
Designing a Mixed Texture in Mg/Mg Laminated Composite via Bimetal Co-Extrusion to Ameliorate the Mechanical Anisotropy


Abstract
:
1. Introduction
2. Materials and Methods
3. Results and Discussion
- (1)
- Fracture observation. Figure 9 shows the tensile fracture surfaces of the W3/L5 laminated composite along 0°, 45° and 90°. It can be clearly seen in the cross section that the interface crack traverses the whole fracture surface (marked by red arrows). Moreover, the crack gradually propagates along the interface, which can be observed in the longitudinal section of each fracture surface. These results sufficiently indicate that interface instability leads to local fracturing. In the previous studies [23,24,25], the preceded cracking of brittle intermetallics was the main origin of the interface instability during tension. However, in this work, combining the high magnification observation of the W3/L5 interface in Figure 7, we can conclude that it derives from the crack propagation triggered by rich O element voids.
- (2)
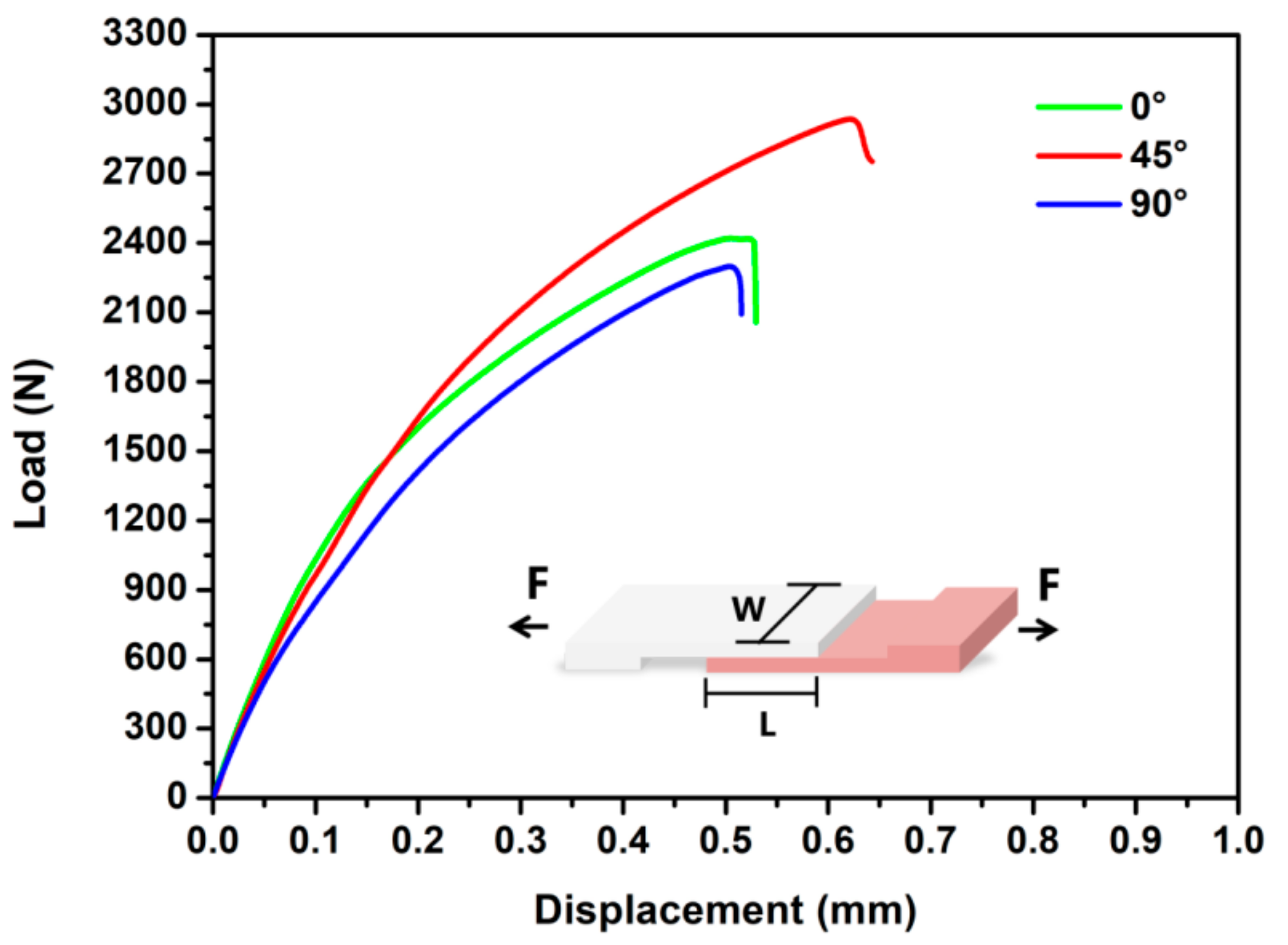
- Numerical calculation. We calculate the deviation of the applied stresses between the W3 and L5 layers at the serration strain on each stress-strain curve and the interface shear strength along the corresponding tensile direction. The results are listed in Table 3. It can be seen that all the deviations are larger than the interface shear strength values. Therefore, it is believed that the interface fracture forms when the W3/L5 laminated composite is tensioned to the serration strain along each tensile direction. When increasing the stress, the interface becomes the source of prior fracture, leading to the deterioration of ultimate strength and elongation-to-failure.
