
Experimental Modeling of the Bifurcation Set Equation of the Chip-Splitting Catastrophe in Symmetrical Straight Double-Edged Cutting

Abstract
:1. Introduction
2. Experimental Investigation and Acquisition of Experimental Data under Critical Conditions of CSC
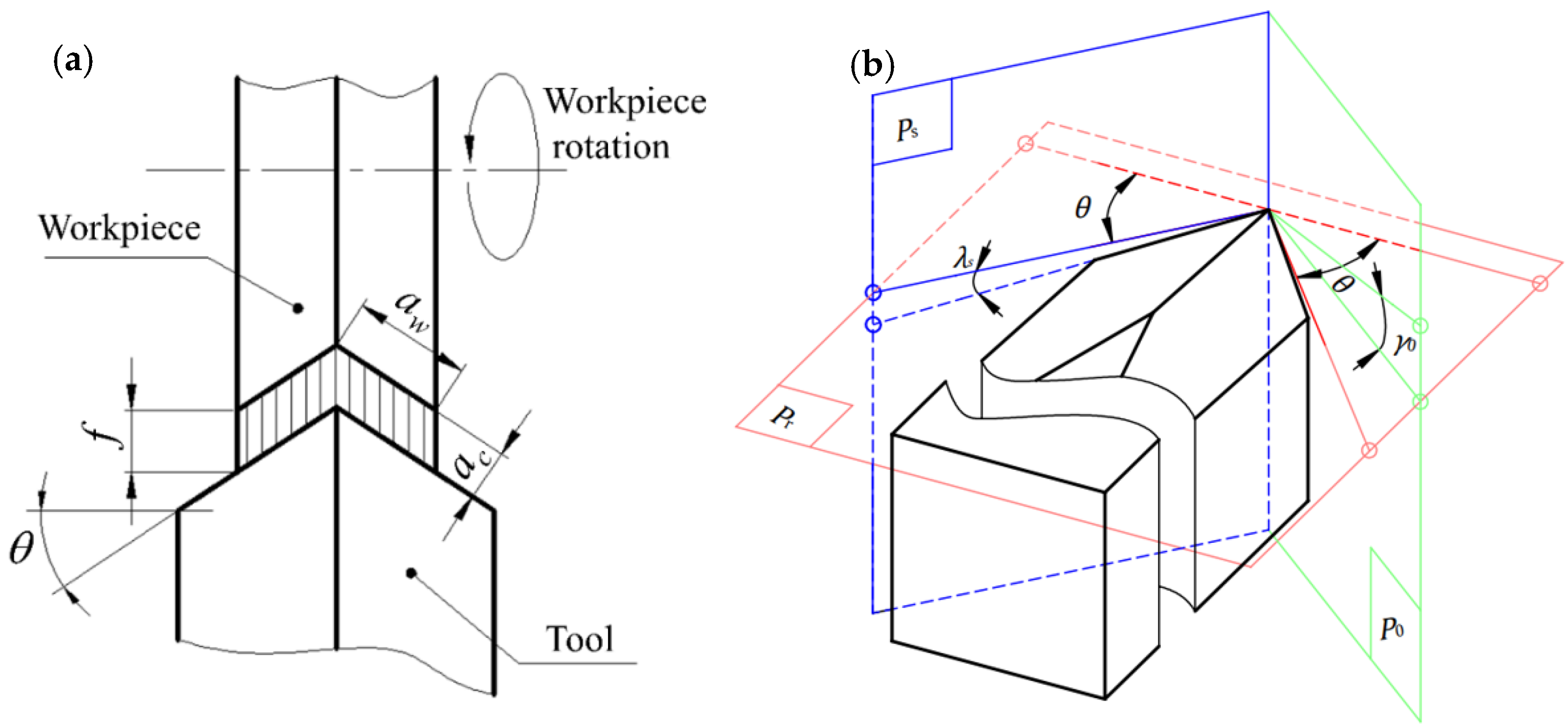
2.1. Experimental Design
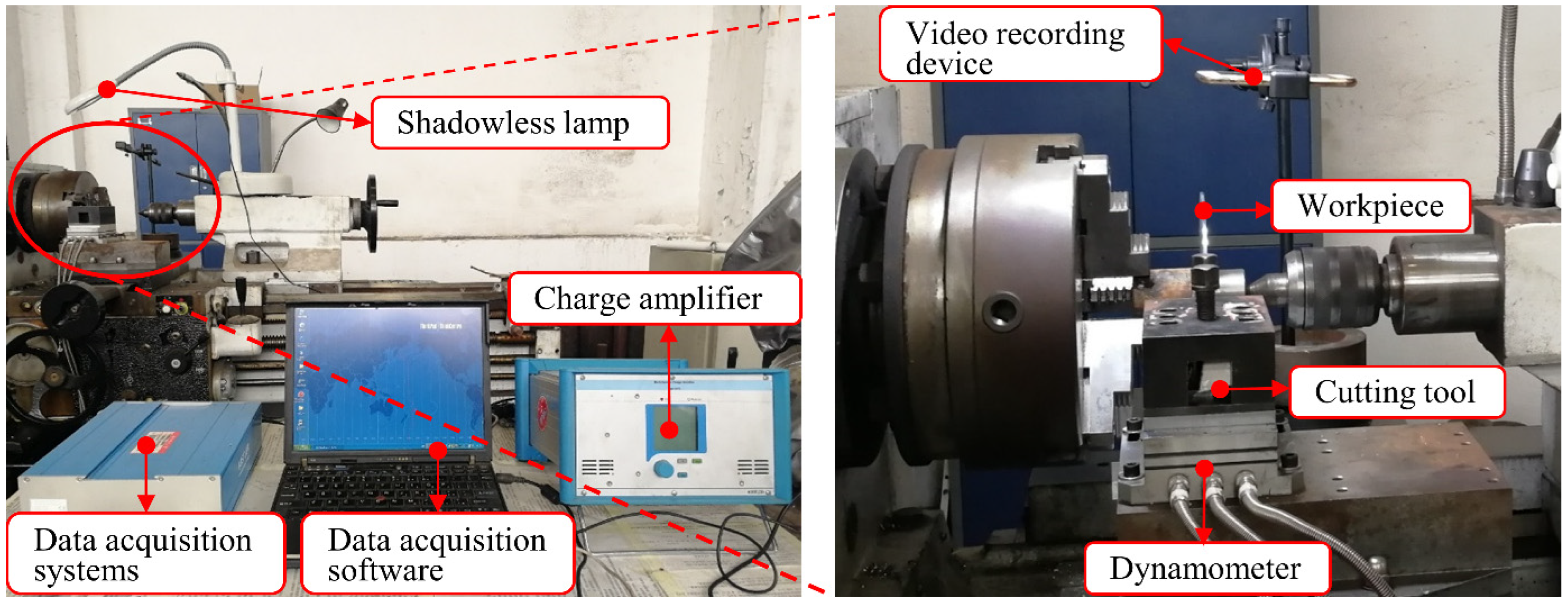
2.1.1. Experimental Devices
2.1.2. Experimental Conditions and Related Instructions
2.2. Methods and Processes for Obtaining Experimental Data of Critical Conditions
2.3. Experimental Results
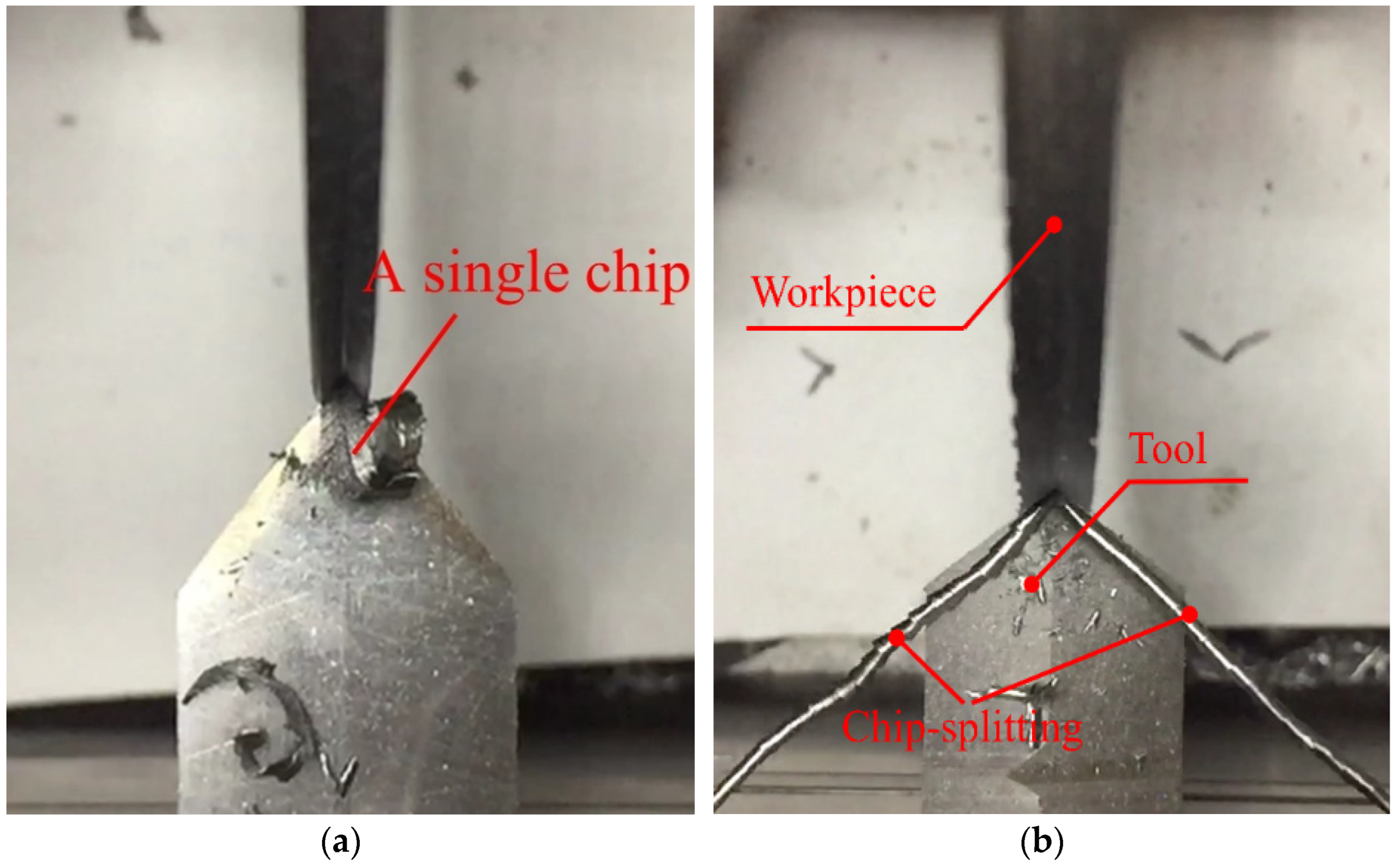
2.3.1. Observed Chip-Splitting Catastrophe Phenomenon
2.3.2. The Impact of Tool Geometry Parameters on CSC
2.3.3. Experimental Data of Critical Conditions of CSC
2.3.4. Cutting Force before and after CSC
3. Experimental Data-Based Model Establishment of the Bifurcation Set Equation of CSC
3.1. Modeling Principle and Method of the Bifurcation Set Equation in CSC
3.1.1. Experimental Modeling Method of Catastrophe Phenomena Based on Catastrophe Theory
3.1.2. Modeling of the Bifurcation Set Equation of CSC Based on the Swallowtail Catastrophe
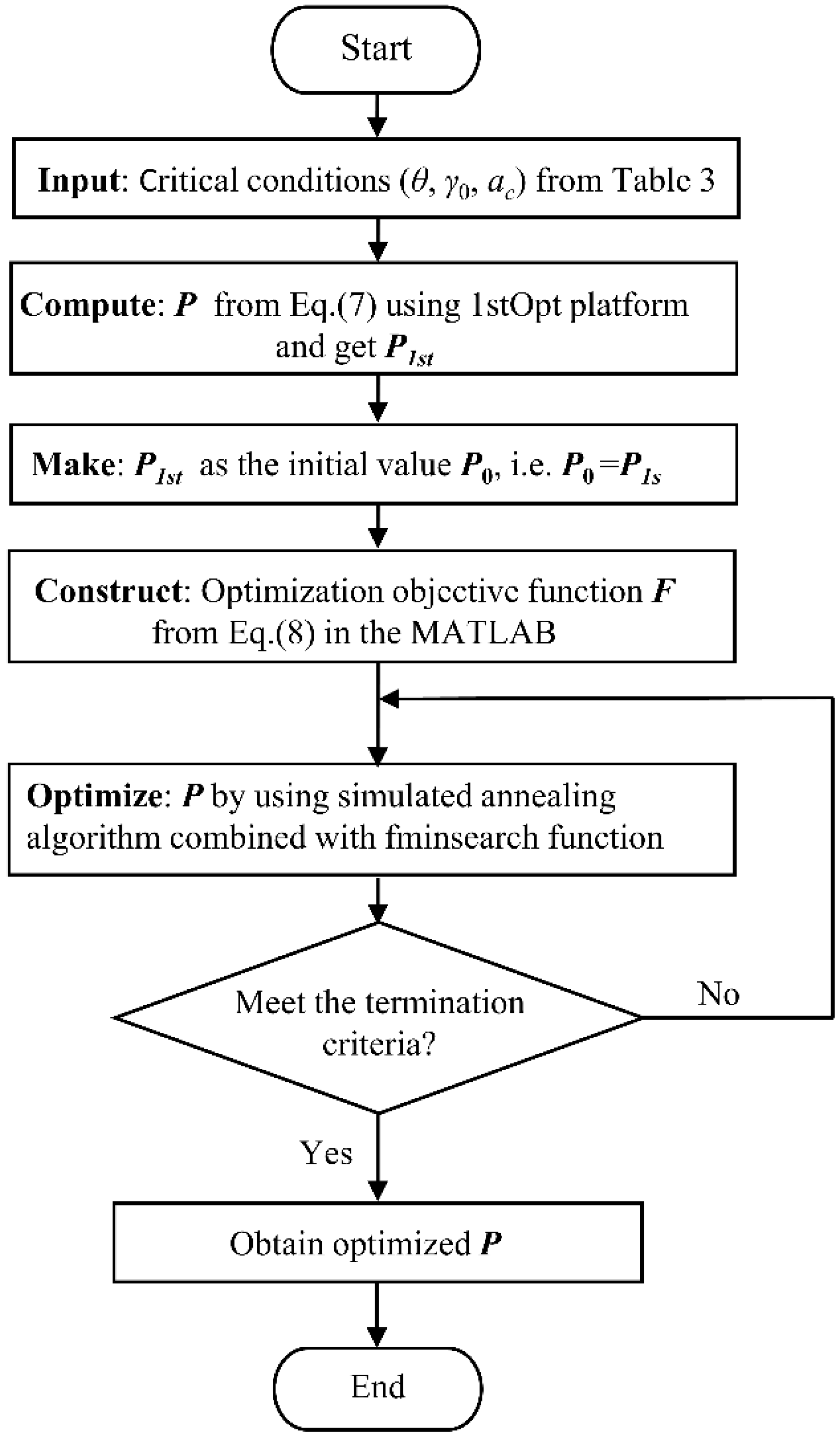
3.2. Mapping Function and Objective Optimization Function for Solving Its Coefficients
3.3. Establishment of the Bifurcation Set Equation of CSC
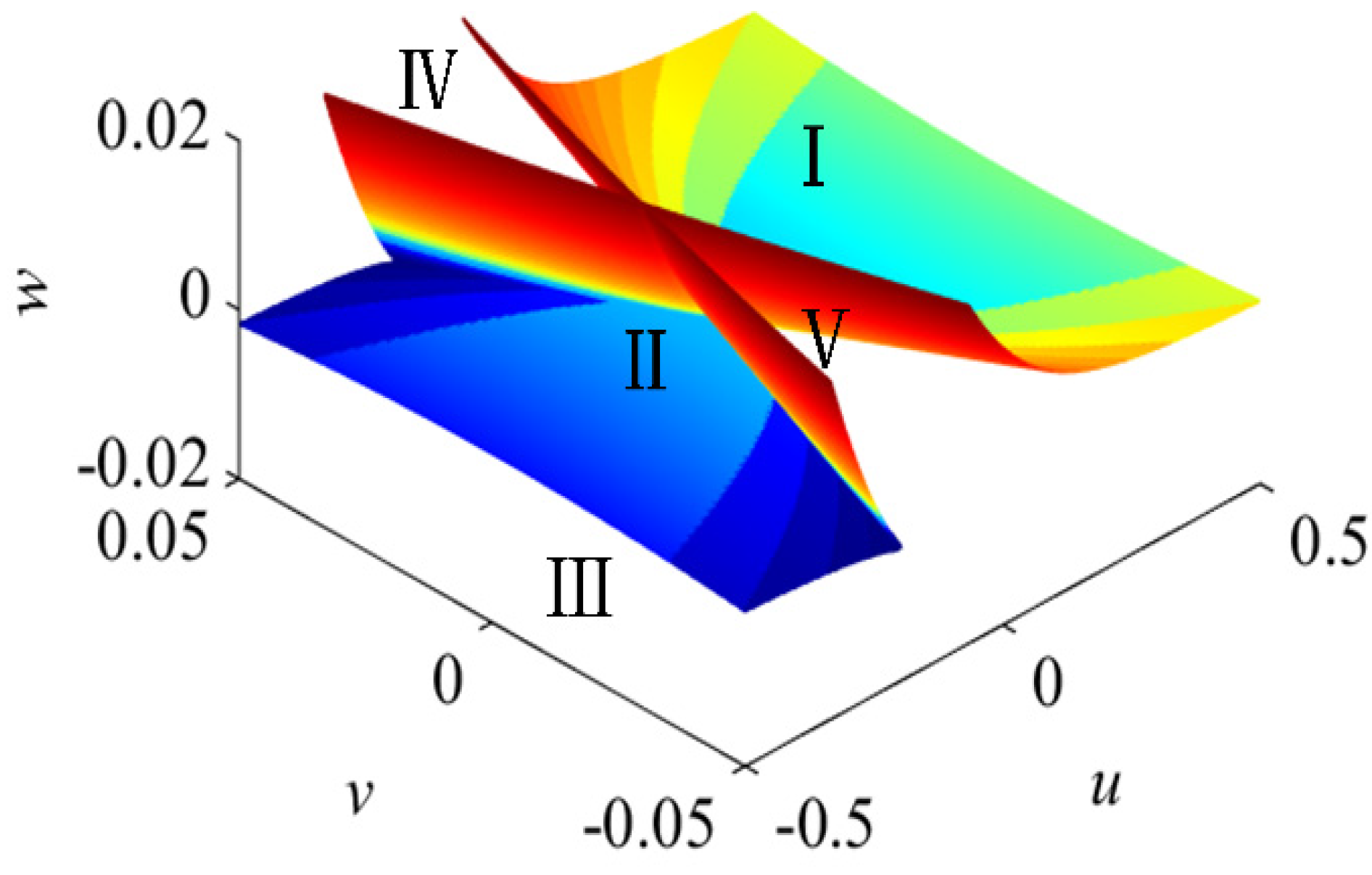
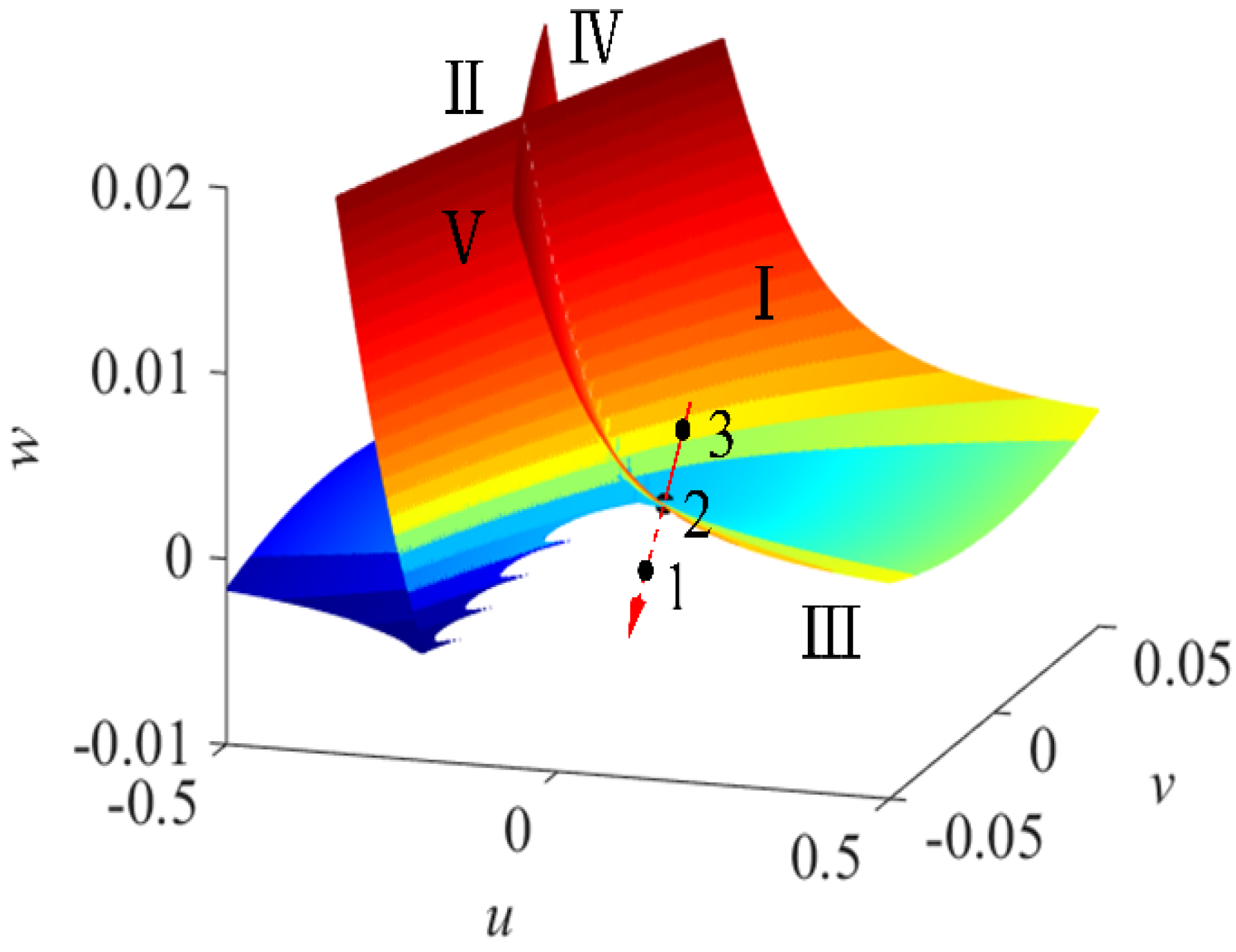
3.4. Analysis of the Bifurcation Set of CSC
4. Prediction Results of the Critical Conditions and the Experimental Verification of the Bifurcation Set Equation
4.1. Prediction of Critical Cutting Thickness
4.2. Design for the Experimental Verification of the Bifurcation Set Equation
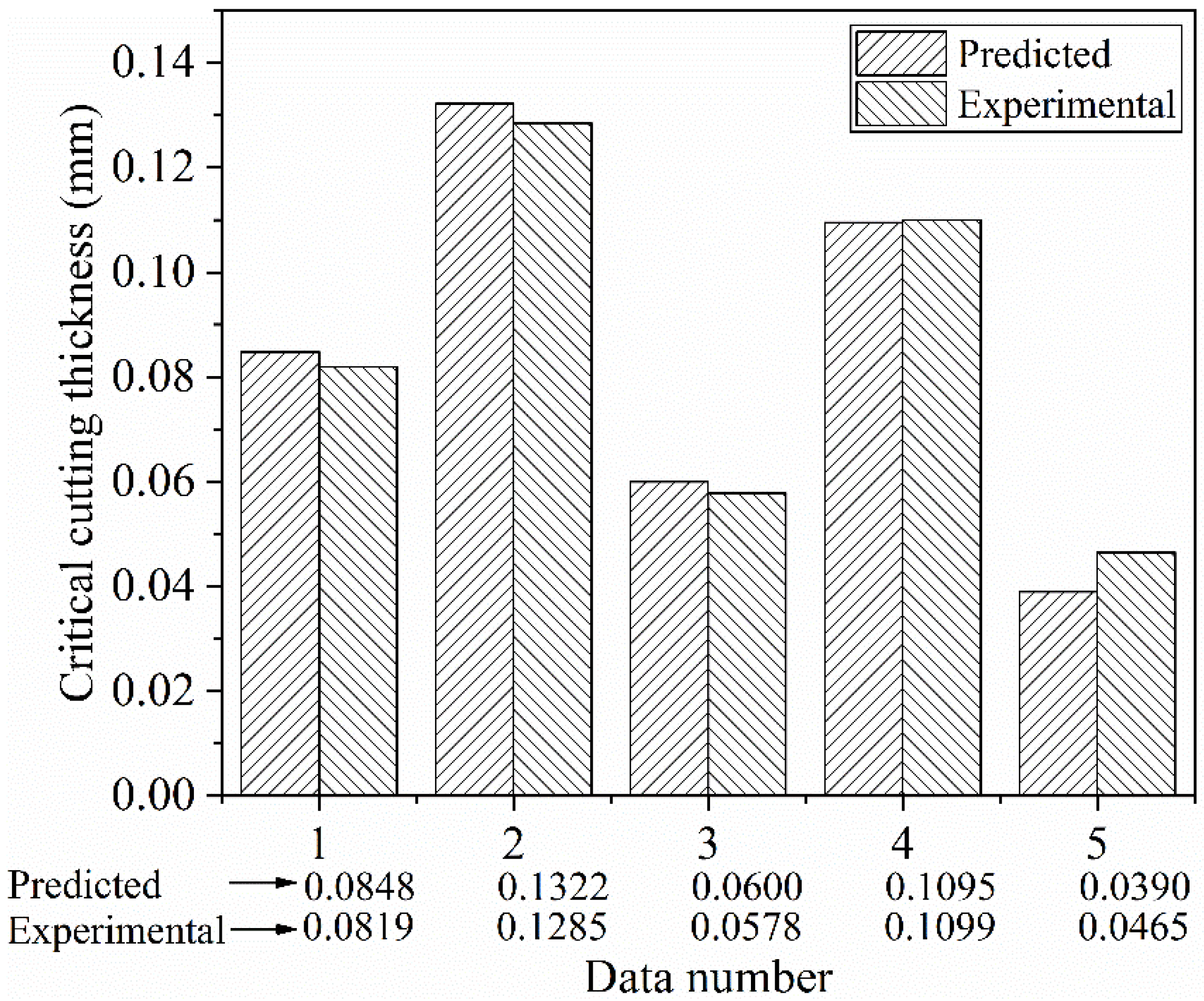
4.3. Verification Experiments Results and Discussions
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Shi, H. Metal Cutting Theory: New Perspectives and New Approaches; Springer International Publishing: Cham, Switzerland, 2018; pp. 110–146. ISBN 978-3-319-73560-3. [Google Scholar]
