
Fabrication and Optimization of 3D-Printed Silica Scaffolds for Neural Precursor Cell Cultivation

 , , ,
, , ,  , and
, and
Abstract
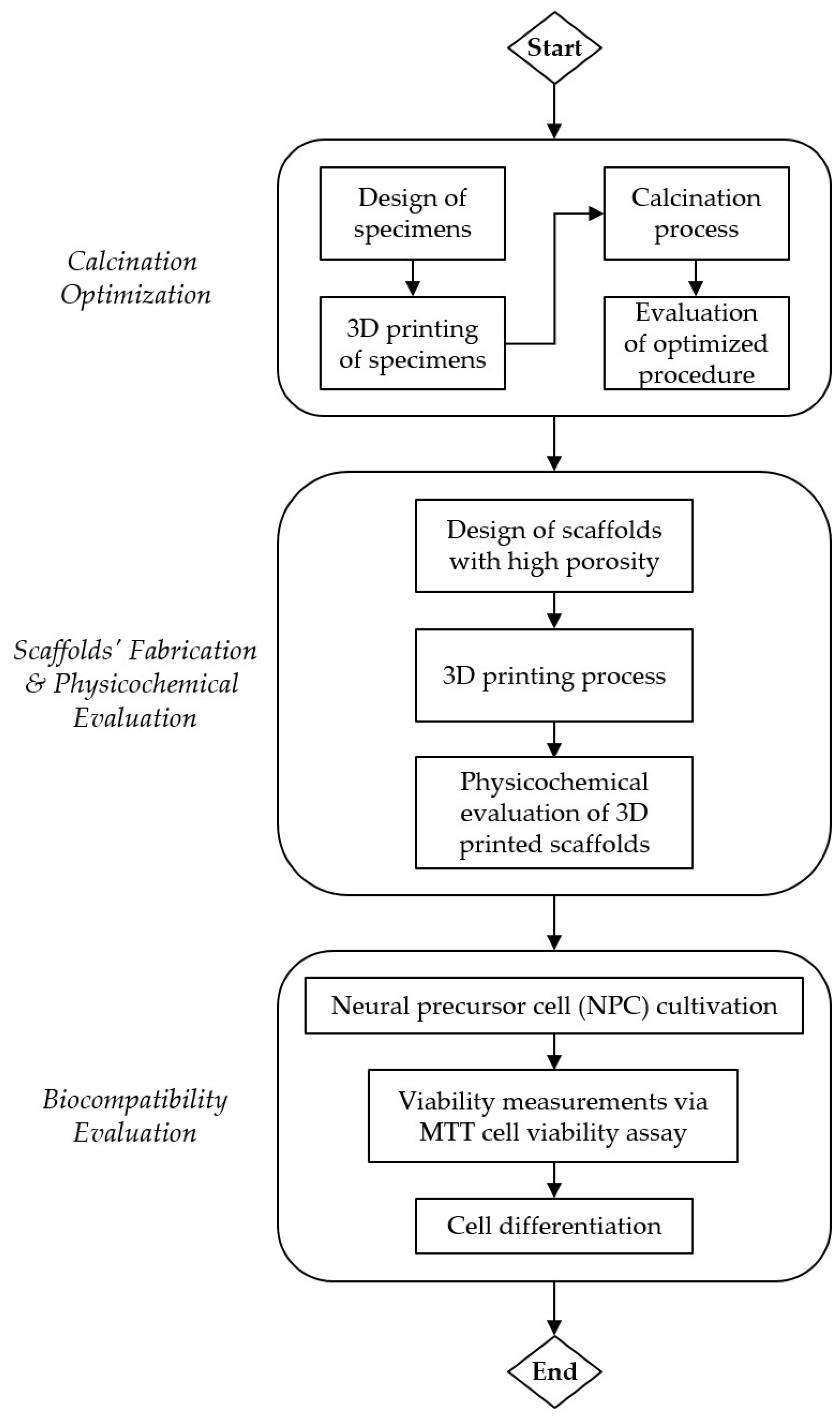
:1. Introduction
2. Materials and Methods
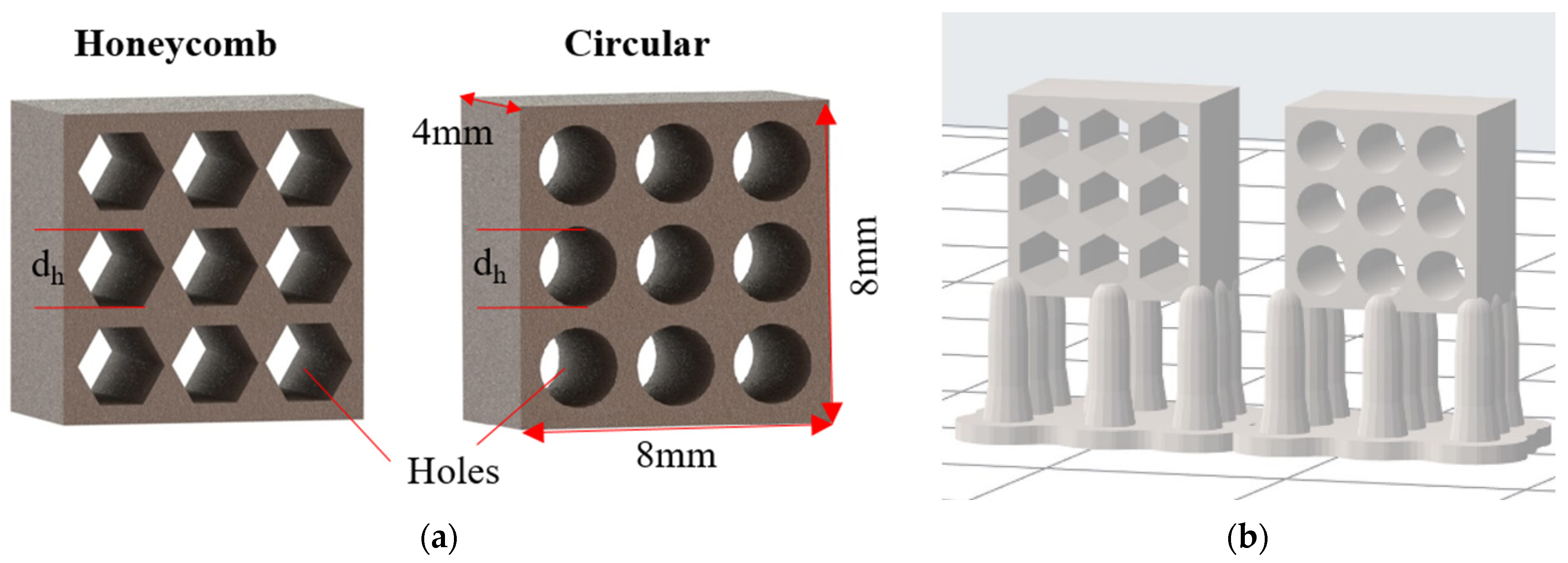
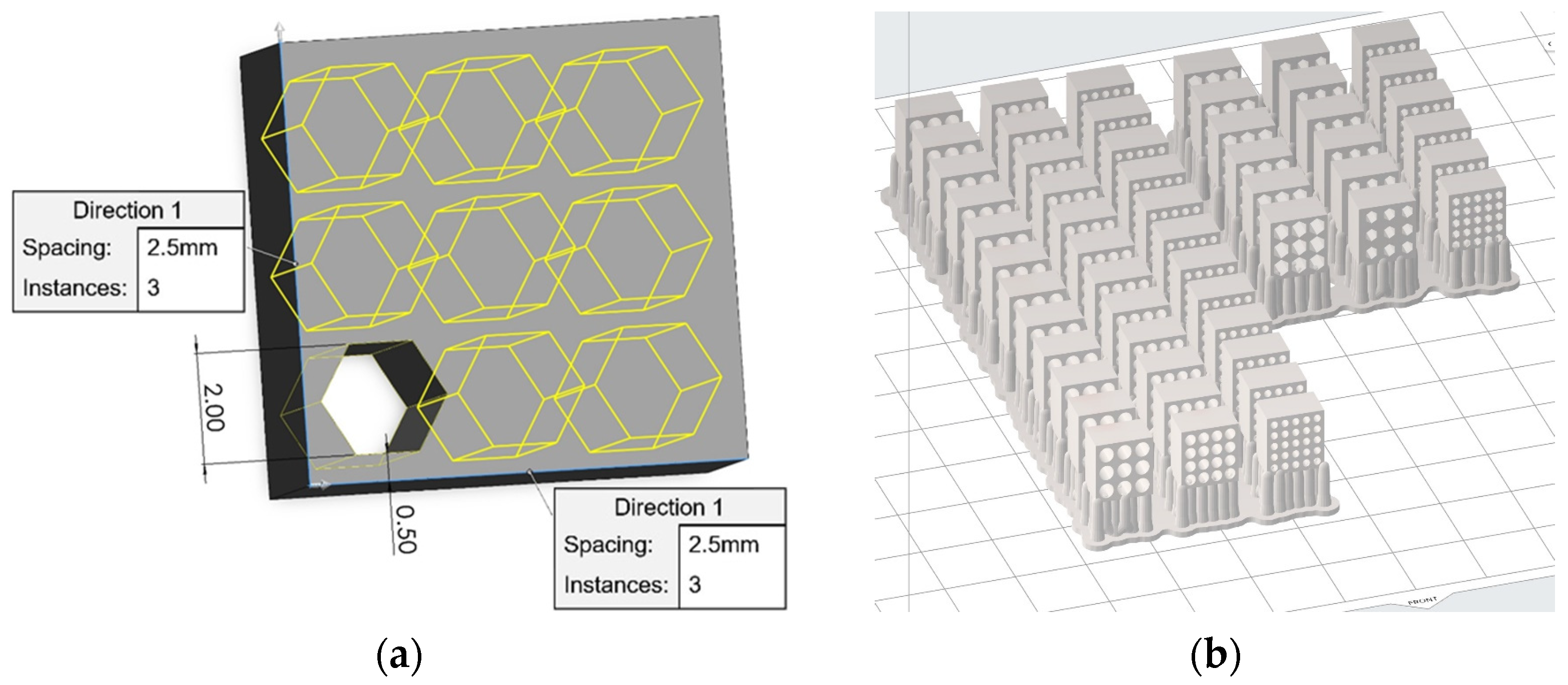
2.1. Design and Additive Manufacturing
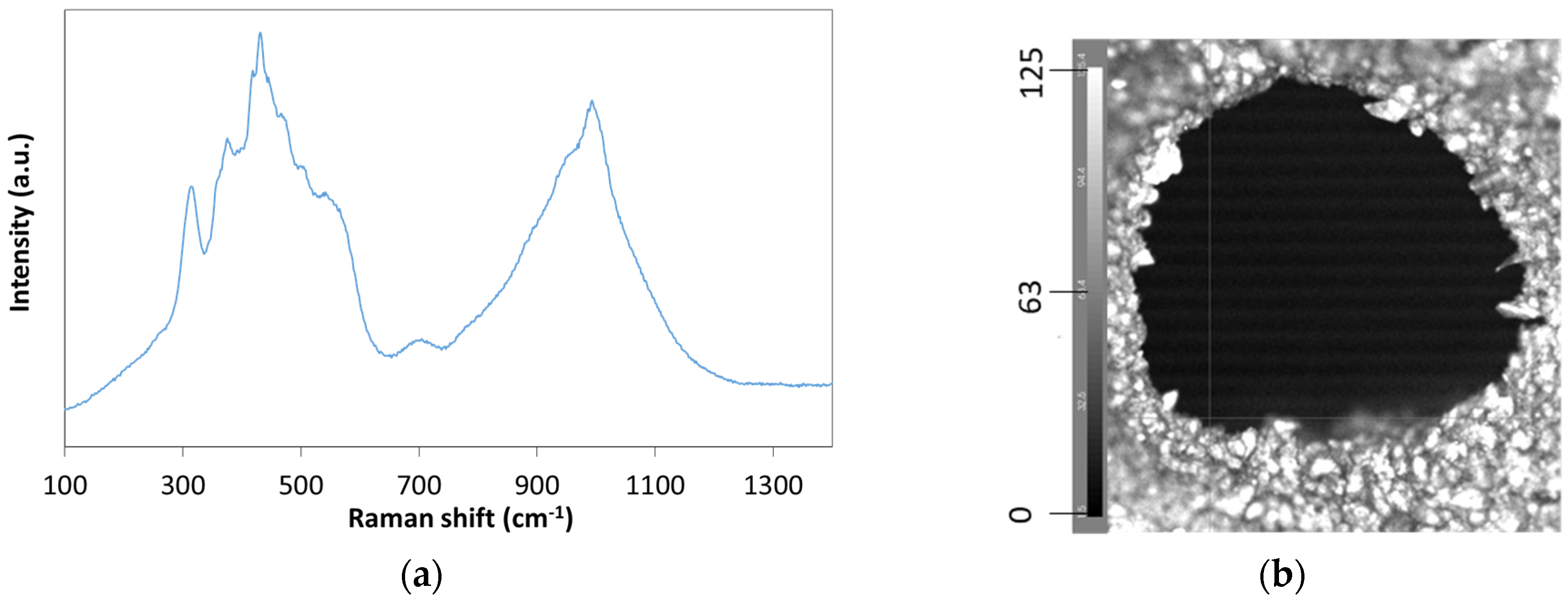
2.2. Physicochemical Characterizations
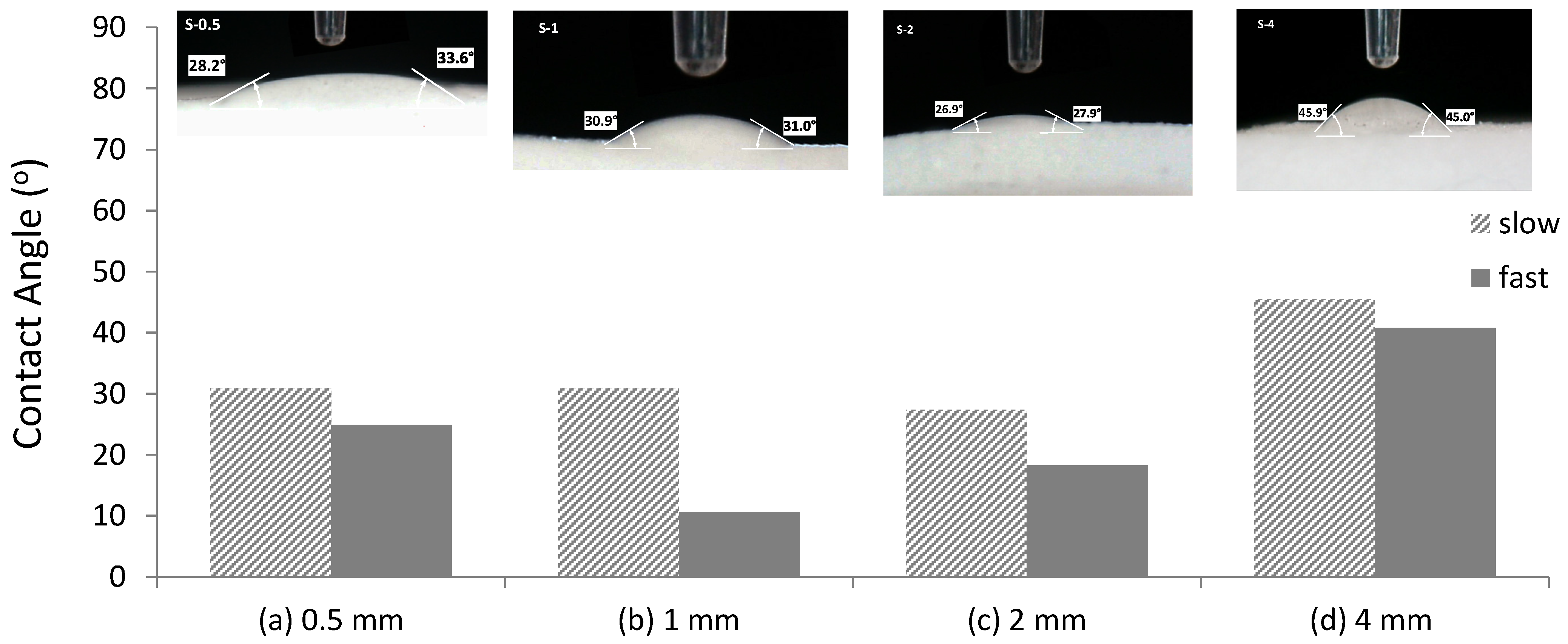
2.3. Wettability Measurements
2.4. NPC Cultivation and Differentiation
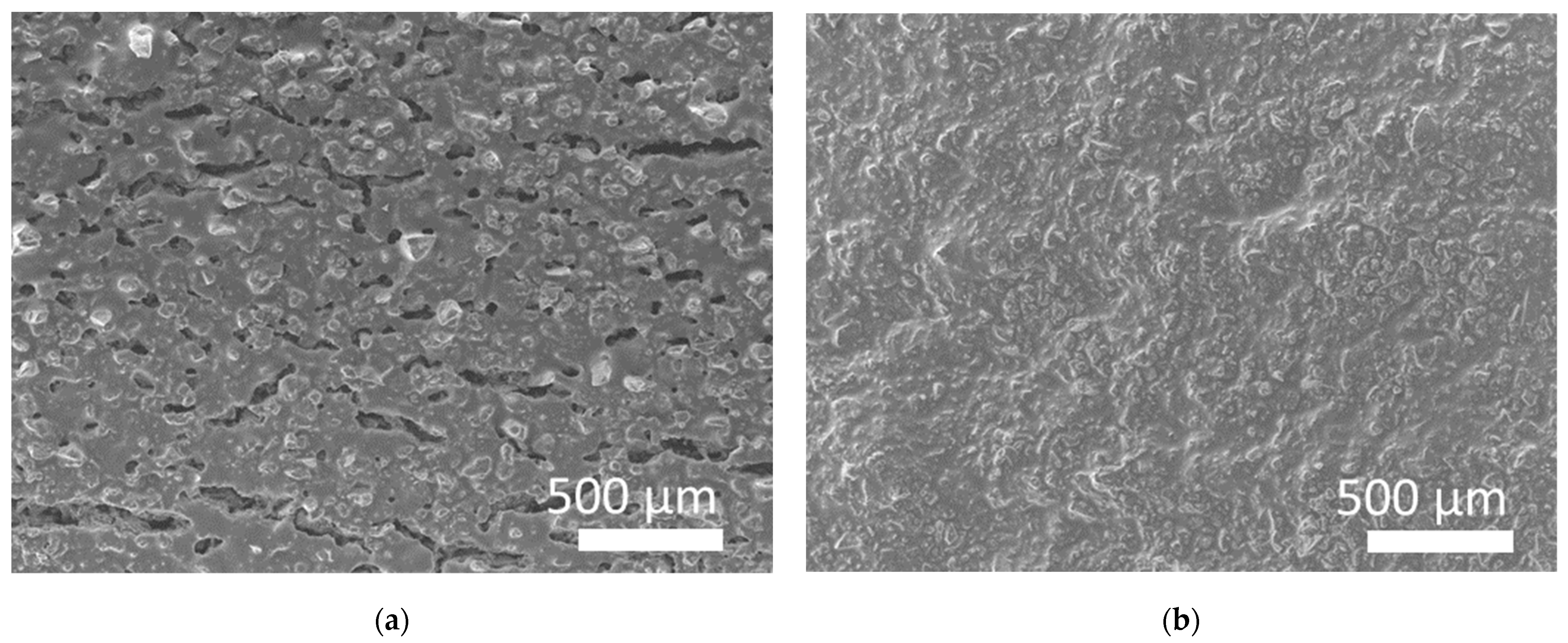
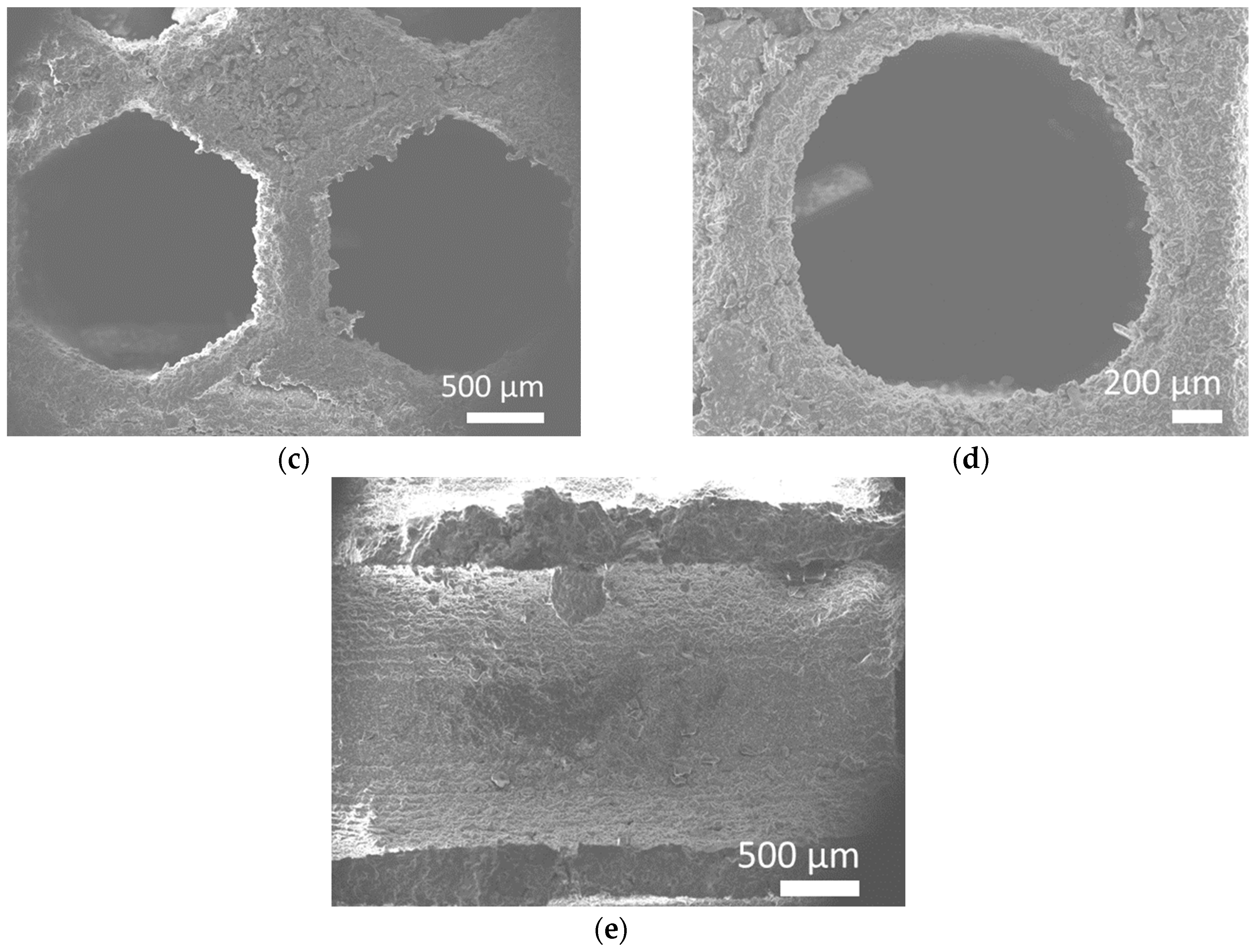
2.5. Scanning Electron Microscopy
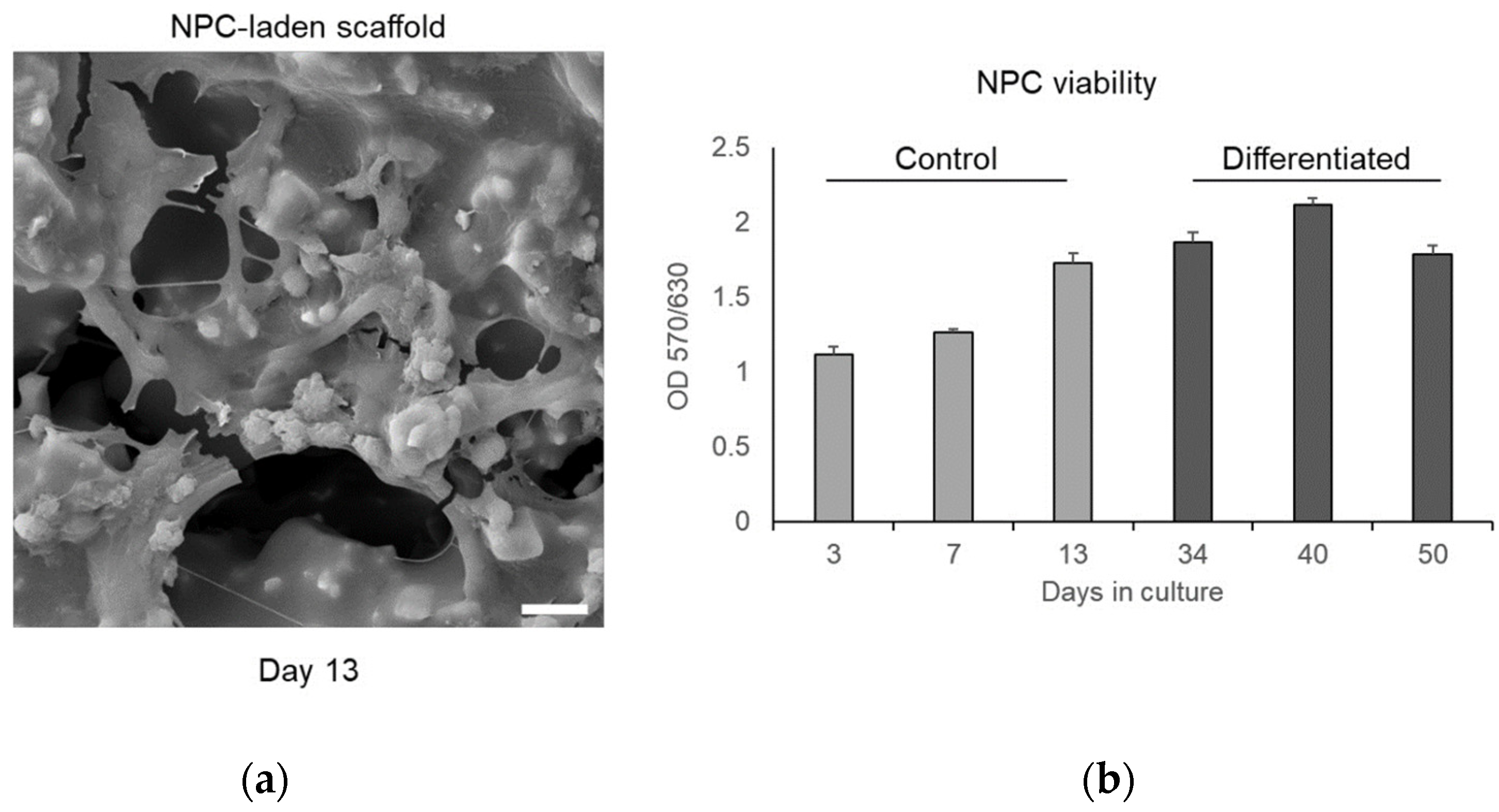
2.6. MTT Cell Viability Assay
2.7. RNA Isolation and Reverse Transcription-Quantitative Polymerase Chain Reaction (RT-qPCR)
2.8. Statistics
3. Results
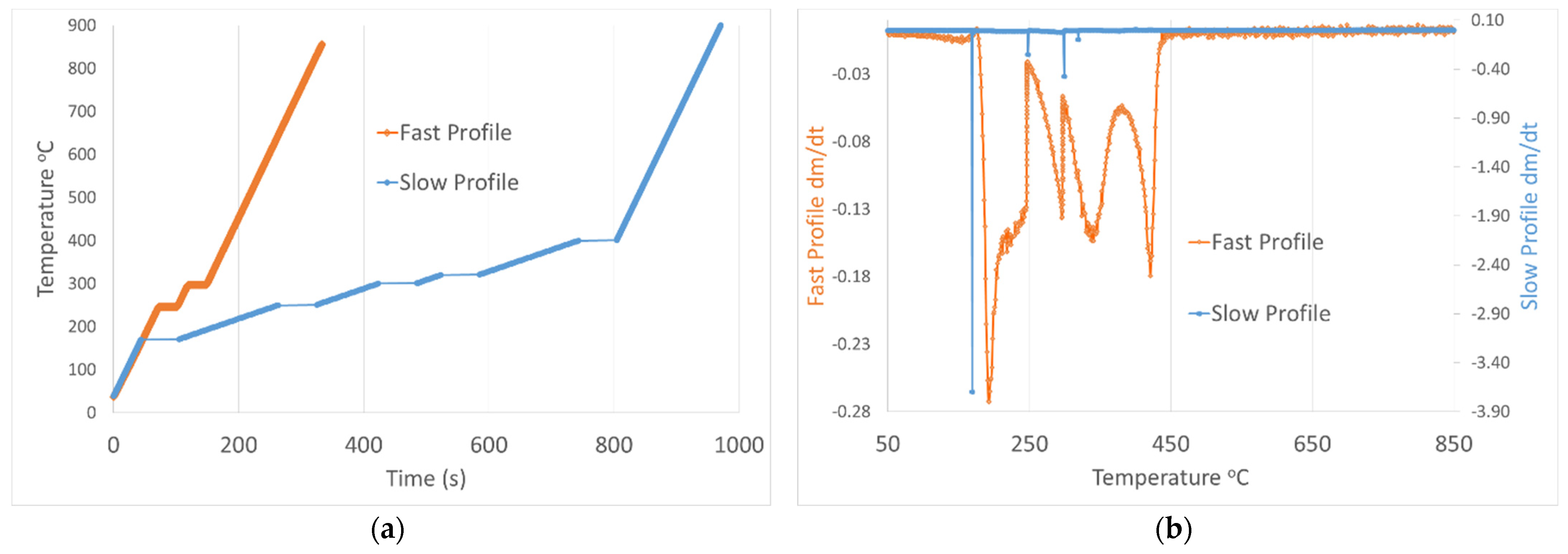
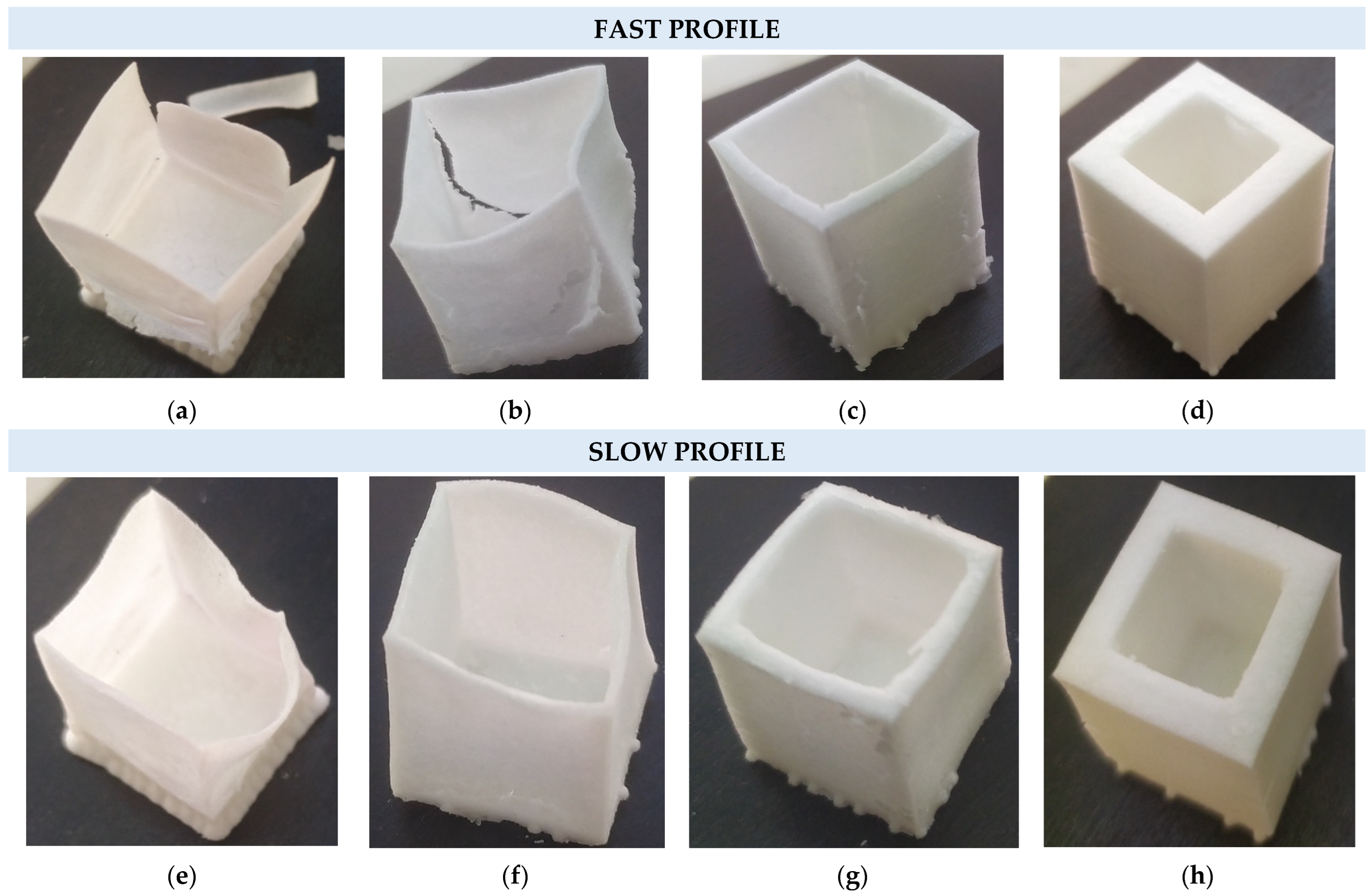
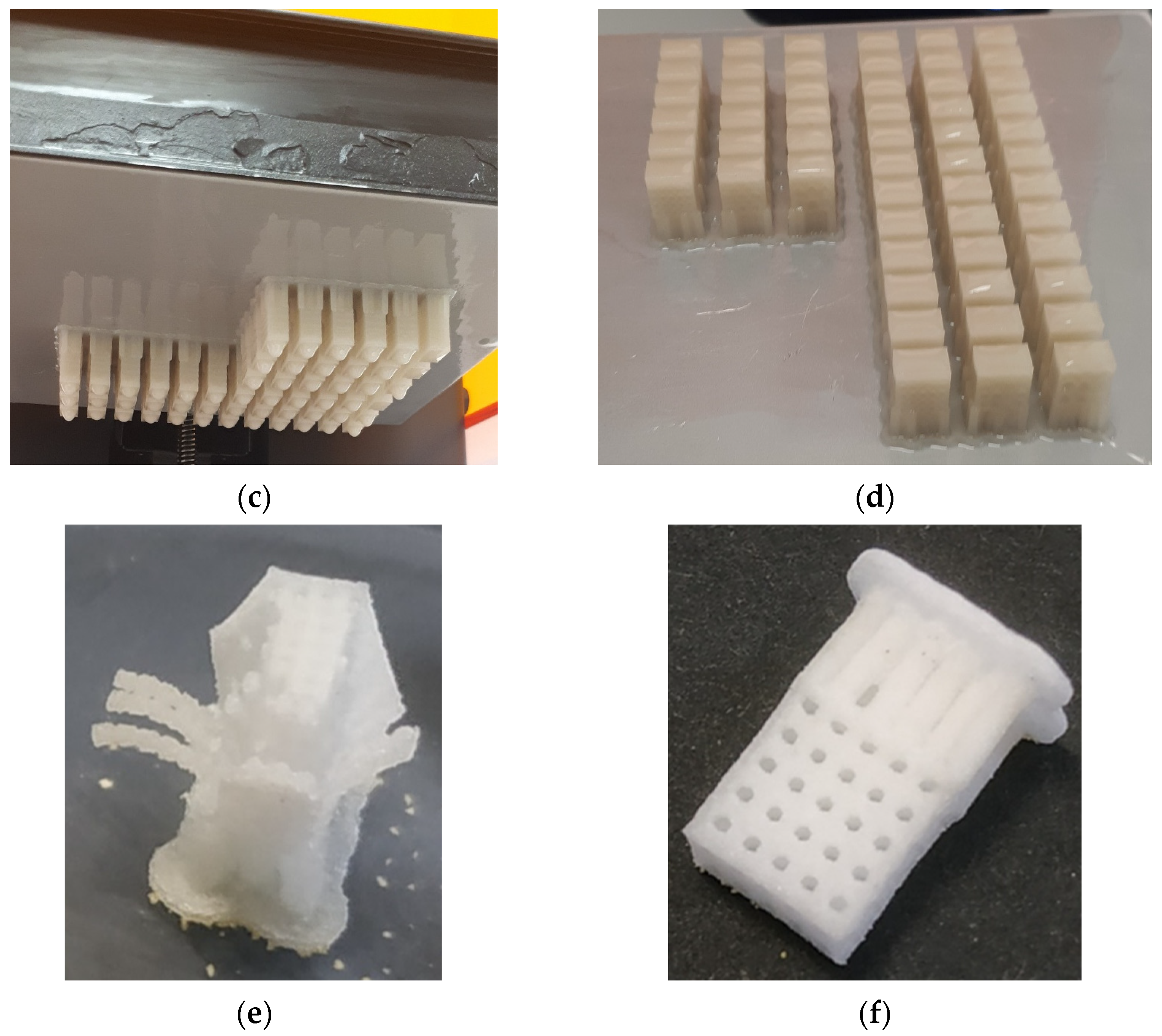
3.1. Calcination Profile Optimization for Ceramic Adhesion
3.2. Wettability Measurements
3.3. Design and Manufacturing of the 3D-Printed Scaffolds
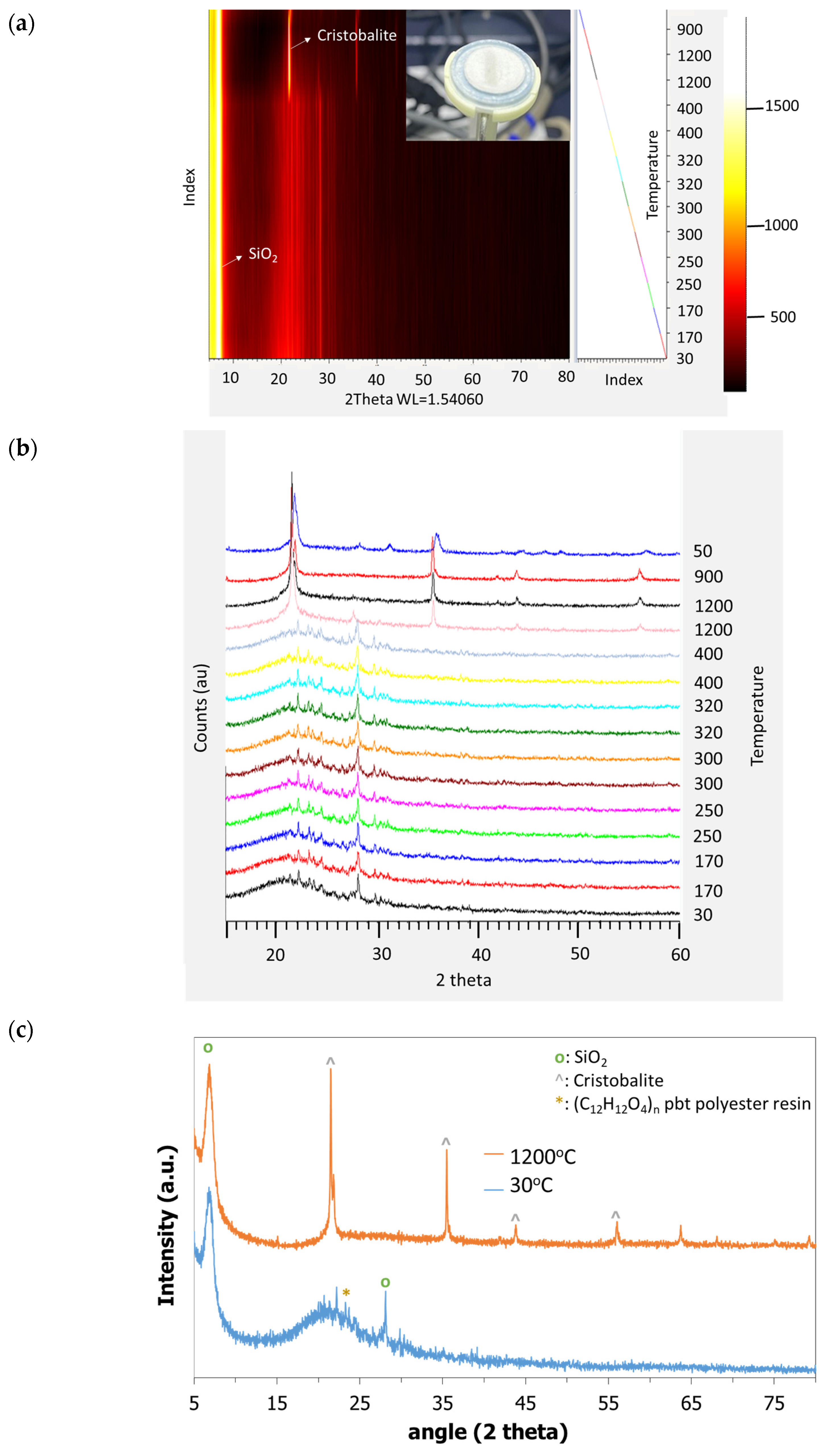
3.4. Characterization of 3D Calcined Scaffolds
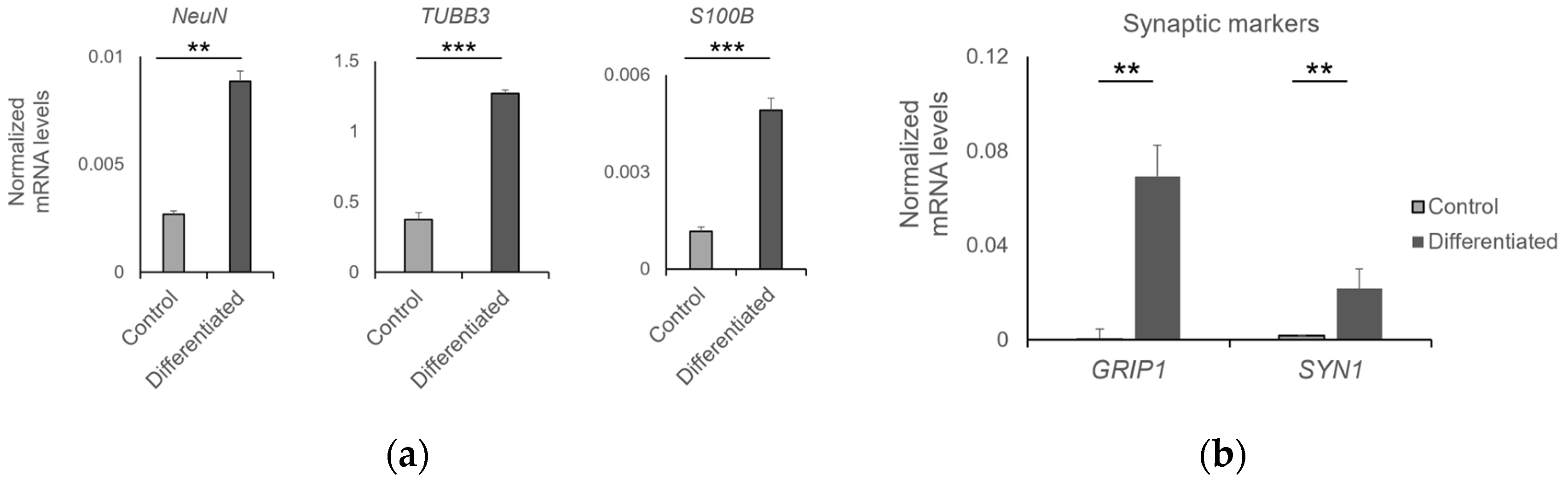
3.5. Biocompatibility of 3D-Printed Ceramic Scaffolds with Human NPCs
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hwangbo, H.; Lee, H.; Roh, E.J.; Kim, W.; Joshi, H.P.; Kwon, S.Y.; Choi, U.Y.; Han, I.B.; Kim, G.H. Bone tissue engineering via application of a collagen/hydroxyapatite 4D-printed biomimetic scaffold for spinal fusion. Appl. Phys. Rev. 2021, 8, 021403. [Google Scholar] [CrossRef]
- Zhang, X.; Meng, Z.; Ma, J.; Shi, Y.; Xu, H.; Lykkemark, S.; Qin, J. Microdevices: Flexible Fabrication of Shape-Controlled Collagen Building Blocks for Self-Assembly of 3D Microtissues (Small 30/2015). Small 2015, 11, 3665. [Google Scholar] [CrossRef]
