Performance of Steel Fiber-Reinforced Alkali-Activated Slag-Fly Ash Blended Concrete Incorporating Recycled Concrete Aggregates and Dune Sand


Abstract
:1. Introduction
2. Materials
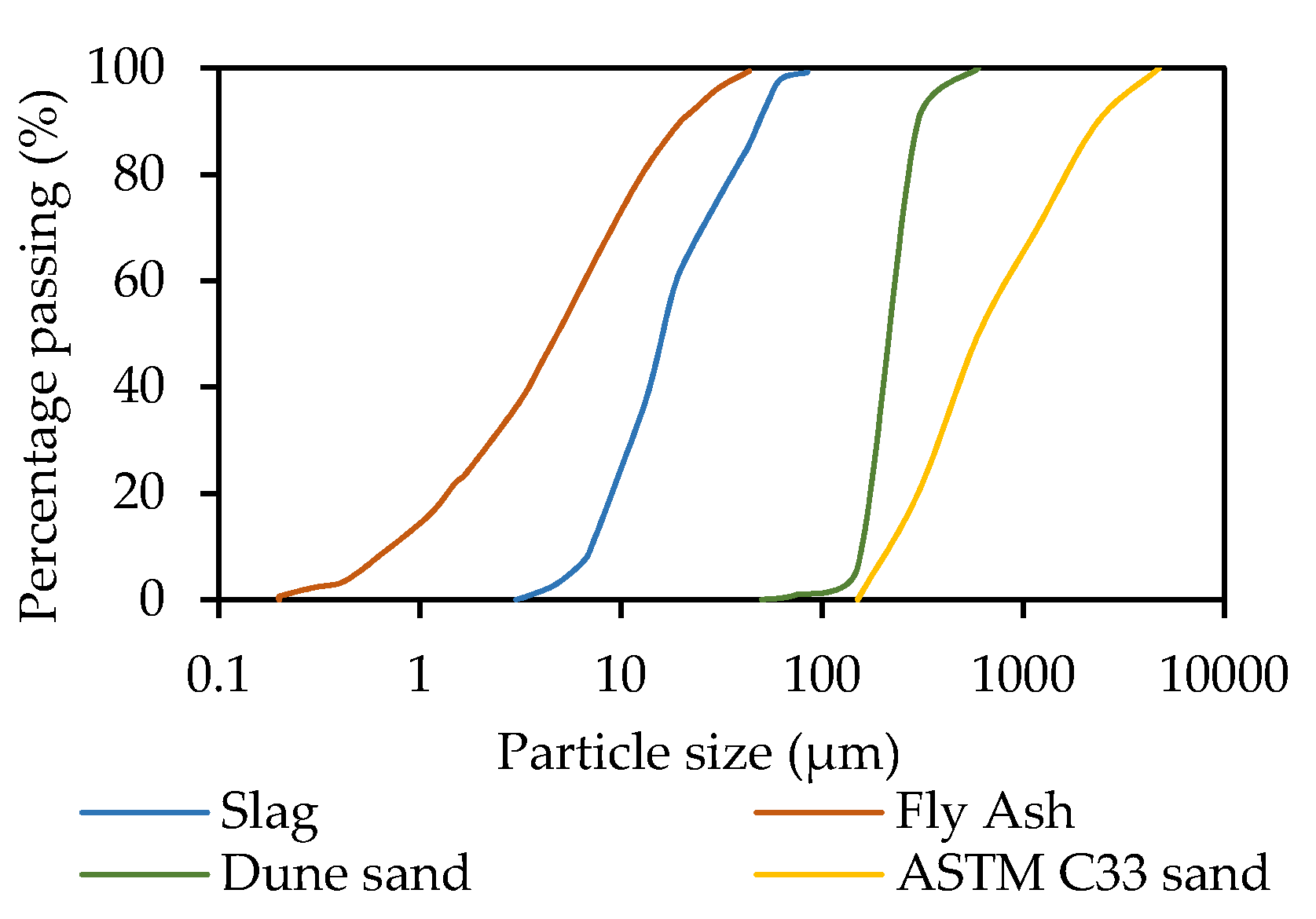
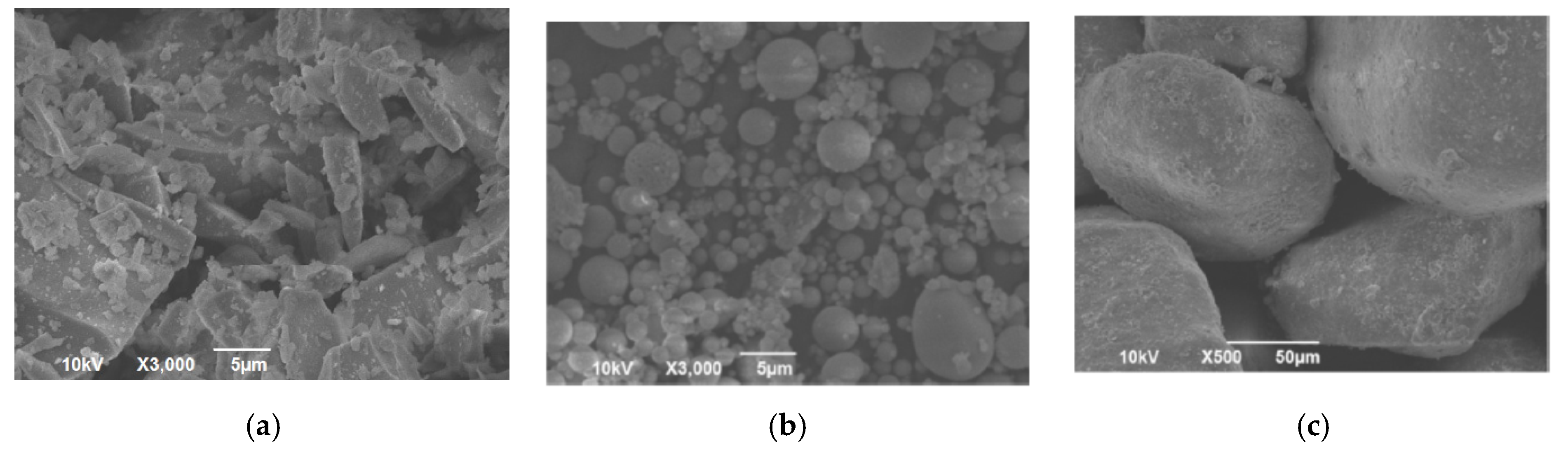
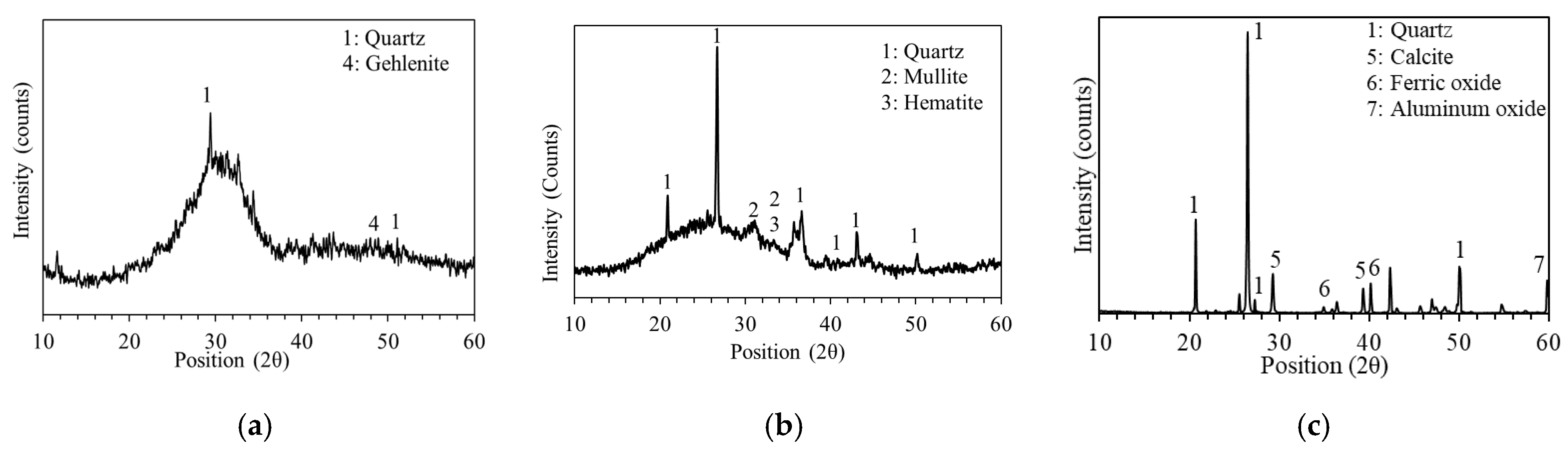
2.1. Precursor Binders
2.2. Fine Aggregates
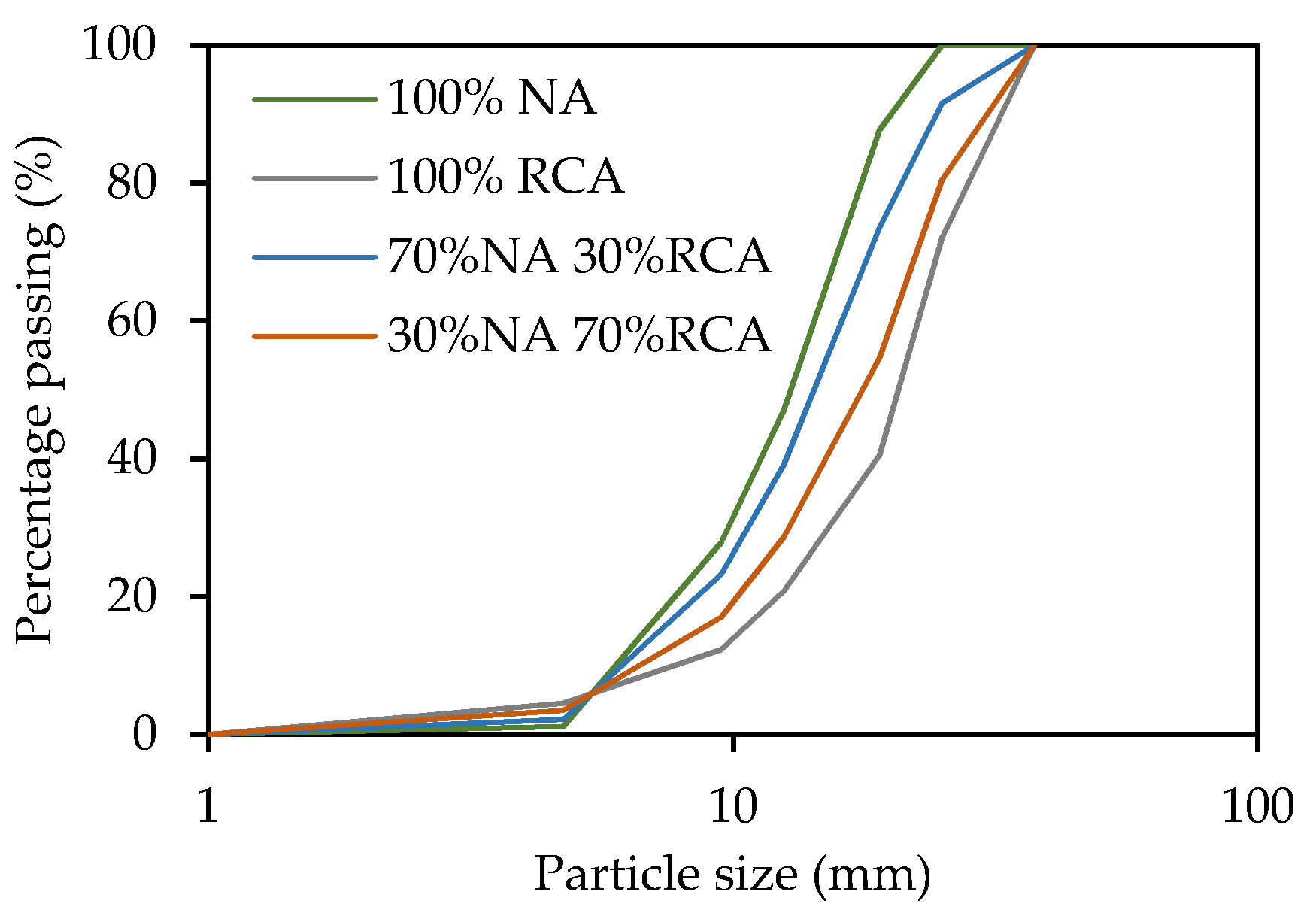
2.3. Coarse Aggregates
2.4. Alkaline Activator Solution and Superplasticizer
2.5. Steel Fibers
3. Methods
3.1. Mixture Proportioning
3.2. Sample Preparation
3.3. Performance Evaluation
4. Results and Discussion
4.1. Compressive Strength
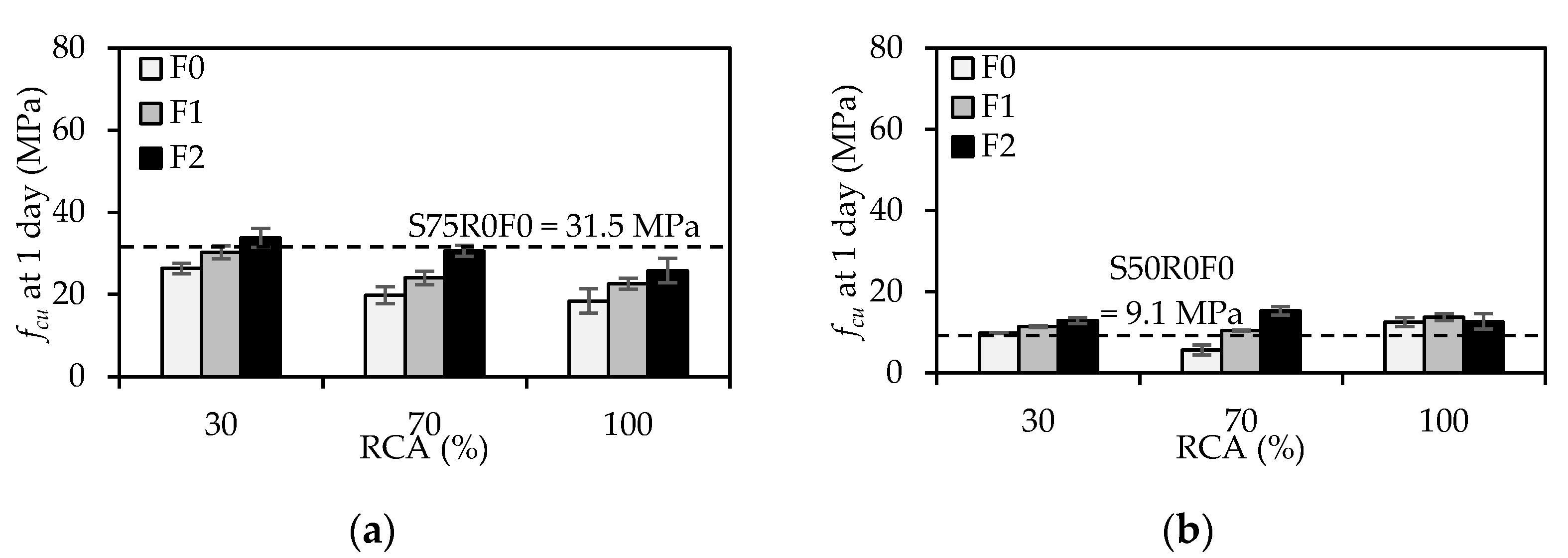
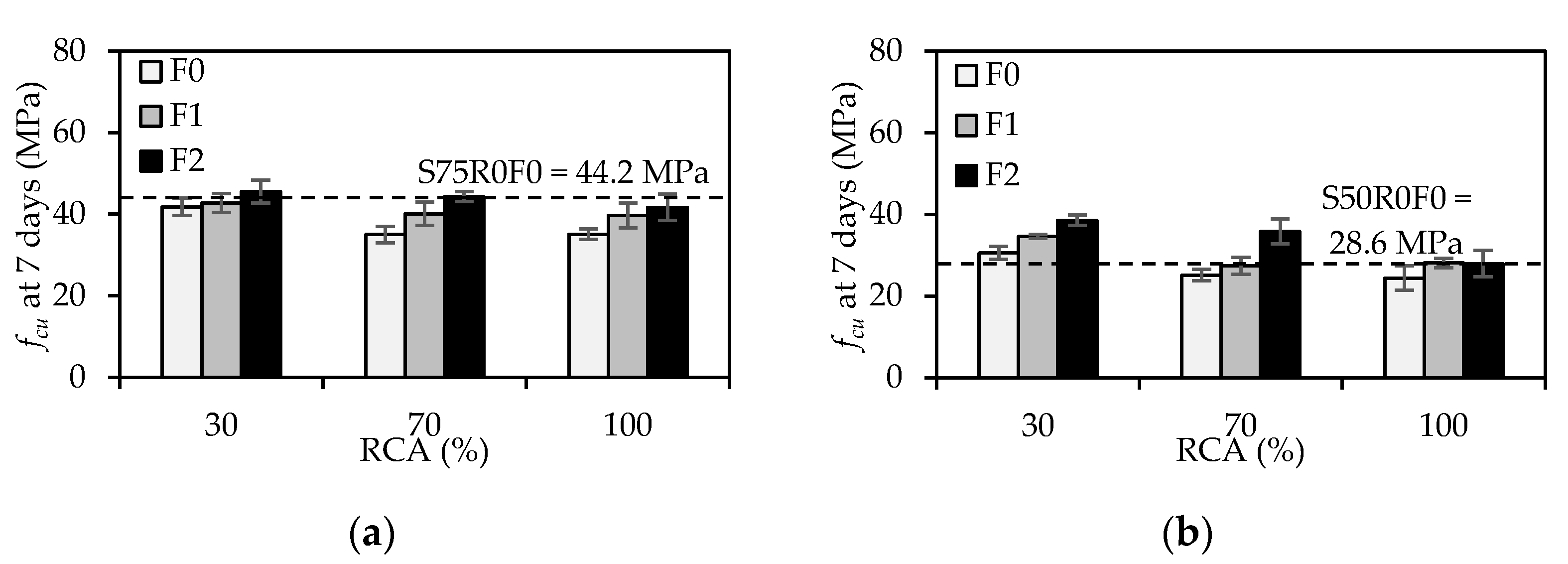
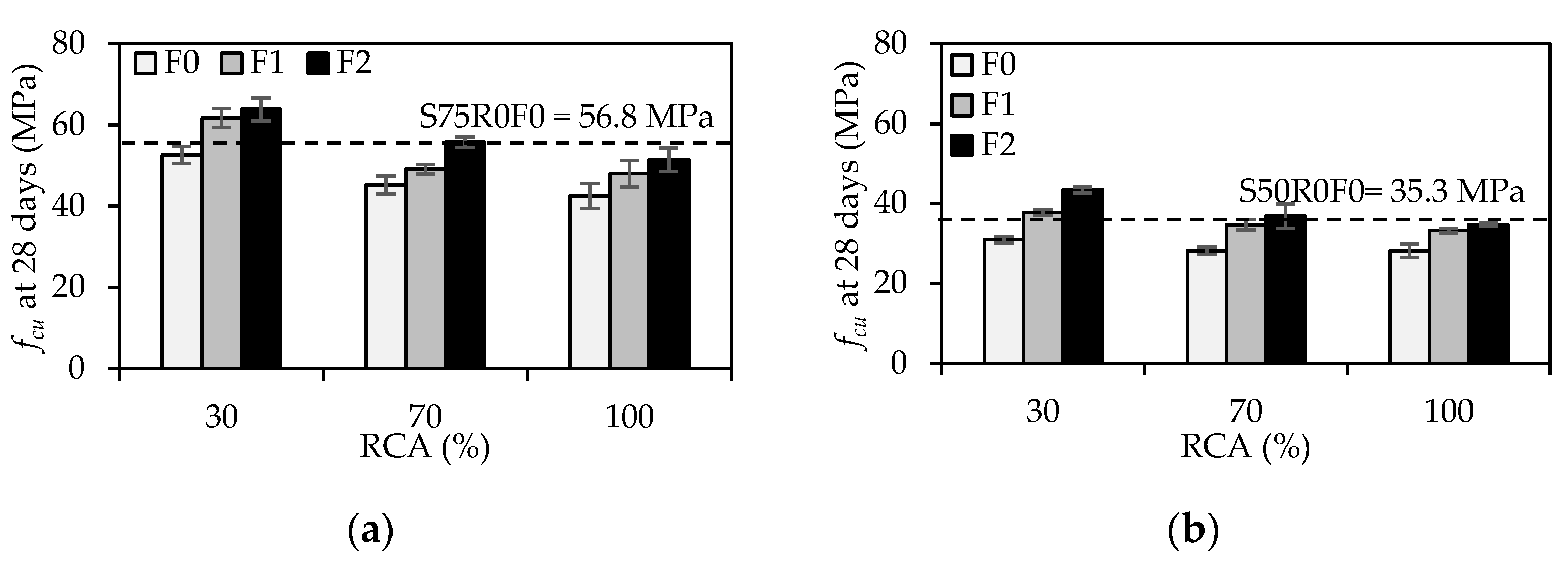
4.1.1. Strength Development Profile of Cubes