- Wang, G.-C.; Fuh, K.-H.; Yan, B.-H. A new mathematical model for multifacet drills derived by using angle-solid model. Int. J. Mach. Tools Manuf. 2001, 41, 103–132. [Google Scholar] [CrossRef]
- Liu, G.; Wang, Y.; Zhang, H.; Gao, K.; Ke, Y.; Duan, Z. Research on helical milling specialized tool based on chip-splitting principle. J. Mech. Eng. 2014, 50, 176–184. [Google Scholar] [CrossRef]
- Zhou, L.; Dong, H.; Ke, Y.; Chen, G. Analysis of the chip-splitting performance of a dedicated cutting tool in dry orbital drilling process. Int. J. Adv. Manuf. Technol. 2016, 90, 1809–1823. [Google Scholar] [CrossRef]
- Stephenson, D.A.; Agapiou, J.S. Metal Cutting Theory and Practice, 3rd ed.; Taylor & Francis: London, UK; CRC Press: Boca Raton, FL, USA, 2016; pp. 44–46. ISBN 978-1-4665-8754-0. [Google Scholar]
- Zhou, W.; Li, S.; Liu, R.; Chu, X. Experimental and simulation investigation of multi-tooth cutting process of long fiber using copper wire continuous feeding. J. Mater. Process. Technol. 2019, 273, 116252. [Google Scholar] [CrossRef]
- Shi, H.-M.; Wang, J.-L. A model for non-free-cutting. Int. J. Mach. Tools Manuf. 1995, 35, 1507–1522. [Google Scholar] [CrossRef]
- Gao, H.; Zhang, Y.; Wu, Q.; Li, B. Investigation on influences of initial residual stress on thin-walled part machining deformation based on a semi-analytical model. J. Mater. Process. Technol. 2018, 262, 437–448. [Google Scholar] [CrossRef]
- Zhang, Y.; Guo, S.; Zhang, Z.; Huang, H.; Li, W.; Zhang, G.; Huang, Y. Simulation and experimental investigations of complex thermal deformation behavior of wire electrical discharge machining of the thin-walled component of Inconel 718. J. Mater. Process. Technol. 2019, 270, 306–322. [Google Scholar] [CrossRef]
- Khoshdarregi, M.R.; Altintas, Y. Dynamics of Multipoint Thread Turning—Part I: General Formulation. J. Manuf. Sci. Eng. 2018, 140, 061003. [Google Scholar] [CrossRef]
- Monkova, K.; Monka, P.P.; Sekerakova, A.; Hruzik, L.; Burecek, A.; Urban, M. Comparative Study of Chip Formation in Orthogonal and Oblique Slow-Rate Machining of EN 16MnCr5 Steel. Metals 2019, 9, 698. [Google Scholar] [CrossRef] [Green Version]
