
Super-Repellent Paper Coated with Electrospun Biopolymers and Electrosprayed Silica of Interest in Food Packaging Applications


 , ,
, , 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Silica Particles Characterization
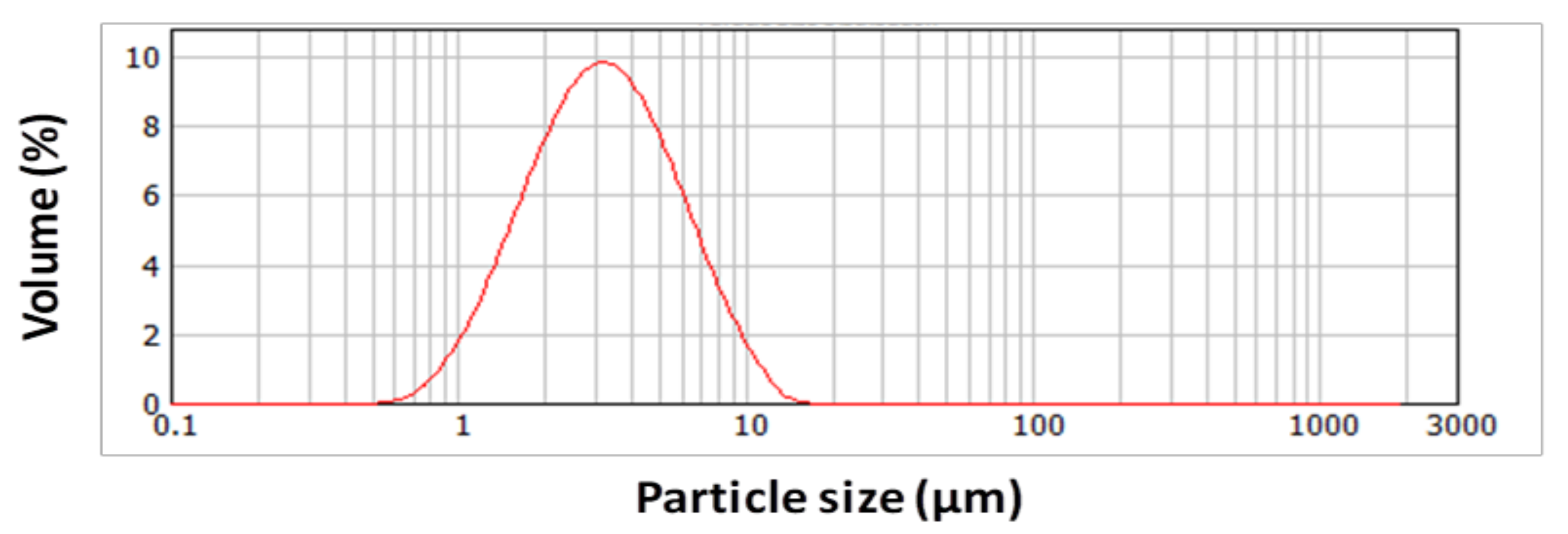
2.2.1. Particle Size and Size Distribution
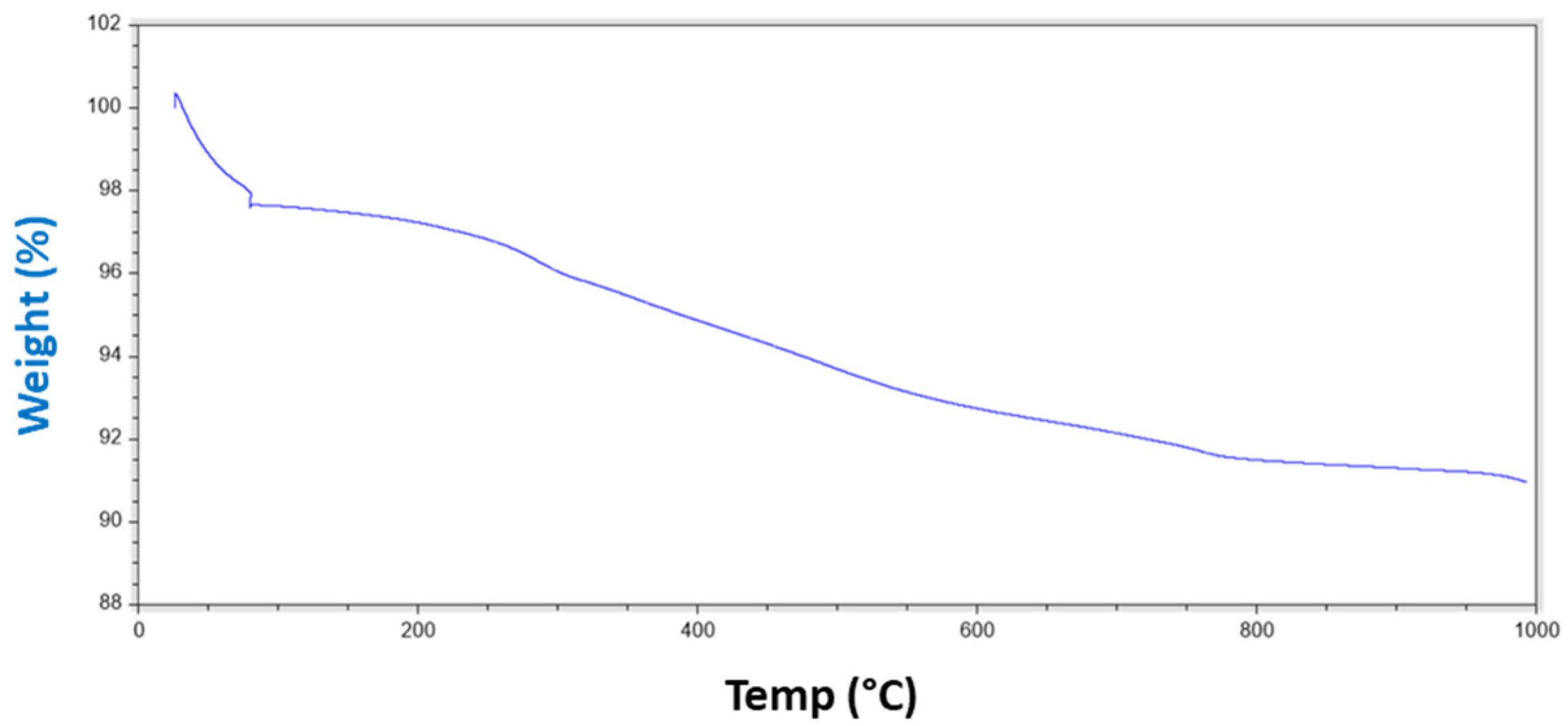
2.2.2. Thermal Stability
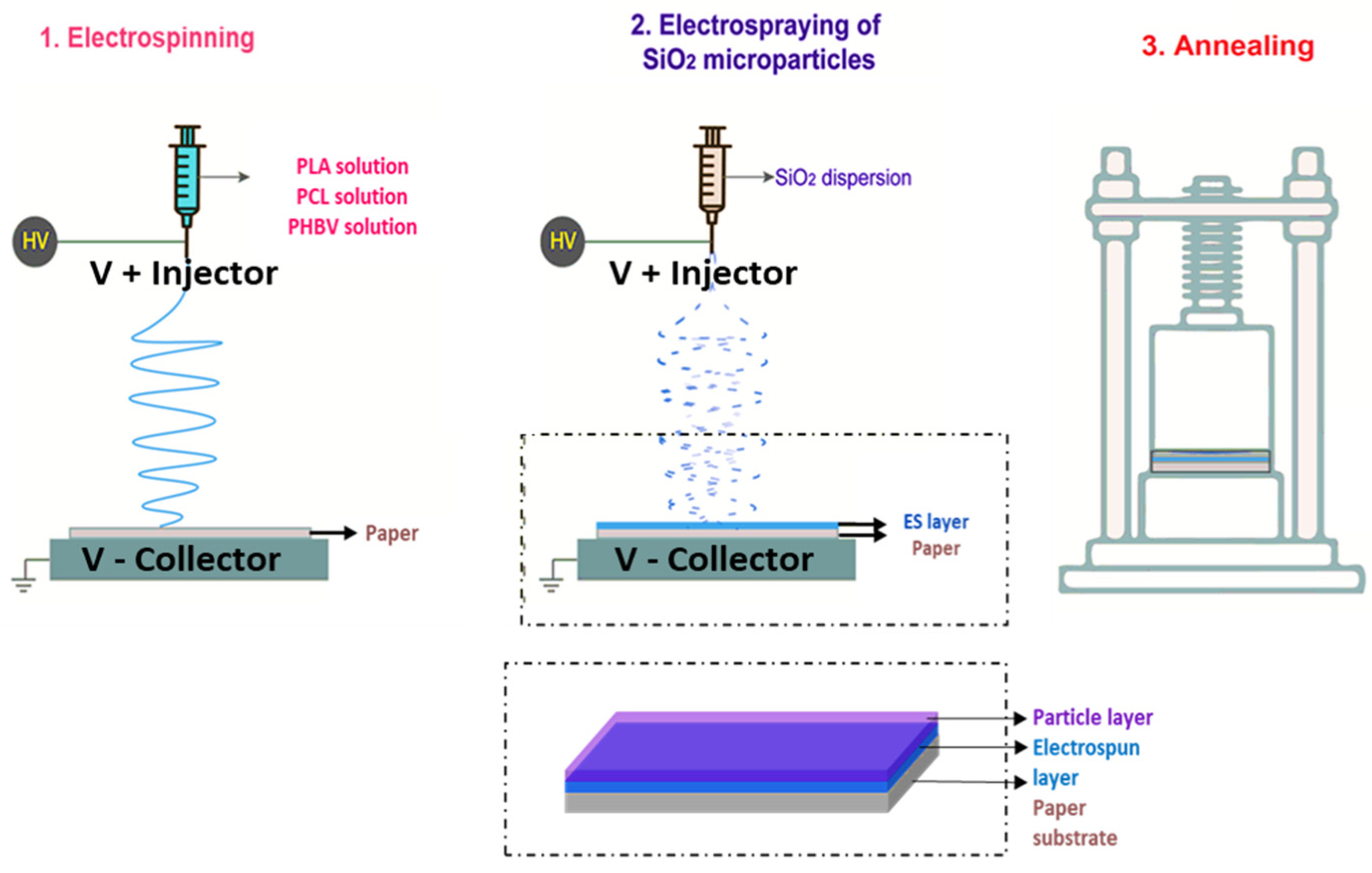
2.3. Fabrication of the Nanostructured Coatings
2.3.1. Solution Preparation
2.3.2. Electrospinning and Electrospraying
2.3.3. Thermal Post-Treatment
2.4. Coatings Characterization
2.4.1. Thickness
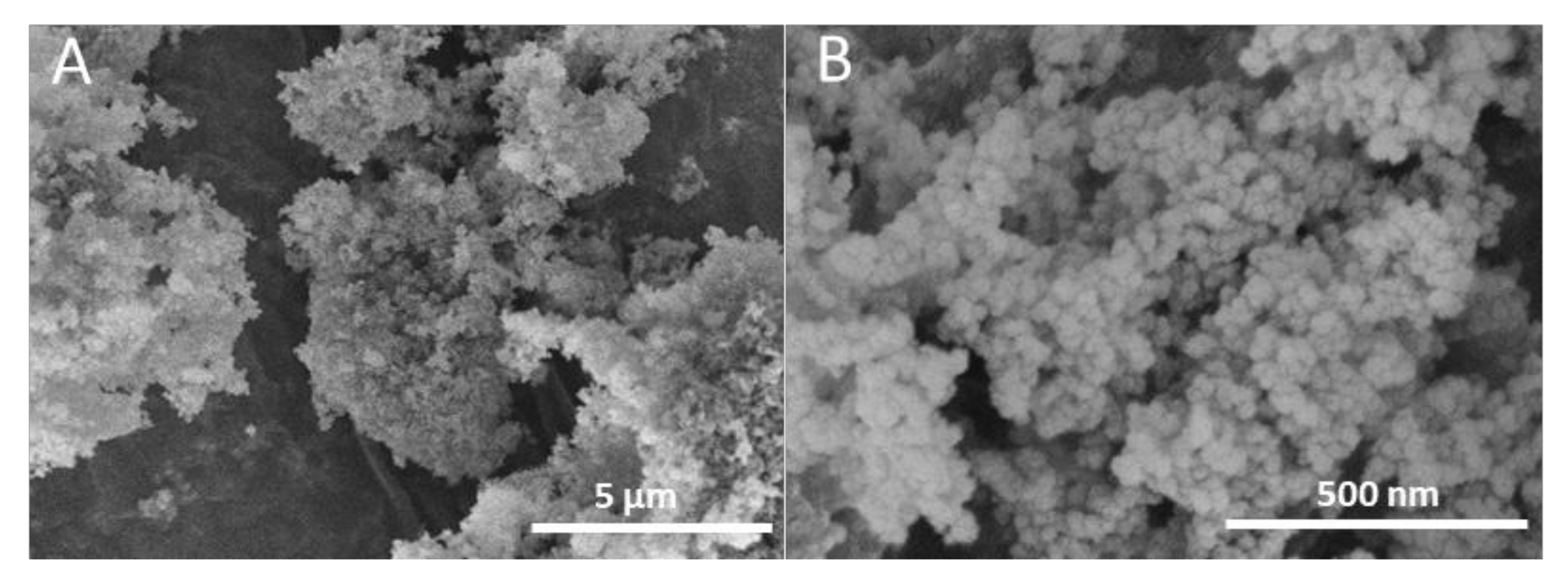
2.4.2. Scanning Electron Microscopy
