Thermo-Mechanical Properties of a Wood Fiber Insulation Board Using a Bio-Based Adhesive as a Binder


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Wood Fibers
2.1.2. Bio-Based Adhesive
2.1.3. Insulation Boards’ Manufacturing
2.1.4. Characterization of Glycerol
2.2. Methods
2.2.1. Bio-Based Adhesives’ Characterization
2.2.2. Determination of Properties of Insulation Board
- Density profiles’ tests
- Thermal conductivity tests
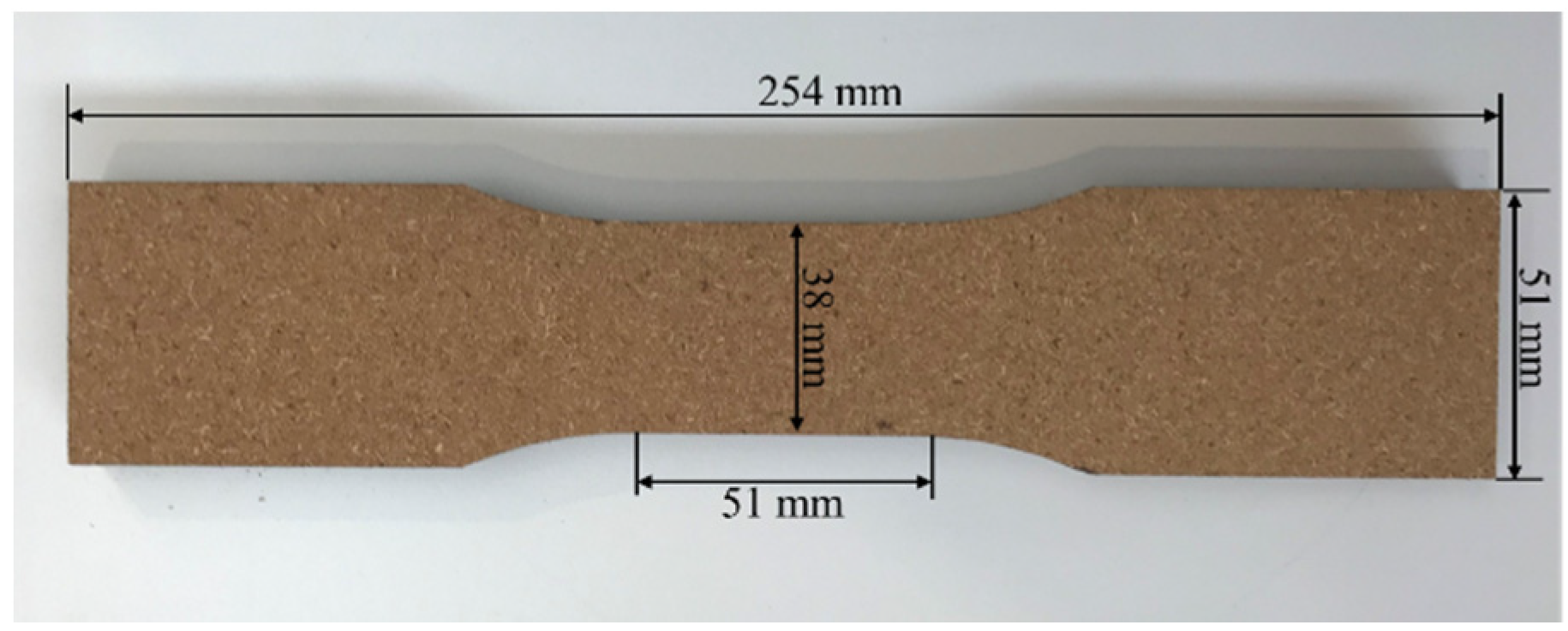
- Mechanical properties’ tests
2.2.3. Morphology Characterization of Insulation Boards
2.2.4. Experimental Design and Data Analysis
3. Results and Discussion
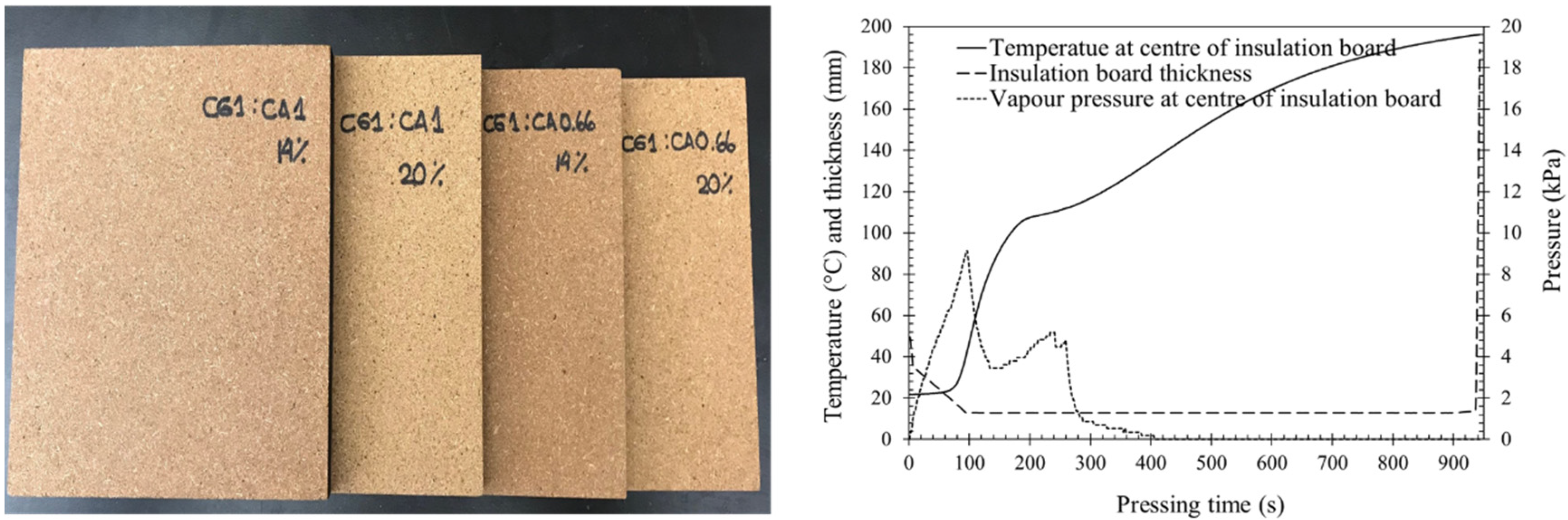
3.1. Insulation Board Manufacturing
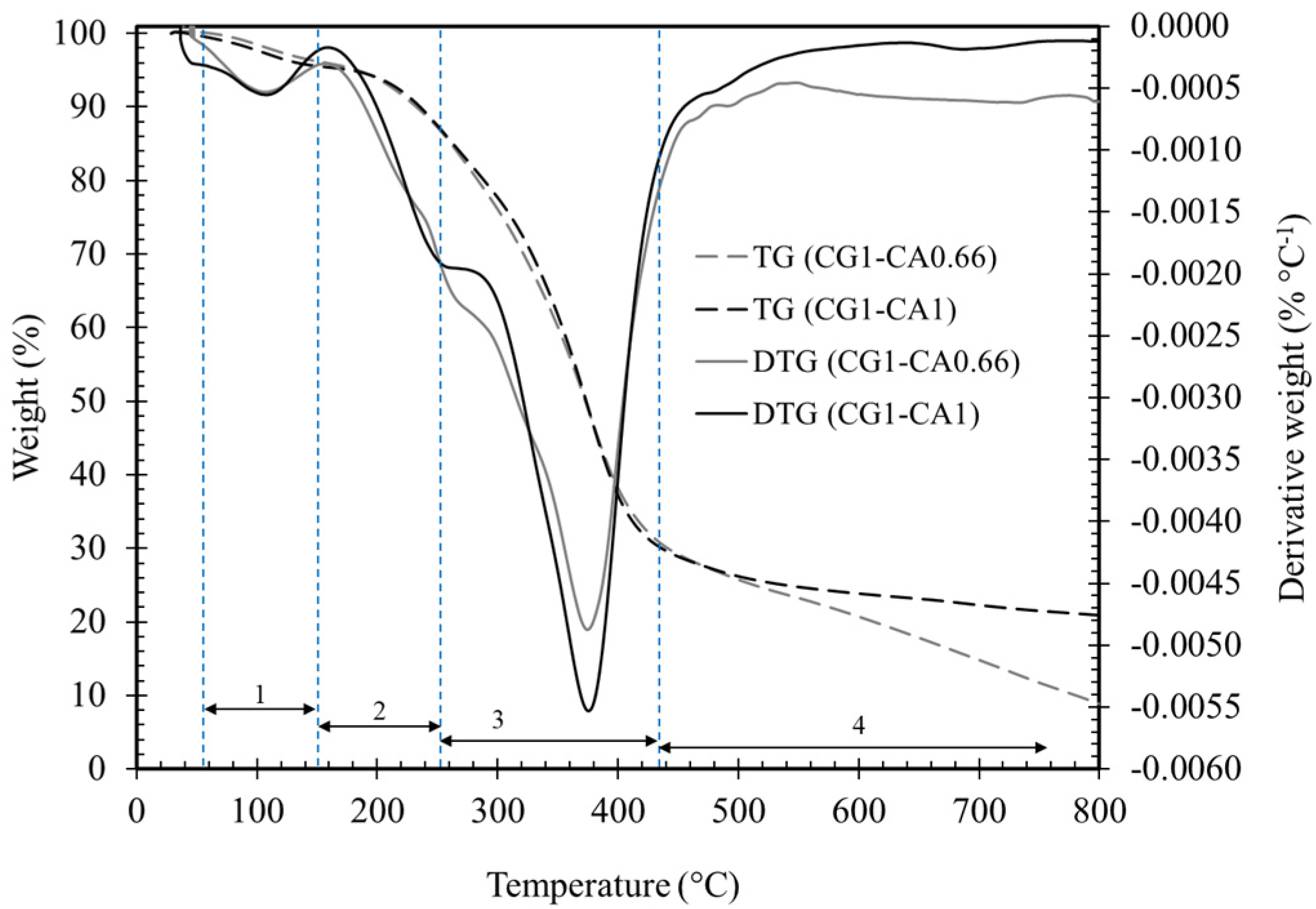
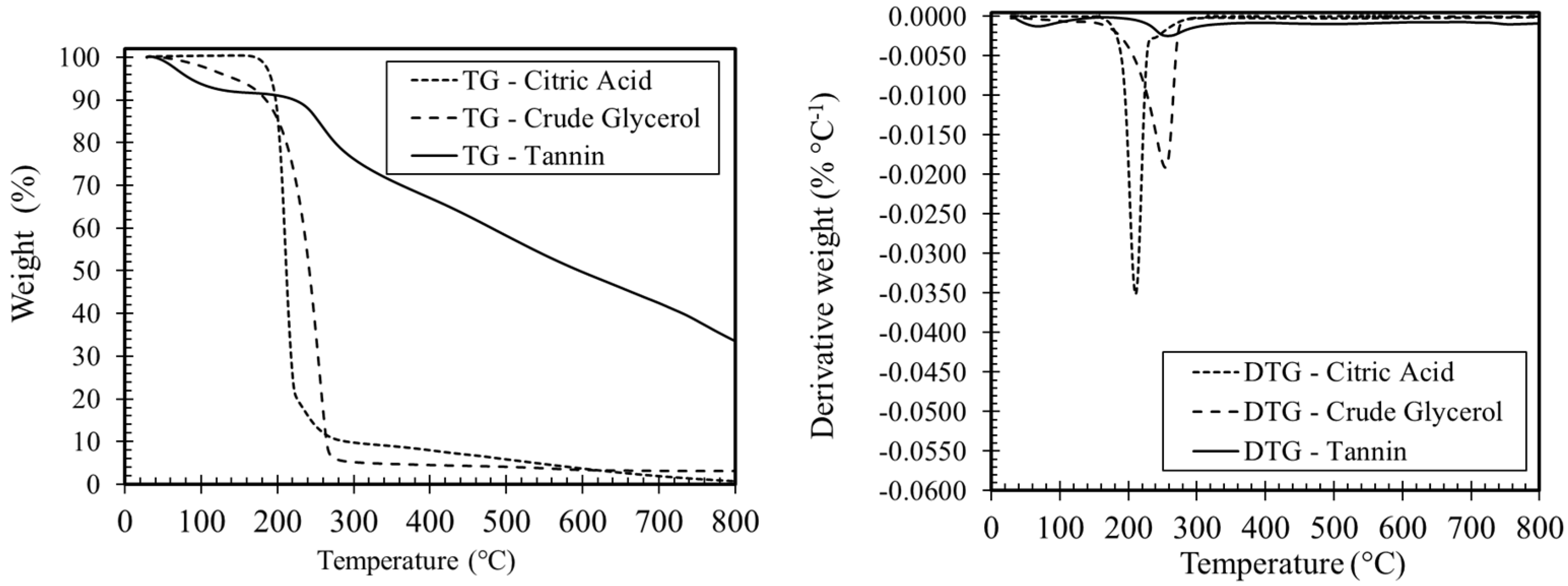
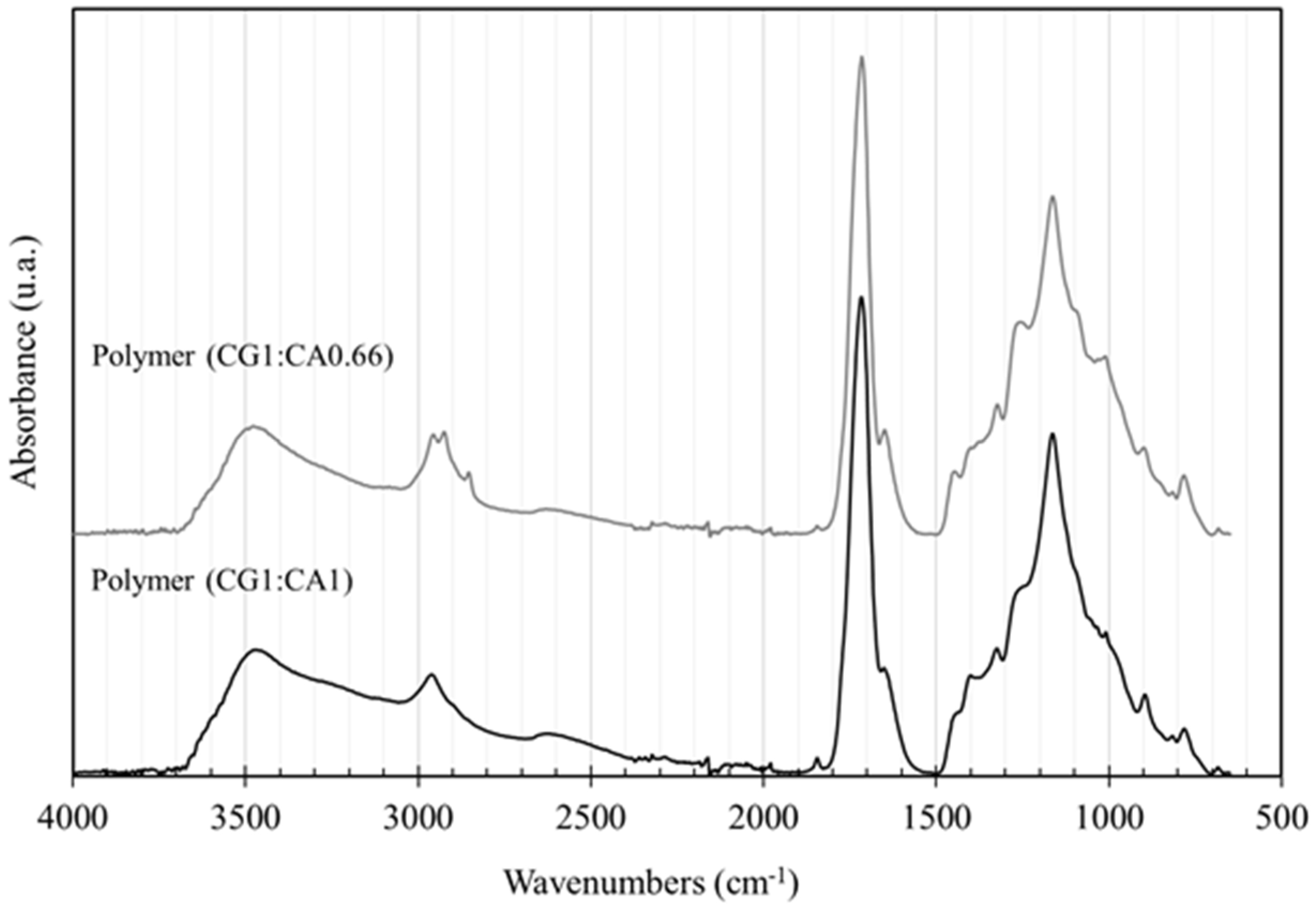
3.2. Characterization of Bio-Based Adhesive
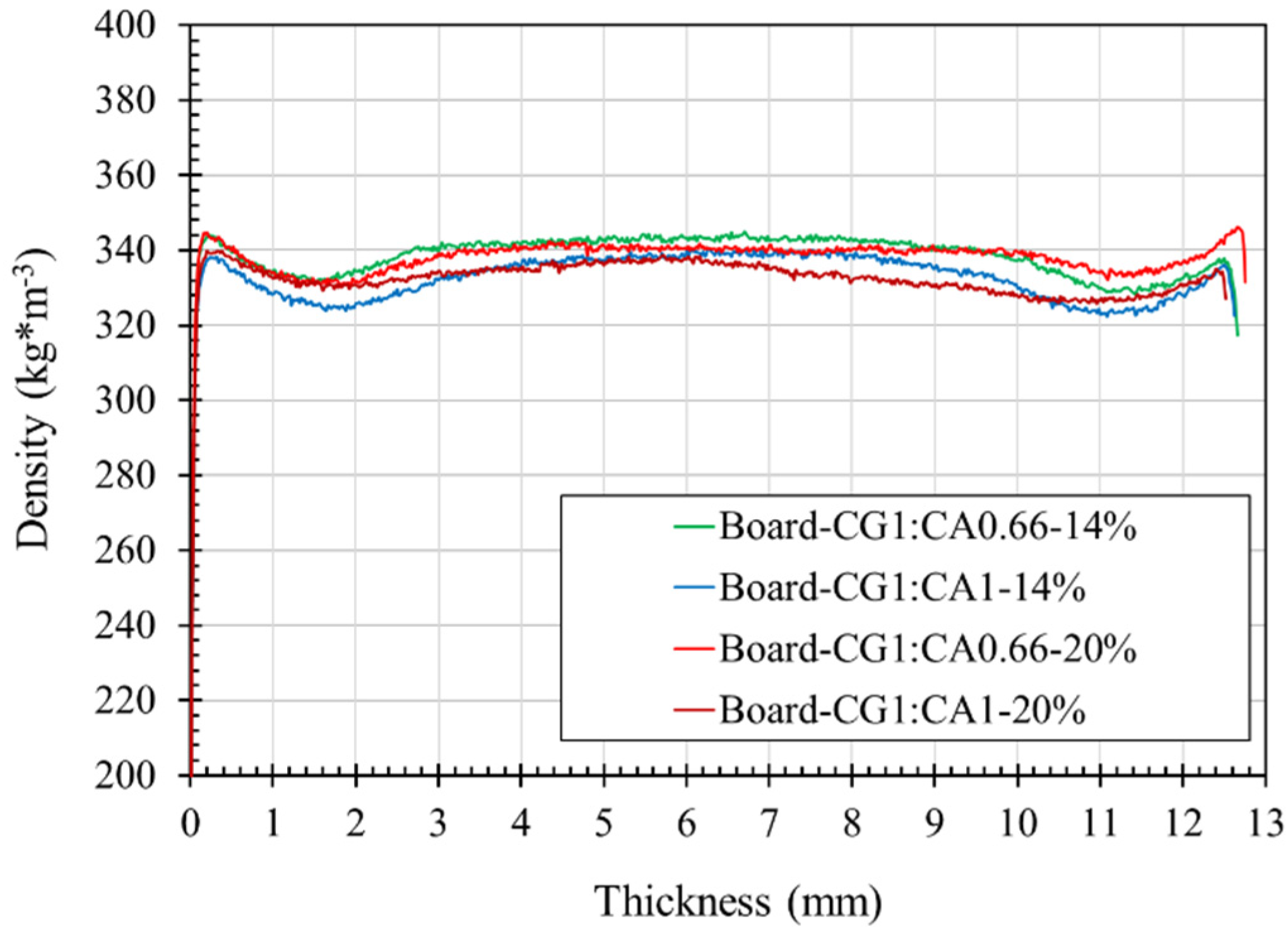
3.3. Density Profile of Insulation Boards
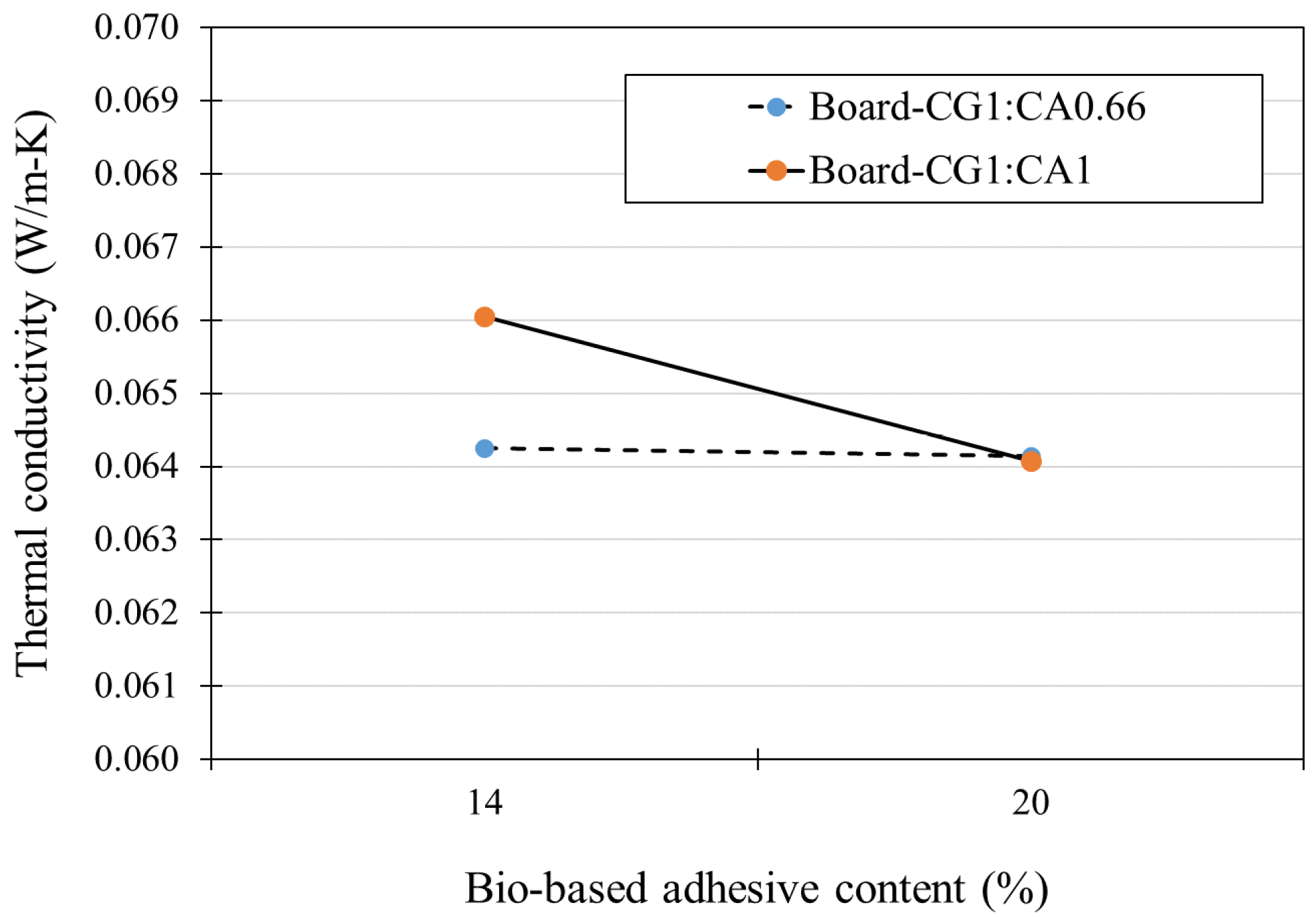
3.4. Thermal Conductivity
3.5. Physical and Mechanical Properties
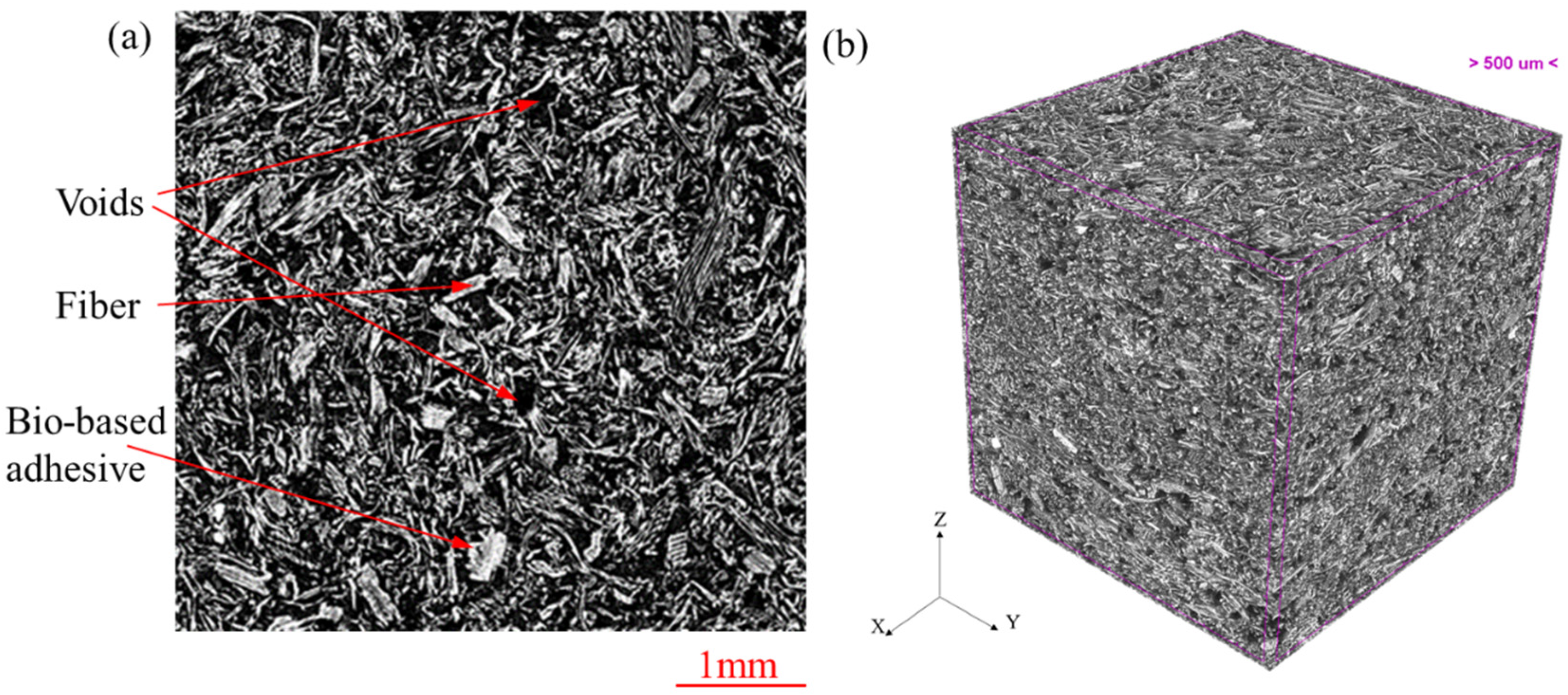
3.6. Microstructural Analyses of Insulation Boards
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Asdrubali, F.; D’Alessandro, F.; Schiavoni, S. A review of unconventional sustainable building insulation materials. Sustain. Mater. Technol. 2015, 4, 1–17. [Google Scholar] [CrossRef]