- Zuo, Y.; Liu, X.; Wei, D.; Sun, J.; Xiao, W.; Zhao, H.; Guo, L.; Wei, Q.; Fan, H.; Zhang, X. Photo-cross-linkable methacrylated gelatin and hydroxyapatite hybrid hydrogel for modularly engineering biomimetic osteon. ACS Appl. Mater. Interfaces 2015, 7, 10386–10394. [Google Scholar] [CrossRef]
- Onoe, H.; Okitsu, T.; Itou, A.; Kato-Negishi, M.; Gojo, R.; Kiriya, D.; Sato, K.; Miura, S.; Iwanaga, S.; Shigetomi, K.K.; et al. Metre-long cell-laden microfibres exhibit tissue morphologies and functions. Nat. Mater. 2013, 12, 584–590. [Google Scholar] [CrossRef]
- Lee, J.; Kim, D.; Jang, C.H.; Kim, G.H. Highly elastic 3D-printed gelatin/HA/placental-extract scaffolds for bone tissue engineering. Theranostics 2022, 12, 4051–4066. [Google Scholar] [CrossRef]
- Dave, K.; Mahmud, Z.; Gomes, V.G. Superhydrophilic 3D-printed scaffolds using conjugated bioresorbable nanocomposites for enhanced bone regeneration. Chem. Eng. J. 2022, 445, 136639. [Google Scholar] [CrossRef]
- Du, Y.; Li, X.; Niu, Q.; Mo, X.; Qui, M.; Ma, T.; Kuo, C.J.; Fu, H. Development of a miniaturized 3D organoid culture platform for ultra-high-throughput screening. J. Mol. Cell Biol. 2020, 12, 630–643. [Google Scholar] [CrossRef]
- Hofer, M.; Lutolf, M.P. Engineering organoids. Nat. Rev. Mater. 2021, 6, 402–420. [Google Scholar] [CrossRef]
- Boehnke, K.; Iversen, P.W.; Schumacher, D.; Lallena, M.J.; Haro, Ρ.; Amat, Ι.; Haybaeck, J.; Liebs, S.; Lange, M.; Schäfer, R.; et al. Assay establishment and validation of a high-throughput screening platform for three-dimensional patient-derived colon cancer organoid cultures. J. Biomol. Screen 2016, 21, 931–941. [Google Scholar] [CrossRef]