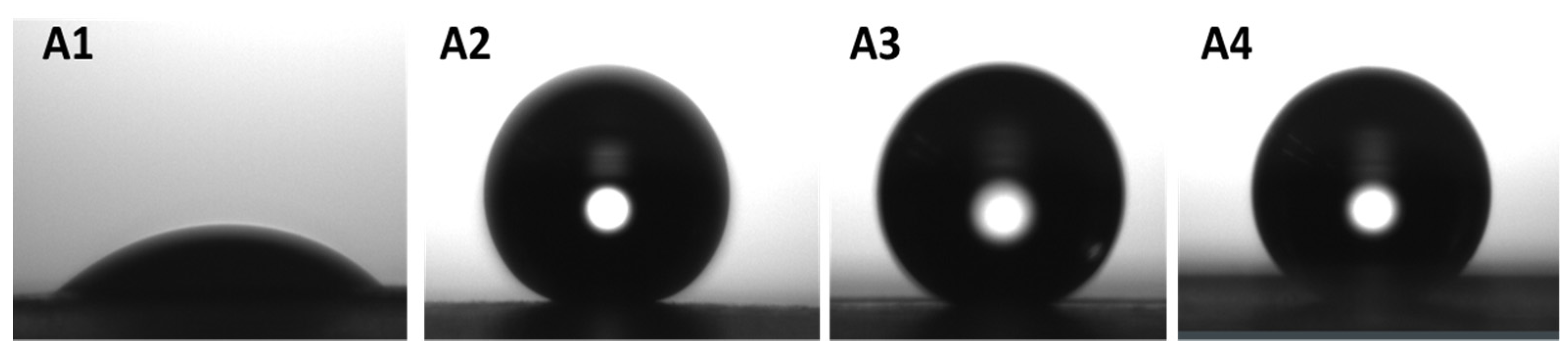
2.4.3. Water Contact Angle Measurements
2.4.4. Sliding Angle Measurements
2.4.5. Water Vapor Permeability Test
2.4.6. Thermal Properties
2.4.7. Tape Adhesion Test
2.4.8. Statistical Analysis
3. Results & Discussion
3.1. Silica Characterization
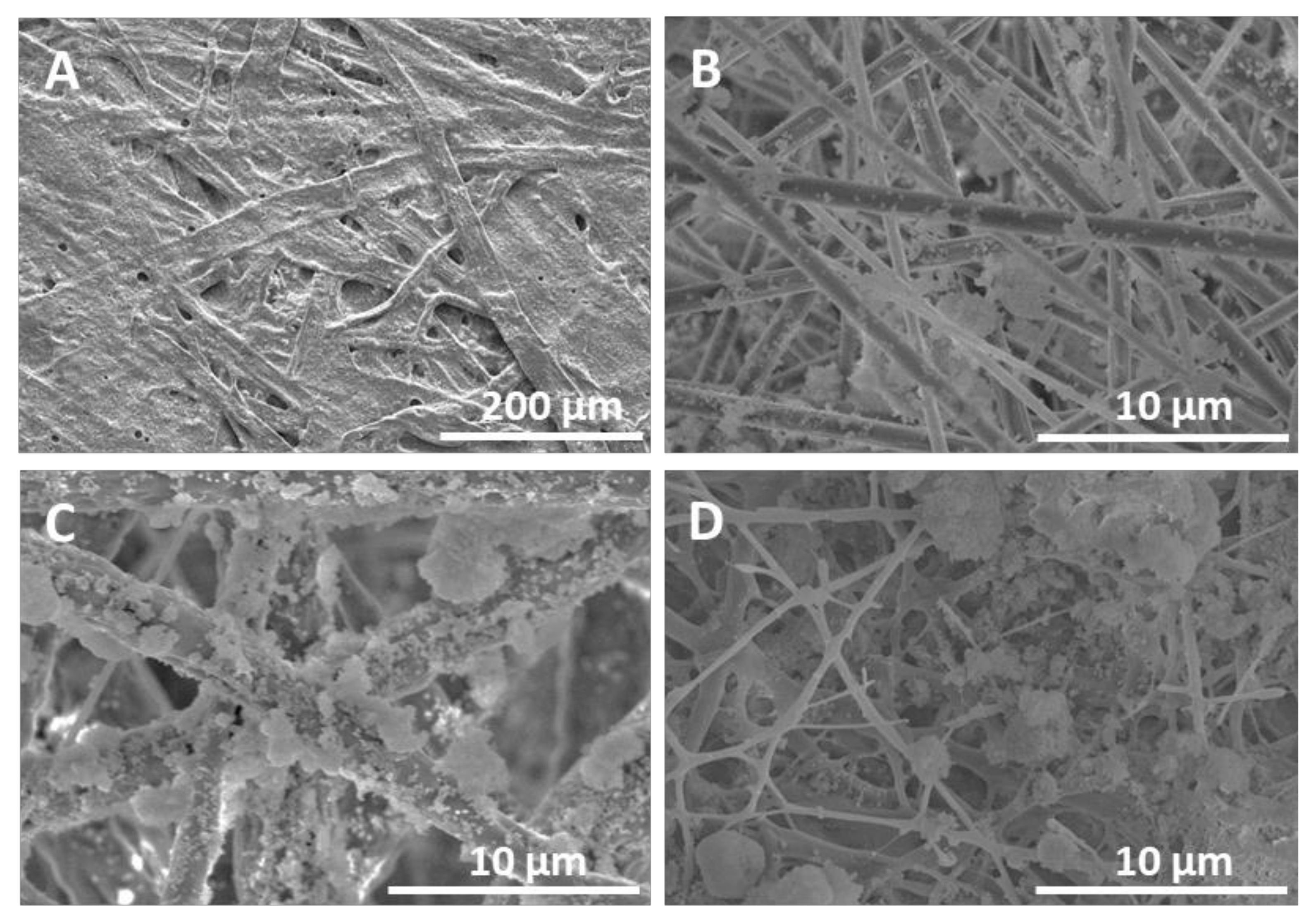
3.2. Characterization of Electrospun Biopolymers and Electrosprayed Silica
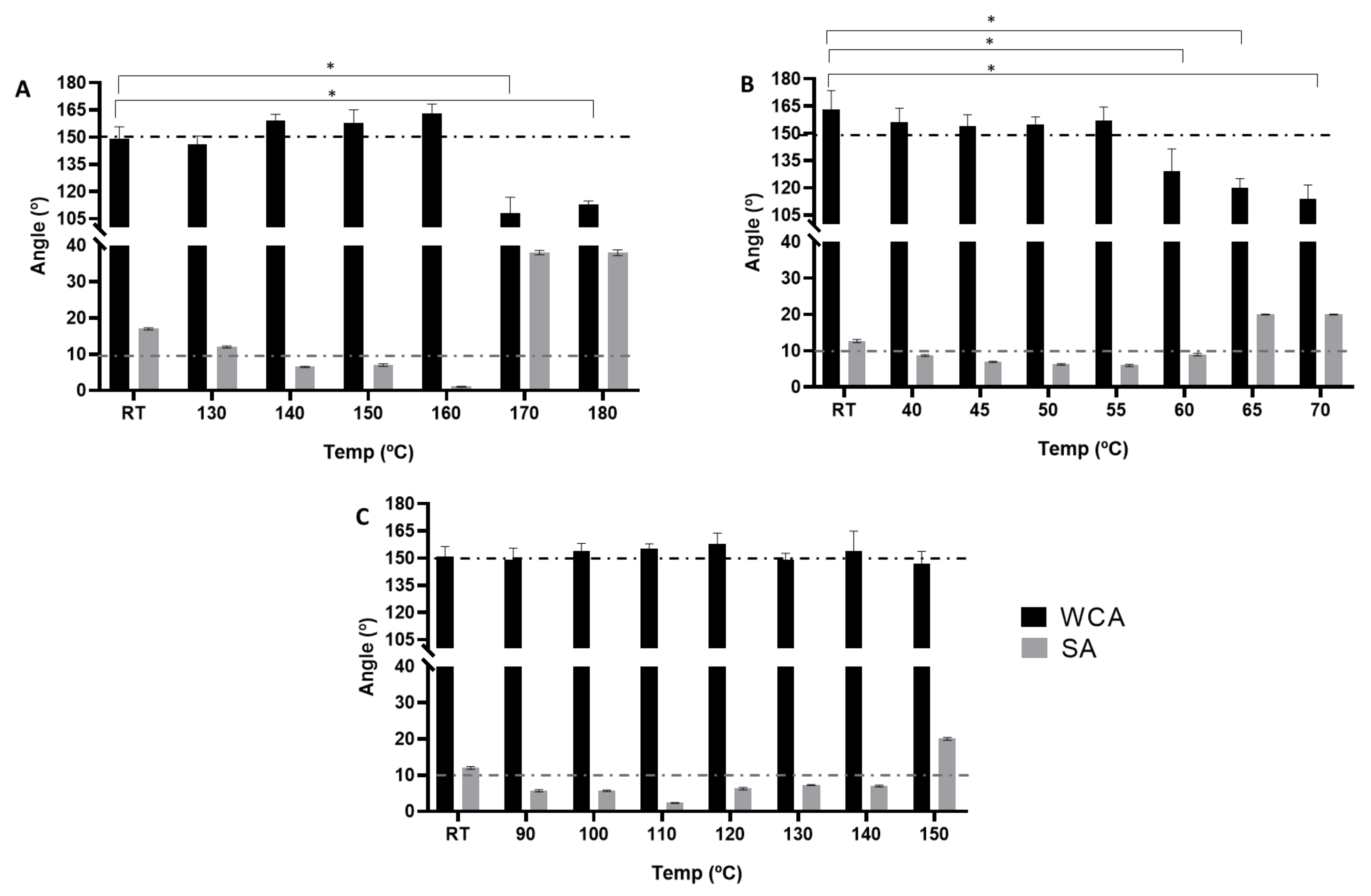
3.3. Thermal Treatment Optimization
3.4. Barrier Properties
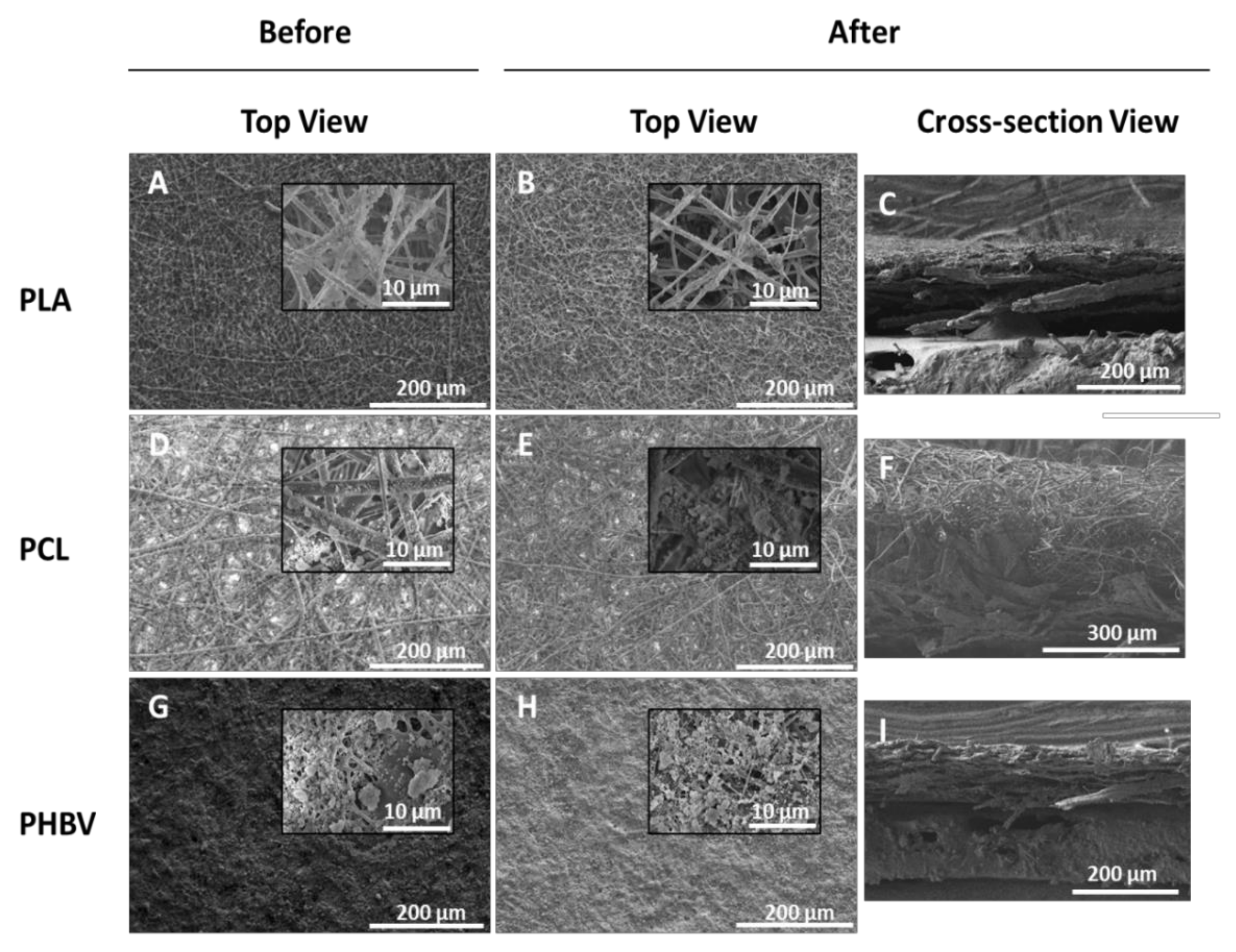
3.5. Tape Peel-Off Adhesion Test
3.6. Viscous Food Super-Repelling Properties
3.7. Effect of Food Product Temperature on Super-Repellent Performance