- Polvorosa, R.; Suárez, A.; de Lacalle, L.N.L.; Cerrillo, I.; Wretland, A.; Veiga, F. Tool wear on nickel alloys with different coolant pressures: Comparison of Alloy 718 and Waspaloy. J. Manuf. Process. 2017, 26, 44–56. [Google Scholar] [CrossRef]
- Jerold, B.D.; Kumar, M.P. Experimental investigation of turning AISI 1045 steel using cryogenic carbon dioxide as the cutting fluid. J. Manuf. Process. 2011, 13, 113–119. [Google Scholar] [CrossRef]
- Patwari, M.A.U.; Amin, A.K.M.N.; Faris, W. Identification of Instabilities of the Chip Formation and It’s Prediction Model During End Milling of Medium Carbon Steel (S45C). Am. J. Eng. Appl. Sci. 2010, 3, 193–200. [Google Scholar] [CrossRef] [Green Version]
- Shyha, I.; Gariani, S.; El-Sayed, M.A.; Huo, D. Analysis of Microstructure and Chip Formation When Machining Ti-6Al-4V. Metals 2018, 8, 185. [Google Scholar] [CrossRef] [Green Version]
- Urbikain, G.; Perez, J.M.; de Lacalle, L.N.L.; Andueza, A. Combination of friction drilling and form tapping processes on dissimilar materials for making nutless joints. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2018, 232, 1007–1020. [Google Scholar] [CrossRef]
- Tiffe, M.; Saelzer, J.; Zabel, A. Analysis of mechanisms for chip formation simulation of hardened steel. Procedia CIRP 2019, 82, 71–76. [Google Scholar] [CrossRef]
- Luk, W. The mechanics of symmetrical vee form tool cutting. Int. J. Mach. Tool Des. Res. 1969, 9, 17–38. [Google Scholar] [CrossRef]
- Yamamoto, A.; Nakamura, S. On the Chip Parting at V-shaped Groove Cutting. J. Jpn. Soc. Precis. Eng. 1978, 44, 1367–1372. [Google Scholar] [CrossRef]
- Shi, H. Chip-ejection interference in cutting processes of modern cutting tools. Sci. China Technol. Sci. 1999, 42, 275–281. [Google Scholar] [CrossRef]
- Xu, M.-X.; Xiong, L.-S.; Zhu, B.-Y.; Zheng, L.-F.; Yin, K. Experimental research on the critical conditions and critical equation of chip splitting when turning a C45E4 disc workpiece symmetrically with a high-speed steel double-edged turning tool. Adv. Manuf. 2022, 10, 1–16. [Google Scholar] [CrossRef]