4.1.2. Effect of RCA Replacement
4.1.3. Effect of Steel Fiber Addition
4.1.4. Cylinder Compressive Strength
4.1.5. Variability in the Results
4.1.6. Cylinder-to-Cube Compressive Strength Ratio
4.2. Compressive Stress-Strain Response
4.2.1. Effect of RCA Replacement
4.2.2. Effect of Steel Fiber Addition
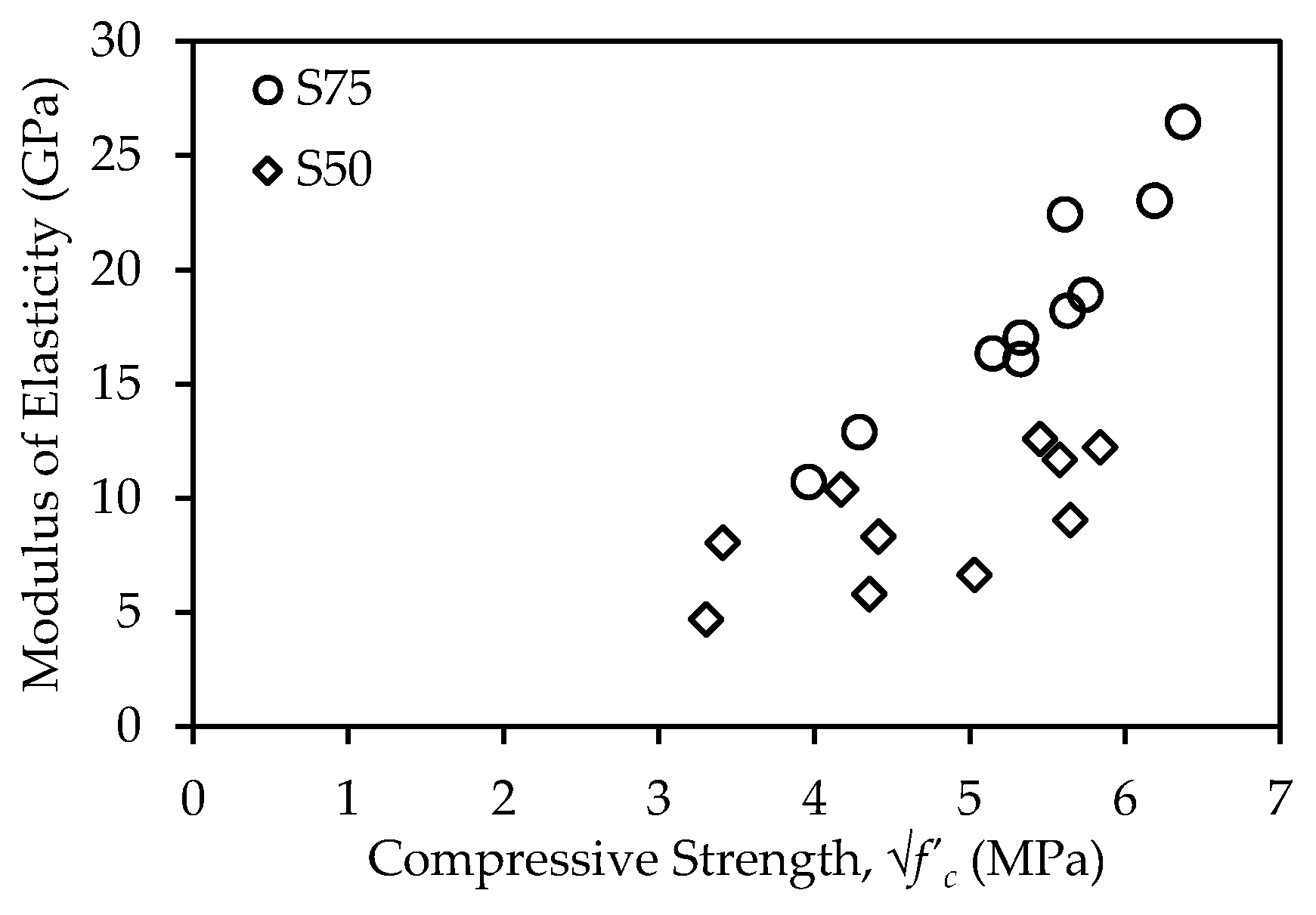
4.3. Modulus of Elasticity
4.3.1. Effect of RCA Replacement
4.3.2. Effect of Steel Fiber Addition
4.3.3. Variability in the Results
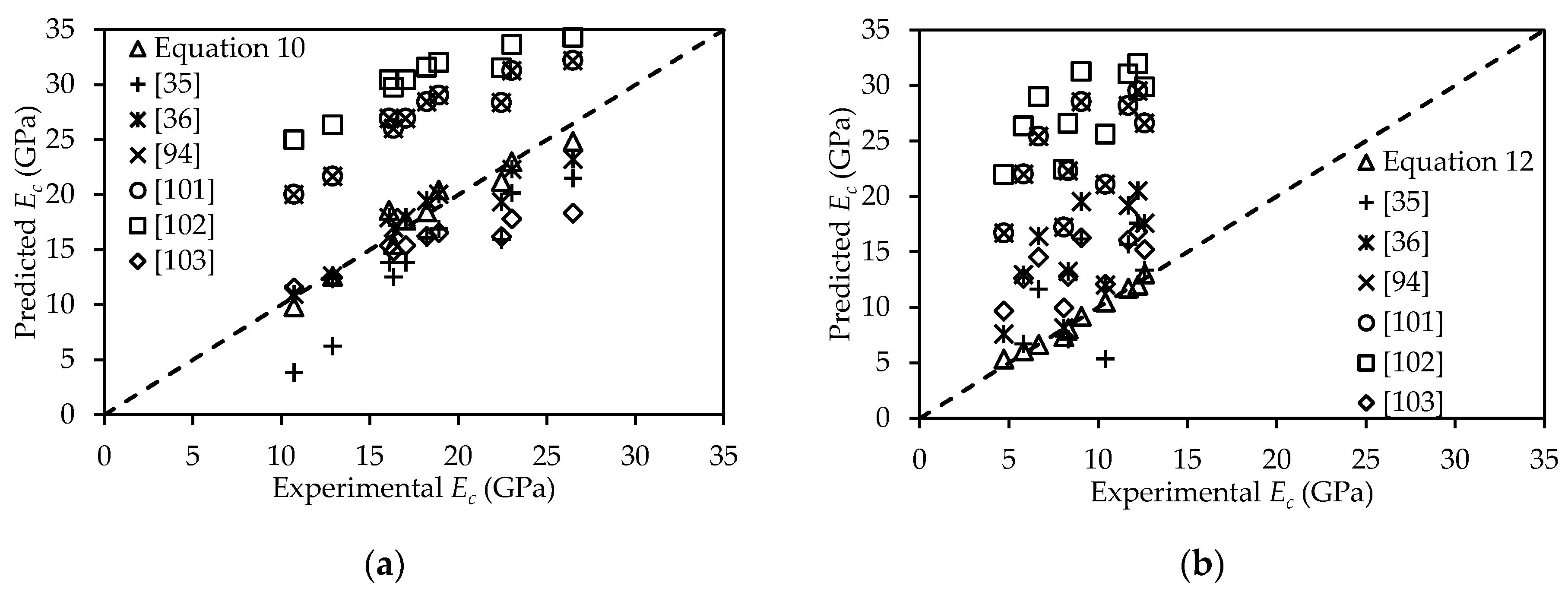
4.3.4. Analytical Correlations
4.4. Splitting Tensile Strength
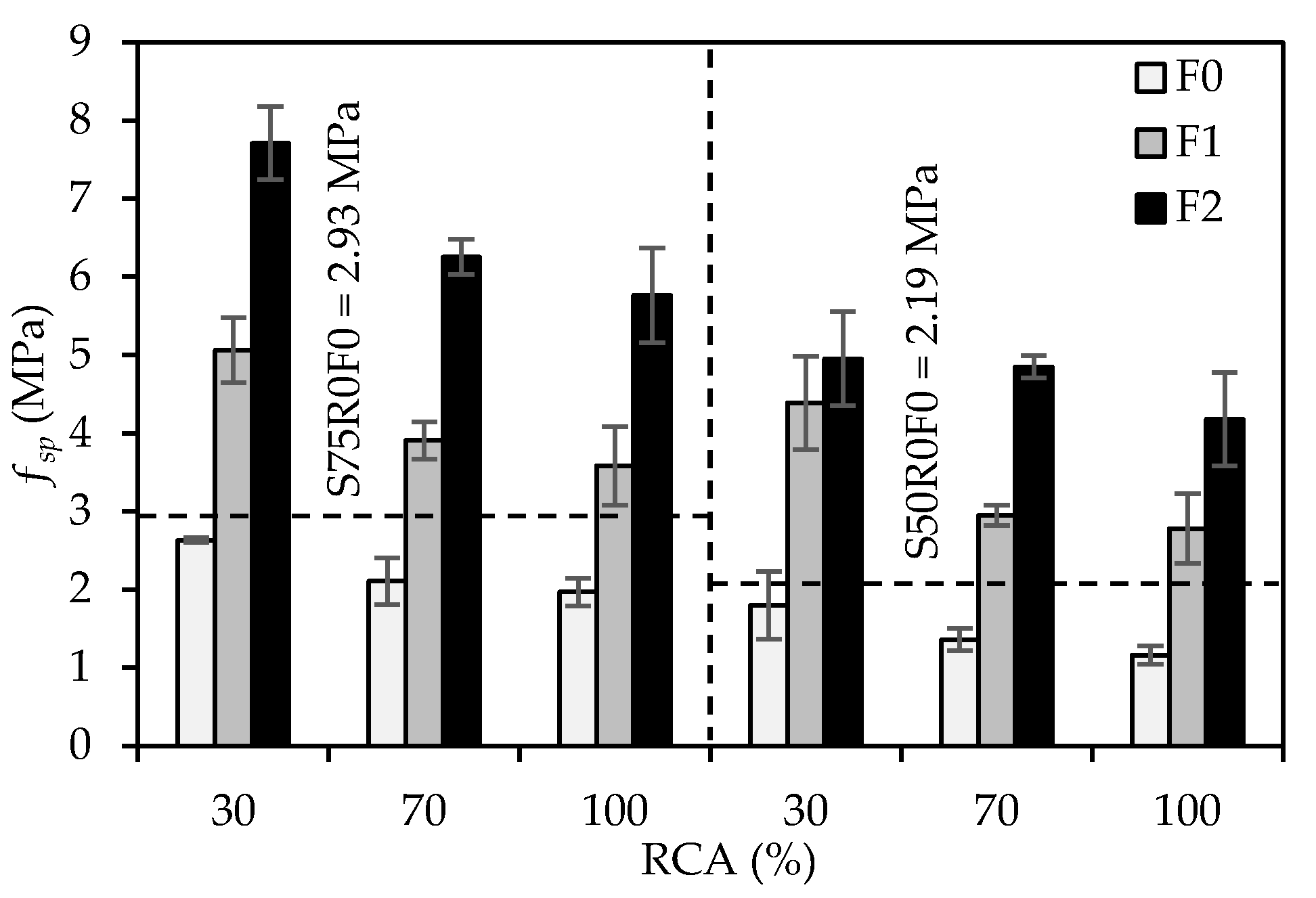
4.4.1. Effect of RCA Replacement
4.4.2. Effect of Steel Fiber Addition
4.4.3. Variability in the Results
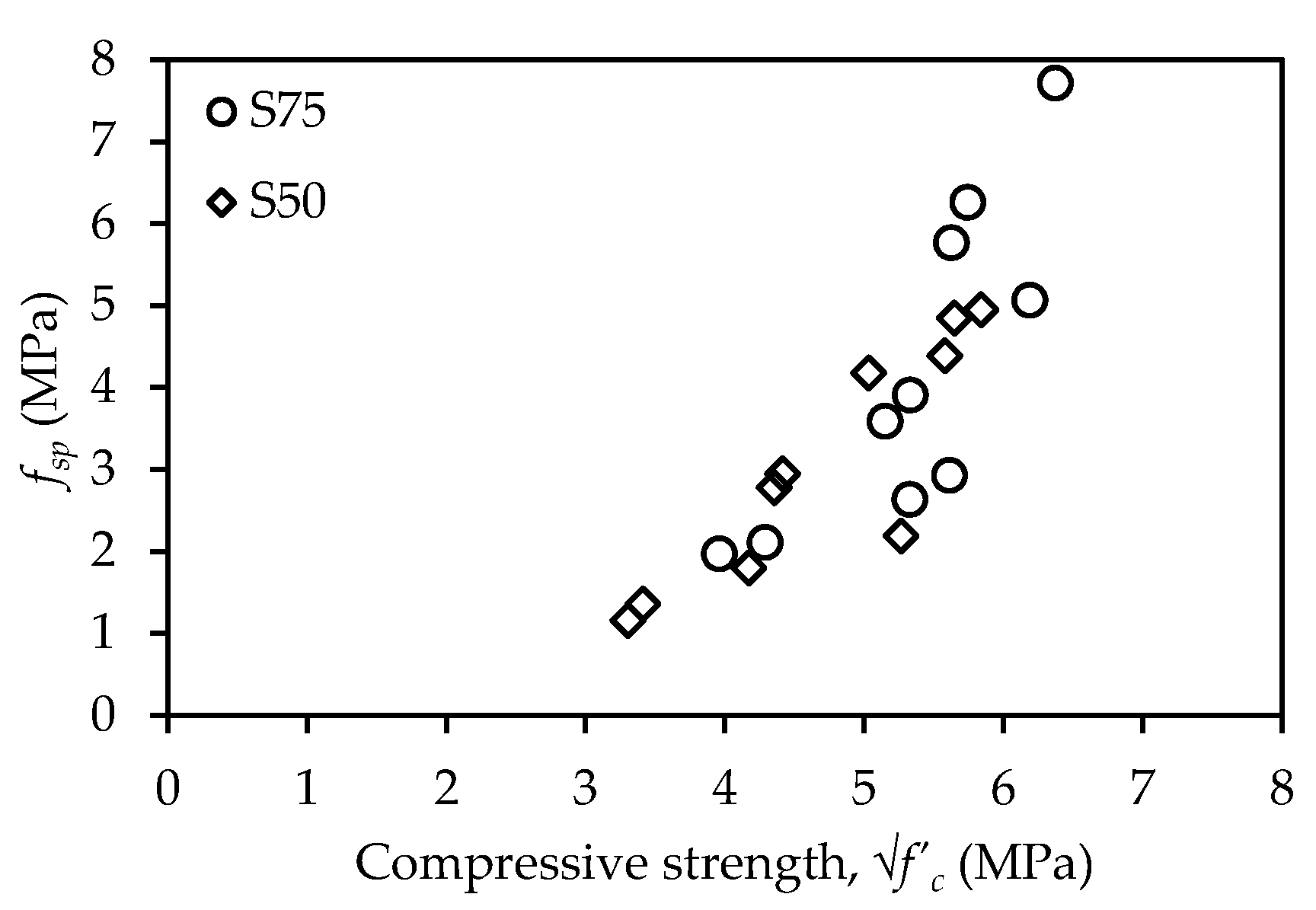
4.4.4. Analytical Correlations
