
High-Temperature Nanoindentation of an Advanced Nano-Crystalline W/Cu Composite

 ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
3. Results
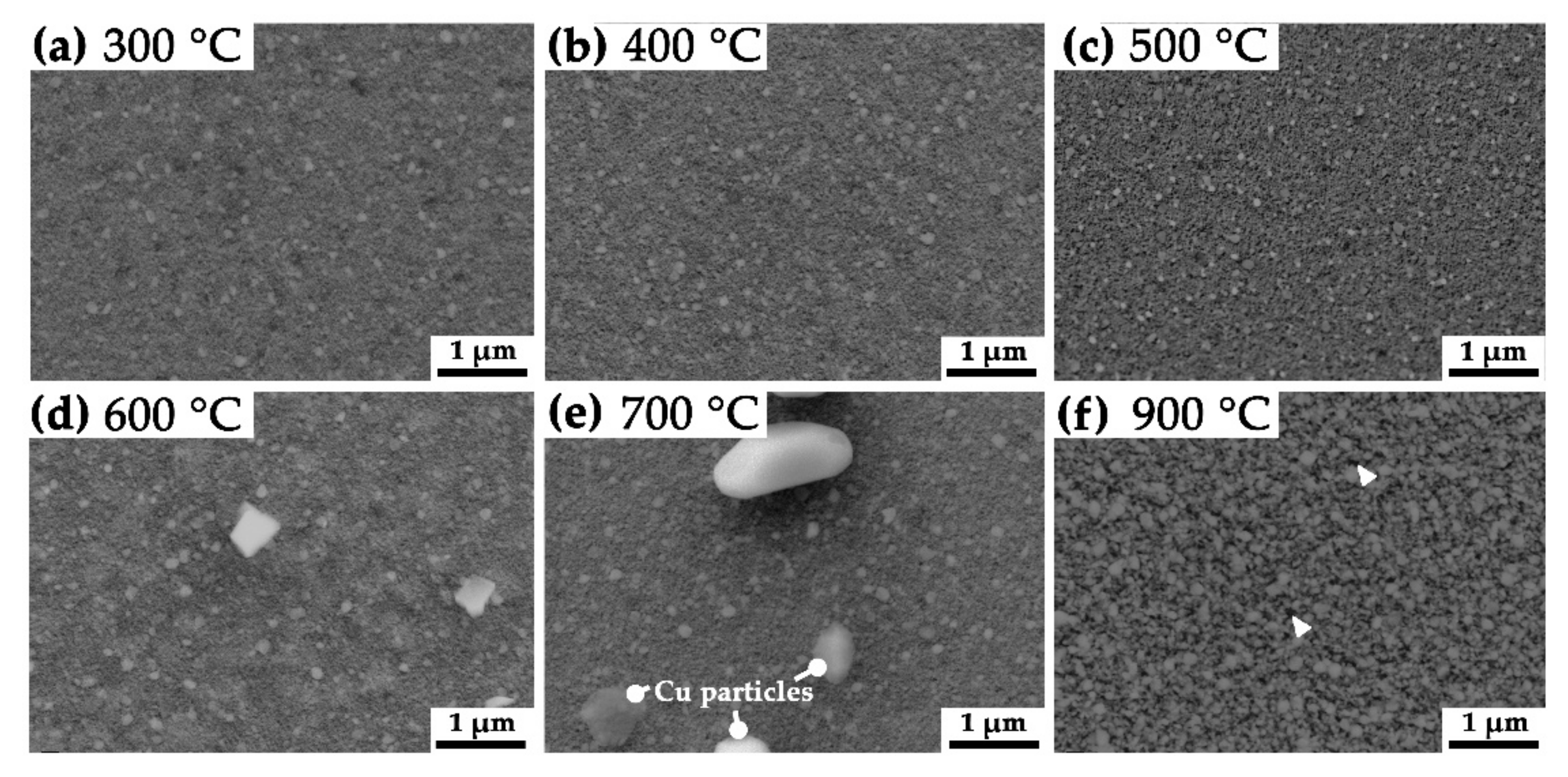
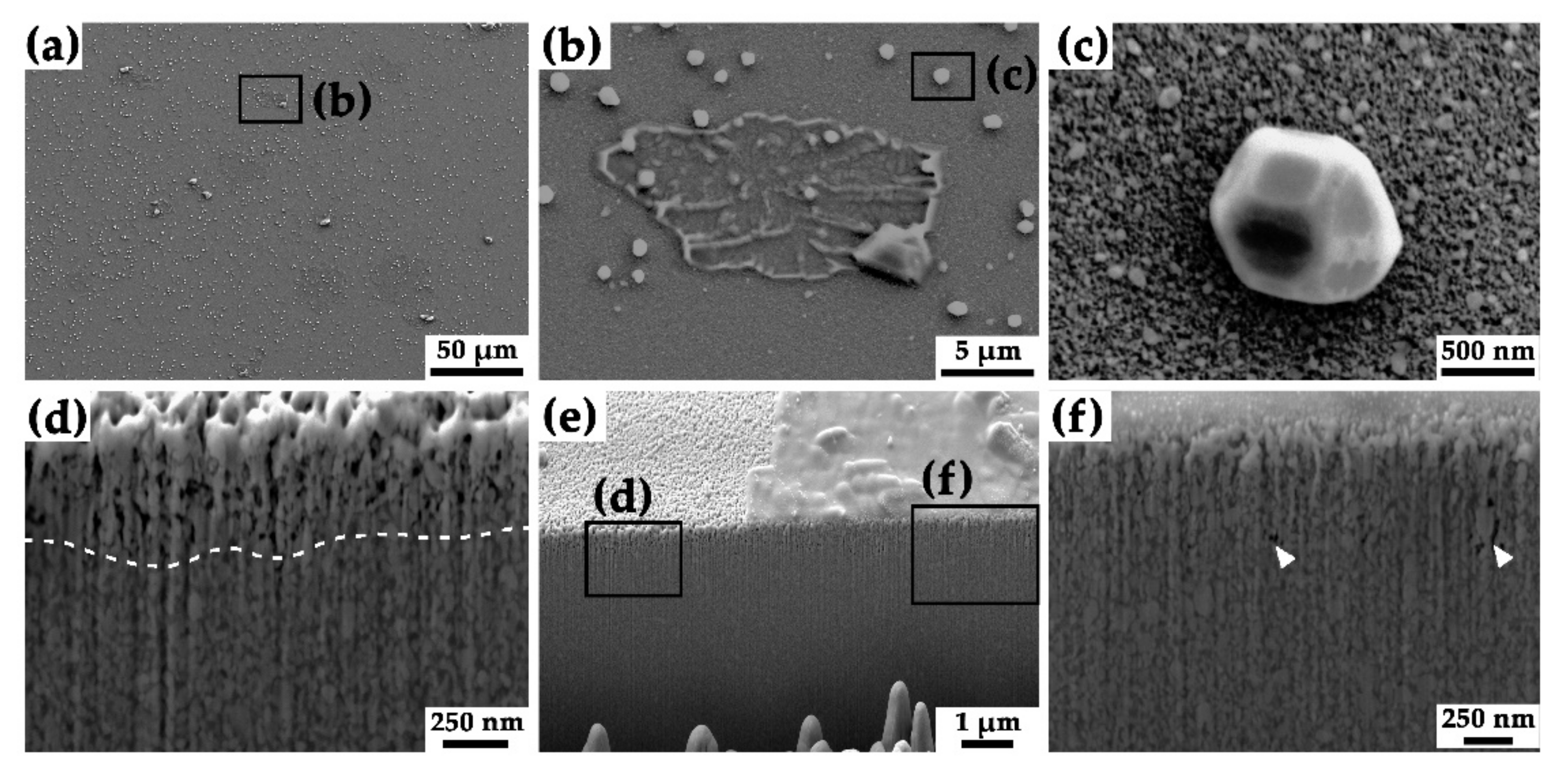
3.1. Microstructural Development
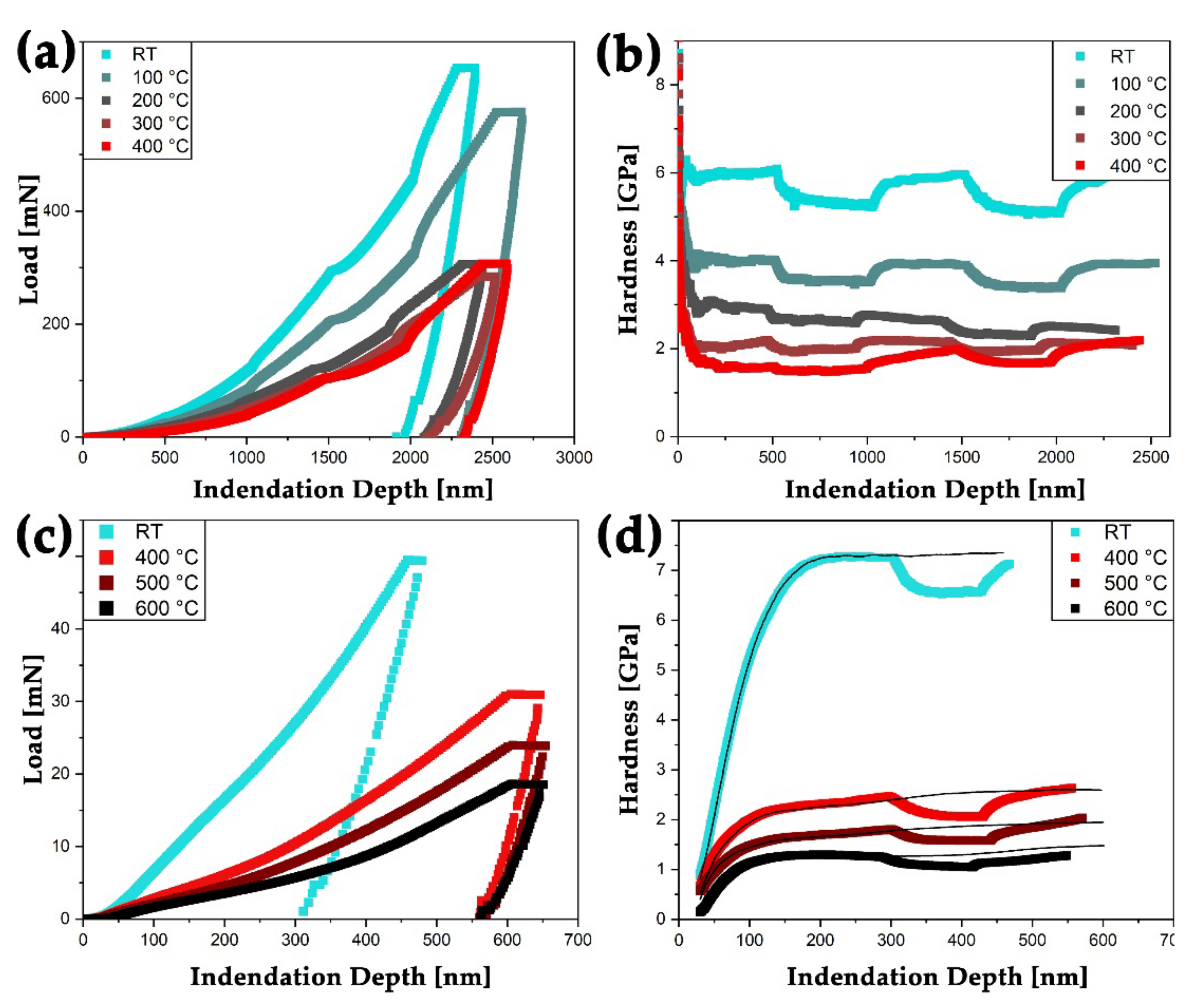
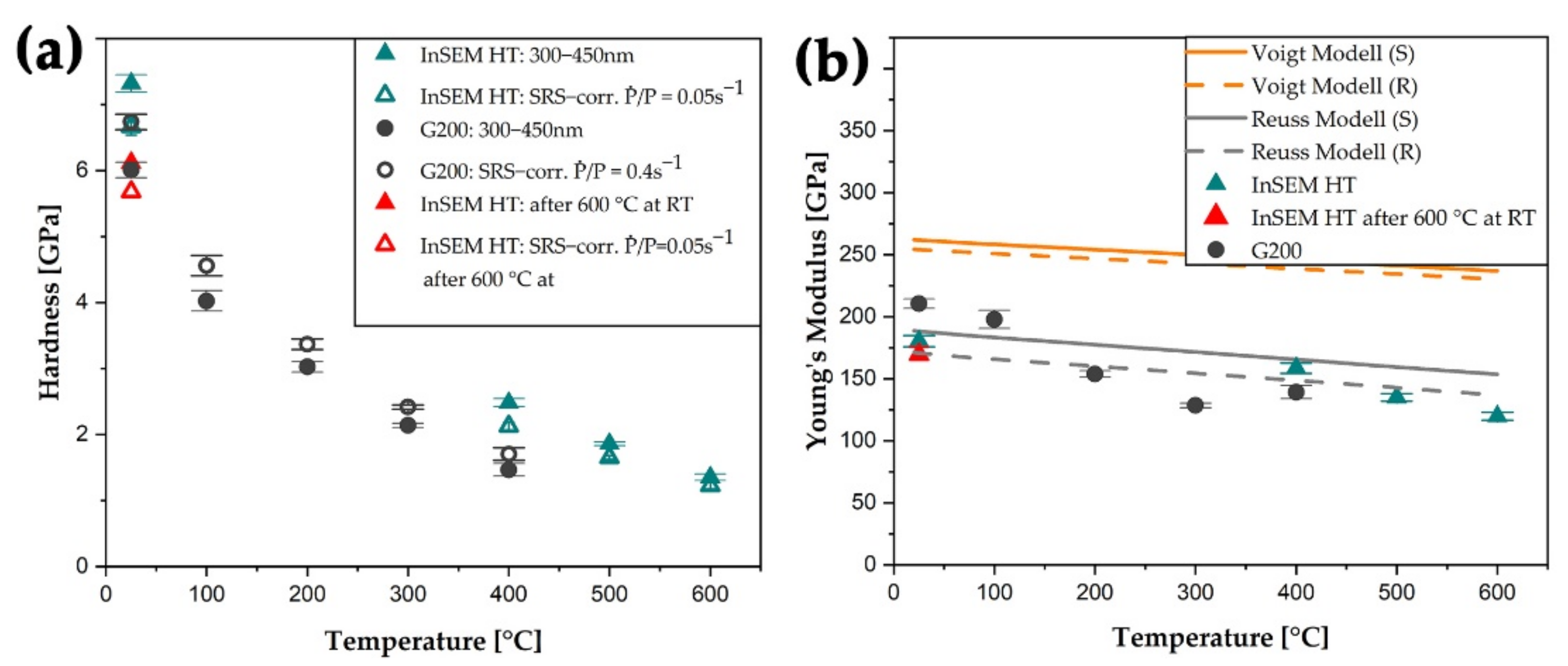
3.2. Nanoindentation and HT Nanoindentation Tests
4. Discussion
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhao, M.; Issa, I.; Pfeifenberger, M.J.; Wurmshuber, M.; Kiener, D. Tailoring ultra-strong nanocrystalline tungsten nanofoams by reverse phase dissolution. Acta Mater. 2020, 182, 215–225. [Google Scholar] [CrossRef]
- Rieth, M.; Dudarev, S.L.; Gonzalez de Vicente, S.M.; Aktaa, J.; Ahlgren, T.; Antusch, S.; Armstrong, D.; Balden, M.; Baluc, N.; Barthe, M.-F.; et al. Recent progress in research on tungsten materials for nuclear fusion applications in Europe. J. Nucl. Mater. 2013, 432, 482–500. [Google Scholar] [CrossRef] [Green Version]
- Chen, S.; Bourham, M.; Rabiei, A. Neutrons attenuation on composite metal foams and hybrid open-cell Al foam. Radiat. Phys. Chem. 2015, 109, 27–39. [Google Scholar] [CrossRef] [Green Version]
- El-Atwani, O.; Hinks, J.A.; Greaves, G.; Gonderman, S.; Qiu, T.; Efe, M.; Allain, J.P. In-situ TEM observation of the response of ultrafine-and nanocrystalline-grained tungsten to extreme irradiation environments. Sci. Rep. 2014, 4, 4716. [Google Scholar] [CrossRef] [Green Version]
- Koch, C.C.; Morris, D.G.; Lu, K.; Inoue, A. Ductility of Nanostructured Materials. MRS Bull. 1999, 24, 54–58. [Google Scholar] [CrossRef]
- Hohenwarter, A.; Pippan, R. Fracture and fracture toughness of nanopolycrystalline metals produced by severe plastic deformation. Philos. Trans. Ser. A Math. Phys. Eng. Sci. 2015, 373. [Google Scholar] [CrossRef] [Green Version]