- Figeys, D.; Pinto, D. Lab-on-a-chip: A revolution in biological and medical sciences. Anal. Chem. 2000, 72, 330A–335A. [Google Scholar] [CrossRef]
- Sosa-Hernández, J.E.; Villalba-Rodríguez, A.M.; Romero-Castillo, K.D.; Aguilar-Aguila-Isaías, M.A.; García-Reyes, I.E.; Hernández-Antonio, A.; Ahmed, I.; Sharma, A.; Parra-Saldívar, R.; Iqbal, H.M.N. Organs-on-a-Chip Module: A Review from the Development and Applications Perspective. Micromachines 2018, 9, 536. [Google Scholar] [CrossRef]
- Krishani, M.; Shin, W.Y.; Suhaimi, H.; Sambudi, N.S. Development of Scaffolds from Bio-Based Natural Materials for Tissue Regeneration Applications: A Review. Gels 2023, 9, 100. [Google Scholar] [CrossRef] [PubMed]
- Schneider-Barthold, C.; Baganz, S.; Wilhelmi, M.; Scheper, T.; Pepelanova, I. Hydrogels based on collagen and fibrin—Frontiers and applications. BioNanoMaterials 2016, 17, 3–12. [Google Scholar] [CrossRef]
- Santoro, M.; Shah, S.R.; Walker, J.L.; Mikos, A.G. Poly(lactic acid) nanofibrous scaffolds for tissue engineering. Adv Drug Deliv Rev. 2016, 107, 206–212. [Google Scholar] [CrossRef]
- Kladovasilakis, N.; Charalampous, P.; Boumpakis, A.; Kontodina, T.; Tsongas, K.; Tzetzis, D.; Kostavelis, I.; Givissis, P.; Tzovaras, D. Development of biodegradable customized tibial scaffold with advanced architected materials utilizing additive manufacturing. J. Mech. Behav. Biomed. Mater. 2023, 141, 105796. [Google Scholar] [CrossRef] [PubMed]
- Giuliani, A.; Moroncini, F.; Mazzoni, S.; Belicchi, M.L.; Villa, C.; Erratico, S.; Colombo, E.; Calcaterra, F.; Brambilla, L.; Torrente, Y.; et al. Polyglycolic acid-polylactic acid scaffold response to different progenitor cell in vitro cultures: A demonstrative and comparative X-ray synchrotron radiation phase-contrast microtomography study. Tissue Eng. Part C Methods 2014, 20, 308–316. [Google Scholar] [CrossRef]