- Rezayi Khoshdarregi, M.; Altintas, Y. Generalized modeling of chip geometry and cutting forces in multi-point thread turning. Int. J. Mach. Tools Manuf. 2015, 98, 21–32. [Google Scholar] [CrossRef]
- Zhu, B.; Xiong, L.; Xu, M. Double-edged cutting simulation with a new combined constitutive model for AISI 1045 steel. J. Mater. Process. Technol. 2022, 302, 117496. [Google Scholar] [CrossRef]
- Weng, J.; Zhuang, K.; Hu, C.; Zhu, D.; Guo, S.; Ding, H. A novel approach to thermal modeling based on three-dimensional analysis in turning Inconel 718 with round insert. J. Mater. Process. Technol. 2018, 266, 588–598. [Google Scholar] [CrossRef]
- Castrigiano, D.P.L.; Hayes, S.A. Catastrophe Theory, 2nd ed.; CRC Press: New York, NY, USA, 2018; pp. 1–9. ISBN 978-0-8133-4125-5. [Google Scholar]
- Poston, T.; Stewart, I.; Plaut, R.H. Catastrophe Theory and Its Applications; Pitman: London, UK, 1978; pp. 1–7. ISBN 0-273-01029-8. [Google Scholar]
- Woodcock, A.E.R.; Davis, M. Catastrophe Theory; Penguin: London, UK, 1978; pp. 76–92. ISBN 0-525-07812-6. [Google Scholar]
- Klamecki, B.E. Catastrophe Theory Models of Chip Formation. J. Eng. Ind. 1982, 104, 369–374. [Google Scholar] [CrossRef]
- Bao, J.; Liu, J.; Yin, Y.; Liu, T. Characterization and experiments on the friction catastrophe behaviors of brake material during emergency braking. Eng. Fail. Anal. 2015, 55, 55–62. [Google Scholar] [CrossRef]
- Cui, H.; Wan, X.; Xiong, L. Modeling of the catastrophe of chip flow angle in the turning with double-edged tool with arbitrary rake angle based on catastrophe theory. Int. J. Adv. Manuf. Technol. 2019, 104, 2705–2714. [Google Scholar] [CrossRef]
- Zhang, S.-N.; Cheng, D.-D.; Xiong, L.-S. Regularization of mathematical model for chip flow angle catastrophe. Adv. Manuf. 2021, 9, 568–579. [Google Scholar] [CrossRef]
- Zhu, B.; Xiao, Y.M.H.; Wan, X.; Xiong, L. Theoretical modeling and experimental verification of chip flow angle catastrophe in double-edged cutting considering non-linear effects. Int. J. Mech. Sci. 2019, 172, 105394. [Google Scholar] [CrossRef]