- Hall, E.O. The Deformation and Ageing of Mild Steel: III Discussion of Results. Proc. Phys. Soc. B 1951, 64, 747–753. [Google Scholar] [CrossRef]
- Petch, N.J. The cleavage strength of polycrystals. J. Iron Steel Inst. 1953, 174, 25–28. [Google Scholar]
- Armstrong, R.W. 60 Years of Hall-Petch: Past to Present Nano-Scale Connections. Mater. Trans. 2014, 55, 2–12. [Google Scholar] [CrossRef] [Green Version]
- Kormout, K.S.; Pippan, R.; Bachmaier, A. Deformation-Induced Supersaturation in Immiscible Material Systems during High-Pressure Torsion. Adv. Eng. Mater. 2017, 19, 1600675. [Google Scholar] [CrossRef]
- Moszner, F.; Cancellieri, C.; Chiodi, M.; Yoon, S.; Ariosa, D.; Janczak-Rusch, J.; Jeurgens, L. Thermal stability of Cu/W nano-multilayers. Acta Mater. 2016, 107, 345–353. [Google Scholar] [CrossRef]
- Zhao, M.; Schlueter, K.; Wurmshuber, M.; Reitgruber, M.; Kiener, D. Open-cell tungsten nanofoams: Scaling behavior and structural disorder dependence of Young’s modulus and flow strength. Mater. Design 2021, 197, 109187. [Google Scholar] [CrossRef]
- Raghavan, R.; Wheeler, J.M.; Esqué-de los Ojos, D.; Thomas, K.; Almandoz, E.; Fuentes, G.G.; Michler, J. Mechanical behavior of Cu/TiN multilayers at ambient and elevated temperatures: Stress-assisted diffusion of Cu. Mater. Sci. Eng. A 2015, 620, 375–382. [Google Scholar] [CrossRef]
- Raghavan, R.; Wheeler, J.M.; Harzer, T.P.; Chawla, V.; Djaziri, S.; Thomas, K.; Philippi, B.; Kirchlechner, C.; Jaya, B.N.; Wehrs, J.; et al. Transition from shear to stress-assisted diffusion of copper–chromium nanolayered thin films at elevated temperatures. Acta Mater. 2015, 100, 73–80. [Google Scholar] [CrossRef]
- Wheeler, J.M.; Raghavan, R.; Chawla, V.; Zechner, J.; Utke, I.; Michler, J. Failure mechanisms in metal–metal nanolaminates at elevated temperatures: Microcompression of Cu–W multilayers. Scr. Mater. 2015, 98, 28–31. [Google Scholar] [CrossRef]