- Yao, D.; Liu, H.; Fan, Y. Silk scaffolds for musculoskeletal tissue engineering. Exp. Biol. Med. 2016, 241, 238–245. [Google Scholar] [CrossRef] [PubMed]
- Fernandez de Grado, G.; Keller, L.; Idoux-Gillet, Y.; Wagner, Q.; Musset, A.M.; Benkirane-Jessel, N.; Bornert, F.; Offner, D. Bone substitutes: A review of their characteristics, clinical use, and perspectives for large bone defects management. J. Tissue Eng. 2018, 9, 2041731418776819. [Google Scholar] [CrossRef]
- Brunello, G.; Sivolella, S.; Meneghello, R.; Ferroni, L.; Gardin, C.; Piattelli, A.; Zavan, B.; Bressan, E. Powder-based 3D printing for bone tissue engineering. Biotechnol. Adv. 2016, 34, 740–753. [Google Scholar] [CrossRef]
- Persaud, A.; Maus, A.; Strait, L.; Zhu, D. 3D Bioprinting with Live Cells. Eng. Regen. 2022, 3, 292–309. [Google Scholar] [CrossRef]
- Wu, C.A.; Zhu, Y.; Woo, Y.J. Advances in 3D Bioprinting: Techniques, Applications, and Future Directions for Cardiac Tissue Engineering. Bioengineering 2023, 10, 842. [Google Scholar] [CrossRef] [PubMed]
- Lima, T.d.P.L.; Canelas, C.A.d.A.; Concha, V.O.C.; Costa, F.A.M.d.; Passos, M.F. 3D Bioprinting Technology and Hydrogels Used in the Process. J. Funct. Biomater. 2022, 13, 214. [Google Scholar] [CrossRef] [PubMed]
- Shen, J.; Murat, G. Recent Advances in Bioink Design for 3D Bioprinting of Tissues and Organs. Front. Bioeng. Biotechnol. 2017, 5, 23. [Google Scholar] [CrossRef]
- Bozorgi, A.; Mozafari, M.; Khazaei, M.; Soleimani, M.; Jamalpoor, Z. Fabrication, characterization, and optimization of a novel copper-incorporated chitosan/gelatin-based scaffold for bone tissue engineering applications. BioImpacts 2022, 12, 233–246. [Google Scholar] [CrossRef]