4.5. Water Absorption
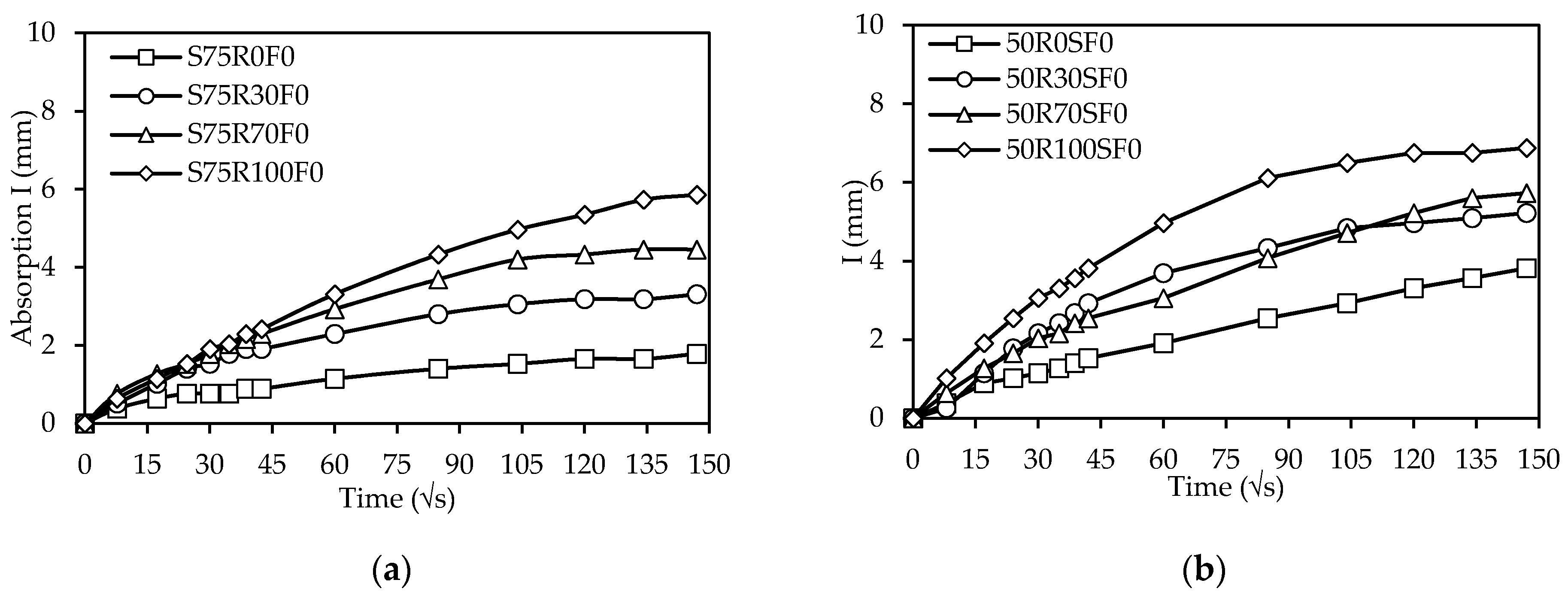
4.6. Capillary Sorptivity
4.7. Non-Destructive Testing
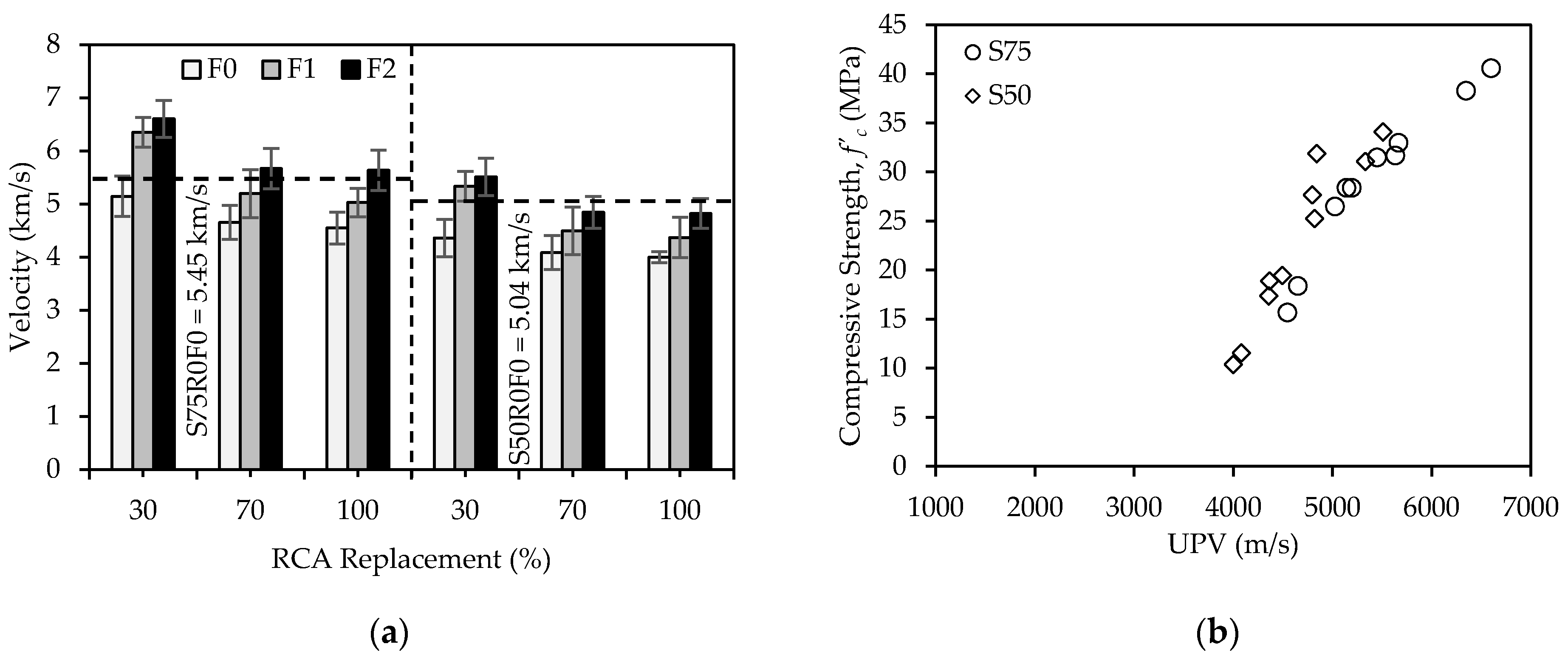
4.7.1. Ultrasonic Pulse Velocity
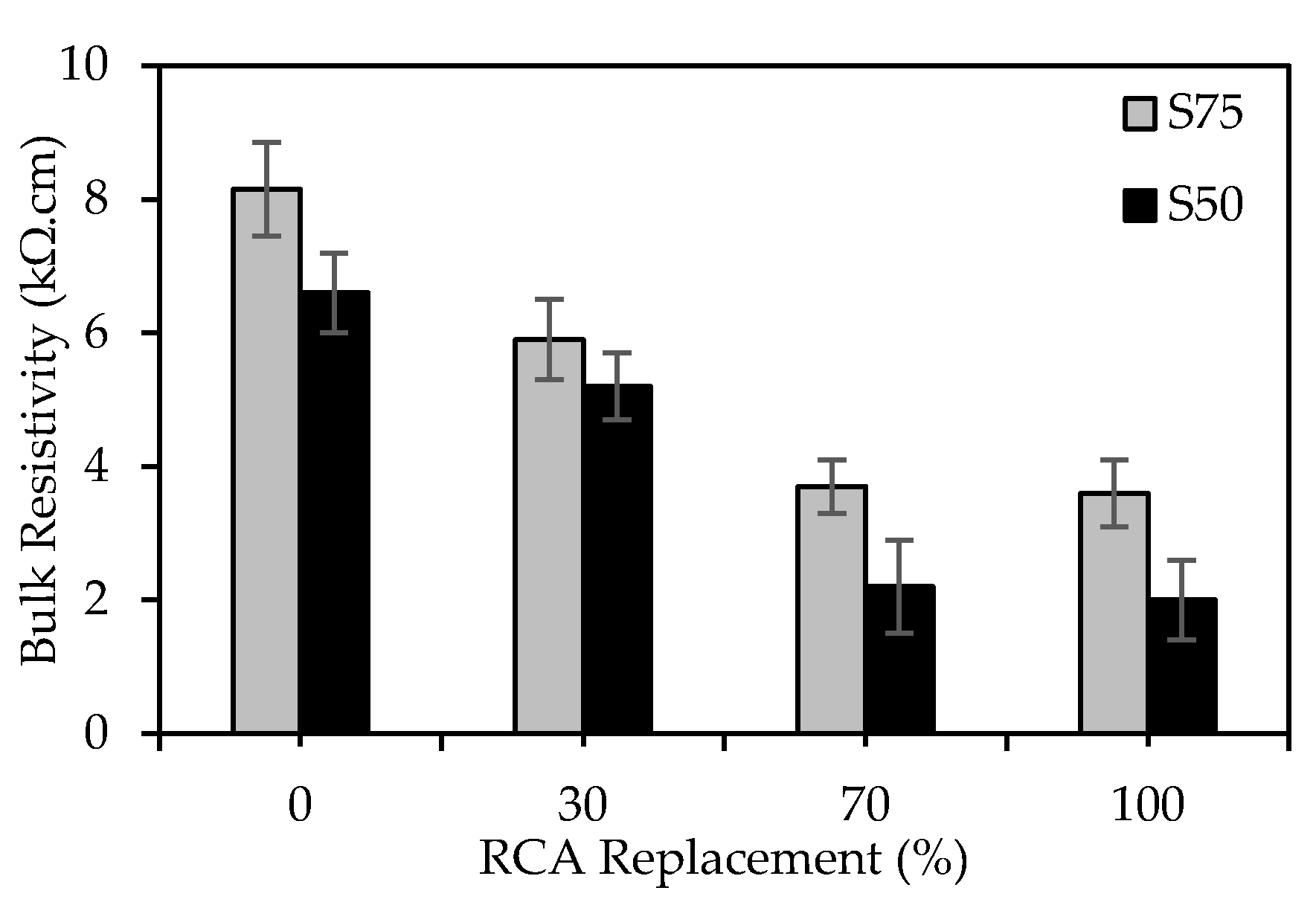
4.7.2. Bulk Resistivity
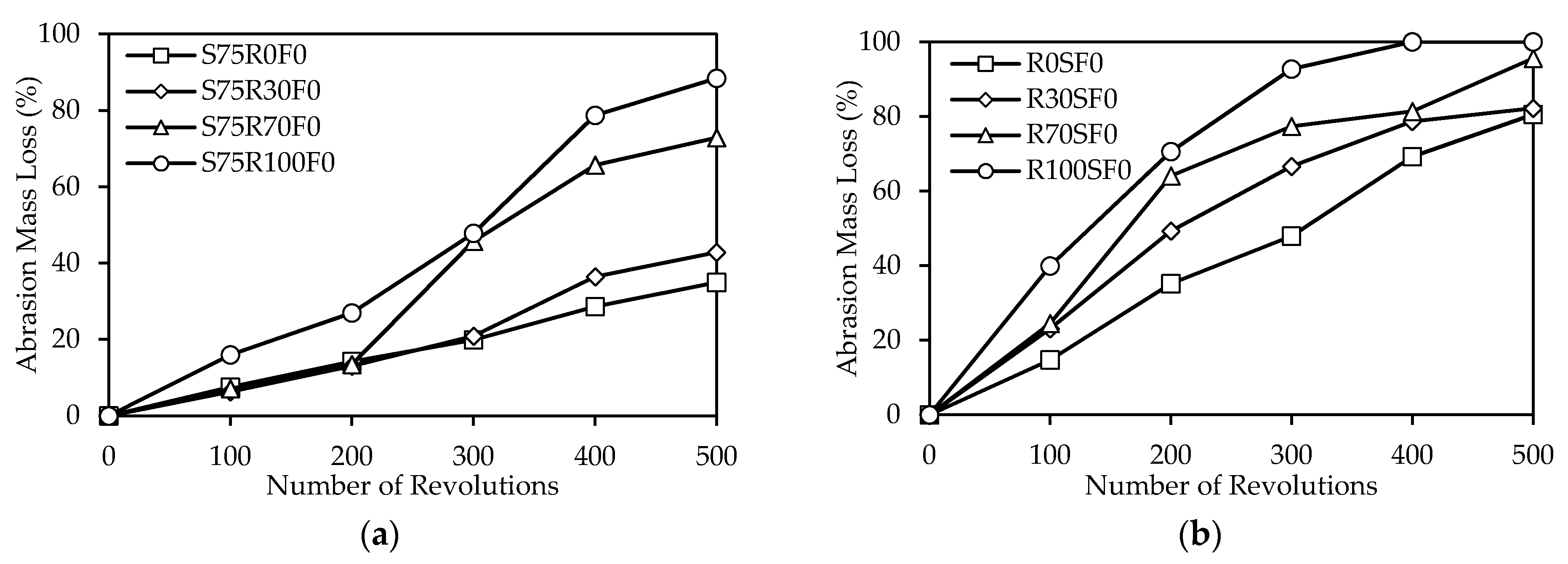
4.8. Abrasion Resistance
4.8.1. Effect of RCA Replacement
4.8.2. Effect of Steel Fiber Addition
4.9. Comparative Analysis
5. Conclusions
- The 28-day cylinder compressive strength of plain alkali-activated concrete made with slag-to-fly ash ratio of 3:1 and 1:1 decrease by up to 50% and 54%, respectively, upon RCA replacement. Maximum respective strength reductions of 25% and 20% are recorded in the cube strength. This negative impact can be countered by steel fiber inclusion with up to 101% and 