- Costa, A.; Keane, M.; Torrens, J.I.; Corry, E. Building operation and energy performance: Monitoring, analysis and optimisation toolkit. Appl. Energy 2013, 101, 310–316. [Google Scholar] [CrossRef]
- Yıldırım, N. Performance Comparison of Bio-based Thermal Insulation Foam Board with Petroleum-based Foam Boards on the Market. Bioresources 2018, 13, 3395–3403. [Google Scholar] [CrossRef]
- Panyakaew, S.; Fotios, S. New thermal insulation boards made from coconut husk and bagasse. Energy Build. 2011, 43, 1732–1739. [Google Scholar] [CrossRef] [Green Version]
- Kirsch, A.; Ostendorf, K.; Euring, M. Improvements in the production of wood fiber insulation boards using hot-air/hot-steam process. Eur. J. Wood Wood Prod. 2018, 76, 1233–1240. [Google Scholar] [CrossRef]
- Barreca, F.; Fichera, C.R. Thermal insulation performance assessment of agglomerated cork boards. Wood Fiber Sci. 2016, 48, 96–103. [Google Scholar]
- Kallakas, H.; Närep, M.; Närep, A.; Poltimäe, T.; Kers, J. Mechanical and physical properties of industrial hemp-based insulation materials. Proc. Est. Acad. Sci. 2018, 67, 183–192. [Google Scholar] [CrossRef]
- Ibraheem, S.A.; Ali, A.; Khalina, A. Development of Green Insulation Boards from Kenaf Fibres and Polyurethane. Polym. Technol. Eng. 2011, 50, 613–621. [Google Scholar] [CrossRef]
- Niro, J.F.D.V.M.; Kyriazopoulos, M.; Bianchi, S.; Mayer, I.; Eusebio, D.A.; Arboleda, J.R.; Lanuzo, M.M.; Pichelin, F. Development of medium- and low-density fibreboards made of coconut husk and bound with tannin-based adhesives. Int. Wood Prod. J. 2016, 7, 208–214. [Google Scholar] [CrossRef]