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, H.; He, Y.; Yang, J.; Wang, X.; Lan, T.; Peng, L. Fabrication of Food-Safe Superhydrophobic Cellulose Paper with Improved Moisture and Air Barrier Properties. Carbohydr. Polym. 2019, 211, 22–30. [Google Scholar] [CrossRef]
- Deshwal, G.K.; Panjagari, N.R.; Alam, T. An Overview of Paper and Paper Based Food Packaging Materials: Health Safety and Environmental Concerns. J. Food Sci. Technol. 2019, 56, 4391–4403. [Google Scholar] [CrossRef] [PubMed]
- Ogihara, H.; Xie, J.; Okagaki, J.; Saji, T. Simple Method for Preparing Superhydrophobic Paper: Spray-Deposited Hydrophobic Silica Nanoparticle Coatings Exhibit High Water-Repellency and Transparency. Langmuir 2012, 28, 4605–4608. [Google Scholar] [CrossRef]
- Martins, V.D.F.; Cerqueira, M.A.; Fuciños, P.; Garrido-Maestu, A.; Curto, J.M.R.; Pastrana, L.M. Active Bi-Layer Cellulose-Based Films: Development and Characterization. Cellulose 2018, 25, 6361–6375. [Google Scholar] [CrossRef]
- Balu, B.; Breedveld, V.; Hess, D.W. Fabrication of “Roll-off” and “Sticky” Superhydrophobic Cellulose Surfaces via Plasma Processing. Langmuir 2008, 24, 4785–4790. [Google Scholar] [CrossRef] [PubMed]
- Dias, V.M.; Kuznetsova, A.; Tedim, J.; Yaremchenko, A.A.; Zheludkevich, M.L.; Portugal, I.; Evtuguin, D.V. Silica-Based Nanocoating Doped by Layered Double Hydroxides to Enhance the Paperboard Barrier Properties. World J. Nano Sci. Eng. 2015, 5, 126–139. [Google Scholar] [CrossRef] [Green Version]
- Zhao, X.; Cornish, K.; Vodovotz, Y. Narrowing the Gap for Bioplastic Use in Food Packaging: An Update. Environ. Sci. Technol. 2020, 54, 4712–4732. [Google Scholar] [CrossRef]
- Cunha, A.G.; Gandini, A. Turning Polysaccharides into Hydrophobic Materials: A Critical Review. Part 1. Cellulose. Cellulose 2010, 17, 875–889. [Google Scholar] [CrossRef]
- European Bioplastics. 2020. Available online: https://www.european-bioplastics.org/europes-new-circular-economy-action-plan-needs-to-link-bioeconomy-and-circular-economy (accessed on 6 October 2021).