- Luo, Z. Study on catastrophe theory-based modeling and prediction of tool life. China J. Mech. Eng. 1994, 30, 103–112. [Google Scholar]
- Buchkremer, S.; Klocke, F.; Veselovac, D. 3D FEM simulation of chip breakage in metal cutting. Int. J. Adv. Manuf. Technol. 2015, 82, 645–661. [Google Scholar] [CrossRef]
- Zhang, D.; Zhang, X.-M.; Nie, G.-C.; Yang, Z.-Y.; Ding, H. In situ imaging based thermo-mechanical analysis of built-up edge in cutting process. J. Manuf. Process. 2021, 71, 450–460. [Google Scholar] [CrossRef]
- Arnold, V.I. Catastrophe Theory, 3rd ed.; Springer: Berlin/Heidelberg, Germany; New York, NY, USA, 1992; pp. 77–88. ISBN 978-3-540-548811-9. [Google Scholar]
- Gilmore, R. Catastrophe Theory for Scientists and Engineers; Dover Publications, Inc.: New York, NY, USA, 1984; pp. 34–47. ISBN 0-486-67539-4. [Google Scholar]
- Sun, J.; Tan, Q.-M. Research on catastrophe model of logistics capacity for logistics system of national economy mobilization. In Proceedings of the 2011 IEEE International Conference on Grey System & Intelliqent Service, Nanjing, China, 15–18 September 2011; pp. 855–860. [Google Scholar] [CrossRef]
- Li, H.; Feng, W.; Zhuang, W.; Hua, L. Microstructure Analysis and Segmented Constitutive Model for Ni-Cr-Co-Based Superalloy during Hot Deformation. Metals 2022, 12, 357. [Google Scholar] [CrossRef]
- Piyaratne, M.K.D.K.; Zhao, H.; Meng, Q. APHIDSim: A population dynamics model for wheat aphids based on swallowtail catastrophe theory. Ecol. Model. 2013, 253, 9–16. [Google Scholar] [CrossRef]
- Gouveia, R.M.; Silva, F.J.G.; Reis, P.; Baptista, A.P.M. Machining Duplex Stainless Steel: Comparative Study Regarding End Mill Coated Tools. Coatings 2016, 6, 51. [Google Scholar] [CrossRef] [Green Version]
- Mwema, F.M.; Akinlabi, E.T.; Oladijo, O.P.; Fatoba, O.S.; Akinlabi, S.A.; Tălu, S. Advances in Manufacturing Analysis: Fractal Theory in Modern Manufacturing. In Modern Manufacturing Processes, 1st ed.; Kumar, K., Davim, J., Eds.; Woodhead Publishing: Cambridge, UK, 2020; Chapter 2; pp. 13–39. ISBN 978-0-12-822774-9. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Mg | Cr | Ni | Mo |
