Effects of Resin Chemistries on the Selective Removal of Industrially Relevant Metal Ions Using Wafer-Enhanced Electrodeionization


Abstract
:1. Introduction
2. Materials and Methods
2.1. Chemicals
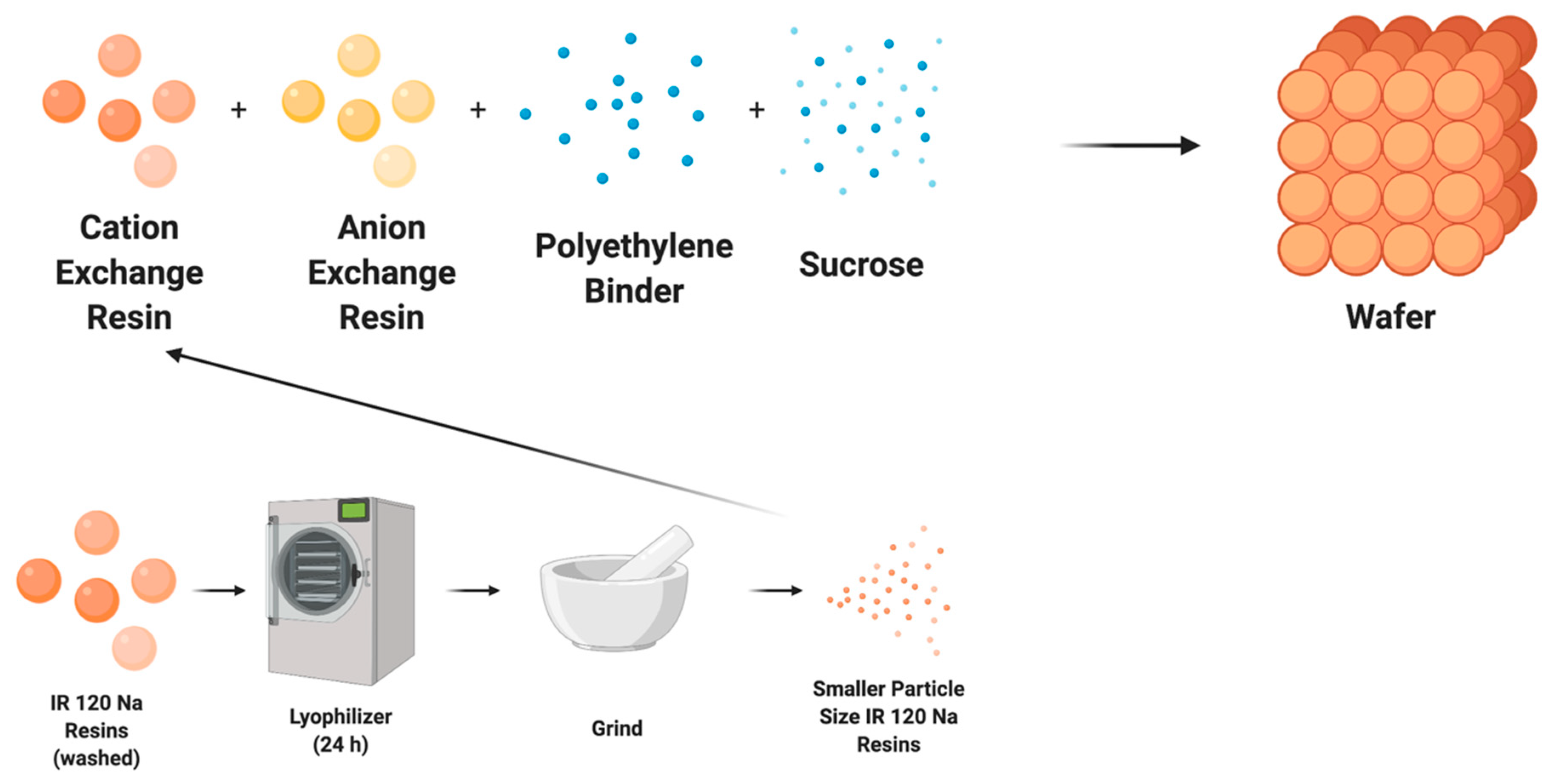
2.2. Wafer Composition, Fabrication, and System Setup
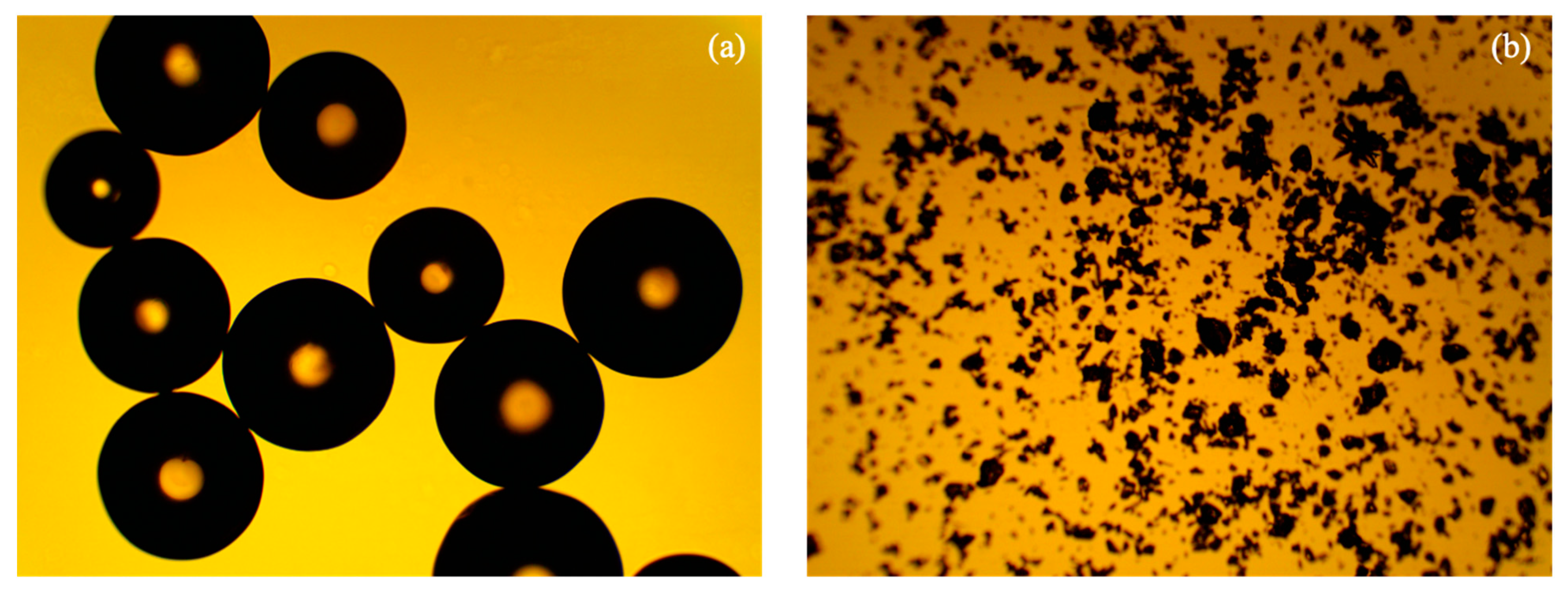
2.3. Size Reduction for IR 120 Na
2.4. Particle Image Analysis
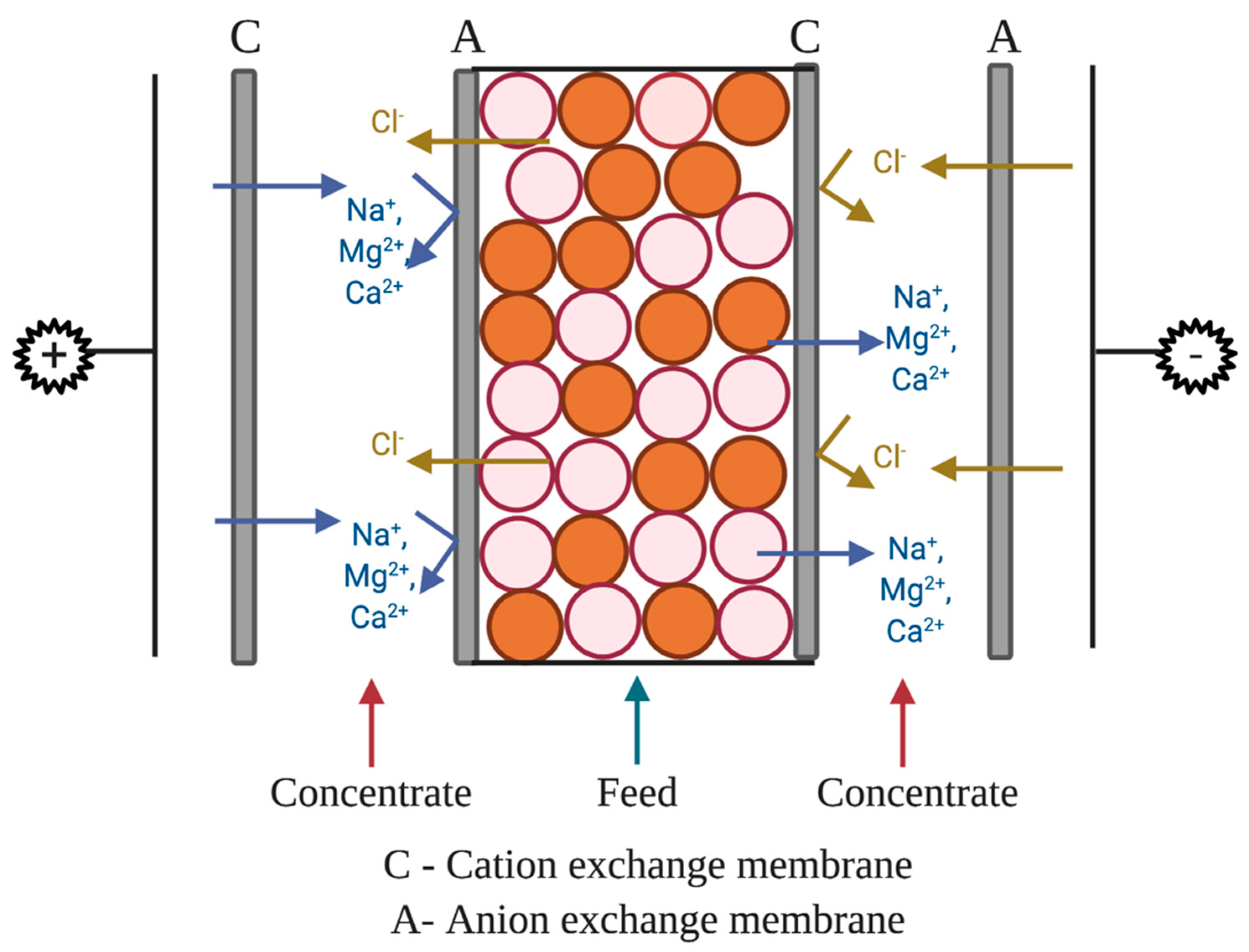