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, Q.; Jiang, B.; Chen, D.; Jin, Z.; Zhao, L.; Yang, Q.; Huang, G.; Pan, F. Strategies for enhancing the room-temperature stretch formability of magnesium alloy sheets: A review. J. Mater. Sci. 2021, 56, 12965–12998. [Google Scholar] [CrossRef]
- Lee, T.; Kwak, B.J.; Yu, J.; Lee, J.H.; Noh, Y.; Moon, Y.H. Deep-learning approach to predict a severe plastic anisotropy of caliber-rolled Mg alloy. Mater. Lett. 2020, 269, 127652. [Google Scholar] [CrossRef]
- Li, D.; Le, Q.; Li, X.; Wang, P.; Liao, Q.; Zhou, X.; Hu, C. The microstructure evolution and mechanical anisotropy of extruded Mg-2Zn-0.4Ce-0.4Mn alloy tube during tension in different directions. J. Alloys Compd. 2021, 873, 159829. [Google Scholar] [CrossRef]
- Hong, S.-G.; Park, S.H.; Lee, C.S. Role of {10–12} twinning characteristics in the deformation behavior of a polycrystalline magnesium alloy. Acta Mater. 2010, 58, 5873–5885. [Google Scholar] [CrossRef]
- Wang, Q.; Shen, Y.; Jiang, B.; Tang, A.; Chai, Y.; Song, J.; Yang, T.; Huang, G.; Pan, F. A good balance between ductility and stretch formability of dilute Mg-Sn-Y sheet at room temperature. Mater. Sci. Eng. A 2018, 736, 404–416. [Google Scholar] [CrossRef]
- Rakshith, M.; Seenuvasaperumal, P. Review on the effect of different processing techniques on the microstructure and mechanical behaviour of AZ31 Magnesium alloy. J. Magnes. Alloys 2021, 9, 1692–1714. [Google Scholar]
- Pei, R.; Korte-Kerzel, S.; Al-Samman, T. Superior microstructure and mechanical properties of a next-generation AZX310 magnesium sheet alloy. Mater. Sci. Eng. A 2019, 763, 138112. [Google Scholar] [CrossRef]
- Chai, Y.; Shan, L.; Jiang, B.; Yang, H.; He, C.; Hao, W.; He, J.; Yang, Q.; Yuan, M.; Pan, F. Ameliorating mechanical properties and reducing anisotropy of as-extruded Mg-1.0Sn-0.5Ca alloy via Al addition. Prog. Nat. Sci. 2021, 31, 722–730. [Google Scholar] [CrossRef]
- Yang, Z.Q.; Ma, A.B.; Xu, B.Q.; Jiang, J.H.; Sun, J.P. Development of a high-strength Mg–11Gd–2Ag (wt%) alloy sheet with extra-low anisotropy. Mater. Sci. Eng. A 2021, 811, 141084. [Google Scholar] [CrossRef]
- Hoseini-Athar, M.M.; Mahmudi, R.; Prasath Babu, R.; Hedström, P. Tailoring the texture of an extruded Mg sheet through constrained groove pressing for achieving low mechanical anisotropy and high yield strength. Scr. Mater. 2020, 186, 253–258. [Google Scholar] [CrossRef]
- Xu, J.; Jiang, B.; Kang, Y.; Zhao, J.; Zhang, W.; Zheng, K.; Pan, F. Tailoring microstructure and texture of Mg-3Al-1Zn alloy sheets through curve extrusion process for achieving low planar anisotropy. J. Mater. Sci. Technol. 2022, 113, 48–60. [Google Scholar] [CrossRef]
- He, J.; Jiang, B.; Yang, Q.; Xu, J.; Liu, B.; Pan, F. Improved the anisotropy of extruded Mg-3Li-3Al-Zn alloy sheet by presetting grain re-orientation and subsequent annealing. J. Alloys Compd. 2016, 676, 64–73. [Google Scholar] [CrossRef]
- Li, X.; Jiang, B.; He, J.; Zhang, J.; Jiang, Z.; Liu, B.; Pan, F. Improvement of planar isotropy, mechanical properties and corrosion resistance of extruded Mg-3Al-1Zn alloy sheet by special grain re-orientation. J. Alloys Compd. 2017, 721, 106–117. [Google Scholar] [CrossRef]