- Zhao, M.; Pfeifenberger, M.J.; Kiener, D. Open-cell tungsten nanofoams: Chloride ion induced structure modification and mechanical behavior. Results Phys. 2020, 17, 103062. [Google Scholar] [CrossRef]
- Allen, F.I.; Hosemann, P.; Balooch, M. Key mechanistic features of swelling and blistering of helium-ion-irradiated tungsten. Scr. Mater. 2020, 178, 256–260. [Google Scholar] [CrossRef] [Green Version]
- El-Atwani, O.; Suslova, A.; Novakowski, T.J.; Hattar, K.; Efe, M.; Harilal, S.S.; Hassanein, A. In-situ TEM/heavy ion irradiation on ultrafine-and nanocrystalline-grained tungsten: Effect of 3 MeV Si, Cu and W ions. Mater. Charact. 2015, 99, 68–76. [Google Scholar] [CrossRef] [Green Version]
- Juarez, T.; Biener, J.; Weissmüller, J.; Hodge, A.M. Nanoporous Metals with Structural Hierarchy: A Review. Adv. Eng. Mater. 2017, 19, 1700389. [Google Scholar] [CrossRef]
- Scheiber, D.; Pippan, R.; Puschnig, P.; Ruban, A.; Romaner, L. Ab-initio search for cohesion-enhancing solute elements at grain boundaries in molybdenum and tungsten. Int. J. Refract. Met. Hard Mater. 2016, 60, 75–81. [Google Scholar] [CrossRef]
- Hohenwarter, A.; Bachmaier, A.; Gludovatz, B.; Scheriau, S.; Pippan, R. Technical parameters affecting grain refinement by high pressure torsion. Int. J. Mater. Res. 2009, 100, 1653–1661. [Google Scholar] [CrossRef]
- Vüllers, F.; Spolenak, R. From solid solutions to fully phase separated interpenetrating networks in sputter deposited “immiscible” W–Cu thin films. Acta Mater. 2015, 99, 213–227. [Google Scholar] [CrossRef]
- Pfeifenberger, M.J.; Mangang, M.; Wurster, S.; Reiser, J.; Hohenwarter, A.; Pfleging, W.; Kiener, D.; Pippan, R. The use of femtosecond laser ablation as a novel tool for rapid micro-mechanical sample preparation. Mater. Design 2017, 121, 109–118. [Google Scholar] [CrossRef]