- Arrieta, M.P.; Peponi, L.; López, D.; López, J.; Kenny, J.M. 12—An overview of nanoparticles role in the improvement of barrier properties of bioplastics for food packaging applications. In Food Packaging; Grumezescu, A.M., Ed.; Academic Press: Cambridge, MA, USA, 2017; pp. 391–424. ISBN 978-0-12-804302-8. [Google Scholar]
- Pardo-Figuerez, M.; López-Córdoba, A.; Torres-Giner, S.; Lagaron, J. Superhydrophobic Bio-Coating Made by Co-Continuous Electrospinning and Electrospraying on Polyethylene Terephthalate Films Proposed as Easy Emptying Transparent Food Packaging. Coatings 2018, 8, 364. [Google Scholar] [CrossRef] [Green Version]
- Lasprilla-Botero, J.; Torres-Giner, S.; Pardo-Figuerez, M.; Álvarez-Láinez, M.; Lagaron, J.M. Superhydrophobic Bilayer Coating Based on Annealed Electrospun Ultrathin Poly(ε-Caprolactone) Fibers and Electrosprayed Nanostructured Silica Microparticles for Easy Emptying Packaging Applications. Coatings 2018, 8, 173. [Google Scholar] [CrossRef] [Green Version]
- Wen, G.; Huang, J.X.; Guo, Z.G. Energy-Effective Superhydrophobic Nanocoating Based on Recycled Eggshell. Colloids Surf. A Physicochem. Eng. Asp. 2019, 568, 20–28. [Google Scholar] [CrossRef]
- Zhang, C.; Kalulu, M.; Sun, S.; Jiang, P.; Zhou, X.; Wei, Y.; Jiang, Y. Environmentally Safe, Durable and Transparent Superhydrophobic Coating Prepared by One-Step Spraying. Colloids Surf. A Physicochem. Eng. Asp. 2019, 570, 147–155. [Google Scholar] [CrossRef]
- Zhao, X.; Hu, T.; Zhang, J. Superhydrophobic Coatings with High Repellency to Daily Consumed Liquid Foods Based on Food Grade Waxes. J. Colloid Interface Sci. 2018, 515, 255–263. [Google Scholar] [CrossRef] [PubMed]
- Milionis, A.; Loth, E.; Bayer, I.S. Recent Advances in the Mechanical Durability of Superhydrophobic Materials. Adv. Colloid Interface Sci. 2016, 229, 57–79. [Google Scholar] [CrossRef] [PubMed]
- Liu, B.-Y.; Xue, C.-H.; An, Q.-F.; Jia, S.-T.; Xu, M.-M. Fabrication of Superhydrophobic Coatings with Edible Materials for Super-Repelling Non-Newtonian Liquid Foods. Chem. Eng. J. 2019, 371, 833–841. [Google Scholar] [CrossRef]
- Karapanagiotis, I.; Grosu, D.; Aslanidou, D.; Aifantis, K.E. Facile Method to Prepare Superhydrophobic and Water Repellent Cellulosic Paper. J. Nanomater. 2015, 2015, 219013. [Google Scholar] [CrossRef]
- Razavi, S.M.R.; Oh, J.; Haasch, R.T.; Kim, K.; Masoomi, M.; Bagheri, R.; Slauch, J.M.; Miljkovic, N. Environment-Friendly Antibiofouling Superhydrophobic Coatings. ACS Sustain. Chem. Eng. 2019, 7, 14509–14520. [Google Scholar] [CrossRef]
- Nyström, D.; Lindqvist, J.; Östmark, E.; Hult, A.; Malmström, E. Superhydrophobic Bio-Fibre Surfaces via Tailored Grafting Architecture. Chem. Commun. 2006, 14, 3594–3596. [Google Scholar] [CrossRef]
- Li, S.; Zhang, S.; Wang, X. Fabrication of Superhydrophobic Cellulose-Based Materials through a Solution-Immersion Process. Langmuir 2008, 24, 5585–5590. [Google Scholar] [CrossRef]
- Quan, C.; Werner, O.; Wågberg, L.; Turner, C. Generation of Superhydrophobic Paper Surfaces by a Rapidly Expanding Supercritical Carbon Dioxide–Alkyl Ketene Dimer Solution. J. Supercrit. Fluids 2009, 49, 117–124. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, Q.; Jiang, B.; Ma, Z. Flame-Retardant Paper with Robust Hydrophobicity Enabled by Perfluorodecane Doped SiO2 Nanofibers. J. Sol-Gel Sci. Technol. 2020, 93, 309–314. [Google Scholar] [CrossRef]
- Torres-Giner, S.; Pérez-Masiá, R.; Lagaron, J.M. A Review on Electrospun Polymer Nanostructures as Advanced Bioactive Platforms. Polym. Eng. Sci. 2016, 56, 500–527. [Google Scholar] [CrossRef]
- Wang, C.-X.; Zhang, X.-F. A Non-Particle and Fluorine-Free Superhydrophobic Surface Based on One-Step Electrodeposition of Dodecyltrimethoxysilane on Mild Steel for Corrosion Protection. Corros. Sci. 2020, 163, 108284. [Google Scholar] [CrossRef]
- Rivero, P.J.; Iribarren, A.; Larumbe, S.; Palacio, J.F.; Rodríguez, R. A Comparative Study of Multifunctional Coatings Based on Electrospun Fibers with Incorporated ZnO Nanoparticles. Coatings 2019, 9, 367. [Google Scholar] [CrossRef] [Green Version]
- Fabra, M.J.; López-Rubio, A.; Cabedo, L.; Lagaron, J.M. Tailoring Barrier Properties of Thermoplastic Corn Starch-Based Films (TPCS) by Means of a Multilayer Design. J. Colloid Interface Sci. 2016, 483, 84–92. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Irzh, A.; Ghindes, L.; Gedanken, A. Rapid Deposition of Transparent Super-Hydrophobic Layers on Various Surfaces Using Microwave Plasma. ACS Appl. Mater. Interfaces 2011, 3, 4566–4572. [Google Scholar] [CrossRef] [PubMed]
- Gong, X.; He, S. Highly Durable Superhydrophobic Polydimethylsiloxane/Silica Nanocomposite Surfaces with Good Self-Cleaning Ability. ACS Omega 2020, 5, 4100–4108. [Google Scholar] [CrossRef] [PubMed]
- Fu, J.; Yang, F.; Guo, Z. Facile Fabrication of Superhydrophobic Filter Paper with High Water Adhesion. Mater. Lett. 2019, 236, 732–735. [Google Scholar] [CrossRef]
- Wang, Q.; Xie, D.; Chen, J.; Liu, G.; Yu, M. Superhydrophobic Paper Fabricated via Nanostructured Titanium Dioxide-Functionalized Wood Cellulose Fibers. J. Mater. Sci. 2020, 55, 7084–7094. [Google Scholar] [CrossRef]
- Latthe, S.S.; Sutar, R.S.; Kodag, V.S.; Bhosale, A.K.; Kumar, A.M.; Kumar Sadasivuni, K.; Xing, R.; Liu, S. Self-Cleaning Superhydrophobic Coatings: Potential Industrial Applications. Prog. Org. Coat. 2019, 128, 52–58. [Google Scholar] [CrossRef]
- Sriramulu, D.; Reed, E.L.; Annamalai, M.; Venkatesan, T.V.; Valiyaveettil, S. Synthesis and Characterization of Superhydrophobic, Self-Cleaning NIR-Reflective Silica Nanoparticles. Sci. Rep. 2016, 6, 35993. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, P.; Lv, F.Y. A Review of the Recent Advances in Superhydrophobic Surfaces and the Emerging Energy-Related Applications. Energy 2015, 82, 1068–1087. [Google Scholar] [CrossRef]
- Commission Regulation (EU). Available online: https://eur-lex.europa.eu/legal-content/EN/ALL/?uri=celex%3A32011R0010 (accessed on 8 December 2021).