| 0.450 | 0.176 | 0.602 | 0.018 | 0.027 | <0.0005 | 0.065 | 0.026 | 0.003 |
| Cu | Al | Ti | V | Co | As | Sn | N | Fe |
| 0.096 | 0.016 | 0.0005 | 0.0011 | 0.0039 | 0.0029 | 0.006 | 0.002 | >98.5 |
| Cutting Edge Angle θ/(°) | Actual Cutting Thickness ace0/mm | Feed f/(mm/r) | Workpiece Thickness b/mm | Cutting Edge Angle θ/(°) | Actual Cutting Thickness ace0/mm | Feed f/(mm/r) | Workpiece Thickness b/mm |
|---|---|---|---|---|---|---|---|
| 40 | 0.0498 | 0.065 | 4.60 | 45 | 0.0495 | 0.070 | 4.25 |
| 0.0996 | 0.130 | 0.0990 | 0.140 | ||||
| 0.1532 | 0.200 | 0.1414 | 0.200 | ||||
| 0.1992 | 0.260 | 0.1980 | 0.280 | ||||
| 50 | 0.0546 | 0.085 | 3.86 | 55 | 0.0487 | 0.085 | 3.00 |
| 0.0964 | 0.150 | 0.0975 | 0.170 | ||||
| 0.1446 | 0.225 | 0.1491 | 0.260 | ||||
| 0.1928 | 0.300 | 0.1950 | 0.340 | ||||
| 60 | 0.0500 | 0.100 | 3.00 | 60 | 0.1500 | 0.300 | 3.00 |
| 0.1000 | 0.200 | 0.2000 | 0.400 |
| Data Number No. | Rake Angle γ0/(°) | Cutting Edge Angle θ/(°) | Critical Cutting Thickness ace/mm | Specific Main Cutting Force Fc/(N/mm2) | Specific Feed Force Ff/(N/mm2) | Y/N | Data Number No. | Rake Angle γ0/(°) | Cutting Edge Angle θ/(°) | Critical Cutting Thickness ace/mm | Specific Main Cutting Force Fc/(N/mm2) | Specific Feed Force Ff/(N/mm2) | Y/N |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | −15 | 40 | 0.0498 | 3635 | 2544 | Y | 12 | −5 | 55 | 0.0516 | 3298 | 1712 | Y |
| −13 | 40 | 0.0498 | 3537 | 2155 | Y | −4 | 55 | 0.0516 | 3349 | 1473 | Y | ||
| −10 | 40 | 0.0498 | 3477 | 3126 | N | 0 | 55 | 0.0516 | 5039 | 2190 | N | ||
| 2 | −15 | 40 | 0.0498 | 3635 | 2544 | Y | 13 | -10 | 55 | 0.0516 | 3388 | 1744 | Y |
| −15 | 40 | 0.0766 | 3218 | 2252 | Y | −10 | 55 | 0.0803 | 2592 | 1727 | Y | ||
| −15 | 40 | 0.0996 | 4404 | 2619 | N | −10 | 55 | 0.0975 | 5176 | 3844 | N | ||
| 3 | −10 | 40 | 0.0498 | 3477 | 3025 | N | 14 | −15 | 55 | 0.0975 | 3133 | 1692 | Y |