- Kain, G.; Güttler, V.; Barbu, M.-C.; Petutschnigg, A.; Richter, K.; Tondi, G. Density related properties of back insulation boards bonded with tannin hexamine resin. Eur. J. Wood Prod. 2014, 72, 417–424. [Google Scholar] [CrossRef]
- Zhou, X.-Y.; Zheng, F.; Li, H.-G.; Lu, C.-L. An environment-friendly thermal insulation material from cotton stalk fibers. Energy Build. 2010, 42, 1070–1074. [Google Scholar] [CrossRef]
- Gutiérrez, J.; Cadena, C.; Bula, A. Thermal insulation produced from rice husk agglomerated using starch produced by saccharomyces cerevisiae. DYNA 2013, 81, 138–143. [Google Scholar]
- Hu, S.; Luo, X.; Wan, C.; Li, Y. Characterization of Crude Glycerol from Biodiesel Plants. J. Agric. Food Chem. 2012, 60, 5915–5921. [Google Scholar] [CrossRef]
- Essoua, G.; Blanchet, P.; Landry, V.; Beauregard, R. Pinewood treated with a citric acid and glycerol mixture: Biomaterial performance improved by a Bio-byproduct. BioResources 2016, 11, 3049–3072. [Google Scholar]
- Quispe, C.A.; Coronado, C.J.; De Carvalho, J.A. Glycerol: Production, consumption, prices, characterization and new trends in combustion. Renew. Sustain. Energy Rev. 2013, 27, 475–493. [Google Scholar] [CrossRef]
- Moita, R.; Freches, A.; Lemos, P. Crude glycerol as feedstock for polyhydroxyalkanoates production by mixed microbial cultures. Water Res. 2014, 58, 9–20. [Google Scholar] [CrossRef]