- Swarnima, A.; Shreya, S.; Krishna, B.V.; Aniruddha, P.; Ananya, B.; Subhadip, B. Current Developments in 3D Bioprinting for Tissue and Organ Regeneration—A Review. Front. Mech. Eng. 2020, 6, 589171. [Google Scholar] [CrossRef]
- Qasem, R.; Mohammed, Z. 3D Bioprinting at the Frontier of Regenerative Medicine, Pharmaceutical, and Food Industries. Front. Med. Technol. 2021, 2, 607648. [Google Scholar] [CrossRef]
- Gao, C.; Li, Y.; Liu, X.; Huang, J.; Zhang, Z. 3D bioprinted conductive spinal cord biomimetic scaffolds for promoting neuronal differentiation of neural stem cells and repairing of spinal cord injury. Chem. Eng. J. 2023, 451, 3. [Google Scholar] [CrossRef]
- Song, S.; Li, Y.; Huang, J.; Cheng, S.; Zhang, Z. Inhibited astrocytic differentiation in neural stem cell-laden 3D bioprinted conductive composite hydrogel scaffolds for repair of spinal cord injury. Biomater. Adv. 2023, 148, 213385. [Google Scholar] [CrossRef]
- Fiocco, L.; Elsayed, H.; Badocco, D.; Pastore, P.; Bellucci, D.; Cannillo, V.; Detsch, R.; Boccaccini, A.R.; Bernardo, E. Direct ink writing of silica-bonded calcite scaffolds from preceramic polymers and fillers. Biofabrication 2017, 9, 025012. [Google Scholar] [CrossRef]
- González-Henríquez, C.M.; Sarabia-Vallejos, M.A.; Rodriguez-Hernandez, J. Polymers for additive manufacturing and 4D-printing: Materials, methodologies, and biomedical applications. J. Polym. Sci. 2019, 94, 57–116. [Google Scholar] [CrossRef]
- Kladovasilakis, N.; Kontodina, T.; Tsongas, K.; Pechlivani, E.M.; Tzetzis, D.; Tzovaras, D. The Mechanical Performance of Additive Manufactured Silica Lattice Structures. In Progress in Digital and Physical Manufacturing; Springer Tracts in Additive Manufacturing; Springer: Cham, Switzerland, 2021. [Google Scholar] [CrossRef]