- Volova, T.G.; Kalacheva, G.S. The Synthesis of Hydroxybutyrate and Hydroxyvalerate Copolymers by the Bacterium Ralstonia Eutropha. Mikrobiologiya 2005, 74, 63–69. [Google Scholar] [CrossRef]
- Melendez-Rodriguez, B.; Torres-Giner, S.; Aldureid, A.; Cabedo, L.; Lagaron, J.M. Reactive Melt Mixing of Poly(3-Hydroxybutyrate)/Rice Husk Flour Composites with Purified Biosustainably Produced Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate). Materials 2019, 12, 2152. [Google Scholar] [CrossRef] [Green Version]
- El Dessouky, W.I.; Abbas, R.; Sadik, W.A.; El Demerdash, A.G.M.; Hefnawy, A. Improved Adhesion of Superhydrophobic Layer on Metal Surfaces via One Step Spraying Method. Arab. J. Chem. 2017, 10, 368–377. [Google Scholar] [CrossRef]
- ASTM-E96/E96M Standard Test Methods for Water Vapor Transmission of Materials; ASTM International: West Conshohocken, PA, USA, 2016; p. 14.
- Morita, K.; Gonzales, J.; Sakaue, H. Effect of PTFE Particle Size on Superhydrophobic Coating for Supercooled Water Prevention. Coatings 2018, 8, 426. [Google Scholar] [CrossRef] [Green Version]
- Darmawan, A.; Utari, R.; Saputra, R.E.; Suhartana; Astuti, Y. Synthesis and Characterization of Hydrophobic Silica Thin Layer Derived from Methyltrimethoxysilane (MTMS). IOP Conf. Ser. Mater. Sci. Eng. 2018, 299, 012041. [Google Scholar] [CrossRef]
- Karlina, L.; Azmiyawati, C.; Darmawan, A. Synthesis and Characterization of Hydrophobic Silica Prepared by Different Acid Catalysts. IOP Conf. Ser. Mater. Sci. Eng. 2019, 509, 012065. [Google Scholar] [CrossRef]
- Guillaume, C.; Pinte, J.; Gontard, N.; Gastaldi, E. Wheat Gluten-Coated Papers for Bio-Based Food Packaging: Structure, Surface and Transfer Properties. Food Res. Int. 2010, 43, 1395–1401. [Google Scholar] [CrossRef]
- Melendez-Rodriguez, B.; Castro-Mayorga, J.L.; Reis, M.A.M.; Sammon, C.; Cabedo, L.; Torres-Giner, S.; Lagaron, J.M. Preparation and Characterization of Electrospun Food Biopackaging Films of Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate) Derived from Fruit Pulp Biowaste. Front. Sustain. Food Syst. 2018, 2, 1–16. [Google Scholar] [CrossRef]
- Casasola, R.; Thomas, N.L.; Trybala, A.; Georgiadou, S. Electrospun Poly Lactic Acid (PLA) Fibres: Effect of Different Solvent Systems on Fibre Morphology and Diameter. Polymer 2014, 55, 4728–4737. [Google Scholar] [CrossRef] [Green Version]
- De Vrieze, S.; Van Camp, T.; Nelvig, A.; Hagström, B.; Westbroek, P.; De Clerck, K. The Effect of Temperature and Humidity on Electrospinning. J. Mater. Sci. 2009, 44, 1357–1362. [Google Scholar] [CrossRef]
- Somsap, J.; Kanjanapongkul, K.; Tepsorn, R. Effect of Parameters on the Morphology and Fibre Diameters of Edible Electrospun Chitosan-Cellulose Acetate Gelatin Hybrid. MATEC Web Conf. 2018, 192, 03038. [Google Scholar] [CrossRef]
- Cobos, C.M.; Garzón, L.; López Martinez, J.; Fenollar, O.; Ferrandiz, S. Study of Thermal and Rheological Properties of PLA Loaded with Carbon and Halloysite Nanotubes for Additive Manufacturing. Rapid Prototyp. J. 2019, 25, 738–743. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, R.; Cai, J.Y.; Liu, Z.; Zheng, Y.; Wang, H.; Li, Q.; He, N. Biosynthesis and Thermal Properties of PHBV Produced from Levulinic Acid by Ralstonia Eutropha. PLoS ONE 2013, 8, e60318. [Google Scholar] [CrossRef] [Green Version]
- Cherpinski, A.; Szewczyk, P.K.; Gruszczyński, A.; Stachewicz, U.; Lagaron, J.M. Oxygen-Scavenging Multilayered Biopapers Containing Palladium Nanoparticles Obtained by the Electrospinning Coating Technique. Nanomaterials 2019, 9, 262. [Google Scholar] [CrossRef] [Green Version]
- Quiles-Carrillo, L.; Montanes, N.; Lagaron, J.M.; Balart, R.; Torres-Giner, S. In Situ Compatibilization of Biopolymer Ternary Blends by Reactive Extrusion with Low-Functionality Epoxy-Based Styrene–Acrylic Oligomer. J. Polym. Environ. 2019, 27, 84–96. [Google Scholar] [CrossRef]
- Long, M.; Peng, S.; Chen, J.; Yang, X.; Deng, W. A New Replication Method for Fabricating Hierarchical Polymer Surfaces with Robust Superhydrophobicity and Highly Improved Oleophobicity. Colloids Surf. Physicochem. Eng. Asp. 2016, 507, 7–17. [Google Scholar] [CrossRef]