| −10 | 43 | 0.0512 | 3395 | 2021 | Y | −12 | 55 | 0.0975 | 3056 | 1574 | Y | ||
| −10 | 45 | 0.0512 | 3382 | 1810 | Y | −10 | 55 | 0.0975 | 5176 | 3844 | N | ||
| 4 | −20 | 45 | 0.0990 | 1928 | 1367 | Y | 15 | −20 | 55 | 0.1459 | 5351 | 4216 | Y |
| −18 | 45 | 0.0990 | 3145 | 1524 | Y | −18 | 55 | 0.1459 | 5516 | 4772 | Y | ||
| −15 | 45 | 0.0990 | 4798 | 3259 | N | −15 | 55 | 0.1459 | 5206 | 3860 | N | ||
| 5 | −15 | 45 | 0.0495 | 3673 | 3441 | Y | 16 | −10 | 55 | 0.0975 | 5176 | 3844 | N |
| −15 | 45 | 0.0707 | 3614 | 2181 | Y | −10 | 58 | 0.1007 | 2898 | 2349 | Y | ||
| −15 | 45 | 0.0990 | 4798 | 3259 | N | −10 | 60 | 0.1007 | 2915 | 1703 | Y | ||
| 6 | −10 | 45 | 0.0495 | 3498 | 1872 | Y | 17 | −15 | 55 | 0.1491 | 5094 | 3777 | N |
| −8 | 45 | 0.0495 | 3441 | 2057 | Y | −15 | 58 | 0.1484 | 2782 | 2325 | Y | ||
| −5 | 45 | 0.0495 | 4923 | 2532 | N | −15 | 60 | 0.1484 | 2782 | 2260 | Y | ||
| 7 | −10 | 50 | 0.0482 | 3658 | 2099 | Y | 18 | −5 | 60 | 0.0500 | 3470 | 2923 | Y |
| −6 | 50 | 0.0482 | 3510 | 1317 | Y | −5 | 60 | 0.0750 | 3078 | 1816 | Y | ||
| −5 | 50 | 0.0482 | 5425 | 1829 | N | −5 | 60 | 0.1000 | 5083 | 5140 | N | ||
| 8 | −10 | 50 | 0.0482 | 3658 | 2099 | Y | 19 | −10 | 60 | 0.1000 | 2935 | 1715 | Y |
| −10 | 50 | 0.0707 | 3484 | 2494 | Y | −8 | 60 | 0.1000 | 2915 | 2555 | Y | ||
| −10 | 50 | 0.1010 | 4625 | 3592 | N | −5 | 60 | 0.1000 | 5083 | 5140 | N | ||
| 9 | −15 | 50 | 0.1010 | 2893 | 1792 | Y | 20 | −10 | 60 | 0.1000 | 2935 | 1715 | Y |
| −13 | 50 | 0.1010 | 2965 | 1789 | Y | −10 | 60 | 0.1200 | 2785 | 1532 | Y | ||
| −10 | 50 | 0.1010 | 3437 | 3592 | N | −10 | 60 | 0.1500 | 4932 | 4109 | N | ||
| 10 | −15 | 50 | 0.1010 | 2893 | 1792 | Y | 21 | −15 | 60 | 0.1500 | 2752 | 2236 | Y |
| −15 | 50 | 0.1221 | 2864 | 1906 | Y | −13 | 60 | 0.1500 | 2696 | 1861 | Y | ||
| −15 | 50 | 0.1446 | 4832 | 4157 | N | −10 | 60 | 0.1500 | 4932 | 4109 | N | ||
| 11 | −5 | 50 | 0.0546 | 4789 | 1615 | N | 22 | −15 | 60 | 0.1500 | 2752 | 2236 | Y |
| −5 | 53 | 0.0512 | 3324 | 2116 | Y | −15 | 60 | 0.1700 | 2656 | 1830 | Y | ||
| −5 | 55 | 0.0512 | 3324 | 1725 | Y | −15 | 60 | 0.2000 | 5124 | 3078 | N |