174% respective increases while noting a more significant impact at 1 day. As such, RCA replacement and steel fiber inclusion are generally more influential in mixtures with higher fly ash content. Nevertheless, increasing the fly ash content reduces the compressive strength.
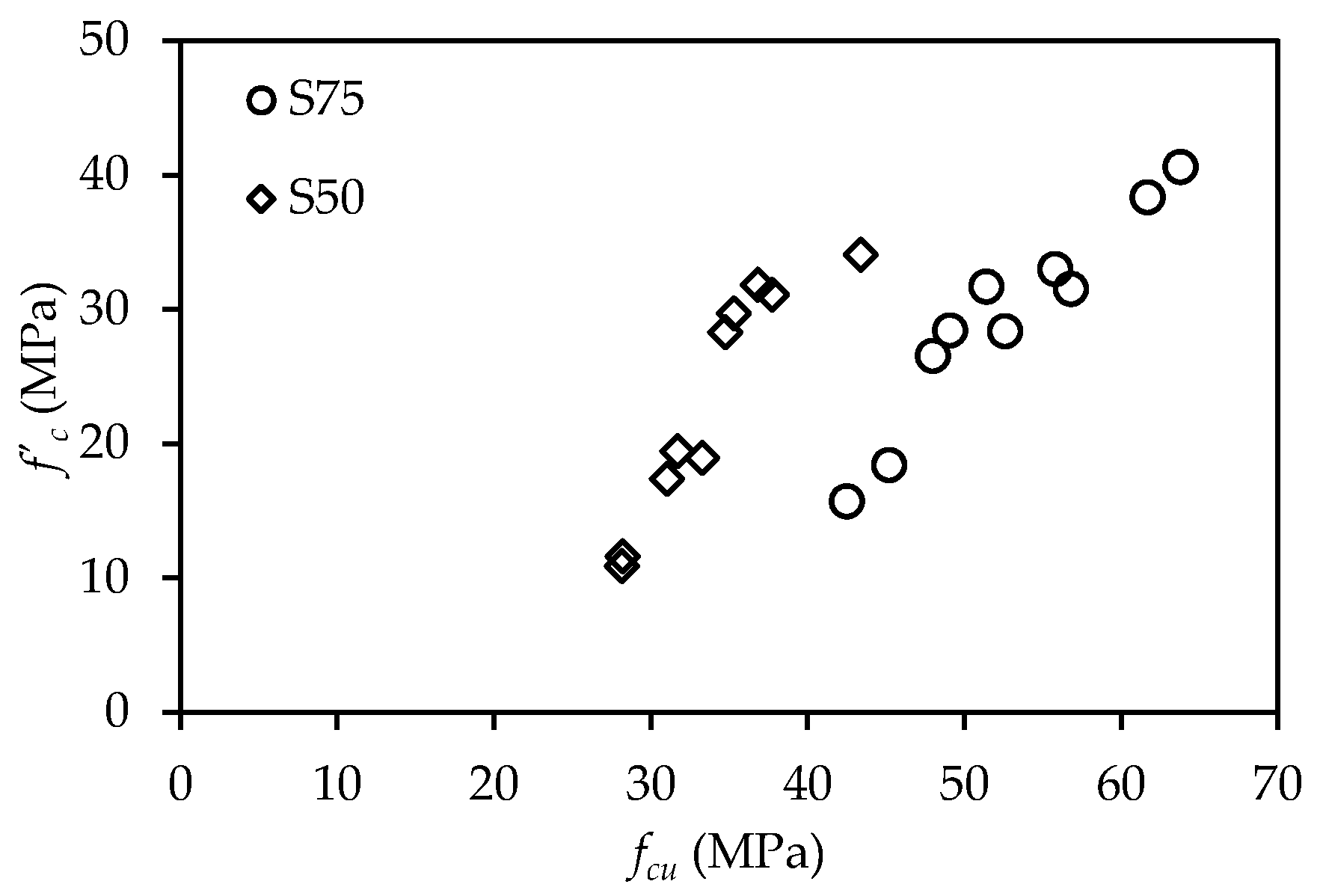
- The confinement effect of alkali-activated slag-fly ash (3:1 and 1:1) blended concrete cubes under compressive loads is significantly influenced by RCA replacement but is less critical with higher fly ash replacement. As such, f′c and fcu of each blended mixture are correlated through linear regression models to predict one property from the other with reasonable accuracy (R2 = 0.85 and 0.95). These relationships offer a higher accuracy compared to models proposed in past work.