- Li, Y.; Bi, J.; Wang, S.; Zhang, T.; Xu, X.; Wang, H.; Cheng, S.; Zhu, B.-W.; Tan, M. Bio-Inspired Edible Superhydrophobic Interface for Reducing Residual Liquid Food. J. Agric. Food Chem. 2018, 66, 2143–2150. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Polymer or Particle Content (wt %) | Solvent (vol./vol.) | Flow Rate (mL/h) | Needle Gauge (G) | Dz (cm) | V+ Injector/V− Collector (kV) | Relative Humidity (%) | Temperature (°C) |
|---|---|---|---|---|---|---|---|---|
| PLA | 12.5 | DCM/TFE 50:50 | 10 | 22 | 21 | 19.1/−5.4 | 27 | 25 |
| PCL | 10 | TCM/MeOH 8:2 | 20 | 22 | 21 | 19.0/−5.5 | 43 | 25 |
| PHBV | 2 | TCM/BuOH 75:25 | 30 | 23 | 21 | 24.5/−5.5 | 41 | 25 |
| PLA/SiO2 | 0.75 | BuOH | 10 | 18 | 21 | 19.7/−5.5 | 29 | 25 |
| PCL/SiO2 | 0.75 | BuOH | 10 | 18 | 21 | 19.7/−5.5 | 35 | 25 |
| PHBV/SiO2 | 0.75 | BuOH | 10 | 18 | 21 | 19.7/−5.5 | 36 | 25 |
| Sample | Temperature (°C) | Time (s) | ||||||
|---|---|---|---|---|---|---|---|---|
| Paper/PLA/SiO2 | 130 | 140 | 150 | 160 | 170 | 180 | - | 20 |
| Paper/PCL/SiO2 | 40 | 45 | 50 | 55 | 60 | 65 | 70 | 20 |
| Paper/PHBV/SiO2 | 90 | 100 | 110 | 120 | 130 | 140 | 150 | 20 |
| Sample | Thickness (µm) |
|---|---|
| Paper | 77.9 ± 2.0 |
| Paper/PLA | 98.5 ± 1.0 |
| Paper/PCL | 112.5 ± 3.0 |
| Paper/PHBV | 92.2 ± 2.1 |
| Paper/PLA/SiO2 | 100.7 ± 3.2 |
| Paper/PCL/SiO2 | 117.5 ± 2.5 |
| Paper/PHBV/SiO2 | 93.8 ± 0.8 |
| Sample | Fiber Diameter (µm) |
|---|---|
| Paper/PLA | 0.80 ± 0.21 |
| Paper/PCL | 3.22 ± 1.32 |
| Paper/PHBV | 0.39 ± 0.19 |
| Sample | Thickness (µm) | Water Vapor Permeance × 10−9 (kg·Pa−1·s−1·m−2) |
|---|---|---|
| Paper | 77.9 ± 2.0 | 2.35 ± 0.04 |
| Paper/PLA/SiO2 at 130 °C | 103.4 ± 1.9 | 1.88 ± 0.30 a |
| Paper/PLA/SiO2 at 160 °C | 103.6 ± 2.0 | 1.67 ± 0.15 a |
| Paper/PLA/SiO2 at 180 °C | 99.0 ± 2.0 | 1.98 ± 0.06 a |
| Paper/PCL/SiO2 at 40 °C | 118.5 ± 2.8 | 1.82 ± 0.07 a |
| Paper/PCL/SiO2 at 55 °C | 115.4 ± 3.3 | 1.55 ± 0.09 b |
| Paper/PCL/SiO2 at 70 °C | 94.9 ± 2.7 | 1.67 ± 0.13 a,b |
| Paper/PHBV/SiO2 at 90 °C | 94.4 ± 2.6 | 1.81 ± 0.12 a |
| Paper/PHBV/SiO2 at 120 °C | 90.8 ± 2.4 | 1.52 ± 0.16 b |
| Paper/PHBV/SiO2 at 150 °C | 90.5 ± 2.4 | 1.62 ± 0.06 a,b |
| Before | After | |||
|---|---|---|---|---|
| Sample | WCA (°) | SA (°) | WCA (°) | SA (°) |
| Paper/PLA/SiO2 at 160 °C | 163 ± 3 a | <2 | 166 ± 7 a | >45 |
| Paper/PCL/SiO2 at 55 °C | 169 ± 3 a | 3 | 147 ± 2 b | 24 |
| Paper/PHBV/SiO2 at 120 °C | 157 ± 3 a | 2 | 160 ± 3 a | 3 |
| Paper | Paper/PLA/SiO2 | Paper/PCL/SiO2 | Paper/PHBV/SiO2 | |||||
|---|---|---|---|---|---|---|---|---|
| Sample | CA (°) | SA (°) | CA (°) | SA (°) | CA (°) | SA (°) | CA (°) | SA (°) |
| Yogurt | 96 ± 3 a | >45 | 148 ± 10 b | 10.4 | 159 ± 7 b | 8 | 166 ± 6 b | 14 |
| Custard | 56 ± 11 a | >45 | 143 ± 7 b | >45 | 155 ± 6 b | >45 | 154 ± 4 b | 24 |
| Ketchup | - | >45 | - | >45 | - | >45 | - | >45 |
| Mayonnaise | - | >45 | - | >45 | - | >45 | - | >45 |
| Rolling off Capacity from the Sample | |||||
|---|---|---|---|---|---|
| Sample | Temperature (°C) | Paper | Paper/PLA/SiO2 | Paper/PCL/SiO2 | Paper/PHBV/SiO2 |
| Water | 22 | NO | YES | YES | YES |
| 50 | NO | YES | YES | YES | |
| Yogurt | 22 | NO | YES | YES | YES |
| 50 | NO | YES | YES | YES | |
| Custard | 22 | NO | SLIGHTLY | YES | YES |
| 50 | NO | SLIGHTLY | NO | YES | |
| Ketchup | 22 | NO | NO | NO | NO |
| 50 | NO | NO | NO | NO | |
| Mayonnaise | 22 | NO | NO | NO | NO |
| 50 | NO | NO | NO | NO | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lafraya, A.; Prieto, C.; Pardo-Figuerez, M.; Chiva, A.; Lagaron, J.M. Super-Repellent Paper Coated with Electrospun Biopolymers and Electrosprayed Silica of Interest in Food Packaging Applications. Nanomaterials 2021, 11, 3354. https://0-doi-org.brum.beds.ac.uk/10.3390/nano11123354
Lafraya A, Prieto C, Pardo-Figuerez M, Chiva A, Lagaron JM. Super-Repellent Paper Coated with Electrospun Biopolymers and Electrosprayed Silica of Interest in Food Packaging Applications. Nanomaterials. 2021; 11(12):3354. https://0-doi-org.brum.beds.ac.uk/10.3390/nano11123354
Chicago/Turabian StyleLafraya, Alvaro, Cristina Prieto, Maria Pardo-Figuerez, Alberto Chiva, and Jose M. Lagaron. 2021. "Super-Repellent Paper Coated with Electrospun Biopolymers and Electrosprayed Silica of Interest in Food Packaging Applications" Nanomaterials 11, no. 12: 3354. https://0-doi-org.brum.beds.ac.uk/10.3390/nano11123354