2.5. WE-EDI Chamber Setup and Sample Collection
2.6. Statistical Analysis
2.7. FTIR-ATR Spectroscopy
3. Results and Discussion
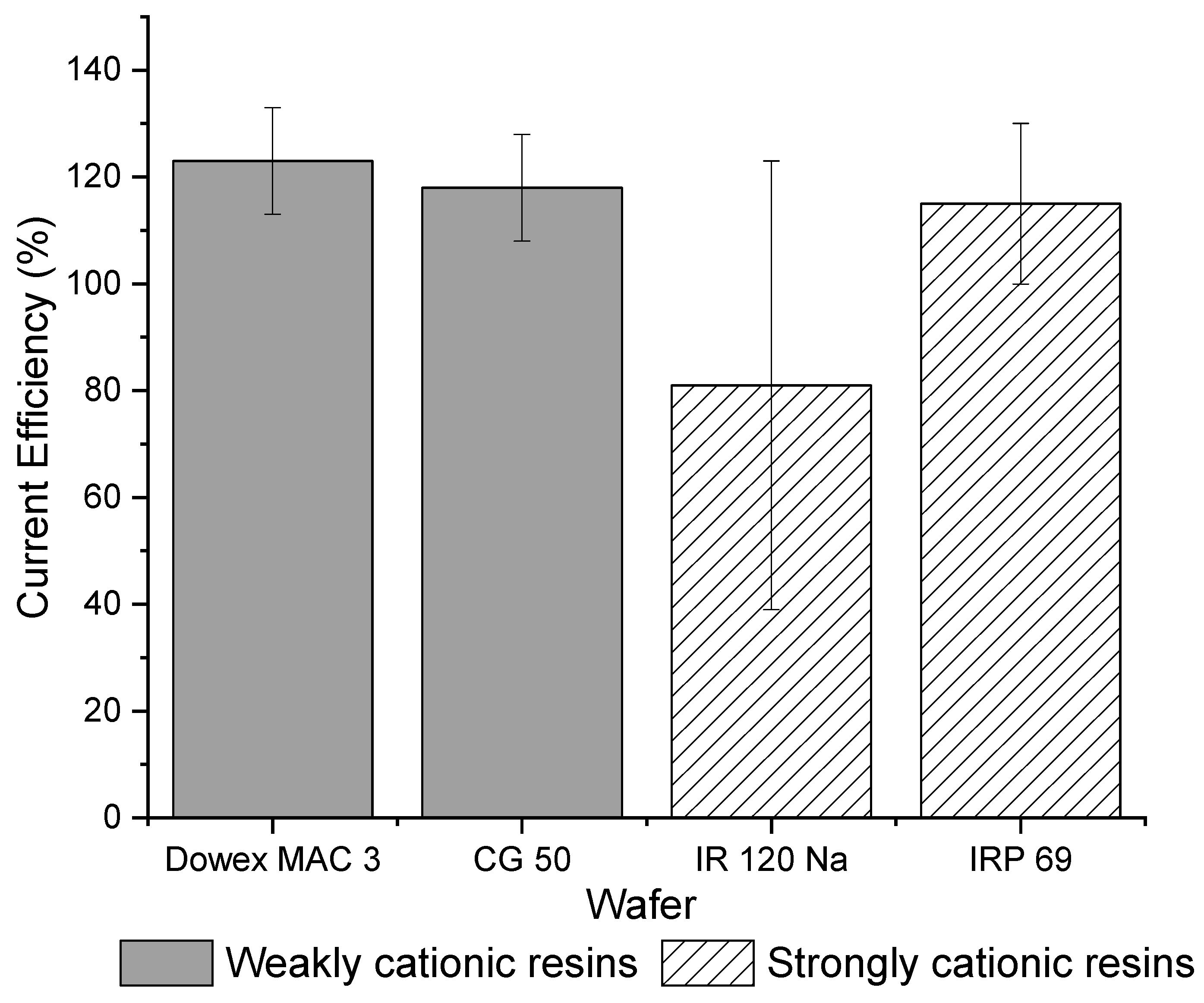
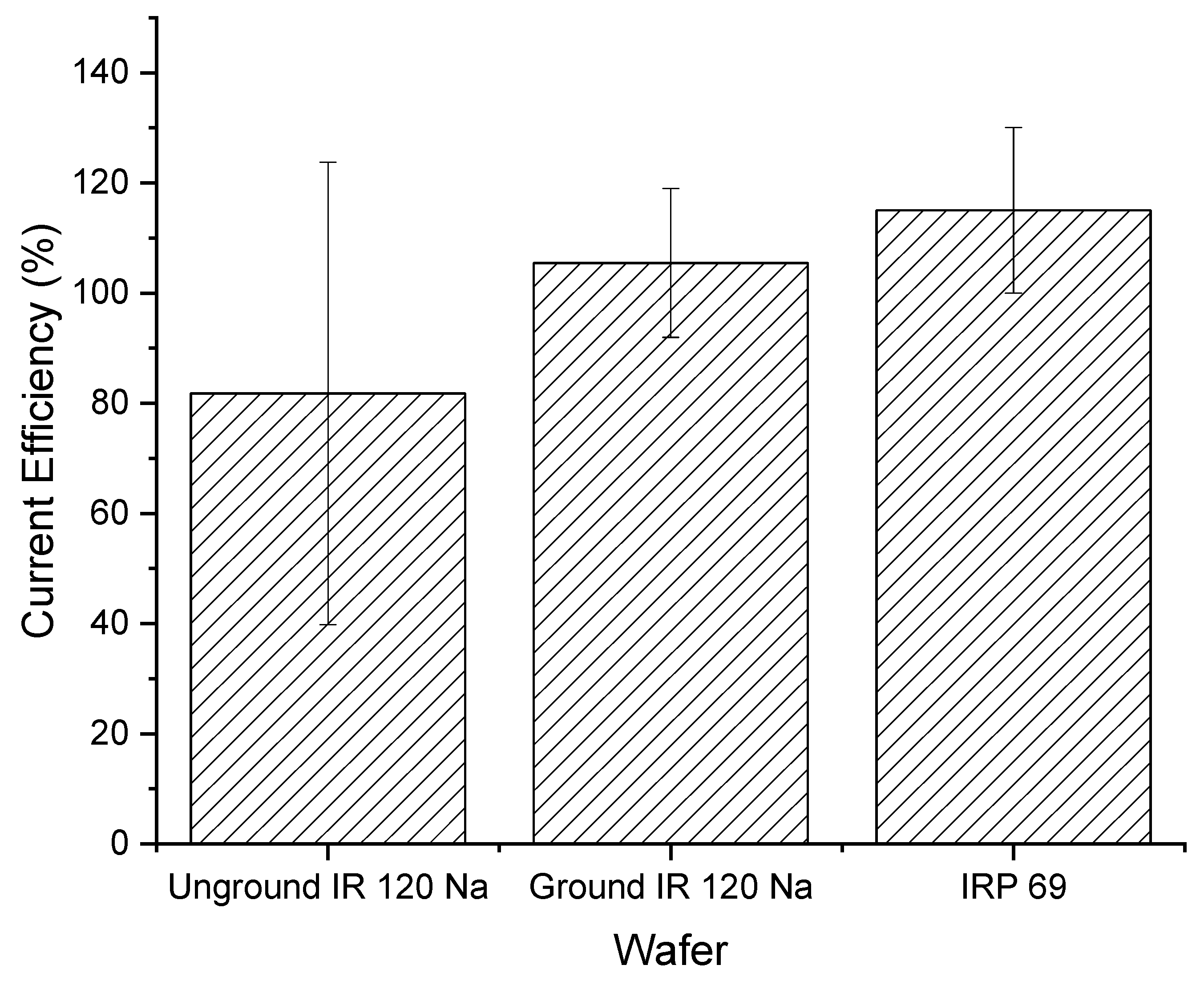
3.1. Current Efficiency
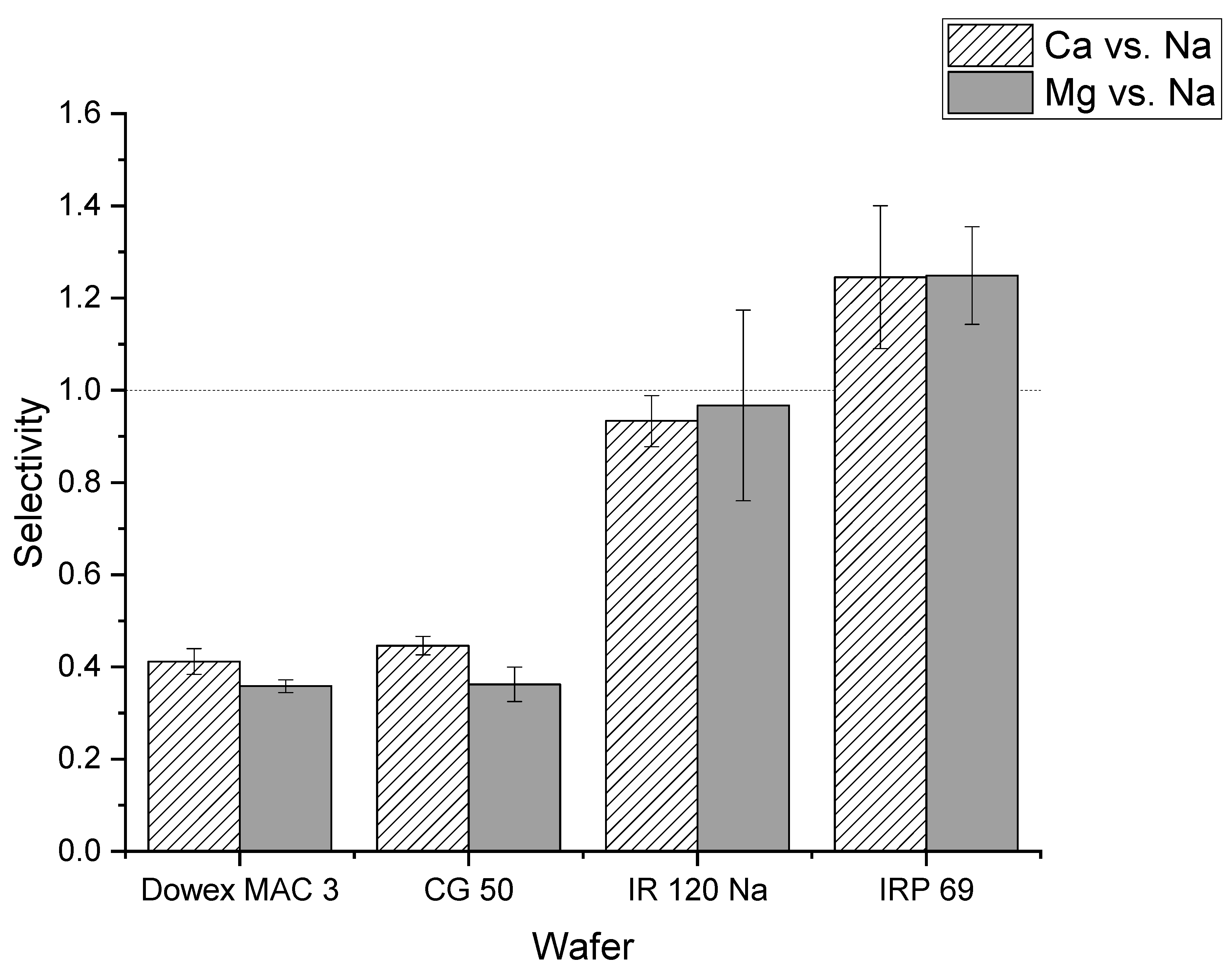
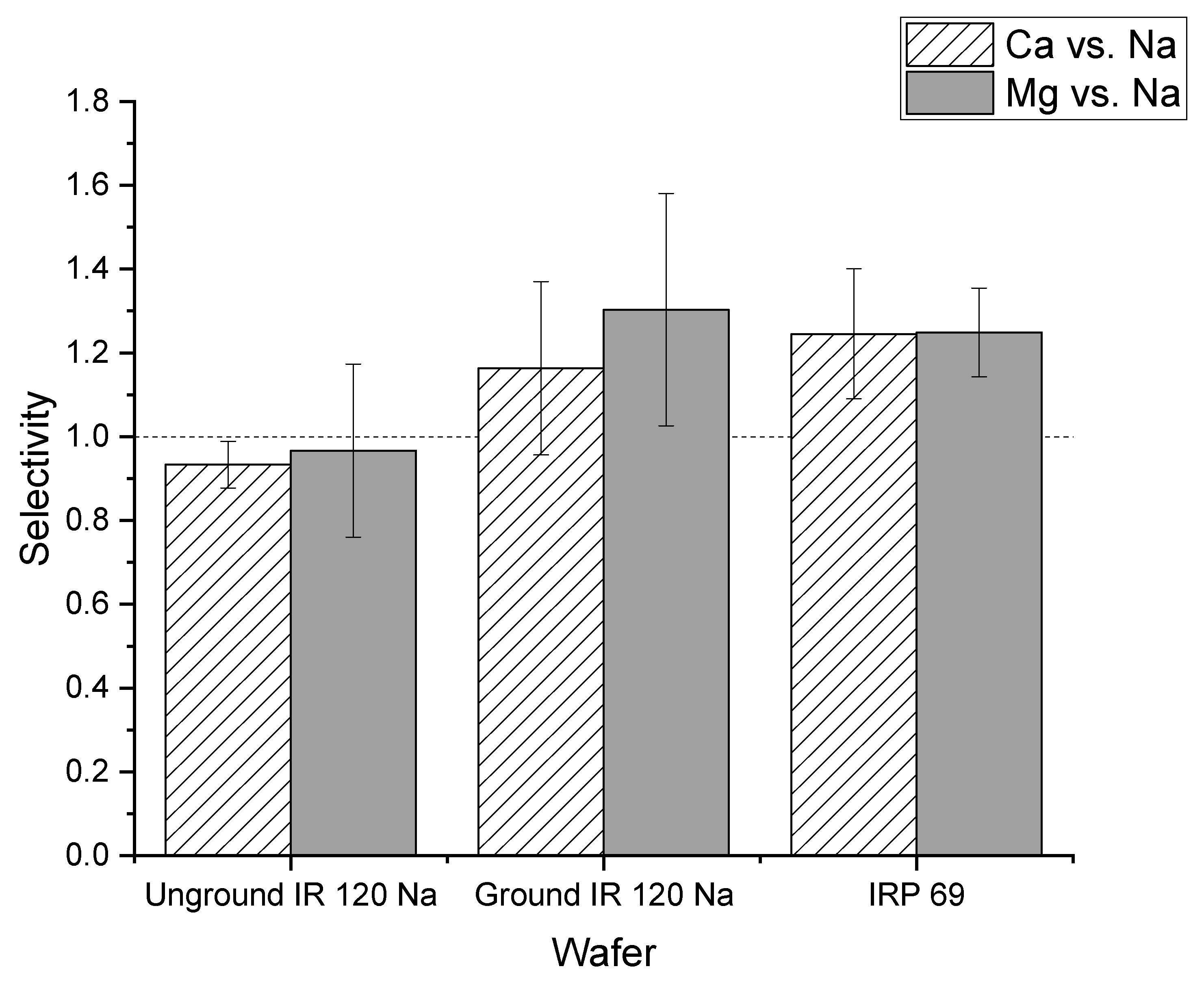
3.2. Selectivity
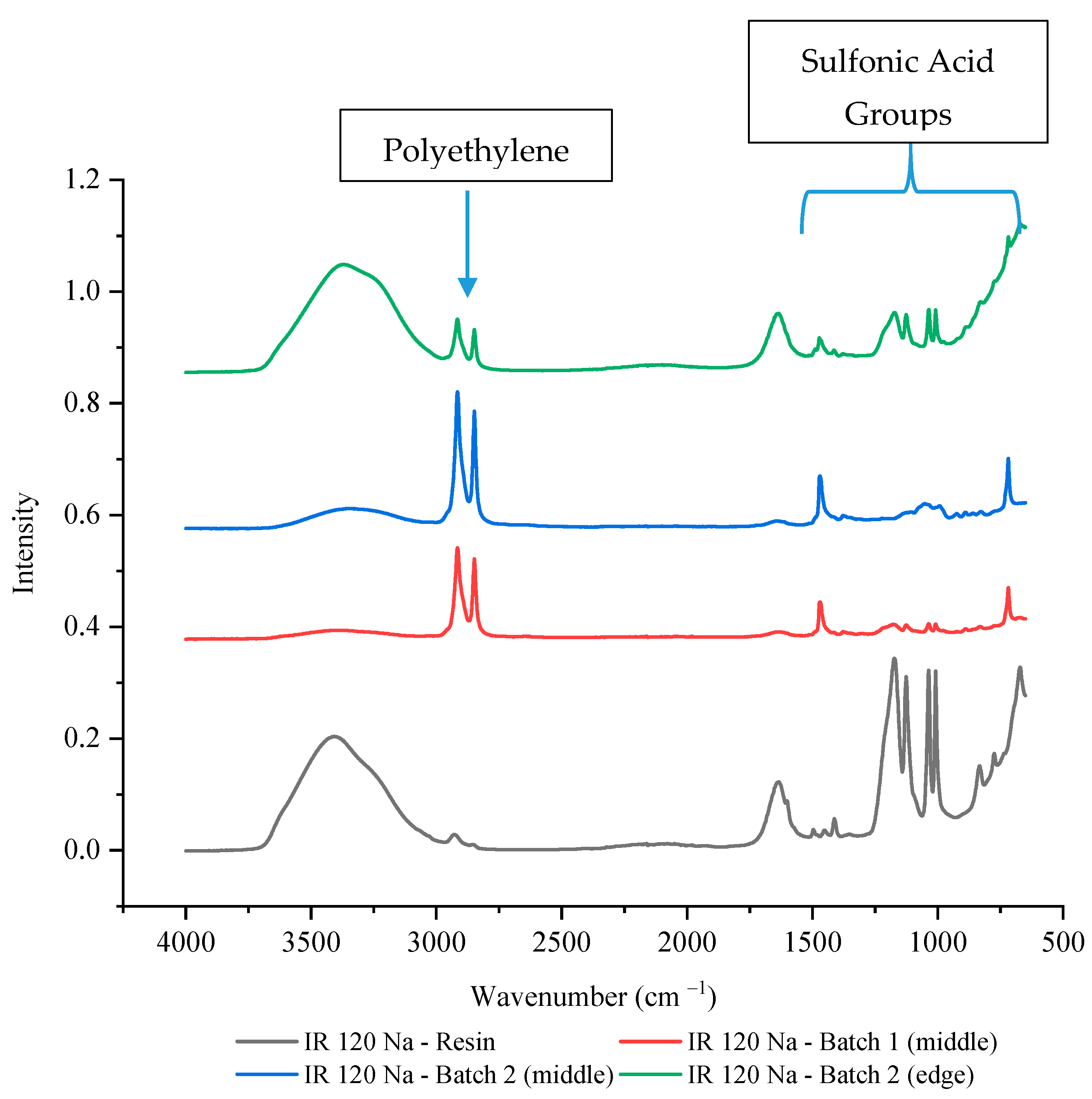
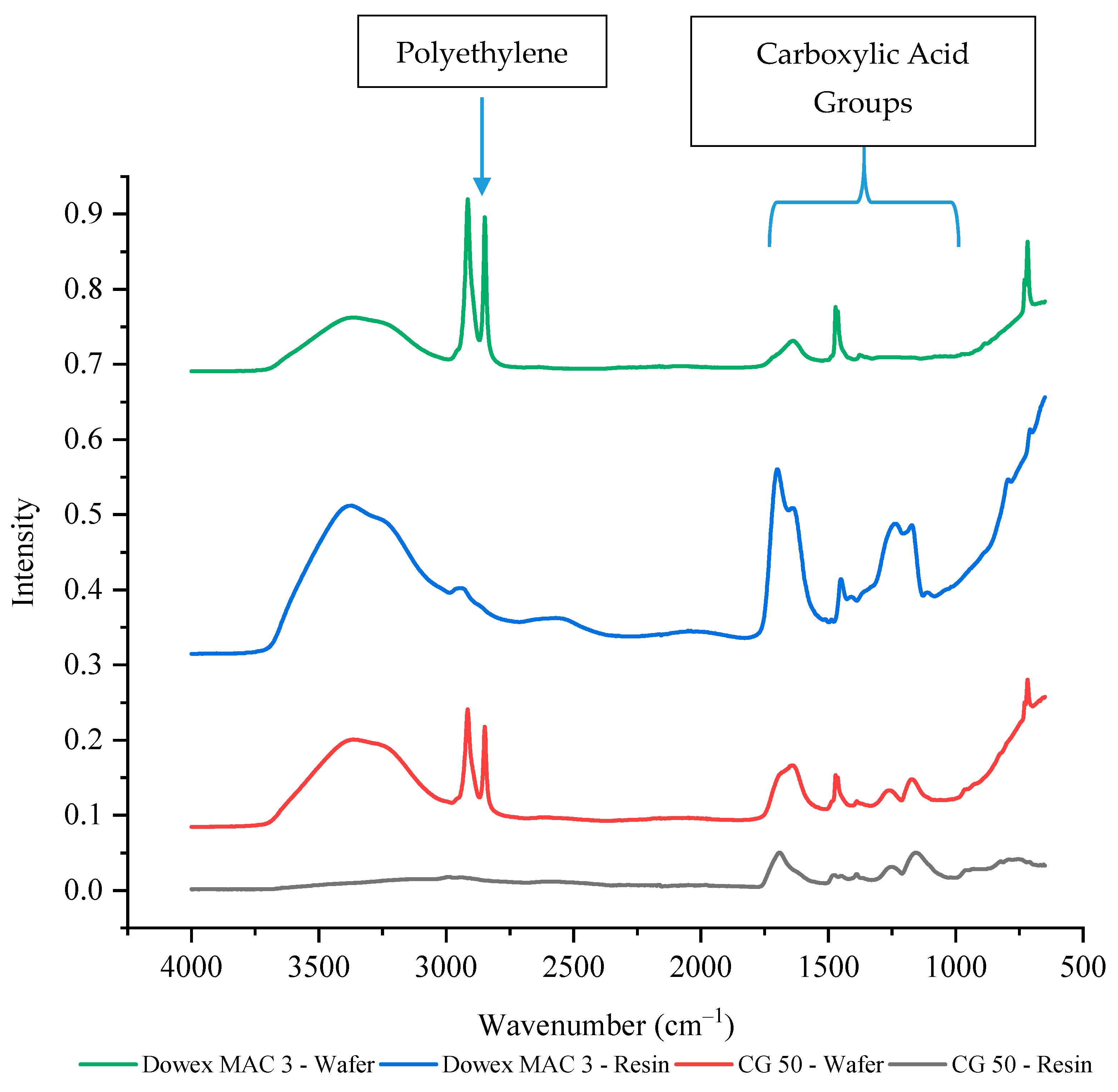
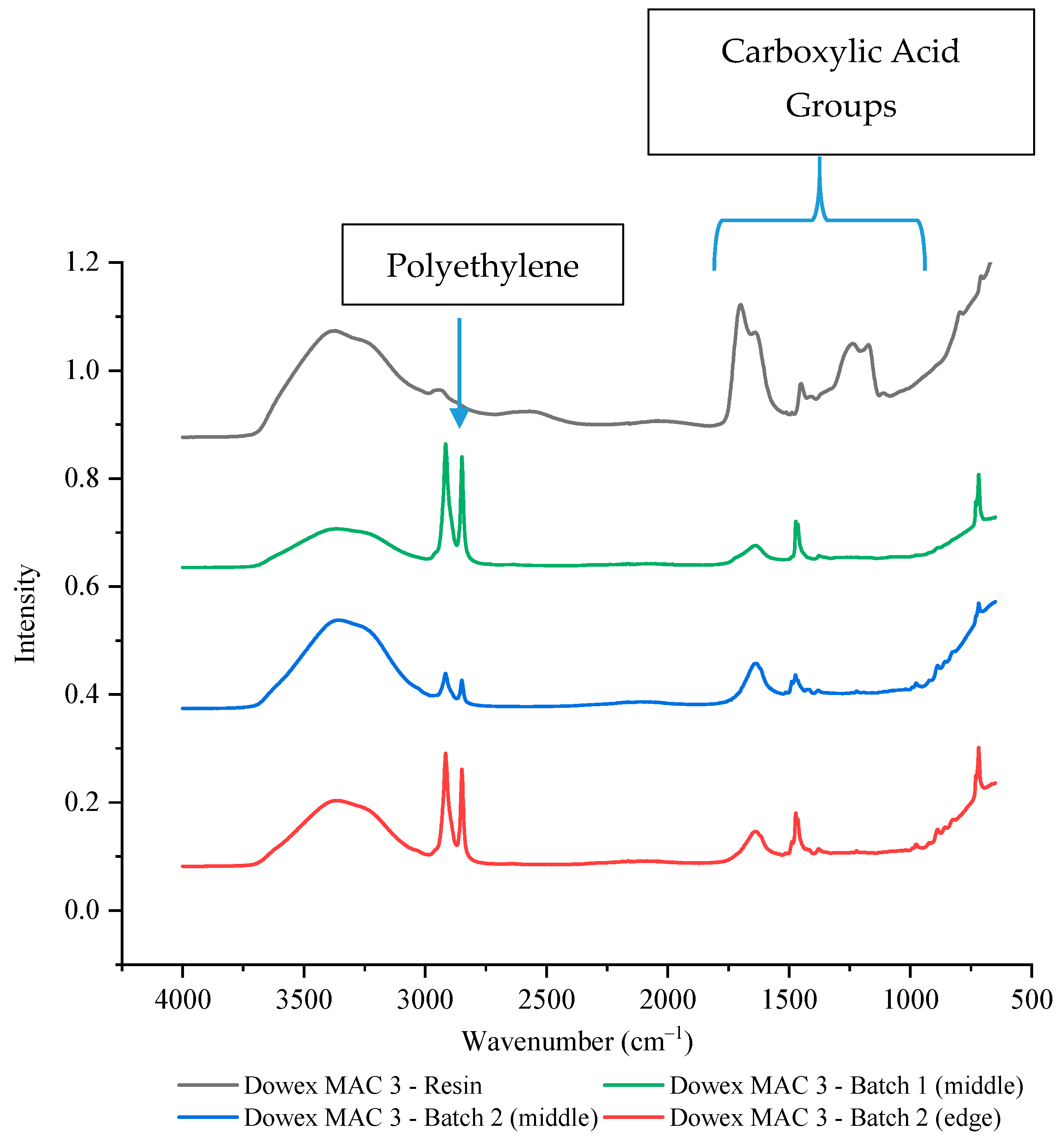