- Feng, B.; Xin, Y.; Hong, R.; Yu, H.; Wu, Y.; Liu, Q. The effect of architecture on the mechanical properties of Mg-3Al-1Zn rods containing hard Al alloy cores. Scr. Mater. 2015, 98, 56–59. [Google Scholar] [CrossRef]
- Feng, B.; Xin, Y.; Guo, F.; Yu, H.; Wu, Y.; Liu, Q. Compressive mechanical behavior of Al/Mg composite rods with different types of Al sleeve. Acta Mater. 2016, 120, 379–390. [Google Scholar] [CrossRef]
- Feng, B.; Sun, Z.; Wu, Y.; Feng, X.; Wang, J.; Zheng, K. Microstructure and mechanical behavior of Mg ZK60/Al 1100 composite plates fabricated by co-extrusion. J. Alloys Compd. 2020, 842, 155676. [Google Scholar] [CrossRef]
- Wang, Q.; Song, Y.; Jiang, B.; Fu, J.; Tang, A.; Sheng, H.; Song, J.; Zhang, D.; Jiang, Z.; Huang, G.; et al. Fabrication of Mg/Mg composite with sleeve-core structure and its effect on room-temperature yield asymmetry via bimetal casting-co-extrusion. Mater. Sci. Eng. A 2020, 769, 138476. [Google Scholar] [CrossRef]
- Zhao, K.N.; Xu, D.X.; Li, H.X.; Zhang, J.S.; Chen, D.L. Microstructure and mechanical properties of Mg/Mg bimetal composites fabricated by hot-pressing diffusion and co-extrusion. Mater. Sci. Eng. A 2019, 764, 138194. [Google Scholar] [CrossRef]
- Meng, Y.; Zhang, H.; Lin, B.; Wang, L.; Fan, J.; Lu, L.; Zhou, X.; Huang, H.; Zhang, S.; Roven, H.J. Microstructure and mechanical properties of the AZ31/GW103K bimetal composite rods fabricated by co-extrusion. Mater. Sci. Eng. A 2022, 833, 142578. [Google Scholar] [CrossRef]
- Yang, W.; Quan, G.F.; Ji, B.; Wan, Y.F.; Zhou, H.; Zheng, J.; Yin, D.D. Effect of Y content and equal channel angular pressing on the microstructure, texture and mechanical property of extruded Mg-Y alloys. J. Magnes. Alloys 2022, 10, 195–208. [Google Scholar] [CrossRef]
- Zeng, Y.; Jiang, B.; Yang, Q.R.; Quan, G.F.; He, J.J.; Jiang, Z.T.; Pan, F.S. Effect of Li content on microstructure, texture and mechanical behaviors of the as-extruded Mg-Li sheets. Mater. Sci. Eng. A 2017, 700, 59–65. [Google Scholar] [CrossRef]
- Tan, H.F.; Zhang, B.; Luo, X.M.; Sun, X.D.; Zhang, G.P. Strain rate dependent tensile plasticity of ultrafine-grained Cu/Ni laminated composites. Mater. Sci. Eng. A 2014, 609, 318–322. [Google Scholar] [CrossRef]
- Wu, Y.; Feng, B.; Xin, Y.; Hong, R.; Yu, H.; Liu, Q. Microstructure and mechanical behavior of a Mg AZ31/Al 7050 laminate composite fabricated by extrusion. Mater. Sci. Eng. A 2015, 640, 454–459. [Google Scholar] [CrossRef]
- Liu, J.C.; Hu, J.; Nie, X.Y.; Li, H.X.; Du, Q.; Zhang, J.S.; Zhuang, L.Z. The interface bonding mechanism and related mechanical properties of Mg/Al compound materials fabricated by insert molding. Mater. Sci. Eng. A 2015, 635, 70–76. [Google Scholar] [CrossRef]
- Wu, H.; Wang, T.; Wu, R.; Hou, L.; Zhang, J.; Li, X.; Zhang, M. Effects of Annealing Process on the Interface of Alternate α/β Mg-Li Composite Sheets Prepared by Accumulative Roll Bonding. J. Mater. Process. Technol. 2018, 254, 265–276. [Google Scholar] [CrossRef]