| Parameter | Final Value | Parameter | Final Value |
|---|---|---|---|
| p1 | −0.31745 | p7 | −0.00034 |
| p2 | 0.00647 | p8 | −0.05225 |
| p3 | −0.01364 | p9 | 0.00955 |
| p4 | −1.84204 | p10 | −0.00020 |
| p5 | −0.01249 | p11 | 0.00038 |
| p6 | 0.00027 | p12 | 0.04931 |
| Tool Number | Cutting Edge Angle θ/(°) | Rake Angle γ0/(°) | Predicted Critical Cutting Thickness ac01/mm) | Predicted Critical Cutting Thickness ac02/mm | Feed f/(mm/r) | Actual Cutting Thickness ac0/mm | Workpiece Thickness b/mm | Experimental Critical Cutting Thickness a′ce/mm | Relative Error δ/(%) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 35 | −20 | 0.0848 | 0.0926 | 0.050 | 0.0410 | 4.91 | 0.0819 | 3.54 |
| 0.130 | 0.1065 | ||||||||
| 2 | 50 | −20 | 0.1322 | 0.1559 | 0.140 | 0.0900 | 3.86 | 0.1285 | 2.88 |
| 0.280 | 0.1800 | ||||||||
| 3 | −10 | 0.0600 | 0.0804 | 0.050 | 0.0321 | 0.0578 | 3.81 | ||
| 0.150 | 0.0964 | ||||||||
| 4 | 65 | −20 | 0.1817 | 0.2122 | 0.380 | 0.1606 | 2.54 | / | / |
| 0.450 | 0.1902 | ||||||||
| 5 | −10 | 0.1095 | 0.1330 | 0.130 | 0.0549 | 0.1099 | −0.36 | ||
| 0.280 | 0.1183 | ||||||||
| 6 | 0 | 0.0390 | 0.0486 | 0.050 | 0.0211 | 0.0465 | −16.13 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
You, Q.; Xu, M.; Zhu, B.; Xiong, L.; Yin, K. Experimental Modeling of the Bifurcation Set Equation of the Chip-Splitting Catastrophe in Symmetrical Straight Double-Edged Cutting. Metals 2022, 12, 878. https://0-doi-org.brum.beds.ac.uk/10.3390/met12050878
You Q, Xu M, Zhu B, Xiong L, Yin K. Experimental Modeling of the Bifurcation Set Equation of the Chip-Splitting Catastrophe in Symmetrical Straight Double-Edged Cutting. Metals. 2022; 12(5):878. https://0-doi-org.brum.beds.ac.uk/10.3390/met12050878
Chicago/Turabian StyleYou, Qingfa, Mingxian Xu, Baoyi Zhu, Liangshan Xiong, and Kai Yin. 2022. "Experimental Modeling of the Bifurcation Set Equation of the Chip-Splitting Catastrophe in Symmetrical Straight Double-Edged Cutting" Metals 12, no. 5: 878. https://0-doi-org.brum.beds.ac.uk/10.3390/met12050878