- Halpern, J.M.; Urbanski, R.; Weinstock, A.K.; Iwig, D.F.; Mathers, R.T.; Von Recum, H.A. A biodegradable thermoset polymer made by esterification of citric acid and glycerol. J. Biomed. Mater. Res. Part A 2013, 102, 1467–1477. [Google Scholar] [CrossRef] [Green Version]
- Berube, M.-A.; Schorr, D.; Ball, R.J.; Landry, V.; Blanchet, P. Determination of In Situ Esterification Parameters of Citric Acid-Glycerol Based Polymers for Wood Impregnation. J. Polym. Environ. 2017, 26, 970–979. [Google Scholar] [CrossRef]
- Pramanick, D.; Ray, T. Synthesis and biodegradation of copolyesters from citric acid and glycerol. Polym. Bull. 1988, 19, 365–370. [Google Scholar] [CrossRef]
- Schorr, D.; Blanchet, P.; Essoua, G.G.E. Glycerol and Citric Acid Treatment of Lodgepole Pine. J. Wood Chem. Technol. 2018, 38, 123–136. [Google Scholar] [CrossRef]
- American Society for Testing and Materials. Standard Test Method for Steady-State Thermal Transmission Properties by Means of the Heat Flow Meter Apparatus, Standard C518-17; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- American Society for Testing and Materials. Standard Test Methods for Cellulosic Fiber Insulating Board, Standard C209-15; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- American Society for Testing and Materials. Standard Test Methods for Measuring Compressive Properties of Thermal Insulations, Standard C165-07; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Barbooti, M.M.; Al-Sammerrai, D.A. Thermal decomposition of citric acid. Thermochim. Acta 1986, 98, 119–126. [Google Scholar] [CrossRef]