- Alkali-activated slag-fly ash (3:1) concrete mixtures incorporating dune sand can be produced with 30%, 70%, and 100% RCA replacement in conjunction with 0, 1%, and 2% steel fiber volume fractions, respectively, while sustaining a minor loss (<10%) in the design f′c of 30 MPa. Conversely, mixtures made with equal portions of slag and fly ash experience limited loss (<6%) in design f′c with 30%, 70%, and 100% RCA and 1%, 2%, and 2% steel fibers, by volume. Between the two binders, that with 25% fly ash presents more favorable results.
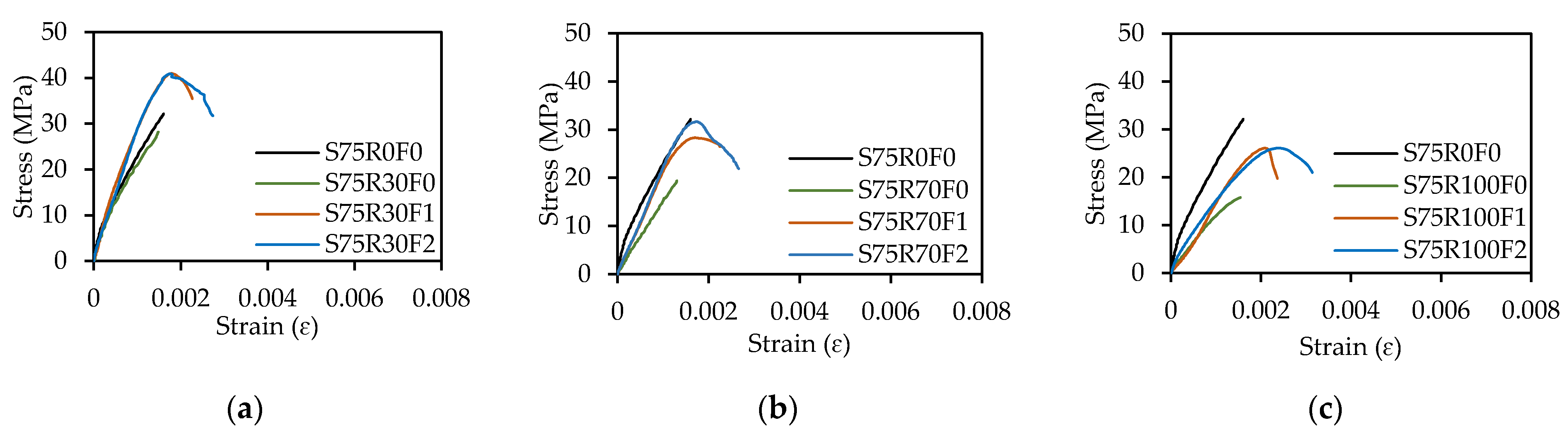
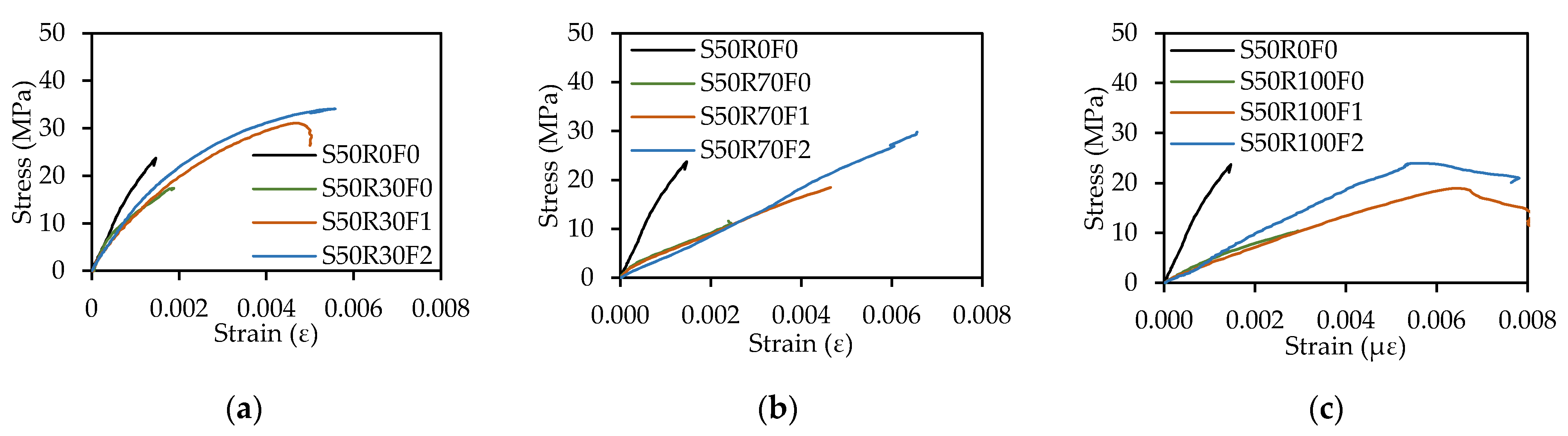
- As fly ash replacement increases, the peak stress of alkali-activated slag-fly ash blended concrete decreases while the peak strain increases. Further, the RCA replacement decreases the peak stress and increases the peak strain while steel fiber addition increases both parameters. Results show that these performance changes are more pronounced for peak strain and in mixtures with higher fly ash content.
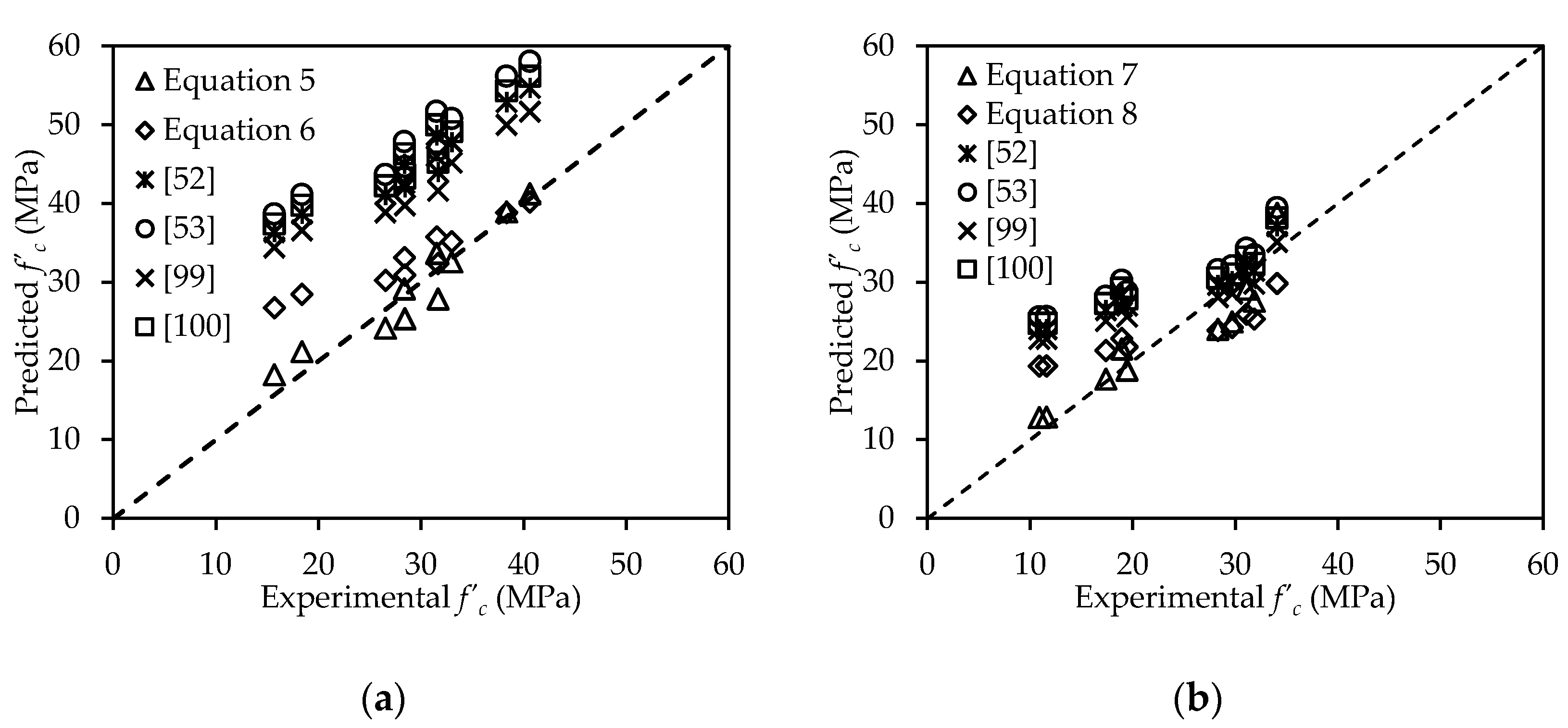
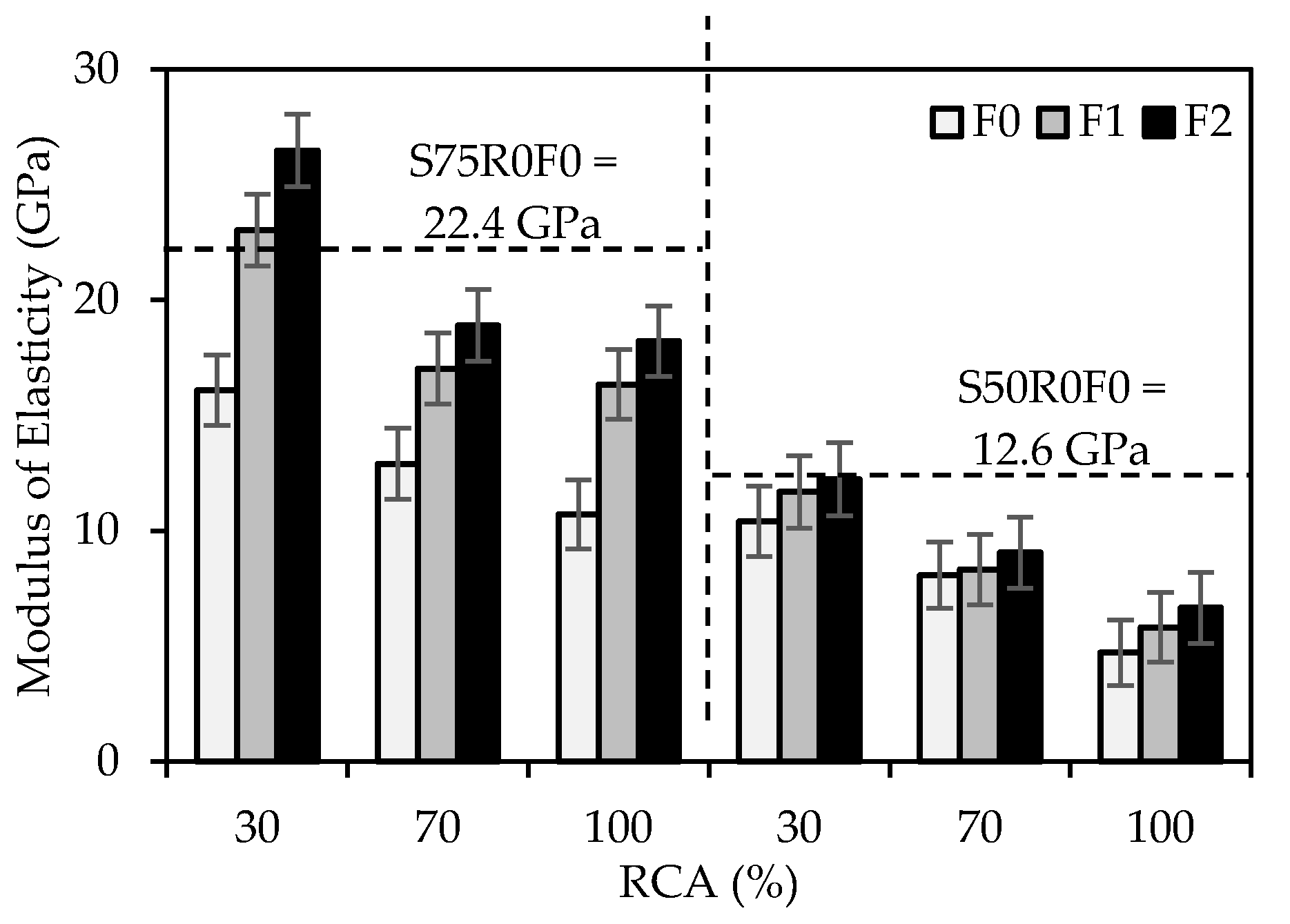
- The modulus of elasticity of alkali-activated slag-fly ash (3:1 and 1:1) blended concrete decreases by up to 52% and 63%, respectively, upon replacement of NA by up to 100% RCA. The incorporation of up to 2% steel fibers, by volume, can enhance respective Ec values by up to 18% and 41%, respectively. Clearly, the adverse impact of RCA replacement surpasses the positive influence of steel fiber addition. Still, the Ec of the former are higher than the latter for all mixtures. Linear regression models were also developed to estimate the values of Ec. The prediction accuracy improves upon the inclusion of RCA replacement percentage and steel fiber volume fraction in the model. Codified equations cannot accurately estimate Ec.