- Lucas, B.N.; Oliver, W.C. Indentation power-law creep of high-purity indium. Met. Mater. Trans. A 1999, 30, 601–610. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Maier, V.; Durst, K.; Mueller, J.; Backes, B.; Höppel, H.W.; Göken, M. Nanoindentation strain-rate jump tests for determining the local strain-rate sensitivity in nanocrystalline Ni and ultrafine-grained Al. J. Mater. Res. 2011, 26, 1421–1430. [Google Scholar] [CrossRef] [Green Version]
- Korte, S.; Stearn, R.J.; Wheeler, J.M.; Clegg, W.J. High temperature microcompression and nanoindentation in vacuum. J. Mater. Res. 2012, 27, 167–176. [Google Scholar] [CrossRef]
- Kappacher, J.; Renk, O.; Kiener, D.; Clemens, H.; Maier-Kiener, V. Controlling the high temperature deformation behavior and thermal stability of ultra-fine-grained W by re alloying. J. Mater. Res. 2021, 36. [Google Scholar]
- Liang, L.; Li, M.; Qin, F.; Wei, Y. Temperature effect on elastic modulus of thin films and nanocrystals. Philos. Mag. 2013, 93, 574–583. [Google Scholar] [CrossRef]
- Milman, Y.; Golubenko, A.; Dub, S.N. Indentation size effect in nanohardness. Acta Mater. 2011, 59, 7480–7487. [Google Scholar] [CrossRef]
- Chang, Y.A.; Himmel, L. Temperature Dependence of the Elastic Constants of Cu, Ag, and Au above Room Temperature. J. Appl. Phys. 1966, 37, 3567–3572. [Google Scholar] [CrossRef] [Green Version]
- Lowrie, R.; Gonas, A.M. Dynamic Elastic Properties of Polycrystalline Tungsten, 24°–1800 °C. J. Appl. Phys. 1965, 36, 2189–2192. [Google Scholar] [CrossRef]
- Auciello, O.; Chevacharoenkul, S.; Ameen, M.S.; Duarte, J. Controlled ion beam sputter deposition of W/Cu/W layered films for microelectronic applications. J. Vac. Sci. Technol. A Vac. Surf. Film. 1991, 9, 625–631. [Google Scholar] [CrossRef]