- Asimakopoulou, A.; Gkekas, I.; Kastrinaki, G.; Prigione, A.; Zaspalis, V.T.; Petrakis, S. Biocompatibility of α-Al2O3 Ceramic Substrates with Human Neural Precursor Cells. J. Funct. Biomater. 2020, 11, 65. [Google Scholar] [CrossRef]
- Zafar, B.; Mottaghitalab, F.; Shahosseini, Ζ.; Negahdari, B.; Farokhi, M. Silk fibroin/alumina nanoparticle scaffold using for osteogenic differentiation of rabbit adipose-derived stem cells. Materialia 2020, 9, 100515. [Google Scholar] [CrossRef]
- Gofmanm, I.V.; Nikolaeva, A.L.; Khripunov, A.K.; Ivan’kova, E.M.; Shabunin, A.S.; Yakimansky, A.V.; Romanov, D.P.; Popov, A.L.; Ermakov, A.M.; Solomevich, S.O.; et al. Bacterial Cellulose-Based Nanocomposites Containing Ceria and Their Use in the Process of Stem Cell Proliferation. Polymers 2021, 13, 1999. [Google Scholar] [CrossRef]
- Ball, J.P.; Mound, B.A.; Monsalve, A.G.; Nino, J.C.; Allen, J.B. Biocompatibility evaluation of porous ceria foams for orthopedic tissue engineering. J. Biomed. Mater. Res. A 2015, 103, 8–15. [Google Scholar] [CrossRef] [PubMed]
- Baino, F.; Novajra, G.; Vitale-Brovarone, C. Bioceramics and Scaffolds: A Winning Combination for Tissue Engineering. Front. Bioeng. Biotechnol. 2015, 3, 302. [Google Scholar] [CrossRef] [PubMed]
- Marques, A.; Miranda, G.; Silva, F.; Pinto, P.; Carvalho, O. Review on current limits and potentialities of technologies for biomedical ceramic scaffolds production. J. Biomed. Mater. Res. 2021, 109B, 377–393. [Google Scholar] [CrossRef]
- Suamte, L.; Tirkey, A.; Barman, J.; Babu, P.J. Various manufacturing methods and ideal properties of scaffolds for tissue engineering applications. Smart Mater. Manuf. 2023, 1, 100011. [Google Scholar] [CrossRef]