- The splitting tensile strength decreases with higher fly ash replacement. The RCA replacement reduces fsp of alkali-activated slag-fly ash (3:1 and 1:1) blended concrete by up to 35% and 47%, respectively. Conversely, adding up to 2% steel fiber volume fraction increases fsp by up to 194% and 230%, correspondingly. It was found that RCA replacement and steel fiber addition have a more prominent impact on fsp than f′c. Based on the results, it is possible to produce alkali-activated slag-fly ash (3:1 and 1:1) blended concrete with 100% RCA in conjunction with 1% steel fiber, by volume, with superior fsp to that of the NA-based control. Regression models were developed to predict fsp from f′c, RCA replacement, and steel fiber volume fraction with high accuracy. Codified equations cannot accurately estimate fsp.
- Upon replacing NA with RCA, the water absorption of alkali-activated slag-fly ash (3:1 and 1:1) blended concrete increases by up to 70% and 79%, respectively, leading to a reduction in mechanical performance. However, the respective values decrease by up to 17% and 20% with steel fiber addition, thereby enhancing the mechanical properties. Similar findings are noted for the capillary sorptivity. Between the two mixtures, that with 25% fly ash presents lower water absorption values.
- The UPV and bulk resistivity are reduced by up to 17% and 57%, respectively, with RCA replacement for both types of mixtures. Steel fiber addition increases the respective UPV values of mixtures made with slag-to-fly ash ratios of 3:1 and 1:1 by up to 25% and 38%. Also, former mixtures are classified to have excellent concrete quality regardless of RCA replacement and steel fiber addition, while latter plain and steel fiber-reinforced mixtures are classified to have good and excellent concrete quality, respectively.
- The RCA replacement leads to an increase in abrasion mass loss. This adverse effect of RCA can be countered by steel fiber addition. Yet, these impacts are slightly more pronounced with higher fly ash replacement. Alkali-activated slag-fly ash (3:1 and 1:1) concrete mixtures made with 100% RCA and 2% steel fiber, by volume, show comparable abrasion resistance to that of the NA-based control.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Stoner, J.; Wankel, C. Global Sustainability Initiatives: New Models and New Approaches; Information Age Publishing: Charlotte, NC, USA, 2008; p. 248. [Google Scholar]
- Environmental Resources Limited. Demolition Waste; Construction Press Limited: Lancaster, UK, 1980. [Google Scholar]
- Gálvez-Martos, J.-L.; Styles, D.; Schoenberger, H.; Zeschmar-Lahl, B. Construction and demolition waste best management practice in Europe. Resour. Conserv. Recycl. 2018, 136, 166–178. [Google Scholar] [CrossRef] [Green Version]
- Akhtar, A.; Sarmah, A.K. Construction and demolition waste generation and properties of recycled aggregate concrete: A global perspective. J. Clean. Prod. 2018, 186, 262–281. [Google Scholar] [CrossRef]
- Xiao, J.; Li, W.; Fan, Y.; Huang, X. An overview of study on recycled aggregate concrete in China (1996–2011). Constr. Build. Mater. 2012, 31, 364–383. [Google Scholar] [CrossRef]
- Kong, D.; Lei, T.; Ma, C.; Jiang, J. Effect and mechanism of surface-coating pozzolanic materials around aggregate on properties and ITZ microstructure of recycled aggregate concrete. Constr. Build. Mater. 2010, 24, 701–708. [Google Scholar] [CrossRef]
- Muduli, R.; Mukharjee, B.B. Effect of incorporation of metakaolin and recycled coarse aggregate on properties of concrete. J. Clean. Prod. 2019, 209, 398–414. [Google Scholar] [CrossRef]
- Bostanci, S.C.; Limbachiya, M.; Kew, H. Use of recycled aggregates for low carbon and cost effective concrete construction. J. Clean. Prod. 2018, 189, 176–196. [Google Scholar] [CrossRef] [Green Version]
- Azúa, G.; González, M.; Arroyo, P.; Kurama, Y. Recycled coarse aggregates from precast plant and building demolitions: Environmental and economic modeling through stochastic simulations. J. Clean. Prod. 2019, 210, 1425–1434. [Google Scholar] [CrossRef]
- Xiao, J.; Wang, C.; Ding, T.; Akbarnezhad, A. A recycled aggregate concrete high-rise building: Structural performance and embodied carbon footprint. J. Clean. Prod. 2018, 199, 868–881. [Google Scholar] [CrossRef]
- Zhang, J.; Shi, C.; Li, Y.; Pan, X.; Poon, C.S.; Xie, Z. Performance Enhancement of Recycled Concrete Aggregates through Carbonation. J. Mater. Civ. Eng. 2015, 27, 1–7. [Google Scholar] [CrossRef]
- Ikea, T.; Yamane, S.; Sakamoto, A. Strength of concrete containing recycled aggregate concrete. In Proceedings of the 2nd RILEM Symp on Demolition and Reuse of Waste, Bagneux, France, 12–15 April 1988. [Google Scholar]
- Hansen, T.C.; Boegh, E. Elasticity and drying shrinkage concrete of recycled-aggregate. ACI J. 1985, 82, 648–652. [Google Scholar]
- Akbarnezhad, A.; Ong, K.C.G.; Zhang, M.H.; Tam, C.T.; Foo, T.W.J. Microwaveassisted beneficiation of recycled concrete aggregates. Constr. Build. Mater. 2011, 25, 3469–3479. [Google Scholar] [CrossRef]
- Guo, Z.; Jiang, T.; Zhang, J.; Kong, X.; Chen, C.; Lehman, D.E. Mechanical and durability properties of sustainable self-compacting concrete with recycled concrete aggregate and fly ash, slag and silica fume. Constr. Build. Mater. 2020, 231, 117115. [Google Scholar] [CrossRef]
- Davidovits, J. High-Alkali Cements for 21st Century Concretes. Spec. Publ. 1994, 144, 383–398. [Google Scholar] [CrossRef]
- Benhelal, E.; Zahedi, G.; Shamsaei, E.; Bahadori, A. Global strategies and potentials to curb CO2 emissions in cement industry. J. Clean. Prod. 2013, 51, 142–161. [Google Scholar] [CrossRef]
- Herzog, H.; Eliasson, B.; Kaarstad, O. Capturing greenhouse gases. Sci. Am. 2000, 282, 72–79. [Google Scholar] [CrossRef] [PubMed]
- Earth System Research Laboratory. Trends in Atmospheric Carbon Dioxide; Global Monitoring Laboratory: Boulder, CO, USA, 2013. [Google Scholar]
- Davidovits, J. Geopolymers: Inorganic polymeric new materials. J. Therm. Anal. 1991, 37, 1633–1656. [Google Scholar] [CrossRef]
- Fernández-Jiménez, A.; Palomo, A. Composition and microstructure of alkali activated fly ash binder: Effect of the activator. Cem. Concr. Res. 2005, 35, 1984–1992. [Google Scholar] [CrossRef]
- Hardjito, D.; Wallah, S.E.; Sumajouw, D.M.J.; Rangan, B.V. On The Development of Fly Ash-based Geopolymer Concrete. ACI Mater. J. 2004, 101, 467–472. [Google Scholar]
- Amran, Y.H.M.; Alyousef, R.; Alabduljabbar, H.; El-Zeadani, M. Clean production and properties of geopolymer concrete; A review. J. Clean. Prod. 2020, 251, 119679. [Google Scholar] [CrossRef]
- Bellum, R.R.; Muniraj, K.; Madduru, S.R.C. Investigation on modulus of elasticity of fly ash-ground granulated blast furnace slag blended geopolymer concrete. Mater. Today Proc. 2020, 27, 718–723. [Google Scholar] [CrossRef]
- Ismail, N.; El-Hassan, H. Development and Characterization of Fly Ash/Slag-Blended Geopolymer Mortar and Lightweight Concrete. J. Mater. Civ. Eng. 2018, 30, 04018029. [Google Scholar] [CrossRef]
- Xie, J.; Wang, J.; Rao, R.; Wang, C.; Fang, C. Effects of combined usage of GGBS and fly ash on workability and mechanical properties of alkali activated geopolymer concrete with recycled aggregate. Compos. B Eng. 2019, 164, 179–190. [Google Scholar] [CrossRef]
- Wang, J.; Xie, J.; Wang, C.; Zhao, J.; Liu, F.; Fang, C. Study on the optimum initial curing condition for fly ash and GGBS based geopolymer recycled aggregate concrete. Constr. Build. Mater. 2020, 247, 118540. [Google Scholar] [CrossRef]
- Nuaklong, P.; Sata, V.; Chindaprasirt, P. Properties of metakaolin-high calcium fly ash geopolymer concrete containing recycled aggregate from crushed concrete specimens. Constr. Build. Mater. 2018, 161, 365–373. [Google Scholar] [CrossRef]
- Nath, P.; Sarker, P.K. Effect of GGBFS on setting, workability and early strength properties of fly ash geopolymer concrete cured in ambient condition. Constr. Build. Mater. 2014, 66, 163–171. [Google Scholar] [CrossRef] [Green Version]
- Saha, S.; Rajasekaran, C. Enhancement of the properties of fly ash based geopolymer paste by incorporating ground granulated blast furnace slag. Constr. Build. Mater. 2017, 146, 615–620. [Google Scholar] [CrossRef]
- van Deventer, J.S.J.; San Nicolas, R.; Ismail, I.; Bernal, S.A.; Brice, D.G.; Provis, J.L. Microstructure and durability of alkali-activated materials as key parameters for standardization. J. Sustain. Cem. Based Mater. 2015, 4, 116–128. [Google Scholar] [CrossRef] [Green Version]
- Zhang, W.; Yao, X.; Yang, T.; Zhang, Z. The degradation mechanisms of alkali-activated fly ash/slag blend cements exposed to sulphuric acid. Constr. Build. Mater. 2018, 186, 1177–1187. [Google Scholar] [CrossRef]
- Yang, T.; Yao, X.; Zhang, Z.; Wang, H. Mechanical property and structure of alkali-activated fly ash and slag blends. J. Sustain. Cem. Mater. 2012, 1, 167–178. [Google Scholar] [CrossRef]
- El-Hassan, H.; Ismail, N. Effect of process parameters on the performance of fly ash/GGBS blended geopolymer composites. J. Sustain. Cem. Mater. 2018, 7, 122–140. [Google Scholar] [CrossRef]
- El-Hassan, H.; Shehab, E.; Al-Sallamin, A. Effect of Curing Regime on the Performance and Microstructure Characteristics of Alkali-Activated Slag-Fly Ash Blended Concrete. J. Sustain. Cem. Mater. 2021. [Google Scholar] [CrossRef]
- El-Hassan, H.; Elkholy, S. Performance Evaluation and Microstructure Characterization of Steel Fiber-Reinforced Alkali-Activated Slag Concrete Incorporating Fly Ash. J. Mater. Civ. Eng. 2019, 31, 04019223. [Google Scholar] [CrossRef]
- Nath, S.K.; Kumar, S. Influence of iron making slags on strength and microstructure of fly ash geopolymer. Constr. Build. Mater. 2013, 38, 924–930. [Google Scholar] [CrossRef]
- Yunsheng, Z.; Wei, S.; Zongjin, L.; Xiangming, Z.; Chungkong, C. Impact properties of geopolymer based extrudates incorporated with fly ash and PVA short fiber. Constr. Build. Mater. 2008, 22, 370–383. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Chareerat, T.; Sirivivatnanon, V. Workability and strength of coarse high calcium fly ash geopolymer. Cem. Concr. Compos. 2007, 29, 224–229. [Google Scholar] [CrossRef]
- Huang, J.; Zou, C.; Sun, D.; Yang, B.; Yan, J. Effect of recycled fine aggregates on alkali-activated slag concrete properties. Structures 2021, 30, 89–99. [Google Scholar] [CrossRef]
- Parthiban, K.; Saravana Raja Mohan, K. Influence of recycled concrete aggregates on the engineering and durability properties of alkali activated slag concrete. Constr. Build. Mater. 2017, 133, 65–72. [Google Scholar] [CrossRef]
- Kathirvel, P.; Kaliyaperumal, S.R.M. Influence of recycled concrete aggregates on the flexural properties of reinforced alkali activated slag concrete. Constr. Build. Mater. 2016, 102, 51–58. [Google Scholar] [CrossRef]
- Akçaözoğlu, S.; Ulu, C. Recycling of waste PET granules as aggregate in alkali-activated blast furnace slag/metakaolin blends. Constr. Build. Mater. 2014, 58, 31–37. [Google Scholar] [CrossRef]
- Shi, X.S.; Collins, F.G.; Zhao, X.L.; Wang, Q.Y. Mechanical properties and microstructure analysis of fly ash geopolymeric recycled concrete. J. Hazard. Mater. 2012, 237–238, 20–29. [Google Scholar] [CrossRef]
- Shaikh, F.U.A. Mechanical and durability properties of fly ash geopolymer concrete containing recycled coarse aggregates. Int. J. Sustain. Built Environ. 2016, 5, 277–287. [Google Scholar] [CrossRef] [Green Version]
- Xie, J.; Wang, J.; Zhang, B.; Fang, C.; Li, L. Physicochemical properties of alkali activated GGBS and fly ash geopolymeric recycled concrete. Constr. Build. Mater. 2019, 204, 384–398. [Google Scholar] [CrossRef]
- Hu, Y.; Tang, Z.; Li, W.; Li, Y.; Tam, V.W.Y. Physical-mechanical properties of fly ash/GGBFS geopolymer composites with recycled aggregates. Constr. Build. Mater. 2019, 226, 139–151. [Google Scholar] [CrossRef]