- Sun, Y.; Ren, Y.; Yang, K. New preparation method of micron porous copper through physical vacuum dealloying of Cu–Zn alloys. Mater. Lett. 2016, 165, 1–4. [Google Scholar] [CrossRef]
- Alcock, C.B.; Itkin, V.P.; Horrigan, M.K. Vapour Pressure Equations for the Metallic Elements: 298–2500 K. Can. Metall. Q. 1984, 23, 309–313. [Google Scholar] [CrossRef]
- Willard Gibbs, J. On the Equilibrium of Heterogeneous Substances; Nr. 1; Transactions of the Connecticut Academy of Arts and Sciences: New Haven, CT, USA, 1874; Volume 3. [Google Scholar]
- Wulff, G. Zur Frage der Geschwindigkeit des Wachsthums und der Auflösung der Krystallflächen. Z. Kristallogr. Cryst. Mater. 1901, 34. [Google Scholar] [CrossRef]
- Barmparis, G.D.; Lodziana, Z.; Lopez, N.; Remediakis, I.N. Nanoparticle shapes by using Wulff constructions and first-principles calculations. Beilstein J. Nanotechnol. 2015, 6, 361–368. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.; Wang, Z.; Dinh, C.-T.; Li, J.; Ozden, A.; Golam Kibria, M.; Seifitokaldani, A.; Tan, C.-S.; Gabardo, C.M.; Luo, M.; et al. Catalyst synthesis under CO2 electroreduction favours faceting and promotes renewable fuels electrosynthesis. Nat. Catal. 2020, 3, 98–106. [Google Scholar] [CrossRef]
- Hansen, P.L.; Wagner, J.B.; Helveg, S.; Rostrup-Nielsen, J.R.; Clausen, B.S.; Topsøe, H. Atom-resolved imaging of dynamic shape changes in supported copper nanocrystals. Science 2002, 295, 2053–2055. [Google Scholar] [CrossRef]
- Kappacher, J.; Leitner, A.; Kiener, D.; Clemens, H.; Maier-Kiener, V. Thermally activated deformation mechanisms and solid solution softening in W-Re alloys investigated via high temperature nanoindentation. Mater. Design 2020, 189, 108499. [Google Scholar] [CrossRef]
