):459. https://0-doi-org.brum.beds.ac.uk/10.3390/met12030459
Chicago/Turabian StyleCheng, Guixi, Hu Zhu, and Dongwon Jung. 2022. "Research on the Negative Multistage Incremental Forming of Straight-Wall Parts Based on the Extrusion from the Forward and Reverse Side of the Sheet" Metals 12, no. 3: 459. https://0-doi-org.brum.beds.ac.uk/10.3390/met12030459