- Afroughsabet, V.; Biolzi, L.; Ozbakkaloglu, T. Influence of double hooked-end steel fibers and slag on mechanical and durability properties of high performance recycled aggregate concrete. Compos. Struct. 2017, 181, 273–284. [Google Scholar] [CrossRef]
- Ali, B.; Qureshi, L.A. Influence of glass fibers on mechanical and durability performance of concrete with recycled aggregates. Constr. Build. Mater. 2019, 228, 116783. [Google Scholar] [CrossRef]
- Carneiro, J.A.; Lima, P.R.L.; Leite, M.B.; Toledo Filho, R.D. Compressive stress–strain behavior of steel fiber reinforced-recycled aggregate concrete. Cem. Concr. Compos. 2014, 46, 65–72. [Google Scholar] [CrossRef]
- Gao, D.; Zhang, L. Flexural performance and evaluation method of steel fiber reinforced recycled coarse aggregate concrete. Constr. Build. Mater. 2018, 159, 126–136. [Google Scholar] [CrossRef]
- Gao, D.; Zhang, L.; Nokken, M. Compressive behavior of steel fiber reinforced recycled coarse aggregate concrete designed with equivalent cubic compressive strength. Constr. Build. Mater. 2017, 141, 235–244. [Google Scholar] [CrossRef] [Green Version]
- Kachouh, N.; El-Hassan, H.; El-Maaddawy, T. Effect of steel fibers on the performance of concrete made with recycled concrete aggregates and dune sand. Constr. Build. Mater. 2019, 213, 348–359. [Google Scholar] [CrossRef]
- Kachouh, N.; El-Hassan, H.; El-Maaddawy, T. Influence of steel fibers on the flexural performance of concrete incorporating recycled concrete aggregates and dune sand. J. Sustain. Cem. Mater. 2020, 1–28. [Google Scholar] [CrossRef]
- Katkhuda, H.; Shatarat, N. Improving the mechanical properties of recycled concrete aggregate using chopped basalt fibers and acid treatment. Constr. Build. Mater. 2017, 140, 328–335. [Google Scholar] [CrossRef]
- Nuaklong, P.; Wongsa, A.; Boonserm, K.; Ngohpok, C.; Jongvivatsakul, P.; Sata, V.; Sukontasukkul, P.; Chindaprasirt, P. Enhancement of mechanical properties of fly ash geopolymer containing fine recycled concrete aggregate with micro carbon fiber. J. Build. Eng. 2021, 41, 102403. [Google Scholar] [CrossRef]
- ASTM. Standard Specification for Concrete Aggregates; C33; ASTM: West Conshohocken, PA, USA, 2016. [Google Scholar]
- ASTM. Standard Test Method for Soundness of Aggregates by Use of Sodium Sulfate or Magnesium Sulfate; C88; ASTM: West Conshohocken, PA, USA, 2013. [Google Scholar]
- ACI Committee E-701. Aggregates for Concrete; American Concrete Institute: Farmington Hills, MI, USA, 2016; p. 30. [Google Scholar]
- Hossain, M.S.; Lane, D.S.; Schmidt, B.N. Use of the Micro-Deval Test for Assessing the Durability of Virginia Aggregates; Virginia Transportation Research Council: Charlottesville, VA, USA, 2007; p. 33. [Google Scholar]
- ASTM. Standard Test Method for Resistance to Degradation of Small-Size Coarse Aggregate by Abrasion and Impact in the Los Angeles Machine; C131; ASTM: West Conshohocken, PA, USA, 2014. [Google Scholar]
- ASTM. Standard Test Method for Bulk Density (“Unit Weight”) and Voids in Aggregate; C29; ASTM: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM. Standard Test Method for Relative Density (Specific Gravity) and Absorption of Coarse Aggregate; C127; ASTM: West Conshohocken, PA, USA, 2015. [Google Scholar]
- ASTM. Standard Test Method for Sieve Analysis of Fine and Coarse Aggregates; C136; ASTM: West Conshohocken, PA, USA, 2014. [Google Scholar]
- Kanesan, D.; Ridha, S.; Suppiah, R.; Ravichandran, T. Mechanical properties of different alkali activated slag content for oilwell cement under elevated conditions. Contemp. Eng. Sci. 2017, 10, 165–177. [Google Scholar] [CrossRef] [Green Version]
- Patankar, S.V.; Ghugal, Y.M.; Jamkar, S.S. Effect of Concentration of Sodium Hydroxide and Degree of Heat Curing on Fly Ash-Based Geopolymer Mortar. Indian J. Mater. Sci. 2014, 2014, 6. [Google Scholar] [CrossRef]
- Sani, N.A.M.; Man, Z.; Shamsuddin, R.M.; Azizli, K.A.; Shaari, K.Z.K. Determination of Excess Sodium Hydroxide in Geopolymer by Volumetric Analysis. Procedia Eng. 2016, 148, 298–301. [Google Scholar] [CrossRef] [Green Version]
- Montes, C.; Zang, D.; Allouche, E.N. Rheological behavior of fly ash-based geopolymers with the addition of superplasticizers. J. Sustain. Cem. Mater. 2012, 1, 179–185. [Google Scholar] [CrossRef]
- Palacios, M.; Puertas, F. Effect of superplasticizer and shrinkage-reducing admixtures on alkali-activated slag pastes and mortars. Cem. Concr. Res. 2005, 35, 1358–1367. [Google Scholar] [CrossRef]
- Bekaert. Dramix 3D 65/35 Report; Bekaert: Zwevegem, Belgium, 2012; p. 1. [Google Scholar]
- Yip, C.K.; Lukey, G.C.; van Deventer, J.S.J. The coexistence of geopolymeric gel and calcium silicate hydrate at the early stage of alkaline activation. Cem. Concr. Res. 2005, 35, 1688–1697. [Google Scholar] [CrossRef]
- Mesgari, S.; Akbarnezhad, A.; Xiao, J.Z. Recycled geopolymer aggregates as coarse aggregates for Portland cement concrete and geopolymer concrete: Effects on mechanical properties. Constr. Build. Mater. 2020, 236, 117571. [Google Scholar] [CrossRef]
- ASTM. Standard Practice for Making and Curing Concrete Test Specimens in the Laboratory; C192; ASTM: West Conshohocken, PA, USA, 2015. [Google Scholar]
- British Standard. BS EN 12390-3: 2019 Testing Hardened Concrete. Compressive Strength of Test Specimens; British Standards Institution: London, UK, 2019. [Google Scholar]
- ASTM. Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens; C39; ASTM: West Conshohocken, PA, USA, 2015. [Google Scholar]
- ASTM. Standard Test Method for Static Modulus of Elasticity and Poisson’s Ratio of Concrete in Compression; C469; ASTM: West Conshohocken, PA, USA, 2014. [Google Scholar]
- ASTM. Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens; C496; ASTM: West Conshohocken, PA, USA, 2011. [Google Scholar]
- ASTM. Standard Test Method for Density, Absorption, and Voids in Hardened Concrete; C642; ASTM: West Conshohocken, PA, USA, 2013. [Google Scholar]
- ASTM. Standard Test Method for Measurement of Rate of Absorption of Water by Hydraulic-Cement Concretes; C1585; ASTM: West Conshohocken, PA, USA, 2013. [Google Scholar]
- ASTM. Standard Test Method for Electrical Indication of Concrete’s Ability to Resist Chloride Ion Penetration; C1202; ASTM: West Conshohocken, PA, USA, 2012. [Google Scholar]
- ASTM. Standard Test Method for Pulse Velocity through Concrete; C597; ASTM: West Conshohocken, PA, USA, 2016. [Google Scholar]
- ACI Committee 222R-01. Protection of Metals in Concrete against Corrosion; American Concrete Institute: Farmington Hills, MI, USA, 2001; p. 41. [Google Scholar]
- ASTM. Standard Test Method for Bulk Electrical Resistivity or Bulk Conductivity of Concrete; C1876; ASTM: West Conshohocken, PA, USA, 2019. [Google Scholar]
- Mehta, P.K.; Monteiro, J.P. Concrete Microstructure, Properties and Material; McGraw Hill: New York, NY, USA, 2006. [Google Scholar]
- ACI Committee 201.2. Guide to Durable Concrete; American Concrete Institute: Farmington Hills, MI, USA, 2016; p. 87. [Google Scholar]
- ASTM. Standard Test Method for Determining Potential Resistance to Degradation of Pervious Concrete by Impact and Abrasion; C1747; ASTM: West Conshohocken, PA, USA, 2013. [Google Scholar]
- Al-Majidi, M.H.; Lampropoulos, A.; Cundy, A.; Meikle, S. Development of geopolymer mortar under ambient temperature for in situ applications. Constr. Build. Mater. 2016, 120, 198–211. [Google Scholar] [CrossRef] [Green Version]
- Chi, M. Effects of dosage of alkali-activated solution and curing conditions on the properties and durability of alkali-activated slag concrete. Constr. Build. Mater. 2012, 35, 240–245. [Google Scholar] [CrossRef]
- Davidovits, J. Geopolymer Chemistry and Applications; Institut Géopolymère: Saint-Quentin, France, 2008. [Google Scholar]
- Palomo, A.; Grutzeck, M.W.; Blanco, M.T. Alkali-activated fly ashes: A cement for the future. Cem. Concr. Res. 1999, 29, 1323–1329. [Google Scholar] [CrossRef]
- Temuujin, J.; Williams, R.P.; van Riessen, A. Effect of mechanical activation of fly ash on the properties of geopolymer cured at ambient temperature. J. Mater. Process. Technol. 2009, 209, 5276–5280. [Google Scholar] [CrossRef]
- Ismail, I.; Bernal, S.A.; Provis, J.L.; San Nicolas, R.; Hamdan, S.; van Deventer, J.S.J. Modification of phase evolution in alkali-activated blast furnace slag by the incorporation of fly ash. Cem. Concr. Compos. 2014, 45, 125–135. [Google Scholar] [CrossRef]
- Salesa, Á.; Pérez-Benedicto, J.A.; Colorado-Aranguren, D.; López-Julián, P.L.; Esteban, L.M.; Sanz-Baldúz, L.J.; Sáez-Hostaled, J.L.; Ramis, J.; Olivares, D. Physico–mechanical properties of multi–recycled concrete from precast concrete industry. J. Clean. Prod. 2017, 141, 248–255. [Google Scholar] [CrossRef]
- El-Hassan, H.; Shehab, E.; Al-Sallamin, A. Influence of Different Curing Regimes on the Performance and Microstructure of Alkali-Activated Slag Concrete. J. Mater. Civ. Eng. 2018, 30, 04018230. [Google Scholar] [CrossRef]
- Nuaklong, P.; Sata, V.; Chindaprasirt, P. Influence of recycled aggregate on fly ash geopolymer concrete properties. J. Clean. Prod. 2016, 112, 2300–2307. [Google Scholar] [CrossRef]
- Islam, A.; Alengaram, U.J.; Jumaat, M.Z.; Ghazali, N.B.; Yusoff, S.; Bashar, I.I. Influence of steel fibers on the mechanical properties and impact resistance of lightweight geopolymer concrete. Constr. Build. Mater. 2017, 152, 964–977. [Google Scholar] [CrossRef]
- Kachouh, N.; El-Hassan, H.; El Maaddawy, T. The Use of Steel Fibers to Enhance the Performance of Concrete Made with Recycled Aggregate. In Proceedings of the Fifth International Conference on Sustainable Construction Materials and Technologies (SCMT5), London, UK, 15–17 July 2019. [Google Scholar]
- Elwell, D.J.; Fu, G. Compression Testing of Concrete: Cylinders Versus Cubes; NTIS: Springfield, VA, USA, 1995. [Google Scholar]
- Xiao, J.; Li, J.; Zhang, C. Mechanical properties of recycled aggregate concrete under uniaxial loading. Cem. Concr. Res. 2005, 35, 1187–1194. [Google Scholar] [CrossRef]
- Xie, J.-H.; Guo, Y.-C.; Liu, L.-S.; Xie, Z.-H. Compressive and flexural behaviours of a new steel-fibre-reinforced recycled aggregate concrete with crumb rubber. Constr. Build. Mater. 2015, 79, 263–272. [Google Scholar] [CrossRef]
- ACI Committee 318. Building Code Requirements for Structural Concrete and Commentary; American Concrete Institute: Farmington Hills, MI, USA, 2014. [Google Scholar]
- Comité Euro-International du Béton; Federation International de la Precontrainte. CEB-FIP Model Code 1990: Design Code; T. Telford: Lausanne, Switzerland, 1993. [Google Scholar]
- AS3600. Concrete Structures; Standards Australia: Sydney, Australia, 2009; p. 198. [Google Scholar]
- Bernal, S.; De Gutierrez, R.; Delvasto, S.; Rodriguez, E. Performance of an alkali-activated slag concrete reinforced with steel fibers. Constr. Build. Mater. 2010, 24, 208–214. [Google Scholar] [CrossRef]
- Neville, A.M. Properties of Concrete; Wiley: New York, NY, USA, 1996. [Google Scholar]
- Martys, N.S.; Ferraris, C.F. Capillary transport in mortars and concrete. Cem. Concr. Res. 1997, 27, 747–760. [Google Scholar] [CrossRef]
- Şanal, İ. Performance of Macrosynthetic and Steel Fiber–Reinforced Concretes Emphasizing Mineral Admixture Addition. J. Mater. Civ. Eng. 2018, 30, 04018101. [Google Scholar] [CrossRef]
- Ramadoss, P.; Nagamani, K. Tensile strength and durability characteristics of high-performance fiber reinforced concrete. Arab. J. Sci. Eng. 2008, 41, 307–319. [Google Scholar]
- Tamrakar, N. The Effect of Steel Fibers Type and Content on the Development of Fresh and Hardened Properties and Durability of Self-Consolidating Concrete. Master’s Thesis, Ryerson University, Toronto, ON, Canada, 2012. [Google Scholar]
- IS 13311-1. Non-Destructive Testing of Concrete Part 1: Ultrasonic Pulse Velocity; Bureau of Indian Standards: Delhi, India, 1992.