- Monclús, M.A.; Karlik, M.; Callisti, M.; Frutos, E.; Llorca, J.; Polcar, T.; Molina-Aldareguía, J.M. Microstructure and mechanical properties of physical vapor deposited Cu/W nanoscale multilayers: Influence of layer thickness and temperature. Thin Solid Film. 2014, 571, 275–282. [Google Scholar] [CrossRef] [Green Version]
- Gröger, R.; Vitek, V. Temperature and strain rate dependent flow criterion for bcc transition metals based on atomistic analysis of dislocation glide. Int. J. Mater. Res. 2009, 100, 315–321. [Google Scholar] [CrossRef]
- Maier, V.; Hohenwarter, A.; Pippan, R.; Kiener, D. Thermally activated deformation processes in body-centered cubic Cr—How microstructure influences strain-rate sensitivity. Scr. Mater. 2015, 106, 42–45. [Google Scholar] [CrossRef]
- Li, J.; Lu, B.; Zhang, Y.; Zhou, H.; Hu, G.; Xia, R. Nanoindentation response of nanocrystalline copper via molecular dynamics: Grain-size effect. Mater. Chem. Phys. 2020, 241, 122391. [Google Scholar] [CrossRef]
- Huang, C.-C.; Chiang, T.-C.; Fang, T.-H. Grain size effect on indentation of nanocrystalline copper. Appl. Surf. Sci. 2015, 353, 494–498. [Google Scholar] [CrossRef]
- Schiøtz, J.; Jacobsen, K.W. A maximum in the strength of nanocrystalline copper. Science 2003, 301, 1357–1359. [Google Scholar] [CrossRef] [Green Version]
- Kamaya, M. A procedure for estimating Young’s modulus of textured polycrystalline materials. Int. J. Solids Struct. 2009, 46, 2642–2649. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.S.; Hong, S.I.; Kim, S.J. On the rule of mixtures for predicting the mechanical properties of composites with homogeneously distributed soft and hard particles. J. Mater. Process. Technol. 2001, 112, 109–113. [Google Scholar] [CrossRef]
- Simmons, G.; Wang, H. Single Crystal Elastic Constants and Calculated Aggregate Properties: A Handbook, 2nd ed.; M.I.T. Press: Cambridge, MA, USA, 1971. [Google Scholar]