- Gama, N.; Soares, B.; Freire, C.; Silva, R.; Neto, C.P.; Barros-Timmons, A.; Ferreira, A. Bio-based polyurethane foams toward applications beyond thermal insulation. Mater. Des. 2015, 76, 77–85. [Google Scholar] [CrossRef]
- Bharudin, M.A.; Sakaria, S.; Chia, C.H. Condensed tannins from acacia mangium bark: Characterization by spot tests and FTIR. AIP Conf. Proc. 2013, 1571, 153. [Google Scholar] [CrossRef] [Green Version]
- Silveira Peres, R.; Cassel, E.; Schermann Azambuja, D. Black wattle tannin as steel corrosion inhibitor. ISRN Corrosion 2012, 5, 937920. [Google Scholar] [CrossRef] [Green Version]
- American Society for Testing and Materials. Standard Specification for Cellulosic Fiber Insulating Board, Standard C208-12; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Paiva, A.; Pereira, S.; Sá, A.B.; Cruz, D.; Varum, H.; Pinto, J. A contribution to the thermal insulation performance characterization of corn cob particleboards. Energy Build. 2012, 45, 274–279. [Google Scholar] [CrossRef] [Green Version]
- Zou, N.Y. Thermal Insulation Materials for Wall and Roof; Chemical Industry Publish House: Beijing, China, 2008. [Google Scholar]