- Kladovasilakis, N.; Tsongas, K.; Tzetzis, D. Finite Element Analysis of Orthopedic Hip Implant with Functionally Graded Bioinspired Lattice Structures. Biomimetics 2020, 5, 44. [Google Scholar] [CrossRef]
- Maroneze, C.M.; dos Santos, G.P.; de Moraes, V.B.; da Costa, L.P.; Kubota, L.T. Multifunctional catalytic platform for peroxidase mimicking, enzyme immobilization and biosensing. Biosens. Bioelectron. 2016, 77, 746–751. [Google Scholar] [CrossRef]
- Chung, J.J.; Yoo, J.; Sum, B.S.T.; Li, S.; Lee, S.; Kim, T.H.; Li, Z.; Stevens, M.M.; Georgiou, T.K.; Jung, Y.; et al. 3D Printed Porous Methacrylate/Silica Hybrid Scaffold for Bone Substitution. Adv. Healthc. Mater. 2021, 10, 2100117. [Google Scholar] [CrossRef]
- Murakami, S.; Mukaisho, K.I.; Iwasa, T.; Kawabe, M.; Yoshida, S.; Taniura, N.; Nakayama, T.; Noi, M.; Yamamoto, G.; Sugihara, H. Application of “Tissueoid Cell Culture System” Using a Silicate Fiber Scaffold for Cancer Research. Pathobiology 2020, 87, 291–301. [Google Scholar] [CrossRef]
- ASTM ISO/ASTM52921-13; Standard Terminology for Additive Manufacturing-Coordinate Systems and Test Methodologies. ASTM International: West Conshohocken, PA, USA, 2013. [CrossRef]
- Lorenz, C.; Lesimple, P.; Bukowiecki, R.; Zink, A.; Inak, G.; Mlody, B.; Singh, M.; Semtner, M.; Mah, N.; Auré, K.; et al. Human iPSC-Derived Neural Progenitors Are an Effective Drug Discovery Model for Neurological mtDNA Disorders. Cell Stem Cell 2016, 20, 659–674.e9. [Google Scholar] [CrossRef]
- Pechlivani, E.M.; Kastrinaki, G.; Zisis, C.; Asimakopoulou, A.; Gkagkari, E.; Koutsonikolas, D.; Tzovaras, D.; Kikkinides, E. 3D ceramic structure fabrication by Stereolithography and physicochemical characterization. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Calcination Profile | Wall Thickness (mm) |
|---|---|---|