- Shen, T.D.; Koch, C.C.; Tsui, T.Y.; Pharr, G.M. On the elastic moduli of nanocrystalline Fe, Cu, Ni, and Cu–Ni alloys prepared by mechanical milling/alloying. J. Mater. Res. 1995, 10, 2892–2896. [Google Scholar] [CrossRef]
- Wei, Q.; Jiao, T.; Ramesh, K.; Ma, E.; Kecskes, L.; Magness, L.; Doeding, R.; Kazykhanov, V.; Valiev, R. Mechanical behavior and dynamic failure of high-strength ultrafine grained tungsten under uniaxial compression. Acta Mater. 2006, 54. [Google Scholar] [CrossRef]
- Wei, Q.; Cheng, S.; Ramesh, K.; Ma, E. Effect of nanocrystalline and ultrafine grain sizes on the strain rate sensitivity and activation volume: Fcc versus bcc metals. Mater. Sci. Eng. A 2004, 381, 71–79. [Google Scholar] [CrossRef]
- Maier, V.; Schunk, C.; Göken, M.; Durst, K. Microstructure-dependent deformation behaviour of bcc-metals—Indentation size effect and strain rate sensitivity. Philos. Mag. 2015, 95, 1766–1779. [Google Scholar] [CrossRef]
- Fukuda, M.; Tabata, T.; Hasegawa, A.; Nogami, S.; Muroga, T. Strain rate dependence of tensile properties of tungsten alloys for plasma-facing components in fusion reactors. Fus. Eng. Des. 2016, 109–111, 1674–1677. [Google Scholar] [CrossRef]
- Chen, J.; Lu, L.; Lu, K. Hardness and strain rate sensitivity of nanocrystalline Cu. Scr. Mater. 2006, 54, 1913–1918. [Google Scholar] [CrossRef]
- Zhu, T.; Li, J.; Samanta, A.; Kim, H.G.; Suresh, S. Interfacial plasticity governs strain rate sensitivity and ductility in nanostructured metals. Proc. Natl. Acad. Sci. USA 2007, 104, 3031–3036. [Google Scholar] [CrossRef] [Green Version]
- Kiener, D.; Fritz, R.; Alfreider, M.; Leitner, A.; Pippan, R.; Maier-Kiener, V. Rate limiting deformation mechanisms of bcc metals in confined volumes. Acta Mater. 2019, 166, 687–701. [Google Scholar] [CrossRef]