3.3. FTIR-ATR Spectroscopy Analysis
3.4. Performance Comparison of the Powdered and Bead Form IR 120 Na+
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Risk, C.W. 8 Things You Should Know about Water & Semiconductors. 11 July 2013. Available online: http://www.chinawaterrisk.org/resources/analysis-reviews/8-things-you-should-know-about-water-and-semiconductors/ (accessed on 30 October 2019).
- Armstrong, D. Measurement of Ultra-Pure Water in the Semiconductor Industry. 1 January 2008. Available online: https://www.watertechonline.com/home/article/14171506/measurement-of-ultrapure-water-in-the-semiconductor-industry (accessed on 21 September 2020).
- Denchak, M. Fracking 101. 19 April 2019. Available online: https://www.nrdc.org/stories/fracking-101 (accessed on 2 June 2020).
- Greenpeace, Fracking’s Environmental Impacts: Water. Available online: https://www.greenpeace.org/usa/global-warming/issues/fracking/environmental-impacts-water/ (accessed on 2 June 2020).
- Nicot, J.P.; Scanlon, B.R.; Reedy, R.C.; Costley, R.A. Costley, Source and fate of hydraulic fracturing water in the Barnett shale: A historical perspective. Environ. Sci. Technol. 2014, 48, 2464–2471. [Google Scholar] [CrossRef] [PubMed]
- Kausley, S.B.; Malhotra, C.P.; Pandit, A.B. Treatment and reuse of shale gas wastewater: Electrocoagulation system for enhanced removal of organic contamination and scale causing divalent cations. J. Water Process Eng. 2017, 16, 149–162. [Google Scholar] [CrossRef]
- Saltworks, Frack & Shale Produced Water Management, Treatment Costs, & Options. 25 October 2019. Available online: https://www.saltworkstech.com/articles/frac-shale-produced-water-management-treatment-costs-and-options/ (accessed on 7 June 2020).