- Nakanishi, E.Y.; Cabral, M.R.; Gonçalves, P.D.S.; Santos, V.; Júnior, H.S.; Savastano, H. Formaldehyde-free particleboards using natural latex as the polymeric binder. J. Clean. Prod. 2018, 195, 1259–1269. [Google Scholar] [CrossRef]
- Rebolledo, P.; Cloutier, A.; Yemele, M.-C. Effect of Density and Fiber Size on Porosity and Thermal Conductivity of Fiberboard Mats. Fibers 2018, 6, 81. [Google Scholar] [CrossRef] [Green Version]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formulation | Reactants Content (g) | Condensed Tannins Content (wt.%) 1 | Cellulose Filaments Content (wt.%) | p-TSA 2 Content (wt.%) | |
|---|---|---|---|---|---|
| Crude Glycerol (CG) | Citric Acid (CA) | ||||
| CG1:CA0.66 | 92.09 | 126.81 | 2 | 0.01 | 1.33 |
| CG1:CA1 | 92.09 | 192.13 | 2 | 0.01 | 1.33 |
| Formulation | Bio-Based Adhesive Content (%) | Fiber Content (g) | Water Content (g) |
|---|---|---|---|
| CG1:CA0.66 | 14 | 976 | 67 |
| CG1:CA0.66 | 20 | 923 | 52 |
| CG1:CA1 | 14 | 976 | 67 |
| CG1:CA1 | 20 | 923 | 52 |
| Pure Glycerol | Crude Glycerol | |
|---|---|---|
| Concentration (%) | 99 ± 1 | 88 ± 3 |
| pH | 5.0 ± 0.3 | 3.1 ± 0.1 |
| Density (g/cm3) | 1.262 ± 0.002 | 1.254 ± 0.003 |
| Viscosity (cP) | 800 ± 20 | 180 ± 10 |
| Source | Degree of Freedom | F Value | Pr > F |
|---|---|---|---|
| Design | |||
| Reactants ratio | 1 | 3.81 | 0.0594 NS |
| Bio-based adhesive content | 1 | 5.49 | 0.0253 * |
| Reactants ratio x bio-based adhesive content | 1 | 4.37 | 0.0444 * |
| Insulation Boards/Materials | Density (kg m−3) | Thermal Conductivity (W/mK) | Source |