- Wu, H.; Huang, B.; Shu, X.; Dong, Q. Laboratory Evaluation of Abrasion Resistance of Portland Cement Pervious Concrete. J. Mater. Civ. Eng. 2011, 23, 697–702. [Google Scholar] [CrossRef]






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxides | Material (%) | ||
|---|---|---|---|
| Slag | Fly Ash | Dune Sand | |
| CaO | 42.0 | 3.3 | 14.1 |
| SiO2 | 34.7 | 48.0 | 64.9 |
| Al2O3 | 14.4 | 23.1 | 3.0 |
| MgO | 6.9 | 1.5 | 1.3 |
| Fe2O3 | 0.8 | 12.5 | 0.7 |
| Loss on ignition | 1.1 | 1.1 | 0.0 |
| Others | 0.2 | 10.5 | 16.0 |
| Physical properties | |||
| Blaine Fineness (cm2/g) | 4250 | 3680 | - |
| Specific gravity | 2.50 | 2.32 | 2.77 |
| Property | Unit | Standard Test | NA | RCA | Dune Sand |
|---|---|---|---|---|---|
| Dry-rodded density | kg/m3 | ASTM C29 [62] | 1635 | 1563 | 1663 |
| Absorption | % | ASTM C127 [63] | 0.22 | 6.63 | - |
| Los Angeles abrasion | % | ASTM C131 [61] | 16.0 | 32.6 | - |
| Surface area | cm2/g | ASTM C136 [64] | 2.49 | 2.50 | 116.80 |
| Soundness (MgSO4) | % | ASTM C88 [58] | 1.20 | 2.78 | - |
| Specific gravity | - | ASTM C127 [63] | 2.72 | 2.53 | 2.67 |
| Fineness modulus | - | ASTM C136 [64] | 6.82 | 7.44 | 1.45 |
| Material | df (mm) | lf (mm) | Aspect Ratio (lf/df) | Density (g/cm3) | Fiber Network (Fiber/kg) | ft (MPa) | Ef (GPa) |
|---|---|---|---|---|---|---|---|
| Steel fibers | 0.55 | 35 | 65 | 7.9 | 14.531 | 1345 | 210 |
| Mix No. | Mix Designation | Mass (kg) | Volume (m3) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Slag | Fly Ash | DS 1 | NA 1 | RCA 1 | SS 1 | SH 1 | SP 1 | SF 1 | |||
| 1 | S75R0F0 | 187.5 | 62.5 | 765 | 1220 | 0 | 99 | 66 | 6.25 | 0 | 0.99 |
| 2 | S75R30F0 | 187.5 | 62.5 | 765 | 854 | 366 | 99 | 66 | 6.25 | 0 | 1.00 |
| 3 | S75R30F1 | 187.5 | 62.5 | 765 | 854 | 366 | 99 | 66 | 6.25 | 78 | 1.01 |
| 4 | S75R30F2 | 187.5 | 62.5 | 765 | 854 | 366 | 99 | 66 | 6.25 | 156 | 1.02 |
| 5 | S75R70F0 | 187.5 | 62.5 | 765 | 366 | 854 | 99 | 66 | 6.25 | 0 | 1.01 |
| 6 | S75R70F1 | 187.5 | 62.5 | 765 | 366 | 854 | 99 | 66 | 6.25 | 78 | 1.02 |
| 7 | S75R70F2 | 187.5 | 62.5 | 765 | 366 | 854 | 99 | 66 | 6.25 | 156 | 1.03 |
| 8 | S75R100F0 | 187.5 | 62.5 | 765 | 0 | 1220 | 99 | 66 | 6.25 | 0 | 1.02 |
| 9 | S75R100F1 | 187.5 | 62.5 | 765 | 0 | 1220 | 99 | 66 | 6.25 | 78 | 1.03 |
| 10 | S75R100F2 | 187.5 | 62.5 | 765 | 0 | 1220 | 99 | 66 | 6.25 | 156 | 1.04 |
| 11 | S50R0F0 | 125.0 | 125.0 | 910 | 1210 | 0 | 90 | 60 | 5.00 | 0 | 1.03 |
| 12 | S50R30F0 | 125.0 | 125.0 | 910 | 847 | 346 | 90 | 60 | 5.00 | 0 | 1.03 |
| 13 | S50R30F1 | 125.0 | 125.0 | 910 | 847 | 346 | 90 | 60 | 5.00 | 78 | 1.04 |
| 14 | S50R30F2 | 125.0 | 125.0 | 910 | 847 | 346 | 90 | 60 | 5.00 | 156 | 1.05 |
| 15 | S50R70F0 | 125.0 | 125.0 | 910 | 363 | 798 | 90 | 60 | 5.00 | 0 | 1.03 |
| 16 | S50R70F1 | 125.0 | 125.0 | 910 | 363 | 798 | 90 | 60 | 5.00 | 78 | 1.04 |
| 17 | S50R70F2 | 125.0 | 125.0 | 910 | 363 | 798 | 90 | 60 | 5.00 | 156 | 1.05 |
| 18 | S50R100F0 | 125.0 | 125.0 | 910 | 0 | 1137 | 90 | 60 | 5.00 | 0 | 1.03 |
| 19 | S50R100F1 | 125.0 | 125.0 | 910 | 0 | 1137 | 90 | 60 | 5.00 | 78 | 1.04 |
| 20 | S50R100F2 | 125.0 | 125.0 | 910 | 0 | 1137 | 90 | 60 | 5.00 | 156 | 1.05 |
| Mix No. | Mix Designation | fcu (MPa) | f′c (MPa) | Increase 1–7 a (%) | Increase 7–28 b (%) | f′c/fcu | ||
|---|---|---|---|---|---|---|---|---|
| 1-Day | 7-Day | 28-Day | ||||||
| 1 | S75R0F0 | 31.5 | 44.2 | 56.8 | 31.5 | 40.3 | 28.5 | 0.55 |
| 2 | S75R30F0 | 26.3 | 41.8 | 52.6 | 28.4 | 58.8 | 25.8 | 0.54 |
| 3 | S75R30F1 | 30.2 | 42.7 | 61.7 | 38.3 | 41.4 | 44.5 | 0.62 |
| 4 | S75R30F2 | 33.8 | 45.5 | 63.8 | 40.6 | 34.6 | 40.2 | 0.64 |
| 5 | S75R70F0 | 19.8 | 35.0 | 45.2 | 18.4 | 76.8 | 29.1 | 0.41 |
| 6 | S75R70F1 | 24.0 | 40.1 | 49.1 | 28.4 | 67.1 | 22.4 | 0.58 |
| 7 | S75R70F2 | 30.6 | 44.3 | 55.8 | 33.0 | 44.8 | 26.0 | 0.59 |
| 8 | S75R100F0 | 18.4 | 35.1 | 42.5 | 15.7 | 90.8 | 21.1 | 0.37 |
| 9 | S75R100F1 | 22.6 | 39.7 | 48.0 | 26.5 | 75.7 | 20.9 | 0.55 |
| 10 | S75R100F2 | 25.8 | 41.7 | 51.4 | 31.7 | 61.6 | 23.3 | 0.62 |
| 11 | S50R0F0 | 9.1 | 28.6 | 35.3 | 29.7 | 215.8 | 23.1 | 0.84 |
| 12 | S50R30F0 | 9.8 | 30.6 | 31.0 | 17.4 | 191.3 | 8.5 | 0.56 |
| 13 | S50R30F1 | 11.4 | 34.6 | 37.7 | 31.1 | 203.0 | 9.1 | 0.82 |
| 14 | S50R30F2 | 12.9 | 38.5 | 43.4 | 34.1 | 198.5 | 12.5 | 0.79 |
| 15 | S50R70F0 | 5.7 | 25.2 | 28.2 | 11.6 | 342.7 | 12.1 | 0.41 |
| 16 | S50R70F1 | 10.4 | 27.4 | 34.7 | 19.5 | 163.7 | 18.4 | 0.56 |
| 17 | S50R70F2 | 15.3 | 35.8 | 36.8 | 31.9 | 134.6 | 2.8 | 0.87 |
| 18 | S50R100F0 | 12.5 | 24.4 | 28.1 | 10.4 | 95.2 | 15.3 | 0.39 |
| 19 | S50R100F1 | 13.7 | 28.1 | 33.2 | 18.9 | 104.4 | 18.3 | 0.57 |
| 20 | S50R100F2 | 12.7 | 27.9 | 34.7 | 28.3 | 120.6 | 24.3 | 0.82 |
| Mix No. | Mix Designation | RCA (%) | Steel Fibers (%) | Water Absorption (%) | Sorptivity × 10−2 (mm/√s) |
|---|---|---|---|---|---|
| 1 | S75R0F0 | 0 | 0 | 3.3 | 1.58 |
| 2 | S75R30F0 | 30 | 0 | 3.7 | 2.17 |
| 3 | S75R30F1 | 30 | 1 | 2.9 | 1.99 |
| 4 | S75R30F2 | 30 | 2 | 2.6 | 1.83 |
| 5 | S75R70F0 | 70 | 0 | 4.8 | 2.91 |
| 6 | S75R70F1 | 70 | 1 | 4.4 | 2.78 |
| 7 | S75R70F2 | 70 | 2 | 4.2 | 2.48 |
| 8 | S75R100F0 | 100 | 0 | 5.6 | 3.58 |
| 9 | S75R100F1 | 100 | 1 | 5.3 | 3.49 |
| 10 | S75R100F2 | 100 | 2 | 5.1 | 3.21 |
| 11 | S50R0F0 | 0 | 0 | 3.8 | 2.50 |
| 12 | S50R30F0 | 30 | 0 | 5.0 | 3.51 |
| 13 | S50R30F1 | 30 | 1 | 4.4 | 3.41 |
| 14 | S50R30F2 | 30 | 2 | 4.0 | 3.32 |
| 15 | S50R70F0 | 70 | 0 | 6.6 | 4.50 |
| 16 | S50R70F1 | 70 | 1 | 5.8 | 4.31 |
| 17 | S50R70F2 | 70 | 2 | 5.2 | 3.84 |
| 18 | S50R100F0 | 100 | 0 | 6.8 | 5.96 |
| 19 | S50R100F1 | 100 | 1 | 6.0 | 5.48 |
| 20 | S50R100F2 | 100 | 2 | 5.5 | 4.75 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El-Hassan, H.; Hussein, A.; Medljy, J.; El-Maaddawy, T. Performance of Steel Fiber-Reinforced Alkali-Activated Slag-Fly Ash Blended Concrete Incorporating Recycled Concrete Aggregates and Dune Sand. Buildings 2021, 11, 327. https://0-doi-org.brum.beds.ac.uk/10.3390/buildings11080327
El-Hassan H, Hussein A, Medljy J, El-Maaddawy T. Performance of Steel Fiber-Reinforced Alkali-Activated Slag-Fly Ash Blended Concrete Incorporating Recycled Concrete Aggregates and Dune Sand. Buildings. 2021; 11(8):327. https://0-doi-org.brum.beds.ac.uk/10.3390/buildings11080327
Chicago/Turabian StyleEl-Hassan, Hilal, Abdalla Hussein, Jamal Medljy, and Tamer El-Maaddawy. 2021. "Performance of Steel Fiber-Reinforced Alkali-Activated Slag-Fly Ash Blended Concrete Incorporating Recycled Concrete Aggregates and Dune Sand" Buildings 11, no. 8: 327. https://0-doi-org.brum.beds.ac.uk/10.3390/buildings11080327