- Strathmann, H. Ion Exchange Membrane Separation Processes, 1st ed.; Elsevier: Amsterdam, The Netherlands, 2004; Volume 9, p. 360. [Google Scholar]
- Drioli, E.; di Profio, G.; Fontananova, E. Membrane separations for process intensification and sustainable growth. Fluid Part Sep. J. 2004, 16, 1–18. [Google Scholar]
- Drioli, E.; Romano, M. Progress and New Perspectives on Integrated Membrane Operations for Sustainable Industrial Growth. Ind. Eng. Chem. Res. 2001, 40, 1277–1300. [Google Scholar] [CrossRef]
- Buonomenna, M.G.; Golemme, G.; Perrotta, E. Membrane Operations for Industrial Applications. In Advances in Chemical Engineering; InTechOpen: London, UK, 2012; pp. 543–562. [Google Scholar]
- Lopez, A.M.; Demydov, D.; Rogers, B.; Cleous, H.; Tran, L.; Smith, C.; Williams, M.; Schmelzle, J.; Hestekin, J.A. Economic comparison of pressure driven membrane processes to electrically driven processes for use in hydraulic fracturing. Sep. Sci. Technol. 2017, 53, 767–776. [Google Scholar] [CrossRef]
- Glueckauf, E. Electrodeionization through a packed bed. Br. Chem. Eng. 1959, 4, 646–651. [Google Scholar]
- Houldsworth, D.W. Demineralization of whey by means of ion exchange and electrodialysis. Int. J. Dairy Technol. 2007, 30, 143–156. [Google Scholar] [CrossRef]
- Ganzi, G.C.; Egozy, Y.; Guiffrida, A.J. Deionization-high-purity water by electrodeionization performance of the ion-pure continuous deionization system. Ultrapure Water 1987, 4, 43–50. [Google Scholar]
- Ganzi, G.C.; Jha, A.D.; Dimasco, F.; Wood, J.H. Electrodeionization theory and practice of continuous electrodeion-ization. Ultrapure Water 1997, 14, 64–69. [Google Scholar]
- Ganzi, G.C.; Wood, J.H.; Griffin, C.S. Water purification and recycling using the CDI process. Environ. Prog. 1992, 11, 49–53. [Google Scholar] [CrossRef]
- Lopez, A.M.; Williams, M.; Paiva, M.; Demydov, D.; Do, T.D.; Fairey, J.L.; Lin, Y.J.; Hestekin, J.A. Potential of elec-trodialytic techniques in brackish desalination and recovery of industrial process water for reuse. Desalination 2017, 409, 108–114. [Google Scholar] [CrossRef]
- Meyer, N.; Parker, W.J.; van Geel, P.J.; Adiga, M. Development of an electrodeionization process for removal of nitrate from drinking water. Part 2: Multi-species testing. Desalination 2005, 175, 167–177. [Google Scholar] [CrossRef]
- Pan, S.Y.; Snyder, S.W.; Ma, H.W.; Lin, Y.J.; Chiang, P.C. Development of a resin wafer electrodeionization process for impaired water desalination with high energy efficiency and productivity. ACS Sustain. Chem. Eng. 2017, 5, 2942–2948. [Google Scholar] [CrossRef]
- Vu, H.T.; Koshchuh, W.; Kulbe, K.D.; Kromus, S.; Krotscheck, C.; Novaldin, S. Desalination of high salt content mixture by two-stage electrodialysis as the first step of separating valuable substances from grass silage. Desalination 2004, 162, 343–353. [Google Scholar]
- Zheng, X.Y.; Pan, S.Y.; Tseng, P.C.; Zheng, H.L.; Chiang, P.C. Optimization of resin wafer electrodeionization for brackish water desalination. Sep. Purif. Technol. 2018, 194, 346–354. [Google Scholar] [CrossRef]
- Ho, T.; Kurup, A.; Davis, T.; Hestekin, J. Wafer Chemistry and properties for ion removal by wafer enhanced electro-deionization. Sep. Sci. Technol. 2010, 45, 433–446. [Google Scholar] [CrossRef]
- Menzal, T.; Beusshausen, S. Deionization improvements of semiconductor water treatment using spiral-wound EDI. Ultrapure Water 2006, 23, 31–35. [Google Scholar]
- Lacher, C.; Franzreb, M.; Holl, W.H. Improving the efficiency of electrodeionization by means of magnetic ion exchange resins. Powerpl. Chem. 2004, 6, 465–471. [Google Scholar]
- Arora, M.B.; Hestekin, J.A.; Snyder, S.W.; Martin, E.J.S.; Lin, Y.J.; Donnelly, M.I.; Millard, C.S. The separative bioreactor: A continuous separation process for the simultaneous production and direct capture of organic acids. Sep. Sci. Technol. 2007, 42, 2519–2538. [Google Scholar] [CrossRef] [Green Version]
- Arora, M.; Hestekin, J.; Lin, Y.; Martin, E.S.; Snyder, S. Porous Solid Ion Exchange Wafer for Immobilizing Biomolecules. U.S. Patent 7,306,934 B2, 11 December 2007. [Google Scholar]
- Palakkal, V.M.; Valentino, L.; Lei, Q.; Kole, S.; Lin, Y.K.; Arges, C.G. Advancing electrodeionization with conductive ionomer binders that immobilize ion-exchange resin particles into porous wafer substrates. npj Clean Water 2020, 3, 5. [Google Scholar] [CrossRef] [Green Version]
- Lopez, A.M.; Hestekin, J.A. Improved organic acid purification through wafer enhancedelectrodeionization utilizing ionic liquids. J. Membr. Sci. 2015, 493, 200–205. [Google Scholar] [CrossRef]
- Franco, P.E.; Veit, M.T.; Borba, C.E.; Gonçalves, G.d.; Fagundes-Klen, M.R.; Bergamasco, R.; da Silva, E.A.; Suzaki, P.Y.R. Nickel(II) and zinc(II) removal using Amberlite IR-120 resin: Ion exchange equilibrium and kinetics. Chem. Eng. J. 2013, 221, 426–435. [Google Scholar] [CrossRef]
- Borba, E.; Santos, G.H.F.; Silva, E.A. Mathematical modeling of a ternary Cu–Zn–Na ion exchange system in a fixed-bed column using Amberlite IR 120. Chem. Eng. J. 2012, 189, 49–56. [Google Scholar] [CrossRef]