|---|---|---|---|
| Board-CG1:CA0.66–14% | 338 ± 19 | 0.064 | |
| Board-CG1:CA0.66–20% | 338 ± 13 | 0.064 | |
| Board-CG1:CA1–14% | 332 ± 23 | 0.066 | |
| Board-CG1:CA1–20% | 332 ± 24 | 0.064 | |
| Coconut husk insulation board | 250–350 | 0.046–0.068 | [4] |
| Bagasse insulation board | 250–350 | 0.049–0.055 | [4] |
| Larch back insulation board | 250–500 | 0.069–0.093 | [10] |
| Kenaf-fibers insulation board | 0.069–0.087 | [8] | |
| Corn cob particleboard | 171–334 | 0.101 | [28] |
| Cotton stalk fibers | 150–450 | 0.059–0.082 | [11] |
| Mineral wool (fiberglass and rockwool) | 24–200 | 0.025–0.047 | [30] |
| Polystyrene (closed cell foam) | 16–35 | 0.034–0.035 | [30] |
| Extruded polystyrene foam (XPS) | 24–42 | 0.026–0.035 | [30] |
| Source | Modulus of Rupture (MPa) | Tensile Strength Parallel to Surface (kPa) | Tensile Strength Perpendicular to Surface (kPa) | Compressive Strength to 10% Thickness (kPa) |
|---|---|---|---|---|
| Design | ||||
| Reactants ratio | 0.8455 NS | 0.0045 ** | 0.5830 NS | 0.6222 NS |
| Bio-based adhesive content | 0.0515 NS | 0.1067 NS | <0.0001 ** | 0.0005 ** |
| Reactants ratio x bio-based adhesive content | 0.0587 NS | 0.0256 * | 0.2497 NS | 0.1562 NS |
| Insulation Board | Density (kg m−3) | Modulus of Rupture (MPa) | Tensile Strength Parallel to Surface (kPa) | Tensile Strength Perpendicular to Surface (kPa) | Compressive Strength to 10% Thickness (kPa) |
|---|---|---|---|---|---|