- Wang, Y.; HAMZA, A.; Ma, E. Temperature-dependent strain rate sensitivity and activation volume of nanocrystalline Ni. Acta Mater. 2006, 54, 2715–2726. [Google Scholar] [CrossRef]
- Suo, T.; Li, Y.; Xie, K.; Zhao, F.; Zhang, K.-S.; Deng, Q. Experimental investigation on strain rate sensitivity of ultra-fine grained copper at elevated temperatures. Mech. Mater. 2011, 43, 111–118. [Google Scholar] [CrossRef]
- Asaro, R.J.; Suresh, S. Mechanistic models for the activation volume and rate sensitivity in metals with nanocrystalline grains and nano-scale twins. Acta Mater. 2005, 53, 3369–3382. [Google Scholar] [CrossRef]
- Fritz, R.; Wimler, D.; Leitner, A.; Maier-Kiener, V.; Kiener, D. Dominating deformation mechanisms in ultrafine-grained chromium across length scales and temperatures. Acta Mater. 2017, 140, 176–187. [Google Scholar] [CrossRef]





Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Burtscher, M.; Zhao, M.; Kappacher, J.; Leitner, A.; Wurmshuber, M.; Pfeifenberger, M.; Maier-Kiener, V.; Kiener, D. High-Temperature Nanoindentation of an Advanced Nano-Crystalline W/Cu Composite. Nanomaterials 2021, 11, 2951. https://0-doi-org.brum.beds.ac.uk/10.3390/nano11112951
Burtscher M, Zhao M, Kappacher J, Leitner A, Wurmshuber M, Pfeifenberger M, Maier-Kiener V, Kiener D. High-Temperature Nanoindentation of an Advanced Nano-Crystalline W/Cu Composite. Nanomaterials. 2021; 11(11):2951. https://0-doi-org.brum.beds.ac.uk/10.3390/nano11112951
Chicago/Turabian StyleBurtscher, Michael, Mingyue Zhao, Johann Kappacher, Alexander Leitner, Michael Wurmshuber, Manuel Pfeifenberger, Verena Maier-Kiener, and Daniel Kiener. 2021. "High-Temperature Nanoindentation of an Advanced Nano-Crystalline W/Cu Composite" Nanomaterials 11, no. 11: 2951. https://0-doi-org.brum.beds.ac.uk/10.3390/nano11112951