- Fernándex-González, R.; Martín-Lara, M.A.; Blázquez, G.; Tenorio, G.; Calero, M. Hydrolyzed olive cake as novel adsorbent for copper removal from fertilizer industry wastewater. J. Clean. Prod. 2020, 268, 121935. [Google Scholar] [CrossRef]
- Gomelya, M.; Hrabitchenko, V.; Trokhymenko, A.; Shabliy, T. Research into ion exchange softening of highly miner-alized waters. East. Eur. J. Enterp. Technol. 2016, 4, 4–9. [Google Scholar]
- Hosseini, M.S.; Sarab, A.R.R. Cr(III)/Cr(VI) speciation in water samples by extractive separation using Amberlite CG-50 and final determination by FAAS. Int. J. Environ. Anal. Chem. 2007, 85, 375–385. [Google Scholar] [CrossRef]
- Alayoubi, A.; Daihom, B.; Adhikari, H.; Mishra, S.R.; Helms, R.; Almoazen, H. Development of A Taste Masked Oral Suspension of Clindamycin HCl Using Ion exchange Resin Amberlite IRP 69 for Use in Pediatrics. Drug Dev. Ind. Pharm. 2016, 46, 1579–1589. [Google Scholar] [CrossRef]
- Al-Shams, J.K.K.; Hussein, M.A.K.; Alhakeim, H.K. Activity and stability of urease enzyme immobilized on Amberlite resin. Ovidius Univ. Ann. Chem. 2020, 31. [Google Scholar] [CrossRef] [Green Version]
- Swoboda, B.E.P.; Massey, V. Purification and Properties of the Glucose Oxidase from Aspergillus niger. J. Biol. Chem. 1965, 240, 2209–2215. [Google Scholar] [CrossRef]
- Aldrich, S. Particle Size Conversion Table. Available online: https://www.sigmaaldrich.com/chemistry/stockroom-reagents/learning-center/technical-library/particle-size-conversion.html (accessed on 17 September 2020).
- Rasband, W. ImageJ; U.S. National Institutes of Health: Bethesda, MD, USA, 1997.
- Luo, G.S.; Wu, F.Y. Concentration of formic acid solution by electro-electrodialysis. Sep. Sci. Technol. 2000, 35, 2485–2496. [Google Scholar] [CrossRef]
- Ion Exchange. Approximate Selectivity Scales—Cation Exchange Resins. 16 October 2012. Available online: http://dardel.info/IX/other_info/selectivity_c.html (accessed on 28 December 2020).
- Kunin, R.; Barry, R.E. Carboxylic, weak acid type, cation exchange resin. Ind. Eng. Chem. 1949, 41, 1269–1272. [Google Scholar] [CrossRef]
- Zhang, Z.; Chen, A. Simultaneous removal of nitrate and hardness ions from groundwater using electrodeionization. Sep. Purif. Technol. 2016, 164, 107–113. [Google Scholar] [CrossRef]
- Rogers, B. Electrodeionization Versus electrodialysis: A Clean-Up of Produced Water in Hydraulic Fracturing. Master’s Thesis, University of Arkansas, Fayetteville, AR, USA, August 2016. Available online: http://scholarworks.uark.edu/etd/1692?utm_source=scholarworks.uark.edu%2Fetd%2F1692&utm_medium=PDF&utm_campaign=PDFCoverPages (accessed on 3 January 2021).
- Lazar, L.; Bandrabur, B.; Tataru-Fārmus, R.-E.; Drobotā, M.; Bulgariu, L.; Gutt, G. FTIR analysis of ion exchange resins with application in permanent hard water softening. Environ. Eng. Manag. J. 2014, 13, 2145–2152. [Google Scholar] [CrossRef]
- Singare, P.U.; Lokhande, R.S.; Madyal, R.S. Thermal degradation studies of some strongly acidic cation exchange resins. Open J. Phys. Chem. 2011, 1, 45–54. [Google Scholar] [CrossRef] [Green Version]
- Smith, B.C. The C=O bond, part III: Carboxylic acids. Spectroscopy 2017, 33, 14–20. [Google Scholar]
- Trigg, E.B.; Gaines, T.W.; Maréchal, M.; Moed, D.E.; Rannou, P.; Wagener, K.B.; Stevens, M.J.; Winey, K.I. Self-assembled highly ordered acid layers in precisely sulfonated polyethylene produce efficient proton transport. Nat. Mater. 2018, 17, 725–731. [Google Scholar] [CrossRef] [PubMed]
- Alghunaim, A.; Newby, B.M.Z. Cross-linked polystyrene sulfonic acid and polyethylene glycol as a low-fouling material. Colloids Surf. B Biointerfaces 2016, 140, 514–522. [Google Scholar] [CrossRef] [Green Version]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Functional Group | Matrix | Particle Size (Mesh) * | Exchange Capacity (eq/L) |
|---|---|---|---|---|
| Amberlite IR120 Na+ | Sulfonic Acid | Styrene-divinylbenzene (gel) | 16–50 mesh (0.297 to 1.19 mm) | ≥2.0 |
| Amberlite IRP 69 | Sulfonic Acid | Crosslinked styrene-divinylbenzene | 100–200 mesh (0.074 to 0.149 mm) | 5 |
| Dowex MAC 3 H+ | Carboxylic Acid | Polyacrylic-divinylbenzene (gel) | 16–50 mesh (0.297 to 1.19 mm) | 3.8 |
| Amberlite CG 50 | Carboxylic Acid | Methacrylic (macroporous) | 100–200 mesh (0.074 to 0.149 mm) | 3.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ulusoy Erol, H.B.; Hestekin, C.N.; Hestekin, J.A. Effects of Resin Chemistries on the Selective Removal of Industrially Relevant Metal Ions Using Wafer-Enhanced Electrodeionization. Membranes 2021, 11, 45. https://0-doi-org.brum.beds.ac.uk/10.3390/membranes11010045
Ulusoy Erol HB, Hestekin CN, Hestekin JA. Effects of Resin Chemistries on the Selective Removal of Industrially Relevant Metal Ions Using Wafer-Enhanced Electrodeionization. Membranes. 2021; 11(1):45. https://0-doi-org.brum.beds.ac.uk/10.3390/membranes11010045
Chicago/Turabian StyleUlusoy Erol, Humeyra B., Christa N. Hestekin, and Jamie A. Hestekin. 2021. "Effects of Resin Chemistries on the Selective Removal of Industrially Relevant Metal Ions Using Wafer-Enhanced Electrodeionization" Membranes 11, no. 1: 45. https://0-doi-org.brum.beds.ac.uk/10.3390/membranes11010045