| Board-CG1:CA0.66-14% | 338 (6) 2 | 0.92 (22) | 672 (17) | 113 (21) | 1142 (10) |
| Board-CG1:CA0.66-20% | 338 (4) | 1.10 (25) | 692 (10) | 154 (25) | 1062 (13) |
| Board-CG1:CA1-14% | 332 (7) | 0.91 (29) | 651 (18) | 117 (18) | 1206 (8) |
| Board-CG1:CA1-20% | 332 (7) | 1.13 (23) | 575 (32) | 141 (30) | 1030 (10) |
| ASTM C208-12 1 | 160–497 | 0.97–2.76 | 345–1379 | 23.9–38.3 | 100–105 |
| Insulation Board | * Total Porosity in % |
|---|---|
| Board-CG1:CA0.66-14% | 54.27 (1.82) Aa |
| Board-CG1:CA0.66-20% | 51.57 (1.79) Aa |
| Board-CG1:CA1-14% | 48.57 (1.53) Ba |
| Board-CG1:CA1-20% | 46.36 (1.18) Ba |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Segovia, F.; Blanchet, P.; Auclair, N.; Essoua Essoua, G.G. Thermo-Mechanical Properties of a Wood Fiber Insulation Board Using a Bio-Based Adhesive as a Binder. Buildings 2020, 10, 152. https://0-doi-org.brum.beds.ac.uk/10.3390/buildings10090152
Segovia F, Blanchet P, Auclair N, Essoua Essoua GG. Thermo-Mechanical Properties of a Wood Fiber Insulation Board Using a Bio-Based Adhesive as a Binder. Buildings. 2020; 10(9):152. https://0-doi-org.brum.beds.ac.uk/10.3390/buildings10090152
Chicago/Turabian StyleSegovia, Franz, Pierre Blanchet, Nicolas Auclair, and Gatien Geraud Essoua Essoua. 2020. "Thermo-Mechanical Properties of a Wood Fiber Insulation Board Using a Bio-Based Adhesive as a Binder" Buildings 10, no. 9: 152. https://0-doi-org.brum.beds.ac.uk/10.3390/buildings10090152