| F-0.5 | Fast | 0.5 |
| F-1 | Fast | 1 |
| F-2 | Fast | 2 |
| F-4 | Fast | 4 |
| S-0.5 | Slow | 0.5 |
| S-1 | Slow | 1 |
| S-2 | Slow | 2 |
| S-4 | Slow | 4 |
| Scaffolds | Channel Type | Channel Diameter (mm) | Porosity (%) |
|---|---|---|---|
| S1 | Honeycomb | 2 | 48.7% |
| S2 | Circular | 2 | 44.2% |
| S3 | Honeycomb | 1.5 | 27.4% |
| S4 | Circular | 1.5 | 44.2% |
| S5 | Honeycomb | 1 | 33.8% |
| S6 | Circular | 1 | 30.7% |
| Main Properties | |
| Print-out density | 1.9 g/cm3 |
| Elastic modulus | 50 GPa |
| Poisson ratio | 0.14 |
| Shear modulus | 21.9 Gpa |
| Yield strength | 16.6 Mpa |
| Basic 3D printing features | |
| Layer height | 50 μm |
| XY accuracy | 25 μm |
| Printing time (per unit) | ≈3 h |
| Material’s volume | 1.07 mL |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kastrinaki, G.; Pechlivani, E.-M.; Gkekas, I.; Kladovasilakis, N.; Gkagkari, E.; Petrakis, S.; Asimakopoulou, A. Fabrication and Optimization of 3D-Printed Silica Scaffolds for Neural Precursor Cell Cultivation. J. Funct. Biomater. 2023, 14, 465. https://0-doi-org.brum.beds.ac.uk/10.3390/jfb14090465
Kastrinaki G, Pechlivani E-M, Gkekas I, Kladovasilakis N, Gkagkari E, Petrakis S, Asimakopoulou A. Fabrication and Optimization of 3D-Printed Silica Scaffolds for Neural Precursor Cell Cultivation. Journal of Functional Biomaterials. 2023; 14(9):465. https://0-doi-org.brum.beds.ac.uk/10.3390/jfb14090465
Chicago/Turabian StyleKastrinaki, Georgia, Eleftheria-Maria Pechlivani, Ioannis Gkekas, Nikolaos Kladovasilakis, Evdokia Gkagkari, Spyros Petrakis, and Akrivi Asimakopoulou. 2023. "Fabrication and Optimization of 3D-Printed Silica Scaffolds for Neural Precursor Cell Cultivation" Journal of Functional Biomaterials 14, no. 9: 465. https://0-doi-org.brum.beds.ac.uk/10.3390/jfb14090465