- Zhao, K.N.; Liu, J.C.; Nie, X.Y.; Li, Y.; Li, H.X.; Du, Q.; Zhuang, L.Z.; Zhang, J.S. Interface formation in magnesium–magnesium bimetal composites fabricated by insert molding method. Mater. Des. 2016, 91, 122–131. [Google Scholar] [CrossRef]
- Wang, Q.; Shen, Y.; Jiang, B.; Tang, A.; Song, J.; Jiang, Z.; Yang, T.; Huang, G.; Pan, F. Enhanced stretch formability at room temperature for Mg-Al-Zn/Mg-Y laminated composite via porthole die extrusion. Mater. Sci. Eng. A 2018, 731, 184–194. [Google Scholar] [CrossRef]
- Zhao, K.N.; Li, H.X.; Luo, J.R.; Liu, Y.J.; Du, Q.; Zhang, J.S. Interfacial bonding mechanism and mechanical properties of novel AZ31/WE43 bimetal composites fabricated by insert molding method. J. Alloys Compd. 2017, 729, 344–353. [Google Scholar] [CrossRef]
- Zhao, K.N.; Xu, D.X.; Li, H.X.; Wang, J.; Ma, Y.Z.; Zhang, J.S. Fabrication, microstructure, and properties of interface-reinforced Mg/Mg bimetal composites by long-period stacking ordered structures. J. Alloys Compd. 2020, 816, 152526. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Yield Strength (MPa) | Ultimate Strength (MPa) | Elongation-to-Failure (%) | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 0° | 45° | 90° | 0° | 45° | 90° | 0° | 45° | 90° | |
| W3/L5 (W3) | 161.4 ± 3.2 | 196.3 ± 2.8 | 205.5 ± 2.2 | 380.1 ± 4.5 | 399.5 ± 3.1 | 417.1 ± 5.6 | 35.8 ± 1.2 | 25.8 ± 0.8 | 24.6 ± 0.9 |
| W3/L5 (L5) | 133.8 ± 2.1 | 104.3 ± 2.3 | 132.7 ± 2.8 | 254.2 ± 3.1 | 247.9 ± 4.5 | 259.1 ± 3.9 | 24.5 ± 0.8 | 36.1 ± 0.7 | 25.7 ± 1.1 |
| W3/L5 Exp. | 153.8 ± 3.3 | 148.4 ± 2.6 | 162.8 ± 2.8 | 298.4 ± 4.2 | 286.9 ± 3.8 | 286.9 ± 3.1 | 17.2 ± 0.7 | 18.6 ± 0.9 | 16.9 ± 0.8 |
| W3/L5 Pre. | 147.6 ± 2.7 | 150.3 ± 2.5 | 169.1 ± 2.5 | 317.2 ± 3.8 | 323.4 ± 3.8 | 338.1 ± 4.8 | - | - | - |
| ∆ * | 6.2 ± 3.0 | −1.9 ± 2.6 | −6.3 ± 2.6 | −18.8 ± 4.1 | −36.5 ± 3.8 | −51.2 ± 3.9 | - | - | - |
| Sample | Load (N) | Contact Area (mm2) | Shear Strength (MPa) |
|---|---|---|---|
| W3/L5-0° | 2420 | 5.12 × 10.06 | 46.98 |
| W3/L5-45° | 2935 | 4.98 × 10.03 | 58.75 |
| W3/L5-90° | 2298 | 5.05 × 9.98 | 45.59 |
| Tensile Direction | Serration Strain | Stress (MPa) | ∆ * (MPa) | |
|---|---|---|---|---|
| W3 | L5 | |||
| 0° | 0.120 | 275 | 217 | 58 |
| 45° | 0.068 | 263 | 155 | 108 |
| 90° | 0.100 | 304 | 187 | 117 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhai, H.; Wang, Q.; Jiang, B.; Song, Y.; Xue, G.; Jin, Z. Designing a Mixed Texture in Mg/Mg Laminated Composite via Bimetal Co-Extrusion to Ameliorate the Mechanical Anisotropy. Metals 2022, 12, 637. https://0-doi-org.brum.beds.ac.uk/10.3390/met12040637
Zhai H, Wang Q, Jiang B, Song Y, Xue G, Jin Z. Designing a Mixed Texture in Mg/Mg Laminated Composite via Bimetal Co-Extrusion to Ameliorate the Mechanical Anisotropy. Metals. 2022; 12(4):637. https://0-doi-org.brum.beds.ac.uk/10.3390/met12040637
Chicago/Turabian StyleZhai, Haowei, Qinghang Wang, Bin Jiang, Yan Song, Guangjie Xue, and Zhaoyang Jin. 2022. "Designing a Mixed Texture in Mg/Mg Laminated Composite via Bimetal Co-Extrusion to Ameliorate the Mechanical Anisotropy" Metals 12, no. 4: 637. https://0-doi-org.brum.beds.ac.uk/